Настоящее изобретение относится к машине и способу получения рулонов материала, предназначенного для использования в виде листа, в частности алюминиевого, предназначенного для использования для пищевых продуктов.
Как известно, рулоны алюминиевого материала, предназначенные для использования для пищевых продуктов (для обертывания и сохранения пищевых продуктов), образованы посредством тонкого листа алюминиевого сплава, намотанного на жесткий картонный сердечник.
Жесткий картонный сердечник получают намоткой множества лент из бумаги по спирали и склеивания слоев вместе для обеспечения требуемых жесткости и стабильности.
Жесткий сердечник действительно предназначен для обеспечения опоры для алюминиевого листа и защиты алюминиевого листа, который является очень тонким (9-23 микрона) и хрупким.
Соответственно, современная технология производства рулонов алюминиевого листа предусматривает использование перемоточных машин (перемоточных устройств), в которых используются питающие рулоны алюминиевого листа и жесткие картонные сердечники, изготовленные на других машинах и впоследствии загруженные в перемоточные машины.
Также известны решения, в соответствии с которыми жесткие картонные сердечники изготавливаются непосредственно на перемоточной машине посредством размотки картонного листа из соответствующего рулона и его предварительной намотки на тот же перемоточный вал, на который наматывают алюминиевый лист.
Таким образом, алюминиевый лист разматывают из питающего рулона и снова наматывают на жесткие картонные сердечники до заданной длины.
Наличие жесткого картонного сердечника придает изделию необходимую устойчивость для упаковывания, транспортирования и конечного использования конечным потребителем до тех пор, пока изделие не будет израсходовано.
Однако использование жестких картонных сердечников приводит к значительным усилиям в процессе изготовления рулонов алюминиевого листа, поскольку эти жесткие картонные сердечники:
- должны быть изготовлены и приобретены;
- требуют больших пространств для хранения;
- требуют значительного использования рабочей силы для их подачи в перемоточное устройство;
- создают беспорядок в производственном подразделении;
- образуют картонную пыль;
- имеют высокую стоимость по сравнению со стоимостью алюминиевого листа;
- в завершение, подлежат правильному удалению конечным потребителем рулона.
Цель настоящего изобретения состоит в том, чтобы предложить такие способ и машину для получения рулонов материала, предназначенного для использования в виде листа, в частности, алюминиевого, предназначенного для использования для пищевых продуктов, которые способны решить вышеупомянутые проблемы.
В рамках данной цели задача изобретения состоит в том, чтобы предложить способ и машину, которые обеспечивают возможность изготовления таких рулонов материала, предназначенного для использования в виде листа, в частности, алюминиевого, предназначенного для использования для пищевых продуктов, которые обладают практичностью при использовании, сопоставимой с рулонами, имеющимися на рынке в настоящее время.
