Изобретение относится к средствам контроля промышленных технологических процессов, а именно, раскрывает способ и систему, предназначенных для оценки степени износа металлической поверхности за счет измерения электрического сопротивления по переменному току в широком диапазоне частот.
Металлические поверхности различных технических объектов (резервуары, экраны нагревательных котлов, стенки теплообменников и др.) могут испытывать термические, химические и механические нагрузки, что постепенно приводит к их деградации. В результате коррозии и/или эрозии появляются микротрещины, которые далее под воздействием высоких температур, вибраций и химических реакций увеличиваются в размере и превращаются в разрывы. В большинстве случаев, наличие сквозных отверстий поверхности снижает ее функциональность и требует проведения немедленного ремонта, в то время как локальная каверна с одной стороны существенным образом не ухудшает характеристик поверхности. Локализация первичной микротрещины обуславливается большим количеством факторов - исходной неоднородностью металла поверхности, составом рабочих сред, особенностями термодинамических процессов. Кроме того, образовавшиеся неоднородности могут демонстрировать различную скорость деградации.
Существуют разные системы и методы для обнаружения коррозии, например, в российской разработке, раскрытой в патенте России №2705565 (а также, в ряде зарубежных патентов этой разработки; приоритет от 11.07.2017; опубликован 08.11.2019) предлагается способ управления скоростью коррозии за счет измерения значений электрохимического потенциала и удельной электропроводимости теплоносителя, автоматического усреднения указанных параметров и их сравнения с нормируемыми значениями, после чего принимаются решения, направленные на снижение скорости распространения коррозии. Данная разработка нацелена, прежде всего, на эксплуатационный контроль парогенераторов атомных станций.
В российской разработке, раскрытой в патенте России №2635343 (а также, ряде зарубежных патентов этой разработки; приор. 01.02.2013; заявка №2015136863 опубл. 07.03.2017) предлагается способ, устройство и компьютерная программа для определения местоположения поверхности раздела. Способ и устройство нацелены на обнаружение образований твердых осадков и/или износа в промышленных технологических процессах. Способ включает создание математической модели целевой области, определяющей, для множества пар групп электродов, характеристическую электрическую величину, пропорциональную емкости конденсатора, образованного парой групп электродов, при этом электроды расположены в соединении с целевой областью для измерения емкости и поддерживаются твердым опорным телом, имеющим граничную поверхность в целевой области.
Для обнаружения коррозионных изменений могут использоваться различные методы, в том числе, резистометрические измерения, основанные на измерении сопротивления металлических материалов, утончающихся вследствие воздействия коррозии и/или эрозии. Так идентифицируются повреждения в проволочных, трубных, ленточных и других изделиях. В частности, в патенте US4947132 «Метод определения вариаций толщины в трубах из проводящих материалов» (приоритет 25.11.1986 по заявке CH4710/86; опубл. 15.06.1989) описано использование переменного тока разных частот для идентификации изменения толщины труб на основе использования эффекта скин-слоя. В патенте GB2262608 (приор. 18.12.1991; опубл. 22.02.1995) описан способ определения толщины тел резистометрией в условиях нагрева. В заявке на патент на изобретение CN101846644 от 19.05.2010 (опубл. 29.09.2010) раскрыт прецизионно-резисторный способ онлайн мониторинга коррозии газо- и нефтепроводов, в котором учитывается влияние разностного и контактного потенциалов на чувствительные элементы резистивного зонда.
Ни одно из выше перечисленных результатов интеллектуальной деятельности в научно-технической сфере не является аналогом или прототипом, однако они имеют некоторые общие черты. Они были исследованы для оценки возможности применения раскрытых в них решений для раннего обнаружения коррозионных и/или эрозионных изменений. К числу недостатков существующих решений можно отнести следующее:
- измерения, как правило, проводятся с использованием постоянного тока либо переменного тока в ограниченном диапазоне частот, что не позволяет одновременно идентифицировать системное утончение стенок на большой площади и возникающие микротерщины и каверны;
- при исследовании объектов со значительным температурным градиентом на величину сопротивления существенное влияние оказывают вариации температуры по толщине стенки, при этом сложная геометрическая конфигурация объекта мониторинга затрудняет модельное описание значений электрических сопротивлений по всему объему объекта контроля, даже при наличии температурных датчиков.
