Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к впитывающему элементу, используемому для впитывающих изделий, таких как одноразовые подгузники и гигиенические прокладки, и к способу изготовления впитывающего элемента.
Предшествующий уровень техники
[0002]
Впитывающий элемент, состоящий из стопы волокон волокнистых материалов, таких как древесная целлюлоза, широко применяется в качестве впитывающего элемента, используемого для впитывающего изделия. В качестве такого впитывающего элемента также широко известен впитывающий элемент, полученный посредством введения впитывающего полимера в стопу волокон. Будучи относительно объемным и толстым, впитывающий элемент, состоящий из стопы волокон волокнистых материалов, обеспечивает очень хорошее подпружинивание и тому подобные характеристики. Однако, к сожалению, вследствие объемности впитывающее изделие не является тонким и имеет непривлекательный вид, и носитель впитывающего изделия ощущает дискомфорт из-за жесткости и тому подобного. В частности, в случае, когда носитель впитывающего изделия выделяет выделяемые организмом, текучие среды, такие как моча и менструальная кровь, впитывающий элемент впитывает и удерживает выделения и, следовательно, набухает, что делает вышеуказанную проблему более серьезной. Следовательно, выполняются исследования по уменьшению толщины впитывающего элемента.
[0003]
В качестве известного технического решения для уменьшения толщины впитывающего элемента, например, в патентном литературном источнике 1 описан впитывающий элемент, который образован посредством верхнего впитывающего элемента, состоящего из целлюлозы и впитывающего полимера, и нижнего впитывающего элемента, который размещен так, чтобы он прилегал к стороне поверхности верхнего впитывающего элемента, не обращенной к коже, и состоит из двух листов и впитывающего полимера, размещенного между ними. Согласно патентному литературному источнику 1 впитывающий элемент, выполненный с нижним впитывающим элементом, состоящим из полимерных листов, может гарантировать достаточную впитывающую способность, несмотря на то, что он тонкий, и, поскольку верхний впитывающий элемент также содержит впитывающий полимер, могут быть решены проблемы, связанные с недостаточной способностью к удерживанию жидкостей и возникновением обратного потока, которые возникают в случае, когда впитывающий элемент состоит только из целлюлозы.
[0004]
В патентном литературном источнике 2 описан способ изготовления листообразного впитывающего элемента, имеющего такую же конструкцию, как нижний впитывающий элемент, описанный в патентном литературном источнике 1. Листообразный впитывающий элемент, описанный в патентном литературном источнике 2, образован посредством базового листа, на который нанесен адгезив, закрывающего листа и слоя, состоящего из частиц полимера со сверхвысокой впитывающей способностью и расположенного между данными листами, при этом во впитывающем элементе данные листы и данный слой скреплены и объединены в одно целое. Способ изготовления листообразного впитывающего элемента имеет этап перемещения слоя из объектов в виде частиц на базовый лист при одновременном перемещении базового листа, слоя из объектов в виде частиц и закрывающего листа в состоянии, в котором каждый из данных элементов наматывается вокруг поверхности ролика, и последующего скрепления и объединения базового листа, слоя из объектов в виде частиц и закрывающего листа в одно целое, при этом данные листы и данный слой сжимают посредством прижимного ролика на этапе скрепления и объединения в одно целое.
Перечень ссылок
Патентная литература
[0005]
Патентный литературный источник 1: JP 2018-50987 A
Патентный литературный источник 2: US 2006/278335 A1
Сущность изобретения
[0006]
Настоящее изобретение представляет собой впитывающий элемент, используемый для впитывающего изделия, имеющего продольное направление, которое соответствует направлению от передней стороны к задней стороне носителя, и боковое направление, которое ортогонально к продольному направлению, при этом впитывающий элемент имеет впитывающую сердцевину, содержащую впитывающий материал, и проницаемый для жидкостей лист для обертывания сердцевины, закрывающий наружную поверхность впитывающей сердцевины.
В одном варианте осуществления впитывающего элемента по настоящему изобретению впитывающая сердцевина имеет первую сердцевину, которая включает в себя по меньшей мере волокнистый материал в качестве образующего материала, и вторую сердцевину, которая находится в контакте с обращенной к коже поверхностью или с не обращенной к коже поверхностью первой сердцевины и является более тонкой, чем первая сердцевина.
В одном варианте осуществления впитывающего элемента по настоящему изобретению первая сердцевина расположена между листом для обертывания сердцевины и второй сердцевиной.
В одном варианте осуществления впитывающего элемента по настоящему изобретению вторая сердцевина включает в себя два базовых листа, которые обращены друг к другу, и впитывающий полимер, который размещен между двумя базовыми листами, и данные два базовых листа соединены вместе посредством адгезива.
В одном варианте осуществления впитывающего элемента по настоящему изобретению одна или более пар соединенных частей, в которых лист для обертывания сердцевины и вторая сердцевина непосредственно соединены вместе без присутствия первой сердцевины, находятся по меньшей мере или с обеих сторон, противоположных друг другу в продольном направлении, через первую сердцевину, или с обеих сторон, противоположных друг другу в боковом направлении, через первую сердцевину.
В одном варианте осуществления впитывающего элемента по настоящему изобретению часть первой сердцевины, расположенная между парой соединенных частей, сжата в направлении толщины посредством листа, предназначенного для обертывания сердцевины, и второй сердцевины.
[0007]
Кроме того, настоящее изобретение представляет собой способ изготовления впитывающего элемента, разъясненного в нижеследующем разделе (Описание объекта, подлежащего изготовлению). Способ изготовления включает этап размещения первой сердцевины, заключающийся в размещении первой сердцевины на листе для обертывания сердцевины, перемещаемом в одном направлении, и этап размещения второй сердцевины, заключающийся в подаче второй сердцевины со стороны первой сердцевины к листу для обертывания сердцевины, перемещаемому в одном направлении вместе с первой сердцевиной, размещенной на нем, и размещении второй сердцевины на листе для обертывания сердцевины так, чтобы первая сердцевина была закрыта.
В соответствии с одним вариантом осуществления способа изготовления впитывающего элемента по настоящему изобретению на этапе размещения первой сердцевины первую сердцевину размещают так, чтобы часть, в которой лист для обертывания сердцевины и первая сердцевина не перекрывают друг друга, находилась по меньшей мере или с обеих сторон, противоположных друг другу в направлении перемещения листа для обертывания сердцевины, через первую сердцевину, размещенной на листе для обертывания сердцевины, или с обеих сторон, противоположных друг другу в направлении, поперечном к направлению перемещения и ортогональном к направлению перемещения, через первую сердцевину.
В соответствии с одним вариантом осуществления способа изготовления впитывающего элемента по настоящему изобретению на этапе размещения второй сердцевины вторую сердцевину размещают так, чтобы часть, в которой вторая сердцевина и первая сердцевина не перекрывают друг друга, находилась по меньшей мере или с обеих сторон, противоположных друг другу в направлении перемещения листа для обертывания сердцевины, через первую сердцевину, размещенной на листе для обертывания сердцевины, или с обеих сторон, противоположных друг другу в направлении, поперечном к направлению перемещения и ортогональном к направлению перемещения, через первую сердцевину.
В соответствии с одним вариантом осуществления способа изготовления впитывающего элемента по настоящему изобретению на этапе размещения второй сердцевины в состоянии, в котором первая сердцевина поджата к листу, предназначенному для обертывания сердцевины, посредством второй сердцевины так, что первая сердцевина сжимается в направлении толщины, неперекрытую часть листа для обертывания сердцевины и неперекрытую часть второй сердцевины соединяют вместе по меньшей мере или с обеих сторон, противоположных друг другу в направлении перемещения, через первую сердцевину, или с обеих сторон, противоположных друг другу в направлении, поперечном к направлению перемещения, через первую сердцевину так, что образуется пара соединенных частей.
[0008]
Кроме того, настоящее изобретение представляет собой способ изготовления впитывающего элемента, разъясненного в нижеследующем разделе (Описание объекта, подлежащего изготовлению). Способ изготовления имеет этап размещения первой сердцевины, заключающийся в размещении первой сердцевины на второй сердцевине, перемещаемой в одном направлении, и этап размещения листа для обертывания сердцевины, заключающийся в подаче листа для обертывания сердцевины со стороны первой сердцевины ко второй сердцевине, перемещаемой в одном направлении вместе с первой сердцевиной, размещенной на ней, и размещении листа для обертывания сердцевины на второй сердцевине так, чтобы первая сердцевина была закрыта.
В соответствии с одним вариантом осуществления способа изготовления впитывающего элемента по настоящему изобретению на этапе размещения первой сердцевины первую сердцевину размещают так, чтобы часть, в которой вторая сердцевина и первая сердцевина не перекрывают друг друга, находилась по меньшей мере или с обеих сторон, противоположных друг другу в направлении перемещения второй сердцевины, через первую сердцевину, размещенной на второй сердцевине, или с обеих сторон, противоположных друг другу в направлении, поперечном к направлению перемещения и ортогональном к направлению перемещения, через первую сердцевину.
В соответствии с одним вариантом осуществления способа изготовления впитывающего элемента по настоящему изобретению на этапе размещения листа для обертывания сердцевины лист для обертывания сердцевины размещают так, чтобы часть, в которой лист для обертывания сердцевины и первая сердцевина не перекрывают друг друга, находилась по меньшей мере или с обеих сторон, противоположных друг другу в направлении перемещения второй сердцевины, через первую сердцевину, размещенной на второй сердцевине, или с обеих сторон, противоположных друг другу в направлении, поперечном к направлению перемещения и ортогональном к направлению перемещения, через первую сердцевину.
В соответствии с одним вариантом осуществления способа изготовления впитывающего элемента по настоящему изобретению на этапе размещения листа для обертывания сердцевины в состоянии, в котором первая сердцевина поджата ко второй сердцевине посредством листа, предназначенного для обертывания сердцевины, так, что первая сердцевина сжимается в направлении толщины, неперекрытую часть второй сердцевины и неперекрытую часть листа для обертывания сердцевины соединяют вместе по меньшей мере или с обеих сторон, противоположных друг другу в направлении перемещения, через первую сердцевину, или с обеих сторон, противоположных друг другу в направлении, поперечном к направлению перемещения, через первую сердцевину так, что образуется пара соединенных частей.
[0009]
(Описание объекта, подлежащего изготовлению)
Объект, подлежащий изготовлению, представляет собой впитывающий элемент, который используется для впитывающего изделия, имеющего продольное направление, соответствующее направлению от передней стороны к задней стороне носителя, и боковое направление, ортогональное к продольному направлению, и имеет впитывающую сердцевину, содержащую впитывающий материал, и проницаемый для жидкостей лист для обертывания сердцевины, закрывающий наружную поверхность впитывающей сердцевины,
при этом впитывающая сердцевина имеет первую сердцевину, которая включает в себя по меньшей мере волокнистый материал в качестве образующего материала, и вторую сердцевину, которая находится в контакте с обращенной к коже поверхностью или с не обращенной к коже поверхностью первой сердцевины и является более тонкой, чем первая сердцевина,
первая сердцевина расположена между листом для обертывания сердцевины и второй сердцевиной,
вторая сердцевина включает в себя два базовых листа, которые обращены друг к другу, и впитывающий полимер, который размещен между двумя базовыми листами, данные два базовых листа соединены вместе посредством адгезива,
одна или более пар соединенных частей, в которых лист для обертывания сердцевины и вторая сердцевина непосредственно соединены вместе без присутствия первой сердцевины находятся по меньшей мере или с обеих сторон, противоположных друг другу в продольном направлении, через первую сердцевину, или с обеих сторон, противоположных друг другу в боковом направлении, через первую сердцевину, и
часть первой сердцевины, расположенная между парой соединенных частей, сжата в направлении толщины посредством листа, предназначенного для обертывания сердцевины, и второй сердцевины.
Краткое описание чертежей
[0010]
[Фиг.1] Фиг.1 представляет собой схематический вид в перспективе примера впитывающего элемента, изготовленного посредством способа изготовления по настоящему изобретению.
[Фиг.2] Фиг.2 представляет собой схематический вид в разрезе, выполненный по линии I-I на фиг.1.
[Фиг.3] Фиг.3(а) и 3(b) представляют собой виды, показывающие пример конфигурации соединенных частей листа, предназначенного для обертывания сердцевины, и второй сердцевины во впитывающем элементе по настоящему изобретению, при этом данные виды представляют собой схематические виды в плане впитывающего элемента, если смотреть со стороны поверхности, обращенной к коже.
[Фиг.4] Фиг.4 представляет собой схематический вид, показывающий всю установку, которая может быть использована для реализации первого варианта осуществления способа изготовления по настоящему изобретению.
[Фиг.5] Фиг.5 представляет собой вид в плане, схематически показывающий пример конфигурации адгезивов, нанесенных на лист, предназначенный для обертывания сердцевины, посредством установки, показанной на фиг.4.
[Фиг.6] Фиг.6 представляет собой вид в плане, схематически показывающий, как два базовых листа находятся под средством распределения в устройстве для изготовления второй сердцевины, предусмотренном в установке, показанной на фиг.4, непосредственно перед наложением базовых листов друг на друга.
[Фиг.7] Фиг.7 представляет собой вид в плане, схематически показывающий расположение впитывающего полимера, распределенного на базовом листе в устройстве для изготовления второй сердцевины, предусмотренном в установке, показанной на фиг.4.
[Фиг.8] Фиг.8 представляет собой вид в разрезе, схематический показывающий сечение перемещаемого объекта (многослойного элемента, состоящего из листа для обертывания сердцевины, первой сердцевины и второй сердцевины), выполненное вдоль направления, поперечного к направлению перемещения, при этом данный объект находится в месте (месте, в котором первая сердцевина и вторая сердцевина соединяются вместе), обозначенном ссылочной позицией Р1 на фиг.4.
[Фиг.9] Фиг.9 представляет собой вид в разрезе, схематический показывающий сечение перемещаемого объекта (длинного впитывающего элемента), выполненное вдоль направления, поперечного к направлению перемещения, при этом данный объект находится в месте (находящемся по ходу в направлении перемещения за средством загибания листа для обертывания сердцевины), обозначенном ссылочной позицией Р2 на фиг.4.
[Фиг.10] Фиг.10 представляет собой изображение второго варианта осуществления способа изготовления по настоящему изобретению, соответствующее фиг.8 и представляющее собой вид в разрезе, схематически показывающий сечение перемещаемого объекта (многослойного элемента, состоящего из второй сердцевины, первой сердцевины и листа для обертывания сердцевины), выполненное вдоль направления, поперечного к направлению перемещения, при этом данный объект находится в месте, в котором первая сердцевина и лист для обертывания сердцевины соединяются вместе.
[Фиг.11] Фиг.11 представляет собой изображение третьего варианта осуществления способа изготовления по настоящему изобретению, соответствующее фиг.8 и представляющее собой вид в разрезе, схематически показывающий сечение перемещаемого объекта (многослойного элемента, состоящего из второй сердцевины, первой сердцевины и листа для обертывания сердцевины), выполненное вдоль направления, поперечного к направлению перемещения, при этом данный объект находится в месте, в котором первая сердцевина и лист для обертывания сердцевины соединяются вместе.
[Фиг.12] Фиг.12 представляет собой схематический, выполненный с пространственным разделением элементов вид в плане одноразового натягиваемого подгузника в его плоско разложенном, нестянутом состоянии, если смотреть со стороны поверхности, обращенной к коже, при этом подгузник получен при использовании впитывающего элемента по каждому из примеров и сравнительных примеров.
Описание вариантов осуществления
[0011]
Настоящее изобретение относится к выполнению впитывающего элемента, который может обеспечить достаточную впитывающую способность, даже если толщина уменьшена, с малой вероятностью набухает даже при впитывании выделений, является гибким и обладает очень хорошей способностью к сохранению формы.
[0012]
В дальнейшем настоящее изобретение будет описано на основе предпочтительных вариантов осуществления со ссылкой на чертежи. В описании нижеуказанных чертежей одинаковые или аналогичные компоненты обозначены одними и теми же или аналогичными ссылочными позициями. Чертежи представляют собой по существу схематические изображения, и в некоторых случаях соотношение размеров может отличаться от фактического соотношения.
[0013]
Фиг.1 и 2 показывают впитывающий элемент 1, который представляет собой пример впитывающего элемента как объекта, подлежащего изготовлению посредством способа изготовления по настоящему изобретению. Фиг.4 схематически показывает способ изготовления впитывающего элемента 1, представляющий собой пример способа изготовления по настоящему изобретению. Впитывающий элемент 1 используется для впитывающего изделия (не показанного на чертеже), имеющего продольное направление Х, соответствующее направлению от передней стороны к задней стороне носителя, и боковое направление Y, ортогональное к продольному направлению Х, для впитывания и удерживания выделений (выделяемой организмом, текучей среды), таких как моча, стул, менструальная кровь и пот. Впитывающий элемент 1 имеет впитывающую сердцевину 2, которая содержит впитывающий материал, и проницаемый для жидкостей лист 5 для обертывания сердцевины, который закрывает наружную поверхность впитывающей сердцевины 2.
[0014]
Как показано на фиг.1, впитывающий элемент 1 и впитывающая сердцевина 2, образующая впитывающий элемент 1, являются удлиненными в продольном направлении Х. Продольное направление впитывающего элемента 1 и впитывающей сердцевины 2 совпадает с продольным направлением Х. Направление ширины (направление, ортогональное к продольному направлению) впитывающего элемента 1 и впитывающей сердцевины 2 совпадает с боковым направлением Y. Кроме того, продольное направление Х совпадает с направлением перемещения (в дальнейшем также называемым «MD», что является аббревиатурой для термина «Machine Direction» (машинное направление)) во время изготовления впитывающего элемента 1, и боковое направление Y совпадает с направлением, поперечным к направлению перемещения (в дальнейшем также называемым «CD», что является аббревиатурой для термина «Cross Machine Direction» (направление, поперечное к машинному направлению)) и ортогональным к направлению MD.
[0015]
Впитывающая сердцевина 2 имеет первую сердцевину 3, которая включает в себя по меньшей мере волокнистый материал в качестве образующего материала, и вторую сердцевину 4, которая находится в контакте с обращенной к коже поверхностью 3а или с не обращенной к коже поверхностью 3b первой сердцевины 3 и является более тонкой, чем первая сердцевина 3. В настоящем описании «поверхность, обращенная к коже», представляет собой поверхность впитывающего элемента или его составляющих элементов (например, первой сердцевины 3 и второй сердцевины 4), которая обращена к стороне кожи пользователя при использовании (когда пользователь носит впитывающее изделие, включающее в себя впитывающий элемент), другими словами, сторону, которая является относительно близкой к коже пользователя. «Поверхность, не обращенная к коже», представляет собой поверхность впитывающего элемента или его составляющих элементов, которая обращена в сторону, противоположную стороне кожи при использовании, другими словами, сторону, которая является относительно удаленной от кожи пользователя.
[0016]
В представленном варианте осуществления, показанном на фиг.1 и 2, вторая сердцевина 4 находится в контакте с той поверхностью 3b первой сердцевины 3, которая не обращена к коже. То есть в данном варианте осуществления первая сердцевина 3 расположена со стороны, более близкой к коже пользователя, чем вторая сердцевина 4. Соответственно, первая сердцевина 3 входит в контакт с выделениями, которые должны быть впитаны во впитывающий элемент 1, раньше, чем вторая сердцевина 4.
[0017]
В представленном варианте осуществления лист 5 для обертывания сердцевины представляет собой один лист, и длина (ширина) листа 5 для обертывания сердцевины не менее чем в 1,1 раза и не более чем в 3 раза превышает длину впитывающей сердцевины 2 в боковом направлении Y. Лист 5 для обертывания сердцевины закрывает поверхность впитывающей сердцевины 2, обращенную к коже (поверхность 3а первой сердцевины 3, обращенную к коже, и поверхность 4а второй сердцевины 4, обращенную к коже) на всей ее протяженности и выступает наружу в боковом направлении Y от боковых краев впитывающей сердцевины 2, проходящих вдоль продольного направления Х. Выступающие части загнуты к стороне той поверхности впитывающей сердцевины 2, которая не обращена к коже, и закрывают поверхность впитывающей сердцевины 2, не обращенную к коже (поверхность 4b второй сердцевины 4, не обращенную к коже), на всей ее протяженности. Как показано на фиг.2, рядом с той частью не обращенной к коже поверхности впитывающей сердцевины 2, которая является центральной в боковом направлении Y, образована часть с перекрытием, в которой боковые краевые части (концевые части вышеупомянутых выступающих частей) листа 5 для обертывания сердцевины, проходящие вдоль продольного направления Х, перекрывают друг друга. В качестве листа 5 для обертывания сердцевины можно использовать лист, проницаемый для жидкостей. Его примеры включают бумагу, нетканый материал и тому подобное.
[0018]
Первая сердцевина 3 расположена между листом 5 для обертывания сердцевины и второй сердцевиной 4. Первая сердцевина 3 имеет меньшую длину, чем вторая сердцевина 4, по меньшей мере или в продольном направлении Х, или в боковом направлении Y. На периферийной краевой части поверхности второй сердцевины 4, на которой размещена первая сердцевина 3 (поверхности 4а, обращенной к коже, в варианте осуществления, показанном на чертеже), имеются участки, на которых первая сердцевина 3 не размещена и вторая сердцевина 4 открыта для воздействия. В представленном варианте осуществления, показанном на фиг.1, первая сердцевина 3 имеет меньшую длину, чем вторая сердцевина 4, как в продольном направлении Х, так и в боковом направлении Y, и весь периферийный край (контур) первой сердцевины 3 находится внутри по отношению к периферийному краю (контуру) второй сердцевины 4. Следовательно, периферийная краевая часть (часть, на которой не размещена первая сердцевина 3) той поверхности 4а второй сердцевины 4, которая обращена к коже (поверхности, на которой размещена первая сердцевина 3), находится в состоянии, в котором она закрыта листом 5 для обертывания сердцевины и может входить в контакт с листом 5 для обертывания сердцевины.
[0019]
В данном варианте осуществления, показанном на фиг.1, длина (ширина) первой сердцевины 3 в боковом направлении Y не является постоянной на всей длине первой сердцевины 3 в продольном направлении Х. Первая сторона, концевая в продольном направлении Х, является более длинной и более широкой в боковом направлении Y, чем вторая сторона, концевая в продольном направлении Х. Обычно впитывающий элемент 1 размещен во впитывающем изделии так, что из двух частей первой сердцевины 3, концевых в продольном направлении Х, относительно широкая часть, концевая в продольном направлении, расположена с передней (front) стороны (передней (anterior) стороны) носителя впитывающего изделия.
