(54) СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГ И МИКРОШЛИФОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ Изобретение относится к исспедованиjHM структур, а именно дпя предваритепь- кого уточнения металлических образцов перед их окончательным электролитическим утонением, применяемых при трансмиссионном эпектронномикроскопическом иеспедовании, а также для шлифования ппоских поверхностей металлографических ШЛИФОВ дпя проведения метаппографичес- кого, анапиэа разных сплавов черных и цветных металлов. Кроме того, оно може быть использовано для шлифования и полирования сферических и плоских.торцо изделий, дня шлифования и полирования минералов, абразивов, стекла, кварца, керамики, природных алмазов и других материалов. Шлифование плоских поверхностей металлографических шлифов производят вруч ную или на механических станках, исполь зуя шлифовальную шкурку. Когда шлифований производят вручную, то шлифовальную шкурку кладут на толстое стекло, образец-шлиф рукой прижимают к ней И по сложной траектории водят им по , шкурке. Шлифование механическим способом ведут на специальных машинах, которые имеют приводимые во вращение от электродвигателя круги ф 2ОО-250з 250 мм; на эти круги надевают .шлифовальную шкурку, на которой, держа в руке образец, производят шлифование способы шлифования поверхности образцов трудоемки, потому что все время нужно шлифом водить по шлифовальной шкурке, помещенной на стекпе или на вращающемся круге. Они пригодны тслькс для образцов достаточно больших размеров, чтобы их было удобно держать в руке. Качество металлографических шлифов получается низкое, потому что края шлифов закругляются, что мешает их исследованию. Наиболее близким является способ .изготовления фольг и микpoшлифoв заключающийся в перемещении их по сложной траектории, относительно абразива С2. Способ реализован в устройстве, имеющем -спожную конструкцию механизма перемешення. Недостатком способа является низкое кбчество иаготовпенных образцов. . Наибопее близким к npefliraraeMON y является устройство дпя иаготовпения образцов, содержащее верхнюю и нижнюю притирочные пнкты и механизм их перемещения. На верхней плите установлены с абразивной рентой, перематывающейся в процессе притирки. В нижнюю притирочную ппиту вмонтирован хомутик с эплипсным окном, в котором помещен эксцентриковый диск, сообщающий копебатепьное движение хомутику, кинематически связанному с верхней притирочной . опитой. Хомутик- снабжен съемным упором, связанным с верхней ппитой и пере дающим последней копебатепьное движение хомутике. Это позволяет получить спожную траекторию движения притираемого изделия. Продольное возвратнопоступагепьное движение верхняя ппита получает от эяектродвигатепя, вап кото- рого соедннен кулачковой муфтой с червяком редуктора Гз. Однако с помощью этого устройства невозможно производить утонение образцов до О, l-U, О8 , поскольку такая кинематическая связь двух притиррчных tiimr не позволяет получить тонкие образ цы с строго параллельными плоскостями, края (Образцов поиучаются с закруглениями, во время утонения образцы испытывают деформацию, что недопустимо для , образцов, применяемых для трансмиссион ного эпектронномикроскопического ;исспед вания. Используя это устройство, можно наготавливать обыкновенные метаппографические шпифы, однакс во времяработы устройства получается сложная траектория движения образца относительно шпифовапьной шкурки и металл в основном снимается иа-за продольного возвратно-поступательного движения верхней плиты, с незначительным ее поперечным перемещ нием. BcnejacTBHe этого на образце получаются риски одного направления, что ухудша ет качество шлифов и уменьшается произво дитепьность устройства. С помощью этого устройства можно рбрабатьшать только пло кие, с параллельными противоположными плоскостями образцы и детали. У устрой ства довольно сложная конструкция механиамй относительного перемещения и механизма крепления шлифовальн uj курки. Цель изобретения - повышение качества офазцов и расширение области применения. Поставленная цепь достигается тем, что в способе изготовления фопьг и микрошпифов, заключающемся в перемещении по сложной траектории образцов относительно абразива, образцы перемещают по эпициклоиде, параметры которой выбирают из соотношення R/r 3:25, где К - радиус направляющей окружности; - радиус производящего круга. Кроме того, устройство дпя реализации способа, содержащем верхнюю и нижнюю . притирочные пяиты и механизм их перемещения, снабжено ввнтом, кронштейном, один конец которого установлен на винте, а другой снабжен втулкой, коаксиально установленным внутри втулки с возможностью вращения цилиндром, апектродвигатепем и тормозным приспособлением, верхняя притирочная ппита снабжена осью вращения, держателями образцов и съемной шестерней, установленной на оси вращения, с эксцентриситетом внутри цилиндра, а нижняя притирочная плита выполнена в виде диска, снабжена полой осью вращения и фрикционным диском, соединенным с механизмом перемещения. Целесообразно устройство снабдить баком дпя попировочной суспензии, центробежным насосом, установленным в баке, И нижнюю притирочную ппиту снабдить установленным над попой осью колпачком. Для вращения рамки и сообшенця изделиям сложной траектории движения относительно рабочего диска, а также подачи и перемешивания полировочной сус-, пензии не нужен привод, рамку и центробежный насос вращает сам рабочий диск. Поворачивая кронщтейн относительно винта и, тем самым, изменяя положение оси бращения рамки относительно оси вращения рабочего диска, можно получить разные, нужные для шлифования утоне- ния, сложные траектории движения изделий относительно рабочего диска. Характер сложной траектории и скорость шлифования также можно менять, регулируя прижим образцов к шлифовальному диску, надевая съемную шестерню или съемный -электродвигатель и соойшая дополнитель нов1 вращение оси рамки вокруг оси втулки, изменяя скорость вращения рабочего диска, а также притормаживая вращение рамки тормозным устройством. В зависимости от того, какие будут обрабатываться изделия, к рамке можно прикрепить разные держатели. Если необходимо получить образцы с краями без закруглений, они крепятся в специальных держателях, имеющих ту же твердость, что и образцы, и производится шлифование одновременно и образцов и держателей.
