Изобретение относится к различным областям промышленности, прежде всего ракетно-космической и авиационной. В частности, изобретение относится к металлообработке и к способам и устройствам для изготовления металлических волноводов. Изобретение может быть использовано для магнитно-абразивной обработки и полирования внутренней поверхности волноводов космических аппаратов (КА).
Из уровня техники известно устройство (патент RU 2220836 С1) для магнитно-абразивного полирования поверхностей, для виброшлифования штампов, инструментов, оптических стекол и других фасонных наружных поверхностей с прямолинейной или криволинейной образующей.
Известно устройство (заявка RU 68409 U1) для полирования поверхностей изделий, содержащее рабочий инструмент в виде вращающегося колеса, внутри которого находится магнитная система, подающий насос, связанный с форсункой подачи магнитореологической жидкости к рабочему инструменту с помощью электродвигателя. В априори - это вариант ручного шлифовального станка, отличающийся использованием для полирования поверхности изделий абразивной магнитной жидкости.
В общем случае все эти устройства содержат электромагнитное устройство различной формы для создания магнитного поля, активизирующего магнитный абразив (создание колебаний или перемещение обрабатываемой детали).
Недостатком всех этих устройств является то, что они предназначены только для обработки наружных поверхностей изделий.
Известно устройство (патент RU 75976 U1) для шлифования внутренней поверхности глубокого отверстия или трубы большого диаметра, содержащее цилиндрическое основание со штангой, на котором параллельно расположены на некотором расстоянии друг от друга щеки, между которыми равномерно по окружности установлены несколько прямошлифовальных машин, при этом каждая прямошлифовальная машина снабжена устройством регулирования их прижатия к обрабатываемой поверхности. Для перемещения устройства вдоль штанги используется привод.
Недостатком данного устройства является то, что оно предназначено для обработки труб и глубоких отверстий только круглого сечения и прямолинейного исполнения.
Известен способ (заявка RU 2002127095 А) шлифования и полирования сложнопрофильных, фасонных и малого диаметра отверстий, который заключается в том, что обрабатываемую деталь приводят во вращение, а гибкому цилиндрическому абразивно-алмазному инструменту сообщают возвратно-поступательную продольную и поперечную подачу и вращение с помощью индивидуального привода вращения, а установку и изменение угла между продольной осью инструмента и осью обрабатываемого отверстия детали производят в зависимости от величины снимаемого припуска и осуществляют с помощью привода поворота.
Данный способ не годится для обработки внутренних поверхностей деталей сложной формы и геометрии.
Известные способ и устройства выполняют те же функции, что и заявленное изобретение, но общих признаков, позволяющих использовать их в качестве прототипов, не имеют.
Волноводные тракты КА являются геометрически сложной системой, состоящей из различных элементов волноводной техники, соединенных между собой посредством металлических волноводов. Чаще всего волноводы для КА - металлические, тонкостенные, изготавливаются из алюминия. Для уменьшения потерь в волноводе его внутреннюю поверхность изготавливают более гладкой и покрывают серебром. Волноводы в сечении могут быть различной формы (круглыми, прямоугольными, эллиптическими).
Волноводы с двух сторон имеют фланцы или муфты для крепления между собой и к другим элементам волноводной техники. Длина отдельных фрагментов волноводов обуславливается технологическими ограничениями по возможности обработки внутренней поверхности. При сложной форме, наличии поворотов и ответвлений приходится использовать короткие отрезки волноводов, соединяя их между собой. Это ведет к увеличению общей массы волноводного тракта из-за большого количества фланцев и муфт. Существующие технологии изготовления волноводов накладывают ограничения на длину отдельных фрагментов вследствие необходимости механической ручной обработки - крацевания внутренней поверхности волноводов перед операцией электрохимического серебрения внутренней поверхности и последующей полировки этого покрытия.
Задача, на решение которой направлено заявленное изобретение, заключается в повышении качества и производительности выполнения операций обработки (шлифование, полирование и т.п.) внутренней поверхности волноводов сложной формы и любой необходимой для КА длины.