Задачей, на решение которой направлено изобретение, является создание технических средств для раннего обнаружения коррозионных и/или эрозионных изменений, как в виде сплошной коррозии/эрозии на больших поверхностях, так и локальных неоднородностей металлической поверхности на уровне микротрещины или каверны, в том числе в условиях высокого градиента температур в объекте контроля.
Технический результат, на решение которого направлено данное изобретение, заключается в повышении точности определения координат и размера дефектов, а также динамики развития неоднородности металлических поверхностей для своевременного контроля и планирования ремонтно-профилактических мероприятий. Технический результат использования способа достигается за счет того, что:
на первом этапе: оценивают показатели импеданса исправного (эталонного) объекта, который идентичен проверяемому объекту контроля, причем измеряют импеданс между электродом и всеми соседними с ними электродами по вертикали и горизонтали, а также по диагонали во всех направлениях, при этом для каждого межэлектродного участка формируется карта электронных импедансных спектров, измеренная при варьировании режимов работы по температуре и по частоте подаваемого тока в широкой частотной области (от десятков до миллионов Гц),
на втором этапе: оценивают показатели импеданса объекта контроля, причем измеряют импеданс между электродом и всеми соседними с ними электродами по вертикали и горизонтали, а также диагонали во всех направлениях, при варьировании режимов работы по температуре и по частоте подаваемого тока в широкой частотной области, при этом, значения импеданса каждого межэлектродного участка сравнивают с аналогичным значением из карты электронных импедансных спектров,
на третьем этапе: рассчитывают изменения сопротивления соответствующих участков объекта контроля относительно эталонного и выносят суждения о степени износа объекта контроля.
Кроме того, оценка показателей импеданса и наличия микродефектов может проводиться как с одной из сторон, к которой имеется доступ, так и одновременно с двух сторон объекта контроля. Зависимость импеданса от частоты пропускаемого тока для каждого участка получается путем развертки по частоте либо при помощи однократного импульса, преобразуемого в частотный спектр методом преобразования Фурье. При помощи сравнительного анализа импедансных спектров пересекающихся участков может быть построена карта дефектов объекта контроля, которая отражает расположение дефектов в виде 2-D изображения (карты дефектов объекта контроля), а также в виде расширенного 2-D изображения, включающего в себя визуальное отражение различных типов дефектов на карте дефектов объекта контроля. Также, на основе измеряемых в различные промежутки времени значений импеданса отдельных участков строятся графики Zn=f(t), которые аппроксимируются линейными или нелинейными трендовыми функциями, на основе которых определяется время, когда толщина стенки объекта контроля достигнет критического значения.
Технический результат работы системы контроля степени износа металлических поверхностей достигается за счет того, что система содержит сенсоры, выполненные в виде, по крайней мере, пары электродов, покрывающие поверхность контролируемого устройства по крайней мере с одной из сторон, температурные датчики и генератор сигнала переменного тока, электронно-сопряженные с интегральной схемой, на которой реализованы программно сопряженные между собой мультиплексор, аналого-цифровой преобразователь, микропроцессор, реализующий систему фильтрации и усреднения сигнала, и запоминающее устройство, предназначенное для хранения карты дефектов объекта контроля и сравнения с ними импедансных спектров, посредством алгоритма, реализуемого микропроцессором. Кроме того, генератор сигнала переменного тока также может быть реализован на программируемой логической интегральной схеме.
