Изобретение относится к медицине, а именно к сосудистой хирургии и тканевой инженерии, и может использоваться для изготовления тканеинженерных сосудистых протезов из клеточного матрикса на основе химически сшиваемых гидрогелей.
В настоящее время сосудистая хирургия обладает рядом возможностей для оперативного лечения атеросклероза: стенты, шунты и искусственные сосудистые протезы. Однако все они имеют те или иные недостатки: большинство шунтов подвергаются окклюзии в течение 5 лет, синтетические сосудистые протезы не могут функционально идентично заменить нативные сосуды и из-за своей пористости могут становиться причиной микрокровоизлияний, а пациенты со стентами зачастую нуждаются в операции рестентирования. Решить проблему сосудистых трансплантатов могут тканеинженерные сосудистые графты, функционально идентичные нативным сосудам.
Другим известным аналогом является способ изготовления искусственных сосудистых графтов малого размера при помощи так называемой «коаксиальной экструзии» посредством биопринтера [US 20160288414 A1, опубл. 06.10.2016]. Для получения сосуда используют две иглы разного диаметра, при этом меньшая игла находится внутри большей. Под давлением, создаваемым биопринтером в шприцах, через просвет внутренней иглы подается раствор хлорида кальция, а наружной - суспензия клеток в растворе альгината натрия необходимой концентрации. При соприкосновении потоков альгината натрия и хлорида кальция происходит желирование, в результате чего образуется трубчатая структура из гидрогеля на основе нерастворимого альгината кальция. Достоинством данного метода является то, что он позволяет создавать сосуды малого диаметра сколько угодно необходимой длины.
Однако указанный способ имеет ряд недостатков: необходимость наличия биопринтера для постоянной подачи биочернил и точного контроля давления в шприцах, сложность центрирования одной иглы относительно другой, необходимость создания целого комплекта игл для коаксиальной экструзии под различные диаметры сосудов, невозможность плавного уменьшения или увеличения просвета сосуда без остановки процесса биопринтинга.
Известен способ создания сосудистых графтов при помощи послойного биопринтинга [US 9851706 B2, опубл. 26.12.2017]. При этом биопринтер послойно печатает структуру одновременно из 2-х типов гидрогелей: гидрогеля с клетками, который непосредственно формирует стенку сосудистого графта и гидрогеля-опоры, необходимого для поддержания формы графта в процессе его создания. После желирования гидрогеля в составе стенки сосуда гидрогель-опора удаляется с высвобождением сосудистого графта. Данный метод имеет главное достоинство: возможность получения сосудистого графта любой формы (прямого, изогнутого или разветвленного) любой длины с любым необходимым исследователю количеством слоев в стенке (при использовании гидрогелей с различными типами клеток).
Однако указанный способ имеет ряд недостатков: необходимость наличия биопринтера, постоянное расходование гидрогеля-опоры, длительный процесс печати сосудистого графта, неровность стенки получаемого сосудистого графта после полимеризации контактирующих друг с другом слоев гидрогеля.
Прототипом изобретения является способ изготовления искусственных сосудистых протезов методом электроспиннинга из биорезорбируемых искусственных материалов с добавлением в стенку факторов роста и хемоаттрактантов [RU 2642259, опубл. 21.01.2018]. Для его создания приготавливаются 2 смеси: полигидроксибутирата валерарата с поликапролактоном и VEGF (vascular endothelial growth factor), а также полигидроксибутирата валерата с поликапролактоном, bFGF (basic fibroblast growth factor) и SDF-1a (stromal cell-derived factor-1). Полученные полимерные композиции наслаивают в электромагнитном поле на вращающуюся иглу так, чтобы получить в стенке сосудистого протеза 2 слоя: внутренний с VEGF и наружный с bFGF и SDF-1a.
Однако указанный способ имеет ряд недостатков: длительность процесса изготовления сосудистого графта, возможность микрокровоизлияний через стенку протеза из-за ее большой пористости, долгий срок заселения клетками, а также трудности в адаптации методики электроспиннинга под изготовление графтов больших размеров.
