ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к флюсу, который является сырьем флюсовой ванны для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав, и к способу производства стального продукта с покрытием из сплава на основе Zn-Al-Mg, получаемым путем погружения в расплав с использованием этого флюса.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002]
Традиционно метод гальванизации (цинкования) погружением в расплав известен как один из методов предотвращения ржавчины для материалов из чугуна и стали. Способ горячего цинкования погружением в расплав включает в себя непрерывный способ нанесения металлического покрытия объекта в производственной линии и периодический способ нанесения металлического покрытия объекта (так называемый «способ цинкования погружением в расплав»).
[0003]
В способе цинкования погружением в расплав, например, выполняется обработка флюсом стального продукта, такого как стальная труба или профильная сталь. После этого стальной продукт погружается в ванну для цинкования способом погружения в расплав, а затем вынимается из нее, чтобы произвести стальной продукт, оцинкованный способом погружения в расплав.
[0004]
Стальной продукт, покрытый сплавом на основе Zn-Al-Mg способом погружения в расплав, производится с использованием ванны расплавленного сплава на основе Zn-Al-Mg для нанесения покрытия способом погружения в расплав, где алюминий (Al) и магний (Mg) были добавлены в ванну для цинкования способом погружения в расплав. Стальной продукт, покрытый сплавом на основе Zn-Al-Mg способом погружения в расплав, пользуется растущим спросом в качестве альтернативы обычному стальному листу, оцинкованному способом погружения в расплав, потому что стальной продукт, покрытый сплавом на основе Zn-Al-Mg, сохраняет превосходную коррозионную стойкость в течение длительного времени.
[0005]
Как правило, в качестве способов, используемых при производстве стального продукта с покрытием из сплава на основе Zn-Al-Mg спосбом погружения в расплав, известны двухванный и однованный способы.
[0006]
В двухванном способе стальной продукт сначала подвергается горячему цинкованию способом погружения в расплав, а затем полученный стальной продукт, оцинкованный способом погружения в расплав, подвергается нанесения металлического покрытия сплавом на основе Zn-Al-Mg способом погружения в расплав без проведения обработки флюсом. Таким образом производится стальной продукт, покрытый сплавом на основе Zn-Al-Mg способом погружения в расплав.
[0007]
В однованном способе стадия горячего цинкования стального продукта не выполняется, и стальной продукт подвергается обработке флюсом, а затем нанесению покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав. Таким образом производится стальной продукт, покрытый сплавом на основе Zn-Al-Mg способом погружения в расплав.
[0008]
Здесь в однованном способе внешний вид стального продукта с покрытием из сплава на основе Zn-Al-Mg, нанесенного способом погружения в расплав, легко ухудшается из-за продукта реакции и т.п., получаемого из флюса, прилипшего к поверхности стального продукта при обработке флюсом, и металла покрытия. Если внешний вид покрытия ухудшается (т.е. присутствуют такие дефекты, как оголенные участки), становится трудно достичь целевой коррозионной стойкости. Поэтому стальные продукты, покрытые сплавом на основе Zn-Al-Mg способом погружения в расплав, обычно производятся двухванным методом.
[0009]
В то же время однованный способ является более выгодным с точки зрения оборудования, времени работы и т.п. (т.е. стоимость производства может быть снижена) по сравнению с двухванным способом. Поэтому были разработаны способ и флюс для подходящего производства стального продукта, покрытого сплавом на основе Zn-Al-Mg способом погружения в расплав однованным методом (см., например, Патентные документы 1 и 2).
[0010]
В методике, раскрытой в Патентном документе 1, композиция водного раствора флюса, используемого при обработке флюсом, регулируется, и температура подлежащего покрытию стального материала перед погружением в ванну сплава на основе Zn-Al-Mg составляет 300°C или выше. Это препятствует затвердеванию продукта реакции компонента флюса в водном растворе флюса и компонента ванны сплава на основе Zn-Al-Mg во время нанесения металлического покрытия. В результате стимулируется отделение флюса и продукта реакции от поверхности подлежащего покрытию стального материала, и таким образом делается попытка решить проблему оголенных участков, возникающих на поверхности стального продукта, покрытого сплавом на основе Zn-Al-Mg способом погружения в расплав.
[0011]
Патентный документ 2 раскрывает способ, в котором в том случае, когда покрытие из сплава на основе Zn-Al-Mg наносится на длинномерный стальной продукт однованным способом, используется водный раствор флюса с конкретным составом для предотвращения образования дефектов нанесения металлического покрытия. Композиция флюса, используемый в этом способе, содержит в качестве существенных компонентов хлорид цинка, хлорид аммония и хлорид щелочного металла. Хлорид щелочного металла содержит по меньшей мере хлорид натрия и хлорид калия, и их массовое соотношение (KCl/NaCl) составляет по меньшей мере 2,0.
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0012]
[Патентный документ 1] Японская опубликованная патентная заявка Tokukai № 2012-241277
[Патентный документ 2] Японская опубликованная патентная заявка Tokukai № 2014-88616
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0013]
Однако методика, раскрытая в Патентном документе 1, требует введения нагревательного оборудования для нагрева подлежащего покрытию стального материала до 300°C или выше, и накладываются ограничения на типы стальных продуктов, покрытых сплавом на основе Zn-Al-Mg способом погружения в расплав, которые могут быть произведены. Например, когда покрытие наносится на большой объект, нагревательное оборудование также должно быть больших размеров. Следовательно, в соответствии с методикой, раскрытой в Патентном документе 1, трудно использовать большой объект в качестве подлежащего покрытию стального материала и наносить на такой большой объект покрытие из сплава на основе Zn-Al-Mg погружением в расплав.
[0014]
Патентный документ 2 указывает, что средняя доля площади, которая была оценена как не имеющая дефектов, составила 98% в результате визуальной оценки дефектов покрытия на поверхности длинномерного стального продукта (стальной проволоки или стального прутка), на который покрытие было нанесено способом погружения в расплав сплава на основе Zn-Al-Mg. В методике, раскрытой в Патентном документе 2, имеются возможности для улучшения состояния поверхности металлизированного стального продукта.
[0015]
Один аспект настоящего изобретения выполнен с учетом этих проблем, и его задачей является предложить методику, которая позволила бы производить стальной продукт, покрытый сплавом на основе Zn-Al-Mg способом погружения в расплав, с хорошим внешним видом нанесения металлического покрытия без необходимости нагревания стального изделия перед погружением в ванну для нанесения покрытия способом погружения в расплав.
РЕШЕНИЕ ПРОБЛЕМЫ
[0016]
Авторы настоящего изобретения провели тщательные исследования, основанные на предположении о том, что дефекты внешнего вида покрытия в стальных продуктах, покрытых сплавом на основе Zn-Al-Mg однованным способом погружения в расплав, вызваны тем, осадок (включающий MgCl2) хлоридного флюса, образующийся при реакции между компонентом ванны для нанесения покрытия и содержащим хлорид флюсом, трудно отделить от поверхности стального продукта. В результате было обнаружено, что можно получить стальной продукт с покрытием из сплава на основе Zn-Al-Mg, полученный погружением в расплав, с красивым внешним видом путем регулирования состава флюса таким образом, чтобы хлорид цинка (ZnCl2) содержался в качестве основного состава и хлорид с низкой реакционной способностью (например KCl и NaCl) с низкой реакционной относительно Mg содержался в подходящем соотношении для облегчения отделения остатка хлоридного флюса с поверхностей стального продукта в ванне для нанесения покрытия. На основании этого открытия было создано настоящее изобретение.
