Изобретение относится к области ремонта резьбовых соединений, а именно к восстановлению резьбовых отверстий без изменения первоначальных размеров деталей, с наружной резьбой.
Известен способ восстановления наружной резьбы на валах, при котором сорванную резьбу (менее 3-х ниток) и забоины устраняют прогонкой с помощью резьбонарезного инструмента [1, с. 141]. рассмотренный способ применяют для восстановления наружной резьбы.
Кроме того известен способ восстановления резьбы без изменения первоначального размера, при котором изношенную резьбу удаляют обтачиванием на 1 мм, наплавляют слой металла с припуском 1,5…2 мм на сторону, обтачивают наплавленный участок вала и нарезают резьбу номинального размера [1, с. 141]. Способ имеет высокую трудоемкость. Кроме того, способ приводит к появлению обширной зоны термического поражения основного материала вала, что во многих случаях недопустимо.
Рассмотренные способы применимы только для восстановления наружной резьбы.
Известен способ ремонта резьбовых отверстий установкой резьбовых спиральных вставок, которые изготавливают из проволоки ромбического сечения при этом специальную вставку устанавливают в отверстие специальным монтажным инструментом, изготовленным для каждого размера резьбы [1, с. 142-143, рис. 5.1]. Использование данного способа для ремонта резьбовых отверстий приводит к усложнению способа в связи с необходимостью изготовления и установки дополнительной детали.