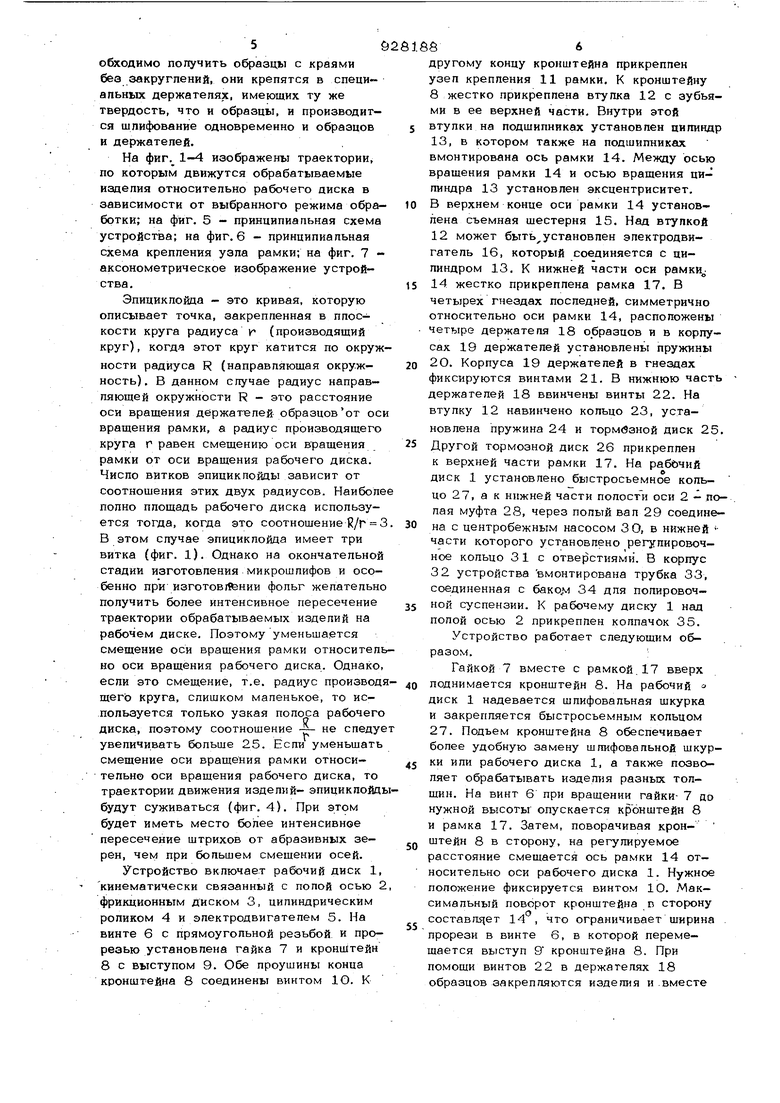
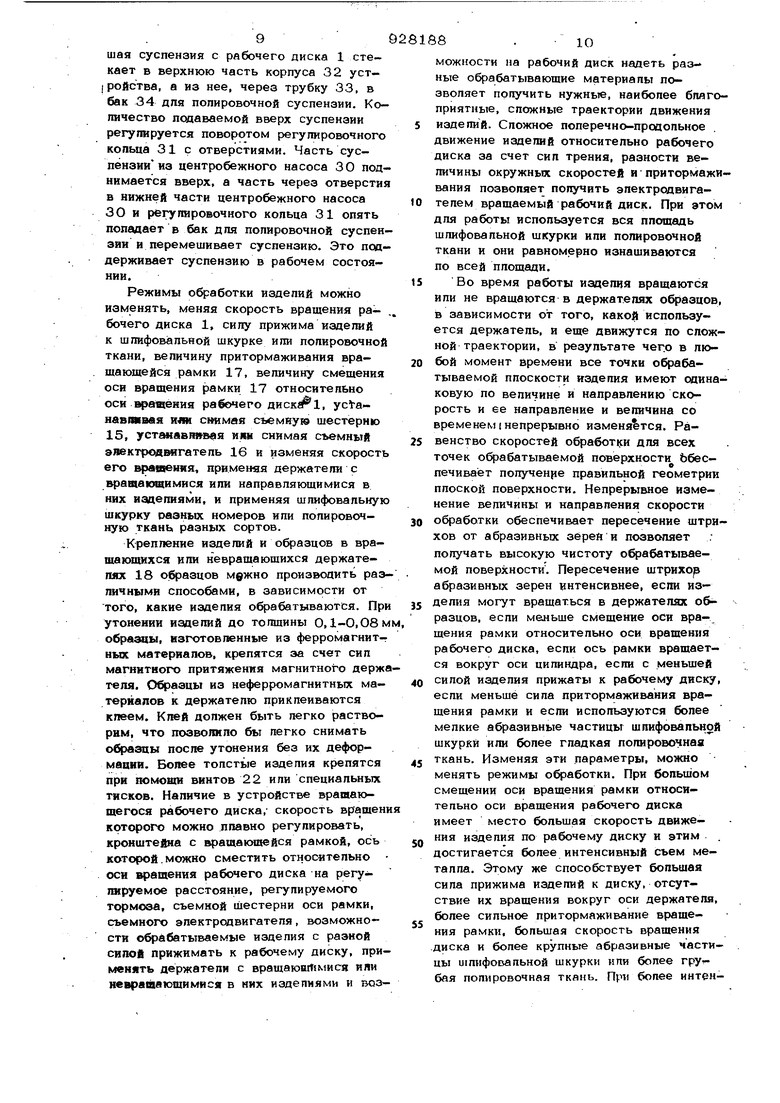
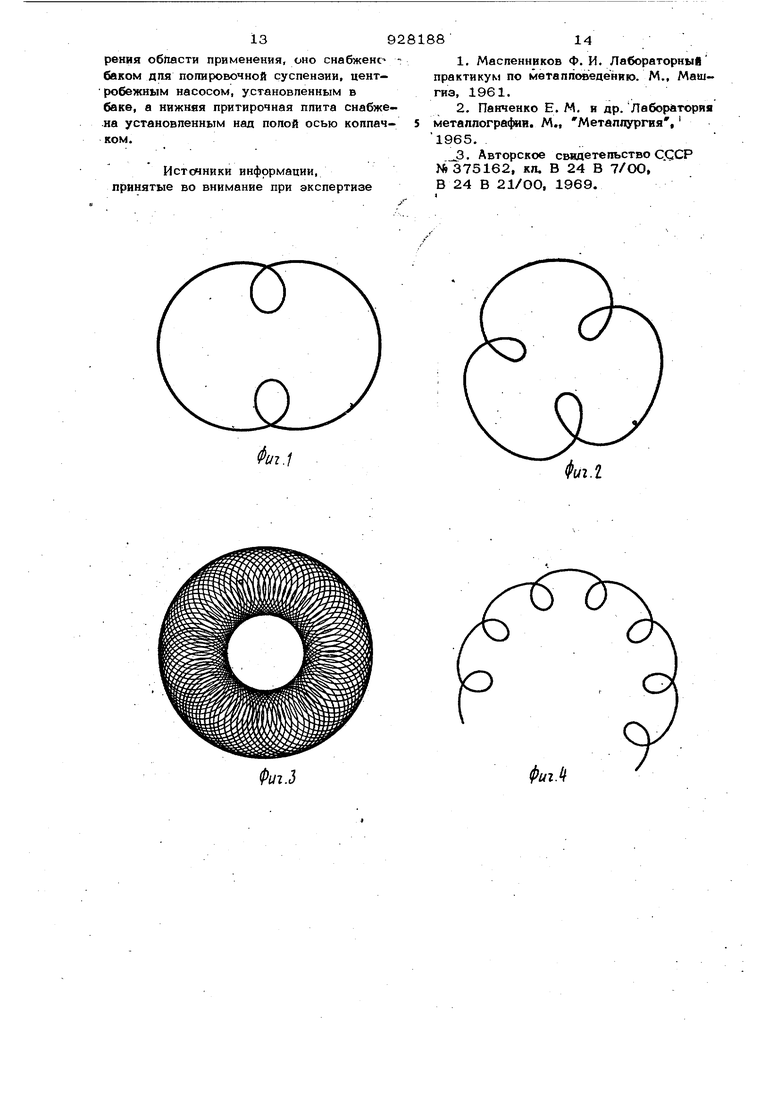
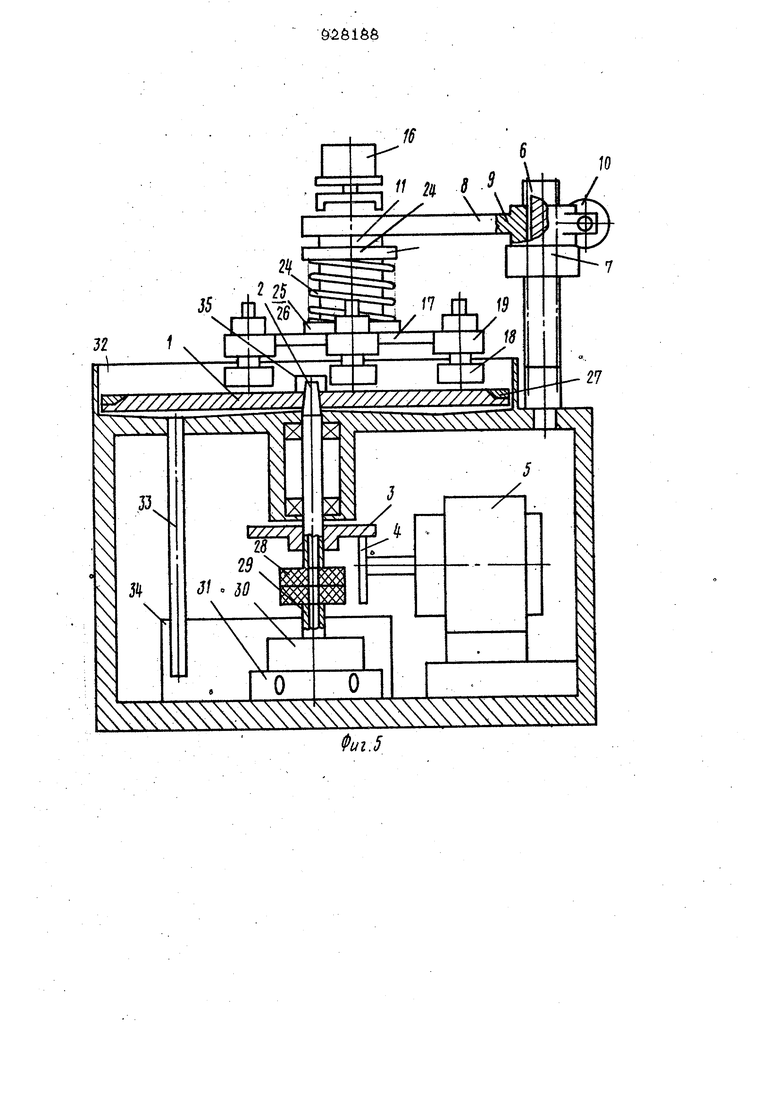
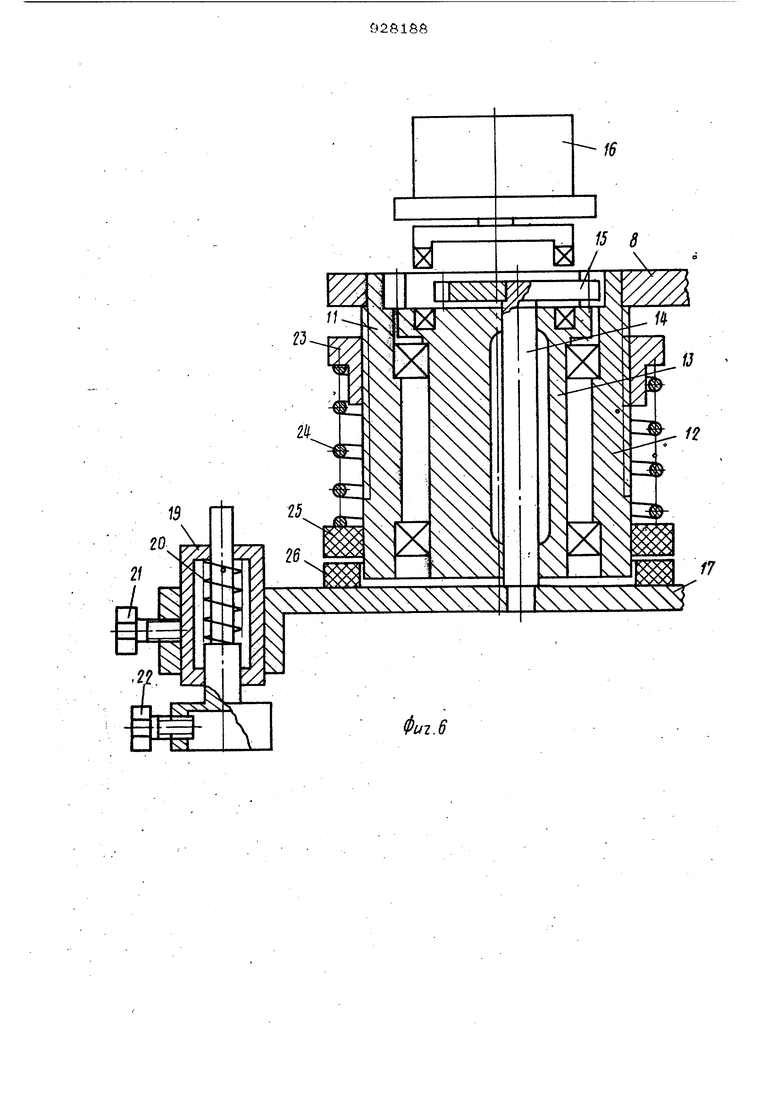
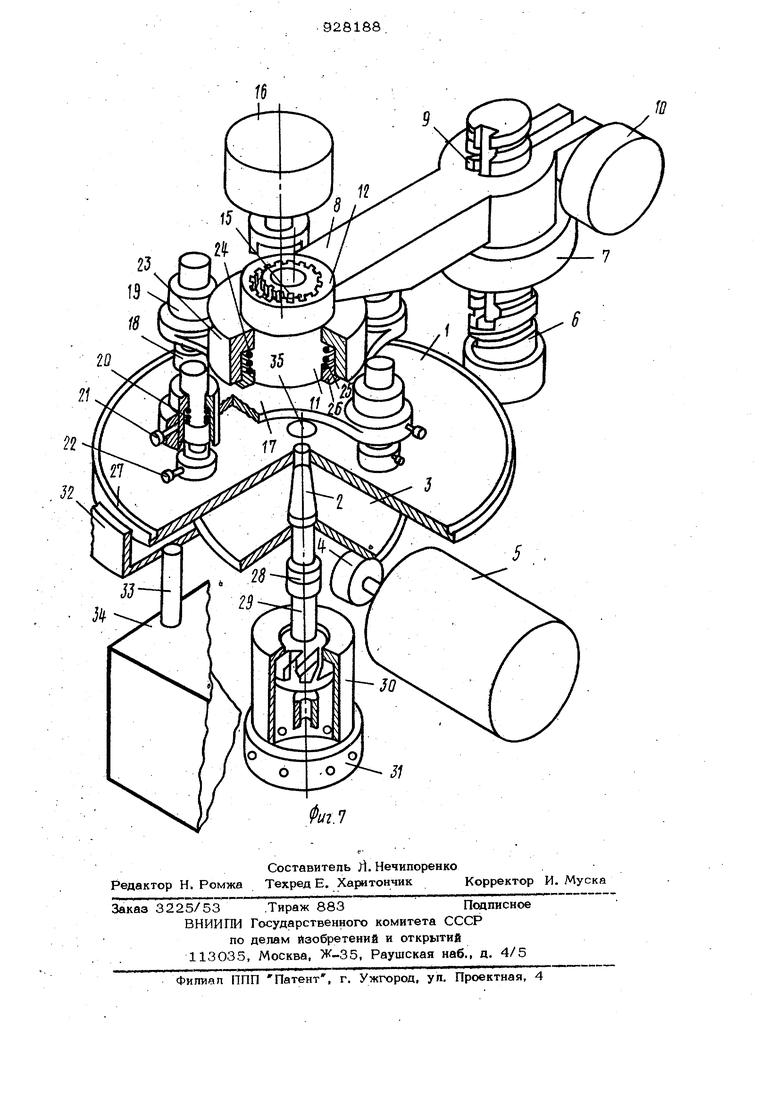
На фиг. 1-4 изображены траектории, по которым движутся обрабатываемые изделия относительно рабочего диска в зависимости от выбранного режима обработки; на фиг. 5 - принципиальная схема устройства; на фиг. 6 - принципиальная схема крепления узла рамки; на фиг. 7 - аксонометрическое изображение устройства.
Эпициклоида - это кривая, которую описывает точка, закрепленная в плоскости круга радиуса г (производящий круг), когда этот круг катится по окружности радиуса R (направляющая окружность). В данном случае радиус направляющей