Поставленная задача решается за счет того, что волновод закрепляют на кронштейнах, на волноводе устанавливают кольцевой рабочий орган с постоянными магнитами, равноотстоящими от его наружной поверхности и полностью ее охватывающими, заправляют волновод изнутри абразивом или металлическими шариками, помещенными в жидкость или без нее; перемещают снаружи вдоль волновода рабочий орган с постоянными магнитами, используя систему управления перемещением рабочего органа и многокоординатную пространственную систему с электроприводами-позиционерами, привод поворота и привод вращения рабочего органа. При этом для шлифования внутренней поверхности волновода в качестве абразива рекомендуется использовать ферромагнитную жидкость или магнитореалогическую жидкость, а для полировки внутренней поверхности волновода использовать металлические шарики, помещенные в полировочную жидкость или полировочную суспензию; использовать одновременно металлические шарики разного диаметра; использовать металлические шарики, помещенные в ферромагнитную жидкость, использовать металлические шарики, помещенные в магнитореологическую жидкость. Устройство для обработки внутренней поверхности волноводов, содержит основание, кронштейны для крепления волновода; многокоординатную пространственную систему с электроприводами-позиционерами; привод поворота и привод вращения рабочего органа; систему управления перемещением рабочего органа. Постоянные магниты предлагается выполнять из магнитного сплава, например NdFeB.
Устройство для обработки внутренней поверхности волноводов состоит из: основания (1), привода по оси Х (2), привода по оси Y (3), привода по оси Z (4), рабочего органа (5) с постоянными магнитами (6), привода поворота рабочего органа (7), привода вращения рабочего органа (8), системы управления (9), кронштейны крепления волновода с технологическими заглушками (10), на которых установлен обрабатываемый волновод (11).
Способ обработки внутренней поверхности волноводов осуществляется поэтапно следующим образом:
- обрабатываемый волновод (11) заправляют необходимым по технологическому процессу шлифования количеством абразива, или при операции полирования - необходимым количеством металлических шариков, или каким-либо другим технологическим составом и устанавливают на кронштейны крепления волновода с технологическими заглушками (10);
- в систему управления (9) заносят геометрические размеры волновода или в режиме ручного управления осуществляют программирование «от точки к точке», проводя рабочий орган (5) вдоль волновода или его макета. В дальнейшем эту программу сохраняют в системе управления для данного типа волноводов;
- переключают систему управления в автоматический режим, после чего происходит перемещение рабочего органа (5) с постоянными магнитами (6) вдоль волновода, повторяя его изгибы и повороты, за счет перемещения привода по оси Х (2), привода по оси Y (3), привода по оси Z (4), привода поворота рабочего органа (7), привода вращения рабочего органа (8). Движение повторяется необходимое для данного типоразмера волновода количество раз.
Таким образом, заявленное изобретение позволяет осуществлять обработку внутренней поверхности волноводов сложной формы любой необходимой для КА длины в автоматическом режиме и, помимо повышения качества внутренней поверхности волноводов, может снять ограничения на изготовление волноводов большой длины и, как следствие, уменьшить вес волноводного тракта КА.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2787597C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ВОЛНОВОДОВ | 2022 |
|
RU2793899C1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Состав магнитореологической суспензии для финишной обработки оптических элементов на основе водорастворимых кристаллов | 2023 |
|
RU2808226C1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Вибрационный станок | 1989 |
|
SU1779557A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛОВ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2764538C1 |
| Индуктор для магнитно-абразивного полирования | 1988 |
|