Известно изобретение которое позволяет заменить поврежденную резьбу в объекте резьбой, идентичной поврежденной резьбе, путем увеличения исходного резьбового отверстия и установки резьбовой вставки в новое резьбовое отверстие в объекте, которое имеет внутреннее резьбовое отверстие, идентичное исходному резьбовому отверстию. Когда резьбовая вставка вставляется в увеличенное резьбовое отверстие, создается уплотнение между резьбовой вставкой и объектом. [2]. Для реализации рассмотренного способа необходимо сложное дорогостоящее оборудование.
В машиностроении встречаются резьбовые сопряжения, в которых изнашивается внутренняя резьба (например, гайки), в то время как наружная резьба винта (болта, стержня) практически не изнашивается.
Задачей изобретения является восстановление сопряжения в резьбовом соединении за счет удаления части материала гайки.
Технический результат достигается удалением части материала детали с внутренней резьбой (гайки) с последующим соединением частей детали с внутренней резьбой (гайки) на болте, винте или шпильке.
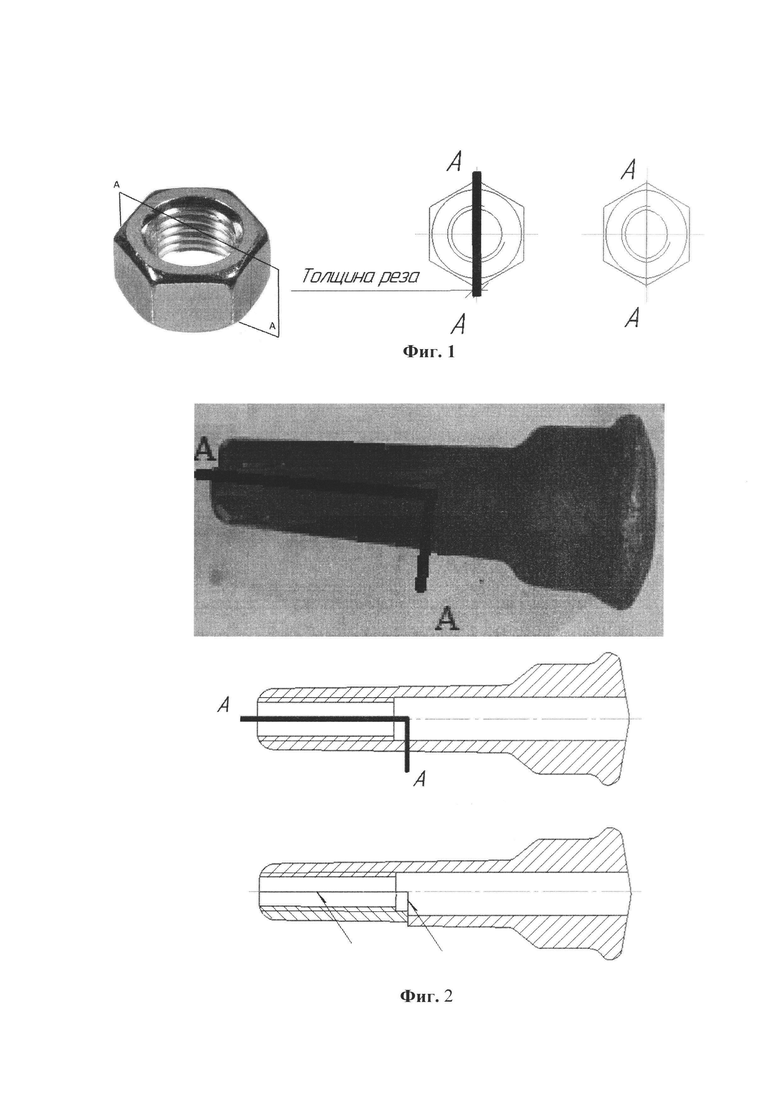
Восстановление сопряжения в резьбовом соединении обеспечивают разрезанием, например с помощью угловой шлифовальной машинки детали с внутренней резьбой (гайки), при этом из гайки вырезают ее резьбовую часть, по направлению А-А (фиг. 1). Толщина реза угловой шлифовальной машинки (толщина шлифовального круга) должна быть не меньше шага резьбы. При этом толщина реза угловой шлифовальной машинки равна толщине удаления части материала гайки.
На Фиг. 1 представлена гайка с указанием одной плоскости реза А-А на всю длину гайки.
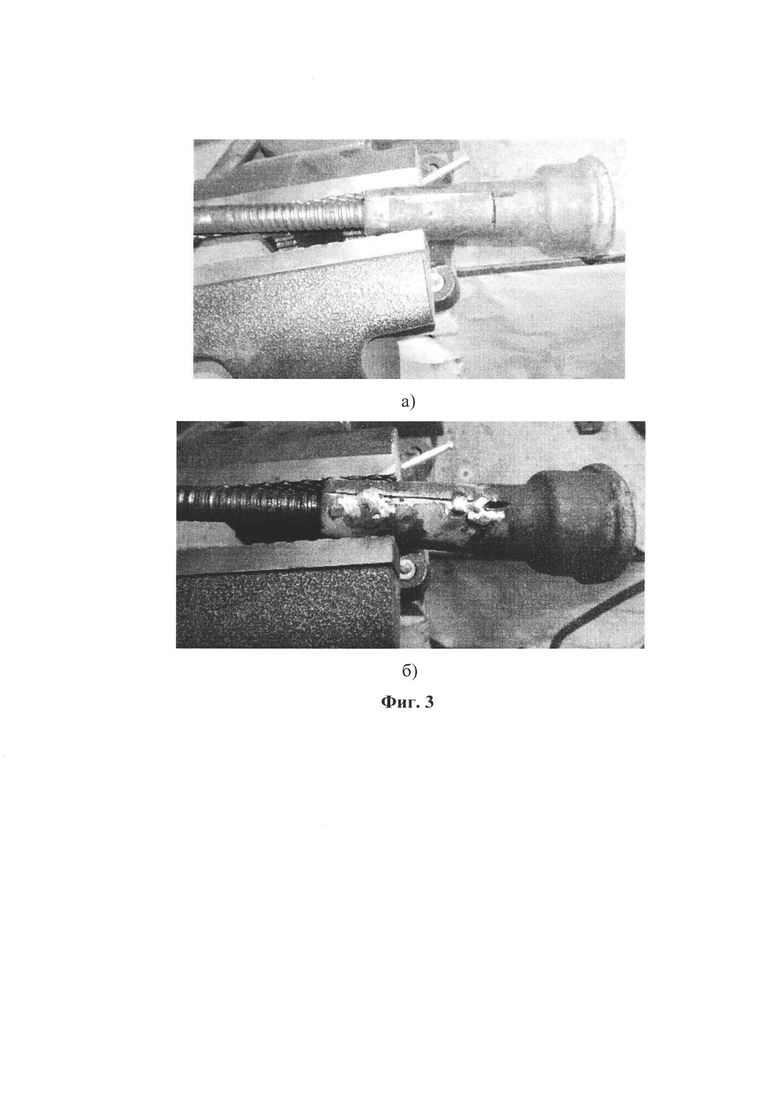
На Фиг. 2 представлена гайка ходового винта тисков с указанием двух плоскостей реза А-А.
