Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к впитывающему изделию.
Предшествующий уровень техники
[0002]
Для уменьшения толщины впитывающего элемента, используемого во впитывающем изделии, таком как одноразовый подгузник, гигиеническая прокладка или урологическая прокладка, были сделаны различные предложения для уменьшения степени использования гидрофильных волокон, таких как целлюлозные волокна, используемые в обычных впитывающих элементах. Например, в патентном литературном источнике 1 описано использование в качестве впитывающего элемента впитывающего изделия водопоглощающего листа, включающего в себя: воздухопроницаемый слой, образованный из нетканого материала или сетеобразного материала, и впитывающие слои, предусмотренные как на верхней, так и на нижней поверхностях воздухопроницаемого слоя и включающие в себя водопоглощающую смолу и адгезив.
[0003]
Известные технические решения, отличные от вышеприведенного, предусматривают формирование разрезов малой ширины, которые называют прорезями, во впитывающем элементе, используемом во впитывающем изделии, для улучшения характеристик впитывающего элемента. Например, в патентном литературном источнике 2 описано впитывающее изделие, включающее в себя впитывающий элемент, имеющий в зоне, противоположной по отношению к части для приема выделений, зону с прорезями в части для приема выделений, в которой продольные прорези, проходящие вдоль продольного направления, образованы рассредоточенным образом. В данном документе утверждается, что комфортность впитывающего изделия при ношении может быть повышена.
[0004]
В патентном литературном источнике 3 описана гигиеническая прокладка, включающая в себя впитывающий элемент, в котором четыре или более прорезей, расположенных в продольном направлении или боковом направлении, выполнены с интервалами между ними. В данном документе описано то, что впитывающий элемент прокладки может легко деформироваться и прорези уменьшают жесткость впитывающего элемента, в результате чего уменьшается утечка жидкости и ослабляется ощущение ношения чего-то инородного.
Перечень ссылок
Патентная литература
[0005]
Патентный литературный источник 1: WO 2011/43256
Патентный литературный источник 2: JP 2015-42244 A
Патентный литературный источник 3: JP S63-18122 U
Сущность изобретения
[0006]
Техническое решение, описанное в патентном литературном источнике 1, может обеспечить уменьшение толщины впитывающего элемента. Однако при впитывании жидкости впитывающим элементом водопоглощающий полимер набухает, что может привести к блокированию гелем и воспрепятствованию дальнейшему впитыванию жидкости. В частности, когда водопоглощающие полимеры размещены как на верхней, так и на нижней поверхностях листа с целью обеспечения способности к впитыванию жидкости, как описано в документе, блокирование гелем из водопоглощающего полимера, размещенного со стороны верхней поверхности, препятствует тому, чтобы жидкость доходила до водопоглощающего полимера, размещенного со стороны нижней поверхности, что препятствует эффективному использованию водопоглощающей способности водопоглощающего полимера, размещенного со стороны нижней поверхности. В случае технических решений, описанных в патентных литературных источниках 2 и 3, также можно столкнуться с блокированием гелем.
Решение проблемы
[0007]
Согласно изобретению предложено впитывающее изделие, которое включает впитывающий элемент, включающий в себя множество впитывающих секций, при этом каждая впитывающая секция включает: длинную базовую часть, имеющую протяженность в боковом направлении, протяженность в продольном направлении, которая больше протяженности в боковом направлении, и протяженность в направлении толщины, и частицы водопоглощающего полимера, которые прикреплены к поверхности длинной базовой части. Впитывающие секции расположены так, что продольное направление впитывающей секции ориентировано, по меньшей мере, в одном направлении.
Частицы водопоглощающего полимера прикреплены как к обращенной к коже поверхности, так и к не обращенной к коже поверхности каждой длинной базовой части.
До впитывания жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера не выступают в боковом направлении за пределы расположенных с боковых сторон, краевых частей каждой длинной базовой части, которые проходят вдоль продольного направления, и также после впитывания жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера не разбухают за пределы расположенных с боковых сторон, краевых частей каждой длинной базовой части, которые проходят вдоль продольного направления.
[0008]
Согласно изобретению в качестве одного подходящего способа изготовления вышеупомянутого впитывающего изделия предложен способ изготовления впитывающего изделия, включающий:
нанесение - на поверхность одной стороны базового листа, предназначенного для образования длинных базовых частей, который транспортируют в одном направлении, - адгезива в множестве частей, находящихся на расстоянии друг от друга в боковом направлении базового листа;
диспергирование - на поверхности данной одной стороны базового листа, предназначенного для образования длинных базовых частей, на которую был нанесен адгезив, - частиц водопоглощающего полимера по всей зоне в боковом направлении при транспортировании базового листа, предназначенного для образования длинных базовых частей, на котором адгезив был нанесен на поверхность данной одной стороны, вдоль направления транспортирования;
нанесение - на поверхность другой стороны базового листа, предназначенного для образования длинных базовых частей, - адгезива в множестве частей, находящихся на расстоянии друг от друга в боковом направлении базового листа, при транспортировании базового листа, предназначенного для образования длинных базовых частей, вдоль направления транспортирования;
диспергирование - на поверхности другой стороны базового листа, предназначенного для образования длинных базовых частей, на которую был нанесен адгезив, - частиц водопоглощающего полимера по всей зоне в боковом направлении при транспортировании базового листа, предназначенного для образования длинных базовых частей, на котором адгезив был нанесен на поверхность другой стороны, вдоль направления транспортирования;
получение множества длинных базовых частей малой ширины посредством выполнения разрезов вдоль направления транспортирования в частях без нанесения, находящихся между частями, в которых адгезив был нанесен, при транспортировании базового листа, предназначенного для образования длинных базовых частей, на котором частицы водопоглощающего полимера были диспергированы на обеих сторонах, вдоль направления транспортирования, чтобы тем самым изготовить впитывающий элемент.
Краткое описание чертежей
[0009]
[Фиг.1] Фиг.1 представляет собой схематическое изображение сечения вдоль бокового направления, иллюстрирующее вариант осуществления впитывающего изделия по изобретению.
[Фиг.2] Фиг.2 представляет собой вид в перспективе впитывающего элемента во впитывающем изделии, проиллюстрированном на фиг.1.
[Фиг.3] Фиг.3 представляет собой схематическое изображение сечения вдоль бокового направления, иллюстрирующее состояние, в котором впитывающее изделие, проиллюстрированное на фиг.1, впитало жидкость и частицы водопоглощающего полимера набухли.
[Фиг.4] Фиг.4 представляет собой схематическое изображение, иллюстрирующее вариант осуществления устройства для изготовления впитывающего изделия, проиллюстрированного на фиг.1.
[Фиг.5] Фиг.5 представляет собой схематический вид в перспективе устройства для разрезания базового листа, которое предусмотрено в устройстве для изготовления, проиллюстрированном на фиг.4.
[Фиг.6] Фиг.6 представляет собой схематическое изображение (соответствующее фиг.4), иллюстрирующее другой вариант осуществления устройства для изготовления впитывающего изделия, проиллюстрированного на фиг.1.
[Фиг.7] Фиг.7 представляет собой вид в перспективе (соответствующий фиг.2), иллюстрирующий другой вариант осуществления впитывающего элемента во впитывающем изделии по изобретению.
Описание вариантов осуществления
[0010]
Изобретение относится к усовершенствованию впитывающего элемента во впитывающем изделии и, более конкретно, относится к впитывающему изделию, включающему в себя впитывающий элемент, в котором предотвращается уменьшение проницаемости для жидкостей и диффузионной способности во впитывающем элементе, вызываемое блокированием гелем из водопоглощающих полимеров.
[0011]
Изобретение описано ниже в соответствии с предпочтительными вариантами его осуществления. В общем случае впитывающее изделие по изобретению используется для впитывания и удерживания выделенной организмом, текучей среды, такой как моча или менструальная кровь. Впитывающие изделия включают, например, одноразовые подгузники, гигиенические прокладки и урологические прокладки, но не ограничены ими, и охватывают в широком смысле изделия, используемые для впитывания жидкостей, выделенных из тела человека.
[0012]
Как правило, впитывающее изделие включает: удерживающий жидкости, впитывающий элемент; верхний лист, расположенный со стороны обращенной к коже поверхности впитывающего элемента, и задний лист, расположенный со стороны не обращенной к коже поверхности впитывающего элемента. Для верхнего листа и заднего листа различные материалы, обычно используемые в данной области техники, могут быть использованы без особого ограничения. Например, для верхнего листа можно использовать проницаемый для жидкостей лист, к примерам которого относятся различные гидрофилизированные нетканые материалы и пористые пленки. Для заднего листа можно использовать не проницаемый для жидкостей или водоотталкивающий лист, к примерам которого относятся пленки из термопластичной смолы и ламинаты из таких пленок и нетканых материалов. Задний лист может быть паропроницаемым. Впитывающее изделие может дополнительно включать в себя различные компоненты в зависимости от конкретного применения впитывающего изделия. Такие компоненты известны специалистам в данной области техники. Например, в случаях использования впитывающего изделия в качестве одноразового подгузника или гигиенической прокладки одна или более пар манжет, защищающих от утечки, могут быть расположены как с левой, так и с правой боковых сторон на верхнем листе. Впитывающее изделие может включать в себя лист, образующий так называемый подслой, на одной или обеих из обращенной к коже поверхности и не обращенной к коже поверхности впитывающего элемента. Лист, образующий подслой, представляет собой проницаемый для жидкостей лист, расположенный между впитывающим элементом и верхним листом или между впитывающим элементом и задним листом.
[0013]
Фиг.1 схематически иллюстрирует сечение вдоль бокового направления, иллюстрирующее вариант осуществления впитывающего изделия по изобретению. Если специально не указано иное, нижеприведенное описание базируется на состоянии перед впитыванием жидкости впитывающим изделием. Впитывающее изделие 10, проиллюстрированное на фигуре, включает впитывающий элемент 1. Верхний лист 11 расположен со стороны обращенной к коже поверхности впитывающего элемента 1, в то время как задний лист 12 расположен со стороны не обращенной к коже поверхности впитывающего элемента 1. Фиг.2 представляет собой вид в перспективе впитывающего элемента 1 во впитывающем изделии 10, проиллюстрированном на фиг.1.
[0014]
Впитывающий элемент 1 включает множество впитывающих секций 4, при этом каждая впитывающая секция включает: длинную базовую часть 2, имеющую протяженность в боковом направлении, протяженность в продольном направлении, которая больше протяженности в боковом направлении, и протяженность в направлении толщины, и частицы 3 водопоглощающего полимера (также называемые в дальнейшем просто «водопоглощающим полимером 3»), которые прикреплены к поверхности длинной базовой части 2. Впитывающий элемент 1 формируют посредством размещения впитывающих секций 4 так, чтобы их продольное направление было ориентировано, по меньшей мере, в одном направлении. В нижеследующем описании боковое направление обозначено Х, продольное направление обозначено Y, и направление толщины обозначено Z. Боковое направление Х, продольное направление Y и направление Z толщины ортогональны друг другу. Боковое направление Х, продольное направление Y и направление Z толщины длинной базовой части 2 совпадают с боковым направлением Х, продольным направлением Y и направлением Z толщины впитывающей секции 4 и в представленном варианте осуществления также совпадают с боковым направлением Х, продольным направлением Y и направлением Z толщины впитывающего элемента 1, как проиллюстрировано на фиг.2. Продольное направление Y впитывающего элемента 1 также совпадает с направлением от передней стороны к задней стороне носителя при ношении впитывающего изделия 10.
[0015]
Как проиллюстрировано на фиг.2, впитывающий элемент 1 сформирован посредством размещения множества впитывающих секций 4 так, чтобы продольное направление Y впитывающих секций 4 было ориентировано в продольном направлении Y впитывающего элемента 1. По соображениям, связанным с легким перемещением впитывающих секций 4, отсутствует промежуточный элемент, находящийся между впитывающими секциями 4, 4, соседними друг с другом в боковом направлении Х впитывающего элемента 1. Например, каждая впитывающая секция 4 находится в состоянии, в котором она не обернута никаким промежуточным элементом.
[0016]
Впитывающая секция 4 впитывающего элемента 1 образована с прямоугольной формой с большей длиной в продольном направлении Y. Длина Lx в боковом направлении Х впитывающей секции 4 предпочтительно составляет от 0,3 до 10 мм, более предпочтительно от 0,6 до 2,0 мм, еще более предпочтительно от 0,6 до 1,8 мм. Длина Ly впитывающей секции 4 в продольном направлении Y превышает длину Lx в боковом направлении Х предпочтительно в 2-3500 раз, более предпочтительно в 100-700 раз. При условии что данный коэффициент масштабирования обеспечивается, длина Ly впитывающей секции 4 в продольном направлении Y составляет предпочтительно от 20 до 1000 мм, более предпочтительно от 200 до 400 мм. Как описано выше, впитывающая секция 4 имеет длинную узкую форму.
В представленном варианте осуществления частицы 3 водопоглощающего полимера прикреплены к расположенным с боковых сторон, краевым частям длинной базовой части. Таким образом, соотношение размеров между шириной W2 длинной базовой части и длиной Lx впитывающей секции 4 в боковом направлении Х предпочтительно составляет 0 мкм < (Lx-W2) < 1400 мкм, более предпочтительно 200 мкм < (Lx-W2) < 1000 мкм.
В представленном варианте осуществления в состоянии перед использованием впитывающий элемент 1 образован с прямоугольной формой с большей длиной в продольном направлении Y. Длина впитывающего элемента 1 в продольном направлении Y составляет приблизительно 100-1000 мм, и длина в боковом направлении X составляет приблизительно 50-300 мм.
[0017]
Хотя это не проиллюстрировано на чертежах, впитывающий элемент 1 может включать в себя лист для обертывания сердцевины. Лист для обертывания сердцевины предпочтительно расположен так, что он закрывает, по меньшей мере, часть впитывающих секций 4, расположенных так, чтобы они были ориентированы, по меньшей мере, в одном направлении. Проницаемый для жидкостей лист может быть использован в качестве листа для обертывания сердцевины. К примерам таких листов относятся бумага и гидрофильные нетканые материалы.
[0018]
Впитывающий элемент 1 включает впитывающую зону АТ, в которой множество впитывающих секций 4 расположены так, чтобы они были ориентированы, по меньшей мере, в одном направлении. Впитывающий элемент 1, включающий в себя впитывающую зону АТ, размещен во впитывающем изделии 10, по меньшей мере, в зоне, соответствующей выделительной зоне носителя. По соображениям, связанным с облегчением впитывания жидкости в зоне, в которой прикреплены частицы 3 водопоглощающего полимера, на виде в плане впитывающего элемента 1 выраженная в процентах доля площади впитывающей зоны АТ по отношению ко всей площади впитывающего элемента 1 предпочтительно составляет 20% или более, более предпочтительно 50% или более и предпочтительно 100% или менее, более предпочтительно 90% или менее. Более конкретно, выраженная в процентах доля предпочтительно составляет от 20 до 100%, более предпочтительно от 50 до 90%. Выражение «выраженная в процентах доля впитывающей зоны АТ составляет 100%» относится к конфигурации, при которой в случаях, когда, например, множество впитывающих секций 4 расположены рядом друг с другом в боковом направлении Х впитывающего элемента 1 так, что продольное направление Y впитывающих секций 4 ориентировано в продольном направлении Y впитывающего элемента 1, впитывающие секции 4 расположены во всей зоне между обеими частями впитывающего элемента 1, концевыми в продольном направлении Y. В этом случае впитывающие секции 4 находятся в состоянии, в котором они расположены во всей зоне в продольном направлении Y впитывающей зоны АТ так, что их продольное направление Y ориентировано в продольном направлении Y впитывающего изделия 10. В альтернативном варианте, как проиллюстрировано на фиг.7, которая дополнительно разъясняется ниже, в случаях, когда множество впитывающих секций 4 расположены рядом друг с другом в продольном направлении Y впитывающего элемента 1 так, что продольное направление Y впитывающих секций 4 ориентировано в боковом направлении X впитывающего элемента 1, вышеприведенное выражение относится к конфигурации, при которой впитывающие секций 4 расположены во всей зоне между обеими боковыми сторонами впитывающего элемента 1, проходящими вдоль продольного направления Y. Следует отметить, что на виде в плане впитывающего элемента 1 зоны, отличные от впитывающей зоны АТ, образуют зоны NT без прорезей, дополнительно описанные ниже.
[0019]
В случаях, когда продольное направление Y впитывающих секций 4 проходит так, чтобы оно было ориентировано в продольном направлении Y впитывающего элемента 1, предпочтительно, чтобы 3 единицы или более, более предпочтительно 50 единиц или более и предпочтительно 1000 единиц или менее, более предпочтительно 500 единиц или менее впитывающих секций 4 были расположены в одном впитывающем элементе. Более конкретно, предпочтительно, чтобы были размещены от 3 до 1000 единиц, более предпочтительно от 50 до 500 единиц впитывающих секций. В случаях, когда продольное направление Y впитывающих секций 4 проходит так, чтобы оно было ориентировано в боковом направлении Х впитывающего элемента 1, предпочтительно, чтобы 3 единицы или более, более предпочтительно 50 единиц или более и предпочтительно 3500 единиц или менее, более предпочтительно 2000 единиц или менее впитывающих секций 4 были расположены в одном впитывающем элементе. Более конкретно, предпочтительно, чтобы были размещены от 3 до 3500 единиц, более предпочтительно от 50 до 2000 единиц впитывающих секций. При подсчете числа впитывающих секций 4 число впитывающих секций определяется как максимальное число впитывающих секций, которые пересекаются с прямой линией, выполненной в боковом направлении Х.