Другая задача изобретения состоит в том, чтобы предложить способ и машину, которые позволяют значительно уменьшить использование рабочей силы для изготовления рулонов.
Дополнительная задача изобретения состоит в том, чтобы предложить способ и машину для получения рулонов материала, предназначенного для использования в виде листа, которые легче получить и которые конкурентны в экономическом отношении при сравнении с рулонами по предшествующему уровню техники.
Еще одна задача изобретения состоит в том, чтобы предложить способ и машину, позволяющие изготовить рулоны материала, предназначенного для использования в виде листа, которые обеспечивают возможность уменьшения воздействия на окружающую среду за счет уменьшения образования отходов.
Эта цель, а также данные и другие задачи, которые станут более очевидными в дальнейшем, достигается/решаются посредством машины для получения рулонов материала, предназначенного для использования в виде листа, в частности алюминиевого, предназначенного для использования для пищевых продуктов, которая содержит:
- по меньшей мере один по существу цилиндрический перемоточный вал, который может быть приведен во вращательное движение вокруг его продольной оси для выполнения этапа перемотки указанного материала, предназначенного для использования в виде листа, и
- средства для подачи материала, предназначенного для использования в виде листа, которые могут быть приведены в действие для подачи материала, предназначенного для использования в виде листа и подлежащего намотке, к перемоточному валу;
отличающейся тем, что указанный по меньшей мере один перемоточный вал содержит множество цилиндрических сегментов, которые расположены по окружности вокруг указанной продольной оси и образуют наружную боковую поверхность перемоточного вала, выполненную с возможностью контактирования с указанным материалом, предназначенным для использования в виде листа, во время указанного этапа намотки;
при этом указанные цилиндрические сегменты включают неподвижные цилиндрические сегменты, чередующиеся с выдвижными цилиндрическими сегментами;
при этом указанные выдвижные цилиндрические сегменты выполнены с возможностью радиального перемещения по направлению к и от указанной продольной оси за счет воздействия приводного кулачка, размещенного в указанном перемоточном вале, между:
- раздвинутым положением, в котором указанные выдвижные цилиндрические сегменты и указанные неподвижные цилиндрические сегменты расположены вровень друг с другом для формирования цилиндрической и по существу однородной наружной боковой поверхности перемоточного вала, и
- втянутым положением, в котором указанные выдвижные цилиндрические сегменты расположены дальше внутри по отношению к указанному раздвинутому положению так, что образуются продольные углубления 91 вдоль указанной наружной боковой поверхности перемоточного вала.
