Изобретение относится к области ремонта сельскохозяйственной, строительной, автомобильной техники, в частности приспособлениям, применяемым при проведении ремонта двигателей автомобилей и тракторов отечественного, зарубежного и совместного производства.
Известно устройство для фрикционно-механического нанесения покрытий на рабочие поверхности гильз цилиндров двигателей состоящий из пневмоцилиндра с механизмом прижатия и подачи, выполненным в виде стакана с закрепленным в нем полым цилиндром и имеющим возможность свободно перемещаться в нем поршнем со штоком. К нижней части пневмоцилиндра крепится корпус с установленными в нем раздвижным конусом, проставкой шаровидной формы, стержнем с возвратной пружиной и размещенным в нижней торцевой части полым стаканом и в средней радиальной части толкателями с возвратными пружинами малого диаметра, воздействующими на пластинчатые проставки возвратные пластинчатые пружины, пластины нагружения, установленные в обоймах при этом обоймы крепятся к полому цилиндру и к полому стакану через колодки посредством пары вильчатых рычагов. В боковой части обойм выполнены вертикальные рифленые пазы для установки и крепления посредством накладок брусков из сплава меди с горизонтальными каналами для истечения материала среды. К средней части пневмоцилиндра крепится токосъемное устройство, выполненное в виде втулки-коллектора, электроконтактных щеток, закрепленных на изоляторе, медной шины, электрически связанной с источником постоянного тока [1].
Недостатком известного приспособления для фрикционно-механического нанесения покрытий на рабочие поверхности гильз цилиндров двигателей является: сложность и многоэлементность конструкции, невозможность установки режима рабочего хода инструмента, обеспечивающего перенос натираемого материала, цветной металл по черному, за один рабочий проход с гарантированной толщиной покрытия по всей обрабатываемой поверхности гильзы. Приспособление не может использоваться для обработки гильз цилиндров малого диаметра из за свой громоздкости.
Известен способ обработки внутренней поверхности гильзы цилиндра двигателя внутреннего сгорания. Способ включает первичную токарную обработку, закаливание внутренней рабочей поверхности гильзы токами высокой частоты и ее финишную обработку на хонинговальном станке. После финишной обработки на упомянутую рабочую поверхность гильзы наносят антифрикционное покрытие путем втирания под давлением слоя латуни толщиной 0,02-0,03 мм посредством вращающихся и вертикально-поступательно перемещающихся трех латунных роликов, установленных на головке латунирования, которую закрепляют в шпинделе упомянутого станка с возможностью регулирования скорости вращения. Упомянутые ролики смачиваются технологической жидкостью в виде СОЖ, используемой в упомянутом станке и состоящей из смеси глицерина с хлоридами металлов. При этом гильзу блока цилиндров устанавливают в оправку и прижимают верхним фиксатором с обеспечением равномерного расположения и прижатия в оправке, а длительность цикла нанесения антифрикционного покрытия устанавливают 60 секунд [2].
Недостатком известного способа с предложенным приспособлением является: нанесение антифрикционного слоя на рабочую поверхность гильзы с гарантированным переносом материала может быть осуществлено только в первом рабочем проходе, так как там имеется контакт черного металла с цветным. Во всех остальных возвратно поступательных рабочих движениях натирание ровным слоем не возможно из за изменившихся условия трения роликов из цветного металла о поверхность с нанесенным материалом в предыдущих ходах.
Задачей, решаемой заявленным изобретением, является повышение ресурса гильз цилиндров автотракторных двигателей.
Достигается это за счет следующего технического результата при осуществлении изобретения: нанесение материала из цветного металла или сплава происходит за счет задания постоянного усилия прижатия натира к обрабатываемой поверхности гильзы цилиндров за один рабочий проход.
Получение усматриваемого технического результата обуславливается следующими совокупными признаками заявленного изобретения.
Предлагаемое приспособление для финишной антифрикционной безабразивной обработки (ФАБО) гильз цилиндров, содержит корпус, поршень, пружину, упор, натирающий стержень. В отличие от известного в предлагаемом приспособлении натирающий стержень, выполнен в форме цельного цилиндра с фасками по торцам, поршень представляет собой двухступенчатый цилиндрический вал со сквозным соосным отверстием по центру, корпус выполненный в виде полого цилиндра с лыской на наружной поверхности по всей длине, с одного края имеющий дно с отверстием под ступень меньшего диаметра поршня, с другого внутренней резьбой на длину упора, пружину, находящуюся между поршнем и упором без зазора внутри корпуса, упор с наружной резьбой и поперечной канавкой на торце с внешней стороны.