окружности R - это расстояние оси вращения держателей образцовот оси вращения рамки, а ргщиус производящего круга г равен смещению оси вращения рамки от оси вращения рабочего диска. Число витков эпициклоиды зависит от соотношения этих двух радиусов. Наиболе полно площадь рабочего диска используется тогда, когда это соотношение R/r 3 В этом случае эпициклоида имеет три витка (фиг. 1). Однако на окончательной стадии изготовления микрошлифов и особенно при изготовлении фольг желательно получить более интенсивное пересечение траектории обрабатываемых изделий на рабочем диске. Поэтому уменьшается смешение оси вращения рамки относительно оси вращения рабочего диска. Однако, если это смещение, т.е. радиус производящего круга, слишком маленькое, то используется только узкая полоса рабочего диска, поэтому соотношение - не следуе увеличивать бопьше 25. Если уменьшать смещение оси вращения рамки относительно оси вращения рабочего диска, то траектории движения изделий- эпициклойдыбудут суживаться (фиг. 4). При этом будет иметь место более интенсивное пересечение штрихов от абразивных зерен, чем при большем смещении осей.
Устройство включает рабочий диск 1, кинематически связанный с полой осью 2 фрикционным диском 3, цилиндрическим роликом 4 и электродвигателем 5. На винте 6 с прямоугольной резьбой и прорезью установлена гайка 7 и кронштейн 8 с выступом 9. Обе проушины конца кронштейна 8 соединены винтом 1О. К
другому концу кронштейна прикреплен узел крепления 11 рамки. К кронштейну 8 жестко прикреплена втулка 12 с зубьями в ее верхней части. Внутри этой
втулки на подшипниках установлен цилиндр 13, в котором также на подшипниках вмонтирована ось рамки 14. Между осью вращения рамки 14 и осью вращения цилиндра 13 установлен эксцентриситет.
В верхнем конце оси рамки 14 установлена съемная шестерня 15. Над втулкой 12 может быть,установлен электродвигатель 16, который соединяется с цилиндром 13. К нижней части оси рамки
14 жестко прикреплена рамка 17. В
четырех гнездах последней, симметрично относительно оси рамки 14, расположены четыре держателя 18 образцов и в корпусах 19 держателей установлены пружины
2О. Корпуса 19 держателей в гнездах фиксируются винтлми 21. В нижнюю часть держателей 18 ввинчены винты 22. На втулку 12 навинчено кольцо 23, установлена пружина 24 и торм 9зной диск 25.