Данная цель, а также данные и другие задачи, также достигается/решаются посредством способа получения рулонов материала, предназначенного для использования в виде листа, в частности, алюминиевого сплава, предназначенного для использования для пищевых продуктов, при этом способ включает этап перемотки материала, предназначенного для использования в виде листа, для формирования рулона, при этом способ
отличается тем, что указанный этап перемотки выполняют посредством намотки указанного материала, предназначенного для использования в виде листа, непосредственно на перемоточный вал при контакте указанного материала, предназначенного для использования в виде листа, с цилиндрической наружной боковой поверхностью указанного перемоточного вала, который приводится во вращательное движение вокруг его продольной оси, для получения рулона без сердечника.
Дополнительные отличительные признаки и преимущества изобретения станут более очевидными из описания предпочтительного, но не единственного варианта осуществления способа и машины согласно изобретению, проиллюстрированных посредством неограничивающего примера на сопровождающих чертежах, в которых:
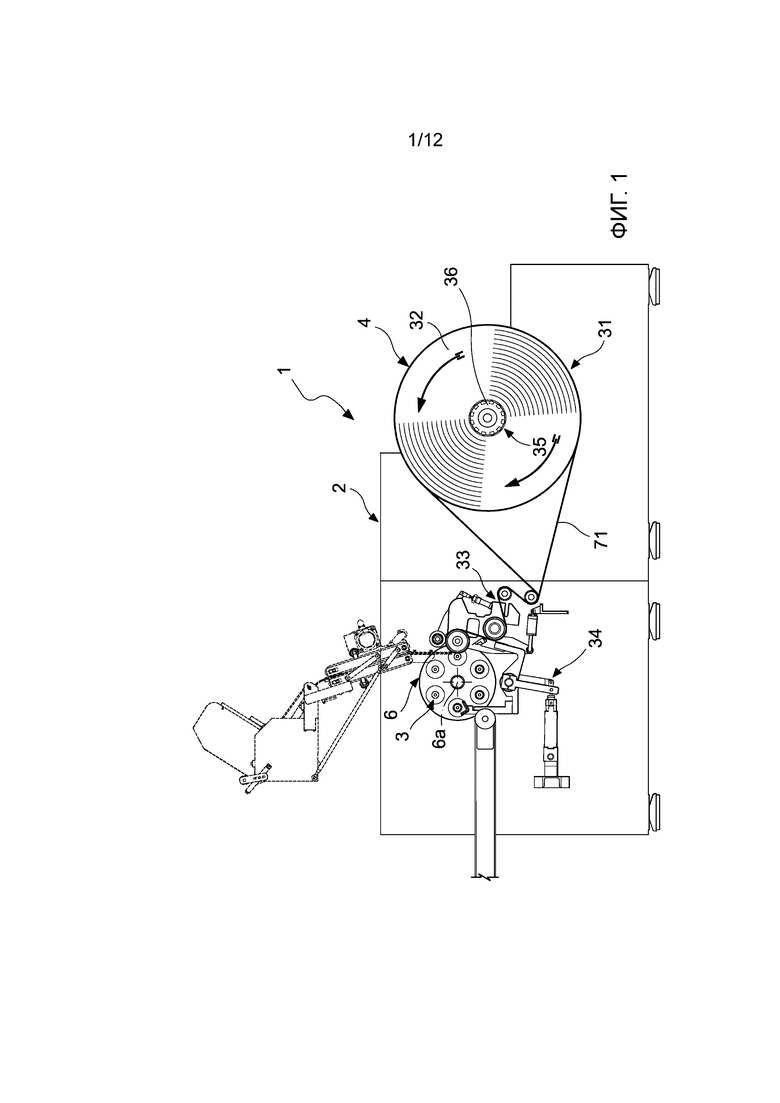
фиг.1 представляет собой схематический вид машины согласно изобретению;
фиг.2-4 представляют собой выполненные в увеличенном масштабе виды фрагментов машины по фиг.1;
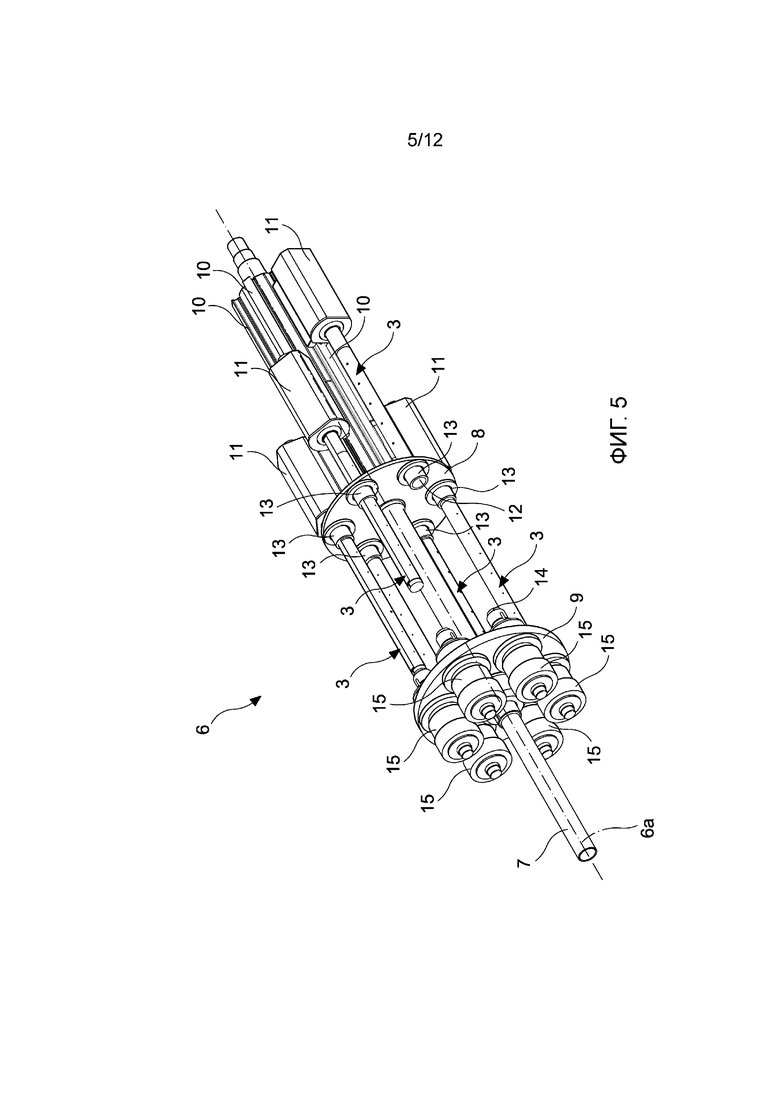
фиг.5 представляет собой вид в перспективе конструкции револьверного типа, обеспечивающей опору для множества перемоточных валов;
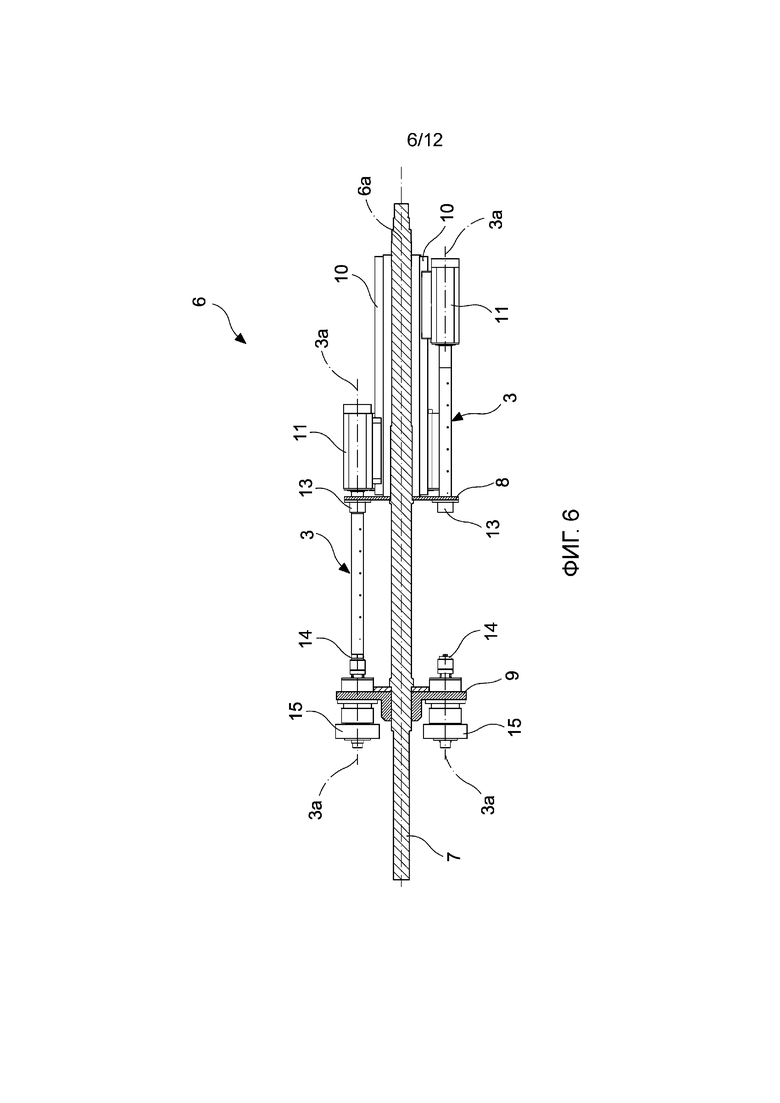
фиг.6 представляет собой осевое сечение указанной конструкции револьверного типа;
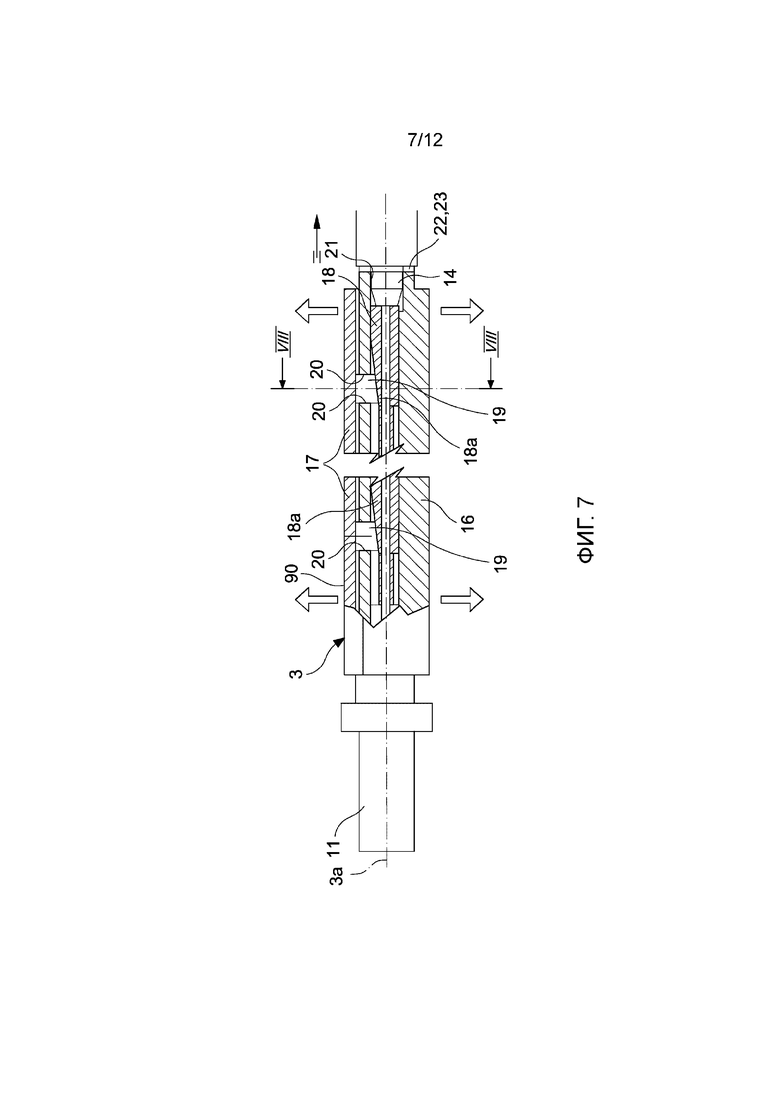
фиг.7 представляет собой вид перемоточного вала с осевым разрезом в рабочем состоянии;
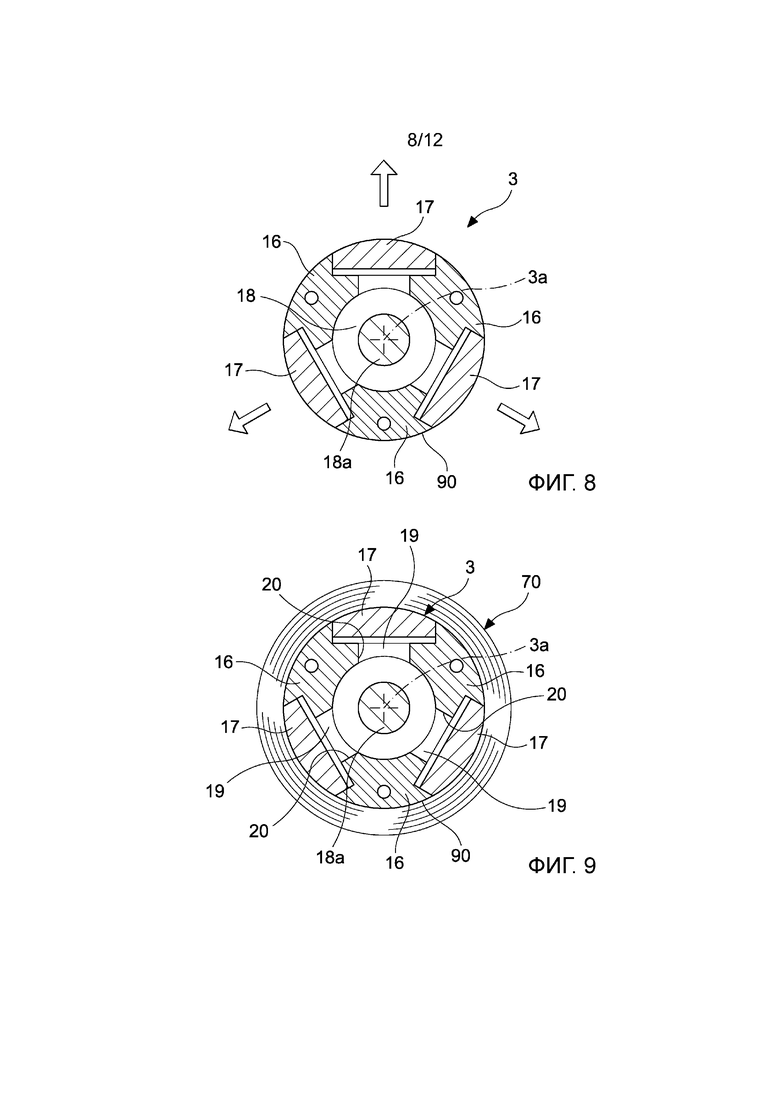
фиг.8 представляет собой выполненное в увеличенном масштабе сечение, выполненное по плоскости VIII-VIII, показанной на фиг.7;
фиг.9 представляет собой такой же вид перемоточного вала, как на фиг.8, при этом перемоточный вал введен в зацепление с рулоном;
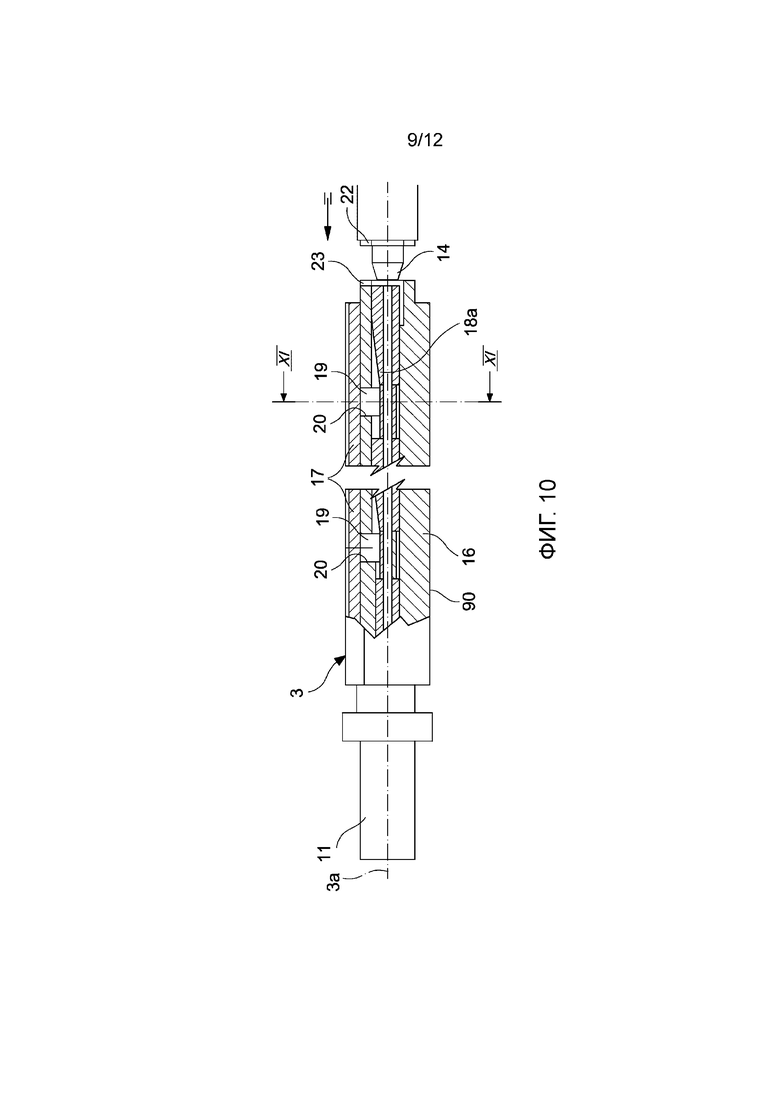
фиг.10 представляет собой вид перемоточного вала с осевым разрезом в другом рабочем состоянии;
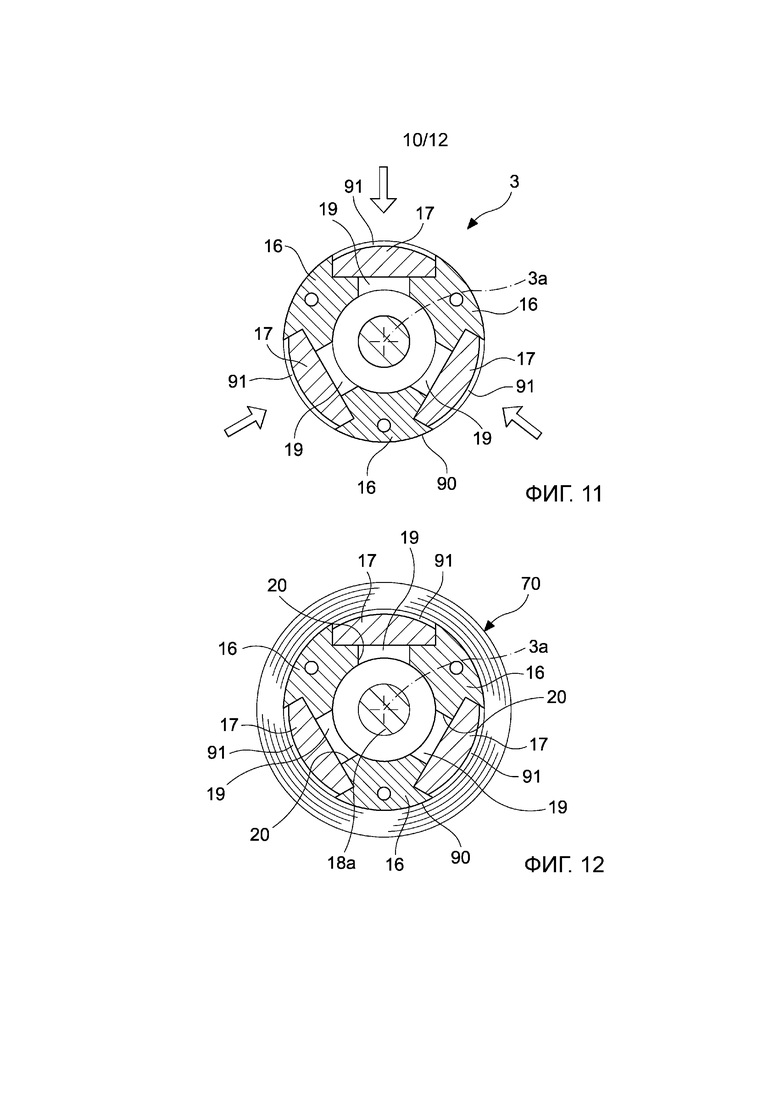
фиг.11 представляет собой выполненное в увеличенном масштабе сечение, выполненное по плоскости XI-XI, показанной на фиг.10;
фиг.12 представляет собой такой же вид перемоточного вала, как на фиг.11, при его выводе из зацепления с рулоном;
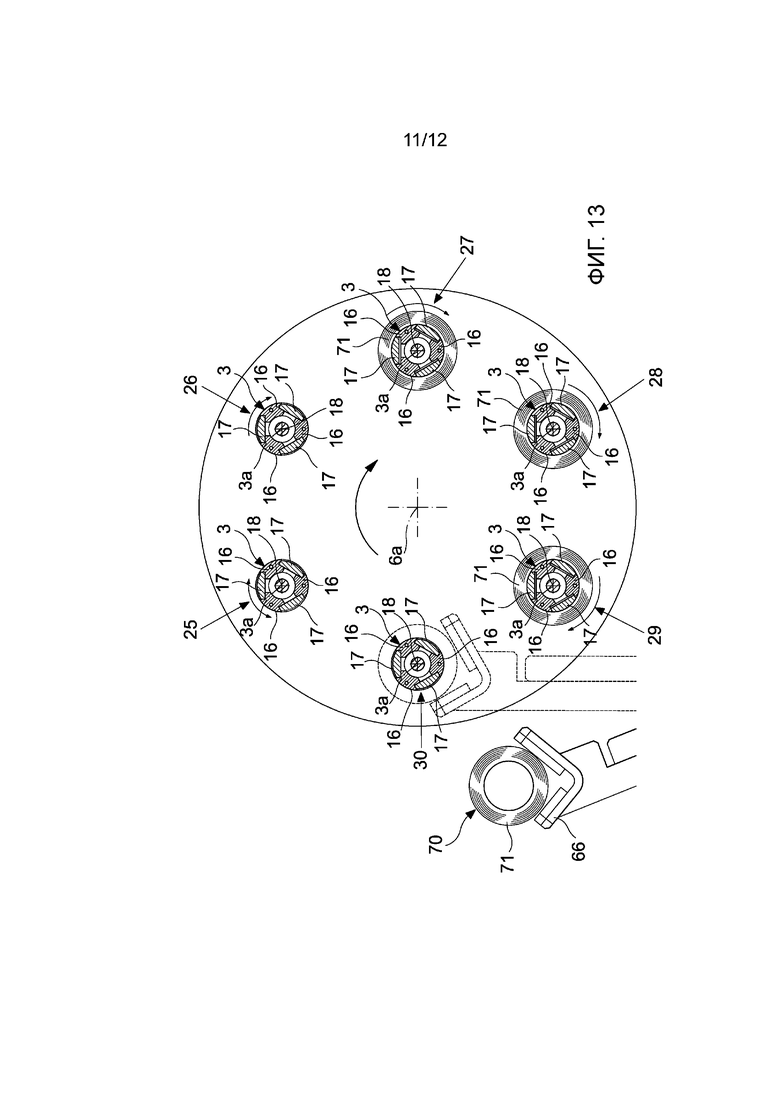
фиг.13 представляет собой схематический вид рабочих позиций конструкции револьверного типа;
фиг.14 представляет собой боковой вид рулона материала, предназначенного для использования в виде листа;
фиг.15 представляет собой вид с торца такого же рулона, как на фиг.14.