[0017]
Таким образом, флюс для покрытия сплавом на основе Zn-Al-Mg способом погружения в расплав в соответствии с аспектом настоящего изобретения содержит (i) ZnCl2 и (ii) хлорид с низкой реакционной способностью, с низкой реакционной способностью по отношению к Mg в ванне для нанесения покрытия, и содержит по меньшей мере два хлорида, выбираемые из группы, состоящей из хлоридов щелочных металлов и хлоридов щелочноземельных металлов. Композиция ZnCl2 и хлорида с низкой реакционной способностью регулируется так, чтобы температура ликвидуса флюса составляла 450°C или ниже даже в том случае, когда весь ZnCl2, содержащийся во флюсе, будет замещен на MgCl2.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0018]
Используя флюс в соответствии с аспектом настоящего изобретения, можно производить стальной продукт, покрытый сплавом на основе Zn-Al-Mg однованным способом погружения в расплав, с хорошим внешним видом покрытия, без необходимости нагревания стального продукта перед погружением в ванну для нанесения покрытия способом погружения в расплав (например без необходимости в специальном оборудовании, таком как нагревательное оборудование).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0019]
Фиг. 1 представляет собой диаграмму состояния псевдобинарной системы ZnCl2-MgCl2.
Фиг. 2 представляет собой диаграмму для пояснения диапазонов компонентов флюса в аспекте настоящего изобретения в том случае, когда ванна для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав имеет температуру, например, 450°C.
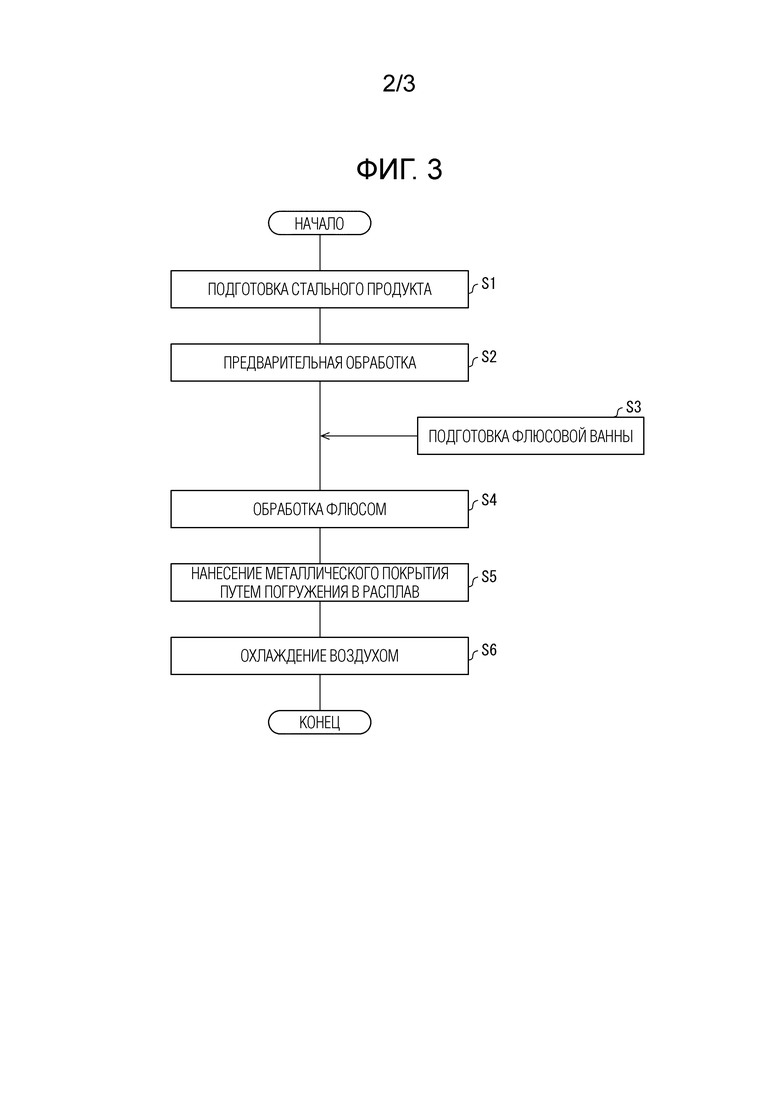
Фиг. 3 представляет собой блок-схему, показывающую примерный способ производства стального продукта, покрытого сплавом на основе Zn-Al-Mg способом погружения в расплав, в соответствии с вариантом осуществления настоящего изобретения.
Фиг. 4 представляет собой схематическую диаграмму, поясняющую состояние, в котором нанесение металлического покрытия погружением в расплав выполняется однованным способом.
Фиг. 5 представляет собой оптическую микрофотографию, показывающую пример поперечного сечения стального продукта, покрытого сплавом на основе Zn-Al-Mg способом погружения в расплав, произведенного способом производства в соответствии с вариантом осуществления настоящего изобретения.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0020]
Следующее описание поясняет вариант осуществления настоящего изобретения. Следует отметить, что следующие описания предназначены только для лучшего понимания сущности изобретения и не ограничивают настоящее изобретение, если явно не указано иное. Кроме того, в данном описании «от А до В» означает «А или больше (выше) и В или меньше (ниже)».
[0021]
(Краткое описание находок настоящего изобретения)
Находки авторов настоящего изобретения кратко можно описать следующим образом.
[0022]
Флюс, используемый в однованном способе, обычно имеет эффект растворения оксида и т.п. на поверхности стального продукта. Кроме того, флюс отслаивается от поверхности стального продукта в ванне для нанесения покрытия и плавает на поверхности ванны. Это обеспечивает чистую поверхность подлежащего нанесению металлического покрытия стального продукта.
[0023]
Как правило, в методе горячего цинкования способом погружения в расплав чистого Zn флюс, который содержит компоненты, включающие ZnCl2 и хлорид аммония, используется в качестве хлоридсодержащего флюса (хлоридного флюса). Затем выполняется обработка флюсом путем нанесения на поверхность стального продукта водного раствора, в котором флюс растворен в воде. Когда стальной продукт после обработки флюсом погружается в ванну для нанесения покрытия, флюс имеет температуру приблизительно 400°C, и следовательно становится жидкостью (расплавленной солью).
[0024]
Когда стальной продукт подвергается обработке флюсом с использованием хлоридного флюса, имеющего описанный выше состав компонентов, и погружается в ванну для нанесения покрытия из сплава на основе Zn-Al-Mg погружением в расплав, а затем вынимается оттуда, на нем образуются дефекты покрытия сплавом на основе Zn-Al-Mg. Авторы настоящего изобретения рассматривают механизм этого явления следующим образом.
[0025]
Авторы настоящего изобретения пришли к выводу, что остаток хлоридного флюса, содержащего MgCl2 и т.п., остается (т.е. не отделяется) на поверхности стального продукта, что вызывает дефекты нанесения металлического покрытия, такие как шероховатость, оголенные участки, обесцвечивание и налипание остатков. Такая причина была условно признана проблемой, и был проведен анализ.
[0026]
Известно, что при нанесении на стальной продукт покрытия из сплава на основе Zn-Al погружением в расплав свойства покрытия ухудшаются из-за сублимации флюса, вызываемой образованием AlCl3. Однако механизм этого явления, по-видимому, отличается от проблемы, возникающей при нанесении на стальной продукт покрытия из сплава на основе Zn-Al-Mg погружением в расплав. Причина этого предположительно заключается в том, что Mg реагирует предпочтительно, потому что он является более реакционноспособным, чем Al.
[0027]
Здесь, когда стальной продукт, который был подвергнут обработке флюсом, погружается в ванну для нанесения покрытия из сплава на основе Zn-Al-Mg, локальная область реакции между (i) поверхностью стального продукта, (ii) расплавленным флюсом и (iii) ванной для нанесения покрытия из сплава на основе Zn-Al-Mg упоминается в последующих описаниях как «область реакции нанесения металлического покрытия». Флюс в области реакции нанесения металлического покрытия упоминается как «денатурированный флюс».
