Изобретение относится к обработке материалов резанием и может быть ис- пользбвано при определении оптимальных режимов резания.
Цель изобретения - повышение точности определения температуры.
На чертеже представлена схема обработки при определении искомой температуры.
Способ осуществляется следующим образом.
На задней поверхности широкого резца 1 затачивают фаску 2 с нулевым задним углом, соответствующую естест- венной фаске, образующейся в начале Процесса обработки.Ширину фаски f выбирают равной величине фаски h, износа по задней поверхности и разрезают резец по
диагонали ее площади.Полученный разрез-2Q верхностью резца 3 и обрабатываемым ной резец крепят в резцедержателе,при- образцом 8, усиливается усилителем 5
электрических сигналов и регистрируется прибором 6 в -функции временньк
чем заднюю часть 3 резца изолируют от передней части 4 и от станка и подключают к входу усилителя 5, выход которого подключают к входу реристри- рирующего прибора 6, к другому входу которого подключают блок 7 формирования временного интервала. В процессе резания образцу (заготовке) 8, имеющему форму полосы шириной Ь,сообщают два движения: продольное и поперечное к главно режущей кромке - со скоростями V,,pjj и V , причем продольное движение начинают с мень- . шей длины контакта задней поверхности изолированной части резца.
Цри продольном перемещении обрабатываемого образца происходит контакт между ним и различными участками заточенной фаски резца. При этом с увеличением длины контакта h происходит изменение термоЭДС. При известной щи- рине контакта b приращения площадок на каждом временном шаге t резания определяются как
30
35
интервалов, поступающих с блока 7.
25 Таким образом, производя обработку образцов, определяют приращение сигналов термоЭДС и площадок контакта в течение каждого временного интервала и по величине этих приращений. судят о распределении температуры по длине контакта задней поверхности резца с обрабатываемым образцом (заготовкой) .
Пример. Заготовку из углеродистой стали диаметром 150 мм, шириной 4 мм обрабатывают разрезным твердосплавным резцом шириной 16 мм, на задней поверхности которого выполне- на фаска износа величиной 1,5 мм.
40 При резании величина фаски износа изолированной части резца изменяется от 0,05 до 1,5 мм.
Изменение величины приращения термоЭДС фиксируется регистрирующим
g прибором и обрабатывается с применением тарировочных данных естественной термопары на предмет получения фактического значения искомых температур
л8.
ь(ь,,,гЧ|)
Ь.
Ч,
приращение термоЭДС ЬТ
лТ, (Т-.,,- Т,) .
Учитывая, что резец движется постоянной продольной скоростью можно записать
&h
51
V &t.
bS b V &t.
Температура резания по длине контакта на задней поверхности резца в
каждый временной интервал определяется как
lim
лТ
AS.
litn
& Т
b VAt
где л Sjj - приращение площадок на кажЧ дом временном шаге; ширина контакта резца с образцом;
временной интервал; приращение термоЭДС; длина контакта режущей кромки с образцом; продольная скорость движения образца.
При обработке образцов разрезным резцом сигнал, характеризующий термоЭДС и возникающий между задней по- .
b ut, NV
интервалов, поступающих с блока 7.
Таким образом, производя обработку образцов, определяют приращение сигналов термоЭДС и площадок контакта в течение каждого временного интервала и по величине этих приращений. судят о распределении температуры по длине контакта задней поверхности резца с обрабатываемым образцом (заготовкой) .
Пример. Заготовку из углеродистой стали диаметром 150 мм, шириной 4 мм обрабатывают разрезным твердосплавным резцом шириной 16 мм, на задней поверхности которого выполне- . на фаска износа величиной 1,5 мм.
При резании величина фаски износа изолированной части резца изменяется от 0,05 до 1,5 мм.
Изменение величины приращения термоЭДС фиксируется регистрирующим
прибором и обрабатывается с применением тарировочных данных естественной термопары на предмет получения фактического значения искомых температур.