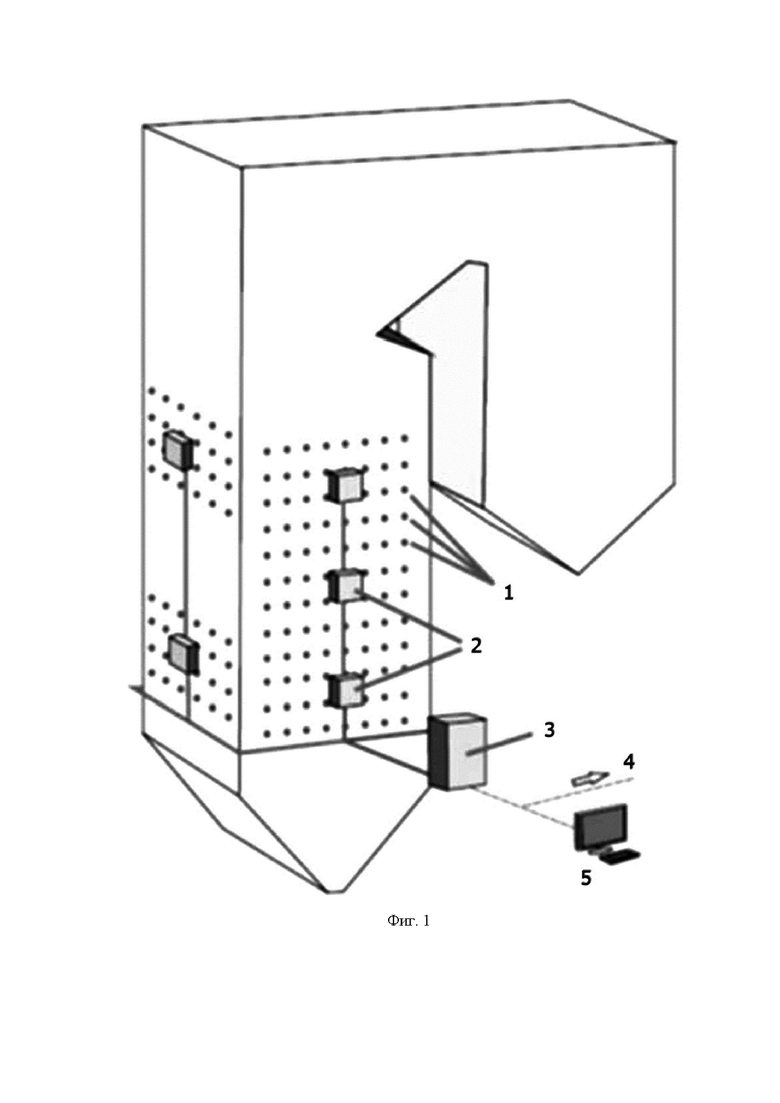
Частным случаем системы контроля степени износа металлических поверхностей, является система мониторинга коррозии экранных поверхностей топочных камер. Работа системы основана на принципе увеличения электрического сопротивления участка проводящей поверхности при уменьшении ее толщины или возникновении дефектов на поверхности. Основу системы составляют сенсоры, покрывающие внешнюю сторону поверхности контролируемого устройства, то есть экрана топочной камеры (фигура 1, где 1. сенсоры и термодатчики, 2. Контроллеры, 3. Блок управления, 4. Информационная система станции, 5. Диспетчер).
В данном варианте реализации сенсор 1 представляет собой пару электродов, а также включает температурный датчик, например, в виде термопары. Для измерения сопротивления используется электропотенциальный метод с использованием четырех электродов. По паре электродов подводится ток, а два других используются для измерения разности потенциалов. Общее количество сенсоров 1, например, для большого энергетического котла составлять более 500 единиц. Подача тока и измерение разности потенциалов происходит с использованием мультиплексора последовательно по расположению электродов, которые закреплены с внешней стороны топочной камеры, то есть реализованы на интегральной схеме и программно-сопряжены с АЦП и микропроцессором. Система контролирует незначительные изменения в сопротивлении (микроомы) при утончении стенок и возникновении каверн и тем самым позволяет достоверно оценивать скорость коррозии. Непосредственно около стенок котла, размещаются шкафы для управления и сбора информации с сенсоров (блоки управления) 3, в которых аккумулируется информация со всех контроллеров и которые являются элементами инфраструктуры станции и, например, могут относится к системе удаленного мониторинга энергетических установок (см. патент на изобретение RU2626780 от 15.07.2016 опубл. 0.08.2017). Интегральная схема (в нашем случае, ПЛИС, которая обеспечивает программно-электронное сопряжение), электронно-сопряжена как минимум с одним температурным датчиком.