[0028]
Предполагая, что композиция флюса, который является сырьем флюсовой ванны, используемой при обработке флюсом, является первым составом, денатурированный флюс имеет второй состав, который был изменен по сравнению с первым составом в результате реакции в области реакции нанесения металлического покрытия. Второй композиция может меняться со временем.
[0029]
Авторы настоящего изобретения сделали вывод, что денатурированный флюс в области реакции нанесения металлического покрытия имеет повышенную температуру ликвидуса из-за изменения состава, вызванного образованием MgCl2 в результате реакции в ванне для нанесения покрытия из сплава на основе Zn-Al-Mg погружением в расплав. Затем авторы настоящего изобретения последовательно сделали вывод, что состав денатурированного флюса стал областью сосуществования твердого и жидкого состояния при температуре ванны для нанесения покрытия из сплава на основе Zn-Al-Mg погружением в расплав, и это увеличило вязкость денатурированного флюса и затруднило отделение денатурированного флюса от поверхности стального продукта.
[0030]
Этот вывод будет описан ниже со ссылкой на Фиг. 1. Фиг. 1 представляет собой диаграмму состояния псевдобинарной системы ZnCl2-MgCl2 (см. URL: http://www.crct.polymtl.ca/fact/phase_diagram.php?file=MgCl2-ZnCl2.jpg&dir=FTsalt>). Как проиллюстрировано на Фиг. 1, по мере увеличения концентрации MgCl2 температура ликвидуса в равновесии смешанной соли бинарной системы ZnCl2-MgCl2 увеличивается. Например, если предположить, что температура ванны составляет 450°C, то при этой температуре область сосуществования твердой и жидкой фаз (т.е. область, в которой сосуществуют твердый MgCl2 и расплавленная соль ZnCl2-MgCl2) получается в области, в которой массовое отношение, рассчитанное по выражению MgCl2/(ZnCl2+MgCl2), составляет приблизительно 0,11-1,00. В целом известно, что вещество имеет значительно повышенную вязкость в таком состоянии сосуществования твердой и жидкой фаз по сравнению с состоянием жидкой фазы.
[0031]
Если температуру ванны для нанесения покрытия из сплава на основе Zn-Al-Mg погружением в расплав установить более высокой, можно предотвратить увеличение вязкости денатурированного флюса. Тем не менее, такая мера является проблематичной с точки зрения стабильности ванны для нанесения покрытия из сплава на основе Zn-Al-Mg погружением в расплав, эксплуатационных расходов и т.п. Кроме того, если температура ванны увеличивается, также возникает проблема, заключающаяся в том, что тепловая деформация стального продукта увеличивается.
[0032]
Авторы настоящего изобретения тщательно изучили возможность создания флюса, который позволял бы производить стальной продукт, покрытый сплавом на основе Zn-Al-Mg способом погружения в расплав, имеющий красивый внешний вид покрытия, без повышения температуры ванны, а также без предварительного нагрева стального продукта перед погружением в ванну.
[0033]
Здесь твердый хлоридный флюс, который является сырьем, используемым для приготовления флюсовой ванны, используемой при обработке флюсом, в данном описании упоминается просто как «флюс». Флюс представляет собой твердую флюсовую композицию, содержащую хлорид. Флюсовая ванна, используемая при обработке флюсом, готовится путем растворения флюса в растворителе, таком как вода (то есть флюс служит растворенным веществом во флюсовой ванне).
[0034]
Флюс содержит в своем составе ZnCl2 в качестве основного вещества. Применение фторида неблагоприятно с точки зрения экологических норм, и поэтому флюс не содержит фторида (например NaF).
[0035]
MgCl2 имеет низкую свободную энергию образования из-за высокой реакционной способности Mg. Таким образом, Mg в ванне для нанесения покрытия из сплава на основе Zn-Al-Mg погружением в расплав легко реагирует с хлоридом (таким как ZnCl2), который является компонентом флюса, с образованием MgCl2. Получаемый MgCl2 включается в денатурированный флюс в области реакции нанесения металлического покрытия. Другими словами, денатурированный флюс обязательно содержит MgCl2, если только флюс не состоит только из хлорида, который более стабилен, чем MgCl2. В то же время хлорид, который более стабилен, чем MgCl2, имеет более слабый эффект в качестве флюса.
[0036]
Авторы настоящего изобретения сфокусировались на денатурированном флюсе в области реакции нанесения металлического покрытия и изучили температуру ликвидуса в композиции смешанной соли NaCl и KCl, которые являются хлоридами, имеющими низкую реакционную способность по отношению к Mg, и MgCl2. В частности, основываясь на диаграмме поверхности ликвидуса MgCl2-NaCl-KCl, полученной путем моделирования с использованием программного обеспечения для расчета термодинамического равновесия (FactSage), были проанализированы области состава, имеющие температуру ликвидуса 450°C или ниже.
[0037]
Здесь диаграмма поверхности ликвидуса MgCl2-NaCl-KCl показывает связь между компонентным составом и температурой ликвидуса денатурированного флюса в том случае, когда денатурированный флюс состоит из трех компонентов, т.е. MgCl2-NaCl-KCl. На практике денатурированный флюс может содержать хлорид (например, ZnCl2), который не замещается Mg. В таком случае связь между компонентным составом и температурой ликвидуса денатурированного флюса в области реакции нанесения металлического покрытия не соответствует диаграмме поверхности ликвидуса MgCl2-NaCl-KCl. Однако, как отмечалось выше (см. Фиг. 1), с увеличением доли MgCl2 температура ликвидуса становится более высокой. Отсюда можно сделать вывод, что диаграмма поверхности ликвидуса MgCl2-NaCl-KCl показывает случай, когда весь ZnCl2 в денатурированном флюсе замещен MgCl2 (т.е. состояние, при котором температура ликвидуса является самой высокой). Таким образом, необходимо лишь определить температуру ликвидуса в предположении, что денатурированный флюс имеет состав, в котором весь ZnCl2, содержащийся во флюсе, замещен MgCl2 (коэффициент замещения: 100%). Причина этого заключается в том, что температура ликвидуса денатурированного флюса имеет тенденцию к уменьшению по мере снижения коэффициента замещения.
[0038]
С учетом этого авторы настоящего изобретения тщательно изучили подходящий диапазон составов для флюса, содержащего ZnCl2, NaCl и KCl, исходя из области состава, в которой температура ликвидуса, показанная на диаграмме поверхности ликвидуса MgCl2-NaCl-KCl, составляет 450°C или ниже. Здесь температура ванны была равна 450°C. Полученные результаты будут описаны ниже со ссылкой на Фиг. 2.
[0039]
Фиг. 2 представляет собой диаграмму, поясняющую диапазоны компонентов флюса, с помощью которого может быть произведен стальной продукт, покрытый сплавом на основе Zn-Al-Mg способом погружения в расплав, имеющий красивый внешний вид покрытия, когда ванна для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав имеет температуру, например, 450°C.
[0040]
Флюс в соответствии с аспектом настоящего изобретения содержит ZnCl2, NaCl и KCl, и имеет компонентный состав, попадающий в область, окруженную сплошными линиями на Фиг. 2. Эта область, в частности, является составом в соответствии со следующими пунктами (1) или (2).
[0041]
(1) Содержание ZnCl2 составляет не менее 52,5 мас.% и не более 75,0 мас.%, полное содержание NaCl и KCl составляет не менее 25,0 мас.% и не более 47,5 мас.%, и массовое соотношение (KCl/NaCl) KCl и NaCl составляет 0,15 или больше и 11,5 или меньше.
[0042]
(2) Содержание ZnCl2 составляет не менее 40,0 мас.% и не более 52,5 мас.%, полное содержание NaCl и KCl составляет более 47,5 мас.% и не более 60,0 мас.%, и массовое соотношение (KCl/NaCl) KCl и NaCl составляет 1,25 или больше.
