Область техники
Настоящее изобретение относится к устройству и способу изготовления невулканизированного лентообразного резинового элемента и, в частности, относится к устройству для изготовления и способу изготовления невулканизированного лентообразного резинового элемента, которые обеспечивают достижение точной целевой длины сжимающегося невулканизированного лентообразного резинового элемента.
Уровень техники
Производство резинового изделия, такого как шина, включает этап, на котором продольные концы невулканизированного лентообразного резинового элемента соединяют друг с другом на наружной круговой поверхности формующего барабана с образованием кольцеобразной формы. Были предложены различные устройства для точного соединения продольных концов лентообразного резинового элемента (см., например, публикацию JP 2015-136826 A).
В устройстве, предложенном в JP 2015-136826 A, сжимающийся участок переднего конца невулканизированного лентообразного резинового элемента, который сжимается больше всего, растягивают с помощью растягивающего устройства, а затем накладывают на наружную кольцевую поверхность формующего барабана (см. абзацы 0022-0024 и т.д.). Затем передний конец и задний конец соединяют друг с другом таким образом, чтобы угол края заднего конца лентообразного резинового элемента был смещен для совмещения с углом края переднего конца (см. абзац 0028 и т.д.).
В данном документе предполагается, что сжимающийся участок переднего конца лентообразного резинового элемента, который сжимается больше всего, является самым тонким участком переднего конца (см. абзац 0020 и т.д.). Однако сжимающийся участок, который сжимается больше всего, необязательно является самым тонким участком. Таким образом, необходимо точно определить длину сжимающегося невулканизированного лентообразного резинового элемента. Кроме того, угол края переднего конца, который накладывают на формующий барабан, необязательно является постоянным и может быть разным в направлении ширины. Таким образом, путем простого совмещения угла края заднего конца лентообразного резинового элемента с углом края переднего конца невозможно получить лентообразный резиновый элемент с длиной, которая позволяет соединить передний конец и задний конец друг с другом без зазоров по всему лентообразному резиновому элементу в направлении ширины лентообразного резинового элемента. Соответственно, можно повысить точность изготовления невулканизированного лентообразного резинового элемента с целевой длиной, которая позволяет надлежащим образом соединять передний конец и задний конец друг с другом.
Техническая задача
Задачей настоящего изобретения является обеспечение устройства и способа изготовления невулканизированного лентообразного резинового элемента, которые обеспечивают достижение точной целевой длины сжимаемого невулканизированного лентообразного резинового элемента.
Решение задачи
Для решения описанной выше задачи устройство для изготовления невулканизированного лентообразного резинового элемента в соответствии с одним вариантом осуществления настоящего изобретения представляет собой устройство для изготовления, выполненное с возможностью удлинения лентообразного резинового элемента до целевой длины, содержащее часть для размещения, на которую помещают невулканизированный лентообразный резиновый элемент в плоском положении, отрезанный на заданную длину, датчик положения, который обнаруживает передний конец и задний конец лентообразного резинового элемента, размещенного в плоском положении, по всему направлению ширины лентообразного резинового элемента, блок управления, в который поступают данные обнаружения от датчика положения, механизм для удержания переднего конца, который удерживает передний конец, и механизм для удержания заднего конца, который удерживает задний конец, причем по меньшей мере один из механизма для удержания переднего конца и механизма для удержания заднего конца содержит множество частей для удержания, расположенных рядом друг с другом в направлении ширины лентообразного резинового элемента, и части для перемещения, каждая из которых по отдельности перемещает каждую из множества частей для удержания в направлении вперед-назад лентообразного резинового элемента, причем смещением каждой из частей для перемещения в направлении вперед-назад управляет блок управления на основании данных обнаружения и данных о целевой длине для регулирования степени удлинения в направлении вперед-назад на удерживаемой части лентообразного резинового элемента, удерживаемой каждой из множества частей для удержания, или вблизи нее.
Способ изготовления невулканизированного лентообразного резинового элемента в соответствии с одним вариантом осуществления настоящего изобретения представляет собой способ, в котором невулканизированный лентообразный резиновый элемент, отрезанный на заданную длину, удлиняют до целевой длины, причем способ включает обнаружение по всему направлению ширины лентообразного резинового элемента с помощью датчика положения переднего конца и заднего конца лентообразного резинового элемента, размещенного в плоском положении на части для размещения, и ввод данных обнаружения от датчика положения в блок управления, и при конфигурировании по меньшей мере одного из механизма для удержания переднего конца, который удерживает передний конец, и механизма для удержания заднего конца, который удерживает задний конец, таким образом, что они включают в себя множество частей для удержания, расположенных рядом друг с другом в направлении ширины лентообразного резинового элемента, и части для перемещения, каждая из которых по отдельности перемещает каждую из множества частей для удержания в направлении вперед-назад лентообразного резинового элемента, удержание переднего конца с помощью механизма для удержания переднего конца и удержание заднего конца с помощью механизма для удержания заднего конца, управление блоком управления на основании данных обнаружения и данных целевой длины, смещение каждой из частей для перемещения в направлении вперед-назад для регулирования степени удлинения в направлении вперед-назад удерживаемой части лентообразного резинового элемента, удерживаемой каждой из множества частей для удержания, или вблизи нее.
Преимущества изобретения
В соответствии с вариантами осуществления настоящего изобретения невулканизированный лентообразный резиновый элемент, отрезанный на заданную длину, размещают в плоском положении на части для размещения, а датчик положения обнаруживает его передний конец и задний конец по всему направлению ширины лентообразного резинового элемента, и, таким образом, можно получать данные о распределении длин в направлении ширины лентообразного резинового элемента (т.е. данные о распределении длин сжатия в направлении ширины). Затем по меньшей мере один из переднего конца и заднего конца лентообразного резинового элемента удерживают с помощью множества частей для удержания, расположенных рядом друг с другом в направлении ширины лентообразного резинового элемента, и на основании данных обнаружения, полученных от датчика положения, и данных о целевой длине с помощью блока управления регулируют смещение в направлении вперед-назад каждой из частей для перемещения, каждая из которых перемещает каждую из частей для удержания по отдельности в направлении вперед-назад, причем сжимающийся лентообразный резиновый элемент можно удлинить до целевой длины с высокой точностью.
Краткое описание чертежей
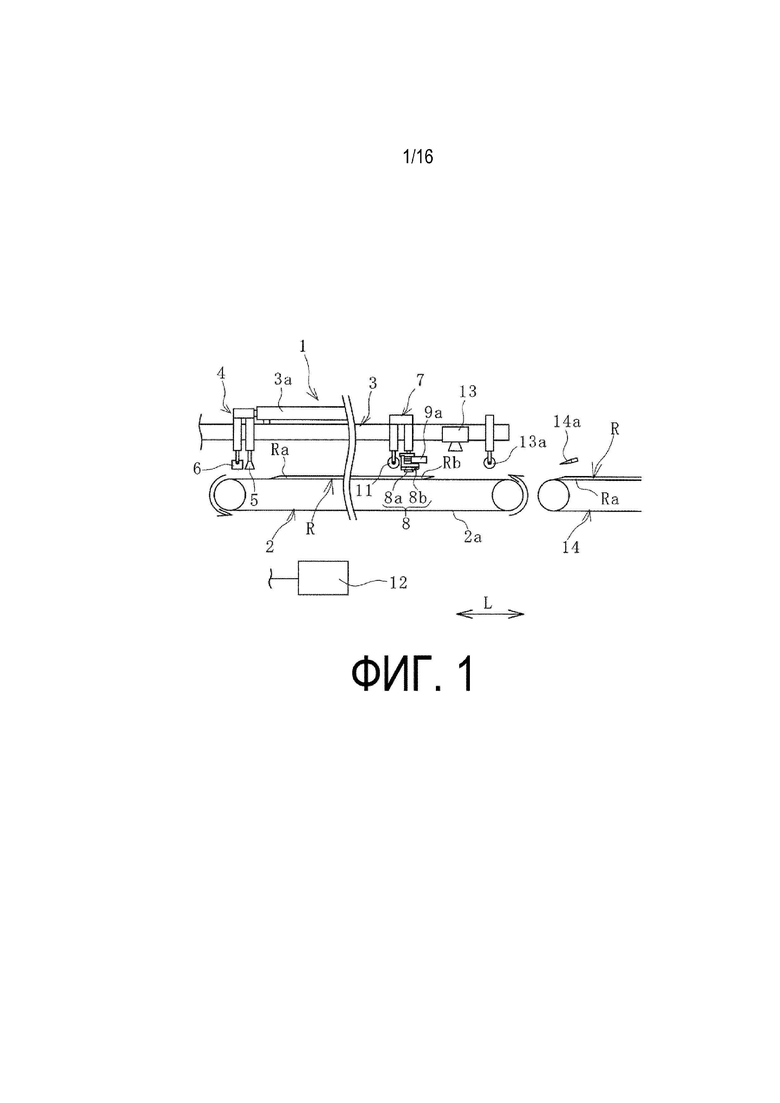
На Фиг. 1 представлена пояснительная схема, на виде сбоку показано устройство для изготовления невулканизированного лентообразного резинового элемента в соответствии с одним вариантом осуществления настоящего изобретения.
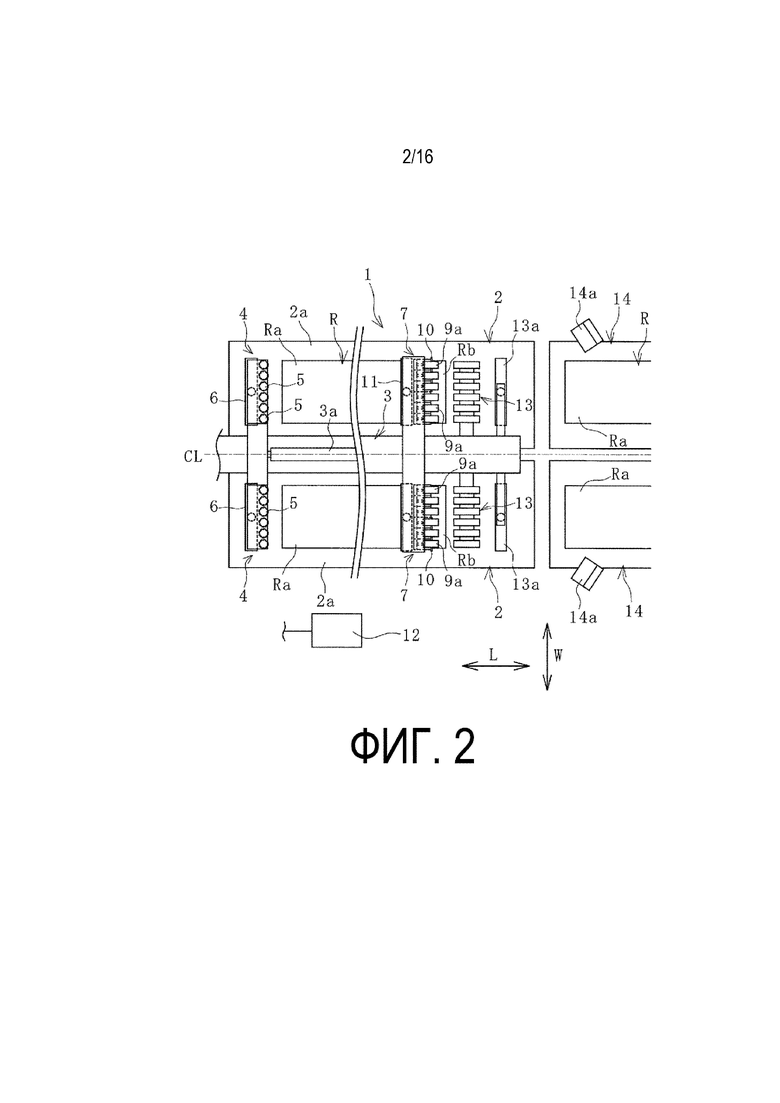
На Фиг. 2 представлена пояснительная схема, на виде в горизонтальной проекции показано устройство для изготовления, показанное на Фиг. 1.