Система контроля степени износа металлических поверхностей измеряет изменения напряжения до уровня микровольт и поэтому чувствительна к помехам. Чтобы противодействовать этому, используется фильтрация и усреднение сигналов там, где это необходимо, а кабели сигналов при необходимости экранированы. Большие токи помогают смягчить этот эффект, создавая более высокие измеренные напряжения, улучшая отношение сигнал/шум.
Рассмотрим подробнее один из вариантов реализации способа контроля степени износа металлических поверхностей. Так, согласно способу, импеданс измеряют между электродом и всеми соседними с ними электродами по вертикали и горизонтали, а также по диагонали во всех направлениях, то есть, имеется несколько участков для измерения импеданса: между каждым электродом и соседними с ним электродами по вертикали и горизонтали; между каждым электродом и соседними с ним электродами по вертикали, горизонтали и диагонали; между каждым электродом и соседними с ним электродами по вертикали, горизонтали и диагонали и, дополнительно, между каждым электродом и электродами расположенными на 2 шага выше/ниже и на 1 шаг вправо/влево и на 2 шага вправо/влево и на 1 шаг выше/ниже, что проиллюстрировано на фигуре 2.
Эквивалентная схема участка мониторинга (части поверхности) может быть представлена в виде колебательного контура с индуктивной (L), реактивной (R) и емкостной (С) составляющими, представленная на фигуре 3.
Параметры эквивалентной схемы, в первую очередь Rэкв зависят от частоты тока ω=2πf. Величины индуктивной и емкостной составляющих схемы замещения определяются геометрией проводящей поверхности объекта мониторинга, в частности его шероховатостью (изношенностью), наличием микротрещин, щелей и т.д.
С увеличением частоты тока, подводимого к электрическим контактам на поверхности объекта мониторинга, происходит уменьшение толщины скин-слоя, что, в свою очередь, ведет к росту активной составляющей сопротивления при наличии дефектов на поверхности объекта мониторинга. Из приведенной схемы замещения объекта мониторинга следует, что в силу параллельного соединения звеньев цепи увеличение активного сопротивления при нагреве материала повышает влияние реактивной составляющей, связанной с дефектом в виде щели на характер импеданса цепи:
 , где:
, где:  ,
, 
С ростом f влияние реактивной компоненты на импеданс  становится все более существенным. Кроме того, увеличение сопротивления при нагреве поверхности увеличивает влияние реактивной составляющей на характер импеданса и его отличие от активно-индуктивного, которым обладает проводник без механических дефектов.
становится все более существенным. Кроме того, увеличение сопротивления при нагреве поверхности увеличивает влияние реактивной составляющей на характер импеданса и его отличие от активно-индуктивного, которым обладает проводник без механических дефектов.
Эффект от изменения импедансных характеристик схемы замещения из-за дефектов, например, щели размерами 3×3×0,1 мм (ширина×глубина×толщина), наиболее заметен на частотах в диапазоне от нескольких MГц. Кроме того, толщина скин-слоя на частоте 100 Гц для стали марки 12X1МФ составляет около 0,5 мм, что в 35-40 раз больше, чем на частоте 10 МГц.
Степень износа объекта мониторинга (наличие трещин) можно определить по характерной форме импедансного спектра, и по нарастанию Rэкв с увеличением частоты тока через объект мониторинга. Сравнение формы измеренной зависимости Z(ω) импедансного спектра с формой эталонного импедансного спектра для оценки наличия дефектов возможно при помощи корреляционной функции
где  - максимальное значение частоты. Максимальное значение корреляционной функции
- максимальное значение частоты. Максимальное значение корреляционной функции  (для
(для  ) обратно пропорционально отклонению от
) обратно пропорционально отклонению от  эталонного фрагмента, т.е. указывает на интегральную толщину стенки и уменьшается при увеличении износа.