50
Формула изобретения
Способ определения температуры по длине контакта задней поверхности резца, заключаюш.ийся в измерении тер- моЭДС естественной термопары, образуемой заготовкой и задней поверх-, ностью резца, и сообщении заготовке дополнительного движения вдоль главной режущей кромки резца, о т л и 3. 1355358
чающийся тем, что, с цельютельное движение заготовки вдоль
повышения точности определения темпе-главной режущей кромки осуществляют,
ратуры, обработку производят резцом,начиная с меньшей длины контакта
разрезанным по диагонали, образован-задней поверхности изолированной
ной на его задней поверхности фаскичасти резца, и определяют величину
с нулевым задним углом и равной поплощади контакта с заготовкой, а о
площади величине износа резца поискомой температуре судят по вёличизадней поверхности с изолированнойне приращения термоЭДС и площадок
задней частью резца от.его передней Qконтакта вдоль главной редущей кромчасти и от станка, при этом дополни-ки.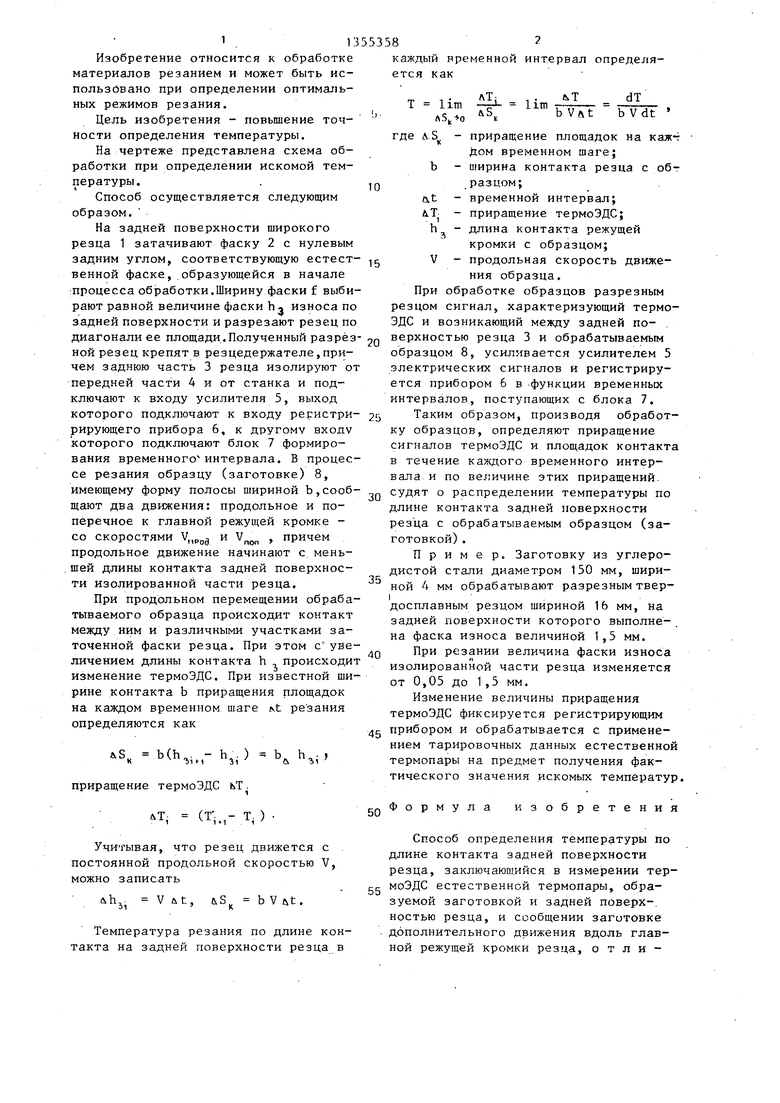
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения оптимальной скорости резания | 1985 |
|
SU1294484A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРНЫХ ПОЛЕЙ В РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2021 |
|
RU2781939C1 |
| Отрезной резец | 1986 |
|
SU1440615A1 |
| СПОСОБ УСКОРЕННОГО ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ РЕЖИМОВ НЕСТАЦИОНАРНОГО РЕЗАНИЯ | 2001 |
|
RU2207935C2 |
| Устройство для измерения температуры резца естественной термопарой | 2017 |
|
RU2650827C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2001 |
|
RU2205093C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРНЫХ ПОЛЕЙ В РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2010 |
|
RU2442967C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СРЕДНИХ ТЕМПЕРАТУР ПЛОЩАДОК КОНТАКТА ОБРАБАТЫВАЕМОГО МАТЕРИАЛА С ПЕРЕДНЕЙ И ЗАДНИМИ ПОВЕРХНОСТЯМИ ТОКАРНОГО РЕЗЦА И ИХ ПРОТЯЖЕННОСТЕЙ | 2004 |
|
RU2278001C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРНЫХ ПОЛЕЙ В РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА | 2010 |
|
RU2438104C1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2176175C2 |
Изобретение относится к обработке материалов резанием и может быть использовано при определении оптимальных режимов резания. Целью изобретения является повышение точности определения температуры по длине контакта задней поверхности резца с заготовкой. Для этого обработку производят резцом 1, разрезанным по диагонали, образованной на задней поверхности фаски 2 с нулевым задним углом и равной по площади величине износа резца по задней поверхности и с изолированной задней частью 3 резца от передней части 4 и от станка, При этом заготовке сообщают дополнительное движение вдоль главной режущей кромки, начиная его с меньшей ,.. длины контакта задней поверхности изолированной части резца, и определяют величину площади контакта с заготовкой, а о искомой температуре судят по величине приращения термоЭДС и площадок .контакта вдоль главной режущей кромки. 1 ил (Л 00 ел СП СО ел 00
| 1971 |
|
SU416166A1 |
