Изобретение относится к машиностроению, в частности к способу обработки отверстий цилиндров или гильз цилиндров двигателей внутреннего сгорания, компрессоров и т.п.
Известен способ обработки цилиндра двигателя внутреннего сгорания, при котором отверстие цилиндра по всей его длине хонингуют процессом плосковершинного хонингования абразивными брусками заданной зернистости и натирают обработанную поверхность антифрикционными брусками (авт. св. СССР N 916249, кл. B 24 B 1/00, 1980 г.). Способ обеспечивает существенное снижение износа поверхности трения цилиндра о поршневые кольца, исключает возможность схватывания поверхностей цилиндра и поршневых колец, снижает расход масла на угар. Однако в процессе работы двигателя с поверхностью трения цилиндра контактируют не только поршневые кольца, но и поверхность юбки поршня. При этом износ юбки поршня может существенно возрастать из-за контакта с достаточно грубой плосковершинной поверхностью цилиндра. Повышенный износ юбки поршня может существенно снизить эффект использования плосковершинной поверхности с антифрикционной обработкой.
Целью изобретения является повышение эффективности работы двигателя внутреннего сгорания за счет уменьшения износа юбки поршня, работающего в паре с цилиндром (гильзой цилиндра) двигателя.
Цель достигается тем, что в способе, включающем плосковершинное хонингования по меньшей мере одним бруском и натирку обработанной поверхности по меньшей мере одним антифрикционным бруском, для плосковершинного хонингования берут абразивный брусок, состоящий из двух частей, имеющих разную зернистость, ввод бруска в деталь производят со стороны торца цилиндра, предназначенного для установки головки блока цилиндров, частью бруска с меньшей зернистостью, причем зернистость частей отличается на 1 3 номера, а длину бруска с более крупной зернистостью выбирают по формуле: lкр lпер+(0,15oC0,25)L + C, где lпер длина перебега абразивного бруска, мм, L полная длина отверстия цилиндра, мм, C длина участка поверхности отверстия цилиндра от торца, предназначенного для установки головки блока цилиндра, до верхней точки зоны трения цилиндра о поршневые кольца, мм.
При работе двигателя поршневые кольца трутся о поверхность цилиндра на определенной его длине, не доходя до верхнего торца, предназначенного для установки головки блока цилиндров, и нижнего торца на некоторую величину. Эти крайние положения поршневых колец определяют длину зоны трения цилиндра. Замеры изношенных поверхностей цилиндров показали, что максимальный износ наблюдается в области верхней точки зоны трения цилиндров о поршневые кольца. Здесь наблюдаются максимальные температуры и силовые нагрузки, неблагоприятные условия смазки. По мере приближения к нижней точке зоны трения цилиндра износ снижается до минимума. Способ позволяет получить переменную шероховатость зоны трения цилиндра, т.е. позволяет получить более грубую поверхность в верхней части цилиндра, которая является наиболее нагруженной, и более чистую поверхность в нижней части цилиндра, о которую трется юбка поршня. После антифрикционной обработки поверхности неровности заполняются антифрикционным материалом и таким образом уменьшается износ цилиндра в верхней его части и уменьшается износ юбки поршня, т.к. трение будет происходить по менее грубой поверхности нижней части зоны трения цилиндра.
Переменная шероховатость по длине зоны трения цилиндра достигается за счет того, что обработка поверхности цилиндра производится составным бруском, состоящим в продольном направлении из двух частей, из которых первая по направлению движения хонголовки со стороны установки головки блока цилиндров часть содержит абразивные зерна на 1 3 номера более мелкой зернистости, чем следующая за ней часть. Это дает возможность получить микронеровности в нижней части цилиндра в 1,2 1,8 раза меньше, чем в верхней его части.
На фиг. 1 показаны в разрезе гильза цилиндра двигателя внутреннего сгорания и поршень в крайнем верхнем и нижнем положениях; на фиг. 2 брусок для обработки гильзы цилиндра; на фиг. 3 обработка отверстия гильзы цилиндра бруском, находящимся в крайнем верхнем и нижнем положениях.
