Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к впитывающим изделиям.
Предшествующий уровень техники
[0002]
Известно техническое решение для улучшения характеристик впитывающего элемента, используемого для впитывающего изделия, такого как одноразовый подгузник, гигиеническая прокладка или урологическая прокладка, посредством выполнения узких разрезов, которые называют прорезями, или тому подобного во впитывающем элементе. Например, в патентном документе 1 раскрыто впитывающее изделие, включающее в себя впитывающий элемент, который имеет в его части, обращенной к выделительной части, зону с прорезями в части для приема выделений, в которой продольные прорези, проходящие в продольном направлении, образованы в распределенном состоянии. Согласно этому литературному источнику комфортность данного впитывающего изделия при ношении может быть повышена.
[0003]
В патентном документе 2 раскрыта гигиеническая прокладка, включающая в себя впитывающий элемент, в котором четыре или более прорезей расположены с интервалами в продольном направлении или боковом направлении. Согласно этому литературному источнику впитывающий элемент данной прокладки может легко деформироваться, жесткость впитывающего элемента уменьшается за счет прорезей, и, следовательно, уменьшается утечка жидкости и ослабляется ощущение наличия инородного тела.
Перечень цитируемых документов
Патентные документы
[0004]
Патентный документ 1: JP 2015-42244 A
Патентный документ 2: JP S63-18122 U
Сущность изобретения
[0005]
Между тем, имеются различные типы выделяемых текучих сред, подлежащих впитыванию впитывающими изделиями, - от имеющих низкую вязкость, таких как моча, до имеющих высокую вязкость, таких как менструальная кровь и жидкий стул. Известно, что из данных типов выделяемых текучих сред менструальная кровь и жидкий стул впитываются с меньшей вероятностью, чем выделенная текучая среда, имеющая низкую вязкость, такая как моча, вследствие того, что они имеют высокую вязкость. Это вызывает проблемы, состоящие в том, что существует вероятность утечки такой выделенной текучей среды, имеющей высокую вязкость, а также вероятность того, что она будет вызывать повторное смачивание. Трудно сказать, что даже вышеописанные впитывающие изделия, включающие в себя впитывающие элементы, которые имеют прорези, позволили решить данные проблемы в удовлетворительной степени. Таким образом, существует потребность во впитывающем изделии, способном быстро и надежно впитывать и удерживать выделенную текучую среду, имеющую высокую вязкость.
[0006]
Согласно изобретению предложено впитывающее изделие, которое включает в себя впитывающий элемент, включающий в себя множество впитывающих секций, при этом каждая впитывающая секция включает в себя: длинную базовую часть, имеющую протяженность в боковом направлении, протяженность в продольном направлении, которая больше протяженности в боковом направлении, и протяженность в направлении толщины, и частицы водопоглощающего полимера, которые прикреплены к поверхности длинной базовой части, при этом впитывающие секции расположены так, что продольное направление впитывающей секции ориентировано по меньшей мере в одном направлении.
Частицы водопоглощающего полимера прикреплены только к не обращенной к коже поверхности каждой длинной базовой части.
Перед впитыванием жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера не выступают в боковом направлении за пределы расположенных с боковых сторон, краевых частей каждой длинной базовой части, которые проходят вдоль продольного направления, а также в состоянии, когда частицы водопоглощающего полимера впитывают жидкость и набухают, частицы водопоглощающего полимера не разбухают за пределы расположенных с боковых сторон, краевых частей каждой длинной базовой части, которые проходят вдоль продольного направления.
[0007]
В качестве одного пригодного способа изготовления вышеупомянутого впитывающего изделия согласно настоящему изобретению предложен способ изготовления впитывающего изделия, включающий:
нанесение - на поверхность одной стороны гидрофильного базового листа, предназначенного для образования длинных базовых частей, который транспортируют в одном направлении, - адгезива в множестве частей, находящихся на расстоянии друг от друга в боковом направлении базового листа;
диспергирование - на поверхности данной одной стороны базового листа, предназначенного для образования длинных базовых частей, на которой был нанесен адгезив, - частиц водопоглощающего полимера по всей зоне в боковом направлении при транспортировании базового листа, предназначенного для образования длинных базовых частей, на который был нанесен адгезив, вдоль направления транспортирования;
получение множества длинных базовых частей малой ширины посредством выполнения разрезов вдоль направления транспортирования в частях без нанесения, находящихся между частями, в которых адгезив был нанесен, при транспортировании базового листа, предназначенного для образования длинных базовых частей, на котором были диспергированы частицы водопоглощающего полимера, вдоль направления транспортирования, чтобы тем самым изготовить впитывающий элемент; и
размещение заднего листа с одной стороны изготовленного впитывающего элемента, к которой прикреплены частицы впитывающего полимера, и размещение верхнего листа с другой стороны впитывающего элемента, к которой не прикреплены никакие частицы впитывающего полимера.
Краткое описание чертежей
[0008]
Фиг.1 представляет собой схематический вид, показывающий вариант осуществления впитывающего изделия согласно настоящему изобретению в разрезе, выполненном вдоль бокового направления.
Фиг.2 представляет собой вид в перспективе впитывающего элемента впитывающего изделия, проиллюстрированного на фиг.1.
Фиг.3 представляет собой вид в перспективе (соответствующий фиг.2) другого варианта осуществления впитывающего элемента впитывающего изделия, проиллюстрированного на фиг.1.
Фиг.4 представляет собой схематический вид в разрезе, выполненном вдоль бокового направления, иллюстрирующий состояние, в котором впитывающее изделие, проиллюстрированное на фиг.1, впитало жидкость и частицы водопоглощающего полимера набухли.
Фиг.5 представляет собой схематическое изображение, показывающее вариант осуществления устройства для изготовления впитывающего изделия, проиллюстрированного на фиг.1.
Фиг.6 представляет собой схематический вид в перспективе части для разрезания базового листа, включенной в устройство для изготовления, проиллюстрированное на фиг.5.
Фиг.7 представляет собой схематический вид (соответствующий фиг.5), показывающий другой вариант осуществления устройства для изготовления впитывающего изделия, проиллюстрированного на фиг.1.
Фиг.8 представляет собой вид в перспективе (соответствующий фиг.2), показывающий еще один вариант осуществления впитывающего элемента впитывающего изделия согласно настоящему изобретению.
Описание вариантов осуществления
[0009]
Настоящее изобретение относится к усовершенствованию впитывающего элемента впитывающего изделия и, более конкретно, относится к впитывающему изделию, которое имеет отличные характеристики впитывания и удерживания выделенной текучей среды, имеющей высокую вязкость.
[0010]
В дальнейшем настоящее изобретение будет описано на основе предпочтительных вариантов его осуществления. Впитывающее изделие по настоящему изобретению, как правило, используется для впитывания и удерживания выделенной организмом, текучей среды, такой как моча, менструальная кровь и жидкий стул. Впитывающее изделие охватывает, например, одноразовые подгузники, гигиенические прокладки, урологические прокладки и тому подобно. Однако впитывающее изделие не ограничено данными примерами и должно рассматриваться как охватывающее широкий диапазон изделий, которые используются для впитывания текучей среды, выделенной из тела человека.
[0011]
Впитывающее изделие, как правило, имеет удерживающий жидкости, впитывающий элемент, верхний лист, который расположен со стороны обращенной к коже поверхности впитывающего элемента, и задний лист, который расположен со стороны не обращенной к коже поверхности впитывающего элемента. Материалы, которые обычно используются в данной области техники, могут быть использованы в качестве верхнего листа и заднего листа без ограничения. Например, проницаемые для жидкостей листы, такие как различные типы нетканых материалов, которые были подвергнуты обработке для придания гидрофильности, перфорированные пленки и тому подобное, могут быть использованы в качестве верхнего листа. Кроме того, непроницаемые для жидкостей или водоотталкивающие листы, такие как пленка из термопластичной смолы, ламинат из данной пленки и нетканого материала и тому подобное, могут быть использованы в качестве заднего листа. Задний лист также может быть проницаемым для водяного пара. Кроме того, впитывающее изделие может дополнительно включать в себя элементы различных типов в соответствии с конкретными применениями впитывающего изделия. Такие элементы известны специалистам в данной области техники. Например, когда впитывающее изделие применяется в качестве одноразового подгузника или гигиенической прокладки, одна или две или более пар манжет, защищающих от утечки, могут быть расположены на обеих боковых сторонах верхнего листа. Следует отметить, что впитывающее изделие также моет включать в себя лист, образующий так называемый подслой, на по меньшей мере одной из обращенной к коже поверхности и не обращенной к коже поверхности впитывающего элемента. «Лист, образующий подслой», относится к проницаемому для жидкостей листу, который предусмотрен между впитывающим элементом и верхним листом или между впитывающим элементом и задним листом.
[0012]
Фиг.1 представляет собой схематический вид, показывающий вариант осуществления впитывающего изделия по настоящему изобретению в разрезе, выполненном вдоль бокового направления. Следует отметить, что, если не указано иное, нижеприведенное описание будет базироваться на состоянии впитывающего изделия перед впитыванием жидкости. Впитывающее изделие 10, проиллюстрированное на фиг.1, включает в себя впитывающий элемент 1. Верхний лист 11 расположен со стороны обращенной к коже поверхности впитывающего элемента 1. С другой стороны, задний лист 12 расположен со стороны не обращенной к коже поверхности впитывающего элемента 1. Фиг.2 представляет собой вид в перспективе впитывающего элемента 1 впитывающего изделия 10, проиллюстрированного на фиг.1.
[0013]
Впитывающий элемент 1 включает в себя множество впитывающих секций 4, при этом каждая впитывающая секция включает в себя: длинную базовую часть 2, имеющую протяженность в боковом направлении, протяженность в продольном направлении, которая больше протяженности в боковом направлении, и протяженность в направлении толщины, и частицы 3 водопоглощающего полимера (также называемые в дальнейшем просто «водопоглощающим полимером 3»), которые прикреплены к поверхности длинной базовой части 2. Впитывающий элемент 1 формируют посредством размещения впитывающих секций 4 так, чтобы их продольное направление было ориентировано по меньшей мере в одном направлении. В нижеследующем описании боковое направление обозначено Х, продольное направление обозначено Y, и направление толщины обозначено Z. Боковое направление Х, продольное направление Y и направление Z толщины ортогональны друг другу. Боковое направление Х, продольное направление Y и направление Z толщины длинной базовой части 2 совпадают с боковым направлением Х, продольным направлением Y и направлением Z толщины впитывающей секции 4 и в представленном варианте осуществления также совпадают с боковым направлением Х, продольным направлением Y и направлением Z толщины впитывающего элемента 1, как проиллюстрировано на фиг.2. Продольное направление Y впитывающего элемента 1 также совпадает с направлением от передней стороны к задней стороне носителя при ношении впитывающего изделия 10.
[0014]
Как проиллюстрировано на фиг.2, впитывающий элемент 1 сформирован посредством размещения впитывающих секций 4 так, чтобы продольное направление Y впитывающих секций 4 было ориентировано в продольном направлении Y впитывающего элемента 1. По соображениям, связанным с облегчением перемещений впитывающих секций 4, отсутствует какой-либо промежуточный материал между впитывающими секциями 4, соседними друг с другом в боковом направлении Х впитывающего элемента 1. Например, каждая впитывающая секция 4 не обернута в промежуточный материал.
[0015]
Каждая впитывающая секция 4 впитывающего элемента 1 образована с прямоугольной формой, которая удлинена в продольном направлении Y. Длина Lx каждой впитывающей секции 4 в боковом направлении Х предпочтительно составляет от 0,3 до 10 мм, более предпочтительно от 0,6 до 2,0 мм и еще более предпочтительно от 0,6 до 1,8 мм. Длина Ly каждой впитывающей секции 4 в продольном направлении Y превышает длину Lx в боковом направлении Х предпочтительно в 2-3500 раз, более предпочтительно в 100-700 раз. При условии, что данный коэффициент должен обеспечиваться, длина Ly каждой впитывающей секции 4 в продольном направлении Y составляет предпочтительно от 20 до 1000 мм и более предпочтительно от 200 до 400 мм. Таким образом, каждая из впитывающих секций 4 имеет длинную и узкую форму.
В представленном варианте осуществления частицы 3 водопоглощающего полимера прикреплены к расположенным с боковых сторон, краевым частям каждой из длинных базовых частей, и, таким образом, соотношение значений между шириной W2 каждой из длинных базовых частей и длиной Lx каждой из впитывающих секций 4 в боковом направлении Х предпочтительно составляет 0 мкм < (Lx-W2) < 1400 мкм и более предпочтительно 200 мкм < (Lx-W2) < 1000 мкм.
[0016]
В представленном варианте осуществления впитывающий элемент 1 образован с прямоугольной формой, которая является удлиненной в продольном направлении Y в состоянии перед использованием. Длина впитывающего элемента 1 в продольном направлении Y составляет приблизительно от 100 до 1000 мм, и длина впитывающего элемента 1 в боковом направлении X составляет приблизительно от 50 до 300 мм.
[0017]
Хотя это не проиллюстрировано на чертежах, впитывающий элемент 1 может также включать в себя лист для обертывания сердцевины. Лист для обертывания сердцевины предпочтительно расположен так, что он закрывает по меньшей мере часть впитывающих секций 4, которые расположены так, чтобы они были ориентированы по меньшей мере в одном направлении. Лист, обладающий проницаемостью для жидкостей, может быть использован в качестве листа для обертывания сердцевины. К примерам такого листа относятся бумага и гидрофильные нетканые материалы.
[0018]
Впитывающий элемент 1 имеет впитывающую зону АТ, в которой впитывающие секции 4 расположены так, чтобы они были ориентированы по меньшей мере в одном направлении. Впитывающий элемент 1, включающий в себя впитывающую зону АТ, размещен в части впитывающего изделия 10, которая соответствует по меньшей мере выделительной зоне носителя. По соображениям, связанным с облегчением впитывания жидкости в зонах, в которых прикреплены частицы 3 водопоглощающего полимера, на виде в плане впитывающего элемента 1 выраженная в процентах доля площади впитывающей зоны АТ по отношению ко всей площади впитывающего элемента 1 предпочтительно составляет не менее 20% и более предпочтительно - не менее 50% и предпочтительно не более 100% и более предпочтительно - не более 90%. В частности, данная выраженная в процентах доля предпочтительно составляет от 20 до 100% и более предпочтительно от 50 до 90%. Выраженная в процентах доля впитывающей зоны АТ, составляющая 100%, означает конфигурацию, при которой в случаях, если, например, впитывающие секции 4 расположены рядом друг с другом в боковом направлении Х впитывающего элемента 1 так, что продольное направление Y впитывающей секции 4 ориентировано в продольном направлении Y впитывающего элемента 1, впитывающие секции 4 расположены во всей зоне впитывающего элемента 1, простирающейся между обоими концами впитывающего элемента 1 в продольном направлении Y. В этом случае впитывающие секции 4 расположены во всей впитывающей зоне АТ в продольном направлении Y так, что продольное направление Y впитывающих секций 4 ориентировано в продольном направлении Y впитывающего изделия 10. В альтернативном варианте, проиллюстрированном на фиг.8, который будет описан позднее, в случае, если впитывающие секции 4 расположены рядом друг с другом в продольном направлении Y впитывающего элемента 1 так, что продольное направление Y впитывающих секций 4 ориентировано в боковом направлении X впитывающего элемента 1, выраженная в процентах доля впитывающей зоны АТ, составляющая 100%, означает конфигурацию, при которой впитывающие секции 4 расположены во всей зоне впитывающего элемента 1, простирающейся между обеими боковыми сторонами впитывающего элемента 1, которые проходят вдоль продольного направления Y. Следует отметить, что на виде в плане впитывающего элемента 1 зоны, отличные от впитывающей зоны АТ, образуют зоны NT без прорезей, которые будут описаны позднее.