[0020]
По соображениям, связанным с легкостью транспортирования во время изготовления, предпочтительно, чтобы впитывающий элемент 1 был выполнен с такой конфигурацией, чтобы множество впитывающих секций 4 были расположены при их продольном направлении Y, ориентированном в продольном направлении Y впитывающего элемента 1. В частности, предпочтительно, чтобы множество впитывающих секций 4 были расположены так, чтобы они не пересекались друг с другом. Впитывающий элемент 1, проиллюстрированный на фиг.1, сформирован посредством использования множества впитывающих секций 4, соответственно включающих в себя длинные базовые части 2 с одинаковой шириной, и посредством размещения впитывающих секций 4 так, чтобы продольное направление Y впитывающих секций 4 было ориентировано в продольном направлении Y впитывающего элемента 1.
[0021]
Предпочтительно, чтобы впитывающий элемент 1 включал в себя в обеих частях, концевых в продольном направлении Y, или на обеих боковых сторонах, проходящих вдоль продольного направления Y, зоны NT без прорезей, в которых множество длинных базовых частей 2 соединены в боковом направлении Х. Например, как проиллюстрировано на фиг.2, впитывающий элемент 1 включает в обеих частях, концевых в продольном направлении Y, зоны NT без прорезей, проходящие вдоль бокового направления Х. Другими словами, впитывающий элемент 1 по представленному варианту осуществления включает один базовый лист 20; зоны NT без прорезей предусмотрены в соответствующих частях базового листа 20, концевых в продольном направлении Y, и множество длинных базовых частей 2, образуемых посредством этапа разрезания, описанного позднее, предусмотрены между зонами NT без прорезей. Выполнение данных зон NT без прорезей предпочтительно вследствие того, что в состоянии перед использованием легко сохраняется форма листа впитывающего элемента 1 и структура менее подвержена нарушениям, и лист легко транспортировать во время изготовления. Предпочтительно, если никакие частицы 3 водопоглощающего полимера не размешены в зонах NT без прорезей. Другими словами, предпочтительно, чтобы во впитывающем элементе никакая частица 3 водопоглощающего полимера не была размещена в зонах, концевых в продольном направлении Y. Когда никакие частицы 3 водопоглощающего полимера не размещены в зонах NT без прорезей, даже при впитывании жидкости впитывающим элементом 1 зоны NT без прорезей не будут подвержены деформированию, вызываемому набуханием частиц 3 водопоглощающего полимера, и, таким образом, даже в состоянии после набухания легко сохраняется форма листа впитывающего элемента 1, и структура менее подвержена нарушению. Между тем, в зонах, в которых частицы 3 водопоглощающего полимера размещены, жидкость может легко впитываться. Это приводит к преимуществу, заключающемуся в том, что как способность к впитыванию жидкости, так и способность к сохранению формы листа обеспечиваются сбалансированным образом во всем впитывающем элементе 1. В частности, конфигурация, при которой никакая частица 3 водопоглощающего полимера не размещена ни в одной из тех зон длинных базовых частей 2, которые являются концевыми в продольном направлении Y, является предпочтительной, поскольку вышеупомянутые предпочтительные эффекты становятся более существенными. В данном документе «состояние после набухания» относится к состоянию частиц водопоглощающего полимера после погружения впитывающего элемента 1 в физиологический солевой раствор (водный раствор хлорида натрия с концентрацией 0,9% масс.), температура которого была отрегулирована до 25°, на 60 минут.
[0022]
Что касается впитывающего полимера 1, проиллюстрированного на фиг.2, в случаях, когда соответствующие зоны, концевые в продольном направлении Y, выполнены с зонами NT без прорезей, проходящими вдоль бокового направления Х, предпочтительно, чтобы одна концевая зона, в особенности обе зоны, концевые в продольном направлении Y впитывающего элемента 1, была/были прикреплена (-ы) к элементу, образующему впитывающее изделие 10. Это обусловлено тем, что становится легче сохранять форму листа впитывающего элемента 1 и структура становится менее подверженной нарушениям, а также повышается мягкость впитывающей зоны АТ, что делает менее вероятным то, что она будет вызывать дискомфорт у носителя. Вышеупомянутый элемент представляет собой элемент, соседний с впитывающим элементом 1 со стороны поверхности, обращенной к коже, или элемент, соседний с ним со стороны поверхности, не обращенной к коже, и предпочтительно как элемент, соседний с впитывающим элементом 1 со стороны поверхности, обращенной к коже, так и элемент, соседний с ним со стороны поверхности, не обращенной к коже. Примеры таких элементов включают верхний лист 11 или лист, образующий подслой, или оба данных листа со стороны поверхности, обращенной к коже, и задний лист 12 или лист, образующий подслой, или оба данных листа со стороны поверхности, не обращенной к коже. Следует отметить, что в случаях, когда впитывающий элемент 1 включает лист для обертывания сердцевины, выражение «впитывающий элемент 1 прикреплен к другому элементу» означает, что впитывающие секции 4 прикреплены к листу для обертывания сердцевины, и лист для обертывания сердцевины прикреплен к другому элементу. В этом случае место F1 крепления, в котором впитывающие секции 4 и лист для обертывания сердцевины скреплены, и место F2 крепления, в котором лист для обертывания сердцевины и другой элемент скреплены, могут представлять собой одно и то же место или могут представлять собой разные места.
[0023]
Предпочтительно, чтобы в части впитывающего элемента 1, в которой образованы впитывающие секции 4, образующие впитывающий элемент, каждая впитывающая секция 4 находилась в состоянии, в котором она не соединена с другим элементом, соседним со стороной обращенной к коже поверхности впитывающей секции 4, или с другим элементом, соседним со стороной не обращенной к коже поверхности впитывающей секции 4. Например, когда впитывающие секции 4 находятся в состоянии, в котором они не соединены с другими элементами, соседними с ними со стороны поверхности, не обращенной к коже, жидкость, которая проникла через зазоры S, описанные ниже, может легко диффундировать на стороне не обращенной к коже поверхности впитывающих секций 4. Это приводит к повышению степени использования частиц 3 водопоглощающего полимера, размещенных на стороне поверхности впитывающих секций 4, не обращенной к коже. Кроме того, когда впитывающие секции 4 находятся в состоянии, в котором они не соединены с другими элементами, соседними с ними со стороны поверхности, обращенной к коже, а также находятся в состоянии, в котором они не соединены с другими элементами, соседними с ними со стороны поверхности, не обращенной к коже, облегчается перемещение впитывающих секций 4 вдоль направления Z толщины после впитывания жидкости частицами 3 водопоглощающего полимера и их набухания. Это предпочтительно с точки зрения повышения способности к диффузии жидкости во впитывающем элементе 1 и повышения мягкости впитывающего элемента 1.
[0024]
Как проиллюстрировано на фиг.1, во впитывающем элементе 1 частицы 3 водопоглощающего полимера прикреплены как к обращенной к коже поверхности, так и к не обращенной к коже поверхности каждой длинной базовой части 2. Другими словами, частицы 3 водопоглощающего полимера прикреплены как к той поверхности длинной базовой части 2, которая противоположна верхнему листу 11, так и к поверхности, противоположной заднему листу 12. Предпочтительно, чтобы на боковых поверхностях каждой длинной базовой части 2 не было частиц 3 водопоглощающего полимера или чтобы частицы 3 водопоглощающего полимера были не прикреплены. Кроме того, во впитывающем элементе 1 в состоянии перед впитыванием жидкости места между длинными базовыми частями 2, образующими соседние впитывающие секции 4, по существу соответствуют друг другу в направлении Z толщины, как проиллюстрировано на фигуре. Другими словами, длинные базовые части 2 расположены по существу в одной и той же плоскости.
[0025]
Если смотреть вдоль продольного направления Y, во впитывающем элементе 1 частицы 3 водопоглощающего полимера присутствуют по существу равномерно во всех частях вдоль продольного направления Y. Аналогичным образом, если смотреть на впитывающий элемент 1 вдоль бокового направления Х, частицы 3 водопоглощающего полимера присутствуют по существу равномерно во всех частях вдоль бокового направления Х. Таким образом, во впитывающем элементе 1 частицы 3 водопоглощающего полимера присутствуют по существу равномерно в плоскости X-Y, включающей в себя продольное направление Y и боковое направление Х. Вместо обеспечения наличия частиц 3 водопоглощающего полимера согласно вышеуказанной конфигурации, может быть предусмотрено различие в поверхностной плотности водопоглощающего полимера 3 между центральной зоной и зонами боковых сторон, если смотреть на впитывающий элемент 1 вдоль бокового направления Х. Например, может быть обеспечена более высокая поверхностная плотность водопоглощающего полимера 3 в центральной зоне по сравнению с поверхностной плотностью водопоглощающего полимера 3 в зонах боковых сторон. Наоборот, может быть обеспечена более низкая поверхностная плотность водопоглощающего полимера 3 в центральной зоне по сравнению с поверхностной плотностью водопоглощающего полимера 3 в зонах боковых сторон. В этих случаях разница в поверхностной плотности водопоглощающего полимера 3 между центральной зоной и зонами боковых сторон может изменяться ступенчато или изменяться непрерывно (то есть постепенно уменьшаться или постепенно увеличиваться).
То же самое применимо к продольному направлению Y. Может быть обеспечено различие в поверхностной плотности водопоглощающего полимера 3 между центральной зоной и концевыми зонами. Например, если смотреть на впитывающий элемент 1 вдоль продольного направления Y, может быть обеспечена более высокая поверхностная плотность водопоглощающего полимера 3 в центральной зоне по сравнению с поверхностной плотностью водопоглощающего полимера 3 в концевых зонах. Наоборот, может быть обеспечена более низкая поверхностная плотность водопоглощающего полимера 3 в центральной зоне по сравнению с поверхностной плотностью водопоглощающего полимера 3 в концевых зонах. В этих случаях разница в поверхностной плотности водопоглощающего полимера 3 между центральной зоной и концевыми зонами может изменяться ступенчато или изменяться непрерывно (то есть постепенно уменьшаться или постепенно увеличиваться).
[0026]
Кроме того, как проиллюстрировано на фиг.1, во впитывающем элементе 1 в состоянии перед впитыванием жидкости частицами 3 водопоглощающего полимера частицы 3 водопоглощающего полимера не выступают в боковом направлении Х за пределы расположенных с боковых сторон, краевых частей 2s, 2s каждой длинной базовой части 2, которые проходят вдоль продольного направления Y. Кроме того, в состоянии перед впитыванием жидкости частицами 3 водопоглощающего полимера имеется зазор S между впитывающими секциями 4, соседними друг с другом в боковом направлении Х. Величина зазора S предпочтительно составляет 0,1 мм или более, более предпочтительно 0,5 мм или более и предпочтительно 5 мм или менее, более предпочтительно 3 мм или менее. Например, величина зазора S предпочтительно составляет от 0,1 до 5 мм, более предпочтительно от 0,5 до 3 мм.
[0027]
Между тем, как проиллюстрировано на фиг.3, во впитывающем элементе 1 даже после впитывания жидкости частицами 3 водопоглощающего полимера частицы 3 водопоглощающего полимера не разбухают за пределы расположенных с боковых сторон, краевых частей 2s, 2s каждой длинной базовой части 2, которые проходят вдоль продольного направления Y. Для обеспечения этого в представленном варианте осуществления частицы 3 водопоглощающего полимера 3 прикреплены к длинной базовой части 2 посредством адгезива 5 в каждой впитывающей секции 4 впитывающего элемента 1.
[0028]
По соображениям, связанным с различными факторами, такими как сдерживание набухания, мягкость, воздухопроницаемость, способность к сохранению формы листа впитывающего элемента 1 и количество частиц 3 водопоглощающего полимера, удерживаемых длинной базовой частью 2, во впитывающем элементе 1 отношение (W2/W1) ширины W2 длинной базовой части 2 к ширине W1 впитывающего элемента 1 предпочтительно составляет 0,001 или более, более предпочтительно 0,002 или более и предпочтительно 0,200 или менее, более предпочтительно 0,040 или менее и, более конкретно, предпочтительно от 0,001 до 0,200, более предпочтительно от 0,002 до 0,040.
По тем же соображениям ширина W2 длинной базовой части 2 предпочтительно составляет 0,3 мм или более, более предпочтительно 0,6 мм или более и предпочтительно 10 мм или менее, более предпочтительно 2,0 мм или менее, еще более предпочтительно 1,8 мм или менее. Более конкретно, ширина W2 длинной базовой части 2 предпочтительно составляет от 0,3 до 10 мм, более предпочтительно от 0,6 до 2,0 мм, еще более предпочтительно от 0,6 до 1,8 мм. Ширина W2 длинной базовой части 2 представляет собой расстояние между обеими расположенными с боковых сторон, краевыми частями каждой длинной базовой части 2, которые проходят вдоль продольного направления Y. Ширина W1 впитывающего элемента 1 представляет собой расстояние между обеими расположенными с боковых сторон, краевыми частями впитывающего элемента 1, которые проходят в продольном направлении Y.
[0029]
Длинные базовые части 2 (базовый лист), образующие впитывающие секции 4, могут быть гидрофильными или гидрофобными. Гидрофильный лист определен как лист, в котором каждое составляющее волокно имеет угол контакта менее 90°, или в случаях, когда лист не образован из волокнистого материала, как лист, поверхность которого имеет угол контакта менее 90°. Для измерения используется метод, описанный ниже. В качестве гидрофильного листа можно использовать, например, листообразное изделие, включающее в себя гидрофильный материал. Его примеры включают бумагу, нетканые материалы, тканые материалы и трикотажные текстильные материалы, которые представляют собой волокнистые листы, включающие в себя гидрофильные волокна. Другие примеры включают вспененные изделия, включающие в себя гидрофильные смолы. Может быть использован один гидрофильный лист, или два или более типов листов могут быть использованы в комбинации. Гидрофобный лист определен как лист, в котором каждое составляющее волокно имеет угол контакта, составляющий 90° или более, или в случаях, когда лист не образован из волокнистого материала, как лист, поверхность которого имеет угол контакта, составляющий 90° или более. Для измерения используется метод, описанный ниже. В качестве гидрофобного листа можно использовать, например, листообразное изделие, включающее в себя гидрофобный материал. К его примерам относятся нетканые материалы, которые представляют собой волокнистые листы, включающие в себя гидрофобные волокна. Другие примеры включают вспененные изделия, включающие в себя гидрофобные смолы. Может быть использован один гидрофобный лист, или два или более типов листов могут быть использованы в комбинации. По соображениям, связанным с отличной тониной и мягкостью и сравнительно высокой прочностью при растяжении, несмотря на его тонину, для длинных базовых частей 2 предпочтительно используется нетканый материал независимо от того, являются ли длинные базовые части 2 гидрофильными или гидрофобными. Поверхностная плотность нетканого материала предпочтительно составляет от 5 до 100 г/м2, более предпочтительно от 10 до 40 г/м2. Любой нетканый материал, известный в данной области техники, может быть использован в качестве гидрофильных нетканых материалов без особого ограничения, при этом примеры включают нетканые материалы фильерного способа производства, нетканые материалы, полученные аэродинамическим способом из расплава, нетканые материалы, полученные гидроперепутыванием, и нетканые материалы, скрепленные пропусканием воздуха насквозь. Любой нетканый материал, известный в данной области техники, может быть использован в качестве гидрофобных нетканых материалов без особого ограничения, при этом примеры включают нетканые материалы фильерного способа производства, нетканые материалы, полученные аэродинамическим способом из расплава, нетканые материалы, полученные гидроперепутыванием, и нетканые материалы, скрепленные пропусканием воздуха насквозь, включающие в себя полиолефиновые смолы, такие как полиэтилен и/или полипропилен, в качестве составляющих волокон.
[0030]
В частности, в случаях, когда длинные базовые части 2 образованы из гидрофобного листа 2, способность к диффузии жидкости во впитывающем элементе 1 дополнительно повышается, и жидкость может растекаться по всей зоне впитывающего элемента 1, и, следовательно, все частицы 3 водопоглощающего полимера, прикрепленные к впитывающему элементу 1, могут быть эффективно использованы. Кроме того, выполнение длинной базовой части 2 гидрофобной также предпочтительно вследствие того, что может быть эффективно предотвращено повторное смачивание жидкостью, которая проникла через зазоры S, образованные между соседними впитывающими секциями 4, 4, под давлением тела носителя.
[0031]
{Метод определения степени гидрофильности длинной базовой
части}
Угол контакта воды с составляющим волокном листа, образующего длинную базовую часть, или угол контакта воды с поверхностью длинной базовой части измеряют следующим образом. Автоматический прибор MCA-J для измерения угла контакта от компании Kyowa Interface Science Co., Ltd. используют в качестве измерительного устройства. Для измерения угла контакта используют дистиллированную воду. Количество жидкости, выталкиваемой из струйного устройства для выталкивания капель воды (Pulse Injector CTC-25 с эжекционным отверстием с диаметром 25 мкм от компании Cluster Technology Co., Ltd.), задают равным 20 пл, и каплю воды капают точно на составляющее волокно. То, каким образом капля опускается, записывают на высокоскоростном записывающем устройстве, соединенным с горизонтально установленной камерой. Записывающее устройство предпочтительно представляет собой персональный компьютер с встроенным устройством высокоскоростного захвата изображения с учетом того, что записанные изображения будут проанализированы позднее. При данном измерении изображения записывают каждые 17 мс. Первое изображение в записанном фильме, которое показывает каплю воды, попадающую на составляющее волокно, образующее обращенную к коже поверхность или не обращенную к коже поверхность нетканого материала, анализируют, используя сопровождающее программное обеспечение FAMAS (версия программного обеспечения: 2.6.2; методика анализа: метод покоящейся капли; метод анализа: метод θ/2; алгоритм обработки изображений: неотражающий; вид обрабатываемого изображения: рамка; пороговый уровень: 200; коррекция кривизны: отсутствует), для расчета угла, образованного между составляющим волокном и поверхностью контакта капли воды и воздуха, который рассматривается как угол контакта.
В качестве образца для измерений (то есть составляющего волокна, вырезанного из нетканого материала) в случаях, когда длинная базовая часть представляет собой нетканый материал, составляющее волокно нетканого материала вырезают из самого наружного слоя с длиной волокна, составляющей 1 мм, и составляющее волокно размещают на опоре для образца в приборе для измерения угла контакта и удерживают на ней горизонтально. Угол контакта измеряют в двух разных точках для одного куска составляющего волокна. Для каждой из вышеупомянутых частей угол контакта измеряют на пяти образцах волокон (N=5) с точностью до первого десятичного разряда, и среднее значение (округленное до второго десятичного разряда) из измеренных значений, определенных в общей сложности для десяти точек, определяют как угол контакта.