Признаки заявленного изобретения находятся в следующей причинно-следственной связи с получаемым техническим результатом.
Конструкция, взаиморасположение и взаимодействие элементов приспособления: корпус, упор, пружина, поршень, натирающий элемент создают условия для задания необходимой силы прижатия натира к обрабатываемой поверхности гильзы цилиндров.
Постоянно подпружиненный натирающий элемент приспособления ФАБО позволяет постоянно сохранять усилия прижатия к рабочей поверхности гильзы цилиндров в процессе нанесения покрытия на всей ее длине, что гарантировано обеспечивает одинаковую толщину слоя за один рабочий проход. Равномерность нанесенного антифрикционного слоя повысит ресурс обрабатываемой детали.
Таким образом, в совокупности признаки заявленного изобретения, находятся в причинно-следственной связи с достигаемым техническим результатом, являются существенными.
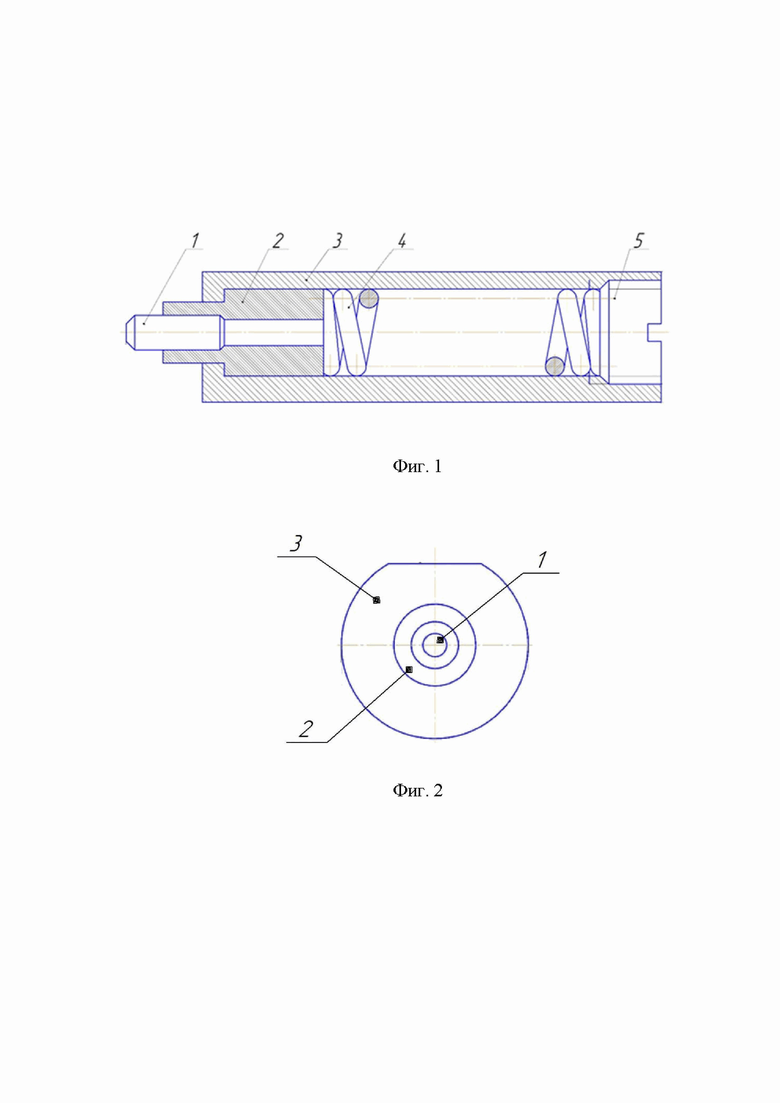
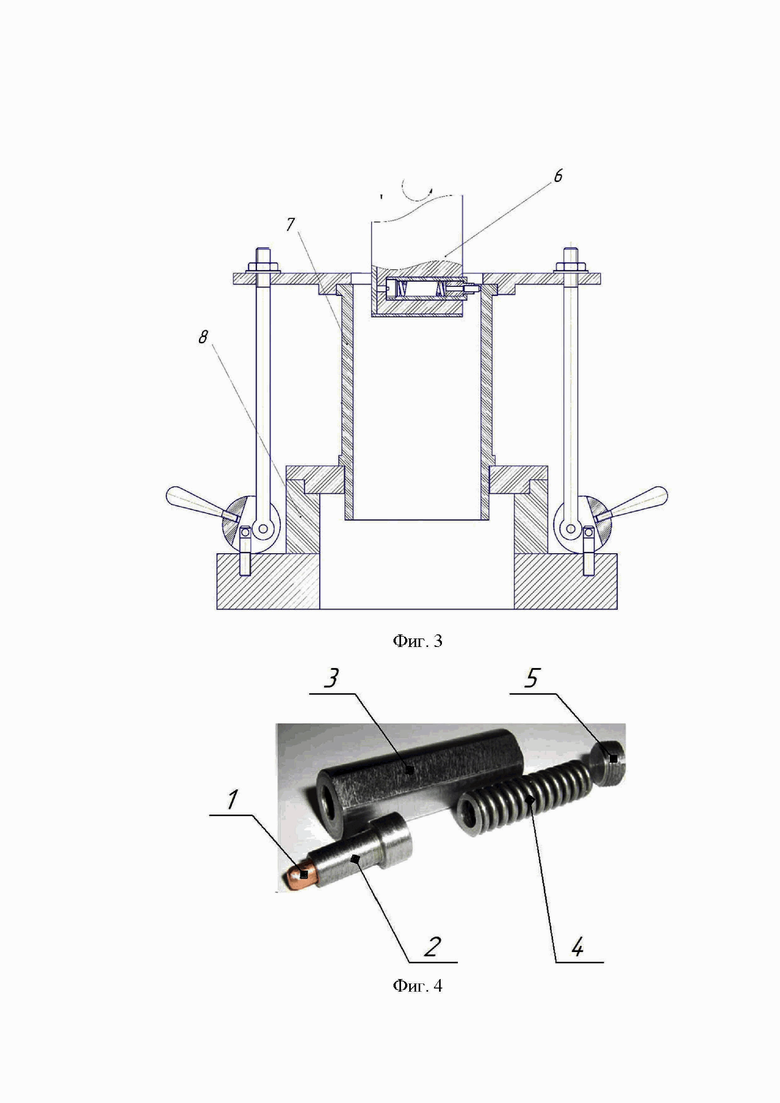
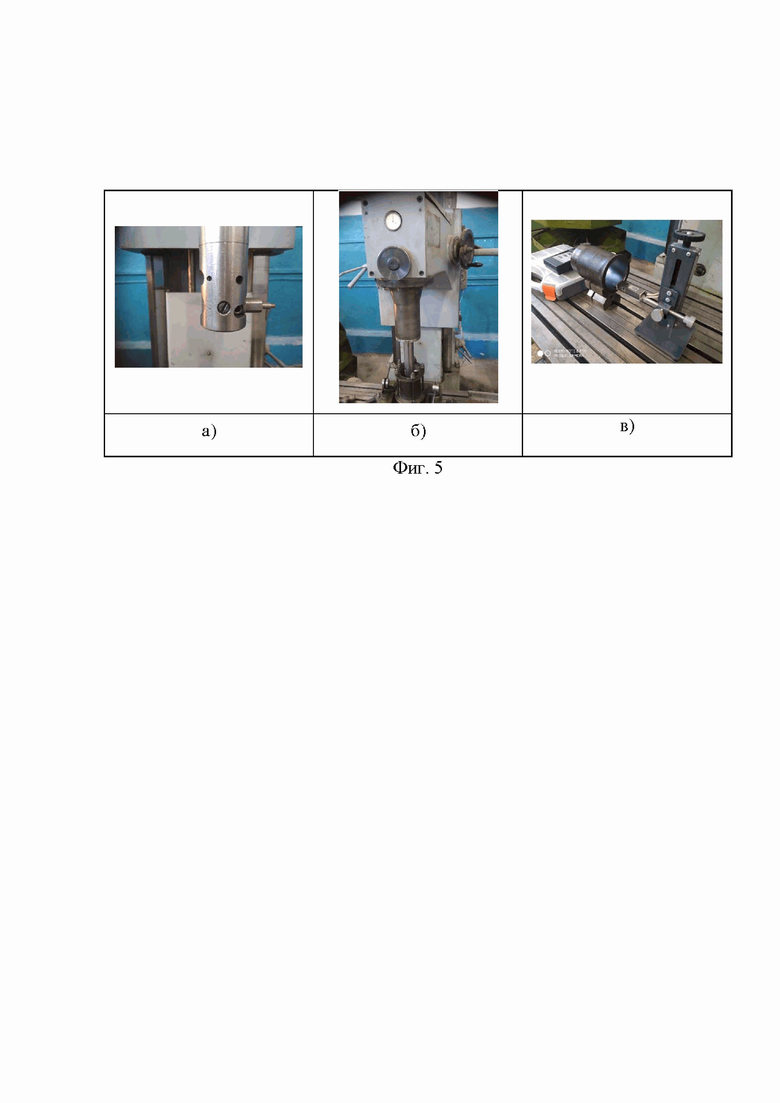
На фиг. 1 схематично изображено приспособление для ФАБО гильз цилиндров; на фиг. 2 вид справа, на фиг. 3 схема работы приспособления по рабочей поверхности гильзы цилиндров, на фиг. 4 - опытный образец приспособления; на фиг. 5. - лабораторные исследования приспособления для ФАБО гильз цилиндров: а) установка приспособления в шпиндель станка; б) проведение обработки ФАБО; в) исследование шероховатости покрытия.