Задачей данного изобретения является ускорение и упрощение процесса создания сосудистых графтов на основе альгинатного гидрогеля за счет заливки раствора альгината натрия (при необходимости, с суспензией клеток) в полость литейной формы с дальнейшей быстрой полимеризацией гидрогеля раствором хлорида кальция.
Техническим результатом изобретения является создание литейной формы, пригодной для повторного многократного использования, из деталей, напечатанных на 3D-принтере, для получения альгинатных сосудистых графтов.
Описание чертежей:
Фиг. 1. Общий вид изобретения.
Фиг. 2. Изобретение в продольном разрезе.
Фиг. 3. Стержень изобретения.
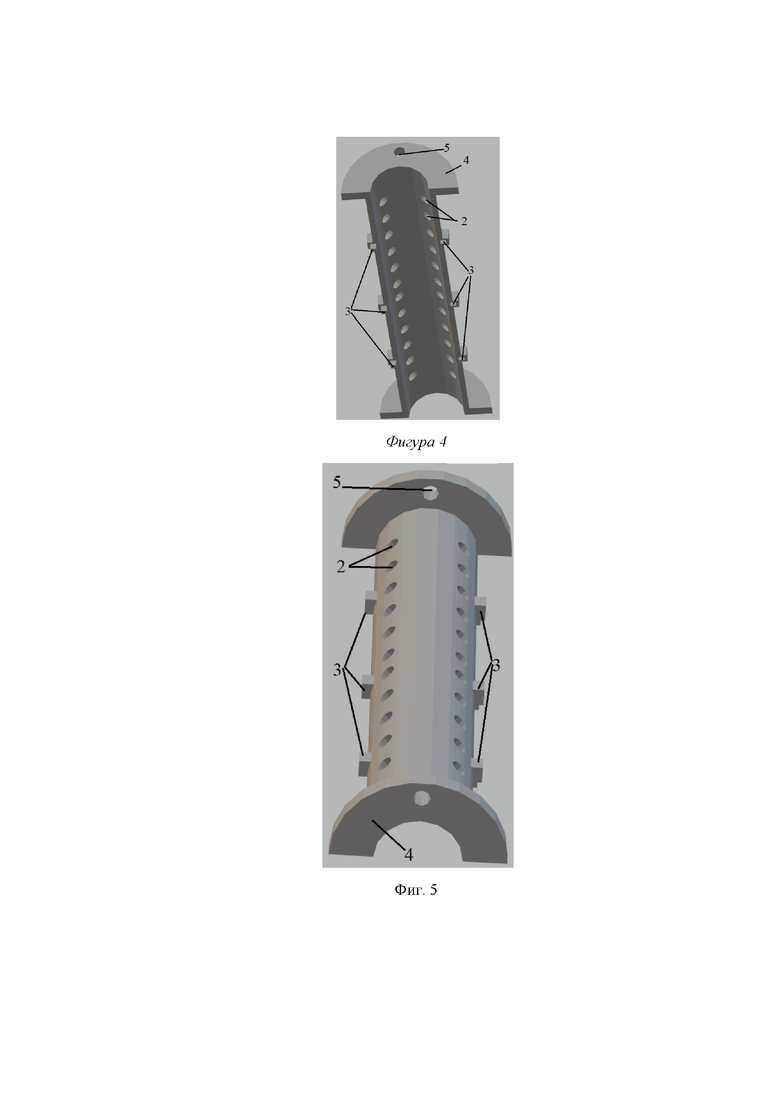
Фиг. 4. Полуцилиндр, вид изнутри.
Фиг. 5. Полуцилиндр, вид снаружи.
Фиг. 6. Подставка.
Фиг. 7. Крышка.
Фиг. 8. Заглушка.