[0032]
Различные типы полимеров, обычно используемых в технической области впитывающих изделий, могут быть использованы в качестве водопоглощающего полимера 3, подлежащего прикреплению к поверхности длинных базовых частей 2. Примеры включают полиакрилат натрия, сополимер акриловой кислоты и винилового спирта, сшитый полиакрилат натрия, привитой сополимер крахмала и акриловой кислоты, сополимер изобутилена и малеинового ангидрида и продукты их омыления, полиакрилат калия и полиакрилат цезия. Один тип полимера может быть использован сам по себе, или два или более типов могут быть использованы в виде смеси. Имеются различные типы частиц 3 водопоглощающего полимера, различающиеся по форме, такие как частицы аморфного типа, блочного типа, бочкообразного типа, типа скопления шариков и сферического типа; может быть использован любой тип частиц.
[0033]
Водопоглощающий полимер 3, прикрепленный на поверхности со стороны обращенной к коже поверхности длинных базовых частей 2, и водопоглощающий полимер 3, прикрепленный на поверхности со стороны не обращенной к коже поверхности длинных базовых частей 2, могут быть одного и того же типа или могут представлять собой полимеры разных типов. По соображениям, связанным с приданием различных дополнительных свойств впитывающему элементу 1, предпочтительно, чтобы водопоглощающий полимер 3, прикрепленный на поверхности со стороны обращенной к коже поверхности длинных базовых частей 2, и водопоглощающий полимер 3, прикрепленный на поверхности со стороны не обращенной к коже поверхности длинных базовых частей 2, представляли собой полимеры разных типов. В данном документе выражение «водопоглощающие полимеры представляют собой полимеры разных типов» означает, что скорость пропускания жидкости под давлением или показатель удерживания при центробежной нагрузке являются разными. Например, по соображениям, связанным с обеспечением возможности удерживания поверхностью, не обращенной к коже, большого количества жидкости, а также улучшением текстуры на ощупь, не вызывая ситуации, при которой какая-либо жидкость остается на поверхности, обращенной к коже, предпочтительно, чтобы водопоглощающий полимер 3, прикрепленный на поверхности со стороны обращенной к коже поверхности длинных базовых частей 2, имел более высокую характеристику проникновения жидкости под давлением и меньший показатель удерживания при центробежной нагрузке, чем водопоглощающий полимер 3, прикрепленный на поверхности со стороны не обращенной к коже поверхности длинных базовых частей.
[0034]
По вышеупомянутым соображениям в случае водопоглощающего полимера 3, прикрепленного на поверхности со стороны обращенной к коже поверхности длинных базовых частей 2, скорость проникновения жидкости под давлением 2,0 кПа предпочтительно составляет 20 мл в минуту или более, более предпочтительно 40 мл в минуту или более и предпочтительно 1000 мл в минуту или менее, более предпочтительно 800 мл в минуту или менее, и, более конкретно, скорость проникновения жидкости под давлением предпочтительно составляет от 20 до 1000 мл в минуту, более предпочтительно от 40 до 800 мл в минуту. С другой стороны, в случае водопоглощающего полимера 3, прикрепленного на поверхности со стороны не обращенной к коже поверхности длинных базовых частей 2, скорость проникновения жидкости под давлением 2,0 кПа предпочтительно составляет 0 мл в минуту или более, более предпочтительно 10 мл в минуту или более и предпочтительно 400 мл в минуту или менее, более предпочтительно 200 мл в минуту или менее, и, более конкретно, скорость проникновения жидкости под давлением предпочтительно составляет от 0 до 400 мл в минуту, более предпочтительно от 10 до 200 мл в минуту. Скорость проникновения жидкости под давлением определяют методом измерения, описанным ниже.
[0035]
По тем же соображением, что и в случае вышеупомянутой скорости проникновения жидкости под давлением, в случае водопоглощающего полимера 3, прикрепленного на стороне обращенной к коже поверхности длинных базовых частей 2, показатель удерживания при центробежной нагрузке предпочтительно составляет 20 г/г или более, более предпочтительно 25 г/г или более и предпочтительно 50 г/г или менее, более предпочтительно 45 г/г или менее, и, более конкретно, показатель удерживания при центробежной нагрузке предпочтительно составляет от 20 до 50 г/г, более предпочтительно от 25 до 45 г/г. С другой стороны, в случае водопоглощающего полимера 3, прикрепленного на стороне не обращенной к коже поверхности длинных базовых частей 2, показатель удерживания при центробежной нагрузке предпочтительно составляет 25 г/г или более, более предпочтительно 30 г/г или более и предпочтительно 65 г/г или менее, более предпочтительно 55 г/г или менее, и, более конкретно, показатель удерживания при центробежной нагрузке предпочтительно составляет от 25 до 65 г/г, более предпочтительно от 30 до 55 г/г. Показатель удерживания при центробежной нагрузке определяют методом измерения описанным ниже.
В данном документе выражение «показатели удерживания при центробежной нагрузке являются разными» относится к случаям, когда разность показателей удерживания при центробежной нагрузке, измеренных нижеприведенным методом измерения, составляет 3 г/г или более. Предпочтительно, чтобы показатель удерживания при центробежной нагрузке для водопоглощающего полимера 3, прикрепленного на поверхности со стороны обращенной к коже поверхности длинных базовых частей 2, предпочтительно был, по меньшей мере, на 5 г/г меньше, более предпочтительно, по меньшей мере, на 7 г/г меньше, чем соответствующий показатель для водопоглощающего полимера 3, прикрепленного на поверхности со стороны не обращенной к коже поверхности длинных базовых частей.
[0036]
{Метод определения скорости проникновения жидкости под
давлением}
Скорость проникновения жидкости под давлением измеряют, используя метод измерения и измерительное устройство, раскрытые в JP 2003-235889 А. В стеклянный лабораторный стакан емкостью 100 мл помещают 0,32±0,005 г водопоглощающего полимера, который представляет собой образец, подлежащий измерению, и достаточное количество физиологического солевого раствора (водного раствора хлорида натрия с концентрацией 0,9 масс.%), достаточное для набухания вышеуказанного количества водопоглощающего полимера 3, например, количество физиологического солевого раствора в 5 или более раз превышает количество водопоглощающего полимера, насыщение которого происходит при впитывании, и образец оставляют на 30 минут. Отдельно предусмотрена фильтрующая цилиндрическая трубка, в которой металлическая сетка (размер ячеи сетки: 150 мкм; спеченный фильтр 30SUS из нержавеющей стали для биоколонок, продаваемый компанией Sansyo Co., Ltd.) и тонкая трубка (внутренний диаметр: 4 мм; длина: 8 см) с клапаном (внутренний диаметр: 2 мм) предусмотрены для нижнего конца отверстия в вертикально расположенном цилиндре (внутренний диаметр: 25,4 мм). В состоянии, в котором клапан закрыт, все содержимое вышеупомянутого лабораторного стакана, включая набухший образец для измерений, выливают в цилиндрическую трубку. После этого цилиндрический стержень круглого сечения с диаметром 2 мм, имеющий на его рабочем конце металлическую сетку с размером ячеи сетки, составляющим 150 мкм, и диаметром 25 мм вставляют в фильтрующую цилиндрическую трубку так, что металлическая сетка входит в контакт с образцом для измерений, и после этого груз размещают на образце для измерений так, чтобы к нему была приложена нагрузка, составляющая 2,0 кПа. Образец оставляют в этом состоянии на 1 минуту, клапан открывают для обеспечения возможности пропускания жидкости через него, и измеряют время (Т1) (в секундах) от того момента, когда уровень жидкости внутри фильтрующей цилиндрической трубки находился на уровне штриха шкалы, соответствующего 60 мл, до того момента, когда уровень жидкости достигнет штриха шкалы, соответствующего 40 мл (то есть время, необходимое для пропускания 20 мл жидкости). Используя измеренное время Т1 (в секундах), скорость проникновения жидкости под давлением 2,0 кПа рассчитывают согласно нижеприведенному уравнению. В уравнении Т0 (в секундах) представляет собой измеренное значение времени, необходимое для прохождения 20 мл физиологического солевого раствора через металлическую сетку, когда никакой образец для измерений не размещен внутри фильтрующей цилиндрической трубки.
Скорость проникновения жидкости под давлением (мл/мин) =
= 20×60(Т1-Т0)
Измерение выполняют пять раз (n=5); наибольшее и наименьшее значения исключают, и среднее значение для трех образцов принимают в качестве измеренного значения. Измерение выполняют при 23±2°С при влажности 50±5%, и образец выдерживают в данной среде в течение 24 часов или дольше перед измерением. Метод определения скорости проникновения жидкости под давлением описан с дополнительными подробностями в абзацах {0008} и {0009} документа JP 2003-235889 А, и измерительное устройство проиллюстрировано на фиг.1 и 2 той же публикации.
[0037]
{Метод определения показателя удерживания при центробежной
нагрузке}
Показатель удерживания при центробежной нагрузке (показатель впитывания воды) определяют в соответствии с Японским промышленным стандартом (JIS) К 7223 (1996). Нейлоновый тканый материал (продаваемый компанией Sanriki Seisakusho; наименование изделия: нейлоновая сетка; характеристика: 250 меш) вырезают в виде прямоугольника, который имеет ширину 10 см и длину 40 см, прямоугольник складывают вдвое вдоль линии, центральной в продольном направлении, и оба конца соединяют термосваркой для получения нейлонового мешка с шириной 10 см (внутренний размер: 9 см) и длиной 20 см. Далее, 1,00 г водопоглощающего полимера, который представляет собой образец, подлежащий измерению, точно отвешивают и размещают равномерно на дне подготовленного нейлонового мешка. После этого нейлоновый мешок, содержащий образец, погружают в физиологический солевой раствор (водный раствор хлорида натрия с концентрацией 0,9% масс.), температура которого была отрегулирована до 25°С. Через 1 час после начала погружения нейлоновый мешок извлекают из физиологического солевого раствора, подвешивают в вертикальном состоянии на 1 час для стекания и затем подвергают дегидратации, используя центробежную сушилку (изделие от компании Kokusan Co., Ltd.; модель: Н-13°C special). Дегидратацию выполняют при 143 G (800 об/мин) в течение 10 минут. После дегидратации массу образца измеряют, и показатель удерживания при центробежной нагрузке (показатель впитывания воды), подлежащий определению, рассчитывают в соответствии с нижеприведенным уравнением.
Показатель удерживания при центробежной нагрузке (г/г) =
= (a'-b-c)/c
В уравнении a' - общая масса (г) образца, подвергнутого центробежной дегидратации, и нейлонового мешка, b - масса (г) нейлонового мешка перед впитыванием воды (в сухом состоянии), и с - масса (г) образца перед впитыванием воды (в сухом состоянии).
Измерение выполняют пять раз (n=5); наибольшее и наименьшее значения исключают, и среднее значение для трех образцов принимают в качестве измеренного значения. Измерение выполняют при 23±2°С при влажности 50±5%, и образец выдерживают в данной среде в течение 24 часов или дольше перед измерением.
[0038]
Поверхностная плотность водопоглощающего полимера 3, прикрепленного к поверхности длинных базовых частей 2, предпочтительно составляет 20 г/м2 или более, более предпочтительно 50 г/м2 или более и предпочтительно 400 г/м2 или менее, более предпочтительно 300 г/м2 или менее. Например, поверхностная плотность водопоглощающего полимера 3 предпочтительно составляет от 20 до 400 г/м2, более предпочтительно от 50 до 300 г/м2. Достаточная способность к впитыванию воды может быть получена при прикреплении частиц 3 водопоглощающего полимера с поверхностной плотностью в вышеуказанном диапазоне.
[0039]
Поверхностная плотность водопоглощающего полимера 3, прикрепленного на стороне обращенной к коже поверхности длинных базовых частей 2, может быть такой же, как поверхностная плотность водопоглощающего полимера 3, прикрепленного на стороне не обращенной к коже поверхности длинных базовых частей 2, или отличаться от нее. В случае, когда поверхностные плотности различаются, предпочтительно, чтобы для водопоглощающих полимеров 3, прикрепленных к длинным базовым частям 2, поверхностная плотность водопоглощающего полимера 3, прикрепленного на стороне не обращенной к коже поверхности длинных базовых частей 2, была выше поверхностной плотности водопоглощающего полимера 3, прикрепленного на стороне обращенной к коже поверхности длинных базовых частей 2. Таким образом, частицы 3 водопоглощающего полимера, прикрепленные на стороне не обращенной к коже поверхности, могут использоваться эффективно, и, таким образом, количество водопоглощающего полимера 3, прикрепленного к стороне обращенной к коже поверхности, может быть уменьшено, и количество водопоглощающего полимера 3, используемого во всем впитывающем элементе 1, может быть уменьшено. Кроме того, слой для удерживания жидкости может быть легко образован на стороне не обращенной к коже поверхности длинных базовых частей 2, и, таким образом, количество частиц 3 водопоглощающего полимера, прикрепленных на стороне поверхности, обращенной к коже, может быть уменьшено, и, таким образом, степень повторного смачивания может быть дополнительно уменьшена. Когда поверхностная плотность водопоглощающего полимера 3, прикрепленного на стороне не обращенной к коже поверхности, выше поверхностной плотности водопоглощающего полимера 3, прикрепленного на стороне обращенной к коже поверхности, предпочтительно, чтобы значение отношения В2/В1 поверхностной плотности В2 водопоглощающего полимера 3, прикрепленного на стороне не обращенной к коже поверхности, к поверхностной плотности В1 водопоглощающего полимера 3, прикрепленного на стороне обращенной к коже поверхности, предпочтительно составляло 1,05 или более, более предпочтительно 1,7 или более и предпочтительно 40 или менее, более предпочтительно 10 или менее. Например, значение В2/В1 предпочтительно составляет от 1,05 до 40, более предпочтительно от 1,7 до 10.
Поверхностную плотность водопоглощающего полимера 3, прикрепленного на стороне обращенной к коже поверхности длинных базовых частей 2, и поверхностную плотность водопоглощающего полимера 3, прикрепленного на стороне не обращенной к коже поверхности длинных базовых частей 2, определяют в соответствии с нижеследующим методом.
{Метод определения поверхностной плотности водопоглощающего полимера 3, прикрепленного на стороне обращенной к коже поверхности длинных базовых частей 2, и поверхностной плотности водопоглощающего полимера 3, прикрепленного на стороне не обращенной к коже поверхности длинных базовых частей 2}
Для предотвращения выпадения водопоглощающего полимера со стороны не обращенной к коже поверхности длинных базовых частей 2 водопоглощающий полимер повторно фиксируют со стороны его верхней поверхности, например, посредством адгезива. После этого водопоглощающий полимер, прикрепленный на стороне обращенной к коже поверхности, удаляют с длинных базовых частей 2, например, посредством растворителя, и адгезив, прилипающий к водопоглощающему полимеру, вымывают. После сушки водопоглощающего полимера измеряют массу водопоглощающего полимера, который был прикреплен на стороне обращенной к коже поверхности. Исходя из площади длинных базовых частей 2 в той части, в которой водопоглощающий полимер был прикреплен, и массы удаленного водопоглощающего полимера рассчитывают массу прикрепленного водопоглощающего полимера на единицу площади для определения поверхностной плотности водопоглощающего полимера на стороне поверхности, обращенной к коже. Измерение выполняют для пяти листов, и вычисляют среднее значение.
Поверхностную плотность водопоглощающего полимера на стороне не обращенной к коже поверхности определяют аналогичным образом; водопоглощающий полимер на стороне обращенной к коже поверхности закрепляют, водопоглощающий полимер на стороне не обращенной к коже поверхности удаляют и промывают, и рассчитывают поверхностную плотность.
[0040]
Примеры способов крепления/фиксации частиц 3 водопоглощающего полимера на поверхности длинных базовых частей 2 включают способы с использованием адгезивов и способы химической фиксации, в которых используется водородная связь, и т.д. В случаях, когда длинные базовые части 2 представляют собой волокнистый лист, такой как нетканый материал, тканый материал или трикотажный текстильный материал, составляющие волокна могут быть подвергнуты ворсованию, и частицы 3 водопоглощающего полимера могут быть зафиксированы между ворсованными составляющими волокнами. Во впитывающем элементе 1, проиллюстрированном на фиг.1, используется адгезив 5. Более конкретно, частицы 3 водопоглощающего полимера во впитывающем элементе 1 прикреплены к поверхности длинных базовых частей 2 посредством адгезива 5. Предпочтительно использовать адгезив 5, поскольку прикрепление частиц 3 водопоглощающего полимера к поверхности длинных базовых частей 2 посредством адгезива 5 удерживает частицы 3 водопоглощающего полимера от выпадения в состоянии перед использованием впитывающего элемента 1 и в состоянии после набухания полимера.
[0041]
Например, термоплавкий адгезив может быть предпочтительно использован в качестве адгезива 5. Примеры термоплавких адгезивов включают термоплавкие адгезивы на основе стирола и на основе олефинов. Примеры термоплавких адгезивов на основе стирола, которые могут быть использованы, включают блок-сополимеры стирола и бутадиена с чередованием блоков (SBS), блок-сополимеры стирола и изопрена с чередованием блоков (SIS), блок-сополимеры стирола и этилена/бутилена с чередованием блоков (SEBS), которые представляют собой продукты гидрогенизации SBS, и смеси термоплавких адгезивов, в которых смешаны вышеуказанные адгезивы двух или более типов. Из вышеуказанных, в частности, смешанный термоплавкий адгезив, включающий в себя SIS и SBS, или смешанный термоплавкий адгезив, включающий в себя SIS и SEBS, предпочтительно используется вследствие простоты достижения компромиссного сочетания силы приклеивания и когезионной силы. Количество нанесенного термоплавкого адгезива предпочтительно составляет от 0,5 до 100 г/м2, более предпочтительно от 5 до 50 г/м2.