[0019]
В случае, когда впитывающие секции 4 расположены так, что их продольное направление Y ориентировано в продольном направлении Y впитывающего элемента 1, число впитывающих секций 4, которые размещены в одном впитывающем элементе, предпочтительно составляет не менее 3 и более предпочтительно - не менее 50 и предпочтительно не более 1000 и более предпочтительно - не более 500. В частности, число впитывающих секций 4, которые размещены в одном впитывающем элементе, предпочтительно составляет от 3 до 1000 и более предпочтительно от 50 до 500. В случае, когда впитывающие секции 4 расположены так, что их продольное направление Y ориентировано в боковом направлении Х впитывающего элемента 1, число впитывающих секций 4, которые размещены в одном впитывающем элементе, предпочтительно составляет не менее 3 и более предпочтительно - не менее 50 и предпочтительно не более 3500 и более предпочтительно - не более 2000. В частности, число впитывающих секций 4, которые размещены в одном впитывающем элементе, предпочтительно составляет от 3 до 3500 и более предпочтительно - от 50 до 2000. Подсчет впитывающих секций 4 выполняют следующим образом: когда определенная прямая линия начерчена в боковом направлении Х, максимальное количество впитывающих секций, пересекающих данную прямую линию, определяется как число впитывающих секций 4.
[0020]
С учетом легкости транспортирования во время изготовления предпочтительно, чтобы впитывающий элемент 1 имел форму, в которой впитывающие секции 4 расположены так, чтобы их продольное направление Y было ориентировано в продольном направлении Y впитывающего элемента 1. В частности, предпочтительно, чтобы впитывающие секции 4 были расположены так, чтобы они не пересекались друг с другом. Впитывающий элемент 1, проиллюстрированный на фиг.1, сформирован посредством использования впитывающих секций 4, соответственно имеющих длинные базовые части 2 с одинаковой шириной, и размещения данных впитывающих секций 4 так, чтобы продольное направление Y впитывающих секций 4 было ориентировано в продольном направлении Y впитывающего элемента 1.
[0021]
Впитывающий элемент 1 может также включать в себя в обеих частях, концевых в продольном направлении Y, или на обеих боковых сторонах, проходящих вдоль продольного направления Y, зоны NT без прорезей, в которых множество базовых частей 2 соединены в боковом направлении Х. Например, как проиллюстрировано на фиг.2, впитывающий элемент 1 включает в себя в обеих частях, концевых в продольном направлении Y, зоны NT без прорезей, проходящие вдоль бокового направления Х. То есть, впитывающий элемент 1 по представленному варианту осуществления включает в себя один базовый лист, зоны NT без прорезей предусмотрены в обеих частях базового листа, концевых в продольном направлении (направлении Y) базового листа, и длинные базовые части, которые образованы посредством этапа разрезания, который будет описан позднее, предусмотрены между зонами NT без прорезей. В альтернативном варианте, как проиллюстрировано на фиг.3, впитывающий элемент 1 может включать в себя в обеих частях, концевых в продольном направлении Y, зоны NT без прорезей, проходящие вдоль бокового направления Х, а также включать в себя на обеих боковых сторонах в боковом направлении Х зоны без прорезей, проходящие вдоль продольного направления Y. Во впитывающем элементе 1, имеющем такую конфигурацию, впитывающие секции 4 расположены по меньшей мере в зоне впитывающего элемента 1, центральной в продольном направлении Y впитывающего элемента 1, и в зоне впитывающего элемента 1, центральной в боковом направлении Х впитывающего элемента 1, так, что продольное направление Y впитывающих секций 4 будет ориентировано в продольном направлении Y впитывающего изделия 10. Когда предусмотрены такие зоны NT без прорезей, получают следующие предпочтительные эффекты: в состоянии перед использованием легко сохраняется форма листа впитывающего элемента 1, маловероятно разделение структуры на части, и транспортировка листа во время изготовления является легкой. Предпочтительно, чтобы частицы 3 водопоглощающего полимера не были размешены в зонах NT без прорезей. Когда частицы 3 водопоглощающего полимера не размещены в зонах NT без прорезей, даже после впитывания жидкости впитывающим элементом 1 зоны NT без прорезей не будут подвержены деформированию, вызываемому набуханием частиц 3 водопоглощающего полимера, и, таким образом, также в состоянии после набухания легко сохраняется форма листа впитывающего элемента 1, и маловероятно разделение структуры на части. Кроме того, жидкость легко впитывается в зоне, в которой частицы 3 водопоглощающего полимера прикреплены. Это приводит к преимуществу, заключающемуся в том, что способность к впитыванию жидкости и способность к сохранению формы листа могут быть легко обеспечены сбалансированным образом в впитывающем элементе 1 в целом. В частности, предпочтительно, чтобы частицы 3 водопоглощающего полимера не были размещены в обеих зонах каждой длинной базовой части 2, концевых в продольном направлении Y, поскольку данная конфигурация делает вышеописанные предпочтительные эффекты более заметными. В частности, когда частицы 3 водопоглощающего полимера не размещены в обеих зонах каждой длинной базовой части 2, концевых в продольном направлении Y, и в зонах обеих боковых сторон каждой длинной базовой части 2 в боковом направлении Х, вышеописанные предпочтительные эффекты являются еще более заметными. В данном документе «состояние после набухания» означает состояние частиц водопоглощающего полимера после погружения впитывающего элемента 1 в физиологический солевой раствор (водный раствор хлорида натрия с концентрацией 0,9% масс.), температура которого была отрегулирована до 25°, на 60 минут.
[0022]
Кроме того, предпочтительно, чтобы во впитывающем элементе 1 длинные базовые части 2, образующие впитывающий элемент 1, были присоединены к элементу, который является соседним с длинными базовыми частями 2 со стороны обращенной к коже поверхности длинных базовых частей 2, поскольку стабильный зазор S может быть образован между впитывающими секциями 4, которые соответственно включают в себя длинные базовые части 2. С точки зрения обеспечения большей заметности данного преимущества предпочтительно, чтобы длинные базовые части 2 были присоединены к данному элементу в некотором месте в зоне впитывающего элемента 1, центральной в боковом направлении Х впитывающего элемента 1, или зоне впитывающего элемента 1, центральной в продольном направлении Y впитывающего элемента 1. Например, верхний лист 11 или лист, образующий подслой, или оба из них могут служить в качестве данного элемента. Следует отметить, что в случае, когда впитывающий элемент 1 включает в себя лист для обертывания сердцевины, выражение «длинные базовые части 2 прикреплены к другому элементу» означает, что длинные базовые части 2 прикреплены к листу для обертывания сердцевины, и лист для обертывания сердцевины прикреплен к другому элементу. В этом случае место F1 крепления, в котором длинные базовые части 2 прикреплены к листу для обертывания сердцевины, и место F2 крепления, в котором лист для обертывания сердцевины прикреплен к другому элементу, могут быть одинаковыми или могут различаться.
[0023]
С другой стороны, предпочтительно, чтобы в части впитывающего элемента 1, в которой сформированы впитывающие секции 4, длинные базовые части 2, образующие впитывающий элемент, находились в состоянии, в котором они не соединены с другим элементом, соседним со стороной не обращенной к коже поверхности длинных базовых частей 2. При данной конфигурации даже при возникновении трения между частицами 3 водопоглощающего полимера, которые прикреплены к не обращенным к коже поверхностям длинных базовых частей 2, и вышеупомянутым элементом, который расположен ближе к не обращенной к коже поверхности, чем частицы, может быть эффективно предотвращено отделение частиц 3 водопоглощающего полимера от длинных базовых частей 2, обусловленное трением. Кроме того, конфигурация, в которой длинные базовые части 2 находятся в состоянии, в котором они не соединены с другим элементом, соседним со стороной не обращенной к коже поверхности длинных базовых частей 2, также является предпочтительной за счет того, что изгибная жесткость впитывающего изделия 10 уменьшается, и увеличивается способность изделия 10 к повторению формы тела при ношении изделия. Типовым примером другого элемента, соседнего со стороной не обращенной к коже поверхности длинных базовых частей 2, является задний лист 12. Следует отметить, что в случае, когда впитывающий элемент 1 включает в себя лист для обертывания сердцевины, выражение «длинные базовые части 2 находятся в состоянии, в котором они не соединены с другим элементом» означает, что длинные базовые части 2 находятся в состоянии, в котором они не соединены с листом для обертывания сердцевины, и не имеет значения, находятся ли лист для обертывания сердцевины и элемент, который расположен ближе к поверхности, не обращенной к коже, чем лист для обертывания сердцевины, в соединенном состоянии или в несоединенном состоянии.
[0024]
Как проиллюстрировано на фиг.1, во впитывающем элементе 1 частицы 3 водопоглощающего полимера прикреплены только к не обращенным к коже поверхностям длинных базовых частей 2. То есть, частицы 3 водопоглощающего полимера прикреплены только к тем поверхностям длинных базовых частей 2, которые противоположны заднему листу 12. При этом на поверхностях, обращенных к коже, и боковых поверхностях длинных базовых частей 2 частицы 3 водопоглощающего полимера отсутствуют или частицы 3 водопоглощающего полимера не прикреплены. Кроме того, во впитывающем элементе 1 в состоянии перед впитыванием жидкости, как проиллюстрировано на фиг.1, местоположения длинных базовых частей 2, которые образуют впитывающие секции 4, соседние друг с другом, по существу являются одинаковыми в направлении Z толщины. То есть, длинные базовые части 2 расположены по существу в одной и той же плоскости.
[0025]
Если смотреть на впитывающий элемент 1 вдоль продольного направления Y, во впитывающем элементе 1 частицы 3 водопоглощающего полимера присутствуют по существу равномерно в любой части впитывающего элемента 1 в продольном направлении Y. Аналогичным образом, если смотреть на впитывающий элемент 1 вдоль бокового направления Х, частицы 3 водопоглощающего полимера также присутствуют по существу равномерно в любой части впитывающего элемента 1 в боковом направлении Х. Таким образом, во впитывающем элементе 1 частицы 3 водопоглощающего полимера присутствуют по существу равномерно в плоскости X-Y, которая включает в себя продольное направление Y и боковое направление Х. Вместо данного варианта размещения частиц 3 водопоглощающего полимера также можно предусмотреть различие в поверхностной плотности водопоглощающего полимера 3 между центральной зоной и зоной боковой стороны, если смотреть на впитывающий элемент 1 вдоль бокового направления Х. Например, может быть задана более высокая поверхностная плотность водопоглощающего полимера 3 в центральной зоне по сравнению с поверхностной плотностью водопоглощающего полимера 3 в зоне боковой стороны. Наоборот, также может быть задана более низкая поверхностная плотность водопоглощающего полимера 3 в центральной зоне по сравнению с поверхностной плотностью водопоглощающего полимера 3 в зоне боковой стороны. В этом случае разница в поверхностной плотности водопоглощающего полимера 3 между центральной зоной и зоной боковой стороны может изменяться ступенчато или может изменяться непрерывно (постепенно уменьшаться или постепенно увеличиваться).
То же самое справедливо для продольного направления Y, и можно обеспечить различие в поверхностной плотности водопоглощающего полимера 3 между центральной зоной и концевой зоной. Например, если смотреть на впитывающий элемент 1 вдоль продольного направления Y, может быть задана более высокая поверхностная плотность водопоглощающего полимера 3 в центральной зоне по сравнению с поверхностной плотностью водопоглощающего полимера 3 в концевой зоне. Наоборот, может быть задана более низкая поверхностная плотность водопоглощающего полимера 3 в центральной зоне по сравнению с поверхностной плотностью водопоглощающего полимера 3 в концевой зоне. В этом случае разница в поверхностной плотности водопоглощающего полимера 3 между центральной зоной и концевой зоной может изменяться ступенчато или может изменяться непрерывно (постепенно уменьшаться или постепенно увеличиваться).
[0026]
Кроме того, как проиллюстрировано на фиг.1, во впитывающем элементе 1 в состоянии перед впитыванием жидкости частицами 3 водопоглощающего полимера частицы 3 водопоглощающего полимера не выступают в боковом направлении Х за пределы расположенных с боковых сторон, краевых частей 2s, 2s каждой длинной базовой части 2, которые проходят вдоль продольного направления Y. Кроме того, в состоянии перед впитыванием жидкости частицами 3 водопоглощающего полимера имеется зазор S между впитывающими секциями 4, соседними друг с другом в боковом направлении Х. Величина зазора S предпочтительно составляет не менее 0,1 мм и более предпочтительно - не менее 0,5 мм. Кроме того, величина зазора S предпочтительно составляет не более 5 мм и более предпочтительно - не более 3 мм. Например, величина зазора S предпочтительно составляет от 0,1 до 5 мм и более предпочтительно от 0,5 до 3 мм.
[0027]
С другой стороны, как проиллюстрировано на фиг.4, во впитывающем элементе 1 даже после впитывания жидкости частицами 3 водопоглощающего полимера частицы 3 водопоглощающего полимера не разбухают за пределы расположенных с боковых сторон, краевых частей 2s, 2s каждой длинной базовой части 2, которые проходят вдоль продольного направления Y. Для обеспечения этого в представленном варианте осуществления частицы 3 водопоглощающего полимера прикреплены к длинной базовой части 2 посредством адгезива 5 в каждой впитывающей секции 4 впитывающего элемента 1.
[0026]
С учетом количества частиц 3 водопоглощающего полимера, которые опираются на длинную базовую часть 2, сдерживания набухания, гибкости, воздухопроницаемости, сохранения формы листа впитывающего элемента 1 и тому подобного, во впитывающем элементе 1 отношение (W2/W1) ширины W2 каждой длинной базовой части 2 к ширине W1 впитывающего элемента 1 предпочтительно составляет не менее 0,001 и более предпочтительно - не менее 0,002 и предпочтительно не более 0,200 и более предпочтительно - не более 0,040. В частности, данное отношение предпочтительно составляет от 0,001 до 0,200 и более предпочтительно от 0,002 до 0,040.
По тем же соображениям ширина W2 каждой длинной базовой части 2 предпочтительно составляет не менее 0,3 мм и более предпочтительно - не менее 0,6 мм и предпочтительно не более 10 мм и более предпочтительно - не более 2,0 мм и еще более предпочтительно - не более 1,8 мм. В частности, ширина W2 каждой длинной базовой части 2 предпочтительно составляет от 0,3 до 10 мм, более предпочтительно от 0,6 до 2,0 мм и еще более предпочтительно от 0,6 до 1,8 мм. «Ширина W2 каждой длинной базовой части 2» относится к расстоянию между обеими расположенными с боковых сторон, краевыми частями каждой длинной базовой части 2, которые проходят вдоль продольного направления Y. «Ширина W1 впитывающего элемента 1» относится к расстоянию между обеими расположенными с боковых сторон, краевыми частями впитывающего элемента 1, которые проходят в продольном направлении Y.