[0020]
Как показано на фиг.2, первая сердцевина 3 содержит волокнистый материал 3F. В качестве волокнистого материала 3F предпочтительно впитывающее волокно. Примеры впитывающего волокна включают древесную целлюлозу, такую как целлюлоза из хвойной древесины и целлюлоза из лиственной древесины, натуральное волокно, такое как недревесная целлюлоза, включая хлопковую целлюлозу, целлюлозную массу из пеньки и тому подобное; модифицированную целлюлозу, такую как катионизированная целлюлоза и мерсеризованная целлюлоза (вышеуказанные виды волокон представляют собой волокна на основе целлюлозы); гидрофильное синтетическое волокно и тому подобное. Волокно каждого из данных видов может быть использовано само по себе, или волокна двух или более из данных видов могут быть использованы при смешивании их вместе. Первая сердцевина 3, как правило, содержит волокно на основе целлюлозы в качестве волокнистого материала 3F.
[0021]
Как показано на фиг.2, в представленном варианте осуществления первая сердцевина 3 также содержит впитывающий полимер 3Р помимо волокнистого материала 3F. Несмотря на то, что в большинстве случаев в качестве впитывающего полимера 3Р используется полимер в виде частиц, также можно использовать волокнистый полимер. Форма впитывающего полимера 3Р в виде частиц не имеет особых ограничений и может представлять собой, например, сферическую форму, форму кусков, пузырьковидную форму или аморфную форму. Впитывающий полимер 3Р, как правило, состоит в основном из полимера или сополимера акриловой кислоты или соли щелочного металла и акриловой кислоты.
[0022]
Как показано на фиг.1 и 2, в представленном варианте осуществления первая сердцевина 3 имеет часть 3N, в которой отсутствует образующий материал и в которой материал, образующий первую сердцевину 3, отсутствует на всей протяженности первой сердцевины 3 в направлении толщины. В варианте осуществления, показанном на чертеже, две части 3N, в которых отсутствует образующий материал и которые являются симметричными относительно виртуальной прямой линии (не показанной на чертеже), разделяющей первую сердцевину 3 (впитывающий элемент 1) пополам в боковом направлении Y и проходящей в продольном направлении Х, образованы с обеих сторон данной виртуальной прямой линии. Как видно на виде в плане, каждая из двух частей 3N, в которых отсутствует образующий материал, является длинной в продольном направлении Х (в частности, имеет прямоугольную форму). Часть 3N, в которой отсутствует образующий материал, служит в качестве проточного канала для выделений, подлежащих впитыванию во впитывающий элемент 1, способствует диффузии выделений в направлении в плоскости и может способствовать эффективному использованию впитывающей функциональной способности впитывающего элемента 1. Кроме того, часть 3N, в которой отсутствует образующий материал, служит в качестве части, вызывающей деформацию (в качестве оси изгиба), когда первая сердцевина 3 подвергается деформированию, такому как изгибание, под действием внешней силы, такой как давление со стороны тела, уменьшает дискомфорт, ощущаемый носителем при ношении впитывающего изделия, включающего в себя впитывающий элемент 1, и может улучшить носкость и прилегание. Поскольку часть 3N, в которой отсутствует образующий материал, играет такую роль, часть 3N, в которой отсутствует образующий материал, предпочтительно расположена в таком месте во впитывающей сердцевине 3, в котором выделения легко скапливаются (в месте, которое быстро принимает выделения первым) и которое, скорее всего, будет воспринимать внешнюю силу, такую как давление со стороны тела. В этой связи часть 3N, в которой отсутствует образующий материал, предпочтительно расположена в месте, соответствующем паховой области тела носителя, носящего впитывающее изделие, включающее в себя впитывающий элемент 1. В частности, часть 3N, в которой отсутствует образующий материал, предпочтительно расположена по меньшей мере в той части первой сердцевины 3, которая является центральной в продольном направлении Х.
[0023]
Определяемая в продольном направлении Х длина L (см. фиг.1) части 3N, в которой отсутствует образующий материал, предпочтительно составляет 30 мм или более и более предпочтительно 50 мм или более. Длина L предпочтительно составляет 250 мм или менее и более предпочтительно 200 мм или менее.
Определяемая в боковом направлении Y длина части 3N, в которой отсутствует образующий материал, то есть ширина W (см. фиг.1 и 2), предпочтительно составляет 3 мм или более и более предпочтительно 5 мм или более. Ширина W предпочтительно составляет 30 мм или менее и более предпочтительно 20 мм или менее.
Интервал G (см. фиг.1 и 2) между двумя частями 3N, в которых отсутствует образующий материал и которые являются соседними друг с другом в боковом направлении Y, предпочтительно составляет 5 мм или более и более предпочтительно 10 мм или более. Интервал G предпочтительно составляет 100 мм или менее и более предпочтительно 70 мм или менее.
[0024]
Часть 3N, в которой отсутствует образующий материал, представляет собой место, образованное посредством преднамеренного воспрепятствования образованию стопы из волокон материала, образующего сердцевину, на этапе образования стопы из волокон материала, образующего сердцевину, включая волокнистый материал 3F, в процессе изготовления первой сердцевины 3. Первая сердцевина 3, имеющая часть 3N, в которой отсутствует образующий материал, может быть изготовлена в соответствии с традиционно известным способом изготовления впитывающей сердцевины. Как правило, можно изготовить первую сердцевину 3 способом получения первой сердцевины 3 посредством обеспечения всасывания материала, образующего сердцевину и подаваемого с помощью воздушного потока, в углубление для формирования стопы и формирования стопы в углублении для формирования стопы, которое образовано на наружной периферийной поверхности вращающегося барабана и в котором участок нижней части используемого углубления для формирования стопы, соответствующий части 3N, в которой отсутствует образующий материал, выступает дальше наружу в радиальном направлении вращающегося барабана по сравнению с периферийной частью. В первой сердцевине 3, полученной таким способом, часть, в которой отсутствует материал, образующий сердцевину, представляет собой часть 3N, в которой отсутствует образующий материал.
[0025]
Как показано на фиг.2, в представленном варианте осуществления лист 5 для обертывания сердцевины и вторая сердцевина 4 (более конкретно, базовый лист 4S, который будет описан позднее) соединены вместе в зоне части 3N, в которой отсутствует образующий материал. При данной конструкции улучшается способность первой сердцевины 3 к сохранению формы, что предотвращает искажение формы первой сердцевины 3 до и после впитывания выделений. В результате впитывающие характеристики, обеспечиваемые впитывающим элементом 1, могут быть дополнительно улучшены. Лист 5 для обертывания сердцевины и вторая сердцевина 4 (базовый лист 4S) необязательно должны быть соединены вместе на всей протяженности части, в которой они перекрываются частью 3N без образующего материала, если смотреть на виде в плане. Лист 5 для обертывания сердцевины и вторая сердцевина 4 могут быть соединены вместе по меньшей мере на участке такой части. Средство для соединения листа 5, предназначенного для обертывания сердцевины, и второй сердцевины 4 в зоне части 3N, в которой отсутствует образующий материал, не имеет особых ограничений. Можно использовать известное средство соединения, такое как адгезив или термосварка. В представленном варианте осуществления используется адгезив, как будет описано позднее.
[0026]
В представленном варианте осуществления первая сердцевина 3 и вторая сердцевина 4 (более конкретно, базовый лист 4S, который будет описан позднее) соединены вместе посредством адгезива. При данной конструкции первая сердцевина 3 и вторая сердцевина 4 объединены в одно целое. Следовательно, стабилизируется наружная форма впитывающей сердцевины 2, и заданные характеристики могут быть продемонстрированы более стабильно. Кроме того, в случае, когда впитывающий элемент 1 расположен во впитывающем изделии так, что первая сердцевина 3 находится ближе к коже носителя впитывающего изделия, чем вторая сердцевина 4, и первая сердцевина 3 и вторая сердцевина 4 соединены вместе посредством адгезива, при приложении давления со стороны тела носителя к впитывающему элементу 1 адгезив может выполнять функцию уменьшения давления, действующего со стороны тела. Соответственно, воздействие такой внешней силы на вторую сердцевину 4 может быть минимизировано. Адгезивы, используемые для соединения составляющих элементов во впитывающем изделии, могут быть использованы без особого ограничения в качестве адгезива, подлежащего размещению между первой сердцевиной 3 и второй сердцевиной 4. Например, можно использовать термоплавкий адгезив. По соображениям, связанным с гарантированием того, чтобы адгезив более эффективно выполнял функцию уменьшения внешней силы, такой как давление со стороны тела, описанное выше, поверхностная плотность адгезива, размещенного между первой сердцевиной 3 и второй сердцевиной 4, предпочтительно составляет 1 г/м2 или более и более предпочтительно 2 г/м2 или более. Данная поверхностная плотность предпочтительно составляет 15 г/м2 или менее и более предпочтительно 10 г/м2 или менее.
[0027]
Поверхностная плотность первой сердцевины 3 не имеет особых ограничений. По соображениям, связанным с обеспечением оптимального соотношения между впитывающей способностью, уменьшением толщины и гибкостью, поверхностная плотность предпочтительно составляет 50 г/м2 или более и более предпочтительно 80 г/м2 или более. Данная поверхностная плотность предпочтительно составляет 250 г/м2 или менее и более предпочтительно 200 г/м2 или менее.
По тем же соображениям в случае, когда впитывающий полимер 3Р включен в первую сердцевину 3, как в представленном варианте осуществления, поверхностная плотность впитывающего полимера 3Р в первой сердцевине 3 предпочтительно составляет 40 г/м2 или более и более предпочтительно 60 г/м2 или более. Данная поверхностная плотность предпочтительно составляет 450 г/м2 или менее и более предпочтительно 350 г/м2 или менее.
[0028]
Как показано на фиг.2, вторая сердцевина 4 включает в себя два базовых листа 4S, расположенных напротив друг друга, и впитывающий полимер 4Р, размещенный между двумя базовыми листами 4S. Два базовых листа 4S соединены вместе посредством адгезива. В качестве впитывающего полимера 4Р можно использовать такой же полимер, как впитывающий полимер 3Р, который может быть включен в первую сердцевину 3. Как будет описано позднее, адгезив, используемый для второй сердцевины 4, нанесен с заданным рисунком на поверхности двух базовых листов 4S, противоположные друг другу (поверхности, на которых размещен впитывающий полимер). Адгезивы, используемые для соединения составляющих элементов во впитывающем изделии, могут быть использованы без особого ограничения в качестве адгезива, используемого для второй сердцевины 4. Например, можно использовать термоплавкий адгезив.
[0029]
Базовый лист 4S может представлять собой листообразный материал, к которому может быть прикреплен впитывающий полимер 4Р, и может быть проницаемым или не проницаемым для жидкости. Примеры базового листа 4S включают волокнистые структуры, такие как нетканый материал, тканый материал, трикотажное полотно и бумагу, полимерную пленку, вспененный материал, сетку и тому подобное. Каждый материал одного вида из данных материалов может быть использован сам по себе, или материалы двух или более видов из данных материалов могут быть соединены вместе посредством ламинирования и использованы. Базовый лист 4S, как правило, образован из нетканого материала. Нетканые материалы, изготовленные разными способами, могут быть использованы без особого ограничения в качестве нетканого материала, образующего базовый лист 4S. Их примеры включают нетканый материал, скрепленный пропусканием воздуха насквозь, нетканый материал, скрепленный посредством нагретых валиков, нетканый материал, полученный гидросплетением, фильерный нетканый материал, нетканый материал мелтблаун и нетканый материал со структурой SMS (слой (S - spunbond), полученный фильерным способом, - слой (M - meltblown), полученный способом плавления с раздувом, - слой (S), полученный фильерным способом). Данные нетканые материалы могут представлять собой гидрофильные нетканые материалы, образованные из волокна, подвергнутого гидрофилизации. Кроме того, два базовых листа 4S могут быть одинаковыми или могут отличаться друг от друга. В случае, когда два базовых листа 4S отличаются друг от друга, например, можно выбрать вариант осуществления, в котором один из двух базовых листов 4S, относительно близкий к коже носителя впитывающего изделия (близкий к первой сердцевине 3 в данном варианте осуществления), является проницаемым для жидкости, и другой, удаленный от кожи носителя (от первой сердцевины 3), является не проницаемым для жидкости. По соображениям, связанным с обеспечением оптимального соотношения между уменьшением толщины впитывающего элемента и твердостью, достаточной для использования на практике, и тому подобным, поверхностная плотность одного базового листа 4S предпочтительно составляет 5 г/м2 или более и более предпочтительно 7 г/м2 или более. Данная поверхностная плотность предпочтительно составляет 50 г/м2 или менее и более предпочтительно 40 г/м2 или менее.
[0030]
Как описано выше, впитывающий элемент 1 имеет многослойную структуру, в которой два впитывающих слоя (первая сердцевина 3 и вторая сердцевина 4) наложены друг на друга, и данные два слоя содержат впитывающие полимеры 3Р и 4Р. Во впитывающем элементе 1 по данному варианту осуществления вследствие распределения впитывающего полимера в многослойной структуре поверхностная плотность (масса на единицу площади) впитывающего полимера больше в первой сердцевине 3, чем во второй сердцевине 4. То есть во впитывающем элементе 1 по данному варианту осуществления в отношении поверхностной плотности впитывающего полимера задано количественное соотношение «первая сердцевина 3 > вторая сердцевина 4». В случае, когда сердцевина имеет часть, такую как часть 3N, в которой отсутствует образующий материал и в которой нет материала, образующего сердцевину, «поверхностная плотность впитывающего полимера», упомянутая в данном документе, означает поверхностную плотность впитывающего полимера в части, отличной от такой части.
[0031]
По соображениям, связанным с максимально возможным подавлением набухания всего впитывающего элемента 1, которое вызывается впитыванием жидкости (выделений), для обеспечения гибкости набухшего впитывающего элемента 1 и для улучшения характеристик впитывания, обеспечиваемых впитывающим элементом 1, более предпочтительно, чтобы выполнялось вышеуказанное количественное соотношение «первая сердцевина 3 > вторая сердцевина 4». Как правило, первая сердцевина 3 образована посредством скоплений волокнистого материала 3F и впитывающего полимера 3Р, опирающегося на них. Следовательно, относительно высока вероятность того, что набухание впитывающего полимера 3Р, вызываемое впитыванием жидкости, будет оказывать влияние на всю первую сердцевину 3 и что первая сердцевина 3 будет быстро увеличиваться в объеме после впитывания жидкости. Напротив, вторая сердцевина 4 образована посредством двух базовых листов 4S, соединенных вместе с помощью адгезива, и впитывающего полимера 4Р, который размещен между базовыми листами 4S. Следовательно, относительно маловероятно то, что набухание впитывающего полимера 4Р, вызываемое впитыванием жидкости, будет оказывать влияние на всю вторую сердцевину 4, и маловероятно увеличение второй сердцевины 4 в объеме после впитывания жидкости. Количественное соотношение «первая сердцевина 3 > вторая сердцевина 4» выбрано с учетом различия таких характеристик у сердцевин 3 и 4, так что заданные эффекты от настоящего изобретения будут проявляться более надежно.
[0032]
Что касается количественного соотношения «первая сердцевина 3 > вторая сердцевина 4» при условии, что поверхностная плотность впитывающего полимера 3Р в первой сердцевине 3 больше поверхностной плотности впитывающего полимера 4Р во второй сердцевине 4, то отношение поверхностной плотности впитывающего полимера 3Р в первой сердцевине 3 к поверхностной плотности впитывающего полимера 4Р во второй сердцевине 4 предпочтительно составляет 1,1 или более и более предпочтительно 1,5 или более. Данное отношение предпочтительно составляет 3 или менее и более предпочтительно 2,5 или менее.
Поверхностная плотность впитывающего полимера 3Р в первой сердцевине 3 предпочтительно составляет 40 г/м2 или более и более предпочтительно 60 г/м2 или более. Данная поверхностная плотность предпочтительно составляет 450 г/м2 или менее и более предпочтительно 350 г/м2 или менее.
Поверхностная плотность впитывающего полимера 4Р во второй сердцевине 4 предпочтительно составляет 50 г/м2 или более и более предпочтительно 80 г/м2 или более. Данная поверхностная плотность предпочтительно составляет 200 г/м2 или менее и более предпочтительно 150 г/м2 или менее.
[0033]
Отсутствуют особые ограничения в отношении того, каким образом впитывающие полимеры 3Р и 4Р распределены в первой сердцевине 3 и второй сердцевине 4. Полимеры могут быть равномерно распределены на всей протяженности сердцевин или локализованы в некоторых частях сердцевин. По соображениям, связанным с дополнительным улучшением таких характеристик, как способность к впитыванию жидкости и гибкость, предпочтительно, чтобы полимеры были равномерно распределены на всей протяженности сердцевин.
[0034]
Один из примеров основных отличительных признаков впитывающего элемента 1 состоит в том, что одна или более пар соединенных частей 6, в которых лист 5 для обертывания сердцевины и вторая сердцевина 4 соединены непосредственно вместе без присутствия первой сердцевины 3, размещенного между ними, находятся по меньшей мере или с обеих сторон, противоположных друг другу в продольном направлении Х, через первую сердцевину3, или с обеих сторон, противоположных друг другу в боковом направлении Y, через первую сердцевину3, как показано на фиг.1 и 2, и часть первой сердцевины 3, расположенная между парой соединенных частей 6, сжата в направлении толщины посредством листа 5, предназначенного для обертывания сердцевины, и второй сердцевины 4.
[0035]
Отсутствуют особые ограничения в отношении средства для соединения листа 5, предназначенного для обертывания сердцевины, и второй сердцевины 4 в соединенной части 6, и можно использовать известное средство соединения, такое как адгезив или термосварка. В представленном варианте осуществления используется адгезив, как будет описано позднее. Адгезивы, используемые для соединения составляющих элементов во впитывающем изделии, могут быть использованы без особого ограничения в качестве адгезива, образующего соединенную часть 6. Например, можно использовать термоплавкий адгезив.
[0036]
Будут ли одна пара соединенных частей 6 или множество пар соединенных частей 6 находиться с обеих сторон, противоположных друг другу в продольном направлении Х, через первую сердцевину3 и с обеих сторон, противоположных друг другу в боковом направлении Y, через первую сердцевину3, определяется тем, каким образом нанесен адгезив, образующий соединенную часть 6. Например, как показано на фиг.3(а), в случае, когда адгезивы (адгезивы 35А и 46А в способе изготовления, который будет описан позднее), образующие соединенную часть 6 (продольную соединенную часть 6Х), нанесены непрерывно на весь впитывающий элемент 1 в продольном направлении Х с обеих сторон, противоположных друг другу в боковом направлении Y, через первую сердцевину3, имеется одна пара соединенных частей 6, расположенных с обеих сторон, противоположных друг другу в боковом направлении Y, через первую сердцевину3. Кроме того, как показано на фиг.3(b), в случае, когда адгезивы, образующие соединенную часть 6 (продольную соединенную часть 6Х), нанесены с промежутками на 3 места, находящиеся на заданном расстоянии друг от друга в продольном направлении Х с обеих сторон, противоположных друг другу в боковом направлении Y, через первую сердцевину3, имеются три пары соединенных частей 6, расположенных с обеих сторон, противоположных друг другу в боковом направлении Y, через первую сердцевину3. Прежде число пар соединенных частей 6 описывалось на основе, например, «обеих сторон, противоположных друг другу в боковом направлении Y, через первую сердцевину3». Число пар соединенных частей 6 может быть описано таким же образом на основе «обеих сторон, противоположных друг другу в продольном направлении Х, через первую сердцевину3», и вышеприведенное описание также может быть применено.
[0037]
Как показано на фиг.1, в представленном варианте осуществления первая сердцевина 3 окружена соединенными частями 6, и вся первая сердцевина 3 сжата в направлении толщины посредством листа 5, предназначенного для обертывания сердцевины, и второй сердцевины 4. То есть в представленном варианте осуществления, как будет описано позднее, адгезивы (адгезивы 35А и 46А), образующие соединенные части 6, нанесены по существу на всей площади той поверхности листа 5, предназначенного для обертывания сердцевины, и второй сердцевины 4, которая обращена к первой сердцевине 3, и адгезивы нанесены по существу непрерывно вдоль периферийного края первой сердцевины 3. Соответственно, первая сердцевина 3 окружена соединенными частями 6. Другими словами, две продольные соединенные части 6Х, противоположные друг другу в боковом направлении Y и расположенные через первую сердцевину3, находятся с двух наружных сторон первой сердцевины 3, определяемых в боковом направлении Y, две поперечные соединенные части 6Y, противоположные друг другу в продольном направлении Х и расположенные через первую сердцевину3, находятся с двух наружных сторон первой сердцевины 3, определяемых в продольном направлении Х, две пары соединенных частей 6Х и 6Y соединены друг с другом, и зона соединения соединенных частей 6Х и 6Y окружает первую сердцевину 3. В дальнейшем продольная соединенная часть 6Х и поперечная соединенная часть 6Y будут совместно также упоминаться как «соединенная часть 6». Если не указано иное, описание соединенной части 6 применяется для продольной соединенной части 6Х и поперечной соединенной части 6Y.
[0038]
Как описано выше, впитывающий элемент 1 имеет впитывающую сердцевину 2, имеющую многослойную структуру, состоящую из первой сердцевины 3 и второй сердцевины 4, содержащих впитывающие полимеры в качестве существенных компонентов, и часть первой сердцевины 3, которая расположена между парой соединенных частей 6 листа 5, предназначенного для обертывания сердцевины, и второй сердцевины 4, сжата в направлении толщины посредством листа 5, предназначенного для обертывания сердцевины, и второй сердцевины 4. Следовательно, весь впитывающий компонент 1 имеет высокую впитывающую способность, и соответствующим образом подавляется набухание, вызываемое впитыванием выделений, в особенности набухание первой сердцевины 3. В результате даже при впитывании выделений маловероятно набухание впитывающего элемента 1, он остается гибким и проявляет очень хорошую способность к сохранению формы. Другими словами, в настоящем изобретении впитывающая сердцевина как основной компонент впитывающего элемента разделена на первую сердцевину, которая легко и быстро набухает по своей природе (легко и быстро увеличивается в объеме после впитывания выделений), и вторую сердцевину, для которой маловероятно набухание (маловероятно увеличение в объеме после впитывания выделений) из-за присущих ей свойств, и постоянно обеспечивается сжатие первой сердцевины в направлении толщины, так что имеет место воспрепятствование набуханию всего впитывающего элемента после впитывания выделений, и может быть гарантирована достаточная впитывающая способность. В соответствии с настоящим изобретением, в основе которого лежит такая техническая идея, впитывающий элемент при желании может быть выполнен достаточно тонким, и полученный впитывающий элемент будет иметь большую впитывающую способность, несмотря на то, что он относительно тонкий, его набухание даже после впитывания выделений маловероятно, он является гибким и проявляет очень хорошую способность к сохранению формы.