На фиг. 3а представлена фиксация разрезанных частей гайки с удаленной частью металла гайки на винте в тисках перед сваркой. При этом винт является направляющим элементом для двух частей гайки.
В случае, если резьба нарезана не на всей длине гайки (фиг. 2), то для сохранения прочности гайки вырез делают только ее части.
Разрезанные части гайки соединяют и закрепляют, например, в тисках, как показано фиг. 3. Разрезанные части гайки жестко соединяют друг с другом, при этом сохраняют подвижность винта. При этом винт является направляющим элементом для соединяемых частей гаек.
При ремонте стального или чугунного резьбового сопряжения необходимо прихватить части гайки при помощи сварки (фиг. 3б), не повредив винт, при этом не допускают приваривания частей гайки к винту. Восстановление резьбового соединения обеспечивают за счет сокращения расстояния между частями гаек на толщину реза.
После прихватывания разрезанных частей гайки посредством сварки выворачивают винт, и проваривают сопряженные части гайки. При сварке частей гайки предотвращают повреждение резьбы. По завершении сварки гайку охлаждают и проверяют качество сварки. При необходимости обрабатывают резьбу в отверстии режущим инструментом, например метчиком.
Предложенный способ ремонта резьбовых соединений позволит восстановить работоспособное состояние резьбового соединения за счет ремонта гайки.
Источники информации
1. Баранов Л.Ф. Техническое обслуживание и ремонт машин: Учеб. пособие. (сер. «Учебники XXI века»). - Ростов н/Д: Феникс, 2001. - 416 с.: ил.
2. US 6382893 В1, 07.05.2002.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления резьбового соединения | 2022 |
|
RU2782369C1 |
| УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ТЕЧИ В УЗЛАХ ВОДОРАЗБОРНЫХ КРАНОВ И ВЕНТИЛЕЙ ВОДОПРОВОДОВ | 2004 |
|
RU2281427C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАП КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2006 |
|
RU2325256C2 |
| Ручной абразивный инструмент для заточки режущих кромок | 2015 |
|
RU2607392C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАП КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2014 |
|
RU2566456C1 |
| Соединение быстроразъёмное шлицевое универсальное | 2017 |
|
RU2682800C2 |
| СПОСОБ УСТРАНЕНИЯ ТЕЧИ В ПУСКОЗАПОРНОМ УЗЛЕ ВОДОРАЗБОРНОГО КРАНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2293820C2 |
| СПОСОБ УСТРАНЕНИЯ ТЕЧИ ВОДОРАЗБОРНОГО КРАНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2265108C2 |