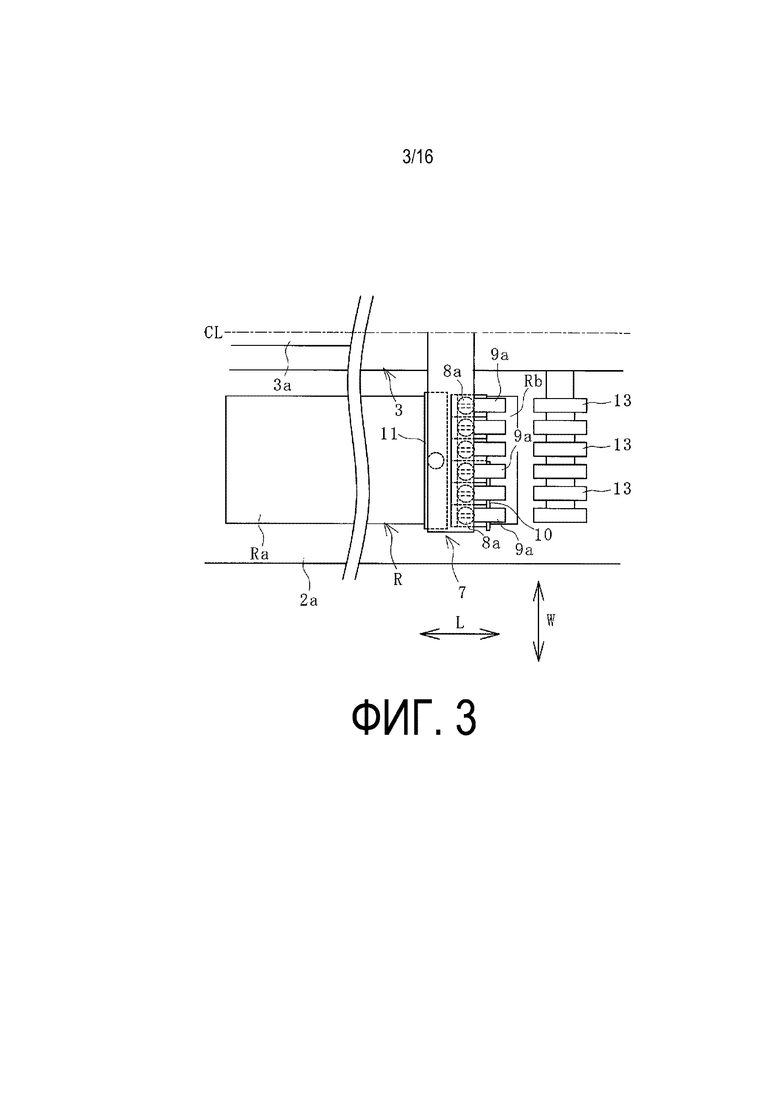
Фиг. 3 представляет собой увеличенный вид части, изображенной на Фиг. 2.
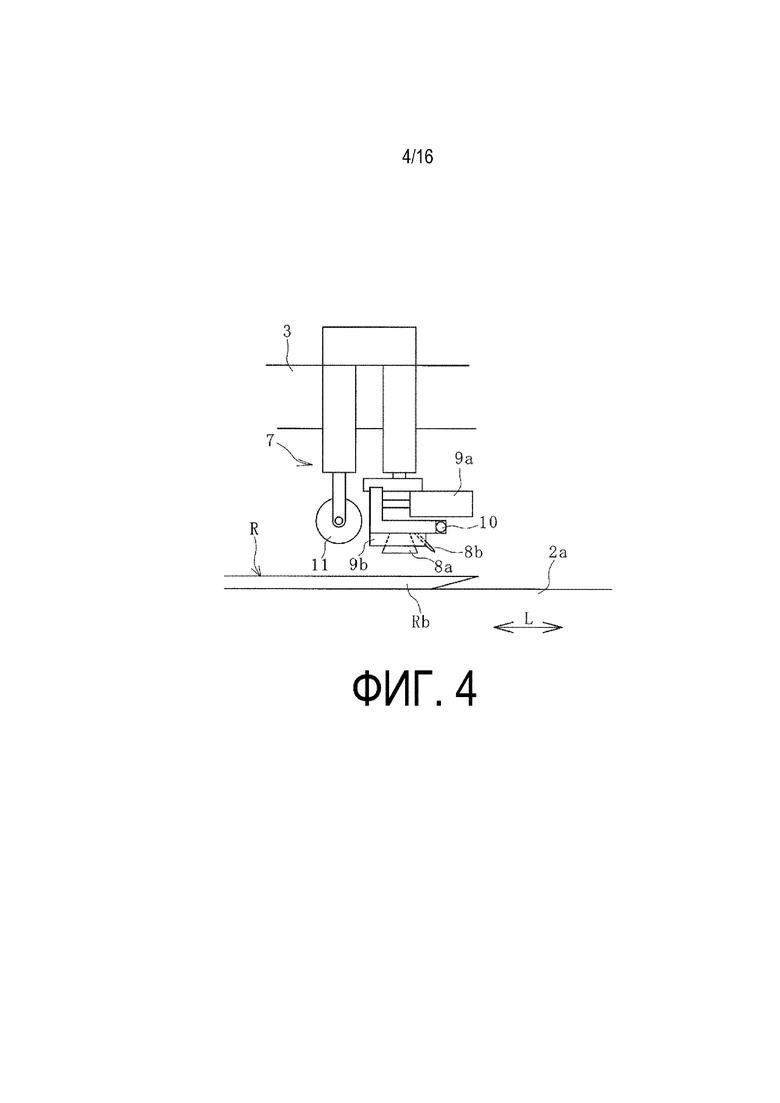
На Фиг. 4 представлена пояснительная схема, на виде сбоку показан механизм для удержания заднего конца.
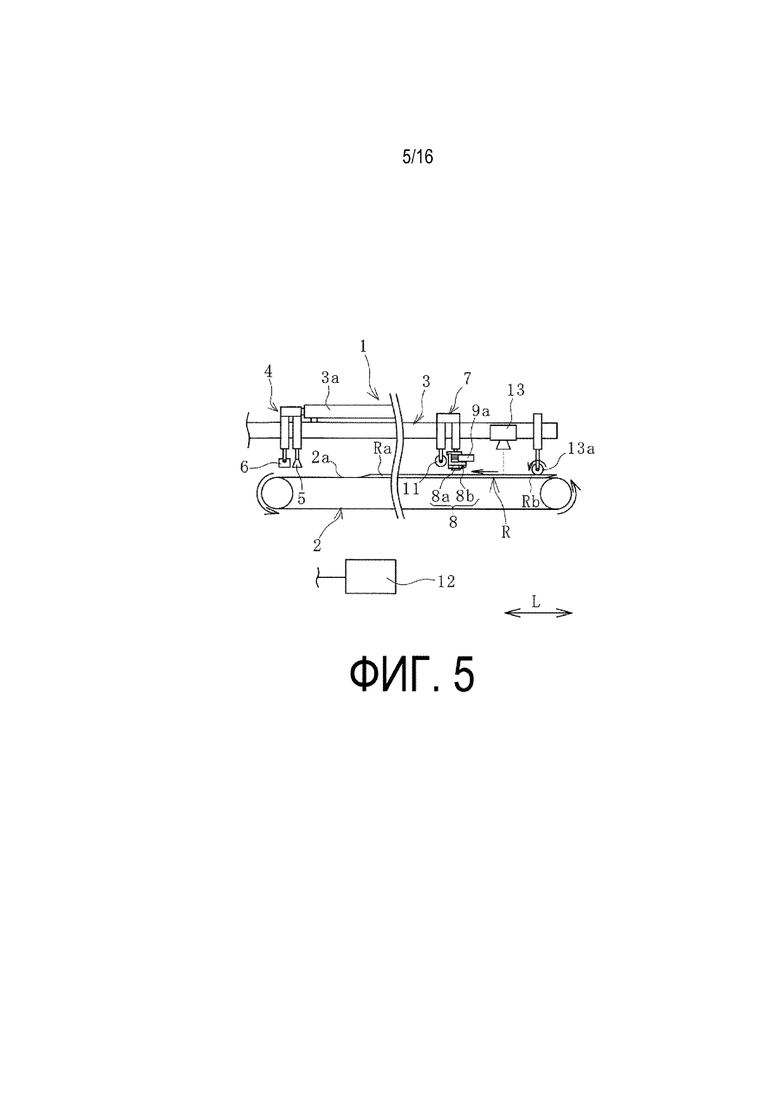
На Фиг. 5 представлена пояснительная схема, на виде сбоку показан этап обнаружения переднего конца и заднего конца лентообразного резинового элемента.
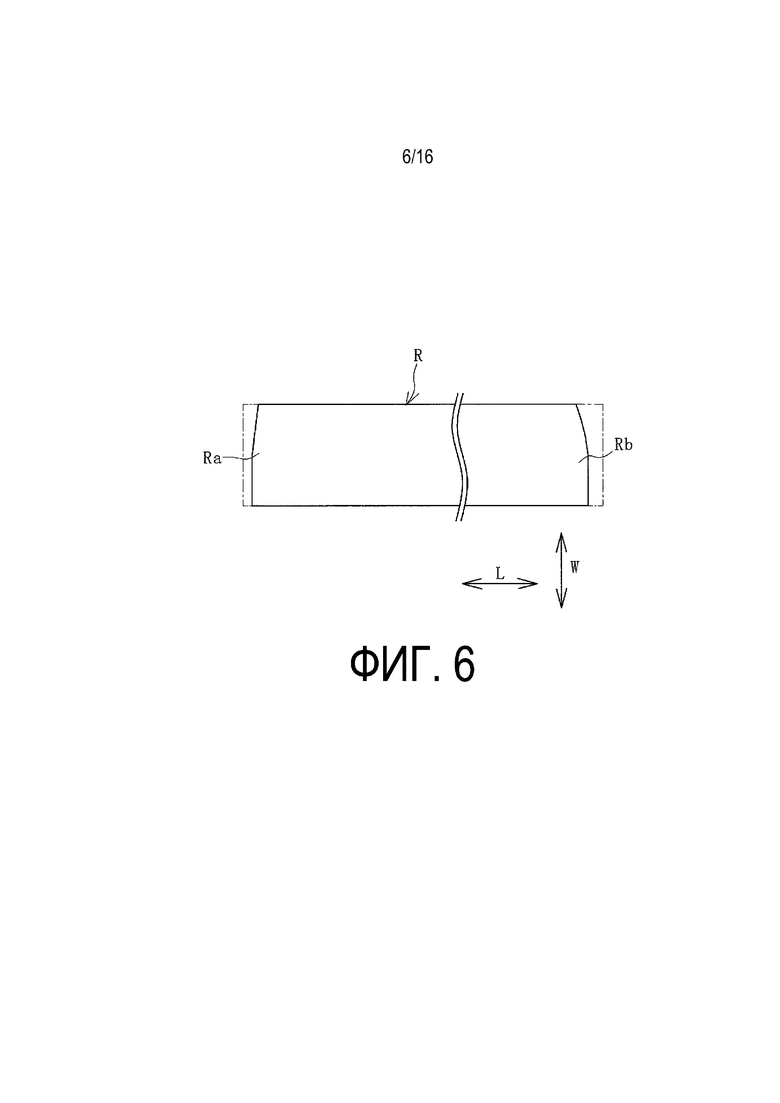
На Фиг. 6 представлена пояснительная схема, на виде в горизонтальной проекции схематически показана форма лентообразного резинового элемента.