[0039]
Как показано на фиг.1 и 2, в представленном варианте осуществления часть первой сердцевины 3, расположенная между парой соединенных частей 6 (6Х и 6Y), имеет часть 3N, в которой отсутствует образующий материал и в которой материал, образующий первую сердцевину 3, отсутствует на всей протяженности первой сердцевины 3 вдоль направления толщины, и лист 5 для обертывания сердцевины и вторая сердцевина 4 (базовый лист 4S) соединены вместе в зоне части 3N, в которой отсутствует образующий материал. Следовательно, первая сердцевина 3 в части, расположенной между парой соединенных частей 6, более надежно сжимается в направлении толщины и остается более стабильной в сжатом состоянии. В результате более надежно обеспечиваются функционирование и эффект, обусловленные сжатием первой сердцевины 3.
[0040]
Как описано выше, во впитывающем элементе 1 часть первой сердцевины 3, расположенная между парой соединенных частей 6 (6Х и 6Y) (в дальнейшем данная часть также будет названа «частью, расположенной между парой соединенных частей»), постоянно сжата в направлении толщины посредством листа 5, предназначенного для обертывания сердцевины, и второй сердцевины 4. Следовательно, толщина впитывающего элемента 1 в части, расположенной между парой соединенных частей (толщина части, в которой впитывающий элемент 1 и часть, расположенная между парой соединенных частей, «перекрываются», если смотреть на виде в плане), больше в случае, когда устранено сжатое состояние части, расположенной между парой соединенных частей, чем в случае, когда еще не устранено сжатое состояние части, расположенной между парой соединенных частей. То есть в случае, когда Т1 обозначает «толщину впитывающего элемента 1 в части, расположенной между парой соединенных частей, измеренную до того, как будет устранено сжатое состояние той части первой сердцевины 3, которая расположена между парой соединенных частей», и Т2 обозначает «толщину впитывающего элемента 1 в части, расположенной между парой соединенных частей, измеренную после устранения сжатого состояния той части первой сердцевины 3, которая расположена между парой соединенных частей», задано количественное соотношение Т2 > Т1, и полученная разность Т2-Т1 толщин представляет собой существенную разницу, которая находится за пределом погрешности.
[0041]
«Устранение сжатого состояния», описанное выше, может быть осуществлено, например, посредством разрушения соединенной части 6 (6Х и 6Y) второй сердцевины 4 и листа 5 для обертывания сердцевины, соседних с первой сердцевиной 3 в направлении толщины, и сжатия первой сердцевины 3 в направлении толщины так, чтобы было устранено остаточное напряжение, вызываемое воздействием второй сердцевины 4 и/или листа 5 для обертывания сердцевины. Как правило, посредством отрезания выступающих частей листа 5 для обертывания сердцевины, выступающих от периферийного края первой сердцевины 3 (например, от боковых краев первой сердцевины 3, проходящих вдоль продольного направления Х), можно устранить сжатое состояние первой сердцевины 3 (части, расположенной между парой соединенных частей).
[0042]
Чем больше разность Т2-Т1 толщин, тем в большей степени сжата первая сердцевина 3, что может улучшить эффект подавления набухания первой сердцевины 3, вызываемого впитыванием выделений. Однако в случае, когда разность Т2-Т1 толщин слишком большая, существует озабоченность в отношении того, что впитывающая способность первой сердцевины 3 будет уменьшена. С учетом этого при условии, что Т2 > Т1, разность Т2-Т1 толщин предпочтительно составляет 0,08 мм или более и более предпочтительно 0,1 мм или более. Данная разность толщин предпочтительно составляет 1,00 мм или менее и более предпочтительно 0,95 мм или менее.
Толщину каждой части впитывающего элемента, включая толщины Т1 и Т2, можно измерить посредством нижеприведенного метода. Нижеприведенный метод измерения также может быть использован для измерения толщины каждой части впитывающего изделия.
[0043]
<Метод измерения толщины>
Объект, подлежащий измерению (например, впитывающий элемент) оставляют выстаиваться на плоской поверхности так, чтобы в объекте не образовывались складки и чтобы объект не изгибался. После этого толщину измеряют в состоянии, в котором давление, составляющее 3,7 гс/см2 (0,36 кПа), приложено к заданному месту измерения толщины (например, к части во впитывающем элементе, расположенной между парой соединенных частей) в объекте, подлежащем измерению. Для измерения толщины используют промышленно изготавливаемый толщиномер (например, устройство PG-11 для измерения толщины при постоянном давлении, изготавливаемое компанией TECLOCK CO., LTD). Толщину одного заданного места измерения измеряют пять раз, значение, составляющее менее 0,001 мм, в среднем значении из пяти измеренных толщин округляют, и значение, полученное таким образом, принимают в качестве толщины заданного места измерения.
[0044]
Разность Т2-Т1 толщин можно регулировать, например, посредством регулирования силы давления, приложенной к первой сердцевине 3 посредством второй сердцевины 4 или листа 5, предназначенного для обертывания сердцевины, на этапе наложения второй сердцевины 4 или листа 5 для обертывания сердцевины на первую сердцевину 3 (на этапе размещения второй сердцевины или этапе размещения листа для обертывания сердцевины) в способе изготовления впитывающего элемента 1, описанном позднее.
[0045]
Давление в зоне контакта между первой сердцевиной 3 и второй сердцевиной 4 (давление в зоне контакта в части, отличной от части 3N, в которой отсутствует образующий материал) предпочтительно составляет 0,05 кПа или более и более предпочтительно 0,07 кПа или более. То есть впитывающий элемент 1 доводят до состояния, при котором давление в зоне контакта между первой сердцевиной 3 и второй сердцевиной 4 составляет 0,05 кПа или более, на этапе изготовления впитывающего элемента 1. В случае, когда давление в зоне контакта находится в вышеуказанном диапазоне, заданные эффекты от настоящего изобретения (эффекты, обеспечиваемые за счет состояния, при котором первая сердцевина 3 постоянно сжата в направлении толщины) проявляются более надежно. В частности, в случае, когда первая сердцевина 3 имеет часть 3N, в которой отсутствует образующий материал, как в представленном варианте осуществления, существует озабоченность в отношении того, что способность к сохранению формы будет ухудшаться после набухания, вызываемого впитыванием жидкости, но давление в зоне контакта, находящееся в вышеуказанном диапазоне, может обеспечить уменьшение такой озабоченности.
Верхний предел давления в зоне контакта не имеет особых ограничений. По соображениям, связанным с обеспечением оптимального соотношения различных характеристик первой сердцевины 3, таких как характеристика впитывания и способность к сохранению формы, верхний предел давления в зоне контакта предпочтительно составляет 0,2 кПа или менее и более предпочтительно 0,1 кПа или менее.
Давление в зоне контакта можно измерить, используя промышленно изготавливаемый прибор для измерения давления в зоне контакта (например, прибор с воздушным мешком, предназначенный для измерения давления в зоне контакта, изготавливаемый компанией AMI TECHNO (измерительная операция: AMI3037-2)) на линии по изготовлению впитывающих элементов в соответствии с инструкцией по эксплуатации прибора. Например, в первом варианте осуществления способа изготовления впитывающего элемента, описанном позднее, на этапах размещения первой сердцевины 3 на листе 5 для обертывания сердцевины, перемещаемом в одном направлении, (этап размещения первой сердцевины) и размещения второй сердцевины 4 так, чтобы первая сердцевина 3 была закрыта, (этап размещения второй сердцевины) давление в зоне контакта измеряют непосредственно после размещения второй сердцевины 4. Кроме того, во втором варианте осуществления способа изготовления впитывающего элемента, описанном позднее, на этапах размещения первой сердцевины 3 на второй сердцевине 4, перемещаемой в одном направлении, (этап размещения первой сердцевины) и размещения листа 5, предназначенного для обертывания сердцевины, так, чтобы первая сердцевина 3 была закрыта, (этап размещения листа 5 для обертывания сердцевины) давление в зоне контакта измеряют непосредственно после размещения листа 5 для обертывания сердцевины.
Давление в зоне контакта можно регулировать посредством регулирования силы давления, приложенной на этапе поджима первой сердцевины 3 к стороне листа 5, предназначенного для обертывания сердцевины, посредством второй сердцевины 4 (этап размещения второй сердцевины) в первом варианте осуществления способа изготовления впитывающего элемента, описанном позднее. Кроме того, давление в зоне контакта можно регулировать посредством регулирования силы давления, приложенной на этапе поджима первой сердцевины 3 к стороне второй сердцевины 4 посредством листа 5 для обертывания сердцевины (этап размещения листа для обертывания сердцевины) во втором варианте осуществления способа изготовления впитывающего элемента, описанном позднее.
[0046]
Впитывающий элемент 1 используется в качестве впитывающего элемента впитывающего изделия. «Впитывающее изделие», упомянутое в данном документе, охватывает самые разные изделия, используемые для впитывания выделяемой организмом, текучей среды (такой как моча, жидкий стул, менструальная кровь или пот), выделенной из тела человека. Впитывающее изделие охватывает, например, одноразовый подгузник, гигиеническую прокладку, гигиенические трусы, урологическую прокладку и тому подобное. Впитывающее изделие, как правило, образовано посредством впитывающего элемента, верхнего листа, проницаемого для жидкостей, который размещен со стороны, более близкой к коже носителя, чем впитывающий элемент, и заднего листа, минимально проницаемого для жидкостей или не проницаемого для жидкостей, который размещен со стороны, более удаленной от кожи носителя, чем впитывающий элемент.
[0047]
Далее, способ изготовления впитывающего элемента по настоящему изобретению будет описан со ссылкой на чертежи, при этом в качестве примера рассматривается способ изготовления впитывающего элемента 1, описанного выше. Фиг.4 показывает схематическую конструкцию производственной установки 10, представляющей собой вариант осуществления производственной установки, которая может быть использована для реализации первого варианта осуществления способа изготовления впитывающего элемента 1. Производственная установка 10 образована посредством устройства 20 для изготовления первой сердцевины, которое обеспечивает изготовление первой сердцевины 3, первого транспортного устройства 30, которое обеспечивает прием и перемещение первой сердцевины 3, изготовленной посредством устройства 20 для изготовления первой сердцевины, устройства 40 для изготовления второй сердцевины, которое обеспечивает изготовление второй сердцевины 40, и второго транспортного устройства 50, которое обеспечивает прием и перемещение второй сердцевины 4, изготовленной посредством устройства 40 для изготовления второй сердцевины. В дальнейшем направление перемещения (направление подачи) листа 5 для обертывания сердцевины (впитывающего элемента 1) будет упоминаться как MD1, направление перемещения (направление подачи) базового листа 4S (4S1 и 4S2) будет упоминаться как MD2 или MD3, и направление перемещения (направление подачи) второй сердцевины 4 будет упоминаться как MD4.
[0048]
Устройство 20 для изготовления первой сердцевины включает в себя барабан 21 для формирования стоп волокон, имеющий наружную периферийную поверхность 21S, на которой множество углублений для формирования стоп (не показанных на чертеже) образованы с заданным интервалом, и короб 22, который обеспечивает подачу материала, образующего сердцевину (волокнистого материала 3F и впитывающего полимера 3Р в способе изготовления по первому варианту осуществления) и переносимого в воздушном потоке, к наружной периферийной поверхности барабана 21 для формирования стоп волокон. В коробе 22 входной конец (не показанный на чертеже) для воздушного потока, проходящего в коробе 22, соединен с устройством для ввода волокнистого материала (не показанным на чертеже), и его выходной конец закрывает часть наружной периферийной поверхности 21S барабана 21 для формирования стоп волокон. Устройство для ввода волокнистого материала обеспечивает разделение на волокна листа исходного материала (не показанного на чертеже), состоящего в основном из волокнистого материала 3F, и подачу волокнистого материала 3F в короб 22. Часть, расположенная между входным концом и выходным концом в коробе 22, предусмотрена с устройством для ввода (не показанным на чертеже), которое обеспечивает ввод впитывающего полимера 3Р в короб 22.
[0049]
Барабан 21 для формирования стоп волокон образован на основе цилиндрического узла 210 барабана, который состоит из жесткого металла, и наружного периферийного элемента 211, который наложен на наружную периферийную часть узла 210 барабана и образует наружную периферийную поверхность 21S барабана 21 для формирования стоп волокон. Наружный периферийный элемент 211, приводимый в движение посредством первичного двигателя, такого как электродвигатель или тому подобное, вращается вокруг горизонтальной оси вращения как центра вращения вдоль направления стрелки R1 на фиг.4. Однако узел 210 барабана зафиксирован и не вращается. Внутреннее пространство узла 210 барабана разделено на множество пространств А, В и С в направлении вдоль его окружности. Кроме того, узел 210 барабана соединен с механизмом снижения давления (не показанным на чертеже), обеспечивающим уменьшение внутреннего давления в узле 210 барабана. Приведение в действие механизма снижения давления обеспечивает возможность поддержания отрицательного давления в пространствах А-С.
[0050]
В барабане 21 для формирования стоп волокон пространство А, наружная периферийная часть которого закрыта коробом 22, служит в качестве зоны формирования стоп волокон, в которой материал, образующий сердцевину, может быть уложен в стопу под действием всасывающей силы, действующей со стороны внутреннего пространства. В случае, когда наружный периферийный элемент 211 приводится во вращение в направлении стрелки R1 в состоянии, в котором внутреннее давление в пространстве А сохраняется отрицательным, когда углубления для формирования стоп (не показанные на чертеже), образованные на наружном периферийном элементе 211, проходят над пространством А, отрицательное внутреннее давление в пространстве А действует на нижнюю часть углублений для формирования стоп, что вызывает всасывание воздуха в большое число всасывающих отверстий, образованных в данной нижней части. При всасывании во всасывающие отверстия материал, образующий сердцевину и перемещенный в короб 22, направляется в углубления для формирования стоп и преобразуется в стопу, размещаемую на данной нижней части, и образуется первая сердцевина 3 в виде стопы волокон. Между тем внутреннее давление в пространстве B в барабане 21 для формирования стоп волокон обычно задано равным отрицательному давлению, более низкому, чем в пространстве А, или задано равным нулю (атмосферному давлению), и внутреннее давление в пространстве С задано равным нулю или положительному давлению, поскольку данное пространство представляет собой зону, включающую в себя место перемещения стопы волокон, находящейся в углублениях для формирования стоп, и места спереди и сзади от места перемещения. Углубления для формирования стоп имеют форму, с которой должна быть образована первая сердцевина 3, подлежащая изготовлению. В способе изготовления по первому варианту осуществления первая сердцевина 3 как объект, подлежащий изготовлению посредством устройства 20 для изготовления первой сердцевины, имеет часть 3N, в которой отсутствует образующий материал, как описано выше. Следовательно, в нижней части углублений для формирования стоп место, соответствующее части 3N, в которой отсутствует образующий материал, выступает дальше наружу в радиальном направлении барабана 21, предназначенного для формирования стоп волокон, по сравнению с периферийной частью, что препятствует укладке материала, образующего сердцевину, в стопу в таком месте.
[0051]
Первая сердцевина 3, образованная в углублениях для формирования стоп, перемещается к нижней части барабана 21, предназначенного для формирования стоп волокон, посредством вращения наружного периферийного элемента 211, выходит из углублений, предназначенных для формирования стоп, под действием воздуха, выходящего в виде струи из устройства 23 для подачи воздушной струи, и перемещается на первое транспортное устройство 30.
[0052]
Первое транспортное устройство 30 включает в себя средство 31 транспортирования, которое может обеспечить перемещение перемещаемого объекта на поверхности транспортирования при одновременном воздействии всасывающей силы на данный объект. Средство 31 транспортирования образовано посредством бесконечной конвейерной ленты 32, которая перемещается по замкнутой траектории в направлении стрелки R2 на фиг.4, и камеру 33 всасывания в качестве всасывающего средства, установленную на замкнутой траектории перемещения конвейерной ленты 32. Конвейерная лента 32 образует поверхность транспортирования для перемещаемого объекта и обладает воздухопроницаемостью. Конвейерная лента 32 состоит, например, из сетчатой ленты, имеющей большое число всасывающих отверстий (не показанных на чертеже). Камера 33 всасывания установлена в месте, в котором она расположена напротив устройства 23 для подачи воздушной струи с другой стороны конвейерной ленты 32, и может всасывать воздух, выходящий в виде струи из устройства 23 для подачи воздушной струи. Лист 5 для обертывания сердцевины подан заранее на поверхность конвейерной ленты 32 перед выходом первой сердцевины 3 из углублений для формирования стоп и ее размещением на конвейерной ленте 32. Первая сердцевина 3, выходящая из углублений для формирования стоп, перемещается ко второму транспортному устройству 50 в состоянии, в котором она размещена на листе 5 для обертывания сердцевины. Первое транспортное устройство 30 включает в себя прижимной ролик 36, который поджимает первую сердцевину 3, размещенную на листе 5 для обертывания сердцевины, к листу 5 для обертывания сердцевины. Перед подачей ко второму транспортному устройству 50 (перед наложением второй сердцевины 4) первая сердцевина 3 сжимается в направлении толщины посредством прижимного ролика 36.
[0053]
В производственной установке 10, показанной на фиг.4, лист 5 для обертывания сердцевины непрерывно разматывается из рулона исходного материала 5R, образованного из длинного листа 5 для обертывания сердцевины, который свернут в рулон, и подается к поверхности конвейерной ленты 32 первого транспортного устройства 30. В данном процессе во время подачи листа 5 для обертывания сердцевины адгезивы 34А и 35А наносят с помощью средств 34 и 35 нанесения на ту поверхность (верхнюю поверхность) листа 5 для обертывания сердцевины, на которой первая сердцевина 3 должна быть размещена на конвейерной ленте 32 (этап нанесения адгезива). Этап нанесения адгезива представляет собой этап нанесения адгезивов 34А и 35А на ту поверхность (верхнюю поверхность) листа 5 для обертывания сердцевины, на которой должна быть размещена первая сердцевина 3, перед размещением первой сердцевины 3 на листе 5 для обертывания сердцевины, перемещаемом в одном направлении (перед выполнением этапа размещения первой сердцевины). В частности, на этапе нанесения адгезива, как показано на фиг.4, адгезив 34А наносят непрерывно на обе боковые стороны 5В одной поверхности листа 5 для обертывания сердцевины (верхней поверхности на конвейерной ленте 32), определяемые в направлении CD, с помощью средства 34 нанесения, и адгезив 35А наносят непрерывно на часть 5А данной одной поверхности, центральную в направлении CD, с помощью средства 35 нанесения. В способе изготовления по первому варианту осуществления средство 34 нанесения находится ближе по ходу в направлении MD1, чем средство 35 нанесения. Следовательно, адгезив 34А наносится на лист 5 для обертывания сердцевины раньше, чем адгезив 35А. Часть 5А листа 5 для обертывания сердцевины, центральная в направлении CD, представляет собой часть, в которой должна быть размещена первая сердцевина 3, изготовленная посредством устройства 20 для изготовления первой сердцевины, и каждая из обеих боковых сторон 5В представляет собой часть, которую загибают на первую сердцевину 3 и накладывают на первую сердцевину 3 (см. фиг.5).
[0054]
На этапе нанесения адгезива по первому варианту осуществления в пределах той поверхности (верхней поверхности) листа 5 для обертывания сердцевины, на которой должна быть размещена первая сердцевина 3, рисунок нанесения адгезива 34А, нанесенного на обе боковые стороны 5В, отличается от рисунка нанесения адгезива 35А, нанесенного на часть 5А, центральную в направлении CD. В частности, как показано на фиг.5, адгезив 34А нанесен на обе боковые стороны 5В в виде непрерывных линий, которые проходят в направлении MD1 (продольном направлении листа 5 для обертывания сердцевины), как видно на виде в плане, и адгезив 35А нанесен на центральную часть 5А в виде спиралей, которые проходят в направлении MD1, как видно на виде в плане. В пределах данной одной поверхности листа 5 для обертывания сердцевины, на которую были нанесены адгезивы 34А и 35А, множество частей (четыре части на фиг.5), в которых адгезив 34А нанесен в виде непрерывных линий, как видно на виде в плане, расположены вдоль направления CD на каждой из обеих боковых сторон 5В, и множество частей (пять частей на фиг.5), в которых адгезив 35А нанесен в виде спиралей, как видно на виде в плане, расположены вдоль направления CD в центральной части 5А. В листе 5 для обертывания сердцевины части, в которых адгезив 34А нанесен в виде непрерывных линий, представляют собой части, в которых адгезив 34А нанесен посредством так называемого нанесения сплошного покрытия. Адгезив 34А прилипает на всей площади таких частей. С другой стороны, в листе 5 для обертывания сердцевины части, в которых адгезив 35А нанесен в виде спиралей, проходят вдоль направления MD1 в виде завитков, «нарисованных» адгезивом 35А, при этом участок, на котором адгезив 35А нанесен, и участок, на котором адгезив 35А не нанесен, чередуются в направлении MD1. Рисунки нанесения адгезивов 34А и 35А не ограничены показанными на чертеже и могут быть заданы произвольно.
[0055]
Как показано на фиг.4, этап изготовления второй сердцевины 4, выполняемый посредством устройства 40 для изготовления второй сердцевины, имеет этап распределения впитывающего полимера, заключающийся в нанесении адгезива на одну поверхность длинного базового листа 4S, перемещаемого в одном направлении, и последующем распределении и прикреплении впитывающего полимера 4Р, и этап получения длинной второй сердцевины 4 посредством наложения другого длинного базового листа на данную одну поверхность базового листа 4S. Впитывающий полимер также может быть распределен на «другом длинном базовом листе».
[0056]
В частности, в устройстве 40 для изготовления второй сердцевины адгезивы 41А и 42А наносят на два базовых листа 4S, образующих вторую сердцевину 4, с помощью соответствующих средств 41 и 42 нанесения, затем впитывающий элемент 4Р распределяют на поверхности по меньшей мере одного из двух листов 4S, на которую нанесен адгезив, с помощью средства 43 распределения, и после этого два листа 4S размещают вместе так, чтобы их поверхности с нанесенным адгезивом были обращены внутрь, посредством чего изготавливают длинную вторую сердцевину 4. На фиг.4 один из двух базовых листов 4S (базовый лист, находящийся в контакте с первой сердцевиной 3) представляет собой лист 4S1, и другой базовый лист представляет собой лист 4S2.