Другой тормозной диск 26 прикреплен к верхней части рамки 17. На рабъчий диск 1 установлено быстросьемное кольцо 27, а к нижней части полости оси 2 - полая муфта 28, через полый вал 29 соединена с центробежным насосом 3 О, в нижней части которого установлено регулировочное кольцо 31с отверстиями . В корпус 32 устройства вмонтирована трубка 33, соединенная с бако,м 34 для полировочной суспензии. К рабочему диску 1 над полой осью 2 прикреплен колпачок 35. Устройство работает следующим образом.
Гайкой 7 вместе с рамкой, 17 вверх
поднимается кронштейн 8. На рабочий диск 1 надевается шлифовальная шкурка и закрепляется быстросьемным кольцом 27. Подъем кронштейна 8 обеспечивает более удобную замену шлифовальной шкурки или рабочего диска 1, а также позволяет обрабатывать изделия разных толщин. На винт 6 при враш;ении гайки- 7 до нужной высоты опускается кронштейн 8 и рамка 17. Затем, поворачивая кронштейн 8 в сторону, на регулируемое
расстояние смещается ось рамки 14 относительно оси рабочего диска 1. Нужное положение фиксируется винтом 1О. Мак-
симальный поворот кронштейна в сторону составгщет 14 , что ограничивает ширина прорези в винте б, в которой перемещается выступ 9 кронштейна 8. При помощи винтов 22 в держателях 18 образцов закрепляются изделия и .вместе с держателями вставляются в гнезда рамки 17. Прижимая к шлифовальной шку ке изделие и фиксируя это положение винтом 21, можно получить желаемый прижим образца к шлифовальнойшкурке. Включается электродвигатель 5, который через цилиндрический,ролик 4, фрикционный диск 3 и полую ось 2 врашает рабочий диск1, и прижатую к нему быстросъемным кольцом 27 шлифовальную г шкурку. Скорость вращения рабочего диска 1 можно плавно регулировать в широком диапазоне изменением скорости вращения электродвигателя 5. Для вращения изделий и их сложного поперечно-продоль ного перемещения относительно центра и .периферии шлифовальной шкуркв не нужен дополнительный привод. Под воааействием сил трения между изделием в шлифовальной шкуркой и разности величин окружных скоростей, изделия начинают вращаться вокруг оси держателей и дополнительно вокру-г своей оси вращается рамка 17. Если оси вращения рамки 17 и рабочего диска 1 совпадают, то шлифование отсутствует, поскольку изделия, прижатые к шлифовальной шкурке, вращаются вмерте сней.-Если на втулку 12 начать навинчивать кольцо 23, то под воздействием пружины.24 начинают соприкасаться тормозные диски 25 и 26, вследствие чего притормаживается- вращение рамки 17. Изделияначинают проскальзывать относитепьно шлифовальной шкурки и под воздействием сил трения и разности величины окружных скоростей начинаютвращаться вокруг осей держателей 18. Скорость вращения рамки 17 при этом меньше скорости вращения рабочего диска 1. Если, уворачивая кронштейн 8 в сторону, сместить ось вращения рамки 14 относительно оси вращения рабочего диска 1, но ,не притормйживать вращения рамки 17, то одновре менно с вращением изделия вокруг осей держателей, они выполняют сложные поперечно-продольные движения относитепьно центра и периферии щпиф альной шкурки, т.е.. на шлифовальной шкурке ри. суются эпициклоиды (фиг. 1). На фиг. 1не отражаемся, что изделий еще допопнит ельно вращаются вокруг оси цержателя Показанную траекторию чертит точка, находящаяся в оси.вращения держателя. Если в этом случае вращение рамки 17 притормаживать, то эпициклоида поЛунается удлиненной (фиг. 2). На фиг. 3 пока зана траектория движения изделия после нескольких дбсатков оборотов paf-o eto диска 1. Если на верхний конец оси рамки 14 установить съемную шестерню 15, то она при вращении рамки 17 начинает перемещаться по зубьям втулки 12 и ось рамки 14 вращается вокруг оси вращения цилиндра 13 с установленным эксцентриситетом. Вспедствие этого изделия получают дополнительно поперечное перемещение относительно своей траектории движения на величину, равную двойному эксцентриситету между осью рамки 14 и осью цилиндра 13. Получается общая сложная траектория, которая используется при супенфинишировании. Этот мется обработки можно еще более интенсифицировать. Для этого с конца оси рамки 14 снимается съемная шестерня 15 и к втулке 12 крепится электродвигатель 16, вал которого соединяется с вращающимся цилиндром 13. Скорость вращения электропвигателя можно плавно регулировать в широком диапазоне. При вращении электродвигателя 16 ось рамки 14 через каждый оборот электродвигателя 16 описывает круг относительно оси втулки 12, а образцы перемещаются относительно траектории движения по рабочему диску. Это перемещение зависит только от скорости вращения электроаввгателя 16. Таким образом, изменяя скорости вращения эпектроавигатеней 5 и 16, можно получить разные сложные тра- ектории движения обрабатываемых изделий относительно рабочего диска. С помощью этого устройства можно производить не только шлифование-утонение изделий, но и их полировку. В этом случае на рабочий диск 1 надевается полировочная ткань и закрепляется быстросъемным кольцом 27. Устройство к работе подготавяввается таким же образом, i Кроме того, с попой осью 2 с помощью полой муфты 28 и полого вена 29 соединяется центробежный насос ЗО и с верхней частн--тру&си 33 снимается пробка. Включается электродвигатель 5. Изделия так же как и раньше относительно рабочего диска 1 перемещаются по сложной траектории. Под воздействием центробежного насоса ЗО полировочная суспензия подник4ается по полому валу 29, полой муфте 28 и полой оси 2 вверх, ударяется в колпачок 35 и попадает на полировочную ткань. Под воздействием центробежных сил суспензия распространяется по всей поверхности полировочной т.