Как показано на фигурах, машина согласно изобретению, обозначенная в целом ссылочной позицией 1, содержит опорную конструкцию 2, которая может опираться на пол цеха и обеспечивает опору для по меньшей мере одного по существу цилиндрического перемоточного вала 3, который может быть приведен во вращательное движение вокруг его продольной оси 3а для выполнения этапа перемотки материала, предназначенного для использования в виде листа 71, предпочтительно образованного посредством алюминия и еще более предпочтительно посредством алюминиевого сплава, предназначенного для использования для пищевых продуктов, как станет более очевидно в дальнейшем.
Кроме того, машина 1 содержит средства 4 для подачи материала, предназначенного для использования в виде листа 71, которые могут быть приведены в действие для подачи материала, предназначенного для использования в виде листа 71 и подлежащего намотке вокруг перемоточного вала 3, к перемоточному валу 3 для получения рулона 70, проиллюстрированного, в частности, на фиг.14 и 15, как будет лучше описано в дальнейшем.
В настоящем описании для большей ясности выражение «материал, предназначенный для использования в виде листа» используется для определения материала рулона 70, который может использоваться конечным пользователем, например, такого как лист из алюминия или, точнее, алюминиевого сплава, который используется для упаковывания пищевых продуктов.
Предпочтительно имеется множество перемоточных валов 3, которые опираются на конструкцию 6 револьверного типа, имеющую горизонтальную (продольную) основную ось 6а. В показанном варианте осуществления имеются шесть перемоточных валов 3, которые равномерно распределены вокруг основной оси 6а и расположены так, что их продольные оси 3а параллельны указанной основной оси 6а.
В других возможных непоказанных вариантах осуществления предусмотрено другое число перемоточных валов 3 в соответствии с требованиями.
Как показано, в частности, на фиг.5 и 6, конструкция 6 револьверного типа состоит по существу из главного вала 7, ось которого определяет основную ось 6а конструкции 6 револьверного типа, и из двух дисков 8, 9, которые прикреплены к главному валу 7 коаксиально с ним и расположены на расстоянии друг от друга. Направляющие 10 скольжения прикреплены к главному валу 7 снаружи зоны, ограниченной данными двумя дисками 8, 9, сбоку от диска 8 и проходят параллельно основной оси 6а. Каждый из перемоточных валов 3 прикреплен посредством одного из его концов, определяемых в аксиальном направлении, к ползуну 11, который входит в зацепление с одной с указанных направляющих 10 с возможностью скольжения и может быть приведен в действие для скольжения вдоль соответствующей направляющей 10. Каждый перемоточный вал 3 проходит через отверстие 12, образованное в диске 8. Отводящее кольцо 13 расположено вокруг указанного отверстия 12 со стороны диска 8, которая направлена в сторону, противоположную по отношению к соответствующему ползуну 11.
Другой диск 9 обеспечивает опору для множества задних бабок 14, по одной для каждого перемоточного вала 3. Каждая задняя бабка 14 расположена со стороны диска 9, направленной к диску 8, и является коаксиальной по отношению к соответствующему перемоточному валу 3.
Каждая задняя бабка 14 соединена с соответствующим шкивом 15, который расположен с противоположной стороны диска 9. Шкивы 15 соединены само по себе известным способом с соответствующими двигателями, которые прикреплены посредством их корпусов к опорной конструкции 2 и могут быть приведены в действие для обеспечения вращения задних бабок 14 вокруг соответствующей оси, которая совпадает с продольной осью 3а соответствующего перемоточного вала 3.
Каждый перемоточный вал 3 опирается с возможностью вращения вокруг его продольной оси 3а посредством соответствующего ползуна 11 и может быть приведен во вращательное движение вокруг его собственной продольной оси 3а после ввода его конца, - определяемого в аксиальном направлении и противоположного по отношению к концу, определяемому в аксиальном направлении и соединенному с соответствующим ползуном 11, - в зацепление с соответствующей задней бабкой 14. На практике посредством скольжения каждого ползуна 11 вдоль соответствующей направляющей 10 можно ввести соответствующий перемоточный вал 3 в зацепление или вывести соответствующий перемоточный вал 3 из зацепления с соответствующей задней бабкой 14.
Также и в этом случае посредством скольжения каждого ползуна 11 вдоль соответствующей направляющей 10 можно обеспечить перемещение соответствующего перемоточного вала 3 почти полностью наружу из пространства, ограниченного дисками 8, 9, для выполнения выгрузки готового рулона 70, как будет лучше описано в дальнейшем.
Согласно изобретению каждый перемоточный вал 3 содержит множество цилиндрических сегментов 17, 16, которые проходят в продольном направлении вдоль продольной оси 3а и расположены по окружности вокруг продольной оси 3а (то есть на практике расположены вдоль одной или более окружностей с центром на продольной оси 3а).
Данные цилиндрические сегменты 16, 17, которые расположены рядом друг с другом и предпочтительно расположены на минимально возможном расстоянии друг от друга для обеспечения возможности их взаимного перемещения, образуют наружную боковую поверхность 90 перемоточного вала 3. Более подробно, наружная боковая поверхность 90 по меньшей мере во время этапа перемотки представляет собой поверхность цилиндра, который имеет круглое поперечное сечение, и выполнена с возможностью контактирования с материалом, предназначенным для использования в виде листа 71. Действительно, в соответствии с изобретением этап перемотки выполняют посредством намотки материала, предназначенного для использования в виде листа 71, непосредственно на перемоточный вал 3 при контакте с его наружной боковой поверхностью 90.
При более подробном рассмотрении перемоточного вала 3 со ссылкой, в частности, на фиг.8, 9, 11 и 12 следует отметить, что цилиндрические сегменты 17, 16 включают неподвижные цилиндрические сегменты 16, чередующиеся с выдвижными или выполненными с возможностью радиального перемещения, цилиндрическими сегментами 17.
Неподвижные цилиндрические сегменты 16 предпочтительно жестко соединены друг с другом для образования одного элемента, который служит в качестве опорного сердечника перемоточного вала 3 и ось которого образует ось 3а соответствующего перемоточного вала 3, и расположены на одинаковом расстоянии друг от друга в угловом направлении.
Выдвижные цилиндрические сегменты 17 расположены в промежутках, образованных между одним неподвижным цилиндрическим сегментом 16 и другим, и выполнены с возможностью радиального перемещения по направлению к или от продольной оси 3а.
Радиальное перемещение выдвижных цилиндрических сегментов 17 может быть обеспечено посредством воздействия приводного кулачка 18, размещенного внутри перемоточного вала.
В показанном примере имеются три неподвижных цилиндрических сегмента 16, чередующихся с тремя выдвижными цилиндрическими сегментами 17, и каждый из шести цилиндрических сегментов 16, 17 образует в поперечном сечении дугу окружности, проходящую вдоль наружной боковой стенки и имеющую ширину, соответствующую приблизительно 60°.
Целесообразно указать, что предусмотрено, что элементы, упоминаемые посредством выражения «цилиндрический сегмент», необязательно должны иметь точную геометрическую форму цилиндрического сегмента: например, в предпочтительном и проиллюстрированном варианте осуществления выдвижные цилиндрические сегменты 17 имеют поперечное сечение с формой, подобной форме поперечного сечения псевдопараллелепипеда с тремя основаниями, которые являются прямолинейными и перпендикулярными друг к другу, и четвертым основанием, которое является криволинейным подобно дуге окружности, радиус которой представляет собой радиус вышеупомянутого цилиндра с круглым поперечным сечением, который образует наружную боковую поверхность 90.
Более подробно, выдвижные цилиндрические сегменты 17 выполнены с возможностью радиального перемещения между раздвинутым положением (показанным на фиг.8 и 9) и втянутым положением (показанным на фиг.11 и 12).