[0042]
Во впитывающем изделии 10 по представленному варианту осуществления, имеющем вышеупомянутую конфигурацию, в состоянии как перед впитыванием, так и после впитывания жидкости частицами водопоглощающего полимера, частицы 3 водопоглощающего полимера не выступают в боковом направлении Х за пределы расположенных с боковых сторон, краевых частей 2s, 2s каждой длинной базовой части 2, которые проходят вдоль продольного направления Y, в результате чего достигается предпочтительный эффект, заключающийся в меньшей вероятности возникновения блокирования гелем, вызываемого частицами 3 водопоглощающего полимера, при этом подавляется снижение способности к диффузии жидкости и проницаемости для жидкости в пределах впитывающего элемента 1. В частности, вероятность возникновения блокирования гелем существует в случаях, когда частицы 3 водопоглощающего полимера разбухают за пределы расположенных с боковых сторон, краевых частей 2s, 2s каждой длинной базовой части 2 после впитывания жидкости частицами 3 водопоглощающего полимера. Однако во впитывающем изделии 10 по представленному варианту осуществления возникновение такого блокирования гелем эффективно сдерживается. Таким образом, частицы 3 водопоглощающего полимера, прикрепленные как со стороны поверхности, контактирующей с кожей (стороны поверхности, обращенной к коже), так и со стороны поверхности, не контактирующей с кожей (стороны поверхности, не обращенной к коже), между которыми расположена длинная базовая часть 2, могут быть использованы предпочтительным образом, и, тем самым, способность впитывающего элемента 1 к впитыванию воды может быть повышена. Кроме того, жидкость может легко удерживаться со стороны не контактирующей с кожей поверхности длинных базовых частей 2, в результате чего эффективно предотвращается проход жидкости в обратном направлении/повторное смачивание.
Кроме того, фиксация частиц 3 водопоглощающего полимера как на верхней, так и на нижней поверхностях длинных базовых частей позволяет впитывающему элементу временно удерживать такую жидкость, как моча, которая имеет низкую вязкость и выделяется с высокой скоростью. Тем самым, это подавляет возникновение утечки жидкости.
Кроме того, во впитывающем изделии 10 по представленному варианту осуществления даже после впитывания жидкости частицами 3 водопоглощающего полимера сохраняются зазоры S между соседними впитывающими секциями 4. Таким образом, впитывающий элемент 1 обладает такой мягкостью, как будто он состоит из одного листа, даже после впитывания жидкости.
[0043]
Как проиллюстрировано на фиг.3, после впитывания жидкости частицами 3 водопоглощающего полимера существует вероятность перемещения впитывающих секций 4 так, что места между длинными базовыми частями 2, которые образуют соседние впитывающие секции 4, изменяются в направлении Z толщины. В данном документе выражение «изменяются в направлении Z толщины» охватывает случаи, когда впитывающие секции не будут выровнены в вертикальном направлении, в наклонном направлении или в обоих направлениях. Данное перемещение может быть обусловлено увеличением объема, вызываемым набуханием частиц 3 водопоглощающего полимера. Перемещение включает как параллельное перемещение длинных базовых частей 2 вдоль направления Z толщины, так и наклон длинных базовых частей 2 относительно направления Z толщины. Вследствие данного перемещения существует вероятность того, что зазоры S между соседними впитывающими секциями 4 сохранятся даже после впитывания жидкости частицами 3 водопоглощающего полимера. Это также эффективно подавляет возникновение блокирования гелем, а также подавляет воспрепятствование проникновению жидкости вдоль направления Z толщины.
[0044]
По соображениям, связанным с облегчением свободного перемещения впитывающих секций 4, 4 вдоль направления Z толщины при впитывании жидкости и дополнительным подавлением воспрепятствования, вызываемого набуханием частиц 3 водопоглощающего полимера, предпочтительно, чтобы средний размер d1 частиц 3 водопоглощающего полимера в состоянии перед впитыванием жидкости предпочтительно составлял 20 мкм или более, более предпочтительно 200 мкм или более и предпочтительно 700 мкм или менее, более предпочтительно 500 мкм или менее и, более конкретно, предпочтительно от 20 до 700 мкм, более предпочтительно от 200 до 500 мкм. С другой стороны, средний размер d2 частиц 3 водопоглощающего полимера в набухшем состоянии после впитывания жидкости предпочтительно составляет 200 мкм или более, более предпочтительно 800 мкм или более и предпочтительно 3000 мкм или менее, более предпочтительно 2000 мкм или менее и, более конкретно, предпочтительно от 200 до 3000 мкм, более предпочтительно от 800 до 2000 мкм. Средний размер частиц 3 водопоглощающего полимера определяют в соответствии с нижеприведенным методом измерения.
[0045]
{Метод определения среднего размера d1 частиц водопоглощающего полимера в состоянии перед впитыванием жидкости}
Средний размер d1 частиц в состоянии перед использованием был определен посредством использования частиц водопоглощающего полимера перед использованием путем определения диаметра или большой оси частиц водопоглощающего полимера посредством оптического микроскопа. В данном документе «диаметр» относится к диаметру в случаях, когда частица водопоглощающего полимера является сферической, и «большая ось» относится к самой длинной оси в случаях, когда частица водопоглощающего полимера имеет некруглую форму, такую как ромбическая, прямоугольная, подобная скоплению, или форму футбольного мяча. Диаметр или большую ось измеряют в общей сложности для 50 частиц водопоглощающего полимера, и среднечисленный размер частиц определяют как средний размер частиц водопоглощающего полимера в состоянии перед использованием.
[0046]
{Метод определения среднего размера d2 частиц водопоглощающего полимера в состоянии после впитывания жидкости}
Средний размер d2 частиц в состоянии после набухания определяют путем: погружения длинных базовых частей 2, к которым прикреплены частицы водопоглощающего полимера, в физиологический солевой раствор (водный раствор хлорида натрия с концентрацией 0,9% масс.), температура которого была отрегулирована до 25°C; извлечения длинных базовых частей 2 из физиологического солевого раствора через 1 час после начала погружения; стекания жидкости из длинных базовых частей посредством подвешивания их в вертикальном состоянии на 30 минут и последующего определения посредством оптического микроскопа диаметра или большой оси частиц водопоглощающего полимера на поверхности длинных базовых частей 2. В данном документе «диаметр» относится к диаметру в случаях, когда частица водопоглощающего полимера является сферической, и «большая ось» относится к самой длинной оси в случаях, когда частица водопоглощающего полимера имеет некруглую форму, такую как ромбическая, прямоугольная, подобная скоплению, или форму футбольного мяча. Диаметр или большую ось измеряют в общей сложности для 50 частиц водопоглощающего полимера, и среднечисленный размер частиц определяют как средний размер частиц водопоглощающего полимера в состоянии после набухания.
[0047]
По соображениям, связанным с облегчением свободного перемещения впитывающих секций 4, 4 вдоль направления Z толщины при впитывании жидкости, для отношения между шириной W2 длинной базовой части 2 и средним размером d1 частиц водопоглощающего полимера в состоянии перед впитыванием жидкости величина d1/W2 предпочтительно составляет 0,002 или более, более предпочтительно 0,100 или более и предпочтительно 0,900 или менее, более предпочтительно 0,800 или менее. Например, величина d1/W2 предпочтительно составляет от 0,002 до 0,900, более предпочтительно от 0,100 до 0,800. С другой стороны, для отношения между шириной W2 длинной базовой части 2 и средним размером d2 частиц водопоглощающего полимера в состоянии после впитывания жидкости величина d2/W2 предпочтительно составляет 0,02 или более, более предпочтительно 0,45 или более и предпочтительно 0,90 или менее, более предпочтительно 0,80 или менее. Например, величина d2/W2 предпочтительно составляет от 0,02 до 0,90, более предпочтительно от 0,45 до 0,80.
[0048]
Далее, предпочтительный вариант осуществления способа изготовления впитывающего изделия 10 по представленному варианту осуществления описан со ссылкой на фиг.4. Фиг.4 иллюстрирует устройство 100 для изготовления, соответственно используемое для способа изготовления впитывающего изделия 10 по представленному варианту осуществления. Устройство 100 для изготовления по представленному варианту осуществления включает - в нижеуказанном порядке от входной стороны к выходной стороне по отношению к этапам изготовления: первое устройство 120 нанесения адгезива; первое устройство 130 диспергирования водопоглощающего полимера; второе устройство 140 нанесения адгезива; второе устройство 150 диспергирования водопоглощающего полимера и устройство 110 разрезания базового листа. Следует отметить, что, несмотря на то, что в устройстве 100 для изготовления, проиллюстрированном на фиг.4, используются устройство, в котором первое устройство 120 нанесения адгезива и первое устройство 130 диспергирования водопоглощающего полимера объединены, и устройство, в котором второе устройство 140 нанесения адгезива и второе устройство 150 диспергирования водопоглощающего полимера объединены, данные устройства необязательно должны быть объединены. В каждом объединенном устройстве устройство 120, 140 нанесения адгезива расположено с входной стороны объединенного устройства, и устройство 130, 150 диспергирования водопоглощающего полимера расположено с выходной стороны объединенного устройства.
[0049]
Первое устройство 120 нанесения адгезива представляет собой зону для нанесения адгезива в множестве частей, находящихся на расстоянии друг от друга в боковом направлении Х на поверхности одной стороны соответствующих длинных базовых частей 2, во время транспортирования множества длинных базовых частей 2 вдоль направления транспортирования. Как проиллюстрировано на фиг.4, устройство 100 для изготовления по представленному варианту осуществления включает аппликаторную головку 121. В качестве аппликаторной головки 121 можно использовать аппликаторную головку 121, имеющую конструкцию, обеспечивающую возможность нанесения - на поверхность одной стороны базового листа 20, который транспортируют в одном направлении, - адгезива 5 из множества частей, находящихся на расстоянии друг от друга в боковом направлении Х. Аппликаторная головка 121 образована в направлении Х1 с длиной, соответствующей ширине впитывающей зоны АТ впитывающего элемента 1, то есть ее длине в боковом направлении Х. Аппликаторная головка 121 с вышеуказанной конфигурацией расположена над одной стороной длинных базовых частей 2.
[0050]
Второе устройство 140 нанесения адгезива расположено по ходу за первым устройством 130 диспергирования водопоглощающего полимера. Второе устройство 140 нанесения адгезива имеет конструкцию, аналогичную первому устройству 120 нанесения адгезива, и можно использовать аппликаторную головку 147, имеющею конструкцию, обеспечивающую возможность нанесения - на поверхность другой стороны базового листа 20, который транспортируют в одном направлении, - адгезива 5 из множества частей, находящихся на расстоянии друг от друга в боковом направлении Х. На фиг.4 элемент, обозначенный ссылочной позицией 147, во втором устройстве 140 нанесения адгезива представляет собой аппликаторную головку, имеющую конструкцию, аналогичную аппликаторной головке 121, предусмотренной в первом устройстве 120 нанесения адгезива.
[0051]
Первое устройство 130 диспергирования водопоглощающего полимера, которое расположено по ходу за первым устройством 120 нанесения адгезива, представляет собой зону диспергирования частиц 3 водопоглощающего полимера по всей зоне в боковом направлении Х на поверхности данной одной стороны длинных базовых частей 2, на которые был нанесен адгезив, во время транспортирования длинных базовых частей 2, на которые адгезив был нанесен первым устройством 120 нанесения адгезива, вдоль направления транспортирования. Как проиллюстрировано на фиг.4, устройство 100 для изготовления по представленному варианту осуществления включает устройство 131 ввода водопоглощающего полимера. В качестве устройства 131 ввода водопоглощающего полимера любое из различных известных устройств ввода может быть использовано без особого ограничения. Устройство 131 ввода водопоглощающего полимера образовано с длиной в направлении Х1, соответствующей ширине впитывающей зоны АТ впитывающего элемента 1, то есть ее длине в боковом направлении Х. Устройство 131 ввода водопоглощающего полимера с вышеуказанной конфигурацией расположено над одной стороной длинных базовых частей 2.
[0052]
Второе устройство 150 диспергирования водопоглощающего полимера расположено по ходу за вторым устройством 140 нанесения адгезива. Второе устройство 150 диспергирования водопоглощающего полимера имеет конструкцию, аналогичную первому устройству 130 диспергирования водопоглощающего полимера, и представляет собой зону диспергирования частиц 3 водопоглощающего полимера по всей зоне в боковом направлении Х на поверхности другой стороны длинных базовых частей 2, на которые был нанесен адгезив, во время транспортирования длинных базовых частей 2, на которые адгезив был нанесен вторым устройством 140 нанесения адгезива, вдоль направления транспортирования. На фиг.4 элемент, обозначенный ссылочной позицией 153, во втором устройстве 150 диспергирования водопоглощающего полимера представляет собой устройство ввода водопоглощающего полимера, имеющее конструкцию, аналогичную устройству 131 ввода водопоглощающего полимера, предусмотренному в первом устройстве 130 диспергирования водопоглощающего полимера.
[0053]
Устройство 110 разрезания базового листа, которое расположено по ходу за вторым устройством 150 диспергирования водопоглощающего полимера, представляет собой зону выполнения множества разрезов вдоль направления транспортирования в непрерывном гидрофильном базовом листе 20, который представляет собой материал длинных базовых частей 2, для получения тем самым множества длинных базовых частей 2 малой ширины. Любое из различных известных резальных устройств может быть использовано без особого ограничения для выполнения множества разрезов в базовом листе 20. Как проиллюстрировано на фиг.5, в устройстве 100 для изготовления по представленному варианту осуществления используется резальное устройство 113, включающее в себя: ротационный резак 111b, имеющий множество режущих ножей 111а, 111а, 111а, …, расположенных на его окружной периферийной поверхности, и приемный ролик 112, который имеет ровную окружную периферийную поверхность и расположен напротив ротационного резака 111b. Каждый режущий нож 111а резального устройства 113 расположен вдоль направления вращения ротационного резака 111b, и множество режущих ножей 111a, 111a, 111a, … расположены рядом друг с другом в направлении Х1, ортогональном к направлению Y1 транспортирования непрерывного базового листа 20. Расстояние между режущими ножами 111а, 111а, соседними друг с другом в ортогональном направлении Х1, соответствует ширине (то есть длине в боковом направлении (направлении Х)) каждой длинной базовой части 2, которая должна быть образована. В данном случае направление Y1 транспортирования базового листа 20 соответствует продольному направлению (направлению Y) впитывающего элемента 1, подлежащего изготовлению, и ортогональное направление Х1 соответствует боковому направлению (направлению Х) впитывающего элемента 1, подлежащего изготовлению. Следует отметить, что для разрезания базового листа 20 можно использовать: резальное устройство, в котором используется способ резки ножницами, при котором разрезание обеспечивается посредством трения боковых поверхностей верхнего ножа и нижнего ножа друг о друга; устройство, в котором множество ножей для продольной резки расположены рядом друг с другом в ортогональном направлении Х1, или лазерное устройство, которое выполняет расплавление и разрезание посредством облучения лазерным лучом.
[0054]
В случаях, когда впитывающий элемент 1 включает соответствующие зоны NT без прорезей в обеих частях, концевых в продольном направлении Y, как во впитывающем элементе 1, проиллюстрированном на фиг.2, на окружной периферийной поверхности каждого режущего ножа 111а может быть образовано углубление 114, как проиллюстрировано, например, на фиг.5. Длина дуги на участке углубления 114 на наружной периферии каждого вращающегося режущего ножа 111а соответствует длине, равной суммарной определяемой в продольном направлении (направлении Y) длине зон NT без прорезей, расположенных в обеих концевых частях впитывающего элемента 1, как проиллюстрировано на фиг.2. Можно подготовить множество режущих ножей 111a, 111a, 111a, …, каждый из которых имеет такое углубление 114, и использовать ротационный резак 111b, в котором соответствующие углубления 114, 114 режущих ножей 111а, соседних друг с другом в направлении Х1, выровнены. Следует отметить, что длина дуги на участке, не включающем углубление 114, на наружной периферии каждого вращающегося режущего ножа 111а соответствует определяемой в продольном направлении Y длине каждой длинной базовой части 2 впитывающего элемента 1, проиллюстрированного на фиг.2. Кроме того, в случаях, когда впитывающий элемент 1 включает зоны NT без прорезей на обеих боковых сторонах, проходящих вдоль продольного направления Y, режущие ножи 111а не должны быть предусмотрены в местах, соответствующих соответствующим зонам NT без прорезей.
[0055]
В устройстве 100 для изготовления, проиллюстрированном на фиг.4, вакуумный конвейер 141 расположен в месте напротив устройства, в котором объединены первое устройство 120 нанесения адгезива и первое устройство 130 диспергирования водопоглощающего полимера, и со стороны нижней поверхности (стороны другой поверхности) множества транспортируемых длинных базовых частей 2. Вакуумный конвейер 141 включает бесконечную воздухопроницаемую ленту 144, которая охватывает ведущий ролик 142 и множество ведомых роликов 143, и вакуумную камеру 145, расположенную в месте напротив вышеупомянутого объединенного устройства с другой стороны воздухопроницаемой ленты 144. Множество длинных базовых частей 2 вводятся на вакуумный конвейер 141. Хотя это не проиллюстрировано на фигуре, вакуумный конвейер, имеющий конструкцию, аналогичную вакуумному конвейеру 141, также расположен в месте напротив устройства, в котором объединены второе устройство 140 нанесения адгезива и второе устройство 150 диспергирования водопоглощающего полимера.
[0056]
Устройство 100 для изготовления, проиллюстрированное на фиг.4, включает: ведущий ролик 151, который обеспечивает разматывание базового листа 20 из исходного рулона текстильного материала непрерывного базового листа 20, и ведущий ролик 152, расположенный у самого выхода, который обеспечивает транспортирование материала-предшественника 1b впитывающего элемента 1, который был изготовлен.