[0043]
Используя флюс, состав которого соответствует вышеописанным пунктам (1) или (2), легко установить температуру ликвидуса денатурированного флюса равной 450°C или ниже в том случае, когда предполагается, что весь ZnCl2 был замещен на MgCl2. Следовательно, увеличение вязкости денатурированного флюса подавляется, и денатурированный флюс может быть легко отделен от поверхности стального продукта. В результате становится возможным произвести стальной продукт, покрытый сплавом на основе Zn-Al-Mg способом погружения в расплав, имеющий красивый внешний вид нанесения металлического покрытия, без повышения температуры ванны, а также без предварительного нагрева стального продукта перед погружением в ванну для нанесения покрытия.
[0044]
Следует отметить, что в соответствии с описанными выше находками авторов настоящего изобретения хлорид, содержащийся во флюсе в соответствии с аспектом настоящего изобретения, не ограничивается приведенными выше примерами (т.е. NaCl и KCl). В данном описании хлорид, который имеет низкую реакционную способность по отношению к Mg в ванне для нанесения покрытия и содержит по меньшей мере два хлорида, выбираемые из группы соединений, состоящей из хлоридов щелочных металлов и хлоридов щелочноземельных металлов, упоминается как «хлорид с низкой реакционной способностью».
[0045]
Флюс в соответствии с другим аспектом настоящего изобретения содержит ZnCl2 в качестве основного компонента и содержит хлорид с низкой реакционной способностью, в котором состав ZnCl2 и хлорида с низкой реакционной способностью регулируется так, чтобы температура ликвидуса флюса составляла 450°C или ниже в том случае, когда предполагается, что весь ZnCl2, содержащийся во флюсе, был замещен на MgCl2. Когда хлорид с низкой реакционной способностью добавляется в подходящем количестве для образования продукта реакции флюса и составляющих компонентов ванны для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав в области реакции нанесения металлического покрытия, хлорид с низкой реакционной способностью, добавленный к флюсу, вызывает эффект понижения температуры плавления денатурированного флюса. Таким образом, денатурированный флюс сохраняет жидкофазное состояние при температуре ванны для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав. В результате отделяемость денатурированного флюса обеспечивается в достаточной степени. Следовательно, можно получить красивый внешний вид покрытия без необходимости нагревания стального продукта.
[0046]
Хлорид с низкой реакционной способностью предпочтительно содержит NaCl и KCl. Хлорид с низкой реакционной способностью может содержать хлорид другого щелочного металла и/или щелочноземельного металла, и даже в таком случае также может быть достигнут эффект понижения температуры плавления денатурированного флюса.
[0047]
В нижеследующем описании обсуждается вариант осуществления настоящего изобретения со ссылкой на способ производства стального продукта, покрытого сплавом на основе Zn-Al-Mg способом погружения в расплав.
[0048]
(Способ производства)
Фиг. 3 представляет собой блок-схему, показывающую примерный способ производства стального продукта, покрытого сплавом на основе Zn-Al-Mg способом погружения в расплав. Фиг. 4 представляет собой схематическую диаграмму, поясняющую состояние, в котором нанесение металлического покрытия погружением в расплав выполняется однованным способом.
[0049]
(Подготовка)
Как показано на Фиг. 3 и Фиг. 4, в способе производства стального продукта, покрытого сплавом на основе Zn-Al-Mg способом погружения в расплав, сначала готовится стальной продукт (подлежащий покрытию материал) 1 (стадия 1; в дальнейшем сокращенно S1).
[0050]
(Стальной продукт)
Стальной продукт 1 может быть стальным материалом или стальной структурой, например стальным прокатом, трубой, заготовкой, болтом/гайкой или литым и кованым продуктом. Стальной материал может быть, например, холоднокатаным стальным листом (SPCC) или горячекатаным стальным листом (SPHC), или конструкционным стальным прокатом общего назначения (SS). Типом стали стального материала может быть: инструментальная сталь, такая как углеродистая инструментальная сталь (SK), легированная инструментальная сталь или быстрорежущая инструментальная сталь; машинная конструкционная сталь (SC) и т.п. Стальной продукт 1 может представлять собой стальную трубу, изготовленную из различных видов углеродистой стали (например, труба из углеродистой стали для трубопроводов (SGP)).
[0051]
Форма стальной структуры особенно не ограничивается, и может быть любой из различных форм, таких как, например, проволочная форма, такая как стальная проволока, листовая форма, такая как стальной лист, сетчатая форма, трубчатая форма, такая как стальная труба, трехмерная форма, такая как форма стержня, и т.п. Стальной продукт 1 может представлять собой, например, (i) небольшой основной материал, такой как болт, гайка или металлическая арматура механической передачи, или (ii) большой основной материал, такой как балюстрада, опора, защитное ограждение для моста, дорожный знак, карточное ограждение для дороги, ограждение для реки, сетка для предотвращения камнепадов или стальная труба. В частности, в способе производства в соответствии с аспектом настоящего изобретения нет необходимости предварительно нагревать стальной продукт 1 перед нанесением покрытия, и поэтому можно соответствующим образом выполнить покрытие сплавом на основе Zn-Al-Mg погружением в расплав даже относительно большой структуры.
[0052]
Тип стали стального продукта 1 особенно не ограничивается и, например, можно использовать различные типы стали, такие как раскисленная алюминием сталь; раскисленная кремнием сталь; сверхнизкоуглеродистая сталь, содержащая Ti, Nb и т.п.; высокопрочная сталь, содержащая эти стальные компоненты, а также упрочняющие элементы, такие как P, Si и Mn; и нержавеющая сталь.
[0053]
Например, стальной продукт 1 может представлять собой стальной материал, содержащий, в мас.%, 0,005% или больше и 0,15% или меньше C, 0,001% или больше и 0,25% или меньше Si, 0,40% или больше и 1,6% или меньше Mn, 0,04% или меньше P, 0,04% или меньше S, 0,001% или больше и 0,06% или меньше Al, и 0,0080% или меньше N. Остальная часть стального материала может включать в себя Fe и неизбежные примеси. Такие стальные материалы являются недорогими, обладают превосходной технологичностью и оптимальны для использования в трубопроводах, строительных материалах, гражданском строительстве, сельском хозяйстве и рыболовстве, в основном в качестве основного стального материала для покрытого способом погружения в расплав стального материала, который должен использоваться на открытом воздухе.
[0054]
Например, тип стали стального продукта 1 может быть следующим.
Пример стального материала с низким содержанием кремния и низким содержанием фосфора (слабо раскисленная сталь)
0,003C-0,007Si-0,23Mn-0,006P-0,013S
Пример стального материала с низким содержанием Si и высоким содержанием P
0,003C-0,01Si-0,23Mn-0,012P-0,013S
Пример стального материала с высоким содержанием Si и низким содержанием P
0,003C-0,007Si-0,23Mn-0,012P-0,013S
Пример стального материала с высоким содержанием Si и высоким содержанием P (соответствует вышеупомянутому SGP)
0,15C-0,21Si-0,52Mn-0,035P-0,008S-0,002Al-0,003N
[0055]
(Предварительная обработка)
После стадии S1 выполняется предварительная обработка стального продукта 1 (S2). В качестве предварительной обработки, например, обезжиривание, промывка водой, травление и еще одна промывка водой выполняются в указанном порядке. Конкретный способ предварительной обработки особенно не ограничивается, и можно использовать известный способ. Поэтому подробное описание этого опускается.
