Настоящее изобретение относится к ремонтно-восстановительному производству машиностроительных и ремонтно-эксплуатационных предприятий, в частности для восстановления изношенной внутренней поверхности гильз цилиндров двигателей внутреннего сгорания.
Известен способ восстановления гильз цилиндров [АС SU 863292, В23Р 6/02, 15.09.1981], включающий обжатие гильзы по введенной в нее оправке радиальными по отношению к гильзе усилиями до упора обжимаемой гильзы в поверхность оправки в несколько этапов с поворотом гильзы вокруг своей оси на каждом этапе, последующий отпуск и механическую обработку.
Однако этот способ требует сложного и мощного прессового оборудования для создания необходимого усилия обжатия, а за счет трения при прохождении через конусную часть устройства быстро изнашиваются упругие элементы.
Известен способ уменьшения внутренних размеров деталей типа втулок, изготовленных из цветных металлов, заключающийся в холодном обжатии втулки в матрице, нанесении компенсирующего износ материала на ее наружную поверхность и последующей механической обработке [Молодык Н.В., Зенкин А.С. Восстановление деталей машин. М.: Машиностроение, 1989, с. 235]. Обжатие втулок производят проталкиванием их пуансоном через установленную в подставке матрицу. Входное отверстие матрицы сужается под углом 7-8°, калибрующая часть ее заканчивается выходным отверстием, расширяющимся под углом 18-20°. После обжатия наружную поверхность втулок омедняют и протачивают, а внутреннюю развертывают. Этот способ холодного обжатия втулок по своей физико-механической сущности аналогичен процессу холодного волочения, заключающегося в протягивании заготовки через постепенно сужающееся отверстие в волоке.
Однако ступенчатая геометрическая форма наружной поверхности гильз, обусловленная наличием посадочных и уплотнительных поясков и буртиков, полностью исключает способ их обжатия проталкиванием через сужающееся отверстие матрицы.
Известен способ восстановления гильз цилиндров (патент РФ №2176182, В23Р 6/02, 1999), включающий обжатие гильзы по введенной в нее оправке радиальными по отношению к гильзе усилиями до упора обжимаемой гильзы в поверхность оправки в несколько этапов с поворотом гильзы вокруг своей оси на каждом этапе, последующий отпуск и механическую обработку, отличающийся тем, что обжатие гильзы осуществляют через упругие элементы радиальными усилиями, превышающими предел текучести материала обжимаемой гильзы.
Однако этот способ требует сложного и мощного прессового оборудования для создания необходимого усилия обжатия.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ поперечной прокатки полых изделий на сплошной оправке в валково-сегментных станах [Ковка и штамповка: Справочник. В 4-х т. / Ред. совет: Е.И. Семенов (пред.) и др. - М.: Машиностроение, 1986. - Т. 2. Горячая штамповка; Под ред. Е.И. Семенова, 1986. 592 с., ил., стр. 387, рис. 45, в, з], включающий обжатие изделия между подвижным валком и неподвижным сегментом по введенной в изделие оправке с ограничителями по длине радиальными по отношению к гильзе усилиями.
Техническим результатом является упрощение способа восстановления внутренней поверхности гильз цилиндров и повышение качества восстановленных гильз за счет уменьшения контактных напряжений, снижение энергоемкости процесса восстановления.
Технический результат достигается тем, что в способе восстановления внутренней поверхности гильз цилиндров двигателей внутреннего сгорания, включающем обжатие гильзы по введенной в нее оправке с ограничителями по длине радиальными по отношению к гильзе усилиями, последующий отпуск и механическую обработку, согласно изобретнию обжатие гильзы осуществляют прокаткой гильзы между фасонными поверхностями, расстояние между которыми постепенно уменьшают, при этом усилия обжатия превышают предел текучести материала обжимаемой гильзы. Гильзу перед обкаткой предварительно нагревают в зависимости от марки материала до температуры (0,3…0,5)Тпл, где Тпл - температура плавления материала.