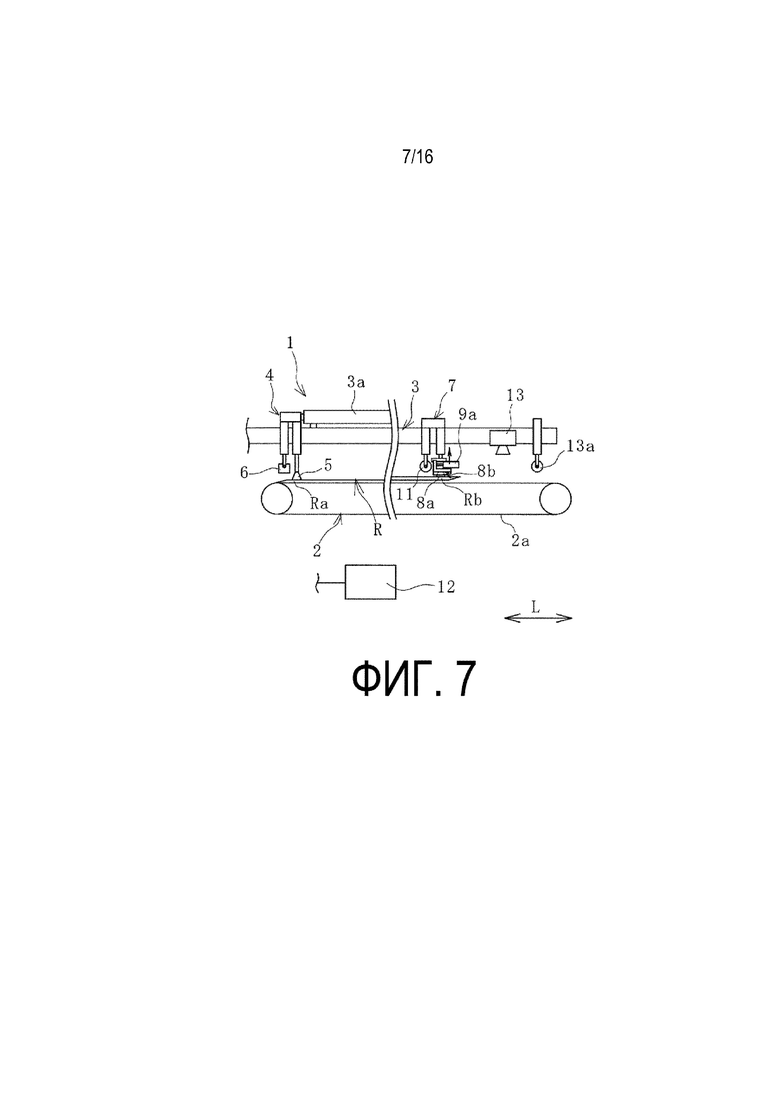
На Фиг. 7 представлена пояснительная схема, на виде сбоку показан этап удержания переднего конца и заднего конца лентообразного резинового элемента с помощью механизма для удержания переднего конца и механизма для удержания заднего конца соответственно.
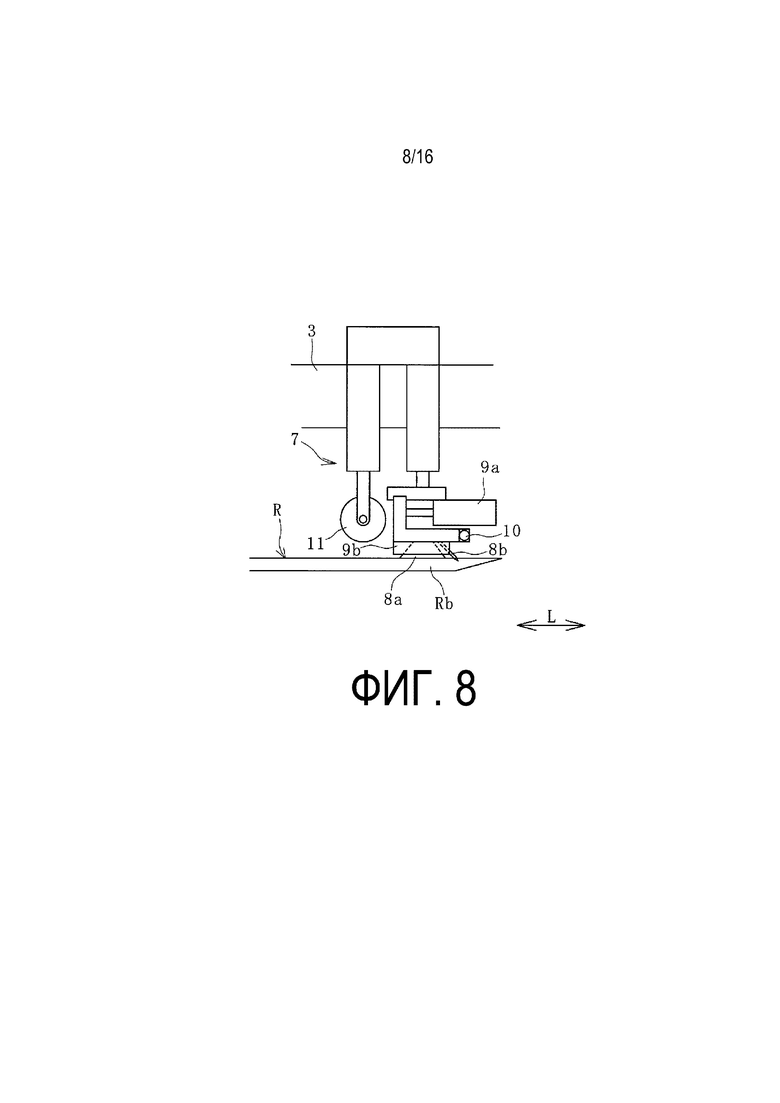
На Фиг. 8 представлена увеличенная пояснительная схема периферии части для удержания заднего конца, показанной на Фиг. 7.
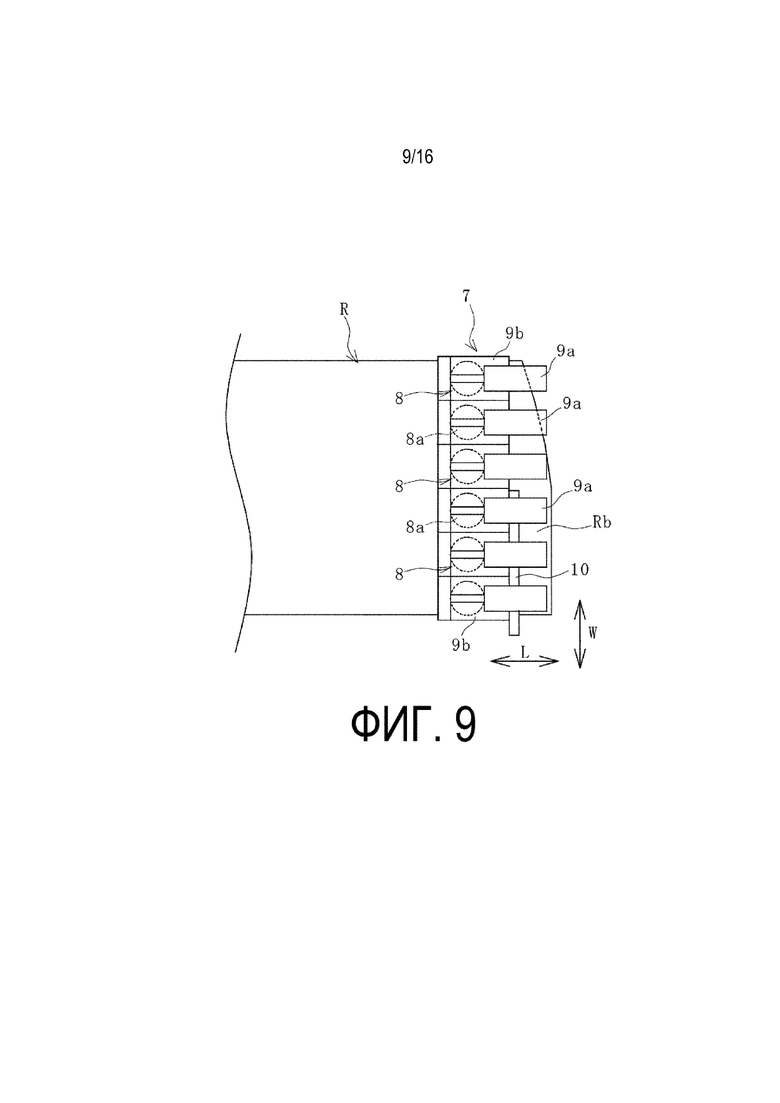
На Фиг. 9 представлена пояснительная схема, на виде в горизонтальной проекции показана периферия заднего конца лентообразного резинового элемента, показанного на Фиг. 8.
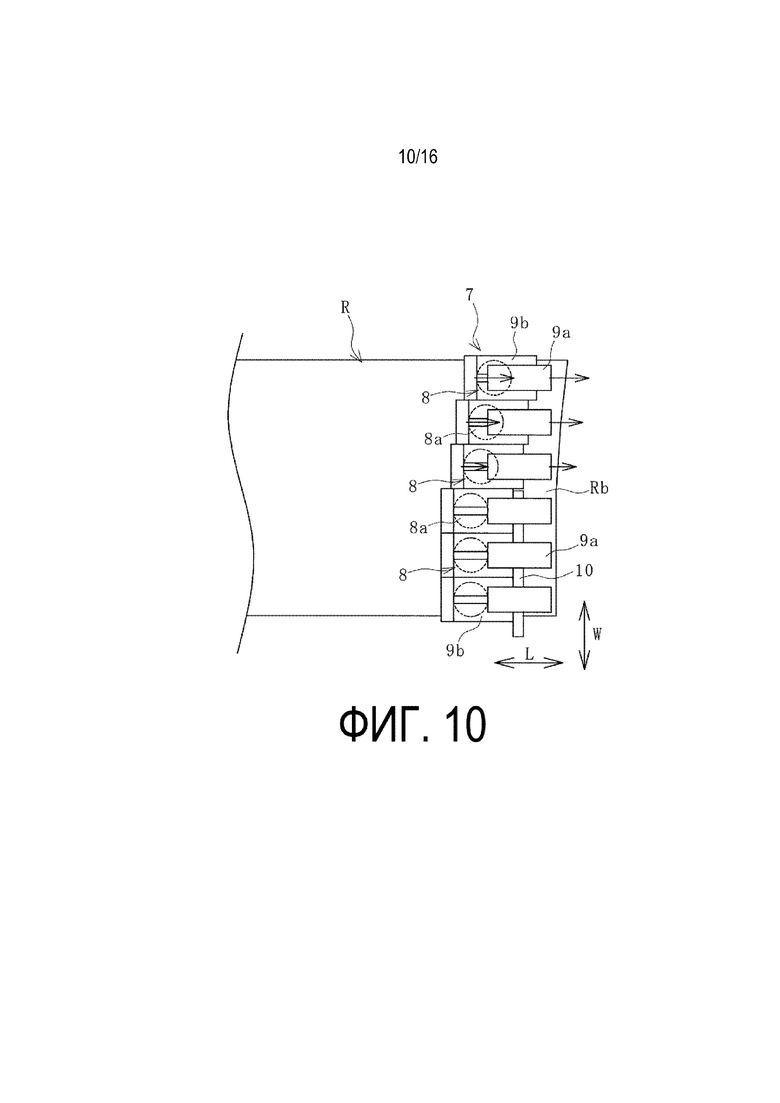
На Фиг. 10 представлена пояснительная схема, на виде в горизонтальной проекции показан этап растягивания заднего конца лентообразного резинового элемента, показанного на Фиг. 9.