[0057]
Более конкретно, в устройстве 40 для изготовления второй сердцевины, показанном на фиг.4, базовый лист 4S1 непрерывно разматывается из рулона исходного материала 4R1, образованного из длинного базового листа 4S1, который свернут в рулон, и адгезив 41А наносится на одну поверхность базового листа 4S1, (поверхность, обращенную к базовому листу 4S2, размещаемому с другой стороны) с помощью средства 41 нанесения. Одновременно с этим базовый лист 4S2 непрерывно разматывается из рулона исходного материала 4R2, образованного из длинного базового листа 4S2, который свернут в рулон, и адгезив 42А наносится на одну поверхность базового листа 4S2 (поверхность, обращенную к базовому листу 4S1, размещаемому с другой стороны) с помощью средства 42 нанесения. В способе изготовления по первому варианту осуществления, как показано на фиг.6, адгезив 41А наносят на базовый лист 4S1, находящийся в контакте с первой сердцевиной 3, в виде спиралей, проходящих в направлении перемещения (продольном направлении) MD2 базового листа 4S1, как видно на виде в плане, и адгезив 42А наносят по существу на всей площади одной поверхности базового листа 4S2, на которой непосредственно распределяют впитывающий полимер 4Р (так называемое нанесение сплошного покрытия). На одной поверхности базового листа 4S1, на которую был нанесен адгезив 41А, множество частей (восемь частей на фиг.8), в которых адгезив 41А нанесен в виде спиралей, как видно на виде в плане, расположены в виде ряда, проходящего в направлении CD. Адгезив 41А нанесен в виде спиралей по существу на всей площади данной одной поверхности. Рисунки нанесения адгезивов 41А и 42А не ограничены показанными на чертеже и могут быть заданы произвольно.
[0058]
Средство 43 распределения расположено в месте над объектом (базовым листом 4S), на котором распределяют впитывающий полимер 4Р, при этом данное место расположено на заданном расстоянии от объекта. Впитывающий полимер 4Р, распределяемый из средства 43 распределения, падает под действием его собственного веса и прилипает к одной поверхности базового листа 4S (4S2), перемещаемого под средством 43 распределения. В способе изготовления по первому варианту осуществления впитывающий полимер распределяют на одном из двух листов 4S1 и 4S2. Однако в настоящем изобретении впитывающий полимер может быть распределен на обоих из них. Конструкция средства 43 распределения не имеет особых ограничений при условии, что средство 43 распределения может обеспечить точное распределение заданного количества частиц впитывающего полимера 4Р в заданном месте на перемещаемом базовом листе 4S. В способе изготовления по первому варианту осуществления в качестве средства 43 распределения выбрано «устройство для распределения объектов в виде частиц, включающее в себя бункер, выполненный с возможностью хранения объектов в виде частиц в его внутреннем пространстве и имеющий элемент для выпуска объектов в виде частиц, и средство транспортирования, которое расположено под бункером, обеспечивает перемещение объектов в виде частиц, выпущенных из элемента для выпуска, в место распределения и распределение объектов в виде частиц, при этом средство транспортирования имеет средство приема, предназначенное для приема объектов в виде частиц, выпущенных из элемента для выпуска, и средство генерирования вибраций, предназначенное для обеспечения вибрации средства приема, и вибрация средства приема, вызванная средством генерирования вибрации, обеспечивает возможность перемещения объектов в виде частиц, размещенных на средстве приема, в место распределения». Другими словами, «объект в виде частиц», упомянутый в данном документе, может быть назван впитывающим полимером 4Р. В качестве вышеуказанного устройства для распределения объектов в виде частиц можно использовать, например, устройство для распределения объектов в виде частиц, описанное в JP2017-70944A и JP2019-43735A, или устройство для перемещения материалов в виде частиц, описанное в JP2013-512047A.
[0059]
В устройстве 40 для изготовления второй сердцевины, показанном на фиг.4, длинную вторую сердцевину 4, полученную посредством этапа распределения впитывающего полимера 4Р с помощью средства 43 распределения, вводят в пространство между прижимными роликами 44 и 45 и сжимают в направлении толщины, и затем адгезив 46А наносят на одну поверхность второй сердцевины 4 (поверхность, обращенную к первой сердцевине 3) с помощью средства 46 нанесения. В способе изготовления по первому варианту осуществления адгезив 46А наносят в виде спиралей, проходящих в направлении перемещения (продольном направлении) MD4 второй сердцевины 4, как видно на виде в плане. На одной поверхности второй сердцевины 4, на которую был нанесен адгезив 46А, множество частей (пять частей в варианте осуществления, показанном на фиг.8 и 9), в которых адгезив 46А нанесен в виде спиралей, как видно на виде в плане, расположены в виде ряда, проходящего в направлении CD. Рисунки нанесения адгезива 46 не ограничены показанными на чертеже и могут быть заданы произвольно. Длинную впитывающую сердцевину 4, включающую в себя адгезив 46А, нанесенный на одну ее поверхность таким образом, перемещают ко второму транспортному устройству 50 и накладывают на первую сердцевину 3.
[0060]
В способе изготовления по первому варианту осуществления на этапе распределения впитывающего полимера, выполняемом в устройстве 40 для изготовления второй сердцевины, как показано на фиг.7, впитывающий полимер 4Р периодически/прерывисто распределяют так, чтобы зоны 4N без адгезионного сцепления впитывающего полимера 4Р были расположены на одной поверхности базового листа 4S2 с промежутками в направлении MD3 перемещения листа 4S2. При периодическом/прерывистом распределении впитывающего полимера 4Р зона 4М адгезионного сцепления и зона 4N без адгезионного сцепления впитывающего полимера 4Р чередуются в направлении MD3 перемещения (продольном направлении базового листа 4S2) на одной поверхности базового листа 4S2. Периодическое распределение впитывающего полимера 4Р на базовом листе 4S (4S2) предназначено для обеспечения возможности беспрепятственного разрезания второй сердцевины 4 (впитывающего элемента 1) после этапа распределения. То есть после получения длинной второй сердцевины 4 может быть выполнен этап, который представляет собой 1) этап перемещения длинной второй сердцевины 4 как она есть ко второму транспортному устройству 50, получения длинного впитывающего элемента 1 посредством этап загибания листа 5, предназначенного для обертывания сердцевины, с помощью средства 56 загибания, которое будет описано позднее, и разрезания длинного впитывающего элемента 1 с заданной единичной длиной изделия или 2) этап нанесения адгезива 46А на длинную вторую сердцевину 4 в устройстве 40, предназначенном для изготовления второй сердцевины, после того, как вторая сердцевина 4 пройдет через зону зажима между прижимными роликами 44 и 45, последующего разрезания длинной второй сердцевины 4 с заданной единичной длиной изделия для получения вторых сердцевин 4 и перемещения вторых сердцевин 4 по одной ко второму транспортному устройству 50. Поскольку впитывающий полимер 4Р в большинстве случаев является очень твердым, в случае, когда впитывающий полимер 4Р находится в месте, в котором вторую сердцевину 4 (впитывающий элемент 1) разрезают на этапе 1) или 2), может иметь место невыполнение разрезания. Следовательно, в способе изготовления по первому варианту осуществления для предотвращения невыполнения разрезания второй сердцевины 4 (впитывающего элемента 1) впитывающий элемент 4Р не распределяют в тех местах длинной второй сердцевины 4, в которой вторая сердцевина 4 должна быть разрезана. То есть при разрезании на вышеуказанном этапе 1) или 2) длинную вторую сердцевину 4 разрезают в зоне 4N без адгезионного сцепления впитывающего полимера 4Р. В способе изготовления по первому варианту осуществления, как показано на фиг.4, длинную вторую сердцевину 4 перемещают как она есть ко второму транспортному устройству 50 без разрезания, и выбран этап 1).
[0061]
Способ периодического распределения впитывающего полимера 4Р на базовом листе 4S не имеет особых ограничений. Например, он может представлять собой А) способ управления работой средства 43 распределения так, чтобы было обеспечено периодическое распределение впитывающего полимера 4Р из средства 43 распределения, или В) способ обеспечения непрерывного распределения впитывающего полимера 4Р из средства 43 распределения, но соответствующего отсечения потока впитывающего полимера 4Р, перемещающегося к базовому листу 4S из средства 43 распределения. В способе изготовления по первому варианту осуществления выбран способ В).
[0062]
Более конкретно, в устройстве 40 для изготовления второй сердцевины по первому варианту осуществления на этапе распределения впитывающего полимера, когда впитывающий полимер 4Р непрерывно распределяют на базовом листе 4S (4S2) из средства 43 распределения впитывающего полимера 4Р, которое расположено в месте, находящемся на заданном расстоянии от базового листа 4S (4S2), операцию улавливания части впитывающего полимера 4Р, распределенного из средства 43 распределения, до того, как впитывающий полимер 4Р прилипнет к базовому листу 4S (4S2), повторяют с заданным интервалом времени, так что обеспечивается периодическое распределение впитывающего полимера 4Р. Впитывающий полимер 4Р, уловленный посредством такой операции, подвергают воздействию на этапе изготовления первой сердцевины 3 и/или этапе изготовления второй сердцевины 4. Как показано на фиг.4, устройство 40 для изготовления второй сердцевины включает в себя средство 47 улавливания впитывающего полимера 4Р, расположенное между средством 43 распределения и базовым листом 4S (4S2), перемещаемым под средством 43 распределения. Средство 47 улавливания улавливает впитывающий полимер 4Р, распределяемый из средства 43 распределения, в заданные моменты времени и обеспечивает подачу уловленного впитывающего полимера 4Р в устройство 20 для изготовления первой сердцевины и/или в средство 43 распределения посредством канала 48, предназначенного для подачи впитывающего полимера 48 и соединяющего средство 47 улавливания, устройство 20 для изготовления первой сердцевины и средство 43 распределения. В способе изготовления по первому варианту осуществления обеспечивается периодическое распределение впитывающего полимера 4Р, как описано выше, так что предотвращается возникновение проблемы невыполнения разрезания второй сердцевины 4 (впитывающего элемента 1), и избыток впитывающего полимера 4Р, создаваемый при периодическом/прерывистом нанесении, повторно используется. Система для повторного использования уловленного впитывающего полимера 4Р, которая включает в себя средство 47 улавливания впитывающего полимера 4Р и канал 48 для подачи впитывающего полимера, может быть образована посредством соответствующего использования известных технических решений, относящихся к периодическому распределению объекта данного типа в виде частиц.
[0063]
Второе транспортное устройство 50 включает в себя средство 51 транспортирования, которое может обеспечить перемещение перемещаемого объекта на поверхности транспортирования при одновременном воздействии всасывающей силы на объект. Средство 51 транспортирования во втором транспортном устройстве 50 образовано посредством воздухопроницаемой конвейерной ленты 52, которая перемещается по заданной замкнутой траектории вдоль направления стрелки R3 на фиг.4, и камер 53 и 54 всасывания, которые представляют собой средства всасывания, установленные на замкнутой траектории. Конвейерная лента 52 образует поверхность транспортирования для перемещаемого объекта. Перемещаемый объект (многослойный элемент, состоящий из листа 5 для обертывания сердцевины, первой сердцевины 3 и второй сердцевины 4) размещают на верхней поверхности конвейерной ленты 52. Конвейерная лента 52 состоит, например, из сетчатой ленты, имеющей большое число всасывающих отверстий (не показанных на чертеже). Когда камеры 53 и 54 всасывания приводятся в действие, перемещаемый объект на конвейерной ленте 52 (поверхности транспортирования) подвергается воздействию всасывающей силы посредством всасывающих отверстий (не показанных на чертеже).
[0064]
Как показано на фиг.4, второе транспортное устройство 50 включает в себя прижимной ролик 55, который поджимает многослойный элемент, состоящий из двух сердцевин 3 и 4, со стороны второй сердцевины 4 (со стороны верхней поверхности) после того, как вторая сердцевина 4, изготовленная в устройстве 40 для изготовления второй сердцевины, будет подана к поверхности первой сердцевины 3. На траектории перемещения листа 5, предназначенного для обертывания сердцевины, в месте соединения второй сердцевины 4 или вблизи него прижимной ролик 55 расположен в месте, в котором ролик находится напротив камеры 53 всасывания, расположенной с другой стороны перемещаемого листа 5 для обертывания сердцевины (перемещаемой первой сердцевины 3).
[0065]
Как показано на фиг.4, второе транспортное устройство 50 включает в себя средство 56 загибания листа 5 для обертывания сердцевины, которое находится дальше по ходу в направлении MD, чем прижимной ролик 55. Средство 56 загибания установлено на части замкнутой траектории перемещения конвейерной ленты 52 и расположено в месте, в котором установлена камера 54 всасывания. Средство 56 загибания включает в себя известный механизм загибания, предназначенный для загибания обеих боковых сторон 5В перемещаемого листа 5 для обертывания сердцевины, то есть выступающих частей, которые выступают от проходящих вдоль направления MD, боковых краев впитывающей сердцевины 2 (многослойного элемента, состоящего из первой сердцевины 3 и второй сердцевины 4), размещенной на листе 5 для обертывания сердцевины, к стороне впитывающей сердцевины 2.
[0066]
В способе изготовления впитывающего элемента 1 посредством использования производственной установки 10, имеющей вышеописанную конструкцию, сначала первую сердцевину 3 размещают на листе 5 для обертывания сердцевины, перемещаемом в одном направлении (этап размещения первой сердцевины). Более конкретно, как показано на фиг.4, множество первых сердцевин 3, изготовленных посредством устройства 20 для изготовления первой сердцевины, размещают с промежутками вдоль направления MD1 на верхней поверхности длинного листа 5 для обертывания сердцевины, перемещаемого в одном направлении (направлении, обозначенном ссылочной позицией MD1) посредством первого транспортного устройства 30. Как показано на фиг.5, адгезивы 34А и 35А наносят заранее по существу на всей площади верхней поверхности листа 5, предназначенного для обертывания сердцевины, с помощью средств 34 и 35 нанесения. Первая сердцевина 3, вышедшая из углублений для формирования стоп, образованных в барабане 21 для формирования стоп волокон, предусмотренном в устройстве 20 для изготовления первой сердцевины, размещается на той части 5А верхней поверхности листа 5 для обертывания сердцевины, которая является центральной в направлении CD, и входит в контакт с адгезивом 35А, нанесенным на центральную часть 5А.
[0067]
На этапе размещения первой сердцевины первую сердцевину 3 размещают так, чтобы «часть, в которой лист 5 для обертывания сердцевины и первая сердцевина 3 не перекрывают друг друга» (в дальнейшем также упоминаемая просто как «неперекрытая часть листа 5 для обертывания сердцевины»), то есть «часть, в которой лист 5 для обертывания сердцевины и первая сердцевина 3 не перекрывают друг друга, если смотреть на виде в плане (если смотреть в направлении толщины)», находилась по меньшей мере или с обеих сторон, противоположных друг другу в направлении MD1, через первую сердцевину3, размещенной на листе 5 для обертывания сердцевины, или с обеих сторон, противоположных друг другу в направлении CD, через первую сердцевину3. В первом варианте осуществления, показанном на фиг.5, неперекрытая часть листа 5 для обертывания сердцевины (часть, в которой лист 5 для обертывания сердцевины открыт для воздействия и не закрыт первой сердцевиной 3) расположена так, как будто данная часть окружает одну первую сердцевину 3. Соответственно, первая сердцевина 3 размещена на листе 5 для обертывания сердцевины так, что данная неперекрытая часть находится с обеих сторон, противоположных друг другу в направлении MD1, через первую сердцевину3 и с обеих сторон, противоположных друг другу в направлении CD, через первую сердцевину3. Кроме того, в неперекрытой части листа 5 для обертывания сердцевины, которая окружает первую сердцевину 3, адгезивы 34А и 35А нанесены на поверхность, на которой размещена первая сердцевина 3. Лист 5 для обертывания сердцевины, на котором первая сердцевина 3 размещена таким образом, перемещают ко второму транспортному устройству 50.
[0068]
В способе изготовления впитывающего элемента 1 посредством использования производственной установки 10 в тот момент времени, когда закончен этап размещения первой сердцевины и вторая сердцевина 4 еще не размещена на первой сердцевине 3, размещенной на листе 5 для обертывания сердцевины (до этапа размещения второй сердцевины), первую сердцевину 3 поджимают к листу 5 для обертывания сердцевины. Более конкретно, как показано на фиг.4, первую сердцевину 3, размещенную на листе 5 для обертывания сердцевины, поджимают к листу 5 для обертывания сердцевины посредством прижимного ролика 36, включенного в первое транспортное устройство 30, так что первая сердцевина 3 сжимается в направлении толщины. В настоящем изобретении этап сжатия первой сердцевины 3, выполняемый до этапа размещения второй сердцевины, не является существенным.
[0069]
Далее, вторую сердцевину 4 подают со стороны первой сердцевины 3 к листу 5 для обертывания сердцевины, перемещаемому в одном направлении вместе с первой сердцевиной 3, размещенной на нем, и размещают на листе 5 для обертывания сердцевины так, чтобы первая сердцевина 3 была закрыта (этап размещения второй сердцевины). Более конкретно, как показано на фиг.4, длинную вторую сердцевину 4, изготовленную в устройстве 40 для изготовления второй сердцевины, подают к верхней поверхности длинного листа 5 для обертывания сердцевины, перемещаемого в одном направлении (направлении, обозначенном ссылочной позицией MD1) посредством второго транспортного устройств 50, и накладывают на первую сердцевину 3, размещенную на данной верхней поверхности. Таким образом получают многослойный элемент, состоящий из листа 5 для обертывания сердцевины, первой сердцевины 3 и второй сердцевины 4. Фиг.8 показывает состояние данного многослойного элемента в месте, обозначенном ссылочной позицией Р1 на фиг.4, то есть в месте, в котором первая сердцевина 3 и вторая сердцевина 4 соединяются вместе (состояние непосредственно после наложения второй сердцевины 4 на первую сердцевину 3). Как описано выше, с помощью средства 46 нанесения адгезив 46А нанесен заранее на поверхность второй сердцевины 4, обращенную к первой сердцевине 3. Первую сердцевину 3 и вторую сердцевину 4 соединяют вместе посредством адгезива 46А. Определяемая в направлении CD длина (ширина) второй сердцевины 4, наложенной на первую сердцевину 3, по существу такая же, как ширина той части 5А листа 5 для обертывания сердцевины, которая является центральной в направлении CD и на которой размещена первая сердцевина 3.
[0070]
На этапе размещения второй сердцевины вторую сердцевину 4 размещают так, чтобы «часть, в которой вторая сердцевина 4 и первая сердцевина 3 не перекрывают друг друга (в дальнейшем также упоминаемая просто как «неперекрытая часть второй сердцевины 4»), то есть «часть, в которой вторая сердцевина 4 и первая сердцевина 3 не перекрывают друг друга, если смотреть на виде в плане (если смотреть в направлении толщины)», находидась по меньшей мере или с обеих сторон, противоположных друг другу в направлении MD1, через первую сердцевину3, размещенной на листе 5 для обертывания сердцевины, или с обеих сторон, противоположных друг другу в направлении CD, через первую сердцевину3. В способе изготовления по первому варианту осуществления вторую сердцевину 4 размещают так, чтобы неперекрытая часть второй сердцевины 4 находилась с обеих сторон, противоположных друг другу в направлении MD1, через первую сердцевину3 и с обеих сторон, противоположных друг другу в направлении CD, через первую сердцевину3. На фиг.8 неперекрытая часть второй сердцевины 4 (выступающая часть второй сердцевины 4, выступающая от боковых краев первой сердцевины 3, проходящих вдоль направления MD1, находится с обеих сторон, противоположных друг другу в направлении CD, через первую сердцевину3. В неперекрытой части второй сердцевины 4 адгезив 46А нанесен на поверхность, которая обращена к первой сердцевине 3.
[0071]
На фиг.8 и фиг.9, которая будет описана позднее, по соображениям, связанным с обеспечением легкого понимания, слои (листы), которые в действительности находятся близко друг к другу или находятся в контакте (соединены) друг с другом в многослойном элементе, представлены как преднамеренно удаленные друг от друга. Например, в месте, в котором первая сердцевина 3 и вторая сердцевина 4 соединяются вместе, вторая сердцевина 4 (базовый лист 4S1) и часть листа 5 для обертывания сердцевины, центральная в направлении CD, которые обращены друг к другу при первой сердцевине 3, расположенной между ними, в действительности, как правило, находятся близко друг к другу или находятся в контакте (соединены) друг с другом в неперекрытой части второй сердцевины 4 и в центральной части 5А. Однако на фиг.8 вторая сердцевина 4 и центральная часть 5А представлены как удаленные друг от друга. Кроме того, на фиг.8 и 9 для того, чтобы легко отличить адгезив, нанесенный посредством нанесения сплошного покрытия (адгезив 42А), от адгезивов (адгезивов 34А, 35А, 41А и 46А), которые нанесены способом, отличным от нанесения сплошного покрытия, так, чтобы они «проходили» в направлении перемещения, адгезивы 34А, 35А, 41А и 46А преднамеренно удалены друг от друга и расположены с большими интервалами в направлении СD. Однако данные интервалы не соответствуют фактическим интервалам между адгезивами.
[0072]
На этапе размещения второй сердцевины, когда первая сердцевина 3 поджата к листу 5, предназначенному для обертывания сердцевины, посредством второй сердцевины 4 так, что первая сердцевина 3 сжимается в направлении толщины, неперекрытую часть листа 5 для обертывания сердцевины и неперекрытую часть второй сердцевины 4 соединяют вместе по меньшей мере или с обеих сторон, противоположных друг другу в направлении MD1, через первую сердцевину3, или с обеих сторон, противоположных друг другу в направлении CD, через первую сердцевину3, так что образуются пары соединенных частей 6, как показано на фиг.1. В способе изготовления по первому варианту осуществления неперекрытую часть листа 5 для обертывания сердцевины и неперекрытую часть второй сердцевины 4 соединяют вместе с обеих сторон, противоположных друг другу в направлении MD1, через первую сердцевину3 так, что образуются две поперечные соединенные части 6Y, противоположные друг другу в продольном направлении Х и расположенные через первую сердцевину3 (см. фиг.1), и неперекрытую часть листа 5 для обертывания сердцевины и неперекрытую часть второй сердцевины 4 соединяют вместе с обеих сторон, противоположных друг другу в направлении CD, через первую сердцевину3 так, что образуются две продольные соединенные части 6Х, противоположные друг другу в боковом направлении Y и расположенные через первую сердцевину3 (см. фиг.1).
[0073]
Операция «сжатия первой сердцевины 3 посредством второй сердцевины 4», описанная выше, которая выполняется на этапе размещения второй сердцевины, как правило, может выполняться посредством способа поджима второй сердцевины 4 на первой сердцевине 3 в состоянии, в котором растягивающее усилие приложено к перемещаемой второй сердцевине 4. В способе изготовления по первому варианту осуществления помимо данного типового способа выбран способ, в котором в состоянии, в котором вторая сердцевина 4 наложена на первую сердцевину 3 посредством использования прижимного ролика 55, показанного на фиг.4, вторая сердцевина 4 поджимается посредством прижимного ролика 55 к первой сердцевине 3. Длина прижимного ролика 55 в направлении CD (длина в направлении оси вращения) больше длины многослойного элемента, состоящего из первой сердцевины 3 и второй сердцевины 4, в направлении CD. При выполнении поджима с помощью прижимного ролика 55 можно сжать весь многослойный элемент, включая первую сердцевину 3, в направлении толщины.