эталонного фрагмента, т.е. указывает на интегральную толщину стенки и уменьшается при увеличении износа.
Таким образом, отклонения от эталона в низкочастотной части спектра свидетельствуют об изменении омического сопротивления, что означает истончение стенки на значительном протяжении измеряемого участка, тогда как отклонения на высоких частотах указывают на возникновение локальных дефектов, таких как трещины, каверны и т.д.
Для объектов контроля, функционирующих в переменном температурном режиме, библиотека эталонных спектров собирается для ряда режимов его работы с частотой, определяемой температурными коэффициентами электрического сопротивления материалов, входящих в состав объекта контроля. Получаемая в результате измерений библиотека спектров имеет вид матрицы, где параметрами являются номер участка объекта контроля и температурный режим, каждой паре которых соответствует свой импедансный спектр.
В процессе эксплуатации объекта контроля проводится измерение импедансных спектров участков, эталонные импедансные спектры которых имеются в библиотеке импедансных спектров. Периодичность измерений определяется потенциальной скоростью коррозии объекта контроля, но составляет не менее 1 раза в час для каждого участка. Переключение между измеряемыми участками происходит при помощи мультиплексора. Из библиотеки выбирается спектр, соответствующий температурному режиму при котором производилось измерение. Проводится сравнение импеданса при различных частотах с эталонными значениями. Увеличение импеданса на низких частотах (50-500 Гц) по сравнению с эталонными значениями, эквивалентное увеличению активного омического сопротивления, на 5-10% свидетельствует о наличии систематического истончения стенок на измеряемом участке. Увеличение высокочастотной составляющей импеданса (100 КГц- 1 МГц) на 5-10% свидетельствует о наличии микродефектов (трещины, каверны) размером в несколько миллиметров. Увеличение импеданса по всему спектру свидетельствует о наличии обоих видов дефектов.
В отличие от способа, основанного на измерении омического сопротивления постоянному току или переменному току единственной низкой частоты, предложенный способ позволяет одновременно и более точно оценивать степень общего износа (уменьшение толщины) и определять наличие неоднородностей на поверхности объекта мониторинга.
В ряде случаев размещение сенсоров возможно только с одной стороны объекта контроля, что делает невозможных измерение импеданса скин-слоя и прямой контроль микродефектов на противоположной стороне. Способ в этом случае основан на том, что ток между электродами, расположенными на краях поверхности будет распространяться по обеим сторонам объекта контроля. Импеданс, также, как и омическое сопротивление отдельных участков между краями измеряемой поверхности связан с общим импедансом соотношением.

где  - сопротивление участка между краями измеряемой поверхности,
- сопротивление участка между краями измеряемой поверхности,
 - сопротивление участков, расположенных между краями поверхности,
- сопротивление участков, расположенных между краями поверхности,
 - эмпирические коэффициенты, связывающие сопротивление каждого из участков
- эмпирические коэффициенты, связывающие сопротивление каждого из участков  с общим сопротивлением
с общим сопротивлением
Для определения коэффициентов проводится измерение сопротивлений и при n температурах, после чего решается система линейных уравнений.
Для переменного тока высокой частоты общий импеданс будет зависеть не только от импеданса скин-слоя, находящегося между электродами на стороне, где закреплены электроды, но и от импеданса противоположной стороны экрана

где  эффективный импеданс скин-слоя противоположной стороны экрана
эффективный импеданс скин-слоя противоположной стороны экрана
При использовании переменного тока высокой частоты, исходя из значений Z при разных температурах и ранее рассчитанных коэффициентов  , рассчитываются эталонные величина , которые далее сравниваются с текущими значениями , рассчитанными аналогичным образом.
, рассчитываются эталонные величина , которые далее сравниваются с текущими значениями , рассчитанными аналогичным образом.