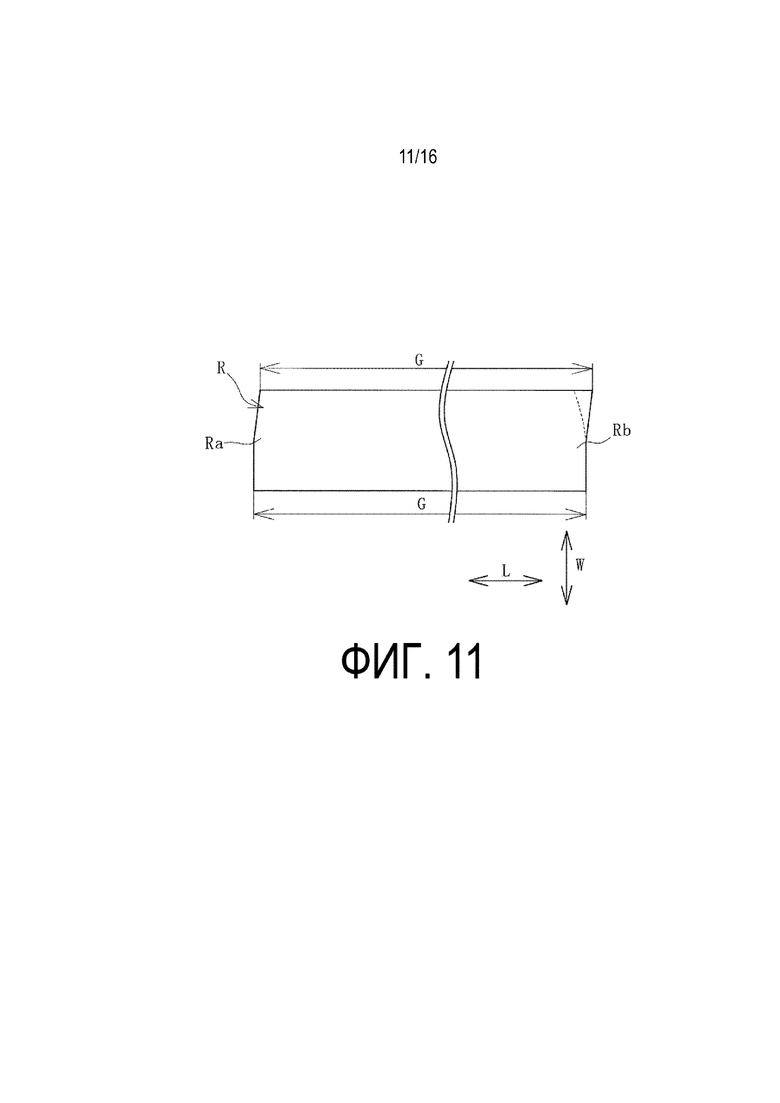
На Фиг. 11 представлена пояснительная схема, на виде в горизонтальной проекции схематически показан удлиненный лентообразный резиновый элемент.
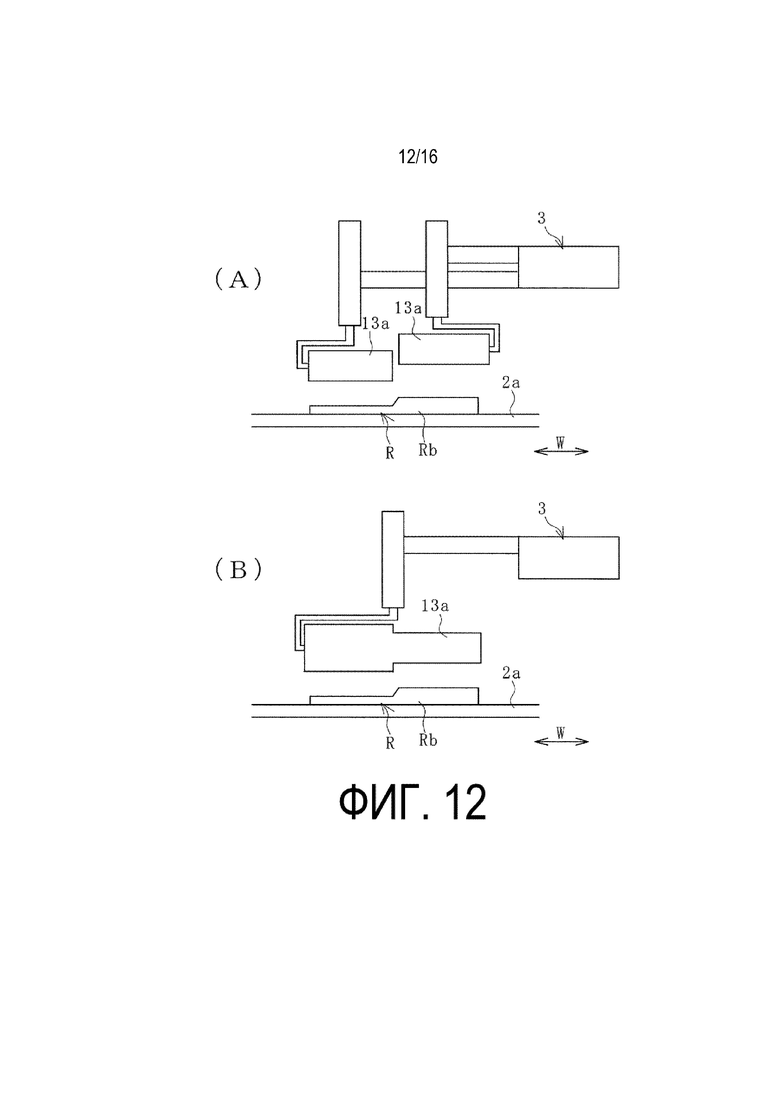
На Фиг. 12 представлена пояснительная схема, на виде спереди показан измененный пример прижимного ролика, расположенного над задним концом транспортирующего конвейера.
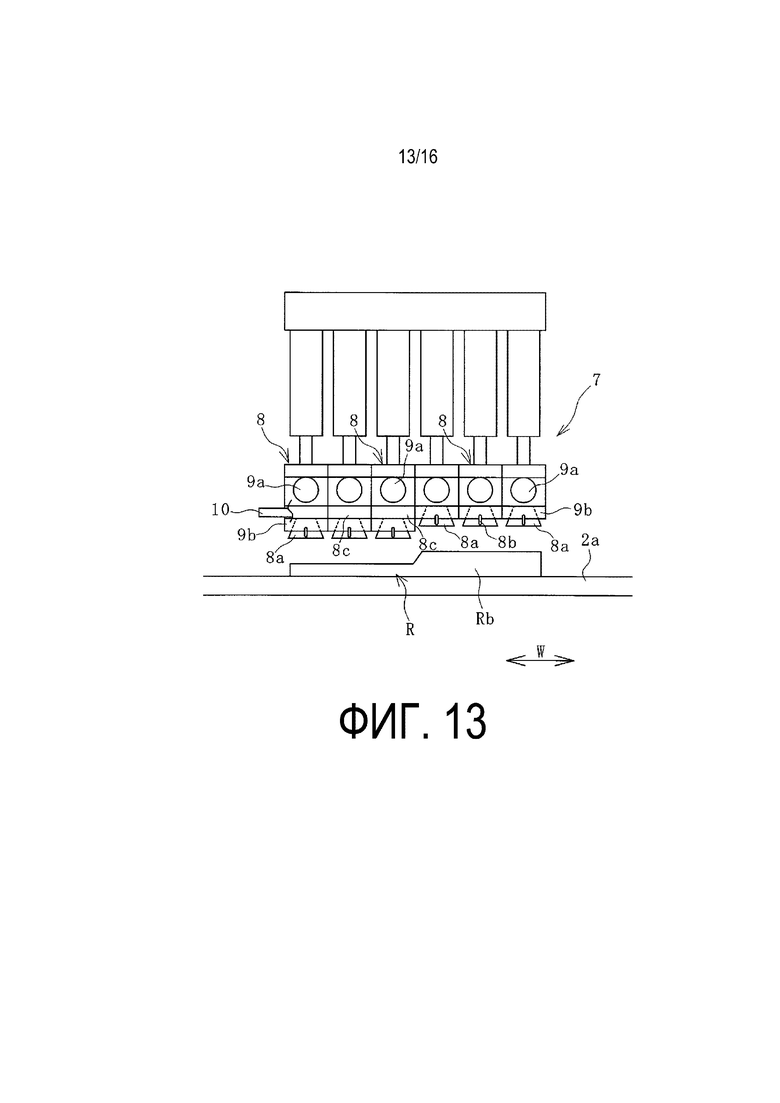
На Фиг. 13 представлена пояснительная схема, на виде спереди показан измененный пример механизма для удержания заднего конца.
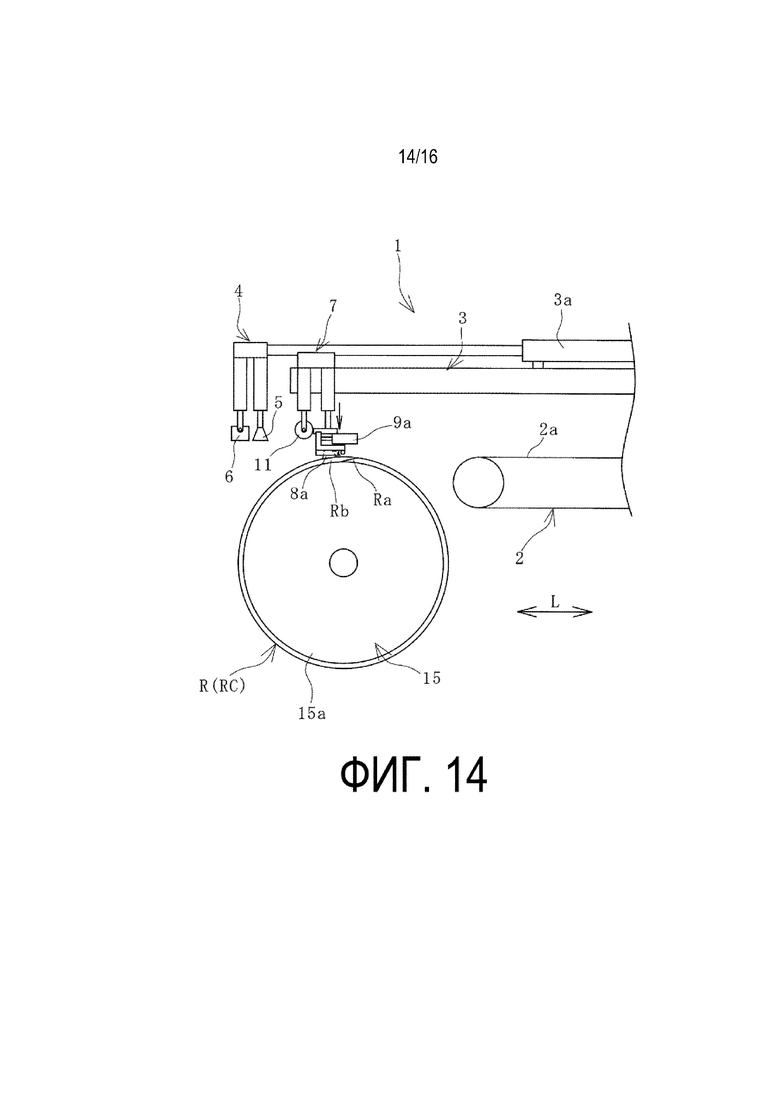
На Фиг. 14 представлена пояснительная схема, на виде сбоку показано положение, в котором вокруг наружной кольцевой поверхности формующего барабана наматывают удлиненный лентообразный резиновый элемент.