Способ осуществляется следующим образом.
Гильзу цилиндра (или цилиндр) 1 устанавливают на хонинговальном станке, так чтобы торец 2 гильзы, предназначенный для установки головки блока цилиндров, находился наверху. Берут по меньшей мере один брусок 3, который состоит из двух частей: часть 4 содержит абразивные зерна крупной зернистости, часть 5 содержит абразивные зерна на 1 3 номера зернистости меньше. Длину бруска lбр выбирают в соответствии с известными рекомендациями. Обычно длина бруска составляет 1/3 3/4 длины обрабатываемого отверстия L. Длину части с более крупными зернами lкр определяют по формуле: lкр lпер+(0,15oC0,25)L+C, где lпер длина перебега бруска, L - длина обрабатываемого отверстия, C длина участка цилиндра от торца, предназначенного для установки головки блока цилиндров, до верхней точки зоны трения цилиндра о поршневые кольца. Эта величина определяется по чертежу. На фиг. 1 показана гильза цилиндра, в которой поршень 6 при работе двигателя может занимать крайнее верхнее положение "а". Величина C есть расстояние от торца 2 гильзы цилиндра до первого поршневого кольца 7, когда поршень находится в крайнем верхнем положении. На этой же фигуре показан поршень в крайнем нижнем положении "б". Первое поршневое кольцо определяет верхнюю точку зоны трения цилиндра о поршневые кольца, а последнее поршневое кольцо 8 определяет нижнюю точку зоны трения цилиндра о поршневые кольца при крайних положениях поршня. Поверхность гильзы цилиндра между этими точками является зоной трения, по которой происходит трение поршневых колец о поверхность гильзы цилиндра.
Длина перебега lпер определяется также в соответствии с известными рекомендациями и составляет 1/4 1/3 длины бруска. В хонголовку устанавливают один или более брусков. Бруски устанавливают так, чтобы при движении хонголовки сверху вниз со стороны торца гильзы, предназначенного для установки головки блока цилиндров, первой в работу вступала часть бруска с более мелкой зернистостью. Обработку проводят аналогично процессу хонингования. Бруски прижимают к поверхности детали с усилием 1 16 кг/см2 в зависимости от типа связки, используемой в брусках, сообщают хонголовке вращение со скоростью до 80 м/мин и возвратно-поступательное движение со скоростью 2 10 м/мин. Антифрикционную обработку производят либо одновременно с хонингованием отверстия либо после завершения хонингования. В первом случае в хонголовке часть абразивных брусков заменяют на антифрикционные бруски, во второму случае в хонголовку устанавливают вместо абразивных антифрикционные бруски.
Выбор зернистостей частей бруска, отличающихся на 1 3 номера зернистости, позволяет получить в наиболее нагруженной зоне цилиндра более грубую поверхность и ввести в неровности поверхности достаточное количество антифрикционного материала, способствующего уменьшению износа поверхности. К нижней точке зоны трения цилиндра поверхность получается более чистой. Соотношение зернистости абразива частей бруска выбрано из условия уменьшения износа верхней части цилиндра и уменьшения износа юбки 9 поршня, контактирующей с нижней частью цилиндра. Это соотношение определено экспериментально. Вначале выбирают зернистость крупнозернистой части бруска для обеспечения оптимального износа верхней части цилиндра, т.к. износ цилиндра является определяющим для работы двигателя. Затем определяют зернистость абразива для мелкозернистой части бруска. Например, если для крупнозернистой части бруска выбрали зернистость алмазного порошка 125/100, то для мелкозернистой части бруска зернистость может составлять 100/80, 80/63, 63/50.
Величина (0,15 0,25)L определяет область зоны трения цилиндра, в которой происходит максимальный износ. Выход за пределы этого соотношения приведет к уменьшению или расширению этой области, что приведет либо к износу цилиндра в верхней его части, либо к износу юбки поршня из-за трения по более грубой поверхности.