[0057]
Ниже описан способ изготовления впитывающего изделия, включающего в себя впитывающий элемент 1, посредством использования вышеупомянутого устройства 100 для изготовления. Способ изготовления включает следующие этапы:
(а) этап нанесения - на поверхность одной стороны базового листа, который транспортируют в одном направлении, - адгезива в множестве частей, находящихся на расстоянии друг от друга в боковом направлении базового листа;
(b) этап диспергирования - на поверхности данной одной стороны базового листа, на которую был нанесен адгезив, - частиц водопоглощающего полимера по всей зоне в боковом направлении при транспортировании базового листа, на который адгезив был нанесен, вдоль направления транспортирования;
(с) этап нанесения - на поверхность другой стороны базового листа, - адгезива в множестве частей, находящихся на расстоянии друг от друга в боковом направлении базового листа, при транспортировании базового листа, на котором частицы водопоглощающего полимера были диспергированы на поверхности данной одной стороны, вдоль направления транспортирования;
(d) этап диспергирования - на поверхности другой стороны базового листа, на которую был нанесен адгезив, - частиц водопоглощающего полимера по всей зоне в боковом направлении при транспортировании базового листа, на который адгезив был нанесен, вдоль направления транспортирования; и
(е) этап получения множества длинных базовых частей малой ширины посредством выполнения разрезов вдоль направления транспортирования в частях без нанесения, находящихся между частями, в которых адгезив был нанесен, при транспортировании базового листа, на котором частицы водопоглощающего полимера были диспергированы на обеих сторонах, вдоль направления транспортирования, чтобы тем самым изготовить впитывающий элемент.
Каждый из данных этапов будет описан ниже.
[0058]
Сначала перед выполнением этапа (а) во внутреннем пространстве вакуумной камеры 145 создают отрицательное давление, приводя в действие откачивающее устройство, соединенное с ним. То же самое выполняют для вакуумной камеры вакуумного конвейера, расположенного в месте напротив устройства, в котором объединены второе устройство 140 нанесения адгезива и второе устройство 150 диспергирования водопоглощающего полимера. Далее приводят в действие ведущие ролики 151 и 152, приводят во вращение резальное устройство 113 и воздухопроницаемую ленту 144, и приводят в действие вакуумный конвейер 141. Затем базовый лист 20 разматывают посредством ведущего ролика 151 из исходного рулона текстильного материала непрерывного базового листа 20.
На этапе (а) первое устройство 120 нанесения адгезива наносит адгезив 5 в множестве частей, находящихся на расстоянии друг от друга в боковом направлении на поверхности одной стороны базового листа 20, размотанного из исходного рулона текстильного материала. При транспортировании базового листа 20 посредством вакуумного конвейера 141 и его размещении над вакуумной камерой 145 аппликаторная головка 121 первого устройства 120 нанесения адгезива наносит адгезив 5 с промежутками вдоль направления Y1 транспортирования на поверхность данной одной стороны базового листа 20 за исключением неразрезаемых зон NTb.
При этом важно нанести адгезив 5 в множестве частей, находящихся на расстоянии друг от друга в боковом направлении Х. При использовании данного рисунка нанесения во впитывающем элементе 1 частицы 3 водопоглощающего полимера не выступают в боковом направлении Х за пределы расположенных с боковых сторон, краевых частей 2s каждой длинной базовой части 2 в состоянии как перед впитыванием, так и после впитывания жидкости данными частицами. Диспергированные частицы 3 водопоглощающего полимера прочно прикрепляются к длинным базовым частям 2 посредством адгезива 5, нанесенного на поверхность данной одной стороны соответствующих длинных базовых частей 2.
Для выполнения этапа (а) необходимо использовать только аппликаторную головку 121, имеющую конструкцию, обеспечивающую возможность нанесения адгезива 5 из множества частей, находящихся на расстоянии друг от друга в боковом направлении Х, на поверхность одной стороны базового листа 20, транспортируемого в одном направлении.
[0059]
На этапе (b), который следует за этапом (а), первое устройство 130 диспергирования водопоглощающего полимера диспергирует частицы 3 водопоглощающего полимера по всей зоне в боковом направлении Х на поверхности данной одной стороны из двух сторон базового листа 20, на которую адгезив 5 был нанесен первым устройством 120 нанесения адгезива. Базовый лист 20 транспортируют посредством вакуумного конвейера 141, и пока базовый лист находится над вакуумной камерой 145, частицы 3 водопоглощающего полимера диспергируются первым устройством 130 диспергирования водопоглощающего полимера на поверхности данной одной стороны вдоль направления Y1 транспортирования. Тем не менее, следует отметить, что не происходит диспергирования никаких частиц 3 водопоглощающего полимера в неразрезаемых частях NTb.
При диспергировании частиц 3 водопоглощающего полимера, как описано выше, формируется множество впитывающих секций 4, в которых частицы 3 водопоглощающего полимера прикреплены к поверхности одной стороны (верхней поверхности) соответствующих длинных базовых частей 2 посредством адгезива 5. Впитывающие секции 4, сформированные вышеуказанным образом, расположены так, что их продольное направление Y ориентировано в направлении транспортирования (направлении Y1), для формирования тем самым материала-предшественника 1b впитывающего элемента 1.
[0060]
Далее, длинные базовые части 2 поворачивают на 180° посредством переворачивающего ролика 148. После этого этапы (с) и (d), которые аналогичны этапам (а) и (b), описанным выше, выполняют на поверхности другой стороны длинных базовых частей 2. На этапе (с) адгезив 5 диспергируют на участках, проходящих поперек длинных базовых частей 2 и соответствующих участкам, на которых адгезив 5 был диспергирован на этапе (а).
[0061]
Далее, на этапе (е) базовый лист 20, на котором частицы 3 водопоглощающего полимера были диспергированы на обеих сторонах, подают между приемным роликом 112 и множеством режущих ножей 111а на ротационном резаке 111b в резальном устройстве 113 устройства 110 разрезания базового листа, и разрезы выполняют в базовом листе вдоль направления Y1 транспортирования для получения множества впитывающих секций 4, включающих в себя множество длинных базовых частей 2 малой ширины и частицы 3 водопоглощающего полимера, прикрепленные к поверхностям каждой длинной базовой части 2. Разрезы выполняют в частях без нанесения, находящихся между частями, в которых адгезив 5 был нанесен, при транспортировании базового листа 20 вдоль направления Y1 транспортирования. В каждой впитывающей секции 4, полученной вышеуказанным образом, частицы 3 водопоглощающего полимера прикреплены вдоль продольного направления Y в месте в зоне, центральной в боковом направлении Х каждой впитывающей секции. Таким образом формируется множество впитывающих секций 4, в которых частицы 3 водопоглощающего полимера прикреплены к поверхности обеих сторон соответствующих длинных базовых частей 2. Впитывающие секции 4, сформированные вышеуказанным образом, расположены так, что их продольное направление Y ориентировано вдоль направления Y1 транспортирования, для образования тем самым материала-предшественника 1b впитывающего элемента 1.
[0062]
В представленном варианте осуществления, как проиллюстрировано на фиг.5, множество режущих ножей 111а, каждый из которых расположен вдоль направления вращения ротационного резака 111b, расположены рядом друг с другом в направлении Х1, ортогональном к направлению транспортирования (направлению Y1) непрерывного базового листа 20, и, следовательно, образуют множество впитывающих секций 4 посредством разрезания непрерывного базового листа 20 вдоль направления Y1 транспортирования базового листа 20 и во множестве частей в ортогональном направлении Х1. Части, разрезанные режущими ножами 111а, становятся расположенными с боковых сторон, краевыми частями 2s соответствующих впитывающих секций 4.
[0063]
Кроме того, в представленном варианте осуществления каждый из множества режущих ножей 111а имеет углубление 114. Таким образом, неразрезанная часть NTb, соответствующая удвоенной определяемой в продольном направлении Y длине зоны NT без прорезей, образуется в транспортируемом непрерывном базовом листе 20, при этом неразрезанную часть NT образуют периодически с интервалом, соответствующим длине впитывающей секции 4 в продольном направлении Y. Множество впитывающих секций 4, сформированных посредством этапа разрезания, образованы параллельными друг другу вдоль направления Y1 транспортирования и расположены рядом друг с другом в ортогональном направлении Х1.
[0064]
После этого материал-предшественник 1b впитывающего элемента 1 транспортируют дальше посредством ведущего ролика 152, и, используя известное резальное устройство (непроиллюстрированное), материал-предшественник 1b разрезают в каждом месте, находящемся на половине длины неразрезанной части NTb, определяемой в направлении Y1 транспортирования. Таким образом, можно непрерывно изготавливать впитывающие элементы 1, каждый из которых включает в обеих частях, концевых в продольном направлении Y, соответствующие зоны NT без прорезей, проходящие вдоль бокового направления Х. При данном устройстве 100 для изготовления и способе изготовления, в котором оно используется, можно изготавливать впитывающие элементы 1 стабильно и эффективно. После этого в соответствии с известными этапами верхний лист размещают со стороны одной поверхности впитывающего элемента 1, задний лист размещают со стороны другой поверхности, и другие элементы размещают при необходимости для получения тем самым впитывающего изделия, которое является целевым изделием.
[0065]
В качестве модифицированного примера способа изготовления, включающего вышеупомянутые этапы (а) -(е), можно выбрать способ, включающий нижеприведенные этапы (а') -(е'):
(a') этап нанесения - на поверхность одной стороны гидрофильного базового листа, который транспортируют в одном направлении, - адгезива во всей зоне в боковом направлении базового листа;
(b') этап диспергирования - на поверхности данной одной стороны базового листа, на которой адгезив был нанесен, - частиц водопоглощающего полимера в множестве частей, находящихся на расстоянии друг от друга в боковом направлении, при транспортировании базового листа, на который адгезив был нанесен, вдоль направления транспортирования;
(c') этап нанесения - на поверхность другой стороны базового листа, - адгезива во всей зоне в боковом направлении базового листа при транспортировании базового листа, на котором частицы водопоглощающего полимера были диспергированы на поверхности данной одной стороны, вдоль направления транспортирования;
(d') этап диспергирования - на поверхности другой стороны базового листа, на которой адгезив был нанесен, частиц водопоглощающего полимера в множестве частей, находящихся на расстоянии друг от друга в боковом направлении, при транспортировании длинных базовых частей, на которых адгезив был нанесен, вдоль направления транспортирования; и
(e') этап получения множества длинных базовых частей малой ширины посредством выполнения разрезов вдоль направления транспортирования в частях без диспергирования, находящихся между частями, в которых частицы водопоглощающего полимера были диспергированы, при транспортировании базового листа, на котором частицы водопоглощающего полимера были диспергированы на обеих сторонах, вдоль направления транспортирования для изготовления, тем самым, впитывающего элемента.
[0066]
На этапе (a') первое устройство 120 нанесения адгезива наносит адгезив 5 во всей зоне в боковом направлении Х базового листа 20 на поверхности одной стороны базового листа 20. Когда базовый лист 20 транспортируется посредством вакуумного конвейера 141 и размещается над вакуумной камерой 145, аппликаторная головка 121 первого устройства 120 нанесения адгезива наносит адгезив 5 с промежутками вдоль направления Y1 транспортирования на поверхности данной одной стороны базового листа 20 за исключением неразрезаемых частей NTb.
[0067]
На этапе (b'), который следует за этапом (а'), первое устройство 130 диспергирования водопоглощающего полимера диспергирует частицы 3 водопоглощающего полимера в множестве частей, находящихся на расстоянии друг от друга в боковом направлении Х, на поверхности данной одной стороны из двух сторон базового листа 20, на которую адгезив 5 был нанесен первым устройством 120 нанесения адгезива. Базовый лист 20 транспортируют посредством вакуумного конвейера 141, и пока базовый лист находится над вакуумной камерой 145, частицы 3 водопоглощающего полимера диспергируются первым устройством 130 диспергирования водопоглощающего полимера на поверхности данной одной стороны вдоль направления Y1 транспортирования. Тем не менее, следует отметить, что не происходит диспергирования никаких частиц 3 водопоглощающего полимера в неразрезаемых частях NTb.
При этом важно диспергировать частицы 3 водопоглощающего полимера в множестве частей, находящихся на расстоянии друг от друга в боковом направлении Х, на поверхности стороны базового листа 20, на которой был нанесен адгезив 5. При использовании данной схемы диспергирования во впитывающем элементе 1 частицы 3 водопоглощающего полимера не выступают в боковом направлении Х за пределы расположенных с боковых сторон, краевых частей 2s каждой длинной базовой части 2 в состоянии как перед впитыванием, так и после впитывания жидкости данными частицами. Диспергированные частицы 3 водопоглощающего полимера прочно прикрепляются на поверхности данной одной стороны длинных базовых частей 2 посредством адгезива 5, нанесенного на поверхность данной одной стороны соответствующих длинных базовых частей 2.
Для выполнения данного этапа (b') необходимо использовать только устройство 130 диспергирования водопоглощающего полимера, имеющее конструкцию, обеспечивающую возможность подачи частиц 3 водопоглощающего полимера из множества частей, находящихся на расстоянии друг от друга в боковом направлении Х, на данную одну сторону базового листа 20, транспортируемого в одном направлении.
[0068]
Далее, длинные базовые части 2 поворачивают на 180° посредством переворачивающего ролика 148. После этого этапы (с') и (d'), которые аналогичны этапам (а') и (b'), описанным выше, выполняют на поверхности другой стороны длинных базовых частей 2. На этапе (d') водопоглощающий полимер 3 диспергируют на участках, проходящих поперек длинных базовых частей 2 и соответствующих участкам, на которых частицы 3 водопоглощающего полимера были диспергированы на этапе (b').
[0069]
Далее, на этапе (е') разрезы выполняют в базовом листе 20, на котором частицы 3 водопоглощающего полимера были диспергированы, вдоль направления Y1 транспортирования для получения множества впитывающих секций 4, включающих в себя множество длинных базовых частей 2 малой ширины и частицы 3 водопоглощающего полимера, прикрепленные к каждой длинной базовой части 2. Разрезы выполняют в частях без диспергирования, находящихся между частями, в которых частицы 3 водопоглощающего полимера были диспергированы, при транспортировании базового листа 20 вдоль направления Y1 транспортирования. В каждой впитывающей секции 4, полученной вышеуказанным образом, частицы 3 водопоглощающего полимера прикреплены вдоль продольного направления Y в месте в зоне, центральной в боковом направлении Х. Таким образом, формируется множество впитывающих секций 4, в которых частицы 3 водопоглощающего полимера прикреплены к обеим сторонам соответствующих длинных базовых частей 2. Впитывающие секции 4, сформированные вышеуказанным образом, расположены так, что их продольное направление Y ориентировано вдоль направления Y1 транспортирования, для образования тем самым материала-предшественника 1b впитывающего элемента 1. После этого выполняют такую же операцию, как в способе, в котором используется устройство 100 для изготовления, проиллюстрированное на фиг.4, для получения таким образом впитывающего элемента 1 и впитывающего изделия 10.
[0070]
Фиг.6 иллюстрирует способ изготовления, в котором используется другое устройство 100 для изготовления. В способах изготовления, описанных выше, сначала выполняли нанесение адгезива 5 и диспергирование частиц 3 водопоглощающего полимера на обеих сторонах базового листа 20, и затем выполняли множество разрезов в базовом листе 20 вдоль направления Y1 транспортирования. Напротив, в способе изготовления по представленному варианту осуществления множество разрезов вдоль направления Y1 транспортирования выполняют в базовом листе 20 сначала для получения множества длинных базовых частей 2 малой ширины, и затем выполняют нанесение адгезива 2 и диспергирование частиц 3 водопоглощающего полимера на обеих сторонах длинных базовых частей 2. Данный способ изготовления подробно описан ниже. Следует отметить, что в отношении устройства 100 для изготовления, проиллюстрированного на фиг.6, и способа изготовления, в котором оно используется, разъяснение, приведенное выше для устройства 100 для изготовления, проиллюстрированного на фиг.4, и способа изготовления, в котором оно используется, применяется в соответствующих случаях для элементов, которые не разъяснены ниже подробно.
[0071]
Устройство 100 для изготовления, проиллюстрированное на фиг.6, включает в нижеуказанном порядке от входной стороны к выходной стороне по отношению к этапам изготовления: устройство 110 разрезания базового листа; первое устройство 120 нанесения адгезива и первое устройство 130 диспергирования водопоглощающего полимера, и второе устройство 140 нанесения адгезива и второе устройство 150 диспергирования водопоглощающего полимера. Конструкция каждого из устройств 110, 120, 130, 140, 150 такая же, как в устройстве для изготовления, проиллюстрированном на фиг.4. Способ изготовления впитывающего изделия, включающего в себя впитывающий элемент 1, посредством использования данного устройства 100 для изготовления описан ниже. Способ изготовления включает следующие этапы:
(f) этап получения множества длинных базовых частей малой ширины путем выполнения разрезов в базовом листе, транспортируемом в одном направлении, вдоль направления транспортирования;
(g) этап нанесения адгезива только на определяемую в боковом направлении, центральную зону поверхности одной стороны каждой длинной базовой части при транспортировании множества длинных базовых частей вдоль направления транспортирования;
(h) этап диспергирования частиц водопоглощающего полимера по всей зоне в боковом направлении поверхности данной одной стороны каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых адгезив был нанесен на поверхности данной одной стороны, вдоль направления транспортирования;
(i) этап нанесения адгезива только на определяемую в боковом направлении, центральную зону поверхности другой стороны каждой длинной базовой части при транспортировании множества длинных базовых частей вдоль направления транспортирования; и
(j) этап диспергирования частиц водопоглощающего полимера по всей зоне в боковом направлении поверхности другой стороны каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых адгезив был нанесен на поверхности другой стороны, вдоль направления транспортирования для изготовления, тем самым, впитывающего элемента.
Каждый из данных этапов будет описан ниже.