1 - стержень
2 - сквозные боковые отверстия для заливки растворов альгината и хлорида кальция
3 - шипы и пазы для соединения полуцилиндров друг с другом
4 - широкое основание полуцилиндра для закрепления между крышкой и подставкой
5 - сквозное отверстие под шип крышки
6 - рамка-ограничитель для стержня
7 - пазы для соединения с шипами крышек
8 - шип крышки для соединения с подставкой и широким основанием полуцилиндра
9 - вырезка под боковую поверхность полуцилиндра
10 - вырезка под широкое основание полуцилиндра
11 - шипы для закрытия боковых отверстий полуцилиндра
Осуществление изобретения производится следующим образом:
Литейная форма состоит из 5-ти типов деталей: «стержня», «полуцилиндра», «подставки», «крышки» и «заглушки». Для сборки целостной конструкции необходима одна деталь типа «стержень», 2 детали типа «полуцилиндр», 2 детали типа «подставка», 4 детали типа «крышка» и 4 детали типа «заглушка». Важной особенностью изобретения является то, что детали изготавливаются из полимерных смол при помощи 3D-принтера, что позволяет изменять размеры деталей до этапа печати под необходимые параметры сосудистого графта. Стержень цилиндрической формы (фиг. 3) предназначен для создания просвета сосуда. Полуцилиндры (фиг. 4, 5), после соединения друг с другом, образуют снаружи от стержня пространство, равное толщине стенки сосуда, для заливки растворами альгината натрия и хлорида кальция через боковые отверстия (2) при помощи шприцев с иглами. Подставка (фиг. 6) предназначена для закрепления стержня (1) и полуцилиндров и правильной их ориентации. Крышка (фиг. 7) предназначена для плотного сцепления между собой полуцилиндров и подставки. Заглушка (рис. 8) необходима для восстановления целостности боковой поверхности формы путем закрытия сквозных отверстий (2) шипами (11) после добавления растворов альгината натрия или хлорида кальция.
Процесс сборки литейной формы можно описать следующим образом:
Из 2-х полуцилиндров путем соединения шипов и пазов (3) собирается единый цилиндр. В ограничительную рамку (6) одной из подставок вставляется стержень (1). Ту же подставку сопоставляют с цилиндром таким образом, чтобы крепежные отверстия (5) широких оснований (4) цилиндра находились ровно над пазами (7) подставки. Подставку и широкое основание цилиндра накрывают 2-мя крышками таким образом, чтобы вырезки (9) и (10) сопоставились с боковыми поверхностями и широким основанием цилиндра, а шип (8) прошел через крепежное отверстие (5) в паз (7) подставки. Аналогичным образом соединяют противоположный конец стержня и цилиндра с еще одной подставкой и 2-мя крышками. Если форма собрана правильно, то между стержнем и внутренней поверхностью цилиндра остается свободное пространство, которое соответствует по своей толщине стенки сосудистого графта и которое затем будет залито через шприц альгинатным гидрогелем. Часть боковых отверстий (2) закрывается заглушками. Через оставшиеся отверстия заливается раствор альгината натрия, после чего все отверстия закрываются заглушками, а саму форму оставляют в состоянии покоя для равномерного распределения раствора альгината натрия по стенкам. Затем заглушки по очереди снимают для заливки раствора хлорида кальция и возвращают на место для полимеризации альгинатного гидрогеля в течение 1-2 мин. По окончании процесса полимеризации изобретение разбирается в обратном порядке, что позволяет извлечь полученный сосудистый графт.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальная литейная форма для создания трёхмерных моделей кровеносных сосудов | 2024 |
|
RU2832604C1 |
| Способ создания биоинженерных сосудистых графтов большого и среднего диаметров | 2022 |
|
RU2794913C1 |
| Способ получения клеточных тороидов | 2023 |
|
RU2823869C1 |