[0029]
Длинные базовые части 2 (базовый лист), образующие впитывающие секции 4, могут быть гидрофильными или могут быть гидрофобными. По соображениям, связанным с предотвращением возврата жидкости, которая прошла через зазор S, образованный между впитывающими секциями 4, 4, соседними друг с другом, обратно к поверхности, обращенной к коже, под давлением тела носителя, более предпочтительно, чтобы длинные базовые части 2 были образованы из гидрофобного листа. «Гидрофильный лист» определен как лист с углом контакта относительно одного составляющего волокна, составляющим менее 90°, или как лист с углом контакта относительно его поверхности, составляющим менее 90°, если лист не образован из волокнистого материала. Следует отметить, что угол контакта измеряют в соответствии с методом, описанным ниже. В качестве гидрофильного листа может быть использовано, например, листообразное изделие, содержащее гидрофильный материал. Примеры гидрофильного листа включают кусок бумаги, нетканый материал, тканый материал, трикотажное полотно и тому подобные материалы, которые представляют собой волокнистые листы, содержащие гидрофильные волокна. Примеры гидрофильного листа также включают вспененные материалы, содержащие гидрофильные смолы. Данные гидрофильные листы могут быть использованы по одному или в комбинации из двух или более. С другой стороны, «гидрофобный лист» определен как лист с углом контакта относительно одного составляющего волокна, составляющим не менее 90°, или как лист с углом контакта относительно его поверхности, составляющим не менее 90°, если лист не образован из волокнистого материала. Следует отметить, что угол контакта измеряют в соответствии с методом, описанным ниже. Например, листообразное изделие, содержащее гидрофобный материал, может быть использовано в качестве гидрофобного листа. Примеры гидрофобного листа включают нетканые материалы, которые представляют собой волокнистые листы, содержащие гидрофобные волокна. Примеры гидрофобного листа также включают вспененные материалы, содержащие гидрофобные смолы. Данные гидрофобные листы могут быть использованы по одному или в комбинации из двух или более. Среди данных гидрофобных листов нетканый материал, который содержит волокна, содержащие гидрофобную смолу, в качестве составляющих волокон, имеет сравнительно высокую прочность при растяжении, несмотря на малую толщину, и является тонким и гибким, и, следовательно, данный нетканый материал предпочтительно используется. Поверхностная плотность нетканого материала предпочтительно составляет от 5 до 40 г/м2 и более предпочтительно от 10 до 30 г/м2. Например, гидрофобные нетканые материалы, которые известны в данной области техники, такие как нетканые материалы фильерного способа производства, нетканые материалы, полученные аэродинамическим способом из расплава, нетканые материалы, полученные гидроперепутыванием, нетканые материалы, скрепленные пропусканием воздуха насквозь, и тому подобные, которые содержат полиолефиновые смолы, такие как полиэтилен и полипропилен, в качестве составляющих волокон, могут быть использованы в качестве гидрофобного нетканого материала без ограничения.
[0030]
Метод определения гидрофильности длинных базовых частей
Угол контакта воды относительно составляющего волокна листа, из которого образованы длинные базовые части, или угол контакта воды относительно поверхности длинных базовых частей измеряют следующим образом. Автоматический прибор MCA-J для измерения угла контакта, изготавливаемый компанией Kyowa Interface Science Co., Ltd. используют в качестве измерительного устройства. Для измерения угла контакта используют дистиллированную воду. Количество жидкости, выпускаемой из части для струйного выпуска капель воды (устройства PulseInjector CTC-25, изготавливаемого компанией Cluster Technology Co., Ltd., и имеющего диаметр отверстия выпускной части, составляющий 25 мкм), задают равным 20 пиколитрам, и каплю воды капают прямо на составляющее волокно. Изображения того, как капля опускается, записывают на высокоскоростном устройстве записи изображений, соединенном с горизонтально установленной камерой. По соображениям, связанным с последующим выполнением анализа изображений, желательно, чтобы устройство записи изображений представляло собой персональный компьютер, в который встроено устройство высокоскоростного захвата. При данном измерении изображения записывают каждые 17 мс. Первое изображение из записанных изображений, в котором капля воды попадает на составляющее волокно, которое образует обращенную к коже поверхность или не обращенную к коже поверхность нетканого материала, анализируют, используя компонент сопровождающего программного обеспечения FAMAS (версия программного обеспечения: 2.6.2, методика анализа: метод покоящейся капли, метод анализа: метод θ/2, алгоритм обработки изображений: неотражающий, вид изображения при обработке изображений: рамка, пороговый уровень: 200, и коррекция кривизны: отсутствует), и угол, образованный поверхностью капли воды, которая находится в контакте с воздухом, и составляющим волокном, рассчитывают и используют в качестве угла контакта.
Следует отметить, что в случае, когда длинные базовые части образованы из нетканого материала, образец для измерений (составляющее волокно, извлеченное из нетканого материала) получают вырезанием составляющих волокон нетканого материала с длиной волокна, составляющей 1 мм, из самого наружного слоя, составляющие волокна размещают на стойке для образца в приборе для измерения угла контакта и удерживают горизонтально, и угол контакта измеряют в двух местах для одного составляющего волокна. Для каждой из вышеописанных различных частей угол контакта измеряют на пяти кусках волокон (N=5) с точностью до первого десятичного разряда, и среднее значение (округленное до второго десятичного разряда) из измеренных значений, определенных в общей сложности для 10 мест, определяют как угол контакта данной части.
[0031]
Предпочтительно, чтобы степень воздухопроницаемости длинных базовых частей 2 была ниже степени воздухопроницаемости листового элемента, который расположен ближе к обращенной к коже поверхности, чем впитывающий элемент 1. Степень воздухопроницаемости листа образует показатель проницаемости данного листа для жидкости. Следовательно, степень воздухопроницаемости длинных базовых частей 2, более низкая, чем степень воздухопроницаемости листового элемента, который расположен ближе к обращенной к коже поверхности, чем впитывающий элемент 1, означает, что проницаемость для жидкостей у листового элемента, который расположен ближе к обращенной к коже поверхности, чем впитывающий элемент 1, является более высокой, чем проницаемость для жидкостей у длинных базовых частей 2. При данной конфигурации жидкость, которая была выделена на сторону обращенной к коже поверхности, быстро достигает впитывающего элемента 1. В частности, даже когда жидкость представляет собой высоковязкую жидкость, такую как менструальная кровь или жидкий стул, может быть обеспечена благоприятная проницаемость для такой жидкости. Следует отметить, что в случае, когда два или более листовых элементов расположены ближе к обращенной к коже поверхности, чем впитывающий элемент 1, достаточно, чтобы степень воздухопроницаемости по меньшей мере одного из данных листовых элементов была выше степени воздухопроницаемости длинных базовых частей 2. Предпочтительно, если все листовые элементы, которые расположены ближе к обращенной к коже поверхности, чем впитывающий элемент 1, имеют более высокую степень воздухопроницаемости, чем длинные базовые части 2.
[0032]
Различные водопоглощающие полимеры, которые обычно используются в области впитывающих изделий, могут быть использованы в качестве водопоглощающего полимера 3, который прикреплен к поверхностям длинных базовых частей 2. Примеры таких водопоглощающих полимеров включают полиакрилат натрия, сополимеры акриловой кислоты и винилового спирта, сшитый полиакрилат натрия, привитые сополимеры крахмала и акриловой кислоты, сополимеры изобутилена и малеинового ангидрида и продукты их омыления, полиакрилат калия и полиакрилат цезия, и данные водопоглощающие полимеры могут быть использованы по одному или в виде смеси из двух или более. Имеются различные типы частиц 3 водопоглощающего полимера, различающиеся на основе различий по форме, такие как тип с неправильной формой, тип с формой скопления, тип с бочкообразной формой, тип с формой скопления сферических частиц, сферический тип и тому подобное, но может быть использован любой тип частиц.
[0033]
Поверхностная плотность водопоглощающего полимера 3, который прикреплен к поверхностям длинных базовых частей 2, предпочтительно составляет не менее 20 г/м2 и более предпочтительно - не менее 50 г/м2. Кроме того, поверхностная плотность водопоглощающего полимера 3 предпочтительно составляет не более 400 г/м2 и более предпочтительно - не более 300 г/м2. Например, поверхностная плотность водопоглощающего полимера 3 предпочтительно составляет от 20 до 400 г/м2 и более предпочтительно от 50 до 300 г/м2. Достаточная способность к впитыванию воды может быть получена при прикреплении частиц 3 водопоглощающего полимера с поверхностной плотностью в вышеописанном диапазоне.
[0034]
Поверхностную плотность водопоглощающего полимера 3, который прикреплен к стороне не обращенной к коже поверхности длинных базовых частей 2, определяют, используя нижеуказанный метод.
Метод определения поверхностной плотности водопоглощающего полимера 3, прикрепленного к стороне не обращенной к коже поверхности длинных базовых частей 2
Водопоглощающий полимер, который прикреплен к стороне не обращенной к коже поверхности длинной базовой части 2, отделяют от длинной базовой части 2, используя растворитель или тому подобное, и адгезив, прилипающий к водопоглощающему полимеру, смывают. Водопоглощающий полимер высушивают. После этого измеряют массу водопоглощающего полимера, который был прикреплен к стороне не обращенной к коже поверхности, и массу водопоглощающего полимера, который был прикреплен на единице площади, рассчитывают исходя из площади участка длинной базовой части 2, к которому был прикреплен водопоглощающий полимер, и массы отделенного водопоглощающего полимера. Рассчитанную массу используют в качестве поверхностной плотности водопоглощающего полимера на стороне поверхности, не обращенной к коже. Измерение выполняют на пяти образцах, и вычисляют среднее значение.
[0035]
Примеры способа прикрепления частиц 3 водопоглощающего полимера к поверхностям длинных базовых частей 2 включают способ, в котором используется адгезив, и способ химической фиксации, в котором используется водородная связь или тому подобное. Кроме того, в случае, когда длинные базовые части 2 образованы из волокнистого листа, такого как нетканый материал, тканый материал или трикотажное полотно, также можно выбрать способ ворсования составляющих волокон волокнистого листа и фиксации частиц 3 водопоглощающего полимера между ворсованными составляющими волокнами. Во впитывающем элементе 1, проиллюстрированном на фиг.1, используется адгезив 5. То есть, частицы 3 водопоглощающего полимера во впитывающем элементе 1 прикреплены к поверхностям длинных базовых частей 2 посредством адгезива 5. Когда частицы 3 водопоглощающего полимера прикреплены к поверхностям длинных базовых частей 2 посредством адгезива 5 таким образом, маловероятно отсоединение частиц 3 водопоглощающего полимера в состоянии перед использованием впитывающего элемента 1 или в состоянии после набухания, и по этой причине предпочтительно используется адгезив 5.
[0036]
Например, термоплавкий адгезив предпочтительно используется в качестве адгезива 5. Примеры термоплавкого адгезива включают термоплавкие адгезивы на основе стирола или на основе олефинов. Примеры термоплавких адгезивов на основе стирола, которые могут быть использованы, включают блок-сополимер стирола и бутадиена с чередованием блоков (SBS), блок-сополимер стирола и изопрена с чередованием блоков (SIS), блок-сополимер стирола и этилена/бутилена с чередованием блоков (SEBS), который получают гидрогенизацией SBS, и смесь термоплавких адгезивов, получаемую смешиванием двух или более из данных адгезивов. С учетом простоты достижения баланса между силой приклеивания и когезией из данных адгезивов особенно предпочтительно использовать смесь термоплавких адгезивов, полученную смешиванием SIS и SBS, или смесь термоплавких адгезивов, полученную смешиванием SIS и SEBS. Количество термоплавкого адгезива, подлежащее нанесению, предпочтительно составляет от 0,5 до 100 г/м2 и более предпочтительно от 5 до 50 г/м2.
[0037]
Во впитывающем изделии 10 по представленному варианту осуществления, имеющем вышеописанную конфигурацию, выделенная текучая среда может проходить через зазор между впитывающими секциями 4, соседними друг с другом, и поэтому даже в случае, когда выделенная текучая среда имеет высокую вязкость, выделенная текучая среда легко проникает во впитывающий элемент 1. Кроме того, в обоих состояниях перед впитыванием и после впитывания жидкости частицами водопоглощающего полимера частицы 3 водопоглощающего полимера не выступают в боковом направлении Х за пределы расположенных с боковых сторон, краевых частей 2s, 2s каждой длинной базовой части 2, которые проходят вдоль продольного направления Y. Также вследствие данной конфигурации маловероятно воспрепятствование проникновению жидкости вдоль направления Z толщины. В частности, вероятность возникновения блокирования гелем существует после впитывания жидкости частицами 3 водопоглощающего полимера, если частицы 3 водопоглощающего полимера разбухают за пределы расположенных с боковых сторон, краевых частей 2s, 2s каждой длинной базовой части 2; однако во впитывающем изделии 10 по представленному варианту осуществления возникновение такого блокирования гелем эффективно подавляется. Выделенная текучая среда, которая прошла во впитывающий элемент 1, впитывается и удерживается частицами 3 водопоглощающего полимера, которые расположены на стороне не обращенной к коже поверхности длинных базовых частей 2. Длинные базовые части 2 блокируют выделенную текучую среду, впитанную и удерживаемую частицами 3 водопоглощающего полимера, и мала вероятность ее возврата назад к стороне поверхности, обращенной к коже. В частности, в случае, когда длинные базовые части 2 являются гидрофобными, эффект предотвращения возврата выделенной текучей среды обратно к стороне поверхности, обращенной к коже, еще больше усиливается. Как описано выше, в случае впитывающего изделия по настоящему изобретению даже тогда, когда выделенная текучая среда имеет высокую вязкость, скорость впитывания повышается и мала вероятность возникновения повторного смачивания.
[0038
Как проиллюстрировано на фиг.4, после впитывания жидкости частицами 3 водопоглощающего полимера впитывающие секции 4 легко перемещаются так, что положения длинных базовых частей 2, 2, образующих соответствующие впитывающие секции 4, соседние друг с другом, становятся разными в направлении Z толщины. В данном документе выражение «становятся разными в направлении Z толщины» охватывает, например, случай, в котором положения длинных базовых частей 2 смещаются в вертикальном направлении, или случай, в котором положения смещаются в наклонном направлении, или случай, в котором положения смещаются как в вертикальном, так и в наклонном направлениях. Данное перемещение вызвано увеличением объема частиц 3 водопоглощающего полимера вследствие набухания. Данное перемещение включает как поступательное перемещение длинных базовых частей 2 вдоль направления Z толщины, так и наклон длинных базовых частей 2 относительно направления Z толщины. Вследствие данного перемещения существует вероятность того, что зазор S между впитывающими секциями 4, соседними друг с другом, сохранится даже после впитывания жидкости частицами 3 водопоглощающего полимера. Данная конфигурация также эффективно подавляет возникновение блокирования гелем, а также подавляет воспрепятствование прохождению жидкости вдоль направления Z толщины.
[0039]
По соображениям, связанным с облегчением свободного перемещения впитывающих секций 4, 4 вдоль направления Z толщины при впитывании жидкости и, тем самым, обеспечением еще меньшей вероятности воспрепятствования набуханию частиц 3 водопоглощающего полимера средний размер d1 частиц 3 водопоглощающего полимера в состоянии перед впитыванием жидкости предпочтительно составляет не менее 20 мкм и более предпочтительно - не менее 200 мкм и предпочтительно не более 700 мкм и более предпочтительно - не более 500 мкм. В частности, средний размер d1 частиц предпочтительно составляет от 20 до 700 мкм и более предпочтительно от 200 до 500 мкм. С другой стороны, средний размер d2 частиц водопоглощающего полимера в набухшем состоянии после впитывания жидкости предпочтительно составляет не менее 200 мкм и более предпочтительно - не менее 800 мкм и предпочтительно не более 3000 мкм и более предпочтительно - не более 2000 мкм. В частности, средний размер d2 частиц предпочтительно составляет от 200 до 3000 мкм и более предпочтительно от 800 до 2000 мкм. Средний размер частиц 3 водопоглощающего полимера получают, используя методы измерения, описанные ниже.