Как очевидно из фиг.8 и 9, в раздвинутом положении выдвижные цилиндрические сегменты 17 и неподвижные цилиндрические сегменты 16 расположены вровень друг с другом (то есть при наружных поверхностях, выровненных вдоль одной и той же идеальной цилиндрической поверхности) для формирования наружной боковой поверхности 90 перемоточного вала 3, которая является цилиндрической с круглым поперечным сечением и является по существу однородной, то есть на практике прерывается только очень малыми промежутками, которые имеются между соседними цилиндрическими сегментами 16, 17 и предпочтительно имеют минимальную ширину, необходимую для обеспечения возможности радиального перемещения выдвижных цилиндрических сегментов 17.
Как очевидно из фиг.11 и 12, во втянутом положении выдвижные цилиндрические сегменты 17 расположены дальше внутри (то есть на меньшем расстоянии по радиусу от продольной оси 3а) по отношению к раздвинутому положению, так что продольные углубления или канавки 91 образуются вдоль наружной боковой поверхности 90 перемоточного вала 3.
На практике глубина продольных углублений 91, которые образуются, когда выдвижные цилиндрические сегменты 17 находятся во втянутом положении, равна радиальному перемещению, выполняемому выдвижными цилиндрическими сегментами 17, начиная из раздвинутого положения.
Приводной кулачок 18 целесообразно выполнен с возможностью удерживания выдвижных цилиндрических сегментов 17 в раздвинутом положении по меньшей мере во время этапа намотки, так что намотка материала, предназначенного для использования в виде листа 71, происходит вокруг наружной боковой поверхности 90, когда она является цилиндрической и по существу однородной.
Приводной кулачок 18, который обеспечивает направление радиального перемещения выдвижных цилиндрических сегментов 17, в проиллюстрированном варианте осуществления образован посредством вала, который размещен коаксиально в перемоточном вале 3 в середине неподвижных цилиндрических сегментов 16, и выполнен с коническими частями 18а, которые механически соединены с выдвижными цилиндрическими сегментами 17 посредством поршней 19, которые проходят через радиальные каналы 20, образованные в сердечнике, образованном посредством неподвижных цилиндрических сегментов 16, и воздействуют на выдвижные цилиндрические сегменты 17. Указанный приводной кулачок 18 выполнен с возможностью аксиального перемещения относительно неподвижных цилиндрических сегментов 16 для выполнения радиального перемещения выдвижных цилиндрических сегментов 17 (то есть для обеспечения приближения выдвижных цилиндрических сегментов 17 к продольной оси 3а перемоточного вала 3 или удаления их от данной оси 3а) и, следовательно, для выполнения их перевода из втянутого положения в раздвинутое положение (в котором на практике они образуют полную наружную боковую поверхность 90) и наоборот (во втянутом положении на практике наружная боковая поверхность прерывается).
Аксиальное перемещение приводного кулачка 18 относительно неподвижных цилиндрических сегментов 16 предпочтительно выполняется посредством зацепления перемоточного вала 3 с соответствующей задней бабкой 14. Когда на практике перемоточный вал 3 посредством одного из его концов, определяемых в аксиальном направлении, вводится в зацепление с соответствующей задней бабкой 14, указанная задняя бабка 14 входит в гнездо 21, предусмотренное между неподвижными цилиндрическими сегментами 16, и входит в зацепление с концом приводного кулачка 18, определяемым в аксиальном направлении, обеспечивая его толкание в аксиальном направлении по направлению к противоположному концу перемоточного вала 3 при преодоления действия пружины, не показанной на фигурах, которая расположена между неподвижными цилиндрическими сегментами и приводным кулачком 18.
В соответствии с возможным, но необязательным, и предпочтительным признаком каждый перемоточный вал 3 выполнен с всасывающими каналами, предпочтительно ориентированными радиально (образованными, например, в неподвижных цилиндрических сегментах 16), которые выполняют функцию обеспечения плотного прилегания материала, предназначенного для использования в виде листа 71, к наружной боковой поверхности 90 перемоточного вала 3 посредством применения всасывающего потока, проходящего в радиальном направлении к продольной оси 3а.
Для обеспечения соединения задней бабки 14 и соответствующего перемоточного вала 3 при вращении вокруг соответствующей продольной оси 3а при их зацеплении друг с другом каждая задняя бабка 14 имеет множество зубьев 22, которые могут быть введены в зацепление с комплементарным множеством зубьев 23, выполненных на том конце неподвижных цилиндрических сегментов соответствующего перемоточного вала 3, который обращен к данной задней бабке 14.
Рабочие позиции 25, 26, 27, 28, 29, 30 расположены вокруг основной оси 6а конструкции 6 револьверного типа, и конструкция 6 револьверного типа может быть приведена в действие - с помощью средств известного типа, не показанных для простоты, - посредством прерывистого поворота вокруг ее собственной оси 6а для размещения - в каждый момент - одного из перемоточных валов 3 в одной из рабочих позиций 25, 26, 27, 28, 29, 30.
Рабочие позиции 25, 26, 27, 28, 29, 30, схематически показанные на фиг.13, включают по меньшей мере одну позицию 27 для перемотки материала, предназначенного для использования в виде листа 71, которая размещается последовательно вокруг основной оси 6а конструкции 6 револьверного типа вдоль направления поворота конструкции 6 револьверного типа вокруг ее собственной оси 6а.
Более конкретно, вокруг основной оси 6а конструкции 6 револьверного типа последовательно имеются: первая позиция 25, или позиция наладки перемоточного вала 3, вторая позиция 26, или позиция начала вращения перемоточного вала 3, третья позиция 27, или позиция перемотки материала, предназначенного для использования в виде листа 71, четвертая позиция 28, или позиция разрезания материала, предназначенного для использования в виде листа 71, пятая позиция 29, или позиция замедления перемоточного вала 3, и шестая позиция 30, или позиция выгрузки готового рулона 70 и возможного, но необязательного этикетирования.
Средства 4 подачи содержат средства 31 для обеспечения опоры для питающего рулона 32 материала, предназначенного для использования в виде листа 71, и устройство 33, предназначенное для того, чтобы тянуть материал, предназначенный для использования в виде листа 71, которое расположено между опорными средствами 31 и позицией 27 перемотки. Вблизи четвертой позиции 28 имеются средства 34 для разрезания материала, предназначенного для использования в виде листа 71.
Более конкретно, опорные средства 31 образованы комплектом 35 устройств для размотки, который предназначен для обеспечения опоры само по себе известным способом для питающего рулона 32 материала, предназначенного для использования в виде листа 71, и для обеспечения возможности его регулируемой размотки (механизированной или предусмотренной с простым торможением).
Комплект 35 устройств для размотки содержит само по себе известным образом устройства для обеспечения опоры для питающего рулона 32 с раздвижным валом 36 или без вала, устройства для приведения в движение или торможения питающего рулона 32 и защитные устройства для изолирования питающего рулона 32 во время вращения. Кроме того, указанный комплект 35 устройств для размотки содержит электрические и электронные устройства и логику команд и управления комплектом 35 устройств для размотки, которые предназначены для регулирования и удерживания под контролем натяжения материала, предназначенного для использования в виде листа 71, во время размотки по мере изменения наружного диаметра питающего рулона 32.
Кроме того, комплект 35 устройств для размотки обеспечивает возможность выполнения операций замены питающего рулона 32 за очень короткое время и в безопасных условиях.
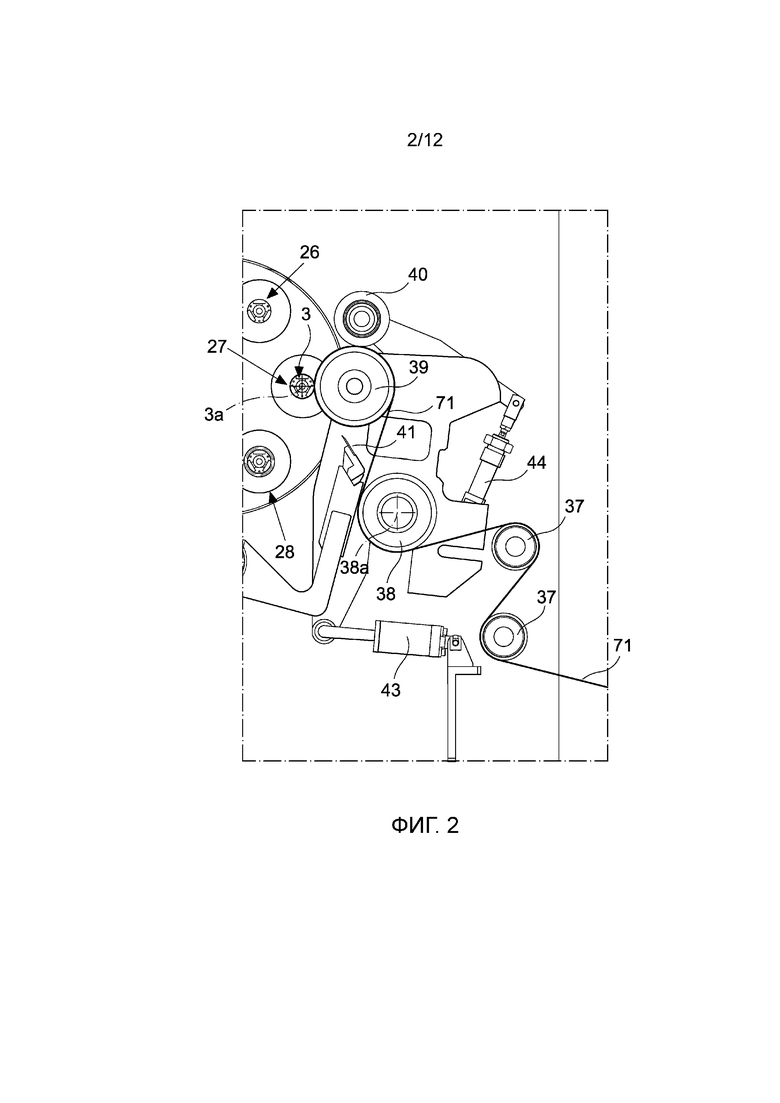
Тянущее устройство 33, показанное, в частности, на фиг.2, предназначено для того, чтобы тянуть материал, предназначенный для использования в виде листа 71 и разматываемый из питающего рулона 32, к третьей позиции 27, или позиции 27 перемотки.