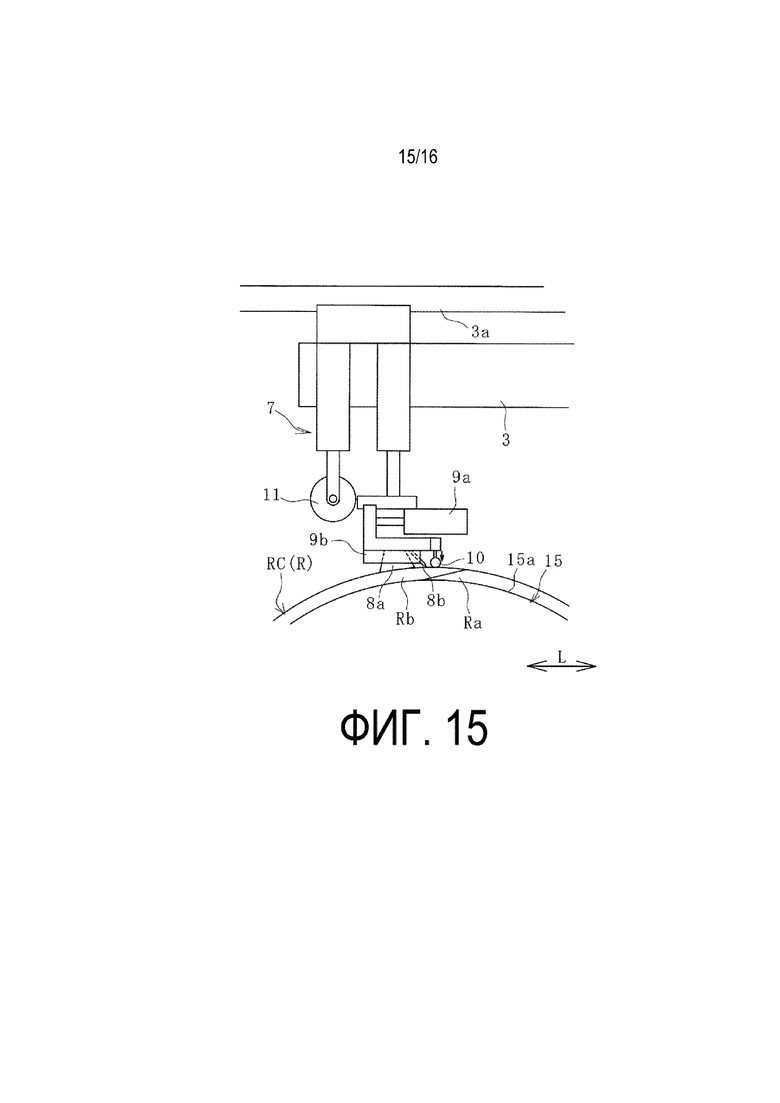
На Фиг. 15 представлена пояснительная схема, на виде сбоку показан этап прекращения удержания заднего конца лентообразного резинового элемента, показанного на Фиг. 14, для обеспечения соединения путем сжатия заднего конца с передним концом.
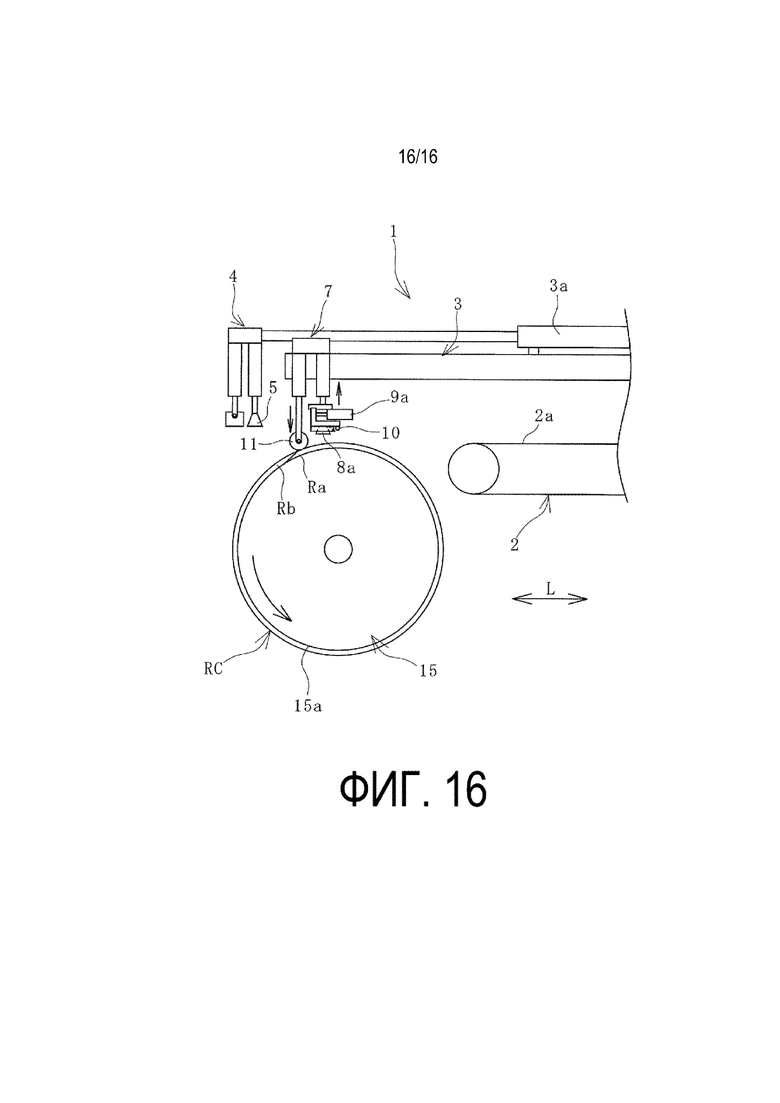
На Фиг. 16 представлена пояснительная схема, на виде сбоку показан этап обеспечения дополнительного соединения путем сжатия переднего конца и заднего конца, как показано на Фиг. 15.
Описание вариантов осуществления изобретения
Устройство и способ изготовления лентообразного резинового элемента согласно вариантам осуществления настоящего изобретения будут описаны ниже в настоящем документе на основе вариантов осуществления со ссылкой на чертежи.
Устройство 1 для изготовления невулканизированного лентообразного резинового элемента в соответствии с одним вариантом осуществления настоящего изобретения (далее в настоящем документе называется устройством 1 для изготовления), показанное на Фиг. 1-4, расположено со стороны ниже по потоку относительно расположенного со стороны выше по потоку транспортирующего конвейера 14. Резак 14a расположен на переднем конце расположенного со стороны выше по потоку транспортирующего конвейера 14. Невулканизированный лентообразный резиновый элемент R, транспортируемый по направлению к устройству 1 для изготовления с помощью расположенного со стороны выше по потоку транспортирующего конвейера 14, отрезают с помощью резака 14a на заданную длину.
Примеры лентообразного резинового элемента R включают компоненты шины, такие как резина протектора, резина боковины и т.п. шины, изготовленные из невулканизированной резины. Поскольку отрезанный лентообразный резиновый элемент R впоследствии сжимается, в конечном итоге его длина становится меньше заданной длины, на которую он отрезан. Данная длина сжатия необязательно является равномерной в направлении W ширины лентообразного резинового элемента R и отличается, например, в зависимости от толщины или т.п. Устройство 1 для изготовления удлиняет невулканизированный лентообразный резиновый элемент R, отрезанный на заданную длину, до целевой длины G.
Устройство 1 для изготовления содержит часть 2 для размещения, на которую помещают отрезанный на заданную длину невулканизированный лентообразный резиновый элемент R в плоском положении, датчик 13 положения, блок 12 управления, в который поступают данные обнаружения от датчика 13 положения, механизм 4 для удержания переднего конца и механизм 7 для удержания заднего конца. Кроме того, в данном варианте осуществления над задним концом транспортирующего конвейера 2 установлен прижимной ролик 13a.
В данном варианте осуществления в качестве части 2 для размещения используют транспортирующий конвейер 2, который транспортирует лентообразный резиновый элемент R в плоском положении. Транспортирующий конвейер 2 включает в себя конвейерную ленту 2a, которая натянута между передним и задним шкивами, причем конвейерная лента 2a приводится во вращение источником привода, таким как серводвигатель. Достаточно, чтобы на часть 2 для размещения лентообразный резиновый элемент R помещали в плоском положении, кроме того, можно использовать металлическую пластину, пластмассовую пластину или т.п.
Направление стрелки L на чертежах указывает направление вперед-назад транспортирующего конвейера 2 и лентообразного резинового элемента R, размещенного на транспортирующем конвейере 2. Направление стрелки W указывает направление ширины транспортирующего конвейера 2 и лентообразного резинового элемента R, размещенного на транспортирующем транспортере 2. Штрихпунктирная линия CL на Фиг. 2 указывает среднюю точку в направлении W ширины рамы 3, проходящей в направлении L вперед-назад.
Блок 12 управления управляет перемещением транспортирующего конвейера 2, механизма 4 для удержания переднего конца, механизма 7 для удержания заднего конца и прижимного ролика 13a. Блок 12 управления также определяет скорость перемещения транспортирующего конвейера 2 и, таким образом, также определяет смещение лентообразного резинового элемента R, транспортируемого транспортирующим конвейером 2 в направлении L вперед-назад.
В данном варианте осуществления транспортирующие конвейеры 2 расположены по одному с каждой стороны в симметричных положениях относительно друг друга, причем между ними расположена штрихпунктирная линия CL. Механизм 4 для удержания переднего конца и механизм 7 для удержания заднего конца, расположенные над каждой конвейерной лентой 2a, прикреплены с возможностью перемещения к раме 3. Кроме того, датчик 13 положения, расположенный над задним концом каждой из конвейерных лент 2a, и прижимной ролик 13a прикреплены к раме 3.
Каждое из устройств (таких как транспортирующий конвейер 2, механизм 4 для удержания переднего конца, механизм 7 для удержания заднего конца, датчик 13 положения и прижимной ролик 13a) расположенных в симметричных положениях относительно друг друга, причем между ними расположена штрихпунктирная линия CL, выполнено и перемещается аналогичным образом, и, таким образом, ниже будет описано устройство с одной стороны относительно расположенной между ними штрихпунктирной линии CL. Следует отметить, что устройства, такие как транспортирующий конвейер 2, механизм 4 для удержания переднего конца, механизм 7 для удержания заднего конца, датчик 13 положения и прижимной ролик 13a, не ограничены конфигурацией, в которой эти устройства устанавливают рядом друг с другом в два ряда, причем между ними расположена пунктирная линия CL, как в данном варианте осуществления, и они могут быть выполнены с возможностью установки в один ряд.