| ИНСТРУМЕНТЫ ДЛЯ РЕМОНТА РЕЗЬБЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2016 |
|
RU2709311C2 |
| СПОСОБ УСТРАНЕНИЯ ТЕЧИ ВОДЫ ВОДОРАЗБОРНОГО КРАНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2282765C2 |
Изобретение относится к области ремонта резьбовых соединений, а именно к восстановлению резьбовых отверстий без изменения первоначальных размеров деталей с наружной резьбой. Способ восстановления резьбовых соединений обеспечивают разрезанием гайки, при этом толщина реза равна толщине удаления части материала гайки. Разрезанные части гайки соединяют и закрепляют на винте и соединяют с помощью сварки, при этом винт является направляющим элементом для соединяемых частей гаек. При ремонте резьбового сопряжения прихватывают при помощи сварки части гайки на винте, при этом, не повредив винт. После прихватывания разрезанных частей гайки посредством сварки, выворачивают винт и проваривают сопряженные части гайки. Технический результат заключается в восстановлении сопряжения в резьбовом соединении за счет удаления части материала гайки, то есть за счет ремонта гайки. 1 з.п. ф-лы, 4 ил.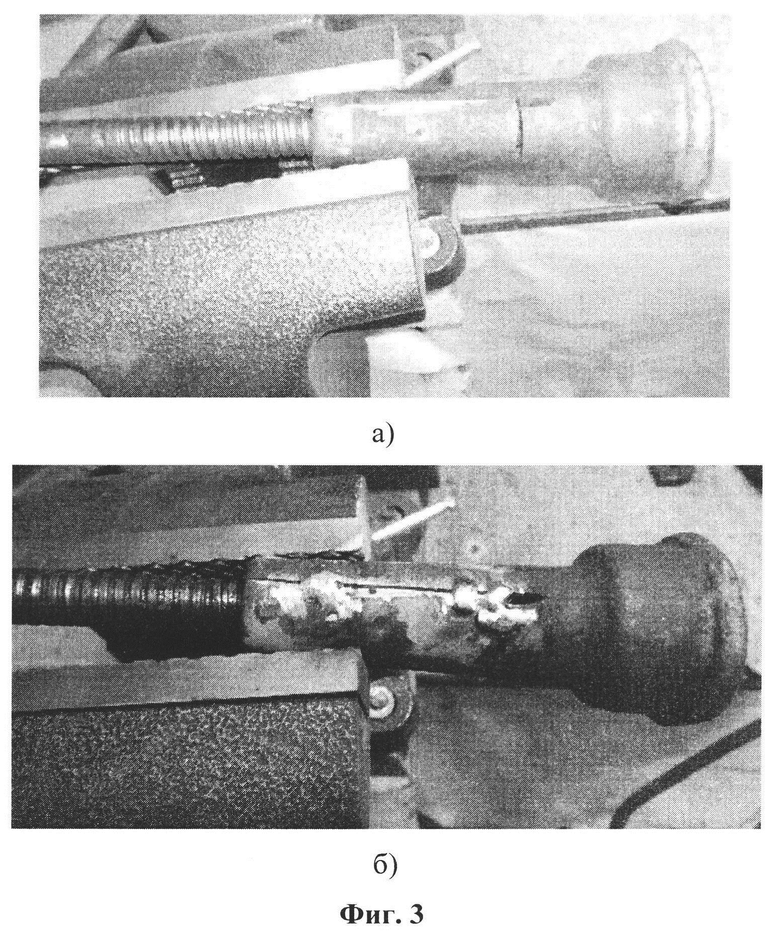
1. Способ восстановления резьбовых соединений, заключающийся в ремонте стального или чугунного резьбового сопряжения, при котором разрезают гайку на толщину реза, равную толщине удаления части материала гайки, после чего разрезанные части гайки закрепляют на винте, который является направляющим элементом для соединяемых частей гайки, и соединяют с помощью сварки, при этом сначала прихватывают при помощи сварки части гайки на винте, не повредив винт, а после прихватывания разрезанных частей гайки посредством сварки выворачивают винт и проваривают сопряженные части гайки.
2. Способ восстановления резьбовых соединений по п. 1, характеризующийся тем, что при разрезании гайки из гайки вырезают ее часть.
| US 6382893 B1, 07.05.2002 | |||
| ИНСТРУМЕНТЫ ДЛЯ РЕМОНТА РЕЗЬБЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2016 |
|
RU2709311C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБЫ НА ДЕТАЛИ | 2002 |
|
RU2240908C2 |
| Способ восстановления внутренней поверхности гильз цилиндров двигателей внутреннего сгорания | 2016 |
|
RU2633864C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННЕЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2272702C2 |
| US 9657765 B2, 23.05.2017 | |||
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2047457C1 |