[0072]
На этапе (f) базовый лист 20, разматываемый посредством ведущего ролика 151 из исходного рулона текстильного материала непрерывного базового листа 20, подают между приемным роликом 112 и множеством режущих ножей 111а в резальном устройстве 113 устройства 110 разрезания базового листа для разрезания непрерывного базового листа 20 и образования множества длинных базовых частей 2. В представленном варианте осуществления, как проиллюстрировано на фиг.5, множество режущих ножей 111а, каждый из которых расположен вдоль направления вращения ротационного резака 111b, расположены рядом друг с другом в направлении (направлении Х1), ортогональном к направлению транспортирования (направлению Y1) непрерывного базового листа 20, и, таким образом, формируют множество длинных базовых частей 2 посредством разрезания непрерывного базового листа 20 вдоль направления транспортирования (направления Y1) базового листа 20 и во множестве частей в ортогональном направлении (направлении Х1). Части, разрезанные режущими ножами 111а, становятся расположенными с боковых сторон, краевыми частями 2s соответствующих длинных базовых частей 2.
[0073]
В представленном способе изготовления ротационный резак 111b имеет углубление 114. Таким образом, неразрезанная часть NTb, соответствующая удвоенной длине зоны NT без прорезей, определяемой в продольном направлении Y, образуется в транспортируемом непрерывном базовом листе 20, при этом неразрезанную часть NT образуют периодически с интервалом, соответствующим длине длинной базовой части 2 в продольном направлении Y. Множество длинных базовых частей 2, образованных на этапе (f), образованы параллельными друг другу вдоль направления Y1 транспортирования и расположены рядом друг с другом в ортогональном направлении Х1.
[0074]
Далее, на этапе (g) первое устройство 120 нанесения адгезива наносит адгезив 5 только на определяемую в боковом направлении, центральную зону поверхности одной стороны каждой длинной базовой части 2. Когда множество длинных базовых частей 2 транспортируются посредством вакуумного конвейера 141 и размещаются над вакуумной камерой 145, аппликаторная головка 121 первого устройства 120 нанесения адгезива наносит адгезив 5 за исключением нанесения в неразрезанных частях NTb с промежутками вдоль направления Y1 транспортирования только на центральную зону на поверхности данной одной стороны соответствующих длинных базовых частей 2, расположенных рядом друг с другом в ортогональном направлении Х1. Для выполнения этапа (g) необходимо использовать только аппликаторную головку 121, имеющую конструкцию, обеспечивающую возможность нанесения адгезива 5 из множества частей, находящихся на расстоянии друг от друга в боковом направлении Х, на поверхность одной стороны базового листа 20, транспортируемого в одном направлении.
[0075]
На этапе (h), который следует за этапом (g), первое устройство 130 диспергирования водопоглощающего полимера диспергирует частицы 3 водопоглощающего полимера по всей зоне в боковом направлении поверхности данной одной стороны из двух сторон соответствующих длинных базовых частей 2, на которой адгезив 5 был нанесен первым устройством 120 нанесения адгезива. Длинные базовые части 2 транспортируются посредством вакуумного конвейера 141, и, пока они находятся над вакуумной камерой 145, частицы 3 водопоглощающего полимера диспергируются первым устройством 130 диспергирования водопоглощающего полимера по всей зоне в боковом направлении Х на поверхности данной одной стороны вдоль направления Y1 транспортирования. Тем не менее, следует отметить, что не происходит диспергирования никаких частиц 3 водопоглощающего полимера в неразрезанных частях NTb. Диспергированные частицы 3 водопоглощающего полимера прочно прикрепляются к соответствующим длинным базовым частям 2 посредством адгезива 5, нанесенного только на центральную зону на поверхности данной одной стороны соответствующих длинных базовых частей 2.
[0076]
Далее, длинные базовые части 2 поворачивают на 180° посредством переворачивающего ролика 148. После этого этапы (i) и (j), которые аналогичны этапам (f) и (g), описанным выше, выполняют на поверхности другой стороны длинных базовых частей 2. Таким образом, формируется множество впитывающих секций 4, в которых частицы 3 водопоглощающего полимера прикреплены к обеим сторонам соответствующих длинных базовых частей 2. Впитывающие секции 4, сформированные вышеуказанным образом, расположены так, что их продольное направление Y ориентировано вдоль направления Y1 транспортирования, для образования тем самым материала-предшественника 1b впитывающего элемента 1.
[0077]
После этого материал-предшественник 1b впитывающего элемента 1 транспортируют дальше посредством ведущего ролика 152, и, используя известное резальное устройство (непроиллюстрированное), материал-предшественник 1b разрезают в каждом месте, находящемся на половине длины неразрезанной части NTb, определяемой в направлении Y1 транспортирования. Таким образом, можно непрерывно изготавливать впитывающие элементы 1, каждый из которых включает в обеих частях, концевых в продольном направлении Y, соответствующие зоны NT без прорезей, проходящие вдоль бокового направления Х. При данном устройстве 100 для изготовления и способе изготовления, в котором оно используется, можно изготавливать впитывающие элементы 1 стабильно и эффективно. После этого в соответствии с известными этапами верхний лист размещают со стороны одной поверхности впитывающего элемента 1, на которой частицы 3 водопоглощающего полимера были прикреплены, задний лист размещают со стороны другой поверхности, на которой частицы 3 водопоглощающего полимера прикреплены, и другие элементы размещают при необходимости, чтобы тем самым получить впитывающее изделие, которое является целевым изделием.
[0078]
В качестве модифицированного примера способа изготовления, включающего вышеупомянутые этапы (f) -(j), можно выбрать способ, в котором этапы (g) -(j) заменены нижеприведенными этапами (g') -(j'):
(g') этап нанесения адгезива во всей зоне в боковом направлении поверхности одной стороны каждой длинной базовой части при транспортировании множества длинных базовых частей вдоль направления транспортирования;
(h') этап диспергирования частиц водопоглощающего полимера только в определяемой в боковом направлении, центральной зоне поверхности каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых адгезив был нанесен на поверхности данной одной стороны, вдоль направления транспортирования;
(i') этап нанесения адгезива во всей зоне в боковом направлении поверхности другой стороны каждой длинной базовой части при транспортировании множества длинных базовых частей вдоль направления транспортирования; и
(j') этап диспергирования частиц водопоглощающего полимера только в определяемой в боковом направлении, центральной зоне поверхности другой стороны каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых адгезив был нанесен на поверхности другой стороны, вдоль направления транспортирования для изготовления, тем самым, впитывающего элемента.
[0079]
В способе изготовления, включающем этапы (f), (g'), (h'), (i') и (j'), для выполнения этапа (h') необходимо использовать только устройство 130 диспергирования водопоглощающего полимера, имеющее конструкцию, обеспечивающую возможность подачи частиц 3 водопоглощающего полимера из множества частей, находящихся на расстоянии друг от друга в боковом направлении Х, на поверхность одной стороны базового листа 20, транспортируемого в одном направлении. Аналогичным образом, для выполнения этапа (j') необходимо использовать только устройство 130 диспергирования водопоглощающего полимера, имеющее конструкцию, обеспечивающую возможность подачи частиц 3 водопоглощающего полимера из множества частей, находящихся на расстоянии друг от друга в боковом направлении Х, на поверхность другой стороны базового листа 20, транспортируемого в одном направлении.
[0080]
Настоящее изобретение было описано выше в соответствии с предпочтительными вариантами его осуществления, но объем изобретения не ограничен вышеприведенными вариантами осуществления. Например, впитывающий элемент 1 впитывающего изделия 10 в вышеприведенных вариантах осуществления сформирован посредством использования множества впитывающих секций 4, в которых соответствующие длинные базовые части 2 имеют постоянную ширину, но ширина длинных базовых частей 2 вместо этого может быть непостоянной.
[0081]
Кроме того, в вышеупомянутом впитывающем элементе 1, проиллюстрированном на фиг.2, впитывающие секции 4 образованы так, что их продольное направление Y ориентировано вдоль продольного направления Y впитывающего элемента 1, но вместо этого, как проиллюстрировано, например, на фиг.7, впитывающие секции 4 могут быть расположены так, что их продольное направление Y будет ориентировано в боковом направлении Х впитывающего элемента 1. Впитывающий элемент 1, проиллюстрированный на фиг.7, включает зоны NT без прорезей соответственно на обеих боковых сторонах, проходящих вдоль продольного направления Y. Впитывающий элемент 1, проиллюстрированный на фиг.7, может быть изготовлен посредством использования приемного ролика и резального ролика, в котором режущие ножи, расположенные параллельно друг другу в аксиальном направлении рулона базового материала, расположены с промежутками в направлении вдоль окружности, и подачи базового листа 20 между резальным роликом и приемным роликом.
[0082]
Кроме того, во впитывающем элементе 1 впитывающие секции 4 могут быть расположены так, что соответствующие продольные направления Y впитывающих секций 4 будут ориентированы в множестве направлений. Пример впитывающего элемента 1, в котором впитывающие секции 4 расположены так, чтобы они были ориентированы в множестве направлений, представляет собой конфигурацию, в которой: зоны, в которых множество впитывающих секций 4 сформированы так, что их продольное направление Y ориентировано в продольном направлении Y впитывающего элемента 1, предусмотрены соответственно на обеих боковых сторонах, проходящих вдоль продольного направления Y впитывающего элемента 1, и зона, в которой множество впитывающих секций 4 сформированы так, что их продольное направление Y ориентировано в боковом направлении Х впитывающего элемента 1, предусмотрена в центральной части, расположенной между боковыми сторонами. Такой впитывающий элемент 1, в котором впитывающие секции 4 расположены так, чтобы они были ориентированы в множестве направлений, может быть образован, например, посредством: выполнения множества разрезов вдоль направления Y1 транспортирования на обеих боковых сторонах, проходящих вдоль направления Y1 транспортирования транспортируемого базового листа 20, посредством использования ножей 111b для продольной резки и приемного ролика 112, подобных проиллюстрированным на фиг.5, и последующего выполнения множества разрезов вдоль направления Х1, которое ортогонально к направлению транспортирования, в определяемой в ортогональном направлении Х1, центральной части в транспортируемом базовом листе 20 посредством использования приемного ролика и резального ролика, имеющего ножи, расположенные с промежутками в направлении вдоль окружности.
[0083]
Во впитывающем элементе 1 впитывающего изделия 10 в вышеприведенных вариантах осуществления впитывающие секции 4 и длинные базовые части 2 проходят прямолинейно по существу параллельно продольному направлению Y, но вместо этого впитывающие секции 4 и длинные базовые части 2 могут проходить в виде волнистых кривых линий вдоль продольного направления Y или могут проходить с угловой зигзагообразной формой вдоль продольного направления Y.
[0084]
Кроме того, в вышеупомянутых способах изготовления впитывающего изделия 10 в случаях ворсования поверхности одной стороны длинных базовых частей 2 и фиксации частиц 3 водопоглощающего полимера между ворсованными волокнами вместо прикрепления частиц 3 водопоглощающего полимера посредством адгезива 5, этап ворсования может быть выполнен вместо вышеупомянутого этапа нанесения адгезива. Примеры способов выполнения ворсования включают способы, описанные в JP 2012-092476 A и JP 2013-028891 A.
[0085]
Для варианта осуществления, описанного выше, дополнительные впитывающие изделия дополнительно раскрыты ниже посредством настоящего изобретения.
<1> Впитывающее изделие, содержащее:
впитывающий элемент, включающий в себя множество впитывающих секций, при этом каждая впитывающая секция включает:
- длинную базовую часть, имеющую протяженность в боковом направлении, протяженность в продольном направлении, которая больше протяженности в боковом направлении, и протяженность в направлении толщины; и
- частицы водопоглощающего полимера, которые прикреплены к поверхности длинной базовой части,
при этом впитывающие секции расположены так, что продольное направление впитывающей секции ориентировано, по меньшей мере, в одном направлении, при этом:
частицы водопоглощающего полимера прикреплены как к обращенной к коже поверхности, так и к не обращенной к коже поверхности каждой длинной базовой части; и
до впитывания жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера не выступают в боковом направлении за пределы расположенных с боковых сторон, краевых частей каждой длинной базовой части, которые проходят вдоль продольного направления, и также после впитывания жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера не разбухают за пределы расположенных с боковых сторон, краевых частей каждой длинной базовой части, которые проходят вдоль продольного направления.
[0086]
<2> Впитывающее изделие по пункту <1>, в котором в части впитывающего элемента, в которой образованы впитывающие секции, каждая впитывающая секция находится в состоянии, в котором она не соединена с другим элементом, соседним со стороной обращенной к коже поверхности впитывающей секции, или с другим элементом, соседним со стороной не обращенной к коже поверхности впитывающей секции.
<3> Впитывающее изделие по пункту <1> или <2>, в котором зона впитывающего элемента, концевая в продольном направлении, находится в состоянии, в котором она соединена с другим элементом, соседним со стороной обращенной к коже поверхности впитывающего элемента, или другим элементом, соседним со стороной не обращенной к коже поверхности впитывающего элемента.
<4> Впитывающее изделие по любому из пунктов <1> - <3>, в котором впитывающий элемент включает в зоне, концевой в продольном направлении, зону без прорезей, в которой длинные базовые части не расположены.
<5> Впитывающее изделие по любому из пунктов <1> - <4>, в котором частицы водопоглощающего полимера не размещены в зоне впитывающего элемента, концевой в продольном направлении.
<6> Впитывающее изделие по любому из пунктов <1> - <5>, в котором длинные базовые части образованы из гидрофобного листа.
[0087]
<7> Впитывающее изделие по любому из пунктов <1> - <6>, в котором в случае водопоглощающего полимера, прикрепленного к длинным базовым частям, поверхностная плотность водопоглощающего полимера, прикрепленного на стороне не обращенной к коже поверхности длинных базовых частей, превышает поверхностную плотность водопоглощающего полимера, прикрепленной на стороне обращенной к коже поверхности длинных базовых частей.
<8> Впитывающее изделие по любому из пунктов <1> - <7>, в котором водопоглощающий полимер, прикрепленный на стороне обращенной к коже поверхности длинных базовых частей, и водопоглощающий полимер, прикрепленный на стороне не обращенной к коже поверхности длинных базовых частей, представляют собой полимеры разных типов.
<9> Впитывающее изделие по любому из пунктов <1> - <8>, в котором длина Lx впитывающей секции в боковом направлении Х предпочтительно составляет от 0,3 до 10 мм, более предпочтительно от 0,6 до 2,0 мм, еще более предпочтительно от 0,6 до 1,8 мм.
<10> Впитывающее изделие по любому из пунктов <1> - <9>, в котором длина Ly впитывающей секции в продольном направлении Y превышает длину Lx в боковом направлении Х предпочтительно в 2-3500 раз, более предпочтительно в 100-700 раз.
<11> Впитывающее изделие по любому из пунктов <1> - <10>, в котором длина Ly впитывающей секции в продольном направлении Y составляет предпочтительно от 20 до 1000 мм, более предпочтительно от 200 до 400 мм.
[0088]
<12> Впитывающее изделие по любому из пунктов <1> - <11>, в котором на виде в плане впитывающего элемента выраженная в процентах доля площади впитывающей зоны АТ по отношению ко всей площади впитывающего элемента предпочтительно составляет 20% или более, более предпочтительно 50% или более и предпочтительно 100% или менее, более предпочтительно 90% или менее.
<13> Впитывающее изделие по любому из пунктов <1> - <12>, в котором впитывающие секции расположены во всей зоне между обеими частями впитывающего элемента, концевыми в продольном направлении Y.
<14> Впитывающее изделие по любому из пунктов <1> - <13>, в котором, когда продольное направление Y впитывающих секций проходит так, чтобы оно было ориентировано в продольном направлении Y впитывающего элемента, предпочтительно 3 единицы или более, более предпочтительно 50 единиц или более и предпочтительно 1000 единиц или менее, более предпочтительно 500 единиц или менее впитывающих секций расположены в одном впитывающем элементе.
<15> Впитывающее изделие по любому из пунктов <1> - <14>, в котором на боковых поверхностях каждой длинной базовой части не имеется никаких частиц водопоглощающего полимера или частицы водопоглощающего полимера не прикреплены.
<16> Впитывающее изделие по любому из пунктов <1> - <15>, в котором в состоянии перед впитыванием жидкости частицами водопоглощающего полимера имеется зазор S между впитывающими секциями, соседними друг с другом в боковом направлении Х.
[0089]
<17> Впитывающее изделие по пункту <16>, в котором величина зазора S предпочтительно составляет 0,1 мм или более, более предпочтительно 0,5 мм или более и предпочтительно 5 мм или менее, более предпочтительно 3 мм или менее.
<18> Впитывающее изделие по любому из пунктов <1> - <17>, в котором во впитывающем элементе отношение ширины W2 длинной базовой части к ширине W1 впитывающего элемента предпочтительно составляет 0,001 или более, более предпочтительно 0,002 или более и предпочтительно 0,200 или менее, более предпочтительно 0,040 или менее.
<19> Впитывающее изделие по любому из пунктов <1> - <18>, в котором ширина W2 длинной базовой части предпочтительно составляет 0,3 мм или более, более предпочтительно 0,6 мм или более и предпочтительно 10 мм или менее, более предпочтительно 2,0 мм или менее, еще более предпочтительно 1,8 мм или менее.
<20> Впитывающее изделие по любому из пунктов <1> - <19>, в котором в случае водопоглощающего полимера, прикрепленного на стороне обращенной к коже поверхности длинных базовых частей, скорость проникновения жидкости под давлением 2,0 кПа предпочтительно составляет 20 мл в минуту или более, более предпочтительно 40 мл в минуту или более и предпочтительно 1000 мл в минуту или менее, более предпочтительно 800 мл в минуту или менее.
<21> Впитывающее изделие по любому из пунктов <1> - <20>, в котором в случае водопоглощающего полимера, прикрепленного на стороне не обращенной к коже поверхности длинных базовых частей, скорость проникновения жидкости под давлением 2,0 кПа предпочтительно составляет 0 мл в минуту или более, более предпочтительно 10 мл в минуту или более и предпочтительно 400 мл в минуту или менее, более предпочтительно 200 мл в минуту или менее.