[0074]
В способе изготовления по первому варианту осуществления второе транспортное устройство 50, в котором выполняется этап размещения второй сердцевины, включает в себя средство 51 транспортирования, которое может обеспечить перемещение перемещаемого объекта на поверхности транспортирования при одновременном воздействии всасывающей силы на данный объект, как описано выше, и лист 5 для обертывания сердцевины перемещают посредством его размещения на конвейерной ленте 32, образующей поверхность транспортирования. На этапе размещения второй сердцевины, как показано на фиг.8, под действием всасывающей силы V, создаваемой с помощью средства 51 транспортирования (камеры 53 всасывания), лист 5 для обертывания сердцевины притягивается к листу 5 для обертывания сердцевины, притянутому к конвейерной ленте 32, часть, в которой вторая сердцевина 4 и первая сердцевина 3 не перекрывают друг друга, притягивается к конвейерной ленте 32, и лист 5 для обертывания сердцевины 5 и вторая сердцевина 4, притянутая к листу 5 для обертывания сердцевины, соединяются вместе посредством адгезива, который нанесен заранее по меньшей мере или на лист 5 для обертывания сердцевины, или на вторую сердцевину 4, притянутую к листу 5 для обертывания сердцевины, посредством чего образуется пара соединенных частей 6 (6Х и 6Y). В способе изготовления по первому варианту осуществления пару соединенных частей 6 образуют посредством адгезива 35А, который нанесен на часть 5А листа 5 для обертывания сердцевины, центральную в направлении CD, и адгезива 46А, который нанесен на вторую сердцевину 4. Кроме того, в способе изготовления по первому варианту осуществления, как описано выше, вторую сердцевину 4 поджимают к первой сердцевине 3 посредством использования прижимного ролика 55. Поджим с помощью прижимного ролика 55 облегчает достижение состояния, в котором лист 5 для обертывания сердцевины и вторая сердцевина 4 приближены друг к другу или находятся в контакте друг с другом. Следовательно, поджим с помощью прижимного ролика 55 может способствовать образованию соединенной части 6.
[0075]
В способе изготовления по первому варианту осуществления, как описано выше, лист 5 для обертывания сердцевины и вторую сердцевину 4 (базовый лист 4S1) соединяют вместе в зоне той части 3N первой сердцевины 3, в которой отсутствует образующий материал, как показано на фиг.2. Соединение получают посредством всасывания, обеспечиваемого средством 51 транспортирования, адгезива 35А, нанесенного на часть 5А листа 5 для обертывания сердцевины, центральную в направлении CD, и адгезива 46А, нанесенного на вторую сердцевину 4, так же, как при образовании соединенной части 6, описанной выше. Кроме того, поджим с помощью прижимного ролика 55 может также способствовать соединению. Например, в частности, в случае, когда периферийная поверхность прижимного ролика 55 (поверхность, находящаяся в контакте с объектом, подлежащим поджиму) выполнена с выступами (не показанными на чертеже), расположенными в местах, соответствующих частям 3N, в которых отсутствует образующий материал, при поджиме второй сердцевины 4 посредством прижимного ролика 55 часть второй сердцевины 4, соответствующая части 3N, в которой отсутствует образующий материал (часть, которая перекрывает часть 3N, в которой отсутствует образующий материал, если смотреть на виде в плане), поджимается выступами и входит в часть 3N, в которой отсутствует образующий материал, что облегчает соединение вместе второй сердцевины 4, «вошедшей» в часть 3N, в которой отсутствует образующий материал, и листа 5, предназначенного для обертывания сердцевины, посредством адгезивов 35А и 46А.
[0076]
Как описано выше, в способе изготовления по первому варианту осуществления часть, в которой лист 5 для обертывания сердцевины и первая сердцевина 3 не перекрывают друг друга, и часть, в которой вторая сердцевина 4 и первая сердцевина 3 не перекрывают друг друга, подвергаются воздействию всасывающей силы со стороны поверхности (конвейерной ленты 32), на которой размещен многослойный элемент, состоящий из листа 5 для обертывания сердцевины, второй сердцевины 4 и первой сердцевина 3, так что неперекрытая часть листа 5 для обертывания сердцевины и неперекрытая часть второй сердцевины 4 будут надежно перекрывать друг друга. Кроме того, данные неперекрытые части соединяются вместе посредством адгезивов (адгезивов 35А и 46А), которые нанесены заранее по меньшей мере на одну из неперекрытых частей. Таким образом, образуется пара соединенных частей 6 (6Х и 6Y), и лист 5 для обертывания сердцевины и вторая сердцевина 4 соединяются вместе в зоне части 3N, в которой отсутствует образующий материал.
[0077]
Во втором транспортном устройстве 50 длинную вторую сердцевину 4 размещают на первой сердцевине 3, размещенной на той части 5А длинного листа 5 для обертывания сердцевины, которая является центральной в направлении CD, вышеописанным образом, и затем обе боковые стороны 5В листа 5 для обертывания сердцевины, определяемые в направлении CD, загибают к стороне центральной части 5А (стороне второй сердцевины 4) с помощью средства 56 загибания, так что боковые стороны 5В загибаются (загибаются вверх) вокруг второй сердцевины 4, посредством чего получают длинный впитывающий элемент 1. Фиг.9 показывает сечение длинного впитывающего элемента 1, выполненное вдоль направления CD. Как описано выше, изображение на фиг.9 создано для обеспечения легкого понимания, и то, что показано на чертеже, не является точно тем, что имеет место в действительности. Длинный впитывающий элемент 1, полученный вышеуказанным способом, затем разрезают с заданной единичной длиной изделия с помощью средства разрезания, не показанного на чертеже. Таким образом изготавливают впитывающий элемент 1, показанный на фиг.1. Как описано выше, вследствие прерывистого распределения впитывающего полимера 4Р, образующего вторую сердцевину 4, зона 4N без адгезионного сцепления впитывающего полимера 4Р находится в том месте в длинном впитывающем элементе 1, в котором впитывающий элемент 1 должен быть разрезан. Поскольку длинный впитывающий элемент 1 разрезают в зоне 4N без адгезионного сцепления, маловероятно возникновение невыполнения разрезания, и существует возможность беспрепятственной отрезки впитывающего элемента 1 с единичной длиной изделия.
[0078]
В способе изготовления по первому варианту осуществления, показанному на вышеописанной фиг.4, впитывающий элемент 1 изготавливают посредством размещения первой сердцевины 3 и второй сердцевины 4 в данном порядке на перемещаемом листе 5 для обертывания сердцевины. В способе изготовления впитывающего элемента по настоящему изобретению лист 5 для обертывания сердцевины и вторую сердцевину 4 можно поменять местами. То есть впитывающий элемент 1 также может быть изготовлен посредством размещения первой сердцевины 3 и листа 5 для обертывания сердцевины в данном порядке на перемещаемой второй сердцевине 4 (способ изготовления по второму варианту осуществления).
В дальнейшем другие варианты осуществления способа изготовления впитывающего элемента по настоящему изобретению будут описаны со ссылкой на фиг.10 и 11. Что касается других вариантов осуществления, которые будут описаны ниже, то в основном будут описаны составляющие элементы, отличные от составляющих элементов по первому варианту осуществления, и составляющие элементы, такие же как в первом варианте осуществления, будут обозначены теми же ссылочными позициями и не будут разъяснены снова. Описание первого варианта осуществления соответствующим образом применяется для тех составляющих элементов нижеприведенных других вариантов осуществления, которые не описаны конкретно.
[0079]
В способе изготовления по второму варианту осуществления сначала первую сердцевину 3 размещают на длинной второй сердцевине 4, перемещаемой в одном направлении (этап размещения первой сердцевины). Длинная вторая сердцевина 4 может быть изготовлена посредством такого же этапа технологического процесса, как этап изготовления второй сердцевины 4, выполняемый в устройстве 40 для изготовления второй сердцевины в первом варианте осуществления, описанном выше. Например, как показано на фиг.4, длинную вторую сердцевину 4, изготовленную в устройстве 40 для изготовления второй сердцевины, перемещают в одном направлении (направлении, обозначенном ссылочной позицией MD1) вместо листа 5 для обертывания сердцевины, и множество первых сердцевин 3, изготовленных в устройстве 20 для изготовления первой сердцевины, размещают с промежутками в направлении MD1 на верхней поверхности длинной второй сердцевины 4, перемещаемой посредством первого транспортного устройства 30.
[0080]
На этапе размещения первой сердцевины в способе изготовления по второму варианту осуществления первую сердцевину 3 размещают так, чтобы «часть, в которой вторая сердцевина 4 и первая сердцевина 3 не перекрывают друг друга», то есть «часть, в которой вторая сердцевина 4 и первая сердцевина 3 не перекрывают друг друга, если смотреть на виде в плане (если смотреть в направлении толщины)», находилась по меньшей мере или с обеих сторон, противоположных друг другу в направлении MD1, через первую сердцевину3, или с обеих сторон, противоположных друг другу в направлении CD, через первую сердцевину3.
[0081]
В способе изготовления по первому варианту осуществления, как показано на фиг.4, в тот момент времени, когда этап размещения первой сердцевины завершился, но этап размещения второй сердцевины еще не выполнен, первую сердцевину 3, размещенную на листе 5 для обертывания сердцевины, поджимают к листу 5, предназначенному для обертывания сердцевины, посредством прижимного ролика 36, включенного в первое транспортное устройство 30. Данный этап поджима также может быть выбран в способе изготовления по второму варианту осуществления. То есть посредством поджима первой сердцевины 3, размещенной на второй сердцевине 4, ко второй сердцевине 4 посредством прижимного ролика 36 можно сжать первую сердцевину 3 в направлении толщины.
[0082]
В способе изготовления по второму варианту осуществления лист 5 для обертывания сердцевины подают затем со стороны первой сердцевины 3 ко второй сердцевине 4, перемещаемой в одном направлении вместе с первой сердцевиной 3, размещенной на ней, и лист 5 для обертывания сердцевины размещают так, чтобы первая сердцевина 3 была закрыта (этап размещения листа для обертывания сердцевины). Например, как показано на фиг.4, длинный лист 5 для обертывания сердцевины, непрерывно разматываемый из рулона исходного материала 5R, подают к верхней поверхности длинной второй сердцевины 4, перемещаемой в одном направлении (направлении, обозначенном ссылочной позицией MD1), и накладывают на первую сердцевину 3, размещенную на данной верхней поверхности, посредством чего получают многослойный элемент, состоящий из второй сердцевины 4, первой сердцевины 3 и листа 5 для обертывания сердцевины. Фиг.10 показывает пример состояния данного многослойного элемента в месте, обозначенном ссылочной позицией Р1 на фиг.4, то есть состояние непосредственно после наложения листа 5 для обертывания сердцевины на первую сердцевину 3.
[0083]
На этапе размещения листа для обертывания сердцевины в способе изготовления по второму варианту осуществления лист 5 для обертывания сердцевины размещают так, чтобы «часть, в которой лист 5 для обертывания сердцевины и первая сердцевина 3 не перекрывают друг друга», то есть «часть, в которой лист 5 для обертывания сердцевины и первая сердцевина 3 не перекрывают друг друга, если смотреть на виде в плане (если смотреть в направлении толщины)», находилась по меньшей мере или с обеих сторон, противоположных друг другу в направлении MD1, через первую сердцевину3, размещенной на второй сердцевине 4, или с обеих сторон, противоположных друг другу в направлении CD, через первую сердцевину3.
[0084]
На этапе размещения листа для обертывания сердцевины в способе изготовления по второму варианту осуществления во время поджима первой сердцевины 3 ко второй сердцевине 4 посредством листа 5, предназначенного для обертывания сердцевины, так, что первая сердцевина 3 сжимается в направлении толщины, неперекрытую часть второй сердцевины 4 и неперекрытую часть листа 5 для обертывания сердцевины соединяют вместе по меньшей мере или с обеих сторон, противоположных друг другу в направлении MD1, через первую сердцевину3, или с обеих сторон, противоположных друг другу в направлении CD, через первую сердцевину3 так, что образуется пара соединенных частей 6, как показано на фиг.1.
[0085]
На этапе размещения второй сердцевины в способе изготовления по первому варианту осуществления, как показано на фиг.8, пару соединенных частей (6Х и 6Y) листа 5, предназначенного для обертывания сердцевины, и второй сердцевины 4 образуют, используя всасывающую силу V, создаваемую с помощью средства 51 транспортирования (камеры 53 всасывания). На этапе размещения листа для обертывания сердцевины в способе изготовления по второму варианту осуществления пара соединенных частей также может быть образована посредством использования всасывающей силы, создаваемой средством транспортирования. То есть на вышеописанном этапе размещения листа для обертывания сердцевины, как показано на фиг.10, пара соединенных частей 6 (6Х и 6Y) может быть образована посредством способа обеспечения притягивания второй сердцевины 4 к конвейерной ленте 32 при использовании всасывающей силы V, создаваемой с помощью средства 51 транспортирования (камеры 53 всасывания), обеспечения притягивания части, в которой лист 5 для обертывания сердцевины и первая сердцевина 3 не перекрывают друг к друга, ко второй сердцевине 4, притянутой к конвейерной ленте 32, и соединения вместе второй сердцевины 4 и листа 5 для обертывания сердцевины посредством адгезива, который нанесен заранее по меньшей мере или на вторую сердцевину 4, или на лист 5 для обертывания сердцевины, притягиваемый ко второй сердцевине 4.
[0086]
В способе изготовления по второму варианту осуществления длинный лист 5 для обертывания сердцевины размещают на первой сердцевине 3, которая размещена на той части длинной второй сердцевины 4, которая является центральной в направлении CD, как указано выше (см. фиг.10), и затем обе боковые стороны 5В листа 5 для обертывания сердцевины, определяемые в направлении CD, загибают к стороне центральной части 5А (по направлению ко второй сердцевине 4) посредством использования такого устройства, как средство 56 загибания, показанное на фиг.4, так, что обе боковые стороны 5В будут загнуты (загнуты вниз) вокруг второй сердцевины 4, посредством чего получают длинный впитывающий элемент 1.
[0087]
Фиг.11 представляет собой соответствующий фиг.10 вид третьего варианта осуществления способа изготовления впитывающего элемента по настоящему изобретению. В способе изготовления по третьему варианту осуществления базовый лист 4S2 из двух базовых листов 4S1 и 4S2, образующих вторую сердцевину 4, который образует поверхность, противоположную поверхности, на которой первую сердцевину 3 размещают посредством этапа размещения первой сердцевины, является более длинным (более широким) в направлении CD, чем базовый лист 4S1, и имеет выступающие части 49, выступающие наружу в направлении CD от боковых краев базового листа 4S1, проходящих вдоль направления MD. В способе изготовления по третьему варианту осуществления две выступающие части 49 базового листа 4S2 загибают (загибают вверх) вокруг листа 5, предназначенного для обертывания сердцевины, после вышеописанного этапа размещения листа для обертывания сердцевины. В длинном впитывающем элементе 1, полученном таким способом, обе боковые стороны листа 5 для обертывания сердцевины, проходящие вдоль направления MD, закрыты базовым листом 4S2 (выступающими частями 49).
[0088]
Настоящее изобретение описано выше на основе предпочтительных вариантов его осуществления. Однако настоящее изобретение не ограничено данными вариантами осуществления и может быть модифицировано соответствующим образом в пределах объема настоящего изобретения.
Во впитывающем элементе 1, показанном на фиг.1, две соединенные части 6 находятся с обеих сторон, противоположных друг другу в продольном направлении Х, через первую сердцевину3 и с обеих сторон, противоположных друг другу в боковом направлении Y, через первую сердцевину3. Однако две соединенные части 6 могут находиться только или с обеих сторон, противоположных друг другу в продольном направлении Х, через первую сердцевину3, или с обеих сторон, противоположных друг другу в боковом направлении Y, через первую сердцевину3.
Первая сердцевина 3 может не иметь части 3N, в которой отсутствует образующий материал. Даже несмотря на то, что первая сердцевина 3 имеет часть 3N, в которой отсутствует образующий материал, лист 5 для обертывания сердцевины и вторая сердцевина 4 необязательно должны быть соединены вместе в зоне части 3N, в которой отсутствует образующий материал. Однако для проявления заданных эффектов от настоящего изобретения целесообразно, чтобы лист 5 для обертывания сердцевины и вторая сердцевина 4 были соединены вместе в зоне части 3N, в которой отсутствует образующий материал, как в вариантах осуществления, описанных выше.
В вышеприведенных вариантах осуществления первая сердцевина 3 представляет собой впитывающую сердцевину типа стопы волокон, содержащую по меньшей мере волокнистый материал 3F. Однако первая сердцевина 3 также может представлять собой впитывающую сердцевину листового типа, подобную второй сердцевине 4. То есть первая сердцевина 3 может включать в себя два базовых листа, которые обращены друг к другу, и волокнистый материал и впитывающий полимер, которые размещены между двумя базовыми листами, и два базовых листа могут быть соединены вместе посредством адгезива.
Кроме того, в способе изготовления впитывающего элемента по настоящему изобретению этап изготовления второй сердцевины 4 не является существенным.
На этапе размещения второй сердцевины вторые сердцевины 4 могут быть поданы по одной со стороны первой сердцевины 3 к листу 5 для обертывания сердцевины, перемещаемому в одном направлении вместе с первой сердцевиной 3, размещенной на нем, и могут быть размещены на листе 5, предназначенном для обертывания сердцевины, так, чтобы первая сердцевина 3 была закрыта.
На этапе размещения листа для обертывания сердцевины листы 5 для обертывания сердцевины могут быть поданы по одному со стороны первой сердцевины 3 ко второй сердцевине 4, перемещаемой в одном направлении вместе с первой сердцевиной 3, размещенной на ней, и могут быть размещены на второй сердцевине 4 так, чтобы первая сердцевина 3 была закрыта.
Варианты осуществления настоящего изобретения, описанные выше, также включают следующие аспекты.
[0089]
<1> Впитывающий элемент, используемый для впитывающего изделия, имеющего продольное направление, которое соответствует направлению от передней стороны к задней стороне носителя, и боковое направление, которое ортогонально к продольному направлению,
при этом впитывающий элемент содержит:
- впитывающую сердцевину, содержащую впитывающий материал; и
- проницаемый для жидкостей лист для обертывания сердцевины, закрывающий наружную поверхность впитывающей сердцевины, при этом
впитывающая сердцевина имеет первую сердцевину, которая включает в себя по меньшей мере волокнистый материал в качестве образующего материала, и вторую сердцевину, которая находится в контакте с обращенной к коже поверхностью или с не обращенной к коже поверхностью первой сердцевины и является более тонкой, чем первая сердцевина,
первая сердцевина расположена между листом для обертывания сердцевины и второй сердцевиной,
вторая сердцевина включает в себя два базовых листа, которые обращены друг к другу, и впитывающий полимер, который размещен между двумя базовыми листами,
данные два базовых листа соединены вместе посредством адгезива,
одна или более пар соединенных частей, в которых лист для обертывания сердцевины и вторая сердцевина непосредственно соединены вместе без присутствия первой сердцевины, находятся по меньшей мере или с обеих сторон, противоположных друг другу в продольном направлении, через первую сердцевину, или с обеих сторон, противоположных друг другу в боковом направлении, через первую сердцевину, и
часть первой сердцевины, расположенная между парой соединенных частей, сжата в направлении толщины посредством листа, предназначенного для обертывания сердцевины, и второй сердцевины.
<2> Впитывающий элемент по пункту <1>, в котором в случае, когда устранено сжатое состояние части, которая представляет собой часть первой сердцевины, расположенную между парой соединенных частей, и в которой имеется материал, образующий первую сердцевину, толщина впитывающего элемента в такой части больше, чем толщина впитывающего элемента в такой части, когда ее сжатое состояние еще не устранено, и разность толщины впитывающего элемента, указанного первым, и толщины впитывающего элемента, указанного вторым, составляет 0,08 мм или более и 1,00 мм или менее.
[0090]
<3> Впитывающий элемент по пункту <1> или <2>, в котором соединенные части из одной пары соединенных частей (продольных соединенных частей) находятся с обеих сторон, противоположных друг другу в боковом направлении, через первую сердцевину, или
множество пар соединенных частей (продольных соединенных частей) находятся с обеих сторон, противоположных друг другу в боковом направлении, через первую сердцевину, и множество пар соединенных частей (продольных соединенных частей) расположены с промежутками в продольном направлении, или
соединенные части из одной пары соединенных частей (поперечных соединенных частей) находятся с обеих сторон, противоположных друг другу в продольном направлении, через первую сердцевину, или
множество пар соединенных частей (поперечных соединенных частей) находятся с обеих сторон, противоположных друг другу в продольном направлении, через первую сердцевину, и множество пар соединенных частей (поперечных соединенных частей) расположены с промежутками в боковом направлении.
<4> Впитывающий элемент по любому из пунктов <1> - <3>, в котором первая сердцевина окружена соединенными частями, и вся первая сердцевина сжата в направлении толщины посредством листа, предназначенного для обертывания сердцевины, и второй сердцевины.
[0091]
<5> Впитывающий элемент по любому из пунктов <1> - <4>, в котором первая сердцевина имеет часть, в которой отсутствует образующий материал и в которой материал, образующий первую сердцевину, отсутствует на всей протяженности первой сердцевины в направлении толщины, в той части первой сердцевины, которая расположена между парой соединенных частей, и
лист для обертывания сердцевины и вторая сердцевина соединены вместе в части, в которой отсутствует образующий материал.
<6> Впитывающий элемент по пункту <5>, в котором определяемая в продольном направлении длина части, в которой отсутствует образующий материал, предпочтительно составляет 30 мм или более и более предпочтительно 50 мм или более, и данная длина предпочтительно составляет 250 мм или менее и более предпочтительно 200 мм или менее.
<7> Впитывающий элемент по пункту <5> или <6>, в котором определяемая в боковом направлении длина (ширина) части, в которой отсутствует образующий материал, предпочтительно составляет 3 мм или более и более предпочтительно 5 мм или более, и данная длина предпочтительно составляет 30 мм или менее и более предпочтительно 20 мм или менее.
<8> Впитывающий элемент по любому из пунктов <5> - <7>, в котором интервал между двумя частями, в которых отсутствует образующий материал и которые являются соседними друг с другом в боковом направлении, предпочтительно составляет 5 мм или более и более предпочтительно 10 мм или более, и данный интервал предпочтительно составляет 100 мм или менее и более предпочтительно 70 мм или менее.