[0040]
Метод определения среднего размера d1 частиц водопоглощающего полимера в состоянии перед впитыванием жидкости
Средний размер d1 частиц в состоянии перед применением определяют, используя частицы водопоглощающего полимера перед применением, и диаметры или большие оси частиц водопоглощающего полимера измеряют посредством оптической микроскопии. «Диаметр» в используемом в данном документе смысле относится к диаметру частицы водопоглощающего полимера, когда частица имеет сферическую форму. «Большая ось» относится к самой длинной оси частицы водопоглощающего полимера, когда частица имеет необычную форму, такую как ромбическая форма, прямоугольная форма, форма, подобная скоплению, или форма, подобная футбольному мячу. Диаметры или большие оси измеряют в общей сложности для 50 частиц водопоглощающего полимера, и среднечисленный размер частиц используют в качестве среднего размера частиц водопоглощающего полимера в состоянии перед впитыванием жидкости.
[0041]
Метод определения среднего размера d2 частиц водопоглощающего полимера в состоянии после впитывания жидкости
Средний размер d2 частиц в состоянии после набухания определяют следующим образом. Длинные базовые части 2, к которым прикреплены частицы водопоглощающего полимера, погружают в физиологический солевой раствор (водный раствор хлорида натрия с концентрацией 0,9% масс.), температура которого была отрегулирована до 25°C. Длинные базовые части 2 извлекают из физиологического солевого раствора через час после начала погружения и подвешивают вертикально на 30 минут для стекания. После этого диаметры или большие оси частиц водопоглощающего полимера на поверхностях длинных базовых частей 2 измеряют посредством оптической микроскопии. «Диаметр» в используемом в данном документе смысле относится к диаметру частицы водопоглощающего полимера, когда частица имеет сферическую форму. «Большая ось» относится к самой длинной оси частицы водопоглощающего полимера, когда частица имеет необычную форму, такую как ромбическая форма, прямоугольная форма, форма, подобная скоплению, или форма, подобная футбольному мячу. Диаметры или большие оси измеряют в общей сложности для 50 частиц водопоглощающего полимера, и среднечисленный размер частиц используют в качестве среднего размера частиц водопоглощающего полимера в состоянии после набухания.
[0042]
Кроме того, по соображениям, связанным с облегчением свободного перемещения впитывающих секций 4, 4 вдоль направления Z толщины при впитывании жидкости, для отношения между шириной W2 каждой длинной базовой части 2 и средним размером d1 частиц водопоглощающего полимера в состоянии перед впитыванием жидкости величина d1/W2 предпочтительно составляет не менее 0,002 и более предпочтительно - не менее 0,100. Кроме того, d1/W2 предпочтительно составляет не более 0,900 и более предпочтительно - не более 0,800. Например, d1/W2 предпочтительно составляет от 0,002 до 0,900 и более предпочтительно от 0,100 до 0,800. С другой стороны, для отношения между шириной W2 каждой длинной базовой части 2 и средним размером d2 частиц водопоглощающего полимера в состоянии после впитывания жидкости величина d2/W2 предпочтительно составляет не менее 0,02 и более предпочтительно - не менее 0,45. Кроме того, d2/W2 предпочтительно составляет не более 0,90 и более предпочтительно - не более 0,80. Например, d2/W2 предпочтительно составляет от 0,02 до 0,90 и более предпочтительно от 0,45 до 0,80.
[0043]
Далее, предпочтительный вариант осуществления способа изготовления впитывающего изделия 10 по представленному варианту осуществления будет описан со ссылкой на фиг.5. Фиг.5 показывает устройство 100 для изготовления, которое предпочтительно используется для способа изготовления впитывающего изделия 10 по представленному варианту осуществления. Устройство 100 для изготовления по представленному варианту осуществления включает в себя часть 120 для нанесения адгезива, часть 130 для диспергирования частиц водопоглощающего полимера и часть 110 для разрезания базового листа в данном порядке от входной стороны к выходной стороне процесса изготовления. Следует отметить, что, несмотря на то, что в устройстве 100 для изготовления, проиллюстрированном на фиг.5, используются устройство, в котором часть 120 для нанесения адгезива и часть 130 для диспергирования водопоглощающего полимера интегрированы, часть 120 для нанесения адгезива и часть 130 для диспергирования водопоглощающего полимера необязательно должны быть интегрированы. Вышеописанное интегрированное устройство имеет конфигурацию, в которой часть 120 для нанесения адгезива расположена с входной стороны в данном устройстве, и часть 130 для диспергирования водопоглощающего полимера расположена с выходной стороны в данном интегрированном устройстве.
[0044]
Часть 120 для нанесения адгезива представляет собой часть, в которой во время транспортирования базового листа 20 вдоль направления транспортирования адгезив наносят на поверхность одной стороны базового листа 20 в множестве частей, находящихся на расстоянии друг от друга в боковом направлении Х. Как проиллюстрировано на фиг.5, устройство 100 для изготовления по представленному варианту осуществления включает в себя аппликаторную головку 121. В качестве аппликаторной головки 121 может быть использована аппликаторная головка 121, имеющая конструкцию, которая обеспечивает возможность нанесения адгезива 5 на поверхность одной стороны базового листа 20, который транспортируют в одном направлении, из множества частей, находящихся на расстоянии друг от друга в боковом направлении Х. Аппликаторная головка 121 образована так, что в направлении Х1 аппликаторная головка 121 имеет длину, соответствующую ширине впитывающей зоны АТ впитывающего элемента 1, то есть длине впитывающей зоны АТ в боковом направлении Х. Аппликаторная головка 121 с вышеописанной конфигурацией расположена над данной одной стороной базового листа 20.
[0045]
Часть 130 для диспергирования водопоглощающего полимера, которая расположена по ходу за частью 120 для нанесения адгезива, представляет собой часть, в которой во время транспортирования базового листа 20, на который был нанесен адгезив, вдоль направления транспортирования частицы 3 водопоглощающего полимера диспергируют на поверхности данной одной стороны базового листа 20, на который был нанесен адгезив, во всей зоне в боковом направлении Х. Как проиллюстрировано на фиг.5, устройство 100 для изготовления по представленному варианту осуществления включает в себя часть 131 для ввода водопоглощающего полимера. Различные типы известных устройств ввода могут быть использованы без ограничения в качестве части 131 для ввода водопоглощающего полимера. Часть 131 для ввода водопоглощающего полимера образована так, что в направлении Х1 часть 131 для ввода водопоглощающего полимера имеет длину, соответствующую ширине впитывающей зоны АТ впитывающего элемента 1, то есть длине впитывающей зоны АТ в боковом направлении Х. Кроме того, для обеспечения возможности диспергирования частиц 3 водопоглощающего полимера по всей зоне базового листа 20 в боковом направлении Х часть 31 для ввода водопоглощающего полимера имеет конструкцию, которая обеспечивает возможность диспергирования частиц 3 водопоглощающего полимера вдоль направления Х1. Часть 131 для ввода водопоглощающего полимера с вышеописанной конфигурацией расположена над данной одной стороной базового листа 20.
[0046]
Часть 110 для разрезания базового листа, которая расположена по ходу за частью 130 для диспергирования водопоглощающего полимера, представляет собой часть, в которой множество длинных базовых частей 2 малой ширины получают посредством выполнения множества разрезов вдоль направления транспортирования в лентообразном гидрофильном базовом листе 20, который представляет собой исходный материал для длинных базовых частей 2. Различные типы известных резальных устройств могут быть использованы без ограничения для выполнения множества разрезов в базовом листе 20. Как проиллюстрировано на фиг.6, в устройстве 100 для изготовления по представленному варианту осуществления используется резальное устройство 113, включающее в себя ротационный резак 111b с множеством режущих ножей 111а, расположенных на окружной периферийной поверхности ротационного резака 111b, и приемный ролик 112, который имеет ровную окружную периферийную поверхность и расположен напротив ротационного резака 111b. Режущие ножи 111а резального устройства 113 проходят вдоль направления вращения ротационного резака 111b. Режущие ножи 111а выровнены в направлении Х1, которое ортогонально к направлению Y1 транспортирования лентообразного базового листа 20. Расстояние между режущими ножами 111а, 111а, соседними друг с другом в направлении Х1, которое ортогонально к направлению Y1 транспортирования, соответствует ширине (длине в боковом направлении (направлении Х)) каждой длинной базовой части 2, подлежащей формированию. В данном случае направление Y1 транспортирования базового листа 20 соответствует продольному направлению (направлению Y) впитывающего элемента 1, подлежащего изготовлению, и направление Х1, которое ортогонально к направлению Y1 транспортирования, соответствует боковому направлению (направлению Х) впитывающего элемента 1, подлежащего изготовлению. Следует отметить, что для разрезания базового листа 20 может быть использовано резальное устройство, в котором используется способ резки ножницами, при котором разрезание выполняется посредством трения боковых поверхностей верхнего ножа и нижнего ножа друг о друга, или могут быть использованы устройство, в котором ножи для продольной резки расположены рядом друг с другом в направлении Х1, которое ортогонально к направлению Y1 транспортирования, или лазерное устройство, которое выполняет расплавление и разрезание посредством облучения лазерным лучом.
[0047]
Как и в случае впитывающего элемента 1, проиллюстрированного на фиг.2, в случае, когда впитывающий элемент 1 включает в себя зоны NT без прорезей в обеих частях впитывающего элемента 1, концевых в продольном направлении Y впитывающего элемента 1, углубление 114 может быть образовано на окружной периферийной поверхности каждого режущего ножа 111а, как проиллюстрировано, например, на фиг.6. Длина дуги окружности на участке углубления 114 на наружной периферии каждого из вращающихся режущих ножей 111а задана так, чтобы она соответствовала сумме определяемых в продольном направлении (направлении Y) длин зон NT без прорезей, расположенных в обеих концевых частях впитывающего элемента 1, проиллюстрированного на фиг.2. Можно использовать ротационный резак 111b, полученный посредством подготовки режущих ножей 111a, которые соответственно имеют такие углубления 114, и размещения режущих ножей 111а при выровненных положениях углублений 114, 114 режущих ножей 111а, которые являются соседними друг с другом в направлении Х1. Следует отметить, что длина дуги окружности на участке, не включающем углубление 114, на наружной периферии каждого из вращающихся режущих ножей 111а соответствует определяемой в продольном направлении Y длине длинных базовых частей 2 впитывающего элемента 1, проиллюстрированного на фиг.2. Кроме того, в случае, когда впитывающий элемент 1 включает в себя зоны NT без прорезей на обеих боковых сторонах, проходящих вдоль продольного направления Y, достаточно того, чтобы режущие ножи 111а не были расположены в местах, соответствующих зонам NT без прорезей.
[0048]
В устройстве 100 для изготовления, проиллюстрированном на фиг.5, вакуумный конвейер 141 расположен в месте, которое находится напротив устройства, в котором интегрированы часть 120 для нанесения адгезива и часть 130 для диспергирования водопоглощающего полимера, и которое расположено со стороны нижней поверхности (другой стороны) транспортируемого базового листа 20. Вакуумный конвейер 141 включает в себя бесконечную воздухопроницаемую ленту 144, которая проходит вокруг ведущего ролика 142 и множества ведомых роликов 143, и вакуумную камеру 145, которая расположена в месте напротив вышеупомянутого интегрированного устройства при воздухопроницаемой ленте 144, удерживаемой между данным устройством и вакуумной камерой 145. Базовый лист 20 вводится на вакуумный конвейер 141.
[0049]
Устройство 100 для изготовления, проиллюстрированное на фиг.5, включает в себя ведущий ролик 151, который вытягивает базовый лист 20 из рулона исходного материала лентообразного базового листа 20, и ведущий ролик 152, который обеспечивает транспортирование изготовленного материала-предшественника 1b впитывающего элемента 1, при этом ведущий ролик 152 предусмотрен у самого выхода.
[0050]
Способ изготовления впитывающего изделия, включающего в себя впитывающий элемент 1, посредством использования устройства 100 для изготовления будет описан ниже. Данный способ изготовления включает следующие этапы:
(а) этап нанесения - на поверхность одной стороны базового листа, который транспортируют в одном направлении, - адгезива в множестве частей, находящихся на расстоянии друг от друга в боковом направлении базового листа;
(b) этап диспергирования - на поверхности данной одной стороны базового листа, на которую был нанесен адгезив, - частиц водопоглощающего полимера по всей зоне в боковом направлении при транспортировании базового листа, на который был нанесен адгезив, вдоль направления транспортирования; и
(с) этап получения множества длинных базовых частей малой ширины посредством выполнения разрезов вдоль направления транспортирования в частях без нанесения, находящихся между частями, в которых был нанесен адгезив, при транспортировании базового листа, на котором были диспергированы частицы водопоглощающего полимера, вдоль направления транспортирования, чтобы тем самым изготовить впитывающий элемент.
Данные этапы будут по отдельности описаны ниже.
[0051]
Сначала перед выполнением этапа (а) в вакуумной камере 145 создают отрицательное давления посредством запуска откачивающего устройства, соединенного с вакуумной камерой 145. Далее приводят в действие ведущий ролик 151 и ведущий ролик 152, приводят во вращение резальное устройство 113 и воздухопроницаемую ленту 144, и приводят в действие вакуумный конвейер 141. Затем базовый лист 20 вытягивают из рулона исходного материала лентообразного базового листа 20 посредством ведущего ролика 151.
На этапе (а) адгезив 5 наносят на поверхности одной стороны базового листа 20, вытянутого из рулона исходного материала, в множестве частей, находящихся на расстоянии друг от друга в боковом направлении. При транспортировании базового листа 20 посредством вакуумного конвейера 141 и его размещении над вакуумной камерой 145 аппликаторная головка 121 части 120 для нанесения адгезива наносит адгезив 5 с промежутками вдоль направления Y1 транспортирования на поверхность данной одной стороны базового листа 20 за исключением неразрезаемых частей NTb.
При этом важно нанести адгезив 5 в частях, находящихся на расстоянии друг от друга в боковом направлении Х. При выборе данного варианта нанесения частицы 3 водопоглощающего полимера во впитывающем элементе 1 не выступают в боковом направлении Х за пределы расположенных с боковых сторон, краевых частей 2s каждой длинной базовой части 2 в обоих состояниях перед впитыванием и после впитывания жидкости. Диспергированные частицы 3 водопоглощающего полимера надежно прикрепляются к поверхности данной одной стороны каждой длинной базовой части 2 посредством адгезива 5, который был нанесен на поверхность данной одной стороны каждой длинной базовой части 2.
Для выполнения этапа (а) может быть использована аппликаторная головка 121, которая имеет конструкцию, обеспечивающую возможность нанесения адгезива 5 на поверхность данной одной стороны базового листа 20, который транспортируют в одном направлении, из множества частей, находящихся на расстоянии друг от друга в боковом направлении Х.
[0052]
На этапе (b), который следует за этапом (а), частицы 3 водопоглощающего полимера диспергируют на поверхности данной одной стороны базового листа 20, на которую был нанесен адгезив 5, по всей зоне в боковом направлении Х. При транспортировании базового листа 20 посредством вакуумного конвейера 141 и его размещении над вакуумной камерой 145 частицы 3 водопоглощающего полимера диспергируют вдоль направления Y1 транспортирования на поверхности данной одной стороны базового листа 20, на которой был нанесен адгезив 5. Однако частицы 3 водопоглощающего полимера не диспергируют в неразрезаемых частях NTb.
