Изобретение относится к области металлургии и может быть использовано в производстве слитков из сплавов системы магний - алюминий - цинк, магний - цинк - РЗМ, предназначенных, например, для изготовления деталей разгонных блоков космических аппаратов.
Известен способ производства слитков магниевых сплавов, являющийся аналогом и включающий плавку шихтовых материалов под карналлитовым флюсом, состоящим из 60 атом.% MgCl2 и 40 атом.% CaCl2 (Бондарев Б.И. «Плавка и литье магниевых деформируемых сплавов», Металлургиздат, 1973, 370 с.). Применение такого флюса позволяет получать слитки с требуемой мелкокристаллической структурой.
Однако магниевые деформируемые сплавы при применении карналлитового флюса склонны к коррозии, что снижает качество и срок службы деталей, изготовленных из таких сплавов. Это связано с тем, что наряду с дисперсными частицами хлористого магния, которые служат центрами кристаллизации, в металлический расплав попадает большое количество крупных частиц этого материала, приводящих к «флюсовой» коррозии сплавов.
Известен способ производства слитков магниевых сплавов, принятый в данном случае за прототип (патент на изобретение №2190679 от 23.05.2002 г. «Способ производства слитков из магниевых сплавов»). Описанный способ производства позволяет исключить флюсовую коррозию за счет ведения плавки в среде смеси газов аргона и фреона при их соотношении 4:(1-2). В результате химической реакции между металлом и фреоном образуется защитная пленка, состоящая из фторида и хлорида магния, которая препятствует испарению сплава и окислению металла.
Однако слитки деформируемых магниевых сплавов системы магний - алюминий - цинк и магний - цинк - РЗМ, выплавленные по этому способу, обладают крупнокристаллической структурой, что приводит к снижению технологической пластичности и образованию трещин при прокатке и прессовании слитков. Это связано с тем, что принятые режимы приготовления сплавов не позволяют в полной мере использовать модифицирующую способность хлорида магния применительно к деформируемым магниевым сплавам, в частности к сплавам названных систем.
У деформируемых магниевых сплавов и у хлорида магния однотипная гексогональная решетка с близкими параметрами. Поэтому зародыши хлорида магния и включения, покрытые хлоридом магния, при охлаждении расплава до температуры, меньшей или равной температуре ликвидуса магниевых сплавов, становятся центрами кристаллизации. Чем больше центров кристаллизации, тем меньше размер зерен твердого раствора деформируемых магниевых сплавов. При этом микрочастицы хлорида магния, служившие центрами кристаллизации настолько малы, что практически не влияют на коррозионную стойкость деформируемых магниевых сплавов, к тому же они находятся в центре зерен сплава и недоступны воздействию атмосферы.
Результатом предлагаемого технического решения является получение слитков из деформируемых магниевых сплавов, не подверженных флюсовой коррозии и гарантированно имеющих мелкокристаллическую структуру.
Указанный результат достигается тем, что в предлагаемом способе производства слитков деформируемых магниевых сплавов, включающем индукционную плавку шихтовых материалов в стальном тигле в газовой среде в виде смеси аргона и фреона 12 в соотношении 4:(1-2) и разливку металла в кристаллизатор, расплав перед разливкой нагревают до температуры 800-830°C и выдерживают при этой температуре в течение 20-40 минут.
Фреон 12 взаимодействует с расплавленным металлом, образуя на его поверхности жидкую защитную пленку из фтористого и хлористого магния. При повышении температуры расплава до 800°C и выше хлор из пленки переходит в металл, растворяясь в нем. При охлаждении расплава, происходящего в процессе отливки слитков, растворимость хлора в металлическом расплаве уменьшается, и он частично переходит обратно в пленку, но в большей части образует в расплаве самостоятельные микрокапли хлорида магния, либо образует на присутствующих в расплаве включениях жидкие микропленки. При понижении температуры расплава ниже 714°C микрокапли и пленки хлорида магния кристаллизуются, образуется большое количество центров кристаллизации, что и обеспечивает в итоге формирование мелкокристаллической структуры слитков магниевых сплавов, отливаемых предлагаемым способом.