[0092]
<9> Впитывающий элемент по любому из пунктов <1> - <8>, в котором первая сердцевина содержит впитывающий полимер.
<10> Впитывающий элемент по пункту <9>, в котором поверхностная плотность впитывающего полимера в первой сердцевине предпочтительно составляет 40 г/м2 или более и более предпочтительно 60 г/м2 или более, и данная поверхностная плотность предпочтительно составляет 450 г/м2 или менее и более предпочтительно 350 г/м2 или менее.
<11> Впитывающий элемент по пункту <9> или <10>, в котором поверхностная плотность (масса на единицу площади) впитывающего полимера больше в первой сердцевине, чем во второй сердцевине.
<12> Впитывающий элемент по пункту <11>, в котором отношение поверхностной плотности впитывающего полимера в первой сердцевине к поверхностной плотности впитывающего полимера во второй сердцевине предпочтительно составляет 1,1 или более и более предпочтительно 1,5 или более, и данное отношение предпочтительно составляет 3 или менее и более предпочтительно 2,5 или менее.
<13> Впитывающий элемент по любому из пунктов <10> - <12>, в котором поверхностная плотность впитывающего полимера во второй сердцевине предпочтительно составляет 50 г/м2 или более и более предпочтительно 80 г/м2 или более, и данная поверхностная плотность предпочтительно составляет 200 г/м2 или менее и более предпочтительно 150 г/м2 или менее.
[0093]
<14> Впитывающий элемент по любому из пунктов <1> - <13>, в котором первая сердцевина и вторая сердцевина соединены вместе посредством адгезива.
<15> Впитывающий элемент по любому из пунктов <1> - <14>, в котором лист для обертывания сердцевины представляет собой один лист, и определяемая в боковом направлении длина (ширина) листа для обертывания сердцевины не менее чем в 1,1 раза и не более чем в 3 раза превышает длину (ширину) впитывающей сердцевины в боковом направлении.
<16> Впитывающий элемент по пункту <15>, в котором лист для обертывания сердцевины закрывает поверхность впитывающей сердцевины, обращенную к коже, на всей ее протяженности и выступает наружу в боковом направлении от боковых краев впитывающей сердцевины, проходящих вдоль продольного направления, и выступающие части листа для обертывания сердцевины загнуты к той поверхности впитывающей сердцевины, которая не обращена к коже, и закрывают поверхность впитывающей сердцевины, не обращенную к коже, на всей ее протяженности.
<17> Впитывающий элемент по пункту <15> или <16>, в котором часть с перекрытием, в которой боковые краевые части листа для обертывания сердцевины, проходящие вдоль продольного направления, перекрывают друг друга, образована рядом с той частью не обращенной к коже поверхности впитывающей сердцевины, которая является центральной в боковом направлении.
<18> Впитывающий элемент по любому из пунктов <1> - <17>, в котором длина (ширина) первой сердцевины в боковом направлении не является постоянной на всей длине первой сердцевины в продольном направлении, и первая сторона первой сердцевины, концевая в продольном направлении, является более длинной и более широкой в боковом направлении, чем ее вторая концевая сторона.
<19> Впитывающий элемент по любому из пунктов <1> - <18>, в котором поверхностная плотность первой сердцевины предпочтительно составляет 50 г/м2 или более и более предпочтительно 80 г/м2 или более, и данная поверхностная плотность предпочтительно составляет 250 г/м2 или менее и более предпочтительно 200 г/м2 или менее.
<20> Впитывающий элемент по любому из пунктов <1> - <19>, в котором поверхностная плотность одного базового листа, описанного выше, предпочтительно составляет 5 г/м2 или более и более предпочтительно 7 г/м2 или более, и данная поверхностная плотность предпочтительно составляет 50 г/м2 или менее и более предпочтительно 40 г/м2 или менее.
<21>
- Впитывающий элемент по любому из пунктов <1> - <20>, в котором давление в зоне контакта между первой сердцевиной и второй сердцевиной составляет 0,05 кПа или более.
- Впитывающий элемент по любому из пунктов <1> - <20>, в котором давление в зоне контакта между первой сердцевиной и второй сердцевиной доведено до 0,05 кПа или более на этапе изготовления впитывающего элемента.
<22> Впитывающий элемент по любому из пунктов <1> - <21>, в котором давление в зоне контакта между первой сердцевиной и второй сердцевиной предпочтительно составляет 0,05 кПа или более и более предпочтительно 0,07 кПа или более, и данное давление в зоне контакта предпочтительно составляет 0,2 кПа или менее и более предпочтительно 0,1 кПа или менее.
[0094]
<23> Способ изготовления впитывающего элемента, используемого для впитывающего изделия, имеющего продольное направление, которое соответствует направлению от передней стороны к задней стороне носителя, и боковое направление, которое ортогонально к продольному направлению, при этом впитывающий элемент включает в себя впитывающую сердцевину, содержащую впитывающий материал, и проницаемый для жидкостей лист для обертывания сердцевины, закрывающий наружную поверхность впитывающей сердцевины, при этом впитывающая сердцевина имеет первую сердцевину, которая включает в себя по меньшей мере волокнистый материал в качестве образующего материала, и вторую сердцевину, которая находится в контакте с обращенной к коже поверхностью или с не обращенной к коже поверхностью первой сердцевины и является более тонкой, чем первая сердцевина, первая сердцевина расположена между листом для обертывания сердцевины и второй сердцевиной, вторая сердцевина включает в себя два базовых листа, которые обращены друг к другу, и впитывающий полимер, который размещен между двумя базовыми листами, данные два базовых листа соединены вместе посредством адгезива, одна или более пар соединенных частей, в которых лист для обертывания сердцевины и вторая сердцевина непосредственно соединены вместе без присутствия первой сердцевины, находятся по меньшей мере или с обеих сторон, противоположных друг другу в продольном направлении, через первую сердцевину, или с обеих сторон, противоположных друг другу в боковом направлении, через первую сердцевину, и часть первой сердцевины, расположенная между парой соединенных частей, сжата в направлении толщины посредством листа, предназначенного для обертывания сердцевины, и второй сердцевины,
при этом способ изготовления включает:
- этап размещения первой сердцевины, заключающийся в размещении первой сердцевины на листе для обертывания сердцевины, перемещаемом в одном направлении; и
- этап размещения второй сердцевины, заключающийся в подаче второй сердцевины со стороны первой сердцевины к листу для обертывания сердцевины, перемещаемому в одном направлении вместе с первой сердцевиной, размещенной на нем, и размещении второй сердцевины на листе для обертывания сердцевины так, чтобы первая сердцевина была закрыта, при этом
на этапе размещения первой сердцевины первую сердцевину размещают так, чтобы часть, в которой лист для обертывания сердцевины и первая сердцевина не перекрывают друг друга, находилась по меньшей мере или с обеих сторон, противоположных друг другу в направлении перемещения листа для обертывания сердцевины, через первую сердцевину, размещенной на листе для обертывания сердцевины, или с обеих сторон, противоположных друг другу в направлении, поперечном к направлению перемещения и ортогональном к направлению перемещения, через первую сердцевину,
на этапе размещения второй сердцевины вторую сердцевину размещают так, чтобы часть, в которой вторая сердцевина и первая сердцевина не перекрывают друг друга, находилась по меньшей мере или с обеих сторон, противоположных друг другу в направлении перемещения листа для обертывания сердцевины, через первую сердцевину, размещенной на листе для обертывания сердцевины, или с обеих сторон, противоположных друг другу в направлении, поперечном к направлению перемещения и ортогональном к направлению перемещения, через первую сердцевину, и
в состоянии, в котором первая сердцевина поджата к листу, предназначенному для обертывания сердцевины, посредством второй сердцевины так, что первая сердцевина сжимается в направлении толщины, неперекрытую часть листа для обертывания сердцевины и неперекрытую часть второй сердцевины соединяют вместе по меньшей мере или с обеих сторон, противоположных друг другу в направлении перемещения, через первую сердцевину, или с обеих сторон, противоположных друг другу в направлении, поперечном к направлению перемещения, через первую сердцевинутак, что образуется пара соединенных частей.
<24> Способ изготовления впитывающего элемента по пункту <23>, в котором лист для обертывания сердцевины перемещают посредством его размещения на поверхности транспортирования, предусмотренной в средстве транспортирования, выполненном с возможностью обеспечения перемещения перемещаемого объекта на поверхности транспортирования при одновременном воздействии всасывающей силы на данный объект, и
на этапе размещения второй сердцевины лист для обертывания сердцевины притягивают к поверхности транспортирования посредством всасывания, осуществляемого средством транспортирования, часть, в которой вторая сердцевина и первая сердцевина не перекрывают друг друга, притягивают к листу для обертывания сердцевины, притянутому к поверхности транспортирования, и лист для обертывания сердцевины и вторую сердцевину, притянутую к листу для обертывания сердцевины, соединяют вместе посредством адгезива, нанесенного заранее по меньшей мере или на лист для обертывания сердцевины, или на вторую сердцевину.
<25> Способ изготовления впитывающего элемента по пункту <23> или <24>, в котором на этапе размещения второй сердцевины первую сердцевину сжимают посредством второй сердцевины при поджиме первой сердцевины с помощью второй сердцевины, к которой приложено растягивающее усилие во время перемещения.
<26> Способ изготовления впитывающего элемента по любому из пунктов <23> - <25>, в котором на этапе размещения второй сердцевины первую сердцевину сжимают посредством второй сердцевины при поджиме второй сердцевины к первой сердцевине посредством прижимного ролика в состоянии, когда вторая сердцевина наложена на первую сердцевину.
<27> Способ изготовления впитывающего элемента по любому из пунктов <23> - <26>, включающий этап нанесения адгезива, заключающийся в нанесении адгезива на ту поверхность листа для обертывания сердцевины, на которой должна быть размещена первая сердцевина, до того, как первая сердцевина будет размещена на листе для обертывания сердцевины, перемещаемом в одном направлении,
при этом на этапе нанесения адгезива адгезив наносят в виде спиралей, проходящих в направлении перемещения листа для обертывания сердцевины, если смотреть на виде в плане, на по меньшей мере ту часть поверхности, на которой должна быть размещена первая сердцевина.
<28> Способ изготовления впитывающего элемента по любому из пунктов <23> - <27>, включающий этап нанесения адгезива, заключающийся в нанесении адгезива на ту поверхность листа для обертывания сердцевины, на которой должна быть размещена первая сердцевина, до того, как первая сердцевина будет размещена на листе для обертывания сердцевины, перемещаемом в одном направлении,
при этом на этапе нанесения адгезива рисунок нанесения адгезива в части, центральной в направлении (CD), ортогональном к направлению перемещения листа для обертывания сердцевины,, отличается от рисунка нанесения адгезива на обеих боковых сторонах, определяемых в направлении (CD), ортогональном к направлению перемещения листа для обертывания сердцевины, в пределах поверхности, на которой должна быть размещена первая сердцевина.
<29> Способ изготовления впитывающего элемента по любому из пунктов <23> - <28>, в котором в тот момент времени, когда закончен этап размещения первой сердцевины и вторая сердцевина еще не размещена на первой сердцевине, размещенной на листе для обертывания сердцевины, первую сердцевину поджимают к листу для обертывания сердцевины.
[0095]
<30> Способ изготовления впитывающего элемента, используемого для впитывающего изделия, имеющего продольное направление, которое соответствует направлению от передней стороны к задней стороне носителя, и боковое направление, которое ортогонально к продольному направлению, при этом впитывающий элемент включает в себя впитывающую сердцевину, содержащую впитывающий материал, и проницаемый для жидкостей лист для обертывания сердцевины, закрывающий наружную поверхность впитывающей сердцевины, при этом впитывающая сердцевина имеет первую сердцевину, которая включает в себя по меньшей мере волокнистый материал в качестве образующего материала, и вторую сердцевину, которая находится в контакте с обращенной к коже поверхностью или с не обращенной к коже поверхностью первой сердцевины и является более тонкой, чем первая сердцевина, первая сердцевина расположена между листом для обертывания сердцевины и второй сердцевиной, вторая сердцевина включает в себя два базовых листа, которые обращены друг к другу, и впитывающий полимер, который размещен между двумя базовыми листами, данные два базовых листа соединены вместе посредством адгезива, одна или более пар соединенных частей, в которых лист для обертывания сердцевины и вторая сердцевина непосредственно соединены вместе без присутствия первой сердцевины, находятся по меньшей мере или с обеих сторон, противоположных друг другу в продольном направлении, через первую сердцевину, или с обеих сторон, противоположных друг другу в боковом направлении, через первую сердцевину, и часть первой сердцевины, расположенная между парой соединенных частей, сжата в направлении толщины посредством листа, предназначенного для обертывания сердцевины, и второй сердцевины,
при этом способ изготовления включает:
- этап размещения первой сердцевины, заключающийся в размещении первой сердцевины на второй сердцевине, перемещаемой в одном направлении; и
- этап размещения листа для обертывания сердцевины, заключающийся в подаче листа для обертывания сердцевины со стороны первой сердцевины ко второй сердцевине, перемещаемой в одном направлении вместе с первой сердцевиной, размещенной на ней, и размещении листа для обертывания сердцевины на второй сердцевине так, чтобы первая сердцевина была закрыта, при этом
на этапе размещения первой сердцевины первую сердцевину размещают так, чтобы часть, в которой вторая сердцевина и первая сердцевина не перекрывают друг друга, находилась по меньшей мере или с обеих сторон, противоположных друг другу в направлении перемещения второй сердцевины, через первую сердцевину, размещенной на второй сердцевине, или с обеих сторон, противоположных друг другу в направлении, поперечном к направлению перемещения и ортогональном к направлению перемещения, через первую сердцевину,
на этапе размещения листа для обертывания сердцевины лист для обертывания сердцевины размещают так, чтобы часть, в которой лист для обертывания сердцевины и первая сердцевина не перекрывают друг друга, находилась по меньшей мере или с обеих сторон, противоположных друг другу в направлении перемещения второй сердцевины, через первую сердцевину, размещенной на второй сердцевине, или с обеих сторон, противоположных друг другу в направлении, поперечном к направлению перемещения и ортогональном к направлению перемещения, через первую сердцевину, и
в состоянии, в котором первая сердцевина поджата ко второй сердцевине посредством листа, предназначенного для обертывания сердцевины, так, что первая сердцевина сжимается в направлении толщины, неперекрытую часть второй сердцевины и неперекрытую часть листа для обертывания сердцевины соединяют вместе по меньшей мере или с обеих сторон, противоположных друг другу в направлении перемещения, через первую сердцевину, или с обеих сторон, противоположных друг другу в направлении, поперечном к направлению перемещения, через первую сердцевинутак, что образуется пара соединенных частей.
<31> Способ изготовления впитывающего элемента по пункту <30>, в котором вторую сердцевину перемещают посредством ее размещения на поверхности транспортирования, предусмотренной в средстве транспортирования, выполненном с возможностью обеспечения перемещения перемещаемого объекта на поверхности транспортирования при одновременном воздействии всасывающей силы на данный объект, и
на этапе размещения листа для обертывания сердцевины вторую сердцевину притягивают к поверхности транспортирования посредством всасывания, осуществляемого средством транспортирования, часть, в которой лист для обертывания сердцевины и первая сердцевина не перекрывают друг друга, притягивают ко второй сердцевине, притянутой к поверхности транспортирования, и вторую сердцевину и лист для обертывания сердцевины, притянутый ко второй сердцевине, соединяют вместе посредством адгезива, нанесенного заранее по меньшей мере или на вторую сердцевину, или на лист для обертывания сердцевины.
<32> Способ изготовления впитывающего элемента по пункту <30> или <31>, в котором один базовый лист из двух базовых листов, образующих вторую сердцевину, который образует поверхность, противоположную поверхности, на которой первая сердцевина должна быть размещена на этапе размещения первой сердцевины, является более длинным в направлении, поперечном к направлению перемещения, по сравнению с другим базовым листом и имеет выступающие части, которые выступают наружу в направлении, поперечном к направлению перемещения, от боковых краев другого базового листа, проходящих вдоль направления перемещения, и
выступающие части данного одного базового листа загибают вокруг листа для обертывания сердцевины после этапа размещения листа для обертывания сердцевины.
[0096]
<33> Способ изготовления впитывающего элемента по любому из пунктов <23> - <32>, дополнительно включающий этап изготовления второй сердцевины,
при этом этап изготовления второй сердцевины включает этап распределения впитывающего полимера, заключающийся в нанесении адгезива на одну поверхность длинного базового листа, перемещаемого в одном направлении, и последующем распределении и прикреплении впитывающего полимера, и этап наложения другого длинного базового листа на одну поверхность данного базового листа для получения длинной второй сердцевины.
<34> Способ изготовления впитывающего элемента по пункту <33>, в котором на этапе распределения впитывающего полимера впитывающий полимер распределяют периодически так, чтобы зоны без адгезионного сцепления впитывающего полимера были расположены на одной поверхности базового листа с промежутками в направлении перемещения базового листа, и
в случае, когда длинную вторую сердцевину разрезают, длинную вторую сердцевину разрезают в зонах без адгезионного сцепления впитывающего полимера.
<35> Способ изготовления впитывающего элемента по пункту <34>, в котором на этапе распределения впитывающего полимера операцию непрерывного распределения впитывающего полимера по направлению к базовому листу из средства распределения впитывающего полимера, которое расположено в месте, удаленном на заданное расстояние от базового листа, и одновременного улавливания части впитывающего полимера, распределяемого из средства распределения, до того, как впитывающий полимер прилипнет к базовому листу, повторяют с заданным интервалом времени так, чтобы обеспечивалось периодическое/прерывистое распределение впитывающего полимера, и
впитывающий полимер, уловленный посредством вышеуказанной операции, подвергают воздействию на этапе изготовления первой сердцевины и/или этапе изготовления второй сердцевины.
<36> Способ изготовления впитывающего элемента по любому из пунктов <33> - <35>, в котором адгезив наносят на одну поверхность длинной второй сердцевины (поверхность, обращенную к первой сердцевине) в виде спиралей, проходящих в направлении перемещения длинной второй сердцевины, если смотреть на виде в плане.
<37> Способ изготовления впитывающего элемента по любому из пунктов <33> - <36>, в котором адгезив наносят на одну поверхность длинной второй сердцевины (поверхность, обращенную к первой сердцевине) так, чтобы множество частей, в которых адгезив нанесен в виде спиралей, если смотреть на виде в плане, были расположены в виде ряда, проходящего в направлении (CD), ортогональном к направлению перемещения длинной второй сердцевины.
[0097]
В дальнейшем настоящее изобретение будет описано более конкретно со ссылкой на примеры, но настоящее изобретение не ограничено примерами.
[0098]
[Пример 1]
Впитывающий элемент, имеющий такую же конструкцию, как вышеуказанный впитывающий элемент 1, - то есть «впитывающий элемент, имеющий впитывающую сердцевину, состоящую из многослойной структуры, образованной из первой сердцевины и второй сердцевины, и проницаемый для жидкостей лист для обертывания сердцевины, закрывающий наружную поверхность впитывающей сердцевины, при этом весь периферийный край первой сердцевины находится внутри по отношению к периферийному краю второй сердцевины, и одна или более пар соединенных частей, в которых лист для обертывания сердцевины и вторая сердцевина непосредственно соединены вместе без присутствия первой сердцевины, находятся в периферийной краевой части той поверхности второй сердцевины, которая обращена к коже, при этом первая сердцевина не размещена на данной периферийной краевой части», - был изготовлен таким же способом, как способ изготовления по первому варианту осуществления (см. фиг.4), описанному выше, и выбран в качестве впитывающего элемента по Примеру 1. Во впитывающем элементе по Примеру 1 первая сердцевина представляет собой так называемую впитывающую сердцевину типа стопы волокон, образованную посредством скопления волокон, состоящего из древесной целлюлозы, и частиц впитывающего полимера, опирающихся на него. Поверхностная плотность первой сердцевины составляла 330 г/м2, и поверхностная плотность впитывающего полимера составляла 190 г/м2. Вторая сердцевина представляет собой так называемую впитывающую сердцевину листового типа, образованную посредством двух базовых листов, которые состоят соответственно из нетканого материала со структурой SMS, имеющего поверхностную плотность, составляющую 10 г/м2, и бумаги, имеющей поверхностную плотность, составляющую 16 г/м2, и частиц впитывающего полимера, которые размещены между данными двумя базовыми листами, при этом данные два базовых листа соединены вместе посредством адгезива. Поверхностная плотность второй сердцевины составляла 136 г/м2, и поверхностная плотность впитывающего полимера составляла 110 г/м2. В качестве листа для обертывания сердцевины был использован нетканый материал со структурой SMS, имеющий поверхностную плотность, составляющую 10 г/м2.
[0099]
[Сравнительный пример 1]
В качестве впитывающего элемента по Сравнительному примеру 1 был изготовлен впитывающий элемент, который имеет впитывающую сердцевину, состоящую из многослойной структуры, образованной из первой сердцевины и второй сердцевины, и проницаемый для жидкостей лист для обертывания сердцевины, который закрывает наружную поверхность впитывающей сердцевины, при этом как первая сердцевина, так и вторая сердцевина представляют собой впитывающую сердцевину типа стопы волокон, образованную посредством скоплений волокон, состоящих из древесной целлюлозы, и частиц впитывающего полимера, опирающихся на них. Во впитывающем элементе по Сравнительному примеру 1 первая сердцевина имела поверхностную плотность, составляющую 300 г/м2, впитывающий полимер имел поверхностную плотность, составляющую 100 г/м2, вторая сердцевина имела поверхностную плотность, составляющую 240 г/м2, впитывающий полимер имел поверхностную плотность, составляющую 130 г/м2, и лист для обертывания сердцевины представлял собой бумагу с поверхностной плотностью, составляющей 16 г/м2. Описание Примера 1 применяется соответствующим образом для тех аспектов Сравнительного примера 1, которые не описаны конкретно.
[0100]
<Оценочное испытание: испытание для проверки сжатого
состояния первой сердцевины>
Одноразовые подгузники были подготовлены с использованием впитывающего элемента по каждому из примеров и сравнительных примеров. В частности, были подготовлены промышленно изготавливаемые и имеющиеся на рынке, одноразовые натягиваемые подгузники, и впитывающий элемент подготовленных подгузников был заменен на один из впитывающих элементов по примерам и сравнительным примерам, посредством чего были получены подгузники. Фиг.12 показывает сторону обращенной к коже поверхности (сторону верхнего листа) одноразового натягиваемого подгузника 11, полученного таким образом, в его плоско разложенном, нестянутом состоянии. На фиг.12 впитывающий элемент, обозначенный ссылочной позицией 12, представляет собой один из впитывающих элементов по примерам и сравнительным примерам. Во впитывающем элементе 12 такие же составляющие элементы, как составляющие элементы вышеуказанного впитывающего элемента 1, обозначены теми же ссылочными позициями, что и составляющие элементы впитывающего элемента 1.