Тянущее устройство 33 образовано само по себе известным образом посредством последовательности неприводных направляющих роликов 37, посредством двух приводных тянущих роликов, а именно нижнего ролика 38 и верхнего ролика 39, и посредством прижимного ролика 40.
Верхний тянущий ролик 39 и прижимной ролик 40 присоединены к двум качающимся выступающим элементам 41, которые при повороте вокруг оси 38а нижнего тянущего ролика 38 посредством воздействия соответствующих гидравлических/пневматических исполнительных механизмов 43 обеспечивают возможность адаптации положения роликов 39, 40 к диаметру рулона 70, образующегося при перемотке. Кроме того, прижимной ролик 40 опирается на два рычага, которые поворачиваются к качающимся выступающим элементам 41 вокруг оси, которая параллельна оси 38а, и поджимается к верхнему тянущему ролику 39 под действием гидравлических/пневматических цилиндров 44.
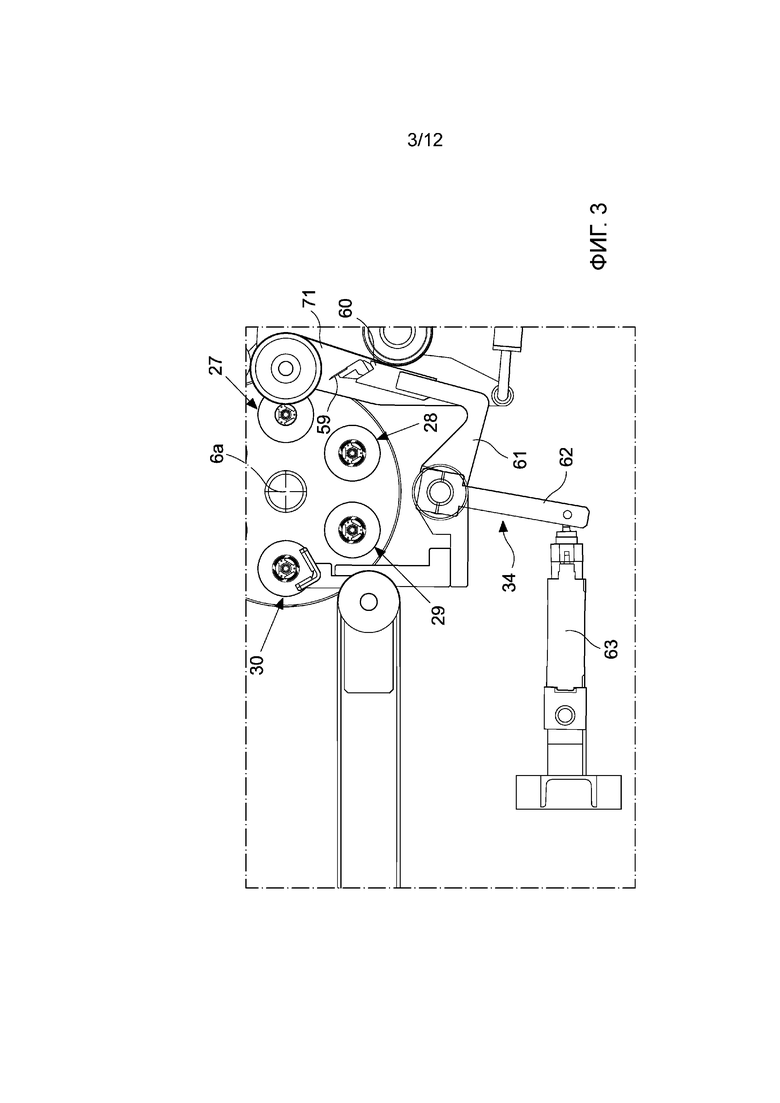
Средства 34 разрезания, показанные, в частности, на фиг.3, выполняют функцию разрезания материала, предназначенного для использования в виде листа 71, с длиной, заданной оператором посредством командного и управляющего устройства, которое управляет работой машины.
Средства 34 разрезания содержат само по себе известным образом зубчатый нож 59 и электропневматические устройства для приведения его в действие. Нож 59 содержит сопло 60, которое предназначено для выдачи ламинарной струи сжатого воздуха, когда нож 59 входит в контакт с материалом, подлежащим разрезанию. Ламинарная струя сжатого воздуха обеспечивает намотку исходного клапана нового рулона на следующий перемоточный вал 3, расположенный на позиции 27 перемотки, сразу после разрезания материала, предназначенного для использования в виде листа 71, с заданной длиной.
Нож 59 смонтирован на двух рычажных элементах 61 посредством устройства для регулирования высоты ножа 59. Устройства для приведения в действие ножа 59 содержат рычаг 62 и гидравлический/пневматический исполнительный механизм 63.
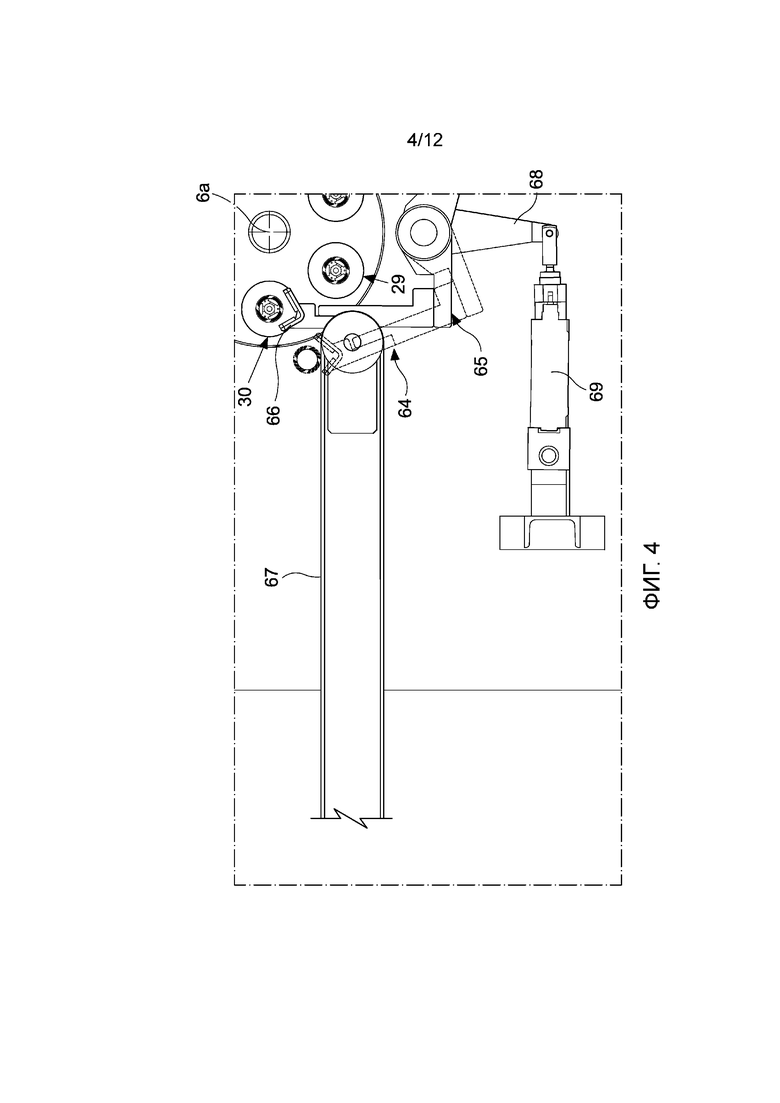
Как показано, в частности, на фиг.4, вблизи шестой станции 30 целесообразно предусмотрены средства 64 выгрузки, которые содержат устройство 65 для выгрузки готовых рулонов, которое предназначено для удаления готового рулона 70 из конструкции 6 револьверного типа и для перемещения его наружу из машины в зону, в которой он может быть захвачен оператором или захвачен посредством адаптированных конвейерных лент и перемещен к упаковочным машинам.
Разгрузочное устройство 65, показанное, в частности, на фиг.4, содержит качающуюся лотковую опору 66, на которой размещается рулон 70, вытолкнутый посредством перемоточного вала 3, как будет лучше описано в дальнейшем, и посредством разгрузочной ленты 67.
Устройства для приведения в действие качающейся лотковой опоры 66 содержат рычаг 68 и гидравлический/пневматический исполнительный механизм 69.
Работа описанной машины при выполнении способа согласно изобретению такова.
Работа описана со ссылкой на перемоточный вал 3, начиная с размещения указанного перемоточного вала 3 на первой позиции 25.