Импедансный спектр может быть получен с использованием Фурье-преобразования подаваемого на датчики прямоугольного сигнала
Для сигнала в виде последовательности прямоугольных импульсов со скважностью  преобразование Фурье
преобразование Фурье 
как периодического, можно представить экспоненциальным рядом Фурье:

где c учетом 

Полученный набор сигналов различных частот используется для создания эталонного спектра и спектров, получаемых с работающего оборудования.
Заявляемый способ позволяет с высокой точностью определить локацию дефекта на объекте контроля. Для этого проводится анализ изменения импедансов соседних и пересекающихся участков, где проводится измерение импедансов. В зависимости от характера взаимной корреляции этих изменений делается вывод о расположении возникающих дефектов. Например, изменение импеданса только на одном участке свидетельствует расположении небольшого дефекта именно между этими сенсорами, а одновременное изменение на сопоставимые величины на двух параллельных участках говорит о наличии дефекта между ними.
Для обратной стороны объекта контроля, где сенсоры расположены только на краях, вероятные места дефектов определяются на пересечениях участков, где происходит изменение импеданса.
Расположение дефектов может быть отражено визуально на «карте электронных импедансных спектров» (расширенное 2-D изображение) при помощи различных цветов либо изолиний, где цвет либо изолиния соответствует изменению импеданса и, соответственно, глубине коррозии. Кроме того, различными слоями могут отображаться дефекты, соответствующие изменению омического сопротивления (системное истончение стенок) и дефекты в виде трещин и каверн, соответствующие изменениям высокочастотного импеданса.
Данные импедансных спектров измеряемых участков объекта контроля, собранные в различные временные промежутки накапливаются. В частном случае, для экономии памяти и улучшения быстродействия, могут накапливаться не полные частотные спектры, а величины импеданса, полученные для нескольких характеристических частот. Строится зависимость импедансов на этих частотах от времени (либо от числа часов работы объекта контроля), на основе зависимостей выводятся тренды, которые могут быть линейными либо описываться более сложными функциями. Предельно допустимые значения изменений импеданса на различных частотах могут рассчитываться автоматически (например, на основе формулы Ома) либо определяться экспертно, если речь идет об объектах контроля со сложной геометрией, таких как топочные экраны котлов. Расчеты на основе полученных функций позволяют определить время достижения критических значений толщины стенок, когда необходимы остановка и ремонт объекта контроля.
Раскрытый в формуле изобретения способ контроля степени износа металлических поверхностей может быть реализован посредством применения раскрытой в формуле изобретения системы, что не отменяет возможности усовершенствования раскрытых системы и способа. Кроме того, следует понимать, что вышеописанные варианты реализации описаны в качестве иллюстрации и предполагают многие модификации и вариации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВНУТРИТРУБНОЙ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ТРУБОПРОВОДА | 2018 |