В результате диспергирования частиц 3 водопоглощающего полимера таким образом формируются впитывающие секции 4, в каждой из которых частицы 3 водопоглощающего полимера прикреплены к поверхности данной одной стороны (верхней поверхности) длинной базовой части 2 посредством адгезива 5. Впитывающие секции 4, которые были сформированы таким образом, расположены так, что их продольное направление (направление Y) ориентировано в направлении Y1 транспортирования, и образуют материал-предшественник 1b впитывающего элемента 1.
[0053]
Далее, на этапе (с) базовый лист 20, на котором были диспергированы частицы 3 водопоглощающего полимера, подают между приемным роликом 112 и режущими ножами 111а ротационного резака 111b в резальном устройстве 113 части 110 для разрезания базового листа, и разрезы, проходящие вдоль направления Y1 транспортирования, выполняют в базовом листе 20 для получения впитывающих секций 4, имеющих множество длинных базовых частей 2 малой ширины и частицы 3 водопоглощающего полимера, прикрепленные к поверхностям длинных базовых частей 2. Вышеописанные разрезы выполняют в частях без нанесения, находящихся между частями базового листа 20, в которых был нанесен адгезив, при транспортировании базового листа 20 вдоль направления Y1 транспортирования. В каждой из впитывающих секций 4, полученных таким образом, частицы 3 водопоглощающего полимера прикреплены вдоль продольного направления Y в местах в той зоне впитывающей секции 4, которая является центральной в боковом направлении Х впитывающей секции 4. Таким образом формируются впитывающие секции 4, в которых частицы 3 водопоглощающего полимера прикреплены только к поверхности данной одной стороны каждой длинной базовой части 2. Впитывающие секции 4, которые были сформированы таким образом, расположены так, что их продольное направление Y ориентировано в направлении Y1 транспортирования, и образуют материал-предшественник 1b впитывающего элемента 1.
[0054]
В представленном варианте осуществления, как проиллюстрировано на фиг.6, режущие ножи 111а, которые проходят в направлении вращения ротационного резака 111b, выровнены в направлении Х1, которое ортогонально к направлению Y1 транспортирования лентообразного базового листа 20. Следовательно, лентообразный базовый лист 20 разрезают вдоль направления Y1 транспортирования базового листа 20 в множестве частей базового листа 20 в направлении Х1, которое ортогонально к направлению Y1 транспортирования. Таким образом формируются впитывающие секции 4. Кроме того, части, которые были разрезаны режущими ножами 111а, образуют расположенные с боковых сторон, краевые части 2s отдельных впитывающих секций 4.
[0055]
Кроме того, в представленном варианте осуществления каждый из режущих ножей 111а имеет углубление 114. Следовательно, при транспортировании лентообразного базового листа 20 неразрезанные части NTb периодически образуются в базовом листе 20 с интервалами, соответствующими длине впитывающих секций 4 в продольном направлении Y. Длина каждой неразрезанной части NTb соответствует определяемой в продольном направлении Y, удвоенной длине каждой зоны NT без прорезей, Впитывающие секции 4, которые были образованы на этапе разрезания, проходят параллельно направлению Y1 транспортирования и расположены рядом друг с другом в направлении Х1, которое ортогонально к направлению Y1 транспортирования
[0056]
Далее, материал-предшественник 1b впитывающего элемента 1 транспортируют дальше посредством ведущего ролика 152. Материал-предшественник 1b разрезают в каждом месте, которое разделяет пополам длину отдельной неразрезанной части NTb, определяемую в направлении Y1 транспортирования, используя известное резальное устройство (непроиллюстрированное). Таким образом, непрерывно изготавливают впитывающие элементы 1, каждый из которых имеет в обеих частях, концевых в продольном направлении Y, зоны NT без прорезей, проходящие вдоль бокового направления Х. Как описано выше, при представленном устройстве 100 для изготовления и представленном способе изготовления можно изготавливать впитывающие элементы 1 стабильно и эффективно. После этого в соответствии с известными этапами задний лист размещают с одной стороны каждого впитывающего элемента 1, к которой прикреплены частицы 3 водопоглощающего полимера, верхний лист размещают с другой стороны впитывающего элемента 1, к которой не прикреплены частицы 3 водопоглощающего полимера, и, кроме того, другие элементы размещают при необходимости. Следовательно, получают целевое/заданное впитывающее изделие.
[0057]
В качестве модифицированного примера способа изготовления, включающего вышеупомянутые этапы (а) -(с), можно выбрать способ, включающий нижеприведенные этапы (а') -(с'):
(a') этап нанесения - на поверхность одной стороны гидрофильного базового листа, который транспортируют в одном направлении, - адгезива во всей зоне в боковом направлении базового листа;
(b') этап диспергирования - на поверхности данной одной стороны базового листа, на которой был нанесен адгезив, - частиц водопоглощающего полимера в множестве частей, находящихся на расстоянии друг от друга в боковом направлении, при транспортировании базового листа, на который был нанесен адгезив, вдоль направления транспортирования; и
(с') этап получения множества длинных базовых частей малой ширины посредством выполнения разрезов вдоль направления транспортирования в частях без диспергирования, находящихся между частями, в которых были диспергированы частицы водопоглощающего полимера, при транспортировании базового листа, на котором были диспергированы частицы водопоглощающего полимера, вдоль направления транспортирования, чтобы тем самым изготовить впитывающий элемент.
[0058]
На этапе (a') адгезив 5 наносят на поверхности данной одной стороны базового листа 20 во всей зоне базового листа 20 в боковом направлении Х базового листа 20. Когда базовый лист 20 транспортируют посредством вакуумного конвейера 141 и размещают над вакуумной камерой 145, аппликаторная головка 121 части 120 для нанесения адгезива наносит адгезив 5 с промежутками вдоль направления Y1 транспортирования на поверхность данной одной стороны базового листа 20 за исключением неразрезаемых частей NTb.
[0059]
На этапе (b'), который следует за этапом (а'), частицы 3 водопоглощающего полимера диспергируют в множестве частей, находящихся на расстоянии друг от друга в боковом направлении, на поверхности данной одной стороны из сторон базового листа 20, на которую был нанесен адгезив 5. Когда базовый лист 20 транспортируют посредством вакуумного конвейера 141 и размещают над вакуумной камерой 145, частицы 3 водопоглощающего полимера диспергируют вдоль направления Y1 транспортирования на поверхности, на которой был нанесен адгезив 5. Тем не менее, частицы 3 водопоглощающего полимера не диспергируют в неразрезаемых частях NTb.
При этом важно диспергировать частицы 3 водопоглощающего полимера в множестве частей, находящихся на расстоянии друг от друга в боковом направлении Х, на поверхности данной одной стороны базового листа 20, на которой был нанесен адгезив 5. При выборе данного варианта диспергирования во впитывающем элементе 1 в обоих состояниях перед впитыванием и после впитывания жидкости частицы 3 водопоглощающего полимера не выступают в боковом направлении Х за пределы расположенных с боковых сторон, краевых частей 2s каждой длинной базовой части 2. Диспергированные частицы 3 водопоглощающего полимера надежно прикрепляются к длинным базовым частям 2 посредством адгезива 5, который был нанесен на поверхность данной одной стороны каждой длинной базовой части 2.
Для выполнения этапа (b') может быть использована часть 130 для диспергирования водопоглощающего полимера, которая имеет конструкцию, обеспечивающую возможность диспергирования частиц 3 водопоглощающего полимера на поверхности данной одной стороны базового листа 20, который транспортируют в одном направлении, из множества частей, находящихся на расстоянии друг от друга в боковом направлении Х.
[0060]
Далее, на этапе (с') разрезы, проходящие вдоль направления Y1 транспортирования, выполняют в базовом листе 20, на котором были диспергированы частицы 3 водопоглощающего полимера, и, таким образом, получают впитывающие секции 4, имеющие множество длинных базовых частей 2 малой ширины и частицы 3 водопоглощающего полимера, прикрепленные к длинным базовым частям 2. Вышеупомянутые разрезы выполняют в частях без диспергирования, находящихся между частями базового листа 20, в которых были диспергированы частицы 3 водопоглощающего полимера, при транспортировании базового листа 20 вдоль направления Y1 транспортирования. В каждой из впитывающих секций 4, полученных таким образом, частицы 3 водопоглощающего полимера прикреплены вдоль продольного направления Y в местах в той зоне впитывающей секции 4, которая является центральной в боковом направлении Х впитывающей секции 4. Таким образом, формируются впитывающие секции 4, в которых частицы 3 водопоглощающего полимера прикреплены только к поверхности данной одной стороны каждой длинной базовой части 2. Впитывающие секции 4, которые были сформированы таким образом, расположены так, что их продольное направление Y ориентировано в направлении Y1 транспортирования, и образуют материал-предшественник 1b впитывающего элемента 1. После этого выполняют такие же операции, как операции способа, в котором используется устройство для изготовления, проиллюстрированное на фиг.5, и таким образом получают впитывающий элемент 1 и впитывающее изделие 10.
[0061]
Фиг.7 показывает способ изготовления, в котором используется другое устройство 100 для изготовления. В ранее описанном способе изготовления сначала выполняют нанесение адгезива 5 и диспергирование частиц 3 водопоглощающего полимера на поверхности одной стороны базового листа 20, и затем разрезы, проходящие вдоль направления Y1 транспортирования, выполняют в базовом листе 20. Однако в способе изготовления по представленному варианту осуществления множество разрезов, проходящих вдоль направления Y1 транспортирования, сначала выполняют в базовом листе 20 для получения множества длинных базовых частей 2 малой ширины, и затем выполняют нанесение адгезива 5 и диспергирование частиц 3 водопоглощающего полимера на поверхности одной стороны каждой длинной базовой части 2. Данный способ изготовления будет подробно описан ниже. Следует отметить, что для тех моментов, которые не будут разъяснены в отношении устройства 100 для изготовления, проиллюстрированного на фиг.7, и способа изготовления, в котором используется данное устройство 100 для изготовления, описания, которые были приведены выше в отношении устройства 100 для изготовления, проиллюстрированного на фиг.5, и способа изготовления, в котором используется данное устройство 100 для изготовления, применяются в соответствующих случаях.
[0062]
Устройство 100 для изготовления, проиллюстрированное на фиг.7, включает в себя часть 110 для разрезания базового листа, часть 120 для нанесения адгезива и часть 130 для диспергирования водопоглощающего полимера в данном порядке от входной стороны к выходной стороне процесса изготовления. Конструкции частей 110, 120 и 130 такие же, как в устройстве для изготовления, проиллюстрированном на фиг.5. Способ изготовления впитывающего изделия, которое включает в себя впитывающий элемент 1, посредством использования данного устройства 100 для изготовления будет описан ниже. Данный способ изготовления включает следующие этапы:
(d) этап получения множества длинных базовых частей малой ширины путем выполнения множества разрезов в гидрофильном базовом листе, транспортируемом в одном направлении, вдоль направления транспортирования;
(е) этап нанесения адгезива только на определяемую в боковом направлении, центральную зону поверхности одной стороны каждой длинной базовой части при транспортировании длинных базовых частей вдоль направления транспортирования; и
(f) этап диспергирования частиц 3 водопоглощающего полимера по всей зоне в боковом направлении поверхности данной одной стороны каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых был нанесен адгезив, вдоль направления транспортирования, чтобы тем самым изготовить впитывающий элемент.
Данные этапы будут по отдельности описаны ниже.
На этапе (d) базовый лист 20, который вытянут из рулона исходного материала лентообразного базового листа 20 посредством ведущего ролика 151, подают между приемным роликом 112 и режущими ножами 111а ротационного резака 111b в резальном устройстве 113 части 110 для разрезания базового листа, и лентообразный базовый лист 20 разрезают для образования множества длинных базовых частей 2. Как проиллюстрировано на фиг.6, согласно представленному варианту осуществления режущие ножи 111а, проходящие в направлении вращения ротационного резака 111b, выровнены в направлении Х1, которое ортогонально к направлению Y1 транспортирования лентообразного базового листа 20. Таким образом, лентообразный базовый лист 20 разрезают вдоль направления Y1 транспортирования базового листа 20 в множестве частей базового листа 20 в направлении Х1, которое ортогонально к направлению Y1 транспортирования, для формирования длинных базовых частей 2. Кроме того, части, которые были разрезаны режущими ножами 111а, образуют расположенные с боковых сторон, краевые части 2s отдельных длинных базовых частей 2.
[0063]
Поскольку согласно представленному способу изготовления ротационный резак 111b имеет углубления 114, при транспортировании лентообразного базового листа 20 неразрезанные части NTb периодически образуются в базовом листе 20 с интервалами, соответствующими длине длинных базовых частей 2 в продольном направлении Y, и длина каждой неразрезанной части NTb соответствует определяемой в продольном направлении Y, удвоенной длине каждой зоны NT без прорезей. Длинные базовые части 2, которые были образованы на этапе (d), проходят параллельно направлению Y1 транспортирования и расположены рядом друг с другом в направлении Х1, которое ортогонально к направлению Y1 транспортирования.
[0064]
Далее, на этапе (е) адгезив 5 наносят только на определяемую в боковом направлении, центральную зону поверхности данной одной стороны каждой из длинных базовых частей 2. Когда длинные базовые части 2 транспортируют посредством вакуумного конвейера 141 и размещают над вакуумной камерой 145, аппликаторная головка 121 части 120 для нанесения адгезива наносит адгезив 5 с промежутками вдоль направления Y1 транспортирования только на центральную зону за исключением неразрезанный частей NTb на поверхности данной одной стороны каждой из длинных базовых частей 2, которые расположены рядом друг с другом в направлении Х1, которое ортогонально к направлению Y1 транспортирования. Для выполнения этапа (е) может быть использована аппликаторная головка 121, которая имеет конструкцию, обеспечивающую возможность нанесения адгезива 5 только в части, по существу центральной в боковом направлении Х, на поверхности данной одной стороны базового листа 20, транспортируемого в одном направлении.
[0065]
На этапе (f), который следует за этапом (е), частицы 3 водопоглощающего полимера диспергируют по всей зоне в боковом направлении Х на поверхности данной одной стороны из сторон каждой из длинных базовых частей 2, на которую был нанесен адгезив 5. Когда длинные базовые части 2 транспортируют посредством вакуумного конвейера 141 и размещают над вакуумной камерой 145, частицы 3 водопоглощающего полимера диспергируют вдоль направления Y1 транспортирования по всей зоне в боковом направлении Х на поверхности данной одной стороны длинных базовых частей 2, на которую был нанесен адгезив 5. Однако частицы 3 водопоглощающего полимера не диспергируют в неразрезанных частях NTb.
[0066]
Диспергированные частицы 3 водопоглощающего полимера надежно прикрепляются к длинным базовым частям 2 посредством адгезива 5, который был нанесен на поверхность данной одной стороны каждой длинной базовой части 2. Таким образом, формируются впитывающие секции 4, в которых частицы 3 водопоглощающего полимера прикреплены только к поверхности данной одной стороны каждой длинной базовой части 2. Впитывающие секции 4, который были сформированы таким образом, расположены так, что их продольное направление Y ориентировано в направлении Y1 транспортирования, и образуют материал-предшественник 1b впитывающего элемента 1.