[0056]
(Подготовка флюсовой ванны)
После стадии S2 или независимо от стадий S1 и S2 готовится (S3) флюсовая ванна 10. Флюсовая ванна 10 изготавливается путем растворения флюса (флюса для нанесения металлического покрытия сплава на основе Zn-Al-Mg способом погружения в расплав) 11 в соответствии с аспектом настоящего изобретения в воде 12. Во флюсовую ванну 10 могут быть добавлены соляная кислота (HCl), неионогенное поверхностно-активное вещество или другие вещества.
[0057]
(Компоненты во флюсе)
Как было описано выше, флюс 11 содержит главным образом ZnCl2, а также содержит хлорид с низкой реакционной способностью.
[0058]
ZnCl2 представляет собой фундаментальный компонент флюса 11. ZnCl2 является хлоридом, который в ванне для нанесения покрытия удаляет оксидную пленку на поверхности стального продукта 1 для нанесения металлического покрытия на чистую поверхности стального продукта 1.
[0059]
Обычный флюс содержит NH4Cl. Однако NH4Cl легко реагирует с Mg и может разлагаться и сублимироваться в области реакции нанесения металлического покрытия, усложняя компонентный состав денатурированного флюса. Флюс 11 в соответствии с аспектом настоящего изобретения имеет компонентный состав, определяемый описанной выше технической идеей, и поэтому не содержит или по существу не содержит NH4Cl. Флюс 11 не содержит или по существу не содержит ни NH4Cl, ни фторида (например, NaF).
[0060]
Следует отметить, что в данном описании фраза «по существу не содержит» в отношении некоторого вещества означает, что это вещество не добавляется в процессе производства флюса 11. В этом случае допустимо, что флюс содержит это вещество как неизбежную примесь.
[0061]
Хлорид с низкой реакционной способностью может быть любым хлоридом, который может устойчиво существовать в области реакции нанесения металлического покрытия в ванне для нанесения покрытия сплава на основе Zn-Al-Mg способом погружения в расплав. Таким образом, от хлорида с низкой реакционной способностью требуется только, чтобы он имел свободную энергию образования ниже, чем у MgCl2. В качестве такого хлорида с низкой реакционной способностью можно выбрать хлорид щелочного металла или хлорид щелочноземельного металла.
[0062]
Например, бинарная смесь MgCl2 и хлорида, выбираемого из различных видов хлоридов щелочных металлов и хлоридов щелочноземельных металлов, за исключением NaCl и KCl, имеет температуру ликвидуса выше средней температуры ванны, т.е. 450°C. Однако в том случае, когда выбирается по меньшей мере два из хлоридов щелочных металлов и хлоридов щелочноземельных металлов, и выбранные хлориды содержатся в составе флюса 11, денатурированный флюс становится смесью трех или более компонентов, т.е. выбранных двух или более хлоридов и MgCl2. В результате температура ликвидуса денатурированного флюса может быть снижена до 450°С или ниже.
[0063]
Следовательно, хлорид с низкой реакционной способностью может содержать два или более хлоридов, произвольно выбранных из хлоридов щелочных металлов и хлоридов щелочноземельных металлов, при условии, что состав ZnCl2 и хлорида с низкой реакционной способностью регулируется так, чтобы температура ликвидуса денатурированного флюса составляла 450°C или ниже в том случае, когда предполагается, что весь ZnCl2, содержащийся во флюсе 11, замещен на MgCl2.
[0064]
NaCl и KCl обладают сильным эффектом понижения температуры плавления относительно денатурированного флюса, и поэтому предпочтительно, чтобы хлорид с низкой реакционной способностью содержал NaCl и KCl.
[0065]
(X) Предпочтительно, чтобы флюс 11 содержал NaCl и KCl в качестве хлорида с низкой реакционной способностью, содержание ZnCl2 составляло не менее 52,5 мас.% и не более 75,0 мас.%, полное содержание NaCl и KCl составляло не менее 25,0 мас.% и не более 47,5 мас.%, и массовое соотношение (KCl/NaCl) KCl и NaCl составляло 0,15-11,5.
[0066]
(Y) Кроме того, предпочтительно, чтобы флюс 11 содержал NaCl и KCl в качестве хлорида с низкой реакционной способностью, содержание ZnCl2 составляло не менее 40,0 мас.% и менее 52,5 мас.%, полное содержание NaCl и KCl составляло более 47,5 мас.% и не более 60,0 мас.%, и массовое соотношение (KCl/NaCl) KCl и NaCl составляло 1,25 или больше.
[0067]
Флюс 11 может состоять только из ZnCl2 и хлорида с низкой реакционной способностью. В этом случае удовлетворяются условия (X) или (Y), и полное содержание ZnCl2 и хлорида с низкой реакционной способностью составляет по существу 100 мас.%. Фраза «по существу 100 мас.%» означает, что могут содержаться неизбежные примеси. Таким образом, во флюсе 11 в соответствии с аспектом настоящего изобретения полное содержание ZnCl2, хлоридов с низкой реакционной способностью (NaCl и KCl), хлоридов с низкой реакционной способностью, отличающихся от NaCl и KCl (других компонентов; например, вспомогательного хлорида, который будет описан позже), и неизбежных примесей составляет 100 мас.%. Компонентный состав флюса 11 регулируется так, чтобы температура ликвидуса денатурированного флюса составляла 450°С или меньше.
[0068]
Во флюсе 11 в соответствии с аспектом настоящего изобретения общее количество ZnCl2, хлорида с низкой реакционной способностью, компонентов, отличающихся от хлорида с низкой реакционной способностью, и неизбежных примесей может составлять 100 мас.%. В этом случае массовый процент, описанный выше в условиях (X) или (Y), вычисляется в допущении, что полная масса ZnCl2 и хлорида с низкой реакционной способностью составляет 100 м.ч. Следует отметить, что «массовое соотношение KCl и NaCl», описанное выше в условиях (X) или (Y), является значением, определяемым на основе содержания KCl и NaCl во флюсе 11 (например, в мас.%). Таким образом, этот термин не означает долю KCl и NaCl, содержащихся в хлориде с низкой реакционной способностью.
[0069]
RbCl, который является одним из хлоридов с низкой реакционной способностью, может реагировать с MgCl2 с образованием соединения, имеющего температуру плавления 550°C или выше. В том случае, когда комбинация KCl-CaCl2 или комбинация KCl-SrCl2 содержится в качестве хлорида с низкой реакционной способностью, эта комбинация может аналогичным образом реагировать с MgCl2 с образованием соединения, имеющего температуру плавления 550°C или выше. BeCl2 содержит Be, и поэтому его трудно использовать проактивно.
[0070]
Следовательно, в качестве хлорида с низкой реакционной способностью предпочтительно использовать хлорид, отличающийся от RbCl и BeCl2. Предпочтительно, чтобы флюс 11 не содержал комбинации KCl-CaCl2 или комбинации KCl-SrCl2 в качестве хлорида с низкой реакционной способностью.
[0071]
Флюс 11 представляет собой твердую композицию, служащую исходным материалом для приготовления водного раствора флюса (флюсовой ванны), и может иметь форму формованного продукта (такого как гранулы), порошка и т.д.
[0072]
Флюс 11 может дополнительно содержать вспомогательный хлорид, который представляет собой по меньшей мере один из хлоридов Sn, Pb и Bi. В области реакции нанесения металлического покрытия в ванне для нанесения покрытия способом погружения в расплав сплава на основе Zn-Al-Mg Sn, Pb и/или Bi из вспомогательного хлорида осаждаются путем замещения на поверхности стального продукта, и это улучшает свойства покрытия стального продукта.
[0073]
В то же время свободная энергия образования SnCl2, PbCl2 или BiCl3 является более высокой, чем у MgCl2. Поэтому SnCl2, PbCl2 или BiCl3, содержащийся во флюсе 11, реагирует с Mg в ванне для нанесения покрытия способом погружения в расплав сплава на основе Zn-Al-Mg с образованием MgCl2, и таким образом увеличивает температуру ликвидуса денатурированного флюса.