SU1570882A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛИРОВАННОЙ РИСОВОЙ КРУПЫ | 1999 |
|
RU2166365C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2000 |
|
RU2187419C2 |
Изобретение относится к различным областям промышленности, преимущественно ракетно-космической и авиационной, и может быть использовано при магнитно-абразивной обработке металлических волноводов сложной формы и любой длины. На кронштейнах закрепляют волновод, на котором устанавливают кольцевой рабочий орган с постоянными магнитами, равноотстоящими от его наружной поверхности и полностью ее охватывающими. Заправляют волновод изнутри абразивом или металлическими шариками, помещенными в жидкость или без нее. Перемещают снаружи вдоль волновода рабочий орган с постоянными магнитами. Используют многокоординатную пространственную систему с электроприводами-позиционерами для перемещения рабочего органа вдоль волновода, приводы поворота и вращения рабочего органа и систему управления перемещением, поворотом и вращением рабочего органа. В результате повышаются качество и производительность обработки внутренней поверхности волноводов сложной формы и любой необходимой длины. 2 н. и 7 з.п. ф-лы, 1 ил.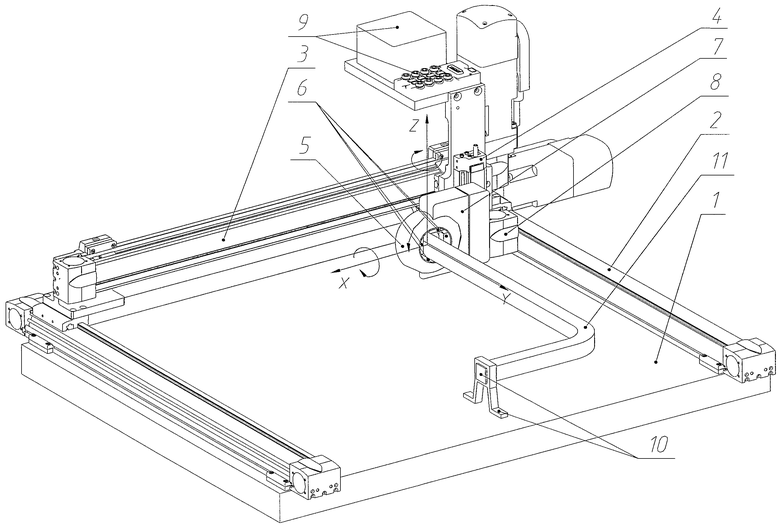
1. Способ магнитно-абразивной обработки внутренней поверхности волноводов сложной формы, включающий закрепление волновода посредством кронштейнов на основании, установку на волноводе кольцевого рабочего органа с постоянными магнитами, равноотстоящими от наружной поверхности волновода и полностью его охватывающими, заправку волновода изнутри абразивом или металлическими шариками, помещенными в жидкость или без нее, и перемещение упомянутого рабочего органа вдоль волновода, при этом используют многокоординатную пространственную систему с электроприводами-позиционерами для обеспечения перемещения рабочего органа вдоль волновода, привод поворота и привод вращения рабочего органа и систему управления упомянутым перемещением, поворотом и вращением рабочего органа.
2. Способ по п.1, отличающийся тем, что обработку ведут шлифованием, при этом в качестве абразива используют ферромагнитную жидкость.
3. Способ по п.1, отличающийся тем, что обработку ведут шлифованием, при этом в качестве абразива используют магнитореалогическую жидкость.
4. Способ по п.1, отличающийся тем, что обработку ведут полированием, при этом металлические шарики помещают в полировальную жидкость или полировальную суспензию.
5. Способ по п.1, отличающийся тем, что обработку ведут полированием, при этом одновременно используют металлические шарики разного диаметра.
6. Способ по п.1, отличающийся тем, что обработку ведут полированием, при этом металлические шарики помещают в ферромагнитную жидкость.
7. Способ по п.1, отличающийся тем, что обработку ведут полированием, при этом металлические шарики помещают в магнитореологическую жидкость.
8. Устройство для магнитно-абразивной обработки внутренней поверхности волноводов сложной формы, характеризующееся тем, что оно содержит основание, кронштейны для крепления волновода, кольцевой рабочий орган с постоянными магнитами, равноотстоящими от наружной поверхности волновода и полностью его охватывающими, многокоординатную пространственную систему с электроприводами-позиционерами для обеспечения перемещения рабочего органа вдоль волновода, привод поворота и привод вращения рабочего органа и систему управления упомянутым перемещением, поворотом и вращением рабочего органа.
9. Устройство по п.8, отличающееся тем, что постоянные магниты выполнены из магнитного сплава, например NdFeB.
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТРУБ | 0 |
|
SU185003A1 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙТРУБ | 1973 |
|
SU435927A1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 1938 |
|
SU55507A1 |
| Способ магнитно-абразивной обработки внутренних поверхностей полых немагнитных деталей типа тел вращения | 1989 |
|
SU1773696A1 |
| Способ магнитно-абразивной обработки цилиндрических отверстий | 1984 |
|
SU1255403A1 |
| JP 4778790 В2, 21.09.2011 | |||
| . | |||