Величина C задает длину поверхности цилиндра от верхнего его торца, которая не участвует в работе трения, но определяет расположение наиболее нагруженной области зоны трения цилиндра. Это величина не может быть меньше той, которая указана на чертеже. Увеличение ее приведет к тому, что область, обработанная более грубой частью бруска, будет расположена ниже в результате юбка поршня будет тереться о более грубую поверхность.
В качестве абразива может быть использован любой подходящий абразивный материал: алмаз, кубический нитрид бора, электрокорунд и др. или их смеси. Тип смазки для брусков выбирают по известным рекомендациям. Это может быть, например, металлическая связка на основе меди или органическая связка на основе фенолформальдегидных и других смол. Антифрикционные бруски также выбираются по известным рекомендациям, например по авт.св. N 916249.
Пример осуществления способа. Обрабатывали окончательно гильзу цилиндра (серый чугун СЧ21-40), устанавливаемую в блоке двигателя Д-2156 Раба-МАН автобуса "Икарус" в процессе ремонта. Хонинговалось отверстие длиной L 287 мм до диаметра 121+0,01. Общую длину бруска выбирали равной lбр 150 мм, что составляло 0,47 L. Длину перегиба бруска выбирали равной 42 мм, что составляло 0,28 lбр. "C" определяли по чертежу. Эта величина для данного двигателя составляла 20 мм. Длина части бруска с крупной зернистостью абразива составляла lкр 42 + 57 + 20 119 мм (при 0,2L). Эту величину округляли до 120 мм. При 0,15L длина крупнозернистой части бруска составляла 105 мм и при 0,25L 134 мм. Длина мелкозернистой части бруска составляла соответственно 3D, 45 и 16 мм. Для крупнозернистой части бруска выбирали абразив алмаз АС-6 зернистостью 125/100, связку М2-2, концентрацию 100. Для мелкозернистой части бруска зернистость алмаза составляла 80/63, что на 2 номера ниже зернистости крупнозернистой части. В хонголовку устанавливали 6 брусков.
Производилось хонингование составными брусками со снятием припуска на диаметр 0,05 0,07 мм. Получена шероховатость обработанной поверхности на длине L 80 мм Ra 2,0 мкм с последующим снижением шероховатости до Ra 1,3 мкм в нижней части гильзы цилиндра (B 1,5 раза). После этой обработки проводилось хонингование антифрикционными брусками со снятием припуска в пределах 5 мкм на диаметр с получением плосковершинного профиля и окончательной шероховатости Ra 1,8 мкм на длине L 80 мм и Ra 1,2 мкм в нижней части гильзы.
Обработанные гильзы прошли ходовые испытания. После пробега 200 тыс. км двигатель бал разобран. Износ поршня по юбке был на 23% меньше, чем в цилиндрах, обработанных известным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АНТИФРИКЦИОННОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТРЕНИЯ | 1994 |
|
RU2041787C1 |