Количество центров кристаллизации определяется концентрацией хлора, растворившегося в металле в процессе выдержки расплава при температуре, равной или большей 800°C. С ростом температуры растворимость хлора в магниевых сплавах растет. Однако верхний предел температуры ограничен 830°C, т.к. при более высоких температурах расплав активно насыщается железом за счет взаимодействия магниевого расплава со стенками тигля. Железо является вредной примесью для деформированных магниевых сплавов, повышенное его содержание приводит к снижению пластических и коррозионных характеристик изделий. Таким образом перегревать расплав выше температуры 830°C не целесообразно.
Минимальное время выдержки при температуре расплава 800-830°C определяется экспериментально и зависит от допустимого размера зерна в структуре сплава, при которой не образуется трещин в процессе деформации слитка. Увеличение же времени выдержки более 40 минут приводит к образованию излишне большого количества частиц хлорида магния. В результате за счет коагуляции происходит увеличение их размеров, такие частицы не могут служить центрами кристаллизации, а появляются в структуре как инородные включения, что, в конечном счете, приводит к «флюсовой» коррозии. Таким образом, предлагаемый способ производства слитков из деформируемых магниевых сплавов систем Mg-Al-Zn и Mg-Zn-РЗМ позволяет:
- получать слитки с гарантированно мелкокристаллической структурой;
- исключить «флюсовую» коррозию металла.
Примеры осуществления способа.
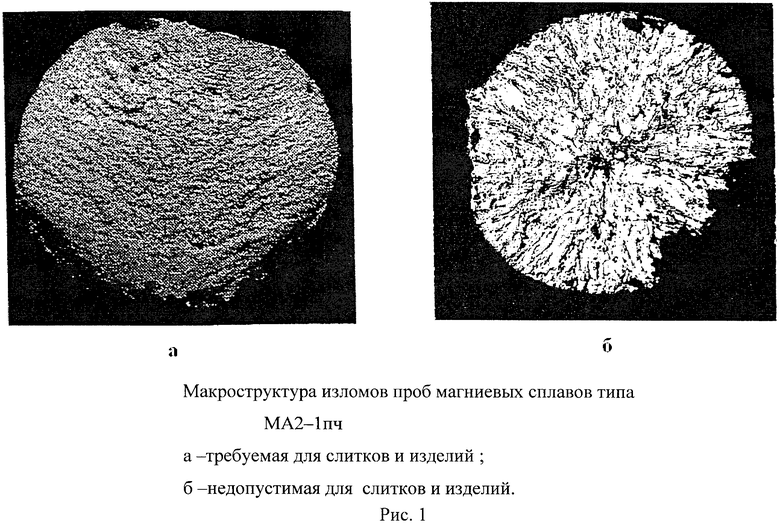
1. Для приготовления сплава МА2-1пч (система Mg-Al-Zn) была взята шихта следующего состава: первичный магний МГ95, лигатура магний-марганец ММ2ч, алюминий первичный А99, цинк Ц0А. Шихту укладывали в стальной тигель индукционной печи и нагревали до 830°C в защитной газовой среде смеси аргона и фреона-12 в соотношении 4:1 (по объему), сплав выдержали 20 мин. Затем отобрали пробу для экспресс-контроля и оценки размера зерна по излому. Размер зерна по излому соответствовал требованиям эталона, поэтому была проведена отливка слитка диаметром 370 мм методом полунепрерывного литья. Для сдаточного контроля был проведен контроль слитка по излому темплетов. Излом темплетов показал соответствие размера зерна эталону годности, химический состав сплава соответствовал ГОСТ 14957-76 (Рис.1а).
2. Сплав готовили по п.1 с той разницей, что шихту нагревали до 795°C. Отобранная для оценки размера зерна по излому проба показала несоответствие требованиям эталона (Рис.1б).
3. Сплав готовили по п.1 с разницей в том, что шихту нагревали до 835°C. Проба, отобранная для оценки размера зерна по излому, показала соответствие требованиям эталона годности (Рис.1а). Однако химический анализ показал увеличение содержания железа до недопустимого уровня 0,14% (против 0,005% по ГОСТ 14957-76).