Механизм 4 для удержания переднего конца содержит часть 5 для удержания переднего конца и в этом варианте осуществления дополнительно содержит часть 6 для прижимания переднего конца. Достаточно, чтобы часть 5 для удержания переднего конца была выполнена с возможностью удержания переднего конца Ra лентообразного резинового элемента R, причем, например, используют присасывающую площадку. Часть 5 для удержания переднего конца перемещают в вертикальном направлении с помощью цилиндра или т.п. и перемещают по направлению к поверхности для размещения конвейерной ленты 2a и от нее. Множество частей 5 для удержания переднего конца расположены рядом друг с другом в направлении W ширины.
В качестве части 6 для прижимания переднего конца используют один стержнеобразный элемент, который проходит в направлении W ширины. Часть 6 для прижимания переднего конца можно разделить в направлении W ширины с образованием множества частей для прижимания переднего конца, расположенных рядом друг с другом. Часть 6 для прижимания переднего конца перемещают в вертикальном направлении с помощью цилиндра или т.п. и перемещают по направлению к поверхности для размещения конвейерной ленты 2a и от нее. Механизм 4 для удержания переднего конца (часть 5 для удержания переднего конца и часть 6 для прижимания переднего конца) перемещают в направлении L вперед-назад с помощью выдвижного/втягивающего цилиндра 3a, установленного на раме 3.
Механизм 7 для удержания заднего конца содержит множество частей 8 для удержания заднего конца, расположенных рядом друг с другом в направлении W ширины, и части 9a для перемещения, каждая из которых перемещает каждую из частей 8 для удержания заднего конца по отдельности в направлении L вперед-назад. В данном варианте осуществления в дополнение к присасывающей площадке 8a в качестве части 8 для удержания заднего конца используется иглообразный элемент 8b. Присасывающая площадка 8a выступает вниз от нижней поверхности основания 9b блока, к которому прикреплена присасывающая площадка 8a, на расстояние от приблизительно 1 мм или более до 2 мм или менее. Присасывающая площадка 8a может поворачиваться в направлении W ширины и в направлении L вперед-назад.
Иглообразный элемент 8b наклонно выступает назад из основания 9b блока. В соответствующих случаях иглообразный элемент 8b может быть необязательным. В качестве части 9a для перемещения используют электрический цилиндр, но также можно использовать гидравлический цилиндр. Когда часть 9a для перемещения перемещает основание 9b блока в направлении L вперед-назад, таким образом, происходит перемещение части 8 для удержания заднего конца в направлении L вперед-назад.
В данном варианте осуществления все части 8 для удержания заднего конца, расположенные рядом друг с другом в направлении W ширины, выполнены с возможностью перемещения в направлении L вперед-назад, но лишь некоторые части 8 для удержания заднего конца могут быть выполнены с возможностью перемещения в направлении L вперед-назад. Например, только две или три части 8 для удержания заднего конца, смежные в направлении W ширины, могут быть выполнены с возможностью перемещения в направлении L вперед-назад. Количество частей 8 для удержания заднего конца, расположенных рядом друг с другом, предпочтительно равно трем или более, например трем или более и восьми или менее. В этом варианте осуществления размеры в направлении W ширины всех частей 8 для удержания заднего конца идентичны, но также можно вместе использовать части 8 для удержания заднего конца с разными размерами в направлении W ширины.
В данном варианте осуществления механизм 7 для удержания заднего конца также содержит одну прижимную планку 10, расположенную позади части 8 для удержания заднего конца и проходящую в направлении W ширины, и один прижимной ролик 11, расположенный перед частью 8 для удержания заднего конца. Прижимная планка 10, установленная на основании 9b блока, может быть выполнена с возможностью независимого перемещения в вертикальном направлении. Прижимная планка 10 может проходить на соответствующую длину в направлении W ширины и в этом варианте осуществления проходит от одной концевой стороны до половинного положения в направлении W ширины шести частей 8 для удержания заднего конца, расположенных рядом друг с другом. Прижимной ролик 11 может быть разделен в направлении W ширины с образованием множества прижимных роликов, расположенных рядом друг с другом.
Часть 8 для удержания заднего конца, часть 9a для перемещения, основание 9b блока и прижимная планка 10 перемещают как единое целое в вертикальном направлении с помощью соответствующих цилиндров или т.п. и перемещают по направлению к поверхности для размещения конвейерной ленты 2a и от нее. Прижимной ролик 11 также перемещают в вертикальном направлении с помощью цилиндра или т.п. и перемещают по направлению к поверхности для размещения конвейерной ленты 2a и от нее. Механизм 7 для удержания заднего конца (часть 8 для удержания заднего конца, часть 9a для перемещения, основание 9b блока, прижимная планка 10 и прижимной ролик 11) перемещают в направлении L вперед-назад вдоль рамы 3 с помощью серводвигателя или т.п.
Как описано выше, множество частей 8 для удержания заднего конца, расположенных рядом друг с другом в направлении W ширины, и частей 9a для перемещения, каждая из которых перемещает каждую из частей 8 для удержания заднего конца по отдельности в направлении вперед-назад, обеспечены только в механизме 7 для удержания заднего конца, однако функции указанной части 8 для удержания заднего конца и участка 9a для перемещения должны выполняться только на по меньшей мере одном из механизма 4 для удержания переднего конца и механизма 7 для удержания заднего конца. Соответственно, только механизм 4 для удержания переднего конца или механизм 4 для удержания переднего конца и механизм 7 для удержания заднего конца могут иметь такую же функцию, как часть 8 для удержания заднего конца и часть 9a для перемещения.
Датчик 13 положения обнаруживает передний конец и задний конец лентообразного резинового элемента R, размещенного в плоском положении на транспортирующем конвейере 2, по всей ширине в направлении W ширины. Другими словами, получают данные о распределении длины в направлении W ширины лентообразного резинового элемента R. Данные обнаружения от датчика 13 положения последовательно поступают в блок 12 управления. В качестве датчика 13 положения предпочтительно использовать бесконтактный датчик (оптический датчик, лазерный датчик, ультразвуковой датчик или т.п.).
В этом варианте осуществления датчик 13 положения установлен отдельно для каждой из частей 8 для удержания заднего конца. Другими словами, один датчик 13 положения и одна часть 8 для удержания заднего конца составляют один набор. Можно использовать единственный датчик 13 положения, при условии, что передний конец и задний конец лентообразного резинового элемента R можно обнаруживать по всей ширине в направлении W ширины, например, при обеспечении перемещения датчика 13 положения в направлении W ширины. Как показано в данном варианте осуществления, если датчик 13 положения обеспечен на каждой из частей 8 для удержания заднего конца, нет необходимости в перемещении датчика положения 13 в направлении W ширины, что является преимуществом при упрощении устройства и обеспечении точности обнаружения с помощью датчика 13 положения.
Данные о целевой длине G лентообразного резинового элемента R также поступают в блок 12 управления. Блок 112 управления управляет смещением каждой из частей 9a для перемещения в направлении L вперед-назад на основании данных обнаружения, полученных от датчика 13 положения, и данных о целевой длине G. В результате происходит регулирование степени удлинения в направлении L вперед-назад на удерживаемой части лентообразного резинового элемента R или вблизи нее, удерживаемой с помощью каждой из частей 8 для удержания заднего конца.
Далее будет объяснен пример процедур для изготовления лентообразного резинового элемента R, имеющего целевую длину G, с использованием устройства 1 для изготовления.
Как показано на Фиг. 5, лентообразный резиновый элемент R транспортируют вперед при приведении во вращательное движение конвейерной ленты 2a, на которую помещают лентообразный резиновый элемент R, отрезанный на заданную длину. Лентообразный резиновый элемент R прижимается прижимным роликом 13a на заднем конце транспортирующего конвейера 2. Соответственно, непосредственно после размещения лентообразного резинового элемента R на транспортирующем конвейере 2 лентообразный резиновый элемент R помещают на конвейерную ленту 2a в плоском положении, одновременно присоединяют его путем прижатия к поверхности для размещения конвейерной ленты 2a.
Каждый из датчиков 13 положения обнаруживает передний конец и задний конец проходящего ниже лентообразного резинового элемента R. В результате передний конец и задний конец лентообразного резинового элемента R обнаруживают в направлении W ширины, и полученные данные обнаружения последовательно передают в блок 12 управления. Данные обнаружения могут быть получены путем перемещения датчика 13 положения в направлении L вперед-назад без управления транспортирующим конвейером 2, на котором лентообразный резиновый элемент R находится в плоском положении. Другими словами, данные обнаружения могут быть получены путем перемещения лентообразного резинового элемента R и конвейерной ленты 2a относительно друг друга в направлении вперед-назад.
Блок 12 управления вычисляет данные о распределении длины в направлении W ширины лентообразного резинового элемента R на основании данных обнаружения, полученных от датчика 13 положения, и скорости перемещения транспортирующего конвейера 2. В результате определяют форму лентообразного резинового элемента R, показанного на Фиг. 6. Штрихпунктирная линия на Фиг. 6 обозначает форму лентообразного резинового элемента R при отрезании на заданную длину. Другими словами, данные о распределении длины сжатия в направлении W ширины лентообразного резинового элемента R могут быть получены с помощью данных обнаружения, полученных от датчика 13 положения. На Фиг. 6 передний конец Ra и задний конец Rb сжимаются в направлении L вперед-назад, и длина их сжатия не является постоянной в направлении W ширины. Следует отметить, что лентообразный резиновый элемент R также сжимается в направлении W ширины, но величина этого сжатия является значительно меньшей и пренебрежимо мала по сравнению таким параметром в направлении L вперед-назад.
В тех случаях, когда было обнаружено, что в некотором конкретном положении в направлении W ширины лентообразного резинового элемента R происходит небольшое сжатие, длину лентообразного резинового элемента R в этом конкретном положении в направлении W ширины также можно использовать в качестве эталонной длины. Затем длину лентообразного резинового элемента R в других положениях в направлении W ширины можно вычислить на основании данных обнаружения, полученных от датчика 13 положения, относительно эталонной длины в конкретном положении и вычислить данные о распределении длины в направлении W ширины лентообразного резинового элемента R (данные о распределении длины сжатия).
В данном случае, например, каждая из частей 8 для удержания заднего конца, расположенных рядом друг с другом, может быть выполнена с возможностью перемещения по отдельности в направлении W ширины вместе с соответствующей частью 9a для перемещения и датчиком 13 положения. Затем один набор из части 8 для удержания заднего конца, части 9a для перемещения и датчика 13 положения перемещают и располагают в конкретном положении в направлении W ширины, как описано выше. Другие наборы (состоящие из части 8 для удержания заднего конца, части 9a для перемещения и датчика 13 положения) перемещают и располагают, например, в направлении W ширины таким образом, чтобы обеспечить заданное расстояние между смежными наборами в направлении W ширины.