На этой первой позиции 25 перемоточный вал 3 посредством перемещения ползуна 11, соединенного с одним из его концов, определяемых в аксиальном направлении, по направлению к диску 8 обеспечивает приближение противоположного конца, определяемого в аксиальном направлении, к соответствующей задней бабке 14.
После этого конструкция 6 револьверного типа приводится в действие для размещения перемоточного вала 3 на второй позиции 26. На данной второй позиции 26 перемоточный вал 3 посредством дальнейшего перемещения ползуна 11, соединенного с одним из его концов, определяемых в аксиальном направлении, по направлению к диску 8 входит в зацепление с соответствующей задней бабкой 14 посредством множеств зубьев 22 и 23.
Как уже разъяснено, данное зацепление/сцепление между задней бабкой 14 и перемоточным валом 3 делает перемоточный вал 3 одним целым с задней бабкой 14 при вращении вокруг их оси 3а относительно конструкции 6 револьверного типа, и вследствие осевого усилия, действующего на приводной кулачок 18 со стороны указанной задней бабки 14, обеспечивается радиальное раздвигание выдвижных цилиндрических сегментов 17, то есть их перевод в уже описанное раздвинутое положение и, следовательно, переход перемоточного вала 3 в состояние перемотки. Поскольку в этом состоянии, как уже разъяснено, цилиндрические сегменты 17 и 16 имеют в целом наружный радиус, равный радиусу описанной окружности, наружная боковая поверхность 90 перемоточного вала 3 является идеально цилиндрической и однородной за исключением узких промежутков, которые имеются между соседними цилиндрическими сегментами 16 и 17 и которые имеют минимальную ширину, необходимую для обеспечения возможности радиального перемещения выдвижных цилиндрических сегментов 17.
Таким образом, конструкцию 6 револьверного типа поворачивают для перемещения перемоточного вала 3 в следующую позицию 27 перемотки. Во время этого перехода перемоточный вал 3 перемещается посредством приведения в действие двигателя, соединенного посредством шкива 15 с соответствующей задней бабкой 14, при скорости поворота, которая соответствует линейной скорости перемещения материала, предназначенного для использования в виде листа 71 и разматываемого из питающего рулона 32.
На позиции 27 перемотки обеспечивается плотное прилегание переднего клапана материала, предназначенного для использования в виде листа 71, к наружной боковой поверхности 90 перемоточного вала 3 и последующее наматывание на нее. Плотное прилегание переднего клапана материала, предназначенного для использования в виде листа 71, к перемоточному валу 3 может осуществляться посредством механического воздействия непоказанного направляющего устройства известного типа, то есть без адгезива, или посредством всасывающего усилия, действующего со стороны адаптированных всасывающих каналов, выполненных в перемоточном вале 3.
При необходимости один лист, предпочтительно изготовленный из бумаги, вставляют на станции 27 перемотки внутри по отношению к первым внутренним виткам рулона с помощью средства известного типа (непоказанного). Указанный лист может иметь рекламные или предупредительные функции и/или может иметь функцию придания жесткости рулону 70, что обеспечивает надлежащую жесткость во время его использования, даже когда остаются только несколько витков до того, как материал, предназначенный для использования в виде листа 71, будет израсходован.
Указанный один лист может быть вставлен посредством машины для вставки листа, показанной пунктирными линиями на фиг.1.
Как только перемотка материала, предназначенного для использования в виде листа 71, с заданной длиной на перемоточном вале 3 будет закончена, конструкцию 6 револьверного типа снова поворачивают для перевода рассматриваемого перемоточного вала 3 в четвертую позицию 28, когда другой перемоточный вал 3 размещается на третьей позиции 27, или позиции перемотки.
Когда перемоточный вал 3 находится на четвертой позиции 28, средства 34 разрезания приводятся в действие и обеспечивают разрезание материала, предназначенного для использования в виде листа 71, и посредством струи воздуха, подаваемой указанными первыми средствами 34 разрезания, передний клапан материала, предназначенного для использования в виде листа 71, который только что был разрезан, поджимают к перемоточному валу 3, расположенному на третьей позиции 27.
Таким образом, рассматриваемый перемоточный вал 3 размещается на пятой позиции 29 посредством поворота конструкции 6 револьверного типа вокруг ее оси 6а, при этом вращение перемоточного вала 3 постепенно замедляется до тех пор, пока он не остановится.
Также после поворота конструкции 6 револьверного типа вокруг ее собственной оси 6а перемоточный вал 3 размещается на шестой позиции 30, на которой сформированный рулон 70 выгружается и удаляется из машины 1. Более конкретно, после возможного, но необязательного нанесения самоклеящейся этикетки на рулон 70 ползун 11 приводится в движение вдоль соответствующей направляющей 10 для обеспечения вывода перемоточного вала 3 из зацепления с соответствующей задней бабкой 14 и, следовательно, его постепенного отвода из зоны, ограниченной дисками 8, 9. Отсоединение задней бабки 14 обеспечивает аксиальное сдвигание приводного кулачка 18 относительно неподвижных цилиндрических сегментов 16 перемоточного вала 3 за счет действия пружины, как уже разъяснено, и, следовательно, приближение выдвижных цилиндрических сегментов 17 к продольной оси 3а (то есть перевод во втянутое положение). Таким образом, выдвижные цилиндрические сегменты 17 выходят из зацепления с внутренней поверхностью рулона 70, образуя продольные углубления 91, которые облегчают прохождение воздуха, который способствует отсоединению рулона 70 от перемоточного вала 3. Кроме того, удаление перемоточного вала 3 из зоны, находящейся между двумя дисками 8, 9, обеспечивает отвод указанного перемоточного вала 3, что приводит к падению рулона 70 на качающуюся лотковую опору 66, расположенную под ним. Наличие отводящего кольца 13 облегчает отвод перемоточного вала 3. Качающаяся лотковая опора 66 обеспечивает выгрузку готового рулона 70 из машины и размещение его в контейнере или на конвейерной ленте 67.
Впоследствии при переходе из шестой позиции 30 к первой позиции 25 перемоточный вал 3 посредством приведения в действие соответствующего ползуна 11 снова перемещается по направлению к соответствующей задней бабке 14 и, следовательно, перемещается на позицию 26, на которой выдвижные цилиндрические сегменты 17 возвращаются в раздвинутое положение, и затем перемещается на позицию 27 перемотки.
Затем рабочий цикл, связанный с рассматриваемым перемоточным валом 3, возобновляется так, как уже описано.
Следует отметить, что рулон 70, который получен посредством способа и машины согласно изобретению, не имеет сердечника, но благодаря устройствам известного типа, предназначенным для натяжения материала и не показанным для простоты, он имеет жесткость, которая достаточна для избежания повреждения во время последующих этапов упаковывания, транспортировки и использования.
На практике посредством машины и способа согласно изобретению вследствие того, что сердечники не используются, избегают тех расходов, связанных с операцией подачи сердечников, выполненных отдельно на других машинах, к перемоточной машине, которые можно обнаружить в предшествующем уровне техники.
Кроме того, отсутствие сердечников также приводит к отсутствию пыли, которая в предшествующем уровне техники создается сердечниками при их перемещении внутри перемоточной машины и во время операции перемотки.
Еще одно преимущество машины и способа согласно изобретению заключается в обеспечении возможности экономии материала, используемого для получения сердечников.
Кроме того, рулоны 70, полученные посредством способа и машины согласно изобретению, имеют значительно более однородную наружную поверхность и значительно меньшие допуски, чем рулоны, полученные в соответствии с традиционными техническими решениями, и, следовательно, обеспечивают возможность достижения более высокого качества готового рулона 70.
Не менее важно то, что в отличие от того, что происходит в случае рулонов, изготовленных в соответствии с предшествующим уровнем техники, после израсходования рулона, полученного в соответствии с настоящим изобретением, отсутствует проблема удаления сердечника.
На практике было установлено, что способ и машина согласно изобретению обеспечивают полное достижение намеченной цели, поскольку они устраняют проблемы, связанные с изготовлением, поставкой, складированием и загрузкой сердечников, изготовленных ранее на других машинах, в перемоточную машину, и при этом обеспечивают возможность получения рулонов более высокого качества при устранении также расходования материала, предназначенного для изготовления сердечников.
Несмотря на то, что способ и машина согласно изобретению были рассмотрены, в частности, в случае изготовления выполненных без сердечника рулонов материала, представляющего собой алюминий или алюминиевый сплав, они могут быть использованы в любом случае для других материалов. Например, материал, предназначенный для использования в виде листа, вместо алюминия или алюминиевого сплава может быть образован посредством бумажного материала, например, такого как бумага для выпекания, или синтетического материала.
Способ и машина, рассмотренные таким образом, допускают многочисленные модификации и изменения, которые все находятся в пределах объема притязаний приложенной формулы изобретения; кроме того, все детали могут быть заменены другими технически эквивалентными элементами.
На практике используемые материалы, а также размеры могут представлять собой любые материалы и размеры, соответствующие требованиям и уровню техники.
Раскрытия изобретения в заявке на патент Италии № 102018000006478, исходя из которой данная заявка притязает на приоритет, включены в данный документ путем ссылки.
В том случае, когда технические элементы, указанные в любом пункте формулы изобретения, сопровождаются ссылочными позициями, данные ссылочные позиции были включены с единственной целью повышения доступности формулы изобретения для понимания, и, соответственно, такие ссылочные позиции не оказывают никакого влияния, ограничивающего толкование каждого элемента, указанного в качестве примера посредством таких ссылочных позиций.