кани от центра к периф рии. Отработавшая суспензия с рабочего диска 1 стекает в верхнюю часть корпуса 32 устI ройства, а из нее, через трубку 33, в бак 34 для полировочной суспензии. Количество подаваемой вверх суспензии регулируется поворотом регулировочного кольца 31 с отверстиями. Часть суспензии из центробежного насоса 30 под нимается вверх, а часть через отверсти в нижней части центробежного насоса ЗО и регупировочного кольца 31 опять попадает в бак для полировочной суспен зии и перемешивает суспензию. Это под держивает суспензию в рабочем состояРежимы обработки изделий можно изменять, меняя скорость вращения рабочего диска 1, силу прижима изделий к шлифовальной шкурке или полировочной ткани, величину притормаживания вращающейся рамки 17, величину смещения оси вращения рамки 17 относительно оси апеиия рабочего дискг, ус анав1П1вая или снимая съемную шестерню 15, устанаввлвая или снимая съемный эиектрвдвигатель 16 и изменяя скорост его вра«веиия, применяя держатели с вращающимися или направляющимися в них изделиями, и применяя шлифовальную шкурку разных номеров ипи полировочную ткань разных сортов. Крепление изделий и образцов в вращающихся или невращающихся держателях 18 образцов мвжно производить раз личными способами, в зависимости от того, какие изделия обрабатываются. Пр утонении изделий до толщины 0,1-О,О8 обряэпы, наготовленные из ферромагнитных материалов, крепятся за счет сил магнитного притяжения магнитного держ теля. Образцы из неферромагнитньпс матерйалов к держателю приклеиваются клеем. Клей должен быть легко растворим, что позвогосло бы легко снимать образцы после утонения без их деформации. Бопее толстые изделия крепятся при помощи винтов 22 или специальных тисков. Наличие в устройстве врашаюшегося рабочего диска, скорость вращен которого можио ппавно регулировать, кронштейна с вращающейся рамкой, ось которой. можно сместить относительно оси вращения рабочего диска на регулируемое расстояние, регулируемого тормоза, съемной шестерни оси рамки, съемного электродвигателя , возможности обрабатываемые изделия с разной силой прижимать к рабочему диску, при менять держатели с вращаюиЛмися ияи неврашяющимися в них изделиями и воз можности на рабочий диск надеть разные обрабатывающие материалы позволяет получить нужньте, наиболее благоприятные, сложные траектории движения изделий. Сложное поперечно-прсаольное движение изделий относительно рабочего диска за счет сил трения, разности величины окружных скоростей и притормаживания позволяет получить электродвигателем вращаемый рабочий диск. При этом для работы используется вся площадь шлифовальной шкурки или полировочной ткани и они равномерно изнашиваются по всей площади. Во время работы изделия вращаются или не вращаются в держателях образцов, в зависимости от того, какой используется держатель, и еще движутся по сложной траектории, в результате чего в любой момент времени все точки обрабатываемой плоскости изделия имеют одинаковую по величине и направлению скорость и ее направление и величина со временем (непрерывно изменяется. Равенство скоростей обработки для всех точек обрабатываемой поверхности Ьбеспечиваёт получение правильной геометрии плоской поверхности. Непрерывное изменение величины и направления скорости обработки обеспечивает пересечение штрихов от абразивных зерей и позволяет получать высокую чистоту обрабатываемой поверхности. Пересечение штрихор абразивных зерен интенсивнее, еспи изделия могут вращаться в держателях образцов, если мельше смещение оси вращения рамки относительно оси вращения рабочего диска, если ось рамки вращается вокруг оси цилиндра, если с меньшей силой изделия прижаты к рабочему диску, если меньше сила притормаживания вращения рамки и если используются более мелкие абразивные частицы шлифовальной шкурки или более гладкая полировочная ткань. Изменяя эти параметры, можно менять режимы обработки. При большом смещении оси вращения рамки относительно оси вращения рабочего диска имеет место большая скорость движения изделия по рабочему диску и этим достигается более интенсивный съем металла. Этому же способствует большая сила прижима изделий к диску, отсутствие их вращения вокруг оси держателя, более сильное притормаживание вращения рамки, большая скорость вращения диска и более крупнъте абразивные частицы шлифовальной шкурки ипи более грубая полировочная ткань. При более нитейсивном пересечении штрихов от абразивHbtx зерен обеспечивается бопее высокая чистота и точность обработанной поверхности, Спедоватепьно, возможность во время работы устройства : попучитьнужную, наиболее бгзагоприятную, сложную раекторию обработки и возможность изменять режи- мы обработки, позволяет обрабатывать разные издепия и образцы, намного ускорить иоблегчить трудоемкий процесс шпифования-утонения,iполирования, попучить правильную геометрию плоской поверхности, высокую чистоту и точность обрабатываемой поверхности, равномерны съем металла, получить изделия с незакругленными краями, равномерный износ шлифовальной шкурки ипи полировочной ткани, уменьшить габариты машины, и утонять образцы до толщины 0,1О,08мм со строго параллельными плоскостями и краями без закругления во вр мя утонения, исключая возможность введения деформаций в структуру тонких металлических образцов, предназначенных для трансмиссионного электронномикрсскопического исследованиями их нагрев. Для получения изде.