Другими словами, лентообразный резиновый элемент R, отрезанный на заданную длину, сжимается с течением времени в свободном состоянии. В этом варианте осуществления, как показано на Фиг. 5, перед обнаружением с помощью датчика 13 положения переднего конца и заднего конца лентообразного резинового элемента R по всему направлению W ширины прижимной ролик 13a прокатывают по верхней поверхности лентообразного резинового элемента R, размещенного в плоском положении, и лентообразный резиновый элемент R присоединяют путем прижатия к конвейерной ленте 2a. В результате в процессе выполнения обнаружения с помощью датчика 13 положения предотвращается сжатие лентообразного резинового элемента R. Соответственно, можно получить более точные данные о распределении длины лентообразного резинового элемента R в направлении W ширины.
Если поверхность для размещения конвейерной ленты 2a представляет собой поверхность для размещения, на которой размещают лентообразный резиновый элемент R в плоском положении, который прикрепляют без смещения в направлении L вперед-назад, причем в состоянии без расширения или сжатия в направлении L вперед-назад, еще большее преимущество заключается в предотвращении сжатия лентообразного резинового элемента R при выполнении обнаружения с помощью датчика 13 положения. Например, поскольку конвейерная лента 2a натянута между шкивами, поверхность для размещения находится в состоянии без расширения или сжатия. Таким образом, предпочтительно использовать поверхность для размещения с характеристиками, при которых лентообразный резиновый элемент R, размещенный в плоском положении, прикрепляют без смещения в направлении L вперед-назад (например, применять материал или обработку поверхности, обеспечивающие отличную адгезию к лентообразному резиновому элементу R).
Затем, как показано на Фиг. 7, часть 5 для удержания переднего конца перемещают вниз и приводят в контакт с верхней поверхностью переднего конца Ra для прикрепления верхней поверхности путем отсасывания воздуха. Кроме того, присасывающую площадку 8a приводят в контакт с верхней поверхностью заднего конца Rb при перемещении части 8 для удержания заднего конца вниз для прикрепления верхней поверхности путем отсасывания воздуха.
При перемещении присасывающей площадки 8a вниз иглообразный элемент 8b проходит в расположенное посередине положение в направлении толщины лентообразного резинового элемента R. На этом этапе часть 6 для прижимания переднего конца находится в верхнем положении, в котором отсутствует контакт с передним концом Ra, и прижимной ролик 11 находится в верхнем положении, в котором отсутствует контакт с задним концом Rb. Следует отметить, что в положении, в котором лентообразный резиновый элемент R не размещен на конвейерной ленте 2a, иглообразный элемент 8b устанавливают таким образом, что он не вступает в контакт с конвейерной лентой 2a даже при перемещении присасывающей площадки 8a вниз в положение конвейерной ленты 2a.
Толщина лентообразного резинового элемента R не является постоянной в направлении W ширины и часто изменяется. Таким образом, поскольку лентообразный резиновый элемент R часто имеет уникальную форму поперечного сечения (профиль), а не простую квадратную форму поперечного сечения, толщина (масса) лентообразного резинового элемента R в положении, в котором прикреплена каждая присасывающая площадка 8a, отличается. Таким образом, сила присасывания, создаваемая каждой присасывающей площадкой 8a, не обязательно является равномерной и может быть установлена по-разному в зависимости от толщины лентообразного резинового элемента R в положении, в котором прикрепляют каждую из присасывающих площадок 8a. Например, для присасывающей площадки 8a, которая прикрепляется в положении с определенной толщиной лентообразного резинового элемента R, сила присасывания устанавливается на большем уровне. Аналогично присасывающая площадка части 5 для удержания переднего конца также может по-разному обеспечивать силу присасывания в зависимости от положения в направлении W ширины.
Таким образом, передний конец Ra удерживается частью 5 для удержания переднего конца, а задний конец Rb удерживается частью 8 для удержания заднего конца. Лентообразный резиновый элемент R отделяют от по меньшей мере заднего конца Rb и его периферии над конвейерной лентой 2a. При этом, как показано на Фиг. 9, задний конец Rb удерживают с помощью множества частей 8 для удержания заднего конца, расположенных рядом друг с другом в направлении W ширины, и каждая из частей 8 для удержания заднего конца выполнена с возможностью ее отдельного перемещения в направлении L вперед-назад с помощью части 9a для перемещения, соответствующей каждой из частей 8 для удержания заднего конца.
Затем, как показано на Фиг. 10, блок 12 управления управляет смещением каждой из частей 9a для перемещения в направлении L вперед-назад на основании данных обнаружения от датчика 13 положения и данных о целевой длине G. Например, вычисляют разность между длиной лентообразного резинового элемента R и целевой длиной G в положении в направлении W ширины, в котором расположены соответствующие датчики 13 положения, и на основании соответствующей разности блок 12 управления управляет смещением каждой из частей 9a для перемещения в направлении L вперед-назад. Другими словами, каждая из частей 8 для удержания заднего конца перемещается с помощью каждой из частей 9a для перемещения на величину соответствующей вычисленной разности.
В результате происходит регулирование степени удлинения в направлении L вперед-назад на удерживаемой части заднего конца Rb, что удерживается с помощью каждой из частей 8 для удержания заднего конца, или вблизи нее. Например, на части 8 для удержания заднего конца в положении в направлении ширины, в котором сжатие в направлении вперед-назад L лентообразного резинового элемента R является большим, устанавливается большее смещение в направлении L вперед-назад. В этом варианте осуществления, чем выше положение вверх верхних трех частей 9a для перемещения, как показано на чертеже, тем больше смещение, а смещение нижних трех частей 9a для перемещения на чертеже равно нулю.
В результате такого управления смещением, как показано на Фиг. 11, длина лентообразного резинового элемента R увеличивается до целевой длины G. Пунктирная линия на Фиг. 11 иллюстрирует задний конец лентообразного резинового элемента R до его удлинения. Хотя в данном варианте осуществления удлиняют только сторону заднего конца Rb, а передний конец Ra по существу не удлиняют, длина лентообразного резинового элемента R, как правило, представляет собой целевую длину G по всей ширине в направлении W ширины.
Если в качестве части 8 для удержания заднего конца используют присасывающую площадку 8a, которая прикрепляется к верхней поверхности заднего конца Rb и удерживает ее, задний конец Rb предпочтительно удерживается без излишней деформации. За счет использования в данном варианте осуществления иглообразного элемента 8b предпочтительно возможно надежное удерживание заднего конца Rb, в результате чего облегчается удлинение заднего конца Rb в направлении L вперед-назад по мере необходимости.
Скорость перемещения каждой из частей 9a для перемещения в направлении L вперед-назад может изменяться, но эту скорость предпочтительно устанавливают на одном уровне. Задание постоянной скорости перемещения является предпочтительным для предотвращения проявления таких дефектов, как повреждение, без приложения чрезмерного внешнего усилия для удлинения невулканизированной резины (заднего конца Rb), даже в тех случаях, когда значения смещения для каждой из частей 8 для удержания заднего конца в направлении L вперед-назад отличаются.
Как описано выше, поскольку по меньшей мере один из переднего конца Ra и заднего конца Rb лентообразного резинового элемента R удерживается с помощью множества частей 8 для удержания, расположенных рядом друг с другом в направлении W ширины, и каждую из частей 8 для удержания по отдельности перемещают в направлении вперед-назад на основании данных обнаружения, полученных от датчика 13 положения, и данных о целевой длине G, сжимающийся лентообразный резиновый элемент R можно с большей точностью удлинить до целевой длины G по всей ширине в направлении W ширины. Даже при сильном сжатии лентообразного резинового элемента R с течением времени можно обеспечить достижение целевой длины G.
Как показано на Фиг. 12, лентообразный резиновый элемент R часто имеет уникальную форму поперечного сечения (профиль). Как показано на Фиг. 12(A), такой лентообразный резиновый элемент R предпочтительно выполнен с возможностью независимого перемещения в вертикальном направлении каждого из множества прижимных роликов 13a, расположенных рядом друг с другом в направлении W ширины. В альтернативном варианте осуществления, как показано на Фиг. 12(B), предпочтительной является конфигурация, в которой один из прижимных роликов 13a, расположенных посередине в направлении W ширины, имеет отличающийся наружный диаметр. Таким образом, наружный диаметр прижимного ролика 13a устанавливают соответствующим образом в соответствии с формой поперечного сечения (профилем) лентообразного резинового элемента R.
С помощью прижимного ролика 13a, показанного на Фиг. 12 предотвращается деформация лентообразного резинового элемента R, и лентообразный резиновый элемент присоединяют путем прижатия к конвейерной ленте 2a. В результате все более предпочтительным становится устранение сжатия лентообразного резинового элемента R с течением времени. Следует отметить, что прижимной ролик 13a может отсутствовать, и в качестве прижимного ролика 13a также можно использовать прижимной ролик 11 механизма 7 для удержания заднего конца согласно описанному выше варианту осуществления.
Как показано на Фиг. 13, для лентообразного резинового элемента R, имеющего уникальную форму поперечного сечения (профиль), предпочтительной является конструкция, в которой присасывающая площадка 8a прикреплена к основанию 9b блока с частью 8c регулировки высоты, такой как размещенная между ними прокладка. Другими словами, в зависимости от формы поперечного сечения (профиля) лентообразного резинового элемента R вертикальные положения каждой из присасывающих площадок 8a, расположенных рядом друг с другом, устанавливают соответствующим образом путем вставки части 8c регулировки высоты. Это является предпочтительным для предотвращения деформации заднего конца Rb с помощью каждой из присасывающих площадок 8a, а также прочного прикрепления и удержания заднего конца Rb. Удерживающее усилие иглообразного элемента 8b также можно увеличить.
При достижении целевой длины G лентообразного резинового элемента R его сразу же наматывают на наружную кольцевую поверхность 15a формующего барабана 15, как показано на Фиг. 14, и используют для изготовления кольцеобразного резинового элемента RC. Таким образом, лентообразный резиновый элемент R перемещают по направлению к формующему барабану 15 путем вращения и приведения в движение конвейерной ленты 2a. При этом выдвижной/втягивающий цилиндр 3a продвигает механизм 4 для удержания переднего конца с постоянной скоростью за счет синхронизации механизма 4 для удержания переднего конца с транспортируемым лентообразным резиновым элементом R. Кроме того, механизм 7 для удержания заднего конца продвигают и перемещают вдоль рамы 3 с постоянной скоростью, синхронно с транспортируемым лентообразным резиновым элементом R. Затем при прекращении вращения формующего барабана 15 часть 5 для удержания переднего конца перемещается вниз, а передний конец Ra, который не удерживается, расположен на наружной кольцевой поверхности 15a формующего барабана 15. В данном случае часть 6 для прижимания переднего конца перемещается вниз, а передний конец Ra прочно прикреплен к наружной кольцевой поверхности 15a. Положение, в котором передний конец Ra расположен на наружной кольцевой поверхности 15a формующего барабана 15, предпочтительно представляет собой верхнюю часть формующего барабана 15 в направлении вдоль окружности барабана. В результате позиционирование переднего конца Ra является более стабильным, и он легко прикрепляется к наружной кольцевой поверхности 15a.
Затем формующий барабан 15 вращают, и конвейерная лента 2a приводится во вращение синхронно с этим вращением, лентообразный резиновый элемент R перемещается по направлению к формующему барабану 15, а механизм 7 для удержания заднего конца продвигается вперед и перемещается вдоль рамы 3 синхронно с транспортируемым лентообразным резиновым элементом R. Скорость вдоль окружности на наружной кольцевой поверхности 15a, скорость перемещения транспортирующего конвейера 2 и скорость перемещения механизма 7 для удержания заднего конца предпочтительно являются идентичными.