Приспособление для нанесения антифрикционного слоя на поверхность трения гильзы цилиндров содержит натирающий элемент 1, выполненный в форме цельного цилиндра с фасками по торцам, поршень 2 представляющий из себя двухступенчатый цилиндрический вал со сквозным отверстием по центру, корпус 3, представляющий из себя полый цилиндр с лыской на наружней поверхности по всей длине (фиг. 2), с одного края имеющий дно с отверстием под ступень поршня, с другого внутренней резьбой на длину упора 5, пружину 4, находящуюся между поршнем и упором внутри корпуса, упор 5 с наружной резьбой и поперечной канавкой на торце с внешней стороны.
Приспособление для ФАБО гильз цилиндров работает следующим образом (фиг. 3).
Установить приспособление в шпиндельный вал 6 вертикально расточному станку (фиг. 3). Опустить шпиндель станка вместе с приспособлением внутрь гильзы цилиндров, так чтобы натирающий элемент 1 (фиг. 1) оказался в крайней верхнем положении относительно торца гильзы (фиг. 3). Вращая маховик механизма установки вылета режущего инструмента подвести натирающий элемент 1 приспособления (фиг. 1) до касания внутренней поверхности гильзы цилиндров (фиг. 3). Установить кольцо индикатора часового типа механизма контроля вылета инструмента в нулевое положение. Дальнейшим вращением маховика