| СПОСОБ ОБРАБОТКИ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, ОБРАЗУЮЩИХ НЕПОДВИЖНЫЙ КОНТАКТ | 1994 |
|
RU2049650C1 |
| СПОСОБ ОБРАБОТКИ ПОРШНЯ | 1994 |
|
RU2063320C1 |
| СПОСОБ СНИЖЕНИЯ ТОКСИЧНОСТИ ВЫХЛОПНЫХ ГАЗОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2004 |
|
RU2278283C2 |
| Способ финишной обработки гильз цилиндров двигателей | 1985 |
|
SU1255397A1 |
| Способ финишной обработки гильз цилиндров двигателей | 1981 |
|
SU973310A1 |
| Способ придания поверхности металлов противозадирных свойств | 1981 |
|
SU984818A2 |
| Способ финишной обработки гильз цилиндров двигателей | 1981 |
|
SU988530A1 |
| Способ финишной обработки гильз и цилиндров двигателей | 1985 |
|
SU1329949A1 |
| АНТИФРИКЦИОННЫЙ МАТЕРИАЛ ДЛЯ ПОВЕРХНОСТЕЙ ТРЕНИЯ | 1990 |
|
RU2006362C1 |


Использование: в области машиностроения, в частности при обработке отверстий цилиндров или гильз цилиндров двигателя внутреннего сгорания. Сущность: обработку отверстий цилиндра проводят составочными брусками по методу плосковершинного хонингования. Абразивный брусок состоит из двух частей в продольном направлении с разной зернистостью. Ввод бруска в деталь производят со стороны торца гильзы цилиндра, предназначенного для установки головки блока цилиндра частью с меньшей зернистостью, причем зернистость частей отличается на 1 - 3 номера, а длину части бруска с более крупной зернистостью выбирают по формуле: lк = lпер + (0,15oC0,25)L + C, где L - полная длина цилиндра; lпер - длина перебега бруска, C - длина участка поверхности цилиндра от торца, предназначенного для установки головки блока цилиндра, до верхней точки зоны трения цилиндра о поршневые кольца. По окончании обработки или в процессе поверхность натирают антифрикционными брусками. 3 ил.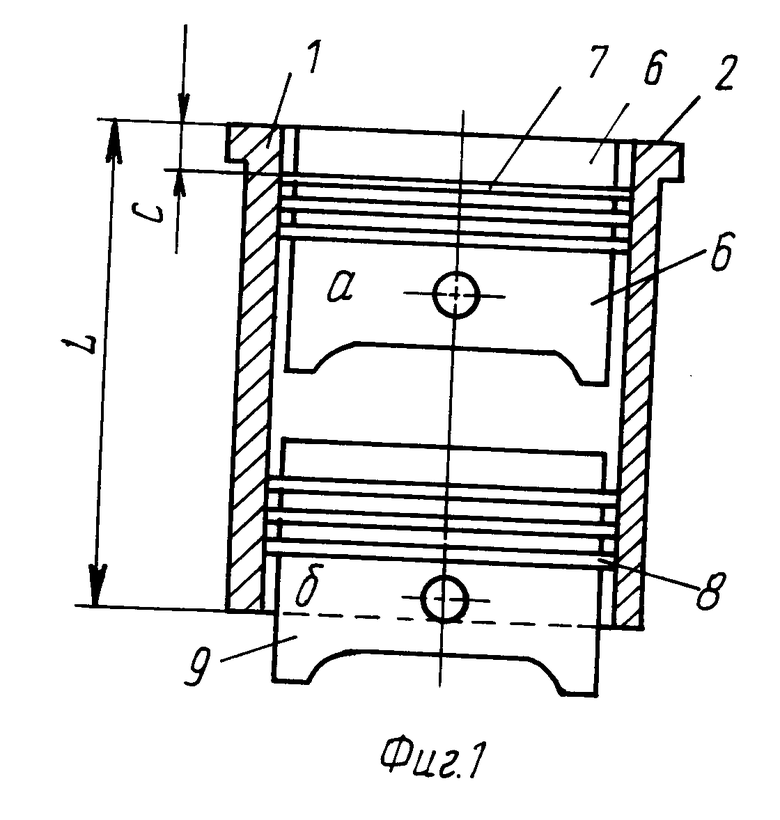
Способ обработки цилиндра двигателя внутреннего сгорания, при котором по меньшей мере одним абразивным бруском производят плосковершинное хонингование отверстия цилиндра, после чего обработанную поверхность натирают по меньшей мере одним антифрикционным бруском, отличающийся тем, что берут абразивный брусок, состоящий в продольном направлении из двух частей, имеющих разную зернистость, ввод бруска в деталь производят со стороны торца цилиндра, предназначенного для установки головки блока цилиндров, частью с меньшей зернистостью, причем зернистость частей бруска отличается 1 3 номера, а длину части бруска с более крупной зернистостью выбирают по формуле lк р lп е р + (0,15 0,25)L + С, где lп е р длина перебега бруска, мм. L полная длина отверстия цилиндра, мм. С длина участка поверхности цилиндра от торца, предназначенного для установки головки блока цилиндров, до верхней точки зоны трения цилиндра о поршневые кольца.
| SU, авторское свидетельство, 916249, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