[0090]
<22> Впитывающее изделие по любому из пунктов <1> - <21>, в котором в случае водопоглощающего полимера, прикрепленного на стороне обращенной к коже поверхности длинных базовых частей, показатель удерживания при центробежной нагрузке предпочтительно составляет 20 г/г или более, более предпочтительно 25 г/г или более и предпочтительно 50 г/г или менее, более предпочтительно 45 г/г или менее.
<23> Впитывающее изделие по любому из пунктов <1> - <22>, в котором в случае водопоглощающего полимера, прикрепленного на стороне не обращенной к коже поверхности длинных базовых частей, показатель удерживания при центробежной нагрузке предпочтительно составляет 25 г/г или более, более предпочтительно 30 г/г или более и предпочтительно 65 г/г или менее, более предпочтительно 55 г/г или менее.
<24> Впитывающее изделие по любому из пунктов <1> - <23>, в котором, когда поверхностная плотность водопоглощающего полимера, прикрепленного на стороне не обращенной к коже поверхности, превышает поверхностную плотность водопоглощающего полимера, прикрепленного на стороне обращенной к коже поверхности, значение отношения В2/В1 поверхностной плотности В2 водопоглощающего полимера, прикрепленного на стороне не обращенной к коже поверхности, к поверхностной плотности В1 водопоглощающего полимера, прикрепленного на стороне обращенной к коже поверхности, предпочтительно составляет 1,05 или более, более предпочтительно 1,7 или более и предпочтительно 40 или менее, более предпочтительно 10 или менее.
<25> Впитывающее изделие по любому из пунктов <1> - <24>, в котором средний размер d1 частиц водопоглощающего полимера в состоянии перед впитыванием жидкости предпочтительно составляет 20 мкм или более, более предпочтительно 200 мкм или более и предпочтительно 3000 мкм или менее, более предпочтительно 2000 мкм или менее.
<26> Впитывающее изделие по любому из пунктов <1> - <25>, в котором средний размер d2 частиц водопоглощающего полимера в набухшем состоянии после впитывания жидкости предпочтительно составляет 200 мкм или более, более предпочтительно 800 мкм или более и предпочтительно 3000 мкм или менее, более предпочтительно 2000 мкм или менее.
[0091]
<27> Впитывающее изделие по любому из пунктов <1> - <26>, в котором соотношение d1/W2 между средним размером d1 частиц водопоглощающего полимера в состоянии перед впитыванием жидкости и шириной W2 длинной базовой части предпочтительно составляет 0,002 или более, более предпочтительно 0,100 или более и предпочтительно 0,900 или менее, более предпочтительно 0,800 или менее.
<28> Впитывающее изделие по любому из пунктов <1> - <27>, в котором соотношение d2/W2 между средним размером d2 частиц водопоглощающего полимера в состоянии после впитывания жидкости и шириной W2 длинной базовой части предпочтительно составляет 0,02 или более, более предпочтительно 0,45 или более и предпочтительно 0,90 или менее, более предпочтительно 0,80 или менее.
<29> Способ изготовления впитывающего изделия, включающий:
нанесение - на поверхность одной стороны базового листа, предназначенного для образования длинных базовых частей, который транспортируют в одном направлении, - адгезива в множестве частей, находящихся на расстоянии друг от друга в боковом направлении базового листа;
диспергирование - на поверхности данной одной стороны базового листа, предназначенного для образования длинных базовых частей, на которую был нанесен адгезив, - частиц водопоглощающего полимера по всей зоне в боковом направлении при транспортировании базового листа, предназначенного для образования длинных базовых частей, на котором адгезив был нанесен на поверхность данной одной стороны, вдоль направления транспортирования;
нанесение - на поверхность другой стороны базового листа, предназначенного для образования длинных базовых частей, - адгезива в множестве частей, находящихся на расстоянии друг от друга в боковом направлении базового листа, при транспортировании базового листа, предназначенного для образования длинных базовых частей, вдоль направления транспортирования;
диспергирование - на поверхности другой стороны базового листа, предназначенного для образования длинных базовых частей, на которую был нанесен адгезив, - частиц водопоглощающего полимера по всей зоне в боковом направлении при транспортировании базового листа, предназначенного для образования длинных базовых частей, на котором адгезив был нанесен на поверхность другой стороны, вдоль направления транспортирования;
получение множества длинных базовых частей малой ширины посредством выполнения разрезов вдоль направления транспортирования в частях без нанесения, находящихся между частями, в которых адгезив был нанесен, при транспортировании базового листа, предназначенного для образования длинных базовых частей, на котором частицы водопоглощающего полимера были диспергированы на обеих сторонах, вдоль направления транспортирования, чтобы тем самым изготовить впитывающий элемент.
<30> Способ изготовления впитывающего изделия, включающий:
нанесение - на поверхность одной стороны гидрофильного базового листа, предназначенного для образования длинных базовых частей, который транспортируют в одном направлении, - адгезива во всей зоне в боковом направлении базового листа;
диспергирование частиц водопоглощающего полимера в множестве частей, находящихся на расстоянии друг от друга в боковом направлении поверхности данной одной стороны базового листа, предназначенного для образования длинных базовых частей, на который адгезив был нанесен, при транспортировании базового листа, предназначенного для образования длинных базовых частей, на который адгезив был нанесен на поверхности данной одной стороны, вдоль направления транспортирования;
нанесение - на поверхность другой стороны базового листа, предназначенного для образования длинных базовых частей, адгезива во всей зоне в боковом направлении базового листа при транспортировании базового листа, предназначенного для образования длинных базовых частей, вдоль направления транспортирования;
диспергирование частиц водопоглощающего полимера в множестве частей, находящихся на расстоянии друг от друга в боковом направлении поверхности другой стороны базового листа, предназначенного для образования длинных базовых частей, на который адгезив был нанесен, при транспортировании базового листа, предназначенного для образования длинных базовых частей, на который адгезив был нанесен на поверхности другой стороны, вдоль направления транспортирования; и
получение множества длинных базовых частей малой ширины посредством выполнения разрезов вдоль направления транспортирования в частях без диспергирования, находящихся между частями, в которых частицы водопоглощающего полимера были диспергированы, при транспортировании базового листа, предназначенного для образования длинных базовых частей, на котором частицы водопоглощающего полимера были диспергированы на обеих сторонах, вдоль направления транспортирования для изготовления, тем самым, впитывающего элемента.
<31> Способ изготовления впитывающего изделия, включающий:
получение множества длинных базовых частей малой ширины путем выполнения разрезов в базовом листе, предназначенном для образования длинных базовых частей и транспортируемом в одном направлении, вдоль направления транспортирования;
нанесение адгезива только на определяемую в боковом направлении, центральную зону поверхности одной стороны каждой длинной базовой части при транспортировании множества длинных базовых частей вдоль направления транспортирования;
диспергирование частиц водопоглощающего полимера по всей зоне в боковом направлении поверхности данной одной стороны каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых адгезив был нанесен на поверхности данной одной стороны, вдоль направления транспортирования;
нанесение адгезива только на определяемую в боковом направлении, центральную зону поверхности другой стороны каждой длинной базовой части при транспортировании множества длинных базовых частей вдоль направления транспортирования; и
диспергирование частиц водопоглощающего полимера по всей зоне в боковом направлении поверхности другой стороны каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых адгезив был нанесен на поверхности другой стороны, вдоль направления транспортирования для изготовления, тем самым, впитывающего элемента.
<32> Способ изготовления впитывающего изделия, включающий:
получение множества длинных базовых частей малой ширины путем выполнения разрезов в базовом листе, предназначенном для образования длинных базовых частей и транспортируемом в одном направлении, вдоль направления транспортирования;
нанесение адгезива во всей зоне в боковом направлении поверхности одной стороны каждой длинной базовой части при транспортировании множества длинных базовых частей вдоль направления транспортирования;
диспергирование частиц водопоглощающего полимера только в определяемой в боковом направлении, центральной зоне поверхности данной одной стороны каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых адгезив был нанесен на поверхности данной одной стороны, вдоль направления транспортирования;
нанесение адгезива во всей зоне в боковом направлении поверхности другой стороны каждой длинной базовой части при транспортировании множества длинных базовых частей вдоль направления транспортирования; и
диспергирование частиц водопоглощающего полимера только в определяемой в боковом направлении, центральной зоне поверхности другой стороны каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых адгезив был нанесен на поверхности другой стороны, вдоль направления транспортирования для изготовления, тем самым, впитывающего элемента.
Промышленная применимость
[0092]
Согласно настоящему изобретению даже после набухания частиц водопоглощающего полимера за счет впитывания жидкости, выделенная жидкость может проникать через зазоры между впитывающими секциями, и, таким образом, уменьшается вероятность воспрепятствования проникновению жидкости. Следовательно, частицы водопоглощающего полимера, прикрепленные как на верхней, так и на нижней поверхностях длинных базовых частей, могут использоваться предпочтительным образом. Кроме того, отсутствует какая-либо частица водопоглощающего полимера между впитывающими секциями даже после набухания частиц водопоглощающего полимера; таким образом, уменьшается вероятность воспрепятствования диффузии жидкости между впитывающими секциями, и вся зона впитывающего элемента может быть использована предпочтительным образом для впитывания и удерживания жидкости. Кроме того, прикрепление частиц водопоглощающего полимера как на верхней, так и на нижней поверхностях длинных базовых частей позволяет впитывающему элементу временно удерживать такую жидкость, как моча, которая имеет низкую вязкость и выделяется с высокой скоростью. Таким образом, это подавляет возникновение утечки жидкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2670015C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2670329C1 |
| ЛИСТ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА | 2016 |
|
RU2676785C1 |
| ЛИСТООБРАЗНОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТООБРАЗНОГО ИЗДЕЛИЯ | 2016 |
|
RU2675444C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2737448C1 |
| ЛИСТООБРАЗНОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТООБРАЗНОГО ИЗДЕЛИЯ | 2016 |
|
RU2670053C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ЭЛЕМЕНТА, И ВПИТЫВАЮЩИЙ ЭЛЕМЕНТ | 2021 |
|
RU2788061C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2789052C1 |
| ВПИТЫВАЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2782001C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2762866C1 |
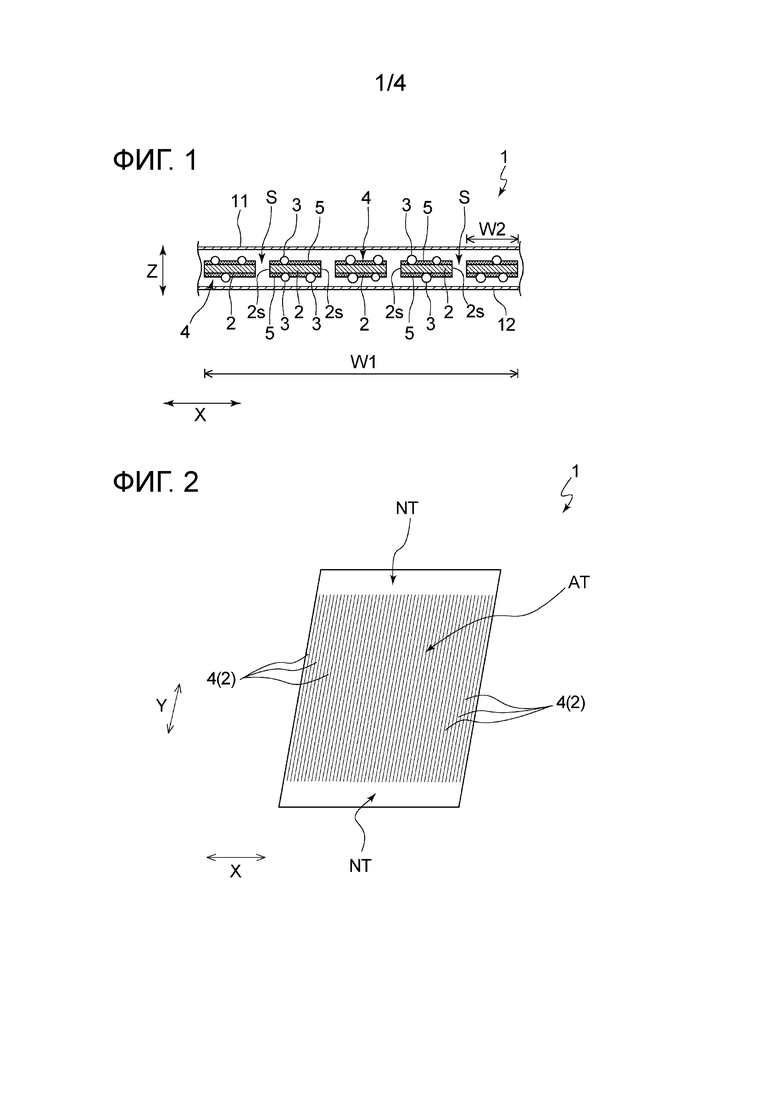
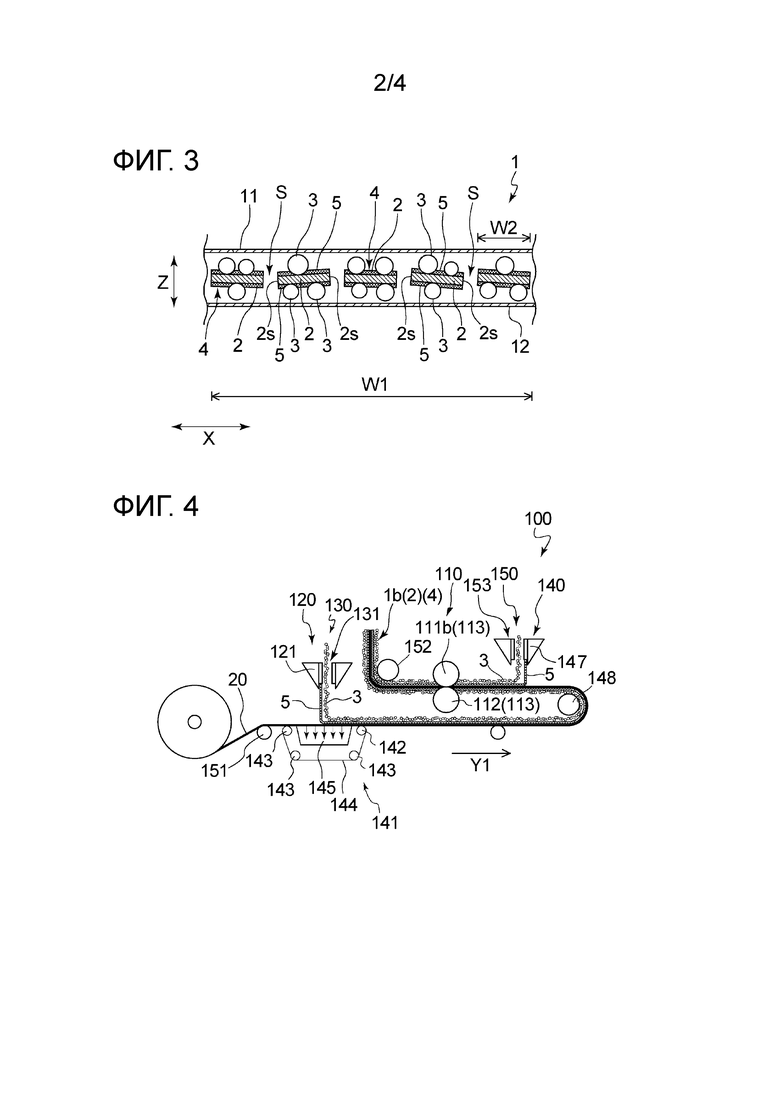
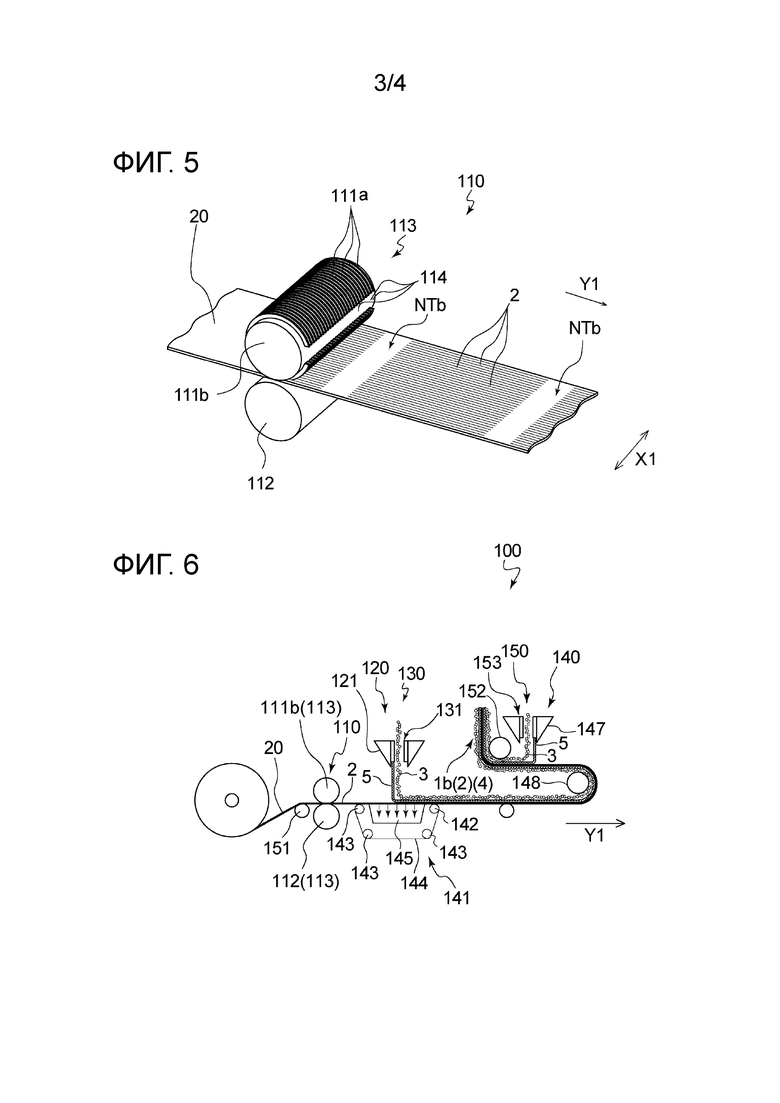
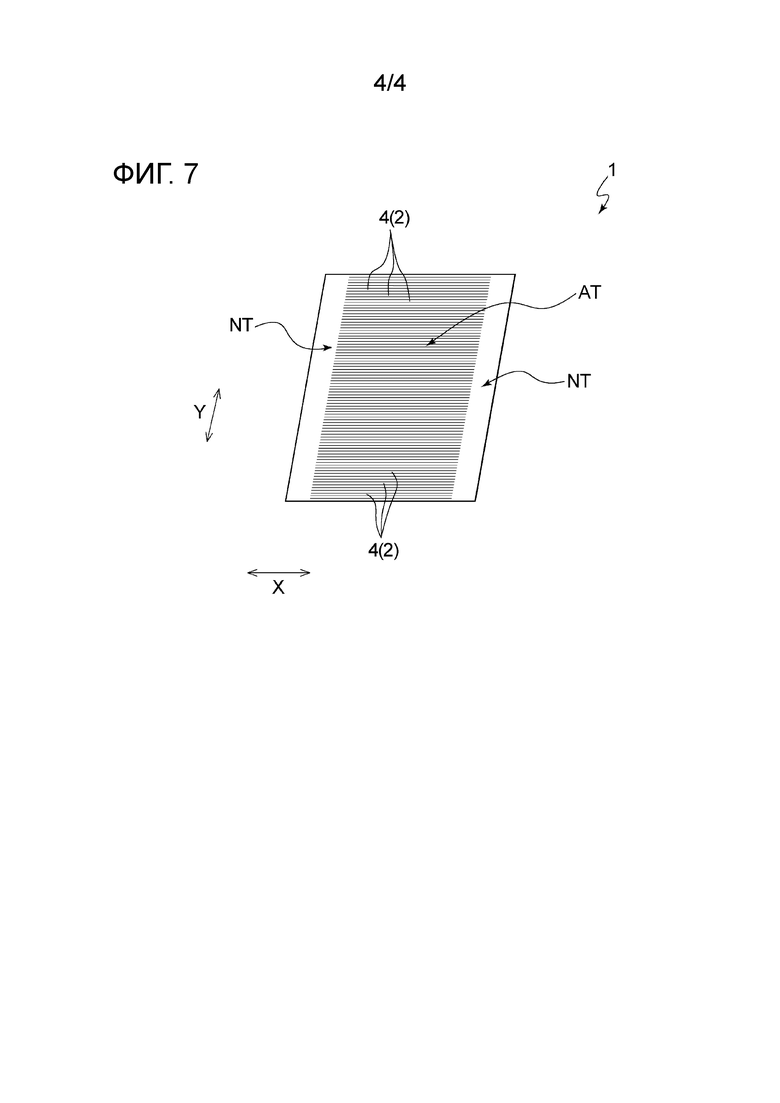
Впитывающее изделие (10) включает впитывающий элемент (1), включающий в себя множество впитывающих секций (4), каждая из которых включает длинную базовую часть (2) и частицы (3) водопоглощающего полимера, при этом впитывающие секции (4) расположены так, что их продольное направление (Y) ориентировано по меньшей мере в одном направлении. Частицы (3) водопоглощающего полимера прикреплены как к обращенной к коже поверхности, так и к не обращенной к коже поверхности каждой длинной базовой части (2). Перед впитыванием жидкости частицами (3) водопоглощающего полимера частицы (3) не выступают в боковом направлении (Х) за пределы расположенных с боковых сторон краевых частей (2s) каждой длинной базовой части (2), а также после впитывания жидкости частицами (3) частицы (3) не разбухают за пределы расположенных с боковых сторон краевых частей (2s). 5 н. и 27 з.п. ф-лы, 7 ил.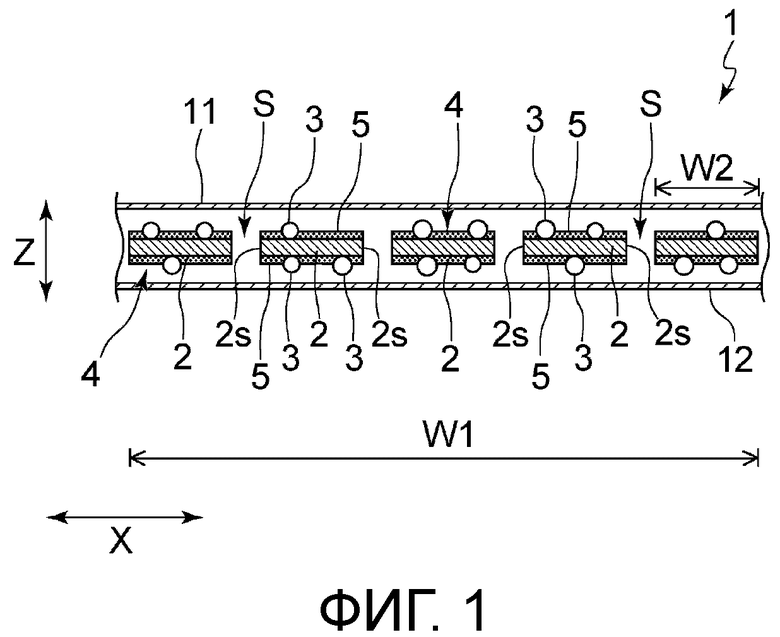
1. Впитывающее изделие, содержащее
впитывающий элемент, включающий множество впитывающих секций, при этом каждая впитывающая секция включает:
- длинную базовую часть, имеющую протяженность в боковом направлении, протяженность в продольном направлении, которая больше протяженности в боковом направлении, и протяженность в направлении толщины; и
- частицы водопоглощающего полимера, которые прикреплены к поверхности длинной базовой части,
при этом впитывающие секции расположены так, что продольное направление впитывающей секции ориентировано по меньшей мере в одном направлении,