Подгузник 11 по существу имеет такую же конструкцию, как одноразовый натягиваемый подгузник данного типа, за исключением впитывающего элемента 12. В частности, подгузник 11 по существу имеет продольное направление Х, которое соответствует направлению от передней стороны к задней стороне носителя, и боковое направление Y, ортогональное к продольному направлению Х, и образован с тремя частями, полученными разделением, включая промежностную часть В1, которая подлежит размещению в паховой области тела носителя и включает в себя часть, которая размещается напротив выделительной части тела и обращена к выделительной части тела носителя, такой как пенис, переднюю часть А1, которая подлежит размещению со стороны, более близкой к стороне живота (передней стороне) носителя, чем промежностная часть В1, и заднюю часть С1, которая подлежит размещению со стороны, более близкой к стороне спины (задней стороне) носителя, чем промежностная часть В1. Подгузник 11 включает в себя впитывающий комплект 13, который включает в себя впитывающий элемент 12 и наружный покрывающий элемент 14, размещенный со стороны поверхности впитывающего комплекта 13, не обращенной к коже. Впитывающий комплект 13 включает в себя проницаемый для жидкостей, верхний лист 15, который расположен в месте, относительно близком к коже носителя, не проницаемый для жидкостей, минимально проницаемый для жидкостей или водоотталкивающий задний лист (не показанный на чертеже), который расположен в месте, относительно удаленном от кожи носителя, и впитывающий элемент 12, расположенный между верхним листом 15 и задним листом. В качестве материала подгузника 11 можно соответствующими образом использовать материалы, используемые для натягиваемого подгузника данного типа.
Обеспечивают перевод подгузника 11 в его плоско разложенное, нестянутое состояние, показанное на фиг.12 (состояние, в котором одноразовый натягиваемый подгузник расправлен посредством разрыва бокового шва и эластичный элемент каждой части одноразового подгузника растянут так, чтобы подгузник был расправлен до расчетного размера), и толщину Т1р одного заданного места измерения, обозначенного ссылочной позицией Sa, измеряют посредством <Метода измерения толщины>, описанного выше. Заданное место Sa измерения имеет вид квадрата с размерами 45 мм × 45 мм, если смотреть на виде в плане, и включает в себя часть, расположенную между парой соединенных частей, описанными выше (часть, расположенную между парой соединенных частей 6 (6Х и 6Y) в первой сердцевине 3). Заданное место Sa измерения находится на участке, центральном в боковом направлении, в части, концевой в продольном направлении, с передней стороны первой сердцевины. В частности, как показано на фиг.12, заданное место Sa измерения находится в месте, которое удалено на 5 мм от конца 3Ха первой сердцевины 3, определяемого в продольном направлении и расположенного со стороны передней части А1, по направлению к стороне, внутренней в продольном направлении Х, и при этом линия СLy, центральная в боковом направлении, разделяющая впитывающую сердцевину 2 пополам в боковом направлении Y и проходящая в продольном направлении Х, проходит через центр заданного места Sa измерения, определяемый в боковом направлении Y. Линия СLy, центральная в боковом направлении, также представляет собой прямую линию, которая разделяет подгузник 11 пополам в боковом направлении Y в его плоско разложенном, нестянутом состоянии. Толщина Т1р представляет собой «толщину подгузника 11 в части, расположенной между парой соединенных частей, которая измерена до того, как будет устранено сжатое состояние той части первой сердцевины 3, которая расположена между парой соединенных частей», и отличается от толщины Т1, описанной выше, только тем, что то, что по существу имеет такую толщину, представляет собой впитывающий элемент (толщина Т1) или подгузник (толщина Т1р).
Далее, заданное место Sa измерения вырезают из подгузника 11 на всей протяженности в направлении толщины, и толщину Т2р вырезанного заданного места Sa измерения измеряют посредством <Метода измерения толщины>, описанного выше. При вырезании заданного места Sa измерения из подгузника 11 устраняется сжатое состояние части, расположенной между парой соединенных частей. Эластичный элемент наружного покрывающего элемента в вырезанном заданном месте Sa измерения разрезан и не образует складки. Толщина Т2р представляет собой «толщину подгузника 11 в части, расположенной между парой соединенных частей, которая измерена после устранения сжатого состояния той части первой сердцевины 3, которая расположена между парой соединенных частей», и отличается от толщины Т2, описанной выше, только тем, что то, что по существу имеет такую толщину, представляет собой впитывающий элемент (толщина Т2) или подгузник (толщина Т2р).
Затем разность Т2р-Т1р толщин рассчитывали для заданного места Sa измерения. Результаты показаны в нижеприведенной Таблице 1.
[0101]
[Таблица 1]
толщина Т1р подгузника (мм)
толщина Т2р подгузника (мм)
[0102]
Как показано в Таблице 1, поскольку впитывающая сердцевина в Примере 1 образована посредством первой сердцевины типа стопы волокон и второй сердцевины листового типа, разность Т2р-Т1р толщин больше в Примере 1, чем в Сравнительном примере 1, в котором обе сердцевины представляют собой сердцевины типа стопы волокон. Данный результат показывает, что во впитывающем элементе по Примеру 1 часть (часть, расположенная между парой соединенных частей), расположенная между парой соединенных частей 6 (6Х и 6Y), в первой сердцевине 3 сжата в направлении толщины посредством листа 5, предназначенного для обертывания сердцевины, и второй сердцевины 4. Следовательно, можно утверждать, что впитывающий элемент по Примеру 1 представляет собой впитывающий элемент, который может полностью соответствовать требованию уменьшения толщины впитывающего элемента, имеет большую впитывающую способность, несмотря на то, что он относительно тонкий, с малой вероятностью набухает даже при впитывании выделений, является гибким и проявляет очень хорошую способность к сохранению формы.
Промышленная применимость
[0103]
В соответствии с настоящим изобретением предложен впитывающий элемент, который может обеспечить достаточную впитывающую способность даже при уменьшенной толщине, с малой вероятностью набухает даже при впитывании выделений, является гибким и проявляет очень хорошую способность к сохранению формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ЭЛЕМЕНТА, И ВПИТЫВАЮЩИЙ ЭЛЕМЕНТ | 2021 |
|
RU2788061C1 |
| ЛИСТООБРАЗНОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТООБРАЗНОГО ИЗДЕЛИЯ | 2016 |
|
RU2675444C1 |
| ЛИСТ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА | 2016 |
|
RU2676785C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2670329C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2737448C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2702241C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2670015C1 |
| ЛИСТООБРАЗНОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТООБРАЗНОГО ИЗДЕЛИЯ | 2016 |
|
RU2670053C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2743032C2 |
| Одноразовый подгузник типа трусов | 2015 |
|
RU2632379C1 |
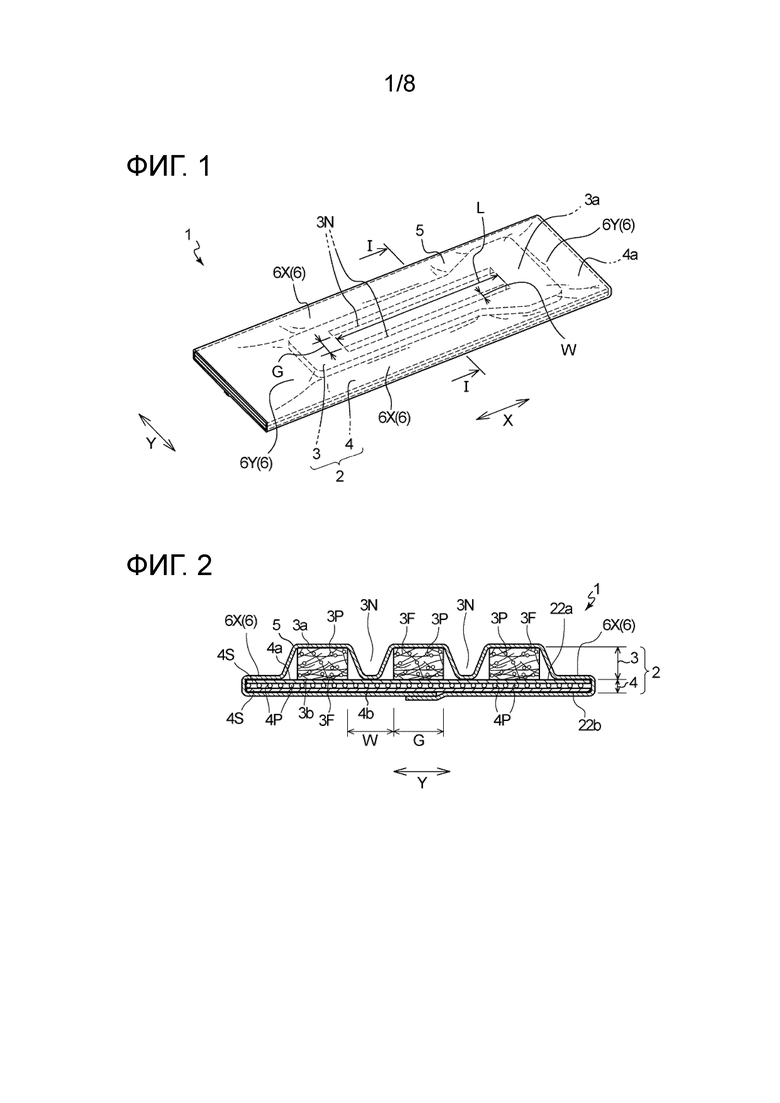
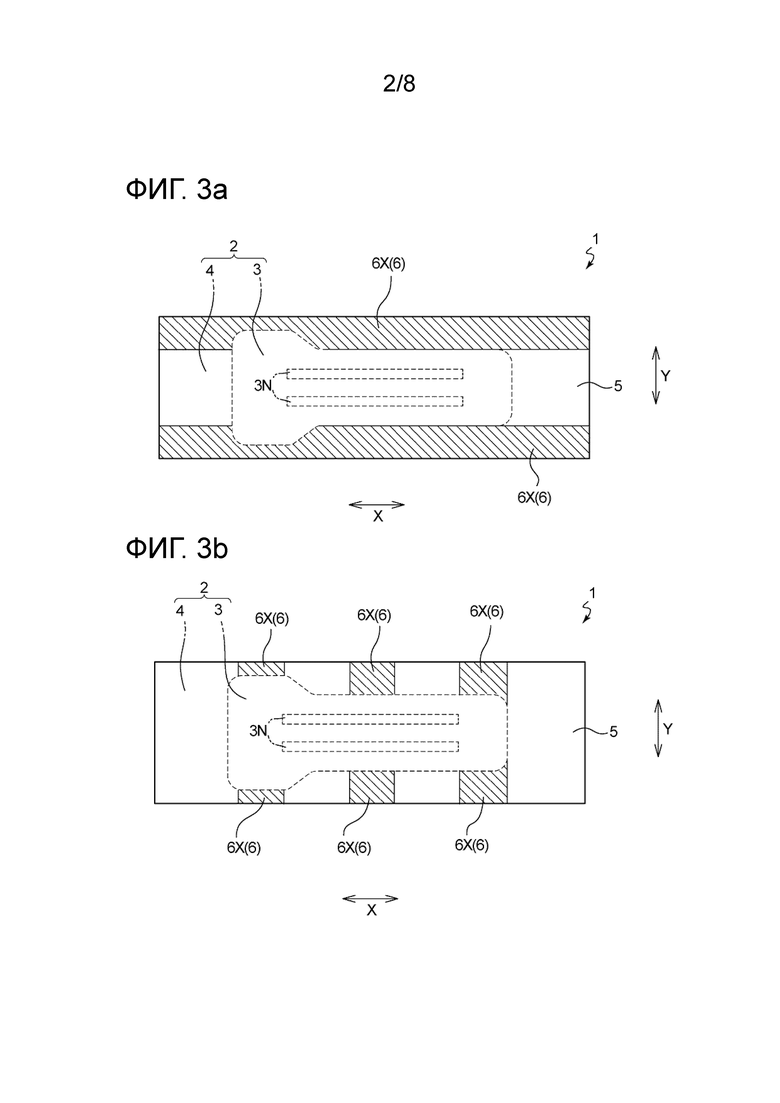
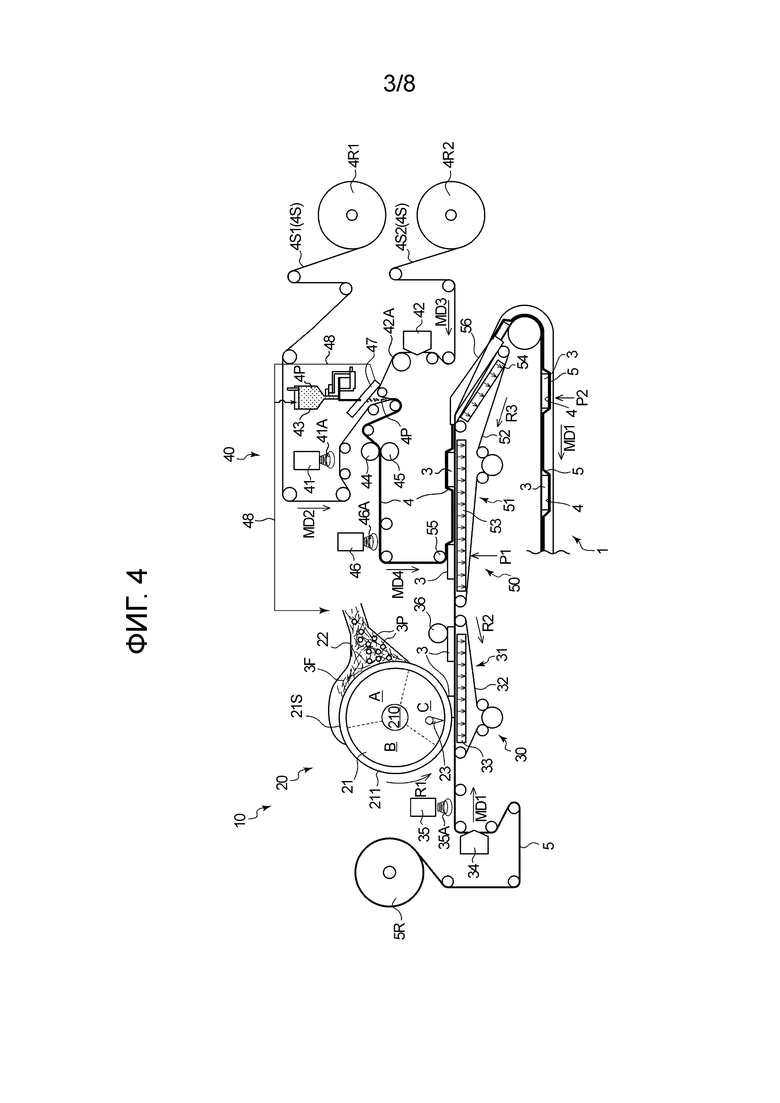
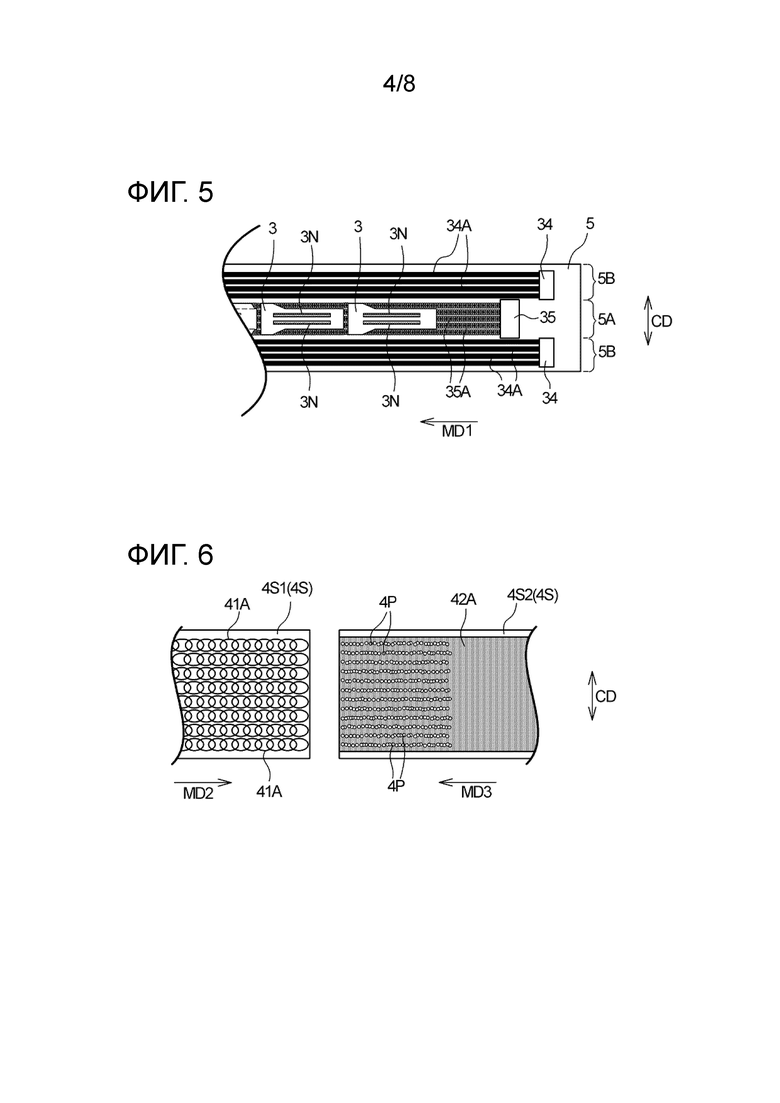
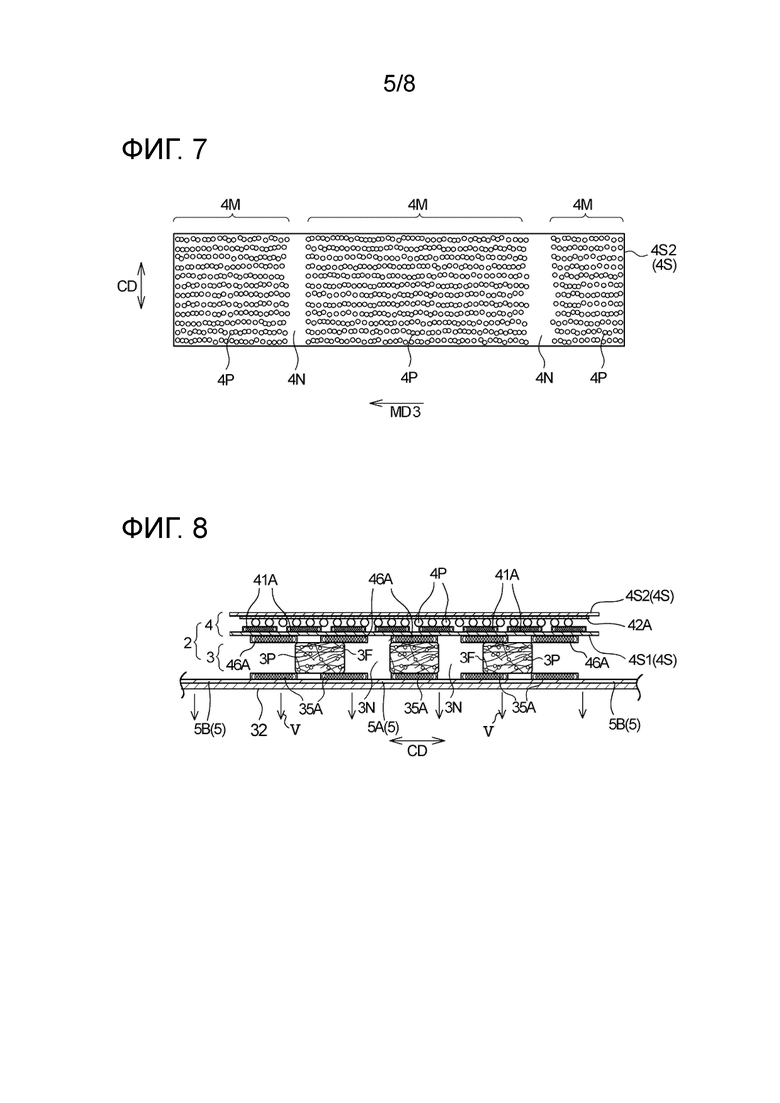
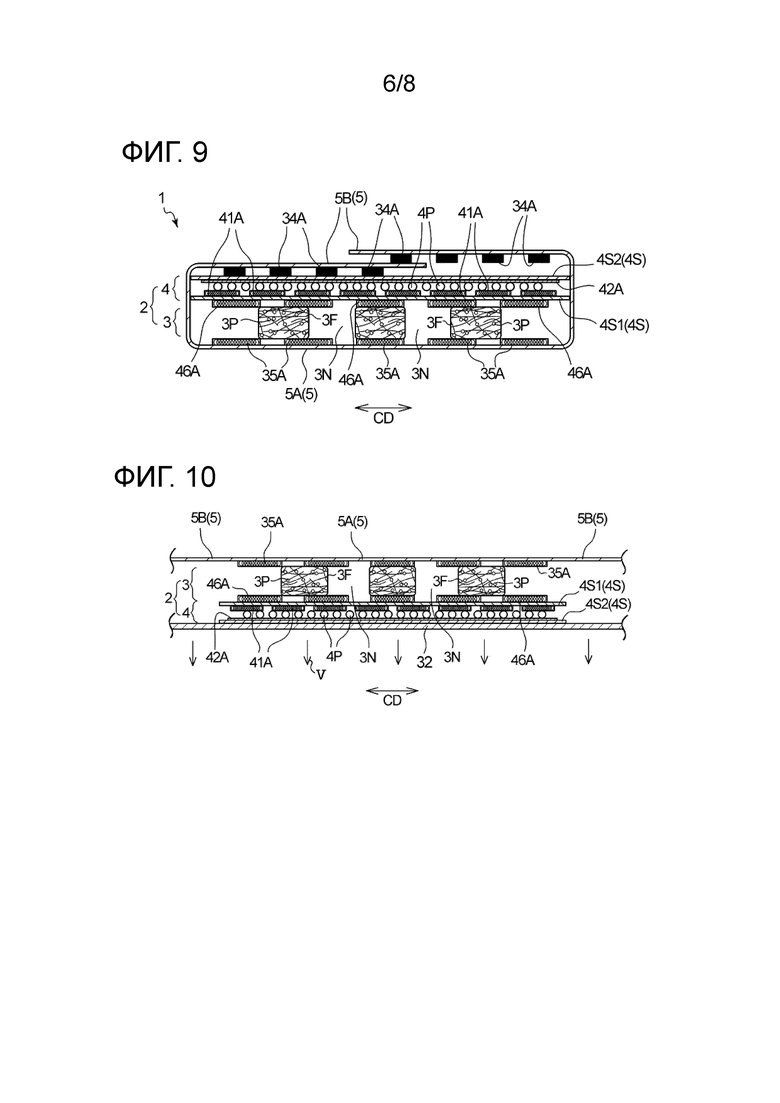
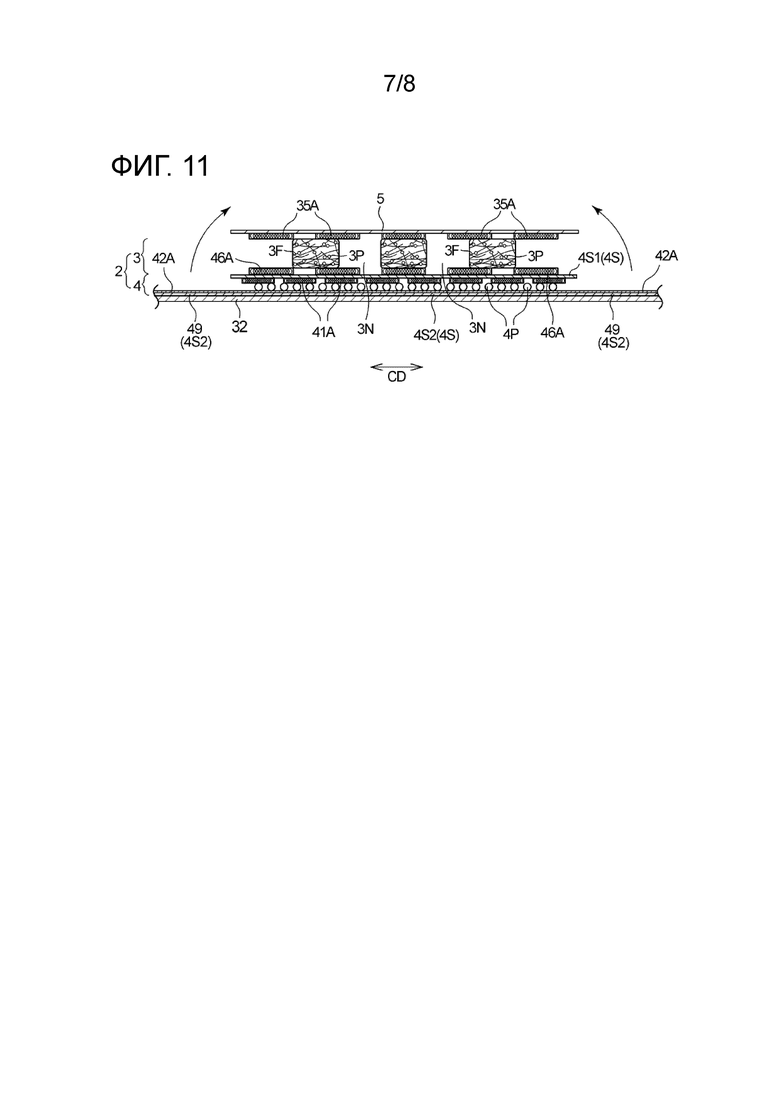
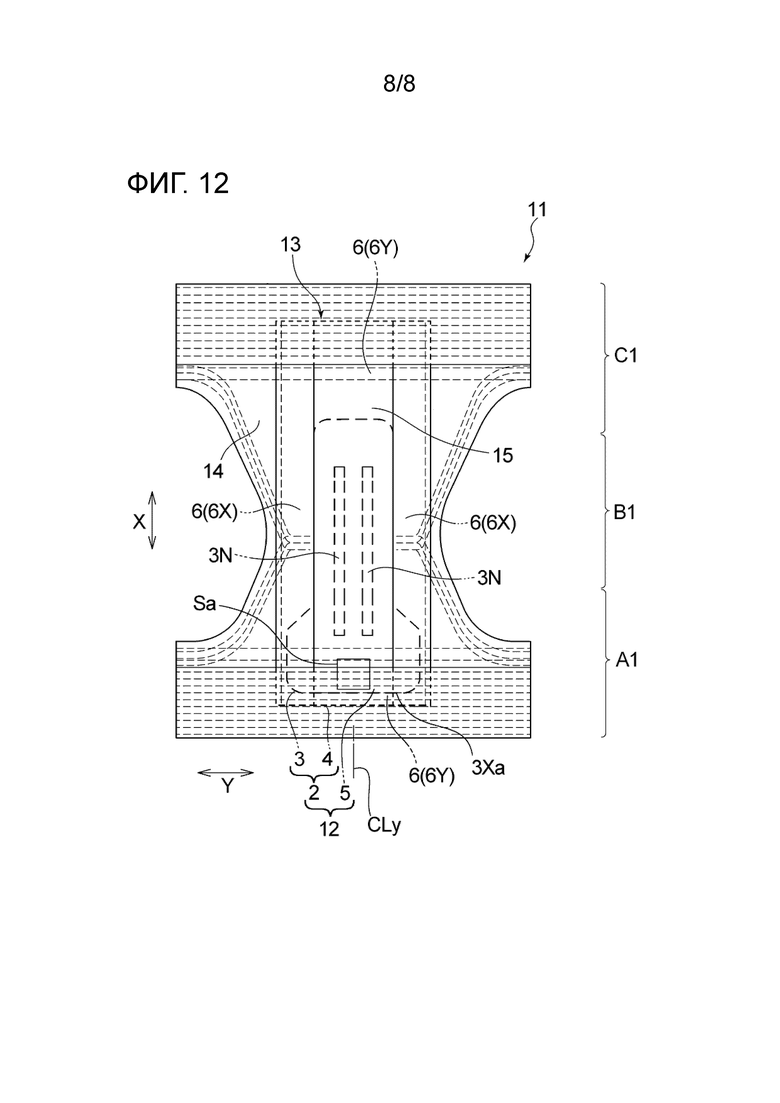
Впитывающая сердцевина (2) имеет первую сердцевину (3) и вторую сердцевину (4), более тонкую, чем первая сердцевина (3). Первая сердцевина (3) расположена между листом (5) для обертывания сердцевины и второй сердцевиной (4). Вторая сердцевина (4) включает в себя два базовых листа (4S), расположенных напротив друг друга, и впитывающий полимер, размещенный между двумя листами (2S), и два листа (4S), соединены вместе посредством адгезива. Одна или более пар соединенных частей (6), в которых лист (5) для обертывания сердцевины и вторая сердцевина (4) непосредственно соединены вместе без присутствия первой сердцевины (3), находятся на по меньшей мере или обеих сторонах, обращенных друг к другу в продольном направлении (Х), через первую сердцевину(3), или с обеих сторон, противоположных друг другу в боковом направлении (Y), через первую сердцевину(3). Часть первой сердцевины (3), расположенная между парой соединенных частей (6), сжата в направлении толщины посредством листа (5), предназначенного для обертывания сердцевины, и второй сердцевины (4). 3 н. и 12 з.п. ф-лы, 13 ил., 1 табл.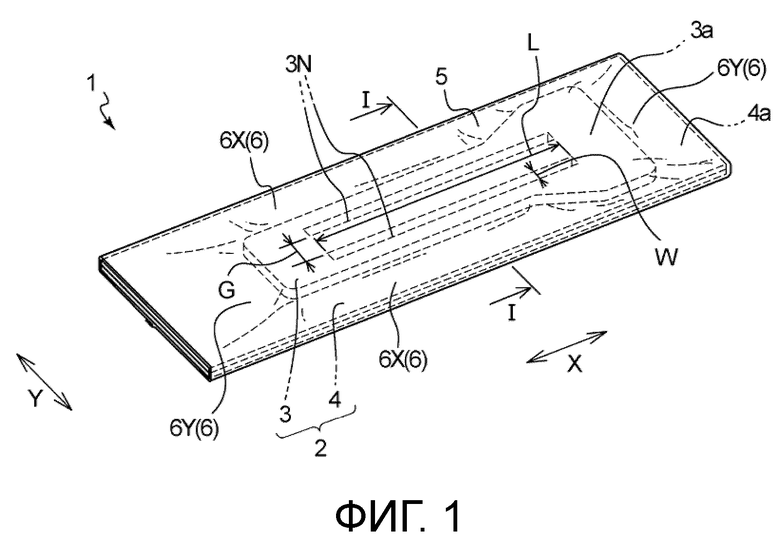
1. Впитывающий элемент, используемый для впитывающего изделия, имеющего продольное направление, которое соответствует направлению от передней стороны к задней стороне носителя, и боковое направление, которое ортогонально к продольному направлению,
при этом впитывающий элемент содержит:
- впитывающую сердцевину, содержащую впитывающий материал; и
- проницаемый для жидкостей лист для обертывания сердцевины, покрывающий наружную поверхность впитывающей сердцевины, при этом
впитывающая сердцевина имеет первую сердцевину, которая включает в себя по меньшей мере волокнистый материал в качестве образующего материала, и вторую сердцевину, которая находится в контакте с обращенной к коже поверхностью или с не обращенной к коже поверхностью первой сердцевины и является более тонкой, чем первая сердцевина,
первая сердцевина расположена между листом для обертывания сердцевины и второй сердцевиной,
вторая сердцевина включает в себя два базовых листа, которые обращены друг к другу, и впитывающий полимер, который размещен между двумя базовыми листами,
данные два базовых листа соединены вместе посредством адгезива,
одна или более пар соединенных частей, в которых лист для обертывания сердцевины и вторая сердцевина непосредственно соединены вместе, без присутствия первой сердцевины, находятся по меньшей мере или на обеих сторонах, обращенных друг к другу в продольном направлении, через первую сердцевину, или на обеих сторонах, обращенных друг к другу в боковом направлении, через первую сердцевину, и
часть первой сердцевины, расположенная между парой соединенных частей, сжата в направлении толщины посредством листа, предназначенного для обертывания сердцевины, и второй сердцевины.
2. Впитывающий элемент по п. 1, в котором в случае, когда устранено сжатое состояние части, которая представляет собой часть первой сердцевины, расположенную между парой соединенных частей, и в которой имеется образующий материал первой сердцевины, толщина впитывающего элемента в данной части больше, чем толщина впитывающего элемента в данной части, когда ее сжатое состояние еще не устранено, и
разность толщины впитывающего элемента в данной части, сжатое состояние которой устранено, и толщины впитывающего элемента в данной части, сжатое состояние которой еще не устранено, составляет 0,08 мм или более и 1,00 мм или менее.
3. Впитывающий элемент по п. 1, в котором первая сердцевина окружена соединенными частями, и
вся первая сердцевина сжата в направлении толщины посредством листа для обертывания сердцевины, и второй сердцевины.
4. Впитывающий элемент по п. 1, в котором первая сердцевина имеет часть, в которой отсутствует образующий материал, в которой образующий материал первой сердцевины отсутствует на всей площади первой сердцевины в направлении толщины, в той части первой сердцевины, которая расположена между парой соединенных частей, и
лист для обертывания сердцевины и вторая сердцевина соединены в месте в части, в которой отсутствует образующий материал.
5. Впитывающий элемент по п. 1, в котором первая сердцевина содержит впитывающий полимер.
6. Впитывающий элемент по п. 1, в котором первая сердцевина и вторая сердцевина соединены вместе посредством адгезива.