вылета инструмента переместить корпус 3 приспособления (фиг. 1) в сторону натирающей поверхности (фиг. 3) на необходимую величину, контролируемую по индикатору. Натирающий элемент 1 получит усилие прижатия к внутренней поверхности гильзы, через корпус 3, посредством сжатия пружины 4 находящейся между поршнем 2 и упором 5 (фиг. 1). Далее включается вращение шпиндельного вала и его вертикальное перемещение в низ. Натирающий элемент 1 скользит по внутренней поверхности гильзы цилиндров с постоянной величиной прижатия за счет сжатой пружины 4 до нижнего торца гильзы цилиндров. После рабочего прохода по всей внутренней поверхности гильзы приспособление ФАБО возвращают в исходное положение и в случае необходимости проводят повторную обработку.
Заявленное изобретение позволяет повысить ресурс гильз цилиндров двигателей при ремонте и при изготовлении.
Пример реализации изобретения.
На основании предложенной схемы приспособления для обработки ФАБО гильз цилиндров двигателя разработан опытный образец (Фиг. 4).
Проведены лабораторные исследования по применению приспособления ФАБО для нанесения покрытия из цветного сплава марки Л 62 (Фиг. 5) на вертикально расточном станке 2Е78П.
За критерий оценки качества нанесенного покрытия принимали шероховатость поверхности. В результате проведенных лабораторных опытов получили следующие результаты таблица 1.