[0067]
Далее, материал-предшественник 1b впитывающего элемента 1 транспортируют дальше посредством ведущего ролика 152, и, используя известное резальное устройство (непроиллюстрированное), материал-предшественник 1b разрезают в каждом месте, которое разделяет пополам длину отдельных неразрезанных частей NTb, определяемую в направлении Y1 транспортирования. Таким образом, непрерывно изготавливают впитывающие элементы 1, каждый из которых имеет в обеих частях, концевых в продольном направлении Y, зоны NT без прорезей, проходящие вдоль бокового направления Х. Таким образом, при представленном устройстве 100 для изготовления и представленном способе изготовления, в котором используется данное устройство 100 для изготовления, можно изготавливать впитывающие элементы 1 стабильно и эффективно. После этого в соответствии с известными этапами задний лист размещают с одной стороны каждого впитывающего элемента 1, к которой прикреплены частицы 3 водопоглощающего полимера, верхний лист размещают с другой стороны впитывающего элемента 1, к которой не прикреплены частицы 3 водопоглощающего полимера, и, кроме того, другие элементы размещают при необходимости. Следовательно, получают целевое/заданное впитывающее изделие.
[0068]
В качестве модифицированного примера способа изготовления, включающего вышеупомянутые этапы (d) -(f), можно выбрать способ, в котором этапы (e) - (f) заменены нижеприведенными этапами (e') -(f'):
(e') этап нанесения адгезива во всей зоне в боковом направлении поверхности одной стороны каждой длинной базовой части при транспортировании длинных базовых частей вдоль направления транспортирования; и
(f') этап диспергирования частиц 3 водопоглощающего полимера только в определяемой в боковом направлении, центральной зоне поверхности данной одной стороны каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых был нанесен адгезив, вдоль направления транспортирования, чтобы тем самым изготовить впитывающий элемент.
В данном способе изготовления, включающем этапы (d), (e') и (f'), для выполнения этапа (f') может быть использована часть 130 для диспергирования водопоглощающего полимера, которая имеет конструкцию, обеспечивающую возможность диспергирования частиц 3 водопоглощающего полимера только в центральной зоне, в боковом направлении Х, на поверхности данной одной стороны базового листа 20, транспортируемого в одном направлении.
[0069]
Несмотря на то, что настоящее изобретение было описано выше на основе предпочтительных вариантов его осуществления, объем настоящего изобретения не ограничен вышеприведенными вариантами осуществления. Например, впитывающий элемент 1 впитывающего изделия 10 согласно вышеприведенным вариантам осуществления сформирован посредством использования впитывающих секций 4, соответственно имеющих длинные базовые части 2 с одинаковой шириной, однако вместо данной конфигурации длинные базовые части 2 могут иметь неодинаковую ширину.
[0070]
Кроме того, во впитывающих элементах 1, проиллюстрированных на фиг.2 и 3 и описанных выше, впитывающие секции 4 расположены так, что их продольное направление Y ориентировано в продольном направлении Y впитывающего элемента 1. Однако вместо данной конфигурации, как проиллюстрировано, например, на фиг.8, впитывающие секции 4 могут быть также расположены так, что их продольное направление Y будет ориентировано в боковом направлении Х впитывающего элемента 1. Впитывающий элемент 1, проиллюстрированный на фиг.8, включает в себя зоны NT без прорезей на обеих боковых сторонах, проходящих вдоль продольного направления Y. Впитывающий элемент 1, проиллюстрированный на фиг.8, может быть изготовлен посредством использования ротационного резака 111b, в котором режущие ножи 111а, которые проходят параллельно аксиальному направлению рулона исходного материала, расположены с промежутками в направлении вдоль окружности, а также приемного ролика 112 и подачи базового листа 20 между ротационным резаком 111b и приемным роликом 112.
[0071]
Кроме того, во впитывающем элементе 1 впитывающие секции 4 также могут быть расположены так, что продольное направление Y впитывающих секций 4 будет ориентировано в множестве направлений. Пример впитывающего элемента 1, в котором впитывающие секции 4 расположены так, чтобы они были ориентированы в множестве направлений, представляет собой вариант, в котором впитывающий элемент 1 имеет на обеих боковых сторонах, проходящих вдоль продольного направления Y впитывающего элемента 1, зоны, которые сформированы посредством размещения впитывающих секций 4 так, что продольное направление Y каждой впитывающей секции 4 ориентировано в продольном направлении Y впитывающего элемента 1, а также имеет в центральной части между данными двумя боковыми сторонами зону, которая сформирована посредством размещения впитывающих секций 4 так, чтобы продольное направление Y каждой впитывающей секции 4 было ориентировано в боковом направлении Х впитывающего элемента 1. Впитывающий элемент 1, такой как описанный выше, в котором впитывающие секции 4 расположены так, чтобы они были ориентированы в множестве направлений, может быть образован, например, посредством выполнения множества разрезов вдоль направления Y1 транспортирования на обеих боковых сторонах, проходящих вдоль направления Y1 транспортирования транспортируемого базового листа 20, посредством использования ротационного резака 111b и приемного ролика 112, проиллюстрированных на фиг.6, и последующего выполнения множества разрезов вдоль направления Х1, которое ортогонально к направлению транспортирования, в центральной части в направлении Х1, в транспортируемом базовом листе 20 посредством использования ротационного резака 111b, имеющего режущие ножи, которые расположены в нем с промежутками в направлении вдоль окружности, и приемного ролика 112.
[0072]
Кроме того, во впитывающем элементе 1 впитывающего изделия 10 согласно вышеприведенным вариантам осуществления впитывающие секции 4 и длинные базовые части 2 проходят по прямым линиям, по существу параллельным направлению Y, которое является продольным направлением. Вместо данной конфигурации впитывающие секции 4 и длинные базовые части 2 могут также проходить так, чтобы формировать волнистые кривые линии вдоль продольного направления Y, или могут проходить зигзагообразно вдоль продольного направления Y и иметь угловые формы.
[0073]
Кроме того, в вышеописанных способах изготовления впитывающего изделия 10 в случае, когда вместо прикрепления частиц 3 водопоглощающего полимера посредством адгезива выполняют ворсование на одной стороне длинных базовых частей 2 и частицы 3 водопоглощающего полимера фиксируют между ворсованными волокнами, вышеописанный этап нанесения адгезива может быть заменен этапом ворсования. Например, способ, раскрытый в JP 2012-092476 A или JP 2013-028891 A, может быть использован в качестве способа ворсования.
[0074]
Для варианта осуществления, описанного выше, дополнительные впитывающие изделия дополнительно раскрыты ниже посредством настоящего изобретения.
<1> Впитывающее изделие, содержащее
впитывающий элемент, включающий в себя множество впитывающих секций, при этом каждая впитывающая секция включает в себя
- длинную базовую часть, имеющую протяженность в боковом направлении, протяженность в продольном направлении, которая больше протяженности в боковом направлении, и протяженность в направлении толщины; и
- частицы водопоглощающего полимера, которые прикреплены к поверхности длинной базовой части,
при этом впитывающие секции расположены так, что продольное направление впитывающей секции ориентировано по меньшей мере в одном направлении, при этом:
частицы водопоглощающего полимера прикреплены только к не обращенной к коже поверхности каждой длинной базовой части; и
перед впитыванием жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера не выступают в боковом направлении за пределы расположенных с боковых сторон, краевых частей каждой длинной базовой части, которые проходят вдоль продольного направления, и также в состоянии, когда частицы водопоглощающего полимера впитывают жидкость и набухают, частицы водопоглощающего полимера не разбухают за пределы расположенных с боковых сторон, краевых частей каждой длинной базовой части, которые проходят вдоль продольного направления.
[0075]
<2> Впитывающее изделие по пункту <1>, в котором длинные базовые части образованы из гидрофобного листа.
<3> Впитывающее изделие по пункту <1> или <2>, в котором впитывающие секции расположены по меньшей мере в зоне впитывающего элемента, центральной в продольном направлении впитывающего элемента, и в зоне впитывающего элемента, центральной в боковом направлении впитывающего элемента, так, что продольное направление впитывающей секции ориентировано в продольном направлении изделия.
<4> Впитывающее изделие по любому из пунктов <1> - <3>, в котором во впитывающем элементе образован зазор между впитывающими секциями, соседними друг с другом в боковом направлении.
<5> Впитывающее изделие по любому из пунктов <1> - <4>, в котором зазор S образован между впитывающими секциями, соседними друг с другом, и величина зазора S предпочтительно составляет не менее 0,1 мм и более предпочтительно - не менее 0,5 мм и предпочтительно составляет не более 5 мм и более предпочтительно - не более 3 мм.
<6> Впитывающее изделие по любому из пунктов <1> - <5>, в котором длинные базовые части присоединены к элементу, который является соседним с длинными базовыми частями со стороны обращенной к коже поверхности длинных базовых частей, и
длинные базовые части присоединены к данному элементу в месте в зоне впитывающего элемента, центральной в боковом направлении впитывающего элемента, или зоне впитывающего элемента, центральной в продольном направлении впитывающего элемента.
[0076]
<7> Впитывающее изделие по любому из пунктов <1> - <6>, в котором в части впитывающего элемента, в которой образованы впитывающие секции, длинные базовые части находятся в состоянии, в котором они не соединены с другим элементом, соседним со стороной не обращенной к коже поверхности длинных базовых частей.
<8> Впитывающее изделие по любому из пунктов <1> - <7>, в котором длинные базовые части имеют более низкую степень воздухопроницаемости, чем степень воздухопроницаемости листового элемента, который расположен ближе к поверхности, обращенной к коже, чем впитывающий элемент.
<9> Впитывающее изделие по любому из пунктов <1> - <8>, в котором длина Lx впитывающей секции в боковом направлении Х предпочтительно составляет от 0,3 до 10 мм, более предпочтительно от 0,6 до 2,0 мм и еще более предпочтительно от 0,6 до 1,8 мм.
<10> Впитывающее изделие по любому из пунктов <1> - <9>, в котором длина Ly впитывающей секции в продольном направлении Y превышает длину Lx в боковом направлении Х предпочтительно в 2-3500 раз и более предпочтительно в 100-700 раз.
<11> Впитывающее изделие по любому из пунктов <1> - <10>, в котором длина Ly впитывающей секции в продольном направлении Y предпочтительно составляет от 20 до 1000 мм и более предпочтительно от 200 до 400 мм.
[0077]
<12> Впитывающее изделие по любому из пунктов <1> - <11>, в котором на виде в плане впитывающего элемента выраженная в процентах доля площади впитывающей зоны АТ по отношению ко всей площади впитывающего элемента предпочтительно составляет не менее 20% и более предпочтительно - не менее 50% и предпочтительно составляет не более 100% и более предпочтительно - не более 90%.
<13> Впитывающее изделие по любому из пунктов <1> - <12>, в котором число впитывающих секций, которые расположены в одном впитывающем элементе, предпочтительно составляет не менее 3 и более предпочтительно - не менее 50 и предпочтительно не более 1000 и более предпочтительно - не более 500.
<14> Впитывающее изделие по любому из пунктов <1> - <13>, в котором впитывающие секции расположены так, что продольное направление Y впитывающих секций ориентировано в продольном направлении Y впитывающего элемента.
<15> Впитывающее изделие по любому из пунктов <1> - <14>, в котором впитывающий элемент может также включать в себя в обеих частях, концевых в продольном направлении Y, или на обеих боковых сторонах, проходящих вдоль продольного направления Y, зоны NT без прорезей, в которых множество длинных базовых частей соединены в боковом направлении.
<16> Впитывающее изделие по пункту <15>, в котором частица водопоглощающего полимера не размещена в зонах NT без прорезей.
[0078]
<17> Впитывающее изделие по любому из пунктов <1> - <16>, в котором частица водопоглощающего полимера не размещена в обеих зонах, концевых в продольном направлении Y длинных базовых частей.
<18> Впитывающее изделие по любому из пунктов <1> - <17>, в котором частица водопоглощающего полимера не размещена в обеих зонах длинных базовых частей, концевых в продольном направлении Y длинных базовых частей, и в зонах обеих боковых сторон длинных базовых частей в боковом направлении Х длинных базовых частей.
<19> Впитывающее изделие по любому из пунктов <1> - <18>, в котором отношение ширины W2 каждой из длинных базовых частей к ширине W1 впитывающего элемента предпочтительно составляет не менее 0,001 и более предпочтительно - не менее 0,002 и предпочтительно составляет не более 0,200 и более предпочтительно - не более 0,040.
<20> Впитывающее изделие по любому из пунктов <1> - <19>, в котором ширина W2 длинной базовой части предпочтительно составляет не менее 0,3 мм и более предпочтительно - не менее 0,6 мм и предпочтительно составляет не более 10 мм и более предпочтительно - не более 2,0 мм и еще более предпочтительно - не более 1,8 мм.
<21> Впитывающее изделие по любому из пунктов <1> - <20>, в котором средний размер d1 частиц водопоглощающего полимера в состоянии перед впитыванием жидкости предпочтительно составляет не менее 20 мкм и более предпочтительно - не менее 200 мкм и предпочтительно составляет не более 700 мкм и более предпочтительно - не более 500 мкм.
[0079]
<22> Впитывающее изделие по любому из пунктов <1> - <21>, в котором средний размер d2 частиц водопоглощающего полимера в набухшем состоянии после впитывания жидкости предпочтительно составляет не менее 200 мкм и более предпочтительно - не менее 800 мкм и предпочтительно составляет не более 3000 мкм и более предпочтительно - не более 2000 мкм.
<23> Впитывающее изделие по любому из пунктов <1> - <22>, в котором соотношение d1/W2 между шириной W2 длинной базовой части и средним размером d1 частиц водопоглощающего полимера в состоянии перед впитыванием жидкости предпочтительно составляет не менее 0,002 и более предпочтительно - не менее 0,100 и предпочтительно составляет не более 0,900 и более предпочтительно - не более 0,800.
<24> Впитывающее изделие по любому из пунктов <1> - <23>, в котором соотношение d2/W2 между шириной W2 длинной базовой части и средним размером d2 частиц водопоглощающего полимера в состоянии после впитывания жидкости предпочтительно составляет не менее 0,02 и более предпочтительно - не менее 0,45 и предпочтительно составляет не более 0,90 и более предпочтительно - не более 0,80.
<25> Впитывающее изделие по любому из пунктов <1> - <24>, в котором впитывающие секции расположены во всей зоне в продольном направлении впитывающей зоны так, что продольное направление впитывающих секций ориентировано в продольном направлении изделия.
<26> Способ изготовления впитывающего изделия, включающий:
нанесение - на поверхность одной стороны гидрофильного базового листа, предназначенного для образования длинных базовых частей, который транспортируют в одном направлении, - адгезива в множестве частей, находящихся на расстоянии друг от друга в боковом направлении базового листа;
диспергирование - на поверхности данной одной стороны базового листа, предназначенного для образования длинных базовых частей, на которую был нанесен адгезив, - частиц водопоглощающего полимера по всей зоне в боковом направлении при транспортировании базового листа, предназначенного для образования длинных базовых частей, на который был нанесен адгезив, вдоль направления транспортирования;
получение множества длинных базовых частей малой ширины посредством выполнения разрезов вдоль направления транспортирования в частях без нанесения, находящихся между частями, в которых был нанесен адгезив, при транспортировании базового листа, предназначенного для образования длинных базовых частей, на котором были диспергированы частицы водопоглощающего полимера, вдоль направления транспортирования, чтобы тем самым изготовить впитывающий элемент; и
размещение заднего листа с одной стороны изготовленного впитывающего элемента, к которой прикреплены частицы впитывающего полимера, и размещение верхнего листа с другой стороны впитывающего элемента, к которой не прикреплены никакие частицы впитывающего полимера.