Сущность изобретения поясняется чертежами, на которых изображено:
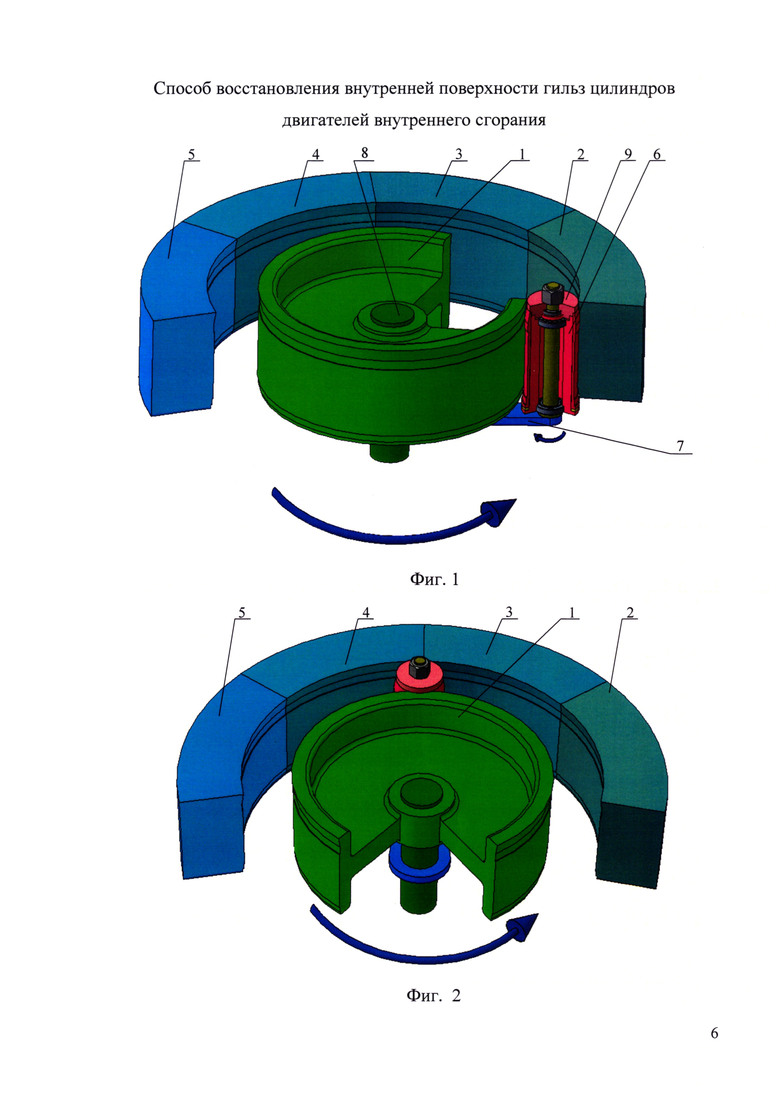
на фиг. 1 - устройство для осуществления способа восстановления внутренней поверхности гильз цилиндров: начало процесса обкатки гильзы;
на фиг. 2 - то же: процесс обкатки гильзы;
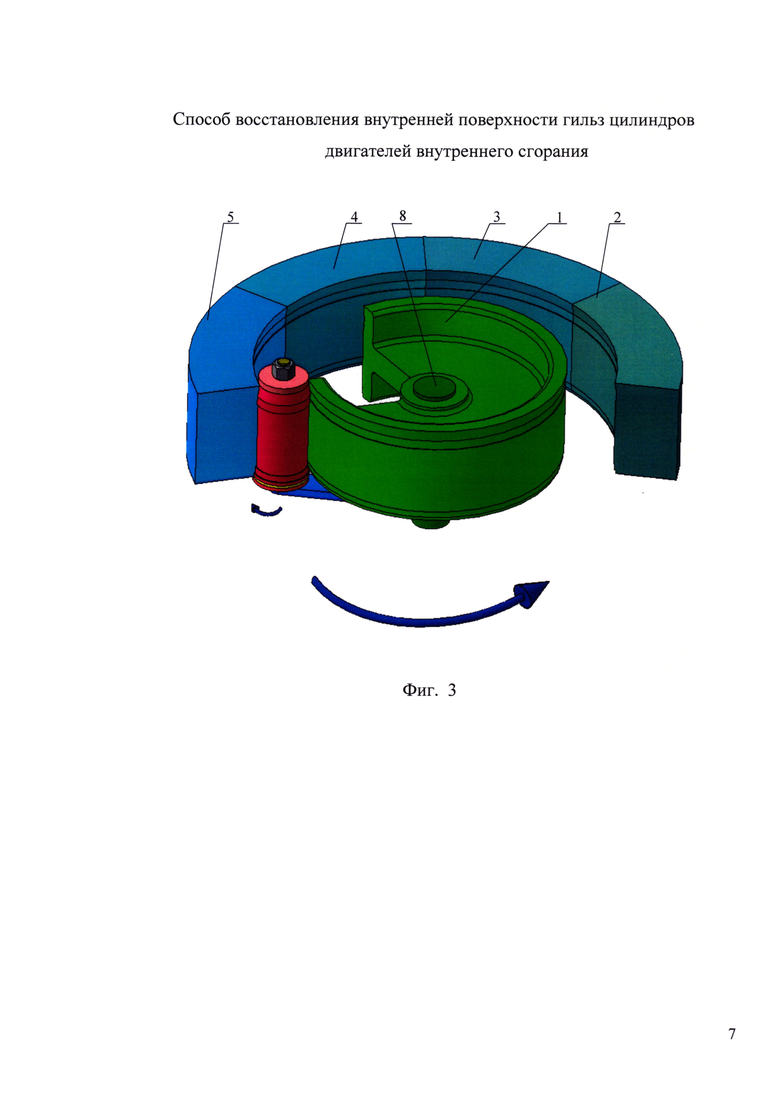
на фиг. 3 - то же: окончание процесса обкатки гильзы.
Для осуществления способа восстановления внутренней поверхности гильз цилиндров ДВС используют устройство, которое содержит (фиг. 1) вращающий корпус 1, представляющий собой круговой сектор, неподвижный блок кольцевых секторов 2, 3, 4 и 5, вращающуюся цилиндрическую оправку 6, в средней части наружной поверхности которой выполнены проточки, плавно сопрягающаяся с ее верхней и нижней частями, соответствующими по размерам опорным пояскам гильзы. Оправка закреплена на кронштейне 7, который свободно вращается на оси привода 8. На оправку устанавливается крышка 9.