[0074]
Следовательно, предпочтительно, чтобы флюс 11 содержал вспомогательный хлорид в общем количестве более 0 мас.% и менее 10,0 мас.%. Вспомогательный хлорид обеспечивает эффект улучшения свойства нанесения металлического покрытия даже при его небольшом количестве. Если вспомогательный хлорид содержится в общем количестве не менее 10,0 мас.%, флюс 11 может вызвать осаждение вспомогательного хлорида за счет превышения растворимости в водном растворе флюса. В дополнение к этому, если флюс 11 содержит вспомогательный хлорид в общем количестве не менее 10,0 мас.%, отделяемость остатка флюса может ухудшиться благодаря увеличению температуры ликвидуса остатка флюса.
[0075]
Кроме того, более предпочтительно, чтобы флюс 11 содержал вспомогательный хлорид в общем количестве не менее 1,0 мас.% и не более 6,0 мас.%. Этот эффект может быть слабым, если это количество составляет менее 1,0 мас.%, и может насыщаться, если это количество составляет более 6,0 мас.%.
[0076]
В том случае, когда флюс 11 содержит вспомогательный хлорид, необходимо лишь отрегулировать композицию ZnCl2 и хлорида с низкой реакционной способностью, как в вышеприведенных условиях (X) или (Y), где полная масса ZnCl2 и хлорида с низкой реакционной способностью (исключая вспомогательный хлорид) в остатке без учета общего количества вспомогательного хлорида принимается за 100 м.ч.
[0077]
(Флюсовая ванна)
Предпочтительно, чтобы флюсовая ванна 10 имела значение pH, равное 3 или меньше. По мере увеличения pH может образовываться гидроксид вспомогательного хлорида, и количество ионов Sn, Pb и Bi во флюсовой ванне 10 может уменьшиться.
[0078]
HCl используется для регулировки значения pH флюсовой ванны 10. При использовании HCl можно предотвратить увеличение количества ионов во флюсовой ванне 10.
[0079]
Флюсовая ванна 10 предпочтительно имеет концентрацию флюса 11 в количестве 150 г/л или больше и 750 г/л или меньше. Если концентрация флюса 11 составляет менее 150 г/л, эффект флюса 11 проявляется в недостаточной степени. Если концентрация флюса 11 превышает 750 г/л, экономическая эффективность ухудшается, и флюс 11 может растворяться в недостаточной степени.
[0080]
(Обработка флюсом)
После стадий S2 и S3 предварительно обработанный стальной продукт 1 погружается во флюсовую ванну 10, а затем вынимается оттуда, и таким образом производится обработка флюсом (S4: стадия обработки флюсом).
[0081]
Температура флюсовой ванны 10 может составлять 80°C или ниже, например 60°C. Продолжительность погружения стального продукта 1 во флюсовую ванну 10 может составлять 5 мин или меньше, например 1 мин.
[0082]
Стальной продукт 1, который был погружен во флюсовую ванну 10, так что флюсовая ванна 10 была присоединена к поверхности стального продукта 1, упоминается как «обработанный флюсом продукт 2». Обработанный флюсом продукт 2 может быть нагрет и высушен перед стадией нанесения металлического покрытия способом погружения в расплав, описываемой ниже. Альтернативно обработанный флюсом продукт 2 может быть подвергнут стадии нанесения металлического покрытия способом погружения в расплав без нагревания.
[0083]
(Обработка нанесением металлического покрытия способом погружения в расплав)
После стадии S4 обработанный флюсом продукт 2 погружается в ванну 20 для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав, а затем вынимается оттуда, и таким образом производится обработка нанесением металлического покрытия способом погружения в расплав (S5: стадия нанесения металлического покрытия способом погружения в расплав).
[0084]
Ванна 20 для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав содержит Zn в качестве главного компонента, а также содержит, в мас.%, 0,005% или больше и 30,0% или меньше Al и 0,5% или больше и 10,0% или меньше Mg. Ванна 20 для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав может содержать, в мас.%, 0,5% или больше и 15,0% или меньше Al и 0,5% или больше и 6,0% или меньше Mg.
[0085]
Ванна 20 для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав может удовлетворять одному или нескольким из следующих условий: Ti: 0-0,1%, B: 0-0,05%, Si: 0-2,0%, и Fe: 0-2,5%.
[0086]
В этом способе производства температура ванны 20 для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав составляет 450°C или ниже. Однако, в качестве ограничения температуры ванны, температура ванны должна быть равна или выше температуры ликвидуса ванны 20 для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав в соответствии с ее составом. Более того, при нанесении покрытия на структуру температура ванны предпочтительно составляет от 430°С до 460°С из-за проблемы тепловой деформации. В то же время при нанесении покрытия на болт, гайку и т.п. температура ванны предпочтительно составляет от 480°С до 560°С с точки зрения обеспечения текучести ванны. Таким образом, температуру ванны можно регулировать в зависимости от условий. Температура ванны может составлять, например, от 400°С до 570°С.
[0087]
Время погружения в ванну 20 для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав может составлять 600 с или меньше, например 100 с. Скорость вынимания из ванны для нанесения покрытия зависит от оборудования и т.п., и поэтому особенно не ограничивается. Скорость вынимания может быть любой, если она подходит для слива ванны. Скорость вынимания может составлять, например, 50 мм/с.
[0088]
В этом способе производства нет необходимости нагревать обработанный флюсом продукт 2. На стадии S5 обработанный флюсом продукт 2 может быть погружен в ванну 20 для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав при температуре ниже 300°C или при нормальной температуре. Здесь «нормальная температура» означает, что нагрев с помощью нагревательного устройства и т.п. не выполняется. Обработанный флюсом продукт 2 может временно удерживаться над ванной 20 для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав во время фактической работы. В этом случае обработанный флюсом продукт 2 может быть нагрет лучистым теплом и т.п. от ванны 20 для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав. В данном описании нормальная температура означает температуру, например, 80°С или ниже.
[0089]
В этом способе производства обработанный флюсом продукт 2, имеющий поверхность, к которой присоединена флюсовая ванна 10 (то есть водный раствор флюса), может быть погружен в ванну 20 для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав. В этом случае область реакции нанесения металлического покрытия может включать в себя воду.
[0090]
Этот способ производства не исключает случая, когда обработанный флюсом продукт 2 нагревается. Например, обработанный флюсом продукт 2 может нагреваться и сушиться в течение 3 мин при 175°C с использованием электропечи, а затем погружаться в ванну 20 для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав.
[0091]
(Охлаждение)
После стадии S5 обработанный флюсом продукт 2 вынимается из ванны 20 для нанесения покрытия из сплава на основе Zn-Al-Mg способом погружения в расплав, а затем охлаждается (например, воздухом). Таким образом может быть получен (S6) стальной продукт 3, покрытый сплавом на основе Zn-Al-Mg способом погружения в расплав.
[0092]
Фиг. 5 представляет собой оптическую микрофотографию, показывающую пример поперечного сечения стального продукта 3, покрытого сплавом на основе Zn-Al-Mg способом погружения в расплав. Стальной продукт 3, покрытый сплавом на основе Zn-Al-Mg способом погружения в расплав, получается путем покрытия поверхности стального продукта 1 слоем 31 покрытия с составом Zn-6%Al-3%Mg. Флюсовая ванна 10 состояла из ZnCl2: 250 г/л, NaCl: 37,5 г/л, KCl: 50 г/л, и SnCl2: 20 г/л, и имела значение рН, которое доводилось до 1 путем добавления соответствующего количества HCl.
[0093]
Как показано на Фиг. 5, этот способ производства может производить стальной продукт 3, покрытый сплавом на основе Zn-Al-Mg способом погружения в расплав, имеющий красивый внешний вид покрытия без дефектов нанесения металлического покрытия.