Результаты исследования шероховатости поверхности трения гильз цилиндров до и после обработки ФАБО
Анализ таблицы 1 показывает, что в результате проведения обработки поверхности трения гильз цилиндров, послоенных латунью; среднее отклонение профиля от средней линии уменьшилось на 12,5%. Шероховатость поверхностей после нанесения антифрикционного слоя свидетельствует о формировании рациональной микрогеометрии, что обеспечивает долговечность работы деталей.
Источники информации, принятые во внимание:
1. Патент RU № 2131481, кл. МПК C23C 26/00 Устройство для фрикционно-механического нанесения покрытий, Опубл. 10.06.1999.
2. Патент RU № 2570683 , кл. МПК C23C 26/00 Способ обработки гильзы блока цилиндров с созданием антифрикционного покрытия, Опубл. 10.12.2015 Бюл. № 34.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки изделий | 1991 |
|
SU1820919A3 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2061791C1 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2061792C1 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ АНТИФРИКЦИОННОЙ БЕЗАБРАЗИВНОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2187577C2 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ ПРИ АНТИФРИКЦИОННОЙ БЕЗАБРАЗИВНОЙ ОБРАБОТКЕ ГИЛЬЗ ЦИЛИНДРОВ | 1992 |
|
RU2064975C1 |
| СПОСОБ ОБРАБОТКИ ПОРШНЯ | 1994 |
|
RU2063320C1 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1998 |
|
RU2131481C1 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2000 |
|
RU2186875C2 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1995 |
|
RU2095221C1 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1999 |
|
RU2160325C2 |
Изобретение может быть использовано в области ремонта двигателей сельскохозяйственной, строительной и автомобильной техники. Приспособление для нанесения антифрикционного слоя на поверхность трения гильзы цилиндров двигателей автомобилей и тракторов содержит натирающий элемент 1, выполненный в форме цельного цилиндра с фасками по торцам, установленный в поршень 2, представляющий из себя двухступенчатый цилиндрический вал со сквозным отверстием по центру, корпус 3, представляющий из себя цилиндр с лыской на наружной поверхности по всей длине, на внутренней стороне которого с одного края имеется дно с отверстием под ступень поршня 2, с другого - внутренняя резьба на длину упора 5, выполненного с наружной резьбой и поперечной канавкой на торце с внешней стороны, а также пружина 4, находящаяся между поршнем 2 и упором 5. Повышается ресурс цилиндропоршневой группы двигателя. 5 ил., 1 табл.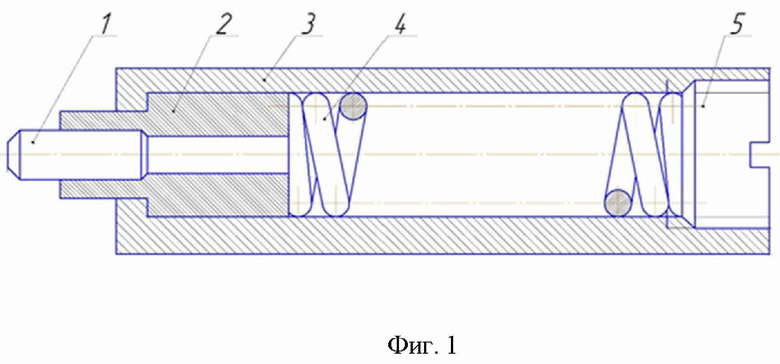
Приспособление для нанесения антифрикционного слоя на поверхность трения гильзы цилиндров двигателей автомобилей и тракторов, содержащее натирающий элемент, выполненный в форме цельного цилиндра с фасками по торцам, установленного в поршень, представляющий из себя двухступенчатый цилиндрический вал со сквозным отверстием по центру, корпус, представляющий из себя цилиндр с лыской на наружной поверхности по всей длине, на внутренней стороне которого с одного края имеется дно с отверстием под ступень поршня, с другого - внутренняя резьба на длину упора, выполненного с наружной резьбой и поперечной канавкой на торце с внешней стороны, а также пружина, находящаяся между поршнем и упором.
| СПОСОБ ОБРАБОТКИ ГИЛЬЗЫ БЛОКА ЦИЛИНДРОВ С СОЗДАНИЕМ АНТИФРИКЦИОННОГО ПОКРЫТИЯ | 2013 |
|
RU2570683C2 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1998 |
|
RU2131481C1 |
| СПОСОБ АНТИФРИКЦИОННО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2355555C2 |
| US 20170326704 A1, 16.11.2017. | |||