4. Сплав МА15 (система Mg-Al-Zn) готовили из шихты следующего состава: первичный магний МГ95, лигатура магний-марганец ММ2ч, алюминий первичный А99, цинк Ц0А. Шихту в стальном тигле индукционной печи нагревали до 800°C в защитной среде аргона и фреона-12 в соотношении 4:1 (по объему), сплав выдержали 40 мин. Отобрали пробу на экспресс-анализ и оценку размера зерна по излому. Размер зерна по излому соответствовал требованиям эталона, химический состав сплава соответствовал ГОСТ 14957-76. Полунепрерывным способом был отлит слиток диаметром 460 мм. Для сдаточного контроля был проведен контроль слитка по излому темплетов. Излом темплетов показал соответствие размера зерна эталону годности (Рис.1а).
5. Сплав готовили по п.4 с той разницей, что выдержку сплава в печи осуществляли в течение 18 мин при 800°C. Размер зерна по излому в отобранной пробе не соответствовал требованиям эталона. При той же температуре печи сплав дополнительно выдержали в течение 10 мин. Повторно отобранная проба показала соответствие размера зерна эталону годности. Полунепрерывным методом отлили слиток диаметром 370 мм. Излом темплетов показал соответствие размера зерна эталону годности (Рис.1а).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАВКИ И ЛИТЬЯ МАГНИЕВО-ЦИРКОНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2601718C1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ МАГНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2190679C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛ МАГНИЯ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2489229C1 |
| Способ получения гранул магниевых сплавов | 2015 |
|
RU2612869C1 |
| Способ модифицирования магниевых сплавов системы Mg-Al-Zn-Mn | 2015 |
|
RU2623965C2 |
| Способ получения отливок из магниевоалюминиевых сплавов | 1976 |
|
SU624701A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛУЧЕНИЯ АЛЮМИНИЙ-ТИТАНОВОЙ ЛИГАТУРЫ ДЛЯ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2537676C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МАГНИЯ И ЕГО СПЛАВОВ В ОТКРЫТЫХ ПЕЧАХ | 1999 |
|
RU2154689C1 |
| Способ получения термически неупрочняемого конструкционного материала из сплава на основе алюминия с содержанием магния | 2019 |
|
RU2706262C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ МАГНИЕВО-АЛЮМИНИЕВЫХ СПЛАВОВ | 1986 |
|
SU1431346A1 |
Изобретение относится к области металлургии. Индукционную плавку шихтовых материалов ведут в стальном тигле в газовой среде, состоящей из смеси аргона и фреона 12 в соотношении 4:(1-2). Расплав перед разливкой нагревают до температуры 800-830°C и выдерживают при этой температуре в течение 20-40 минут. Образующийся в результате реакции фреона с магнием хлорид магния (MgCl2) растворяется в магниевом расплаве, а при охлаждении выделяется в виде тонкодисперсных частиц, служащих центрами кристаллизации. Обеспечивается получение слитков с гарантированно мелкокристаллической структурой и исключение «флюсовой» коррозии металла. 1 ил., 5 пр.
Способ производства слитков деформируемых магниевых сплавов, включающий индукционную плавку шихтовых материалов в стальном тигле в газовой среде в виде смеси аргона и фреона 12 в соотношении 4:(1-2) и разливку металла в кристаллизатор, отличающийся тем, что расплав перед разливкой нагревают до температуры 800-830°C и выдерживают при этой температуре в течение 20-40 мин.
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ МАГНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2190679C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЛАВОВ НА ОСНОВЕ МАГНИЯ | 0 |
|
SU378475A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИЕВО-КАЛЬЦИЕВЫХ СПЛАВОВ | 1992 |
|
RU2035520C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИЕВОГО СПЛАВА ВЫСОКОЙ ЧИСТОТЫ | 1999 |
|
RU2157422C1 |
| US 5248477 A, 28.09.1993. | |||