Способ восстановления внутренней поверхности гильз цилиндров ДВС осуществляется следующим образом.
Перед обработкой восстанавливаемую гильзу устанавливают на оправку 6 (фиг. 1). Закрепляют крышку 9 гайкой и устанавливают оправку с гильзой так, чтобы гильза касалась фасонных поверхностей корпуса 1 и первого кольцевого сектора 2. Далее включают привод устройства, и корпус 1, жестко связанный с осью привода 8, придает вращение гильзе, которая при этом прокатывается между фасонными поверхностями корпуса и неподвижными одинаковыми кольцевыми регулируемыми секторами. Под воздействием вращения корпуса 1 гильза, вращаясь и проходя между фасонными поверхностями корпуса и секторов, расстояние между которыми постепенно уменьшается, обжимается с равным усилием по всей ее длине, превышающим предел текучести материала гильзы (фиг. 2).
Изменение величины обжатия регулируется смещением кольцевых секторов 2, 3, 4 и 5 относительно друг друга, последний оборот гильзы - калибровочный при неизменном расстоянии между фасонными поверхностями.
Обжатую гильзу извлекают (фиг. 3), подвергают отпуску и механической обработке ее внутреннюю поверхность и наружные посадочные поверхности до требуемых размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИЛЬЗ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2176182C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННЕГО ДИАМЕТРА ГИЛЬЗ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544223C2 |
| Способ Дагиса и Кошика восстановления деталей типа втулок | 1991 |
|
SU1782201A3 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 1991 |
|
RU2006358C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОКАЛЬНО ИЗНОШЕННОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2002 |
|
RU2228247C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2007 |
|
RU2355502C1 |
| Съемник гидравлический для демонтажа наружных или внутренних втулок балансиров из корпуса, выполненных по прессовой посадке | 2015 |
|
RU2606687C2 |
| Способ получения полых заготовок из высокопрочных материалов | 1989 |
|
SU1616733A1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН РАСКАТНОГО ТИПА ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ЗАГОТОВОК СТЕРЖНЕВОЙ ФОРМЫ, СОДЕРЖАЩИЙ ЧЕТЫРЕХВАЛКОВЫЕ КЛЕТИ, И СПОСОБ ЗАМЕНЫ КЛЕТЕЙ | 2009 |
|
RU2487773C2 |
Изобретение относится к ремонтно-восстановительному производству машиностроительных и ремонтно-эксплуатационных предприятий, в частности для восстановления изношенной внутренней поверхности гильз цилиндров двигателей внутреннего сгорания. В способе осуществляют обжатие гильзы по введенной в нее оправке с ограничителями, равными по длине и радиальными по отношению к гильзе усилиями прокатки. Гильзу перед обжатием предварительно нагревают в зависимости от марки материала до температуры (0,3…0,5)Тпл, где Тпл - температура плавления материала, а обжатие осуществляют между поверхностями устройства, содержащего вращающийся корпус в виде кругового сектора и блок одинаковых кольцевых регулируемых секторов, с усилием, превышающим предел текучести материала гильзы, путем постепенного уменьшения расстояния между поверхностями упомянутого устройства смещением кольцевых секторов упомянутого блока друг относительно друга, обжатую гильзу извлекают, подвергают отпуску и механической обработке ее внутренней поверхности и наружных посадочных поверхностей до требуемых размеров. Изобретение позволяет упростить и повысить качество восстановленных гильз за счет уменьшения контактных напряжений и снижения энергоемкости процесса восстановления. 3 ил.
Способ восстановления внутренней поверхности гильзы цилиндра двигателей внутреннего сгорания, включающий обжатие гильзы по введенной в нее оправке с ограничителями равными по длине и радиальными по отношению к гильзе усилиями прокатки, отличающийся тем, что гильзу перед обжатием предварительно нагревают до температуры (0,3…0,5)Тпл, где Тпл - температура плавления материала гильзы, а обжатие осуществляют с помощью устройства, состоящего из вращающегося корпуса в виде кругового сектора и блока одинаковых кольцевых регулируемых секторов, с усилием, превышающим предел текучести материала гильзы, путем постепенного уменьшения расстояния между поверхностями корпуса и блока упомянутого устройства посредством смещения кольцевых регулируемых секторов блока друг относительно друга, обжатую гильзу извлекают, подвергают отпуску и механической обработке ее внутренней поверхности и наружных посадочных поверхностей до требуемых размеров.
| Ковка и штамповка | |||
| Справочник | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Е.И.Семенова, М., Машиностроение, 1986, - Том 2 | |||
| Горячая штамповка, с.387, рис.45, в, з | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИЛЬЗ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2176182C2 |
| ГИДРОМЕХАНИЧЕСКИЙ ДВИГАТЕЛЬ | 1991 |
|
RU2025574C1 |
| US 3808667 A, 07.05.1974. | |||