[0080]
<27> Способ изготовления впитывающего изделия, включающий:
нанесение - на поверхность одной стороны гидрофильного базового листа, предназначенного для образования длинных базовых частей, который транспортируют в одном направлении, - адгезива во всей зоне в боковом направлении базового листа;
диспергирование частиц водопоглощающего полимера в множестве частей, находящихся на расстоянии друг от друга в боковом направлении, на поверхности данной одной стороны базового листа, предназначенного для образования длинных базовых частей, на который был нанесен адгезив, при транспортировании базового листа, предназначенного для образования длинных базовых частей, на который был нанесен адгезив, вдоль направления транспортирования;
получение множества длинных базовых частей малой ширины посредством выполнения разрезов вдоль направления транспортирования в частях без диспергирования, находящихся между частями, в которых были диспергированы частицы водопоглощающего полимера, при транспортировании базового листа, предназначенного для образования длинных базовых частей, на котором были диспергированы частицы водопоглощающего полимера, вдоль направления транспортирования, чтобы тем самым изготовить впитывающий элемент; и
размещение заднего листа с одной стороны изготовленного впитывающего элемента, к которой прикреплены частицы впитывающего полимера, и размещение верхнего листа с другой стороны впитывающего элемента, к которой не прикреплены никакие частицы впитывающего полимера.
<28> Способ изготовления впитывающего изделия, включающий:
получение множества длинных базовых частей малой ширины посредством выполнения разрезов в гидрофильном базовом листе, предназначенном для образования длинных базовых частей и транспортируемом в одном направлении, вдоль направления транспортирования;
нанесение адгезива только на центральную зону, в боковом направлении, поверхности одной стороны каждой длинной базовой части при транспортировании длинных базовых частей вдоль направления транспортирования;
диспергирование частиц водопоглощающего полимера по всей зоне, в боковом направлении, поверхности данной одной стороны каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых был нанесен адгезив, вдоль направления транспортирования, чтобы тем самым изготовить впитывающий элемент; и
размещение заднего листа с одной стороны изготовленного впитывающего элемента, к которой прикреплены частицы впитывающего полимера, и размещение верхнего листа с другой стороны впитывающего элемента, к которой не прикреплены никакие частицы впитывающего полимера.
<29> Способ изготовления впитывающего изделия, включающий:
получение множества длинных базовых частей малой ширины посредством выполнения разрезов в гидрофильном базовом листе, предназначенном для образования длинных базовых частей и транспортируемом в одном направлении, вдоль направления транспортирования;
нанесение адгезива во всей зоне, в боковом направлении, поверхности одной стороны каждой длинной базовой части при транспортировании длинных базовых частей вдоль направления транспортирования;
диспергирование частиц водопоглощающего полимера только в центральной зоне, в боковом направлении, поверхности данной одной стороны каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых был нанесен адгезив, вдоль направления транспортирования, чтобы тем самым изготовить впитывающий элемент; и
размещение заднего листа с одной стороны изготовленного впитывающего элемента, к которой прикреплены частицы впитывающего полимера, и размещение верхнего листа с другой стороны впитывающего элемента, к которой не прикреплены никакие частицы впитывающего полимера.
Промышленная применимость
[0081]
Согласно настоящему изобретению выделенная текучая среда может проходить через зазор между впитывающими секциями, и, следовательно, даже когда выделенная текучая среда имеет высокую вязкость, выделенная текучая среда легко проникает во впитывающий элемент. Выделенная текучая среда, которая прошла во впитывающий элемент, впитывается и удерживается частицами водопоглощающего полимера, которые расположены на стороне не обращенной к коже поверхности длинных базовых частей. Длинные базовые части блокируют выделенную текучую среду, которая впитана и удерживается частицами водопоглощающего полимера, и, следовательно, мала вероятность ее возврата назад к поверхности, обращенной к коже. Таким образом, в случае впитывающего изделия по настоящему изобретению даже тогда, когда выделенная текучая среда имеет высокую вязкость, скорость впитывания повышается и мала вероятность возникновения повторного смачивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2670015C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2702241C1 |
| ЛИСТ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА | 2016 |
|
RU2676785C1 |
| ЛИСТООБРАЗНОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТООБРАЗНОГО ИЗДЕЛИЯ | 2016 |
|
RU2675444C1 |
| ЛИСТООБРАЗНОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТООБРАЗНОГО ИЗДЕЛИЯ | 2016 |
|
RU2670053C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2737448C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ЭЛЕМЕНТА, И ВПИТЫВАЮЩИЙ ЭЛЕМЕНТ | 2021 |
|
RU2788061C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2789052C1 |
| ВПИТЫВАЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2782001C1 |
| ВПИТЫВАЮЩИЙ ЛИСТ, ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ЛИСТА | 2020 |
|
RU2783195C1 |
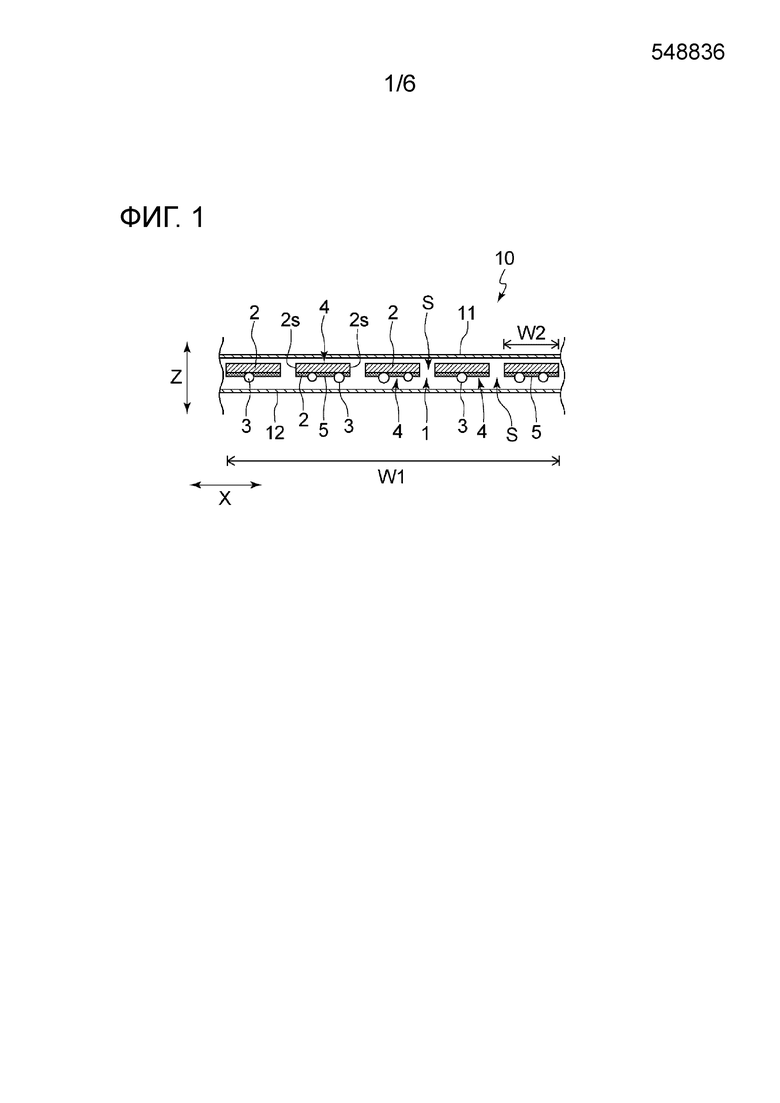
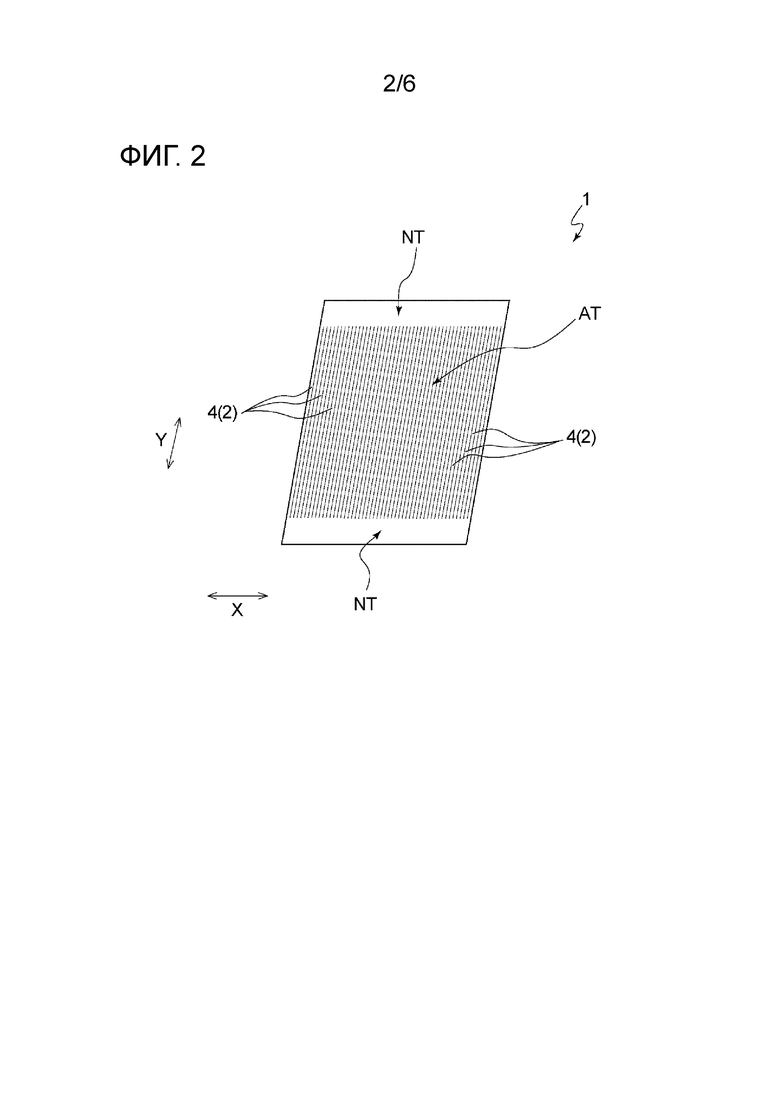
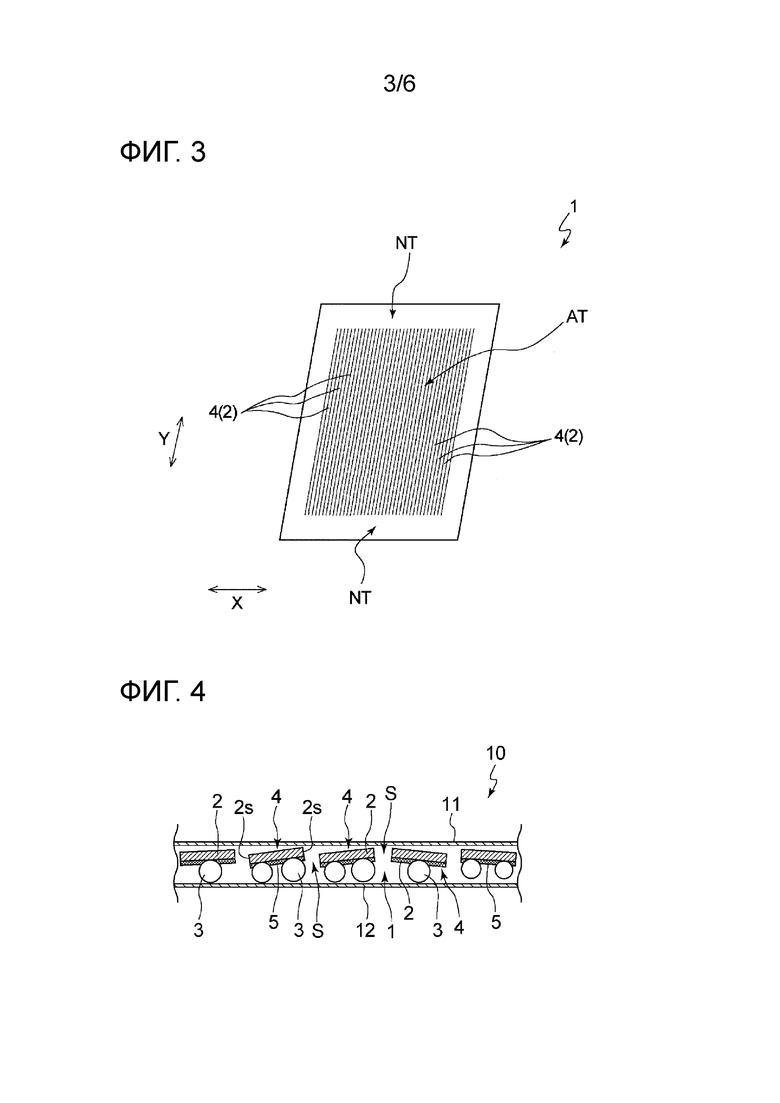
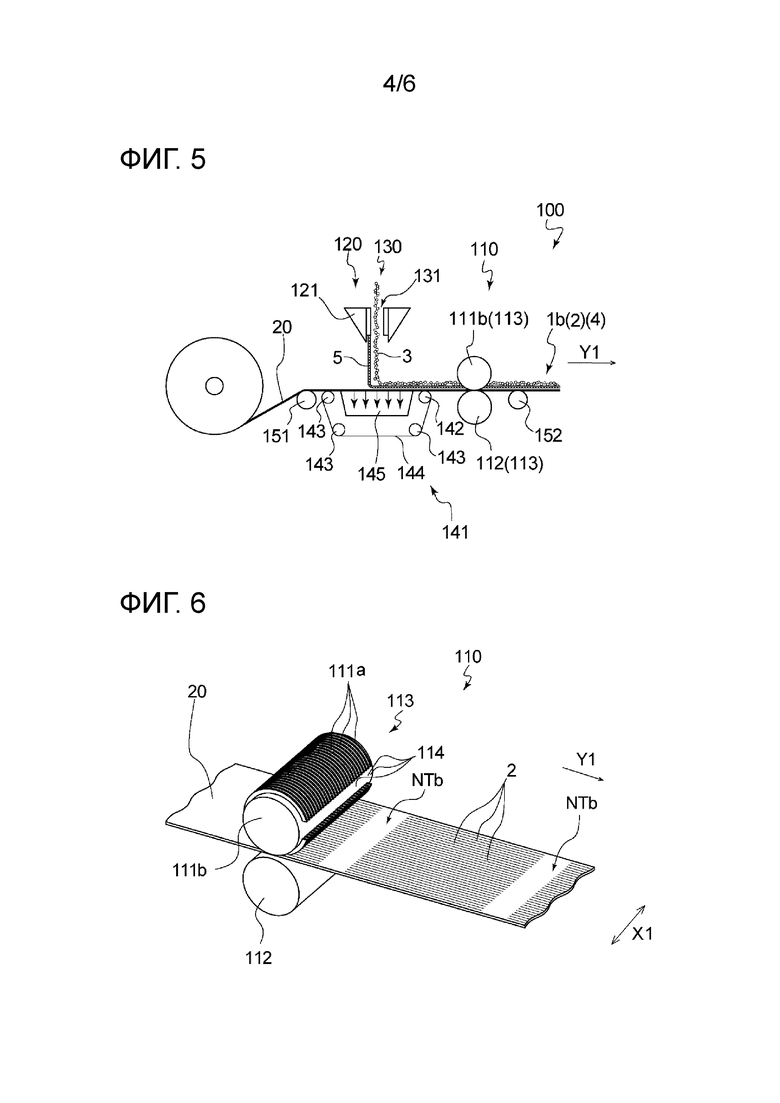
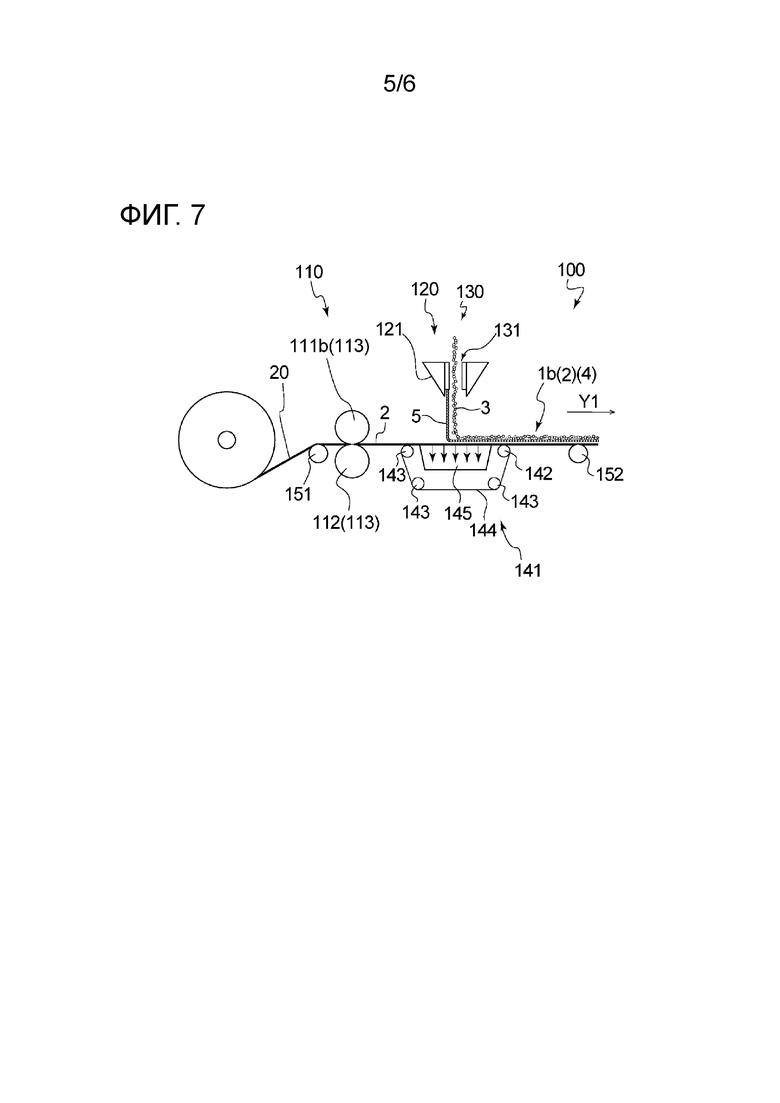

Впитывающее изделие (10) включает в себя впитывающий элемент (1), включающий в себя множество впитывающих секций (4), каждая из которых включает в себя длинную базовую часть (2) и частицы (3) водопоглощающего полимера, при этом впитывающие секции (4) расположены так, что их продольное направление (Y) ориентировано по меньшей мере в одном направлении. Частицы (3) водопоглощающего полимера прикреплены только к не обращенной к коже поверхности каждой длинной базовой части (2). Перед впитыванием жидкости частицами (3) водопоглощающего полимера частицы (3) не выступают в боковом направлении (Х) за пределы расположенных с боковых сторон краевых частей (2s) каждой длинной базовой части (2), а также после впитывания жидкости частицами (3) частицы (3) не разбухают за пределы расположенных с боковых сторон краевых частей (2s). Настоящее изобретение относится к усовершенствованию впитывающего элемента впитывающего изделия и, более конкретно, относится к впитывающему изделию, которое имеет отличные характеристики впитывания и удерживания выделенной текучей среды, имеющей высокую вязкость. 5 н. и 24 з.п. ф-лы, 8 ил.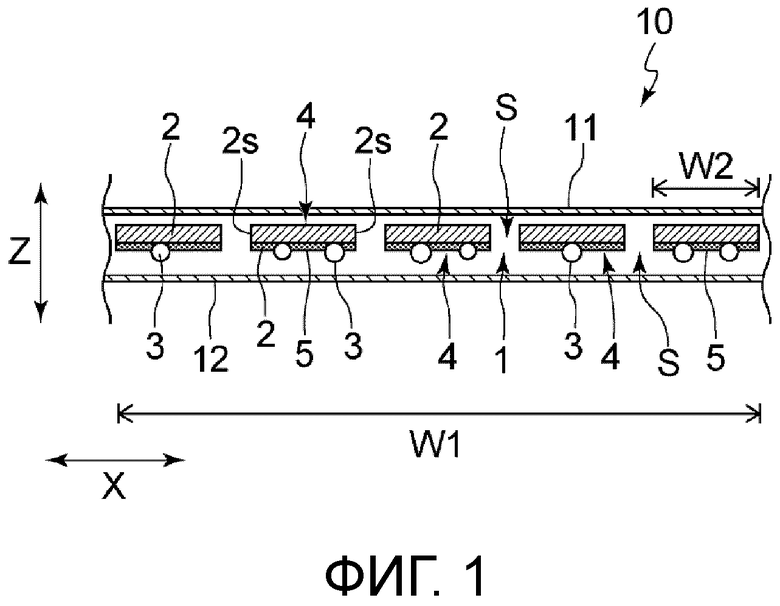
1. Впитывающее изделие, содержащее
впитывающий элемент, включающий в себя множество впитывающих секций, при этом каждая впитывающая секция включает в себя
- длинную базовую часть, имеющую протяженность в боковом направлении, протяженность в продольном направлении, которая больше протяженности в боковом направлении, и протяженность в направлении толщины; и
- частицы водопоглощающего полимера, которые прикреплены к поверхности длинной базовой части,
при этом впитывающие секции расположены так, что продольное направление впитывающей секции ориентировано по меньшей мере в одном направлении, при этом:
частицы водопоглощающего полимера прикреплены только к не обращенной к коже поверхности каждой длинной базовой части; и
перед впитыванием жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера не выступают в боковом направлении за пределы расположенных с боковых сторон краевых частей каждой длинной базовой части, которые проходят вдоль продольного направления, а также в состоянии, когда частицы водопоглощающего полимера впитывают жидкость и набухают, частицы водопоглощающего полимера не разбухают за пределы расположенных с боковых сторон краевых частей каждой длинной базовой части, которые проходят вдоль продольного направления.
2. Впитывающее изделие по п.1, в котором длинные базовые части образованы из гидрофобного листа.
3. Впитывающее изделие по п.1, в котором впитывающие секции расположены по меньшей мере в зоне впитывающего элемента, центральной в продольном направлении впитывающего элемента, и в зоне впитывающего элемента, центральной в боковом направлении впитывающего элемента, так, что продольное направление впитывающей секции ориентировано в продольном направлении изделия.
4. Впитывающее изделие по п.1, в котором во впитывающем элементе образован зазор между впитывающими секциями, соседними друг с другом в боковом направлении.
5. Впитывающее изделие по п.1, в котором зазор S образован между впитывающими секциями, соседними друг с другом, и величина зазора S составляет от 0,1 до 5 мм.
6. Впитывающее изделие по п.1, в котором длинные базовые части присоединены к элементу, который является соседним с длинными базовыми частями со стороны обращенной к коже поверхности длинных базовых частей, и