лия с незакругленными краями нужно производить обработку одновременно держателя и изделия. При утонении образцов до толщины 0,1О,О8мм, в конце утонения нужно постепенно уменьшать скорость вращения рабочего диска и сипу прижима образцов, чтобы их недеформировать. Для обработки изделий можно использовать рамку не только с четырьмя, но как с большим, так и с меньшим числом держателей образцов, шлифование-утонени обычно производится шлифовальными шку ками или эластичными иусурками с синтетическими алмазами, а для полирования применяется разная полировочная ткань - фетр, сукно, высококачественный драп, различные шелковые ткани и ткани из искусственного волокна, . Испытания предложенного малогабарит ного устройства для изготовления фольг и. микрошлифов показали надежность работы устройства. Оно позволяет в три раза ускорить и облегчить трудоемкую ° работу изготовления шлифов, а также изг тавливать качественные образцы дпя тра миссионного ,электронномикроскопическог исследования, что невозможно сделать с другими извебтными устройствами. Устройство T6Kke может быть применено, в производстве галантерейных изделий, для притирки и доводки разных объектов. Траекторию и скорость движения изделий относительно рабочего диска можно легко регулировать. Это обеспечивает высокую чистоту и правильную геометрию плоской поверхности, а тем самым, высокое качество металлографических шлифов и возможность изготавливать тонкие металлические образцы для трансмиссионного электронномикроскопического исследования фольги со строго параллельными плоскостями и неизменившейся дислокационной структурой. Технико-экономические преимущества . изобретения состоят в том, что его использование позволяет в три раза уско- .рить и облегчить .трудоемкую работу изготовления шлифов, получить образцы с краями без закруглений, а также -изготавливать качественные образцы для трансмиссионного электронномикроскопического исследования, что невозможно сделать при.использовании известных устройств. Формула изобретения 1.Способ изготовления фольг и микролпифов, заключающийся в перемещении по сложной траектории образцов относитёдьно абразива, отличающийс я тем, что, с целью повышения качества образцов, их перемещают по эпициклоиде, параметры которой выбирают из соотношения --- 3 : 25, где R - радиус направляющей окружности; Г - радиус производящего круга. 2.Устройство дня (юализации способа по п. 1, .содержащее верхнюю и нижнюю притирочные плиты, и механизм их перемещения, отличающееся тем, что устройство снабжено винтом, кронштейном, один конец .которого установлен на винте, а другой снабжен втулкой, коаксиапьно установленным внутри втулки с возможностью вращения цилиндром, электродвйгатепем и тормозным приспособлением, верхняя притирочная плита снабжена осью вращения, держателями образцов и съемной шестерней, установленной на осивращения с эксцентриситетом внутри цилиндра, а нижняя притирочная плита выполнена в виде диска, снабжена полой осью вращения и фрикционным диском, соединенным с механизмом 1еремещения. 1,отпича3. Устройство по п. с целью расшию щ е е с я тем, что.
1392818814
рения области применения, оно снабженс- :1. Маспенников Ф. И. Лабораторный
баком для полировочной суспензии, цент-практикум по метапповедению. М., Машробежным насосом, установпенным вгиэ, 1961.
баке, а нижняя притирочная ппита снабже-2. Пакченко Е. М. и др. Лаборатория
.на установпенным над попой осью коппач-5 метаппографин. М., Металлургия,
ком.1965.
Истснники информации,№375162, кл. В 24 В 7/СЮ,
принятые во внимание при экспертизеВ 24 В 21/00, 1969.
3. Авторское свВДетепьство QCCP



| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2015 |
|
RU2615100C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ПАЗОВ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2019 |
|
RU2710258C1 |
| Способ изготовления тонких просвечиваемых фольг для электронно-микроскопического исследования | 1980 |
|
SU901886A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ТВЕРДОСПЛАВНЫХ СМЕННЫХ ПЛАСТИН | 2024 |
|
RU2835264C1 |
| Способ обработки плоских поверхностей и устройство для его осуществления | 1987 |
|
SU1541034A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ЦИЛИНДРИЧЕСКИХПРУЖИН | 1970 |
|
SU282959A1 |
| СПОСОБ ШЛИФОВАНИЯ И/ИЛИ ПОЛИРОВАНИЯ ДЕФЕКТА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ТАКОГО СПОСОБА | 2019 |
|
RU2781551C2 |
| ЩЕТОЧНАЯ МАШИНА | 2011 |
|
RU2570860C2 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Устройство для шлифования инструмента | 1989 |
|
SU1838090A3 |
4г./ 2. UbJV-t ЕЛгЁЗ //////////7////// ХчЧХ.
WZ.J S /f 2 -lixx ZX S
Фи2.6