[0094]
[Дополнительные замечания]
Настоящее изобретение не ограничивается вариантом осуществления, и может быть изменено специалистом в данной области техники в пределах объема формулы изобретения. Настоящее изобретение также охватывает в своем техническом объеме любой вариант осуществления, основанный на соответствующей комбинации технических средств, раскрытых в описании.
[Пример 1]
[0095]
Следующее описание обсуждает рабочий пример настоящего изобретения.
[0096]
Стальной лист, показанный в Таблице 1, нарезался в размер 200 мм × 60 мм, и таким образом был получен образец материала. Компоненты, отличающиеся от элементов, перечисленных в Таблице 1, представляли собой главным образом Fe, и другие элементы не анализировались.
[0097]
[0098]
Материал образца обезжиривался с помощью имеющегося в продаже щелочного обезжиривающего агента, а затем травился 10%-ным водным раствором HCl при 60°С до снятия оксидного покрытия. После этого материал образца промывался водой, а затем подвергался обработке флюсом.
[0099]
Обработка флюсом проводилась путем погружения протравленного материала образца на 1 мин в каждый из водных растворов флюса (концентрация флюса: 250 г/л; температура: 60°C), имеющих различные составы, в которых значение pH доводилось до 2 или менее путем добавления соответствующего количества HCl. Затем материал образца выдерживался в печи, нагретой до 170°C, в течение 3 мин, чтобы полностью испарить воду, а затем подвергался нанесения металлического покрытия. Образец материала, подвергнутый обработке флюсом, покрывался металлом путем погружения на 100 с в ванну для нанесения покрытия из Zn-Al-Mg способом погружения в расплав, которая имела температуру 450°C и состав, показанный в Таблице 2. Образец материала после нанесения металлического покрытия охлаждался до 50°C воздухом.
[0100]
[0101]
<Способ оценки>
Образец материала после нанесения металлического покрытия оценивался на предмет внешнего вида и оставшегося количества флюса в соответствии со следующими критериями.
[0102]
Внешний вид образца материала после нанесения металлического покрытия визуально подтверждался и оценивался в соответствии с критериями, показанными в Таблице 3.
[0103]
[0104]
В качестве метода оценки остаточного количества флюса поверхность образца материала (стального листа) после нанесения покрытия измерялась с помощью рентгеновской флуоресценции (XRF) для оценки на основе интенсивности Cl количества остатков флюса, которые вызывают ухудшение внешнего вида нанесения металлического покрытия (оголенные участки, прилипший остаток, обесцвечивание, шероховатость и т.п.). Далее описываются детали способа оценки.
[0105]
Образцы для анализа готовились путем вырубки материалов образцов. В качестве аналитического устройства использовался прибор ZSX Primus III+ производства компании RIGAKU, и диапазон анализа образцов был установлен равным ϕ30 мм. Измерения проводились с настройками программы EZ-scan (цель: Rh, 30 кВ-80 мА; дисперсионный кристалл: Ge; детектор: пропорциональный счетчик; пик измерения: 92,8°; скорость детектора: 10 градусов/мин). Измерения проводились n=3 раза для каждого условия, и рассчитывалась средняя интенсивность Cl. В качестве критерия оценки средняя интенсивность Cl 0,6 тыс. имп./с или менее оценивалась как хорошая, а средняя интенсивность Cl более 0,6 тыс. имп./с оценивалась как плохая.
[0106]
Результаты этих тестов показаны в Таблицах 4 и 5.
[0107]
[0108]
Как показано в №№ 1-15 в Таблице 4, образцы материалов после нанесения металлического покрытия примеров настоящего изобретения, которые были подвергнуты обработке флюсом, имеющим состав в соответствии с настоящим изобретением, были оценены как имеющие хороший внешний вид. В дополнение к этому, образцы материалов №№ 1-15 имели среднюю интенсивность Cl 0,6 тыс. имп./с или меньше, и таким образом оценка оставшегося флюса также была хорошей.
[0109]
В отличие от этого, в сравнительных примерах №№ 16-28, в которых составы флюса были вне диапазона настоящего изобретения, все оценки оставшегося флюса были плохими, а оценки внешнего вида были удовлетворительными или плохими.
[0110]
[0111]
Как показано в №№ 29-42 в Таблице 5, образцы материалов после нанесения металлического покрытия примеров настоящего изобретения, которые были подвергнуты обработке флюсом, имеющим состав в соответствии с настоящим изобретением, были оценены как имеющие хороший внешний вид. В дополнение к этому, образцы материалов №№ 29-42 имели среднюю интенсивность Cl 0,6 тыс. имп./с или меньше, и таким образом оценка оставшегося флюса также была хорошей. Можно заметить, что средняя интенсивность Cl может быть дополнительно понижена по сравнению с примерами №№ 1-15 настоящего изобретения путем добавления различных вспомогательных хлоридов.
[0112]
В отличие от этого, в сравнительных примерах №№ 43 и 45-50, в которых составы флюса были вне диапазона настоящего изобретения, все оценки оставшегося флюса были плохими, а оценки внешнего вида были удовлетворительными, даже несмотря на добавки различных вспомогательных хлоридов.
[Пример 2]
[0113]
Как и в вышеприведенном Примере 1, стальной лист, показанный в Таблице 1, нарезался в размер 200 мм × 60 мм, и таким образом был получен образец материала.
[0114]
Образец материала обезжиривался с помощью имеющегося в продаже щелочного обезжиривающего агента, а затем травился 10%-ным водным раствором HCl при 60°С до снятия оксидного покрытия. После этого образец материала был подвергнут обработке флюсом.
[0115]
Обработка флюсом проводилась путем погружения протравленного материала образца на 1 мин в каждый из водных растворов флюса (концентрация флюса: 150-750 г/л; температура: 60°C), которые были получены путем растворения в воде флюса, имеющего состав, указанный в Таблице 6, в которых значение pH доводилось до 2 или менее путем добавления соответствующего количества HCl. Затем материал образца выдерживался в печи, нагретой до 170°C, в течение 3 мин, чтобы полностью испарить воду, а затем подвергался нанесения металлического покрытия.
[0116]
[0117]
Образцы материала, подвергнутые обработке флюсом, покрывались металлом путем погружения на 100-300 с в ванну для нанесения покрытия из Zn-Al-Mg способом погружения в расплав, которая имела различные составы. Образцы материала после нанесения металлического покрытия охлаждались до 50°C воздухом.
[0118]
Оценка выполнялась аналогично Примеру 1, и результаты показаны в Таблице 7.
[0119]
[0120]
Как показано в №№ 51-60 в Таблице 7, образцы материалов после нанесения металлического покрытия примеров настоящего изобретения, которые были подвергнуты обработке флюсом, имеющим состав в соответствии с настоящим изобретением, были оценены как имеющие хороший внешний вид. В дополнение к этому, образцы материалов №№ 51-60 имели среднюю интенсивность Cl 0,6 тыс. имп./с или меньше, и таким образом оценка оставшегося флюса также была хорошей.
[0121]
В отличие от этого, в сравнительных примерах №№ 61-70, в которых обработка флюсом проводилась с использованием флюса, состоящего из ZnCl2 и NH4Cl, все оценки оставшегося флюса были плохими, и оценки внешнего вида также были плохими.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0122]
1: Стальной продукт (материал, подлежащий нанесению металлического покрытия).
3: Стальной продукт, покрытый сплавом на основе Zn-Al-Mg способом погружения в расплав.
11: Флюс (флюс для нанесения металлического покрытия способом погружения в расплав сплава на основе Zn-Al-Mg).