длинные базовые части присоединены к данному элементу в месте, находящемся в зоне впитывающего элемента, центральной в боковом направлении впитывающего элемента, или зоне впитывающего элемента, центральной в продольном направлении впитывающего элемента.
7. Впитывающее изделие по п.1, в котором в части впитывающего элемента, в которой образованы впитывающие секции, длинные базовые части находятся в состоянии, в котором они не соединены с другим элементом, соседним со стороной не обращенной к коже поверхности длинных базовых частей.
8. Впитывающее изделие по п.1, в котором длинные базовые части имеют более низкую степень воздухопроницаемости, чем степень воздухопроницаемости листового элемента, который расположен ближе к поверхности, обращенной к коже, чем впитывающий элемент.
9. Впитывающее изделие по п.1, в котором длина Lx впитывающей секции в боковом направлении Х составляет от 0,3 до 10 мм.
10. Впитывающее изделие по п.1, в котором длина Ly впитывающей секции в продольном направлении Y превышает длину Lx в боковом направлении Х в 2-3500 раз.
11. Впитывающее изделие по п.1, в котором длина Ly впитывающей секции в продольном направлении Y составляет от 20 до 1000 мм.
12. Впитывающее изделие по п.1, в котором, на виде в плане впитывающего элемента, выраженная в процентах доля площади впитывающей зоны АТ по отношению ко всей площади впитывающего элемента составляет от 20 до 100%.
13. Впитывающее изделие по п.1, в котором число впитывающих секций, которые расположены в одном впитывающем элементе, составляет от 3 до 1000.
14. Впитывающее изделие по п.1, в котором впитывающие секции расположены так, что продольное направление Y впитывающих секций ориентировано в продольном направлении Y впитывающего элемента.
15. Впитывающее изделие по п.1, в котором впитывающий элемент включает в себя, в обеих концевых частях в продольном направлении Y, или на обеих боковых сторонах, проходящих вдоль продольного направления Y, зоны NT без прорезей, в которых множество длинных базовых частей соединены в боковом направлении.
16. Впитывающее изделие по п.15, в котором частица водопоглощающего полимера не размещена в зонах NT без прорезей.
17. Впитывающее изделие по п.1, в котором частица водопоглощающего полимера не размещена в обеих концевых зонах в продольном направлении Y длинных базовых частей.
18. Впитывающее изделие по п.1, в котором частица водопоглощающего полимера не размещена в обеих концевых зонах длинных базовых частей в продольном направлении Y длинных базовых частей, и в зонах обеих боковых сторон длинных базовых частей в боковом направлении Х длинных базовых частей.
19. Впитывающее изделие по п.1, в котором отношение ширины W2 каждой из длинных базовых частей к ширине W1 впитывающего элемента составляет от 0,001 до 0,200.
20. Впитывающее изделие по п.1, в котором ширина W2 длинной базовой части составляет от 0,3 до 10 мм.
21. Впитывающее изделие по п.1, в котором средний размер d1 частиц водопоглощающего полимера в состоянии перед впитыванием жидкости составляет от 20 до 700 мкм.
22. Впитывающее изделие по п.1, в котором средний размер d2 частиц водопоглощающего полимера в набухшем состоянии после впитывания жидкости составляет от 200 до 3000 мкм.
23. Впитывающее изделие по п.1, в котором соотношение d1/W2 между шириной W2 длинной базовой части и средним размером d1 частиц водопоглощающего полимера в состоянии перед впитыванием жидкости составляет от 0,002 до 0,900.
24. Впитывающее изделие по п.1, в котором соотношение d2/W2 между шириной W2 длинной базовой части и средним размером d2 частиц водопоглощающего полимера в состоянии после впитывания жидкости составляет от 0,02 до 0,90.
25. Впитывающее изделие по п.1, в котором впитывающие секции расположены во всей зоне в продольном направлении впитывающей зоны так, что продольное направление впитывающих секций ориентировано в продольном направлении изделия.
26. Способ изготовления впитывающего изделия, включающий:
нанесение - на поверхность одной стороны гидрофильного базового листа, предназначенного для образования длинных базовых частей, который транспортируют в одном направлении, - адгезива в множестве частей, находящихся на расстоянии друг от друга в боковом направлении базового листа;
диспергирование - на поверхности данной одной стороны базового листа, предназначенного для образования длинных базовых частей, на которую был нанесен адгезив, - частиц водопоглощающего полимера по всей зоне в боковом направлении при транспортировании базового листа, предназначенного для образования длинных базовых частей, на который был нанесен адгезив, вдоль направления транспортирования;
получение множества длинных базовых частей малой ширины посредством выполнения разрезов вдоль направления транспортирования в частях без нанесения, находящихся между частями, в которых был нанесен адгезив, при транспортировании базового листа, предназначенного для образования длинных базовых частей, на котором были диспергированы частицы водопоглощающего полимера, вдоль направления транспортирования, чтобы тем самым изготовить впитывающий элемент; и
размещение заднего листа с одной стороны изготовленного впитывающего элемента, к которой прикреплены частицы впитывающего полимера, и размещение верхнего листа с другой стороны впитывающего элемента, к которой не прикреплены никакие частицы впитывающего полимера.
27. Способ изготовления впитывающего изделия, включающий:
нанесение - на поверхность одной стороны гидрофильного базового листа, предназначенного для образования длинных базовых частей, который транспортируют в одном направлении, - адгезива во всей зоне в боковом направлении базового листа;
диспергирование частиц водопоглощающего полимера в множестве частей, находящихся на расстоянии друг от друга в боковом направлении, на поверхности данной одной стороны базового листа, предназначенного для образования длинных базовых частей, на который был нанесен адгезив, при транспортировании базового листа, предназначенного для образования длинных базовых частей, на который был нанесен адгезив, вдоль направления транспортирования;
получение множества длинных базовых частей малой ширины посредством выполнения разрезов вдоль направления транспортирования в частях без диспергирования, находящихся между частями, в которых были диспергированы частицы водопоглощающего полимера, при транспортировании базового листа, предназначенного для образования длинных базовых частей, на котором были диспергированы частицы водопоглощающего полимера, вдоль направления транспортирования, чтобы тем самым изготовить впитывающий элемент; и
размещение заднего листа с одной стороны изготовленного впитывающего элемента, к которой прикреплены частицы впитывающего полимера, и размещение верхнего листа с другой стороны впитывающего элемента, к которой не прикреплены никакие частицы впитывающего полимера.
28. Способ изготовления впитывающего изделия, включающий:
получение множества длинных базовых частей малой ширины посредством выполнения разрезов в гидрофильном базовом листе, предназначенном для образования длинных базовых частей и транспортируемом в одном направлении, вдоль направления транспортирования;
нанесение адгезива только на центральную зону, в боковом направлении, поверхности одной стороны каждой длинной базовой части при транспортировании длинных базовых частей вдоль направления транспортирования;
диспергирование частиц водопоглощающего полимера по всей зоне, в боковом направлении, поверхности данной одной стороны каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых был нанесен адгезив, вдоль направления транспортирования, чтобы тем самым изготовить впитывающий элемент; и
размещение заднего листа с одной стороны изготовленного впитывающего элемента, к которой прикреплены частицы впитывающего полимера, и размещение верхнего листа с другой стороны впитывающего элемента, к которой не прикреплены никакие частицы впитывающего полимера.
29. Способ изготовления впитывающего изделия, включающий:
получение множества длинных базовых частей малой ширины посредством выполнения разрезов в гидрофильном базовом листе, предназначенном для образования длинных базовых частей и транспортируемом в одном направлении, вдоль направления транспортирования;
нанесение адгезива во всей зоне, в боковом направлении, поверхности одной стороны каждой длинной базовой части при транспортировании длинных базовых частей вдоль направления транспортирования;
диспергирование частиц водопоглощающего полимера только в центральной зоне, в боковом направлении, поверхности данной одной стороны каждой длинной базовой части, на которую был нанесен адгезив, при транспортировании длинных базовых частей, на каждую из которых был нанесен адгезив, вдоль направления транспортирования, чтобы тем самым изготовить впитывающий элемент; и
размещение заднего листа с одной стороны изготовленного впитывающего элемента, к которой прикреплены частицы впитывающего полимера, и размещение верхнего листа с другой стороны впитывающего элемента, к которой не прикреплены никакие частицы впитывающего полимера.
| JP 2010104523 A, 13.05.2010 | |||
| ВПИТЫВАЮЩИЙ ЭЛЕМЕНТ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2011 |
|
RU2560916C2 |
| WO 9301782 A1, 04.02.1993 | |||
| JP 2002315777 A, 29.10.2002. | |||