при этом частицы водопоглощающего полимера прикреплены как к обращенной к коже поверхности, так и к не обращенной к коже поверхности каждой длинной базовой части и
до впитывания жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера не выступают в боковом направлении за пределы расположенных с боковых сторон краевых частей каждой длинной базовой части, которые проходят вдоль продольного направления, и также после впитывания жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера не разбухают за пределы расположенных с боковых сторон краевых частей каждой длинной базовой части, которые проходят вдоль продольного направления.
2. Впитывающее изделие по п. 1, в котором в части впитывающего элемента, в которой образованы впитывающие секции, каждая впитывающая секция находится в состоянии, в котором она не соединена с другим элементом, соседним со стороной обращенной к коже поверхности впитывающей секции, или с другим элементом, соседним со стороной не обращенной к коже поверхности впитывающей секции.
3. Впитывающее изделие по п. 1, в котором зона впитывающего элемента, концевая в продольном направлении, находится в состоянии, в котором она соединена с другим элементом, соседним со стороной обращенной к коже поверхности впитывающего элемента, или другим элементом, соседним со стороной не обращенной к коже поверхности впитывающего элемента.
4. Впитывающее изделие по п. 1, в котором впитывающий элемент включает в зоне, концевой в продольном направлении, зону без прорезей, в которой длинные базовые части не расположены.
5. Впитывающее изделие по п.1, в котором частицы водопоглощающего полимера не размещены в зоне впитывающего элемента, концевой в продольном направлении.
6. Впитывающее изделие по п. 1, в котором длинные базовые части образованы из гидрофобного листа.
7. Впитывающее изделие по п. 1, в котором у водопоглощающего полимера, прикрепленного к длинным базовым частям, поверхностная плотность водопоглощающего полимера, прикрепленного на стороне не обращенной к коже поверхности длинных базовых частей, превышает поверхностную плотность водопоглощающего полимера, прикрепленного на стороне обращенной к коже поверхности длинных базовых частей.
8. Впитывающее изделие по п. 1, в котором водопоглощающий полимер, прикрепленный на стороне обращенной к коже поверхности длинных базовых частей, и водопоглощающий полимер, прикрепленный на стороне не обращенной к коже поверхности длинных базовых частей, представляют собой полимеры разных типов.
9. Впитывающее изделие по п. 1, в котором длина Lx впитывающей секции в боковом направлении Х составляет от 0,3 до 10 мм.
10. Впитывающее изделие по п. 1, в котором длина Ly впитывающей секции в продольном направлении Y превышает длину Lx в боковом направлении Х предпочтительно в 2-3500 раз.
11. Впитывающее изделие по п. 1, в котором длина Ly впитывающей секции в продольном направлении Y составляет от 20 до 1000 мм.
12. Впитывающее изделие по п. 1, в котором на виде в плане впитывающего элемента выраженная в процентах доля площади впитывающей зоны АТ по отношению ко всей площади впитывающего элемента составляет от 20 до 100%.
13. Впитывающее изделие по п. 1, в котором впитывающие секции расположены во всей зоне между обеими частями впитывающего элемента, концевыми в продольном направлении Y.
14. Впитывающее изделие по п. 1, в котором, когда продольное направление Y впитывающих секций проходит так, чтобы оно было ориентировано в продольном направлении Y впитывающего элемента, 3-1000 единиц впитывающих секций расположены в одном впитывающем элементе.
15. Впитывающее изделие по п. 1, в котором на боковых поверхностях каждой длинной базовой части не имеется никаких частиц водопоглощающего полимера или частицы водопоглощающего полимера не прикреплены.
16. Впитывающее изделие по п. 1, в котором в состоянии перед впитыванием жидкости частицами водопоглощающего полимера имеется зазор S между впитывающими секциями, соседними друг с другом в боковом направлении Х.
17. Впитывающее изделие по п. 16, в котором величина зазора составляет от 0,1 до 5 мм.
18. Впитывающее изделие по п. 1, в котором во впитывающем элементе отношение ширины W2 длинной базовой части к ширине W1 впитывающего элемента составляет от 0,001 до 0,200.
19. Впитывающее изделие по п. 1, в котором ширина W2 длинной базовой части составляет от 0,3 до 10 мм.
20. Впитывающее изделие по п. 1, в котором в случае водопоглощающего полимера, прикрепленного на стороне обращенной к коже поверхности длинных базовых частей, скорость проникновения жидкости под давлением 2,0 кПа составляет от 20 до 1000 мл в минуту.
21. Впитывающее изделие по п. 1, в котором в случае водопоглощающего полимера, прикрепленного на стороне не обращенной к коже поверхности длинных базовых частей, скорость проникновения жидкости под давлением 2,0 кПа составляет от 0 до 400 мл в минуту.
22. Впитывающее изделие по п. 1, в котором в случае водопоглощающего полимера, прикрепленного на стороне обращенной к коже поверхности длинных базовых частей, показатель удерживания при центробежной нагрузке составляет от 20 до 50 г/г.
23. Впитывающее изделие по п. 1, в котором в случае водопоглощающего полимера, прикрепленного на стороне не обращенной к коже поверхности длинных базовых частей, показатель удерживания при центробежной нагрузке составляет от 25 до 65 г/г.
24. Впитывающее изделие по п. 1, в котором, когда поверхностная плотность водопоглощающего полимера, прикрепленного на стороне не обращенной к коже поверхности, превышает поверхностную плотность водопоглощающего полимера, прикрепленного на стороне обращенной к коже поверхности, значение отношения В2/В1 поверхностной плотности В2 водопоглощающего полимера, прикрепленного на стороне не обращенной к коже поверхности, к поверхностной плотности В1 водопоглощающего полимера, прикрепленного на стороне обращенной к коже поверхности, составляет от 1,05 до 40.
25. Впитывающее изделие по п. 1, в котором средний размер d1 частиц водопоглощающего полимера в состоянии перед впитыванием жидкости составляет от 20 до 3000 мкм.
26. Впитывающее изделие по п. 1, в котором средний размер d2 частиц водопоглощающего полимера в набухшем состоянии после впитывания жидкости составляет от 200 до 3000 мкм.
27. Впитывающее изделие по п. 1, в котором отношение d1/W2 среднего размера d1 частиц водопоглощающего полимера в состоянии перед впитыванием жидкости к ширине W2 длинной базовой части составляет от 0,002 до 0,900.
28. Впитывающее изделие по п. 1, в котором отношение d2/W2 среднего размера d2 частиц водопоглощающего полимера в состоянии после впитывания жидкости к ширине W2 длинной базовой части составляет от 0,02 до 0,90.
29. Способ изготовления впитывающего изделия, включающий:
нанесение на поверхность одной стороны базового листа, предназначенного для образования длинных базовых частей, который транспортируют в одном направлении, адгезива в множестве частей, находящихся на расстоянии друг от друга в боковом направлении базового листа;
диспергирование на поверхности данной одной стороны базового листа, предназначенного для образования длинных базовых частей, на которую был нанесен адгезив, частиц водопоглощающего полимера по всей зоне в боковом направлении при транспортировании базового листа, предназначенного для образования длинных базовых частей, на котором адгезив был нанесен на поверхность данной одной стороны, вдоль направления транспортирования;
нанесение на поверхность другой стороны базового листа, предназначенного для образования длинных базовых частей, адгезива в множестве частей, находящихся на расстоянии друг от друга в боковом направлении базового листа, при транспортировании базового листа, предназначенного для образования длинных базовых частей, вдоль направления транспортирования;
диспергирование на поверхности другой стороны базового листа, предназначенного для образования длинных базовых частей, на которую был нанесен адгезив, частиц водопоглощающего полимера по всей зоне в боковом направлении при транспортировании базового листа, предназначенного для образования длинных базовых частей, на котором адгезив был нанесен на поверхность другой стороны, вдоль направления транспортирования;
получение множества длинных базовых частей малой ширины посредством выполнения разрезов вдоль направления транспортирования в частях без нанесения, находящихся между частями, в которых адгезив был нанесен, при транспортировании базового листа, предназначенного для образования длинных базовых частей, на котором частицы водопоглощающего полимера были диспергированы на обеих сторонах, вдоль направления транспортирования, чтобы тем самым изготовить впитывающий элемент.
30. Способ изготовления впитывающего изделия, включающий:
нанесение на поверхность одной стороны гидрофильного базового листа, предназначенного для образования длинных базовых частей, который транспортируют в одном направлении, адгезива во всей зоне в боковом направлении базового листа;
диспергирование частиц водопоглощающего полимера в множестве частей, находящихся на расстоянии друг от друга в боковом направлении поверхности данной одной стороны базового листа, предназначенного для образования длинных базовых частей, на который адгезив был нанесен, при транспортировании базового листа, предназначенного для образования длинных базовых частей, на который адгезив был нанесен на поверхности данной одной стороны, вдоль направления транспортирования;
нанесение на поверхность другой стороны базового листа, предназначенного для образования длинных базовых частей, адгезива во всей зоне в боковом направлении базового листа при транспортировании базового листа, предназначенного для образования длинных базовых частей, вдоль направления транспортирования;
диспергирование частиц водопоглощающего полимера в множестве частей, находящихся на расстоянии друг от друга в боковом направлении поверхности другой стороны базового листа, предназначенного для образования длинных базовых частей, на который адгезив был нанесен, при транспортировании базового листа, предназначенного для образования длинных базовых частей, на который адгезив был нанесен на поверхности другой стороны, вдоль направления транспортирования; и
получение множества длинных базовых частей малой ширины посредством выполнения разрезов вдоль направления транспортирования в частях без диспергирования, находящихся между частями, в которых частицы водопоглощающего полимера были диспергированы, при транспортировании базового листа, предназначенного для образования длинных базовых частей, на котором частицы водопоглощающего полимера были диспергированы на обеих сторонах, вдоль направления транспортирования для изготовления, тем самым, впитывающего элемента.
31. Способ изготовления впитывающего изделия, включающий:
получение множества длинных базовых частей малой ширины путем выполнения разрезов в базовом листе, предназначенном для образования длинных базовых частей и транспортируемом в одном направлении, вдоль направления транспортирования;
нанесение адгезива только на определяемую в боковом направлении центральную зону поверхности одной стороны каждой длинной базовой части при транспортировании множества длинных базовых частей вдоль направления транспортирования;
диспергирование частиц водопоглощающего полимера по всей зоне в боковом направлении поверхности данной одной стороны каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых адгезив был нанесен на поверхности данной одной стороны, вдоль направления транспортирования;
нанесение адгезива только на определяемую в боковом направлении центральную зону поверхности другой стороны каждой длинной базовой части при транспортировании множества длинных базовых частей вдоль направления транспортирования и
диспергирование частиц водопоглощающего полимера по всей зоне в боковом направлении поверхности другой стороны каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых адгезив был нанесен на поверхности другой стороны, вдоль направления транспортирования для изготовления, тем самым, впитывающего элемента.
32. Способ изготовления впитывающего изделия, включающий:
получение множества длинных базовых частей малой ширины путем выполнения разрезов в базовом листе, предназначенном для образования длинных базовых частей и транспортируемом в одном направлении, вдоль направления транспортирования;
нанесение адгезива во всей зоне в боковом направлении поверхности одной стороны каждой длинной базовой части при транспортировании множества длинных базовых частей вдоль направления транспортирования;
диспергирование частиц водопоглощающего полимера только в определяемой в боковом направлении центральной зоне поверхности данной одной стороны каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых адгезив был нанесен на поверхности данной одной стороны, вдоль направления транспортирования;
нанесение адгезива во всей зоне в боковом направлении поверхности другой стороны каждой длинной базовой части при транспортировании множества длинных базовых частей вдоль направления транспортирования и
диспергирование частиц водопоглощающего полимера только в определяемой в боковом направлении центральной зоне поверхности другой стороны каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых адгезив был нанесен на поверхности другой стороны, вдоль направления транспортирования для изготовления, тем самым, впитывающего элемента.
| JP 3892234 B2, 14.03.2007 | |||
| JP 4549168 B2, 22.09.2010 | |||
| JP 2015123195 A, 06.07.2015. |