7. Способ изготовления впитывающего элемента, используемого для впитывающего изделия, имеющего продольное направление, которое соответствует направлению от передней стороны к задней стороне носителя, и боковое направление, которое ортогонально к продольному направлению, при этом впитывающий элемент включает в себя впитывающую сердцевину, содержащую впитывающий материал, и проницаемый для жидкостей лист для обертывания сердцевины, покрывающий наружную поверхность впитывающей сердцевины, при этом впитывающая сердцевина имеет первую сердцевину, которая включает в себя по меньшей мере волокнистый материал в качестве образующего материала, и вторую сердцевину, которая находится в контакте с обращенной к коже поверхностью или с не обращенной к коже поверхностью первой сердцевины и является более тонкой, чем первая сердцевина, причем первая сердцевина расположена между листом для обертывания сердцевины и второй сердцевиной, вторая сердцевина включает в себя два базовых листа, которые обращены друг к другу, и впитывающий полимер, который размещен между двумя базовыми листами, причем два базовых листа соединены вместе посредством адгезива, одна или более пар соединенных частей, в которых лист для обертывания сердцевины и вторая сердцевина непосредственно соединены вместе без присутствия первой сердцевины, находятся на по меньшей мере или обеих сторонах, обращенных друг к другу в продольном направлении, через первую сердцевину, или на обеих сторонах, обращенных друг к другу в боковом направлении, через первую сердцевину, и часть первой сердцевины, расположенная между парой соединенных частей, сжата в направлении толщины посредством листа для обертывания сердцевины, и второй сердцевины,
при этом способ изготовления включает:
- этап размещения первой сердцевины, заключающийся в размещении первой сердцевины на листе для обертывания сердцевины, перемещаемом в одном направлении; и
- этап размещения второй сердцевины, заключающийся в подаче второй сердцевины со стороны первой сердцевины к листу для обертывания сердцевины, перемещаемому в одном направлении вместе с первой сердцевиной, размещенной на нем, и размещении второй сердцевины на листе для обертывания сердцевины так, чтобы первая сердцевина была закрыта, при этом
на этапе размещения первой сердцевины первую сердцевину размещают так, чтобы часть, в которой лист для обертывания сердцевины и первая сердцевина не перекрывают друг друга, находилась по меньшей мере или на обеих сторонах, обращенных друг к другу в направлении перемещения листа для обертывания сердцевины, через первую сердцевину, размещенную на листе для обертывания сердцевины, или на обеих сторонах, обращенных друг к другу, в направлении, поперечном к направлению перемещения и ортогональном к направлению перемещения, через первую сердцевину,
на этапе размещения второй сердцевины вторую сердцевину размещают так, чтобы часть, в которой вторая сердцевина и первая сердцевина не перекрывают друг друга, находилась на по меньшей мере обеих сторонах, обращенных друг к другу в направлении перемещения листа для обертывания сердцевины, на обеих сторонах первой сердцевины, размещенной на листе для обертывания сердцевины, или на обеих сторонах, обращенных друг к другу в направлении, поперечном к направлению перемещения и ортогональном к направлению перемещения, через первую сердцевину, и
в состоянии, в котором первая сердцевина сжата в направлении листа для обертывания сердцевины, посредством второй сердцевины так, что первая сердцевина сжимается в направлении толщины, неперекрытые части листа для обертывания сердцевины и второй сердцевины соединяют вместе на по меньшей мере или обеих сторонах, обращенных друг к другу в направлении перемещения, через первую сердцевину, или на обеих сторонах, обращенных друг к другу в направлении, поперечном к направлению перемещения, через первую сердцевину так, что образуется пара соединенных частей.
8. Способ изготовления впитывающего элемента по п. 7, в котором лист для обертывания сердцевины перемещают посредством его размещения на поверхности транспортирования, предусмотренной в средстве транспортирования, выполненном с возможностью обеспечения перемещения перемещаемого объекта на поверхности транспортирования при одновременном воздействии всасывающей силы на данный объект, и
на этапе размещения второй сердцевины лист для обертывания сердцевины притягивают к поверхности транспортирования посредством всасывания, осуществляемого средством транспортирования, часть, в которой вторая сердцевина и первая сердцевина не перекрывают друг друга, притягивают к листу для обертывания сердцевины, притянутому к поверхности транспортирования, и лист для обертывания сердцевины и вторую сердцевину, притянутую к листу для обертывания сердцевины, соединяют вместе посредством адгезива, нанесенного заранее по меньшей мере или на лист для обертывания сердцевины, или на вторую сердцевину.
9. Способ изготовления впитывающего элемента по п. 7, в котором на этапе размещения второй сердцевины первую сердцевину сжимают посредством второй сердцевины при сжатии первой сердцевины с помощью второй сердцевины, к которой приложено растягивающее усилие во время перемещения.
10. Способ изготовления впитывающего элемента, используемого для впитывающего изделия, имеющего продольное направление, которое соответствует направлению от передней стороны к задней стороне носителя, и боковое направление, которое ортогонально к продольному направлению, при этом впитывающий элемент включает в себя впитывающую сердцевину, содержащую впитывающий материал, и проницаемый для жидкостей лист для обертывания сердцевины, покрывающий наружную поверхность впитывающей сердцевины, при этом впитывающая сердцевина имеет первую сердцевину, которая включает в себя по меньшей мере волокнистый материал в качестве образующего материала, и вторую сердцевину, которая находится в контакте с обращенной к коже поверхностью или с не обращенной к коже поверхностью первой сердцевины и является более тонкой, чем первая сердцевина, причем первая сердцевина расположена между листом для обертывания сердцевины и второй сердцевиной, вторая сердцевина включает в себя два базовых листа, которые обращены друг к другу, и впитывающий полимер, который размещен между двумя базовыми листами, причем два базовых листа соединены вместе посредством адгезива, одна или более пар соединенных частей, в которых лист для обертывания сердцевины и вторая сердцевина непосредственно соединены вместе без присутствия первой сердцевины, находятся на по меньшей мере или обеих сторонах, обращенных друг к другу в продольном направлении, через первую сердцевину, или на обеих сторонах, обращенных друг к другу в боковом направлении, через первую сердцевину, и часть первой сердцевины, расположенная между парой соединенных частей, сжата в направлении толщины посредством листа для обертывания сердцевины, и второй сердцевины,
при этом способ изготовления включает:
- этап размещения первой сердцевины, заключающийся в размещении первой сердцевины на второй сердцевине, перемещаемой в одном направлении; и
- этап размещения листа для обертывания сердцевины, заключающийся в подаче листа для обертывания сердцевины со стороны первой сердцевины ко второй сердцевине, перемещаемой в одном направлении вместе с первой сердцевиной, размещенной на ней, и размещении листа для обертывания сердцевины на второй сердцевине так, чтобы первая сердцевина была покрыта, при этом
на этапе размещения первой сердцевины первую сердцевину размещают так, чтобы часть, в которой вторая сердцевина и первая сердцевина не перекрывают друг друга, находилась на по меньшей мере или обеих сторонах, обращенных друг к другу в направлении перемещения второй сердцевины, через первую сердцевину, размещенную на второй сердцевине, или на обеих сторонах, обращенных друг к другу в направлении, поперечном к направлению перемещения и ортогональном к направлению перемещения, через первую сердцевину,
на этапе размещения листа для обертывания сердцевины лист для обертывания сердцевины размещают так, чтобы часть, в которой лист для обертывания сердцевины и первая сердцевина не перекрывают друг друга, находилась на по меньшей мере или обеих сторонах, обращенных друг к другу в направлении перемещения второй сердцевины, через первую сердцевину, размещенную на второй сердцевине, или на обеих сторонах, обращенных друг к другу в направлении, поперечном к направлению перемещения и ортогональном к направлению перемещения, через первую сердцевину, и
в состоянии, в котором первая сердцевина сжата в направлении второй сердцевины посредством листа, для обертывания сердцевины, так, что первая сердцевина сжимается в направлении толщины, неперекрытые части второй сердцевины и листа для обертывания сердцевины соединяют вместе на по меньшей мере или обеих сторонах, обращенных друг к другу в направлении перемещения, через первую сердцевину, или на обеих сторонах, обращенных друг к другу в направлении, поперечном к направлению перемещения, через первую сердцевину, так, что образуется пара соединенных частей.
11. Способ изготовления впитывающего элемента по п. 10, в котором вторую сердцевину перемещают посредством ее размещения на поверхности транспортирования, предусмотренной в средстве транспортирования, выполненном с возможностью обеспечения перемещения перемещаемого объекта на поверхности транспортирования при одновременном воздействии всасывающей силы на данный объект, и
на этапе размещения листа для обертывания сердцевины вторую сердцевину притягивают к поверхности транспортирования посредством всасывания, осуществляемого средством транспортирования, часть, в которой лист для обертывания сердцевины и первая сердцевина не перекрывают друг друга, притягивают ко второй сердцевине, притянутой к поверхности транспортирования, и вторую сердцевину и лист для обертывания сердцевины, притянутый ко второй сердцевине, соединяют вместе посредством адгезива, нанесенного заранее по меньшей мере или на вторую сердцевину, или на лист для обертывания сердцевины.
12. Способ изготовления впитывающего элемента по п. 10, в котором один базовый лист из двух базовых листов, образующих вторую сердцевину, который образует поверхность, противоположную поверхности, на которой первая сердцевина должна быть размещена на этапе размещения первой сердцевины, является более длинным в направлении, поперечном к направлению перемещения, по сравнению с другим базовым листом и имеет выступающие части, которые выступают наружу в направлении, поперечном к направлению перемещения, от боковых краев другого базового листа, проходящих вдоль направления перемещения, и
выступающие части одного базового листа сгибают вокруг листа для обертывания сердцевины после этапа размещения листа для обертывания сердцевины.
13. Способ изготовления впитывающего элемента по п. 7 или 10, дополнительно включающий этап изготовления второй сердцевины, при этом
этап изготовления второй сердцевины включает этап распределения впитывающего полимера, заключающийся в нанесении адгезива на одну поверхность длинного базового листа, перемещаемого в одном направлении, и последующем распределении и прикреплении впитывающего полимера, и этап наложения другого длинного базового листа на одну поверхность данного базового листа для получения длинной второй сердцевины.
14. Способ изготовления впитывающего элемента по п. 13, в котором на этапе распределения впитывающего полимера впитывающий полимер периодически распределяют так, чтобы зоны без адгезионного сцепления впитывающего полимера были расположены на одной поверхности базового листа с промежутками в направлении перемещения базового листа, и
в случае, когда длинную вторую сердцевину разрезают, длинную вторую сердцевину разрезают в зонах без адгезионного сцепления впитывающего полимера.
15. Способ изготовления впитывающего элемента по п. 14, в котором на этапе распределения впитывающего полимера операцию непрерывного распределения впитывающего полимера по направлению к базовому листу из средства распределения впитывающего полимера, которое расположено в месте, удаленном на заданное расстояние от базового листа, и одновременного улавливания части впитывающего полимера, распределяемого из средства распределения, до того, как впитывающий полимер прилипнет к базовому листу, повторяют с заданным интервалом времени так, чтобы обеспечивалось периодическое/прерывистое распределение впитывающего полимера, и
впитывающий полимер, уловленный посредством данной операции, подвергают воздействию на этапе изготовления первой сердцевины и/или этапе изготовления второй сердцевины.
| JP 2018050987 A, 05.04.2018 | |||
| JP 2008161564 A, 17.07.2008 | |||
| WO 2017034016 A1, 02.03.2017 | |||
| RU 2015120708 A, 12.01.2017. |

