Изобретение относится к области сварки и может быть использовано при нанесении износостойких, жаропрочных, жаростойких и коррозионно-стойких слоев металла на низкоуглеродистые стали, алюминиевые и другие сплавы и для сварки швов стыковых соединений.
Известен способ электродуговой наплавки износостойких покрытий на поверхность деталей из низкоуглеродистых или низколегированных сталей, включающий использование в качестве присадочного материала проволоки из алюминия или его сплавов, при котором процесс наплавки проводят в среде аргона при режимах, обеспечивающих получение наплавленного слоя с содержанием алюминия по массе в пределах 20-40% (см. патент РФ № 2 327 551. Опубл. 27.06.2008. Бюл. № 18).
Важной технической особенностью данного способа наплавки является то, что получение заданных свойств шва по износостойкости происходит непосредственно в процессе формирования сварочной ванны при взаимодействии металлов с сильно отличающимися физическими свойствами: алюминием и сталью. Два материала с низкой твердостью при взаимодействии за счет образования интерметаллидных фаз создают твердый и износостойкий металл шва. Важным свойством данного способа получения износостойкого шва является дешевизна и доступность присадочного материала. Потребность в подобных вариантах наплавки велика и будет возрастать.
Основной технической проблемой данного способа является низкая производительность наплавки, которая обусловлена тем, что к проволоке не подводится ток, она является присадочной и нагревается только теплопередачей от столба дуги. Производительность наплавки не менее чем в 2-3 раза меньше, чем при использовании плавящегося электрода в дуге обратной полярности. Для проплавления изделия используется дуга прямой полярности в аргоне с вольфрамовым электродом, которая имеет минимальную проплавляющую способность по сравнению с другими видами дуг. Расчеты же показывают, что при данном уровне содержания алюминия из-за низкой плотности алюминия по сравнению со сталью в наплавленном металле площади поперечного сечения проплавления основного металла и наплавленного металла должны быть примерно равными, то есть для получения износостойкого сплава в шве требуются более высокие скорости расплавления алюминиевой проволоки.
Скорость расплавления проволоки регулируется только мощностью дуги прямого действия и местом подачи проволоки в дугу. Мощность дуги прямого действия в большей степени влияет на проплавление основного металла, чем плавление присадочного. Т.о., способ технологически недостаточно гибок.
Другой технической проблемой данного способа является сложность обеспечения точного количества содержания алюминия в шве, при котором обеспечиваются оптимальные эксплуатационные характеристики наплавленного слоя, что показывает широкий диапазон допустимого изменения содержания в нем алюминия. Сложность обусловлена низкой стабильностью скорости расплавления присадочного металла, который подается в виде проволоки в столб дуги. На скорость плавления проволоки влияют мощность дуги, диаметр проволоки и другие факторы, которые сложно регулировать и стабилизировать. Так добавки легирующих элементов в проволоку, таких как кремний, влияют на твердость и износостойкость наплавки. Исследования данного способа показали, что оптимальное содержание алюминия в шве по массе в этом случае составляет 20% (о влиянии кремния на твердость при наплавке см. статью Ковтунов А.И. и др. Влияние кремния на процессы формирования и свойства наплавленных сплавов системы Fe-Al. Международный научный журнал «Символ науки» №11-3/2016, С. 86-91, ISSN 2410-700X). Поэтому содержание основного легирующего элемента в сварном шве должно поддерживаться с достаточно высокой точностью.
Обеспечить высокую точность содержания алюминия в шве в данном способе весьма сложно. Следствием обеих технических проблем является то, что подбор режимов и условий наплавки для такого способа является весьма трудоемким, а их поддержание во время наплавки нестабильно и сопряжено с трудностями.
Известен способ восстановления наплавкой поверхностей катания, при котором осуществляют автоматическую наплавку плавящимся