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮС ДЛЯ ГОРЯЧЕГО ЦИНКОВАНИЯ И СПОСОБ ГОРЯЧЕГО ЦИНКОВАНИЯ | 2001 |
|
RU2277606C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ГАЛОГЕНИДСОДЕРЖАЩЕГО ФЛЮСА ДЛЯ ОБРАБОТКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2017 |
|
RU2657680C1 |
| Флюс для рафинирования первичного алюминия | 2022 |
|
RU2791654C1 |
| ФЛЮС ДЛЯ ПЛАВКИ МАГНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2283887C1 |
| СПОСОБ ДЛЯ ПРОИЗВОДСТВА СВАРЕННОГО ДУГОВОЙ СВАРКОЙ КОНСТРУКТИВНОГО ЭЛЕМЕНТА | 2013 |
|
RU2635581C2 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ ДЕФОРМИРУЕМЫХ МАГНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2479376C1 |
| СПОСОБ НАНЕСЕНИЯ ГОРЯЧИХ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ | 2010 |
|
RU2457274C2 |
| СПОСОБ НАНЕСЕНИЯ АЛЮМИНИЕВОГО ИЛИ ЦИНКОВОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ЧУГУНА ИЛИ СТАЛИ, ИСПОЛЬЗУЕМЫЕ СПЛАВЫ, ФЛЮСЫ И ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ | 2005 |
|
RU2310011C2 |
| ПРОВОЛОКА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ФЛЮСОВОЙ СЕРДЦЕВИНОЙ ДЛЯ СВАРКИ ОЦИНКОВАННЫХ СТАЛЬНЫХ ЛИСТОВ | 2007 |
|
RU2413600C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ И ИЗДЕЛИЙ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 1995 |
|
RU2110601C1 |


Группа изобретений относится к вариантам флюса для нанесения покрытия из сплава на основе Zn-Al-Mg погружением в расплав и к способу производства стального продукта с покрытием из сплава на основе Zn-Al-Mg, получаемым путем погружения в расплав с использованием флюса. Флюс содержит ZnCl2, хлорид с низкой реакционной способностью относительно Mg в ванне для нанесения металлического покрытия, содержащий по меньшей мере два хлорида, выбираемые из группы соединений, состоящей из хлоридов щелочных металлов и хлоридов щелочноземельных металлов. Причем флюс по существу не содержит ни NH4Cl, ни NaF, а композиция ZnCl2 и хлорида с низкой реакционной способностью регулируется так, чтобы температура ликвидуса упомянутого флюса составляла 450°C или ниже даже в том случае, когда весь ZnCl2, содержащийся в упомянутом флюсе, был замещен на MgCl2. Хлорид с низкой реакционной способностью содержит NaCl и KCl или NaCl, KCl и вспомогательный хлорид, включающий по меньшей мере один из хлоридов Sn, Pb и Bi. Обеспечивается получение стального продукта, покрытого сплавом на основе Zn-Al-Mg способом погружения в расплав, имеющего хороший внешний вид нанесенного металлического покрытия, без повышения температуры ванны, а также без предварительного нагрева стального продукта перед погружением в ванну для нанесения покрытия. 3 н. и 3 з.п. ф-лы, 5 ил., 7 табл.
1. Флюс для нанесения металлического покрытия сплава на основе Zn-Al-Mg способом погружения в расплав, причем этот флюс имеет форму твердого вещества и содержит:
ZnCl2 и
хлорид с низкой реакционной способностью относительно Mg в ванне для нанесения металлического покрытия, содержащий по меньшей мере два хлорида, выбираемые из группы соединений, состоящей из хлоридов щелочных металлов и хлоридов щелочноземельных металлов,
упомянутый флюс по существу не содержит ни NH4Cl, ни NaF,
композиция ZnCl2 и хлорида с низкой реакционной способностью регулируется так, чтобы температура ликвидуса упомянутого флюса составляла 450°C или ниже даже в том случае, когда весь ZnCl2, содержащийся в упомянутом флюсе, был замещен на MgCl2,
при этом хлорид с низкой реакционной способностью содержит NaCl, KCl и вспомогательный хлорид, который включает в себя по меньшей мере один из хлоридов Sn, Pb и Bi, и
в том случае, когда полная масса (i) ZnCl2 и (ii) хлорида с низкой реакционной способностью, отличающегося от вспомогательного хлорида, принимается за 100 м.ч. в остальной части за исключением полного содержания вспомогательного хлорида, содержание ZnCl2 составляет не менее 52,5 мас.% и не более 75,0 мас.%,
полное содержание NaCl и KCl составляет не менее 25,0 мас.% и не более 47,5 мас.% и
массовое соотношение KCl и NaCl (KCl/NaCl) составляет 0,15 или больше и 11,5 или меньше.
2. Флюс для нанесения металлического покрытия сплава на основе Zn-Al-Mg способом погружения в расплав, причем этот флюс содержит:
ZnCl2 и
хлорид с низкой реакционной способностью относительно Mg в ванне для нанесения металлического покрытия, содержащий по меньшей мере два хлорида, выбираемые из группы соединений, состоящей из хлоридов щелочных металлов и хлоридов щелочноземельных металлов,
композиция ZnCl2 и хлорида с низкой реакционной способностью регулируется так, чтобы температура ликвидуса упомянутого флюса составляла 450°C или ниже даже в том случае, когда весь ZnCl2, содержащийся в упомянутом флюсе, был замещен на MgCl2,
при этом хлорид с низкой реакционной способностью содержит NaCl и KCl,
содержание ZnCl2 составляет не менее 40,0 мас.% и менее 52,5 мас.%,
полное содержание хлорида с низкой реакционной способностью составляет более 47,5 мас.% и не более 60,0 мас.% и
массовое соотношение KCl и NaCl (KCl/NaCl) составляет 1,25 или больше.
3. Флюс по п. 2, дополнительно содержащий вспомогательный хлорид, который включает в себя по меньшей мере один хлорид из хлоридов Sn, Pb и Bi,
и полное содержание вспомогательного хлорида составляет более 0 мас.% и менее 10,0 мас.%.
4. Способ производства стального продукта, покрытого сплавом на основе Zn-Al-Mg способом погружения в расплав, включающий:
стадию обработки флюсом, представляющую собой погружение подлежащего нанесению металлического покрытия материала во флюсовую ванну, в которой флюс для нанесения металлического покрытия сплава на основе Zn-Al-Mg способом погружения в расплав по любому из пп. 1-3 растворен в воде; и
стадию нанесения металлического покрытия, представляющую собой погружение подлежащего нанесению металлического покрытия материала, который был подвергнут обработке флюсом, в ванну для нанесения покрытия сплава на основе Zn-Al-Mg способом погружения в расплав.
5. Способ по п. 4, в котором на стадии нанесения металлического покрытия подлежащий нанесению металлического покрытия материал при температуре ниже чем 30°C погружают в ванну для нанесения покрытия сплава на основе Zn-Al-Mg способом погружения в расплав.
6. Флюс по п. 1, в котором полное содержание вспомогательного хлорида составляет более 0 мас.% и менее 10,0 мас.%.
| JP 2012041577 A, 01.03.2012 | |||
| JP 2014088614 A, 15.05.2014 | |||
| JP 4202751 A, 23.07.1992 | |||
| JP 50025440 A, 18.03.1975 | |||
| JP 2012241277 A, 10.12.2012 | |||
| СПОСОБ НАНЕСЕНИЯ АЛЮМИНИЕВОГО ИЛИ ЦИНКОВОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ЧУГУНА ИЛИ СТАЛИ, ИСПОЛЬЗУЕМЫЕ СПЛАВЫ, ФЛЮСЫ И ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ | 2005 |
|
RU2310011C2 |
| ФЛЮС ДЛЯ ГОРЯЧЕГО ЦИНКОВАНИЯ И СПОСОБ ГОРЯЧЕГО ЦИНКОВАНИЯ | 2001 |
|
RU2277606C2 |