Изобретение относится к пищевой промышленности. Предложен способ получения рулонов материала, предназначенного для использования в виде листа, согласно которому проводят этап перемотки материала, предназначенного для использования в виде листа, для формирования рулона. При этом этап перемотки выполняют посредством намотки материала, предназначенного для использования в виде листа, непосредственно на перемоточный вал при контакте материала, предназначенного для использования в виде листа, с цилиндрической наружной боковой поверхностью перемоточного вала, который приводится во вращательное движение вокруг его продольной оси, для получения рулона без сердечника. Изобретение обеспечивает упрощение технологии производства рулонов материала, предназначенного для использования в виде листа. 2 н. и 8 з.п. ф-лы, 15 ил.
1. Машина для получения рулонов (70) материала, предназначенного для использования в виде листа (71), предназначенного для использования для пищевых продуктов, содержащая:
- по меньшей мере один по существу цилиндрический перемоточный вал (3), который может быть приведен во вращательное движение вокруг его продольной оси (3а) для выполнения этапа перемотки указанного материала, предназначенного для использования в виде листа (71), и
- средства (4) подачи материала, предназначенного для использования в виде листа (71), которые могут быть приведены в действие для подачи материала, предназначенного для использования в виде листа (71) и подлежащего намотке, к перемоточному валу (3);
причем указанный по меньшей мере один перемоточный вал (3) содержит множество цилиндрических сегментов (17, 16), которые расположены по окружности вокруг указанной продольной оси (3а) и образуют наружную боковую поверхность (90) перемоточного вала (3), выполненную с возможностью контактирования с указанным материалом, предназначенным для использования в виде листа (71), во время указанного этапа намотки;
при этом указанные цилиндрические сегменты (17, 16) включают в себя неподвижные цилиндрические сегменты (16), чередующиеся с выдвижными цилиндрическими сегментами (17);
при этом указанные выдвижные цилиндрические сегменты (17) выполнены с возможностью радиального поступательного перемещения по направлению к и от указанной продольной оси (3а) между:
- раздвинутым положением, в котором указанные выдвижные цилиндрические сегменты (17) и указанные неподвижные цилиндрические сегменты (16) расположены вровень друг с другом для формирования наружной боковой поверхности (90) перемоточного вала (3), которая является цилиндрической и по существу однородной, и
- втянутым положением, в котором указанные выдвижные цилиндрические сегменты (17) расположены дальше внутри по отношению к указанному раздвинутому положению так, что образуются продольные углубления (91) вдоль указанной наружной боковой поверхности (90) перемоточного вала (3);
приводной кулачок, который размещен в указанном перемоточном вале, при этом указанный приводной кулачок (18) выполнен с возможностью удерживания указанных выдвижных цилиндрических сегментов (17) в указанном раздвинутом положении по меньшей мере во время указанного этапа намотки, так что намотка материала, предназначенного для использования в виде листа (71), происходит вокруг наружной боковой поверхности (90), когда наружная боковая поверхность (90) является цилиндрической и по существу однородной,
отличающаяся тем, что указанный приводной кулачок (18) содержит вал, который размещен коаксиально в указанном перемоточном вале (3) и выполнен с коническими частями (18а), которые механически соединены с указанными выдвижными цилиндрическими сегментами (17), при этом указанный приводной кулачок (18) выполнен с возможностью аксиального перемещения относительно указанных неподвижных цилиндрических сегментов (16) для выполнения радиального перемещения указанных выдвижных цилиндрических сегментов (17) между указанным раздвинутым положением и указанным втянутым положением.
2. Машина по п. 1, отличающаяся тем, что материал, предназначенный для использования в виде листа (71) представляет собой алюминий.
3. Машина по пп. 1, 2, отличающаяся тем, что указанный по меньшей мере один перемоточный вал (3) выполнен с всасывающими каналами, которые выполнены с возможностью обеспечения плотного прилегания материала, предназначенного для использования в виде листа (71), к наружной боковой поверхности (90) перемоточного вала (3) посредством применения всасывающего потока, проходящего в радиальном направлении к указанной продольной оси (3а) перемоточного вала (3).
4. Машина по одному или более из предшествующих пунктов, отличающаяся тем, что она содержит множество указанных перемоточных валов (3), которые опираются на конструкцию (6) револьверного типа, при этом рабочие позиции (25, 26, 27, 28, 29, 30) расположены вокруг основной оси (6а) указанной конструкции (6) револьверного типа и указанная конструкция (6) револьверного типа выполнена с возможностью поворота при прерывистом движении вокруг указанной основной оси (6а) для размещения - в каждый момент - одного из указанных перемоточных валов (3) в одной из указанных рабочих позиций (25, 26, 27, 28, 29, 30).
5. Машина по п. 4, отличающаяся тем, что указанные рабочие позиции (25, 26, 27, 28, 29, 30) включают в себя по меньшей мере одну позицию (27) перемотки материала, предназначенного для использования в виде листа (71), которая размещается последовательно вокруг основной оси (6а) указанной конструкции (6) револьверного типа вдоль направления поворота указанной конструкции (6) револьверного типа вокруг указанной основной оси (6а).
6. Машина по п. 4 или 5, отличающаяся тем, что каждый из указанных перемоточных валов (3) опирается с возможностью свободного вращения вокруг его собственной продольной оси (3а) посредством указанной конструкции (6) револьверного типа и с возможностью перемещения по команде вдоль его продольной оси (3а) относительно указанной конструкции (6) револьверного типа для ввода его конца, определяемого в аксиальном направлении, в зацепление или вывода его конца, определяемого в аксиальном направлении, из зацепления с соответствующей задней бабкой (14), снабженной приводом, и для отсоединения от рулона (70) после перемотки указанного материала, предназначенного для использования в виде листа (71).
7. Машина по одному или более из предшествующих пунктов, отличающаяся тем, что указанные средства (4) подачи содержат средства (31) для обеспечения опоры для питающего рулона (32) материала, предназначенного для использования в виде листа (71), и устройство для вытягивания материала, предназначенного для использования в виде листа (71), которое расположено между указанными опорными средствами (31) и указанной позицией (27) перемотки, при этом на указанной позиции (27) перемотки имеются средства (34) для разрезания материала, предназначенного для использования в виде листа (71).
8. Способ получения рулонов (70) материала, предназначенного для использования в виде листа (71), предназначенного для использования для пищевых продуктов, включающий в себя этап перемотки материала, предназначенного для использования в виде листа (71), для формирования рулона (70),
причем указанный этап перемотки выполняют посредством намотки указанного материала, предназначенного для использования в виде листа (71), непосредственно на перемоточный вал (3) при контакте указанного материала, предназначенного для использования в виде листа (71), с непрерывной цилиндрической наружной боковой поверхностью (90) указанного перемоточного вала (3), который приводится во вращательное движение вокруг его продольной оси (3а), для получения рулона (70) без сердечника,
при этом указанный этап перемотки включает в себя перед намоткой материала, предназначенного для использования в виде листа, по меньшей мере один раз вокруг указанного перемоточного вала (3) этап радиального раздвигания выдвижных цилиндрических сегментов (17) указанного перемоточного вала (3), которые выполнены с возможностью образования указанной непрерывной цилиндрической наружной боковой поверхности вместе с неподвижными цилиндрическими сегментами указанного перемоточного вала,
отличающийся тем, что он включает в себя последующий этап выгрузки, на котором:
- указанные выдвижные цилиндрические сегменты перемещают в радиальном направлении по направлению к внутренней части указанного перемоточного вала;
- рулон (70), полученный на этапе перемотки, сдвигают с перемоточного вала (3) посредством перемещения последнего вдоль его собственного продольной оси (3а), причем указанный приводной кулачок (18) выполнен с возможностью аксиального перемещения относительно указанных неподвижных цилиндрических сегментов (16) для выполнения радиального перемещения указанных выдвижных цилиндрических сегментов (17) и, следовательно, для выполнения их перевода из втянутого положения в раздвинутое положение и наоборот.
9. Способ по п. 8, отличающийся тем, что материал, предназначенный для использования в виде листа (71), представляет собой алюминиевый сплав.
10. Способ по п. 8, отличающийся тем, что во время указанного этапа перемотки лист размещают внутри первых витков указанного рулона (70).
| УСТРОЙСТВО ВВОДА ЧАСТОТНЫХ СИГНАЛОВ РАСХОДА И ЧИСЛА ОБОРОТОВ В СИСТЕМЫ УПРАВЛЕНИЯ ДЛЯ СТЕНДОВЫХ ИСПЫТАНИЙ РАКЕТНО-КОСМИЧЕСКОЙ ТЕХНИКИ | 2017 |
|
RU2660173C1 |
| РУЛОН ЛИСТОВОГО МАТЕРИАЛА, СПОСОБ ФОРМИРОВАНИЯ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1994 |
|
RU2091288C1 |
| УСТРОЙСТВО ДЛЯ РАЗМОТКИ РУЛОНОВ | 2002 |
|
RU2227076C2 |
| УСТРОЙСТВО ДЛЯ НАМАТЫВАНИЯ ПОЛОСОВОГО МАТЕРИАЛА В РУЛОН | 2015 |
|
RU2619418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ ФОЛЬГИ И ШПУЛЯ ДЛЯ ЕЕ НАМОТКИ | 2009 |
|
RU2424075C2 |