Затем часть 8 для удержания заднего конца перемещают вниз для приведения заднего конца Rb в контакт с передним концом Ra, намотанным на наружную кольцевую поверхность 15a. После этого, как показано на Фиг. 15, присасывание с помощью присасывающей площадки 8a прекращается, и задний конец Rb высвобождается.
Непосредственно после этого этапа прижимную планку 10 перемещают вниз, а задний конец Rb и передний конец Ra соединяют путем сжатия, прижимая верхнюю поверхность заднего конца Rb с образованием кольцевого резинового элемента RC. Таким образом, когда прижимную планку 10, расположенную со стороны верхней поверхности заднего конца Rb и проходящую в направлении W ширины, перемещают по направлению к верхней поверхности заднего конца Rb для прижимания заднего конца Rb, можно обеспечить прочное соединение заднего конца Rb и переднего конца Ra. При высвобождении части 8 для удержания заднего конца лентообразный резиновый элемент R начинает сжиматься, однако прижатие заднего конца Rb прижимной планкой 10 позволяет предотвратить открытие соединительного участка между задним концом Rb и передним концом Ra, что является преимуществом для предотвращения сжатия лентообразного резинового элемента R.
Затем, как показано на Фиг. 16, прижимной ролик 11 перемещают вниз, при этом он упирается в наружную кольцевую поверхность кольцевого резинового элемента RC, и происходит вращение формующего барабана 15. В результате соединительный участок между задним концом Rb и передним концом Ra дополнительно соединяют путем сжатия, прижимая прижимной ролик 11 для надежного предотвращения открытия соединительного участка.
Следует отметить, что момент времени, в который выполняется этап удлинения заднего конца Rb, показанный на Фиг. 10, не ограничен случаем, показанным в предыдущем варианте осуществления, и его можно выполнять в требуемый момент времени. Например, этот этап может быть выполнен в отношении большого участка лентообразного резинового элемента R, намотанного вокруг наружной кольцевой поверхности 15a формующего барабана 15 (вокруг заднего конца Rb и его периферийного участка).
Перечень ссылочных позиций
1 - устройство для изготовления
2 - транспортирующий конвейер (часть для размещения)
2a - конвейерная лента
3 - рама
3a - выдвижной/втягивающий цилиндр
4 - механизм для удержания переднего конца
5 - часть для удержания переднего конца
6 - часть для прижимания переднего конца
7 - механизм для удержания заднего конца
8 - часть для удержания заднего конца
8a - присасывающая площадка
8b - иглообразный элемент
8c - часть регулировки высоты
9a - часть для перемещения
9b - основание блока
10 - прижимная планка
11 - прижимной ролик
12 - блок управления
13 - датчик положения
13a - прижимной ролик
14 - расположенный со стороны выше по потоку транспортирующий конвейер
14a - резак
15 - формующий барабан
15a - наружная кольцевая поверхность
R - лентообразный резиновый элемент
Ra - передний конец
Rb - задний конец
RC - кольцевой резиновый элемент
G - целевая длина.
Группа изобретений относится к устройству и способу изготовления невулканизированного лентообразного резинового элемента. Устройство выполнено с возможностью удлинения лентообразного резинового элемента до целевой длины и содержит: часть для размещения, на которую помещают невулканизированный лентообразный резиновый элемент в плоском положении, отрезанный на заданную длину; датчик (13) положения, который обнаруживает передний конец (Ra) и задний конец (Rb) лентообразного резинового элемента (R), размещенного в плоском положении, по всему направлению ширины (W) лентообразного резинового элемента (R); блок управления, в который поступают данные обнаружения от датчика положения; механизм (4) для удержания переднего конца, который удерживает передний конец; и механизм (7) для удержания заднего конца, который удерживает задний конец. Причем по меньшей мере один из механизма для удержания переднего конца и механизма для удержания заднего конца содержит множество частей (8) для удержания, расположенных рядом друг с другом в направлении ширины (W) лентообразного резинового элемента, и части для перемещения, каждая из которых по отдельности перемещает каждую из множества частей для удержания в направлении (L) вперед-назад лентообразного резинового элемента. При этом смещением каждой из частей для перемещения в направлении (L) вперед-назад управляет блок (12) управления на основании данных обнаружения и данных о целевой длине для регулирования степени удлинения в направлении (L) вперед-назад на удерживаемой части лентообразного резинового элемента, удерживаемой с помощью каждой из множества частей для удержания, или вблизи нее. Техническим результатом заявленной группы изобретений является обеспечение устройства и способа изготовления невулканизированного лентообразного резинового элемента, которые обеспечивают достижение точной целевой длины сжимаемого невулканизированного лентообразного резинового элемента. 2 н. и 5 з.п. ф-лы, 16 ил.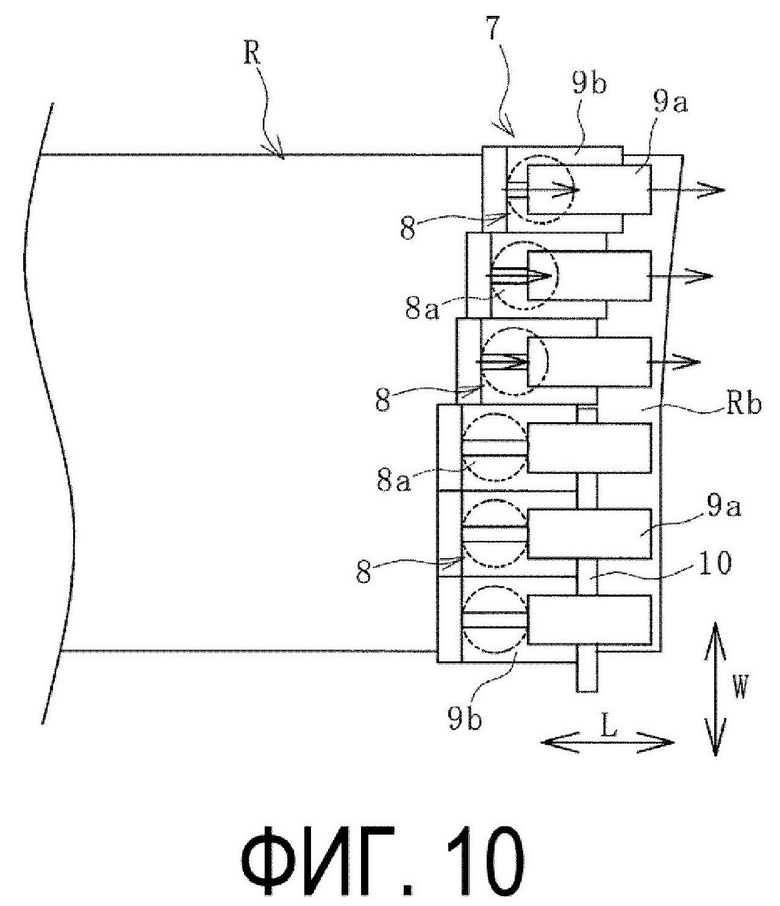
1. Устройство для изготовления невулканизированного лентообразного резинового элемента, выполненное с возможностью удлинения лентообразного резинового элемента до целевой длины и содержащее:
часть для размещения, на которую помещают невулканизированный лентообразный резиновый элемент в плоском положении, отрезанный на заданную длину;
датчик положения, который обнаруживает передний конец и задний конец лентообразного резинового элемента, размещенного в плоском положении, по всему направлению ширины лентообразного резинового элемента;
блок управления, в который поступают данные обнаружения от датчика положения;
механизм для удержания переднего конца, который удерживает передний конец; и
механизм для удержания заднего конца, который удерживает задний конец,
причем по меньшей мере один из механизма для удержания переднего конца и механизма для удержания заднего конца содержит множество частей для удержания, расположенных рядом друг с другом в направлении ширины лентообразного резинового элемента, и части для перемещения, каждая из которых по отдельности перемещает каждую из множества частей для удержания в направлении вперед-назад лентообразного резинового элемента, при этом смещением каждой из частей для перемещения в направлении вперед-назад управляет блок управления на основании данных обнаружения и данных о целевой длине для регулирования степени удлинения в направлении вперед-назад на удерживаемой части лентообразного резинового элемента, удерживаемой с помощью каждой из множества частей для удержания, или вблизи нее.
2. Устройство для изготовления невулканизированного лентообразного резинового элемента по п. 1, в котором датчик положения установлен отдельно для каждой из множества частей для удержания.
3. Устройство для изготовления невулканизированного лентообразного резинового элемента по п. 1 или 2, в котором каждая из множества частей для удержания представляет собой присасывающую площадку, которая присасывает верхнюю поверхность лентообразного резинового элемента.
4. Устройство для изготовления невулканизированного лентообразного резинового элемента по любому из пп. 1-3, в котором поверхность для размещения части для размещения представляет собой поверхность для размещения, к которой лентообразный резиновый элемент, размещенный в плоском положении, прикреплен без смещения в направлении вперед-назад, причем он находится в состоянии без расширения или сжатия в направлении вперед-назад.
5. Устройство для изготовления невулканизированного лентообразного резинового элемента по п. 4, содержащее прижимной ролик, который прокатывают по верхней поверхности лентообразного резинового элемента, размещенного в плоском положении, до обнаружения переднего конца и заднего конца лентообразного резинового элемента по всему направлению ширины лентообразного резинового элемента с помощью датчика положения.
6. Устройство для изготовления невулканизированного лентообразного резинового элемента по любому из пп. 1-5, в котором часть для размещения представляет собой транспортировочный транспортер для перемещения лентообразного резинового элемента.
7. Способ изготовления невулканизированного лентообразного резинового элемента, в котором невулканизированный лентообразный резиновый элемент, отрезанный на заданную длину, удлиняют до целевой длины, причем способ включает:
обнаружение переднего конца и заднего конца лентообразного резинового элемента, размещенного в плоском положении на части для размещения, по всему направлению ширины лентообразного резинового элемента с помощью датчика положения и ввод данных обнаружения от датчика положения в блок управления; и
при конфигурировании по меньшей мере одного из механизма для удержания переднего конца, который удерживает передний конец, и механизма для удержания заднего конца, который удерживает задний конец, таким образом, чтобы они включали в себя множество частей для удержания, расположенных рядом друг с другом в направлении ширины лентообразного резинового элемента, и части для перемещения, каждая из которых по отдельности перемещает каждую из множества частей для удержания в направлении вперед-назад лентообразного резинового элемента, удержание переднего конца с помощью механизма для удержания переднего конца и удержание заднего конца с помощью механизма для удержания заднего конца, управление блоком управления на основании данных обнаружения и данных целевой длины, смещение каждой из частей для перемещения в направлении вперед-назад для регулирования степени удлинения в направлении вперед-назад на удерживаемой части лентообразного резинового элемента, удерживаемой с помощью каждой из множества частей для удержания, или вблизи нее.
| JP 2003011245 A, 15.01.2003 | |||
| JP S62236728 A, 16.10.1987 | |||
| JP 2015136826 A, 30.07.2015 | |||
| РЕЗИНОВЫЙ ЭЛЕМЕНТ ДЛЯ ШИНЫ, СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОГО ЭЛЕМЕНТА И СПОСОБ ПОЛУЧЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2008 |
|
RU2466023C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОВОГО ЭЛЕМЕНТА ДЛЯ ШИНЫ И ПНЕВМАТИЧЕСКАЯ ШИНА | 2006 |
|
RU2395394C2 |