|
RU2697008C1 |
| СПОСОБ УВЕЛИЧЕНИЯ РЕСУРСА БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2004 |
|
RU2279651C1 |
| СПОСОБ МОНИТОРИНГА КОРРОЗИИ ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2459136C2 |
| СПОСОБ МОНИТОРИНГА КОРРОЗИИ ТРУБОПРОВОДА | 2017 |
|
RU2653775C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПРОСТРАНСТВЕННОГО РАСПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2751438C1 |
| КОМПОЗИЦИОННОЕ ФТОРПОЛИМЕРНОЕ ПОКРЫТИЕ НА СТАЛИ С МЕТАЛЛИЧЕСКИМ АДГЕЗИОННЫМ СЛОЕМ | 2023 |
|
RU2812667C1 |
| Способ непрерывного мониторинга уровня глюкозы в биологической жидкости организма и устройство для его реализации | 2020 |
|
RU2749982C1 |
| СПОСОБ МАГНИТОТЕЛЛУРИЧЕСКОЙ РАЗВЕДКИ | 1990 |
|
RU1777449C |
| СПОСОБ МОНИТОРИНГА ЛОКАЛЬНЫХ НЕОДНОРОДНОСТЕЙ И ГЕОДИНАМИЧЕСКИХ ЗОН ВЕРХНЕЙ ЧАСТИ ГЕОЛОГИЧЕСКОГО РАЗРЕЗА ВЧР | 2008 |
|
RU2363965C1 |
| УСТРОЙСТВА И СПОСОБЫ АНАЛИЗА ПОЧВЫ IN SITU | 2019 |
|
RU2759207C1 |

Изобретение относится к средствам контроля промышленных технологических процессов, а именно раскрывает способ и систему, предназначенных для оценки степени износа металлической поверхности за счёт измерения электрического сопротивления по переменному току в широком диапазоне частот. Технический результат заключается в повышении точности определения координат и размера дефектов, а также динамики развития неоднородности металлических поверхностей для своевременного контроля и планирования ремонтно-профилактических мероприятий. Система контроля степени износа металлических поверхностей содержит запоминающее устройство, микропроцессор, соединенные между собой, сенсоры, выполненные в виде, по крайней мере, пары электродов, покрывающие поверхность контролируемого устройства по крайней мере с одной из сторон, температурные датчики и генератор сигнала переменного тока, электронно-сопряжённые с интегральной схемой, на которой реализованы программно сопряженные между собой мультиплексор, аналого-цифровой преобразователь, микропроцессор, реализующий систему фильтрации и усреднения сигнала, и запоминающее устройство, предназначенное для хранения карты дефектов объекта контроля и сравнения с ними импедансных спектров, посредством алгоритма, реализуемого микропроцессором. 2 н. и 6 з.п. ф-лы, 3 ил.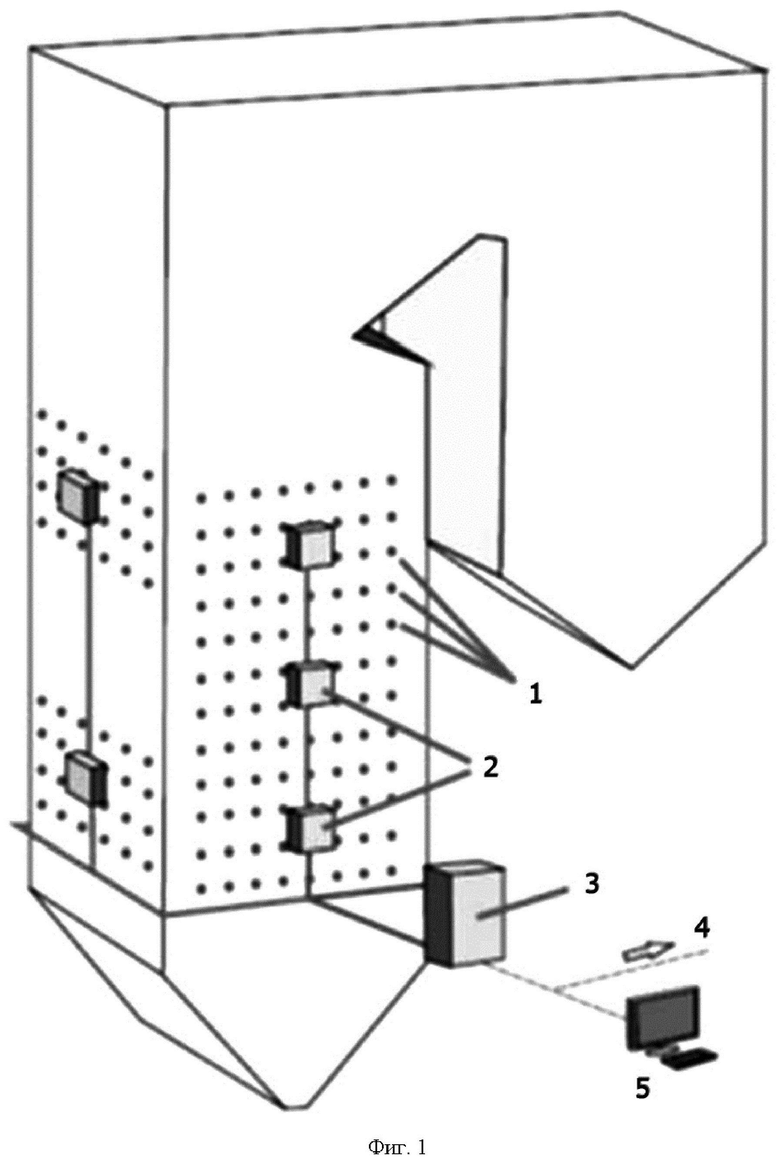
1. Способ контроля степени износа металлических поверхностей, по которому:
на первом этапе: оценивают показатели импеданса исправного объекта, который идентичен объекту контроля, причем измеряют импеданс между электродом и всеми соседними с ними электродами по вертикали и горизонтали, а также диагонали во всех направлениях, при этом для каждого межэлектродного участка формируется карта электронных импедансных спектров, измеренная при варьировании режимов работы по температуре и по частоте подаваемого тока в широкой частотной области,