| Технология изготовления функционально активных биодеградируемых сосудистых протезов малого диаметра с лекарственным покрытием | 2019 |
|
RU2702239C1 |
| УСТРОЙСТВА, СИСТЕМЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ТКАНИ | 2011 |
|
RU2560393C2 |
| Способ изготовления in vitro персонифицированного клеточнозаселенного сосудистого протеза | 2021 |
|
RU2764051C1 |
| ПРОТЕЗЫ МЕЖПОЗВОНКОВЫХ ДИСКОВ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2785894C2 |
| ИНСТРУМЕНТ ДЛЯ ФОРМИРОВАНИЯ СПИРАЛЬНЫХ ВЕНОЗНЫХ ГРАФТОВ | 2016 |
|
RU2626595C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 2005 |
|
RU2279260C1 |
| Способ получения тканеинженерной надкостницы из клеточных сфероидов для восстановления костных дефектов пациентов | 2023 |
|
RU2818176C1 |



Изобретение относится к медицинской технике. Литейная форма для создания тканеинженерного сосудистого протеза включает изготовленные на 3D принтере стержень, два полуцилиндра, две подставки, четыре крышки и четыре заглушки, имеющие возможность соединяться для получения литейной формы и разбираться по окончании процесса полимеризации альгинатного гидрогеля для извлечения сосудистого протеза. Стержень имеет цилиндрическую форму и служит для создания просвета сосуда. Каждый конец стержня закреплен на соответствующей подставке в рамке-ограничителе для стержня. Полуцилиндры соединены друг с другом с помощью шипов и пазов в единый цилиндр с образованием снаружи стержня пространства для заливки через боковые отверстия альгинатного гидрогеля, альгината натрия и хлорида кальция и закреплены в подставках таким образом, что крепёжные отверстия широких оснований цилиндра находятся над пазами подставок. Подставки накрыты крышками так, что вырезки крышек сопоставлены с боковыми поверхностями и широкими основаниями цилиндра. Боковые отверстия цилиндра закрыты заглушками, которые установлены с возможностью открываться для заливки упомянутых растворов и закрываться для восстановления целостности боковой поверхности литейной формы. Крышки выполнены с возможностью плотного сцепления между собой полуцилиндров и подставки. Технический результат состоит в обеспечении многократного использования для получения альгинатных сосудистых графтов. 8 ил.
Литейная форма для создания тканеинженерного сосудистого протеза, включающая изготовленные на 3D принтере стержень, два полуцилиндра, две подставки, четыре крышки и четыре заглушки, имеющие возможность соединяться для получения литейной формы и разбираться по окончании процесса полимеризации альгинатного гидрогеля для извлечения сосудистого протеза, при этом стержень имеет цилиндрическую форму и служит для создания просвета сосуда, каждый конец стержня закреплен на соответствующей подставке в рамке-ограничителе для стержня, полуцилиндры соединены друг с другом с помощью шипов и пазов в единый цилиндр с образованием снаружи стержня пространства для заливки через боковые отверстия альгинатного гидрогеля, альгината натрия и хлорида кальция и закреплены в подставках таким образом, что крепёжные отверстия широких оснований цилиндра находятся над пазами подставок, подставки накрыты крышками так, что вырезки крышек сопоставлены с боковыми поверхностями и широкими основаниями цилиндра, боковые отверстия цилиндра закрыты заглушками, которые установлены с возможностью открываться для заливки упомянутых растворов и закрываться для восстановления целостности боковой поверхности литейной формы, а крышки выполнены с возможностью плотного сцепления между собой полуцилиндров и подставки.
| ТКАНЕИНЖЕНЕРНЫЙ БИОДЕГРАДИРУЕМЫЙ СОСУДИСТЫЙ ИМПЛАНТ | 2016 |
|
RU2642259C2 |
| EP 3741397 A1, 25.11.2020 | |||
| US 20160250382 A1, 01.09.2016 | |||
| US 20160288414 A1, 06.10.2016 | |||
| US 9851706 B2, 26.12.2017. | |||