на втором этапе: оценивают показатели импеданса объекта контроля, причем измеряют импеданс между электродом и всеми соседними с ними электродами по вертикали и горизонтали, а также диагонали во всех направлениях, при варьировании режимов работы по температуре и по частоте подаваемого тока в широкой частотной области, при этом значения импеданса каждого межэлектродного участка сравнивают с аналогичным значением из карты электронных импедансных спектров,
на третьем этапе: рассчитывают изменения сопротивления соответствующих участков объекта контроля относительно эталонного и выносят суждения о степени износа объекта контроля.
2. Способ по п. 1, отличающийся тем, что оценка показателей импеданса и наличия микродефектов может проводиться как с одной из сторон, к которой имеется доступ, так и одновременно с двух сторон объекта контроля.
3. Способ по пп. 1, 2, отличающийся тем, что зависимость импеданса от частоты пропускаемого тока для каждого участка получается путем однократного импульса, преобразуемого в частотный спектр методом преобразования Фурье.
4. Способ по любому сочетанию пп. 1-3, отличающийся тем, что путем сравнительного анализа импедансных спектров для пересекающихся участков поверхности строится карта дефектов объекта контроля.
5. Способ по любому сочетанию пп. 1-4, отличающийся тем, что производится визуализация расположения дефектов в виде расширенного 2-D изображения.
6. Способ по любому сочетанию пп. 1-5, отличающийся тем, что на основе измеряемых в различные промежутки времени значений импеданса отдельных участков строятся графики Zn=f(t), которые аппроксимируются линейными или нелинейными трендовыми функциями, на основе которых определяется время, когда толщина стенки объекта контроля достигнет критического значения.
7. Система контроля степени износа металлических поверхностей, содержащая, по крайней мере, одно запоминающее устройство и, по меньшей мере, один микропроцессор, соединенные между собой, отличающаяся тем, что содержит: сенсоры, выполненные в виде, по крайней мере, пары электродов, покрывающие поверхность контролируемого устройства по крайней мере с одной из сторон, температурные датчики и генератор сигнала переменного тока, электронно-сопряженные с интегральной схемой, на которой реализованы программно сопряженные между собой мультиплексор, аналого-цифровой преобразователь, микропроцессор, реализующий систему фильтрации и усреднения сигнала, и запоминающее устройство, предназначенное для хранения карты дефектов объекта контроля и сравнения с ними импедансных спектров, посредством алгоритма, реализуемого микропроцессором.
8. Система по п. 7, отличающаяся тем, что генератор сигнала переменного тока реализован на программируемой логической интегральной схеме.
| Способ и устройство контроля технического состояния внутренних защитно-изоляционных покрытий действующих промысловых трубопроводов | 2019 |
|
RU2718136C1 |
| Способ резистивного неразрушающего контроля | 2019 |
|
RU2731030C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕЙ ДЕФЕКТОСКОПИИ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2018 |
|
RU2686570C1 |
| JP 4726247 B2, 20.07.2011 | |||
| СПОСОБ МОНИТОРИНГА КОРРОЗИОННОГО СОСТОЯНИЯ ТРУБОПРОВОДА | 2011 |
|
RU2449264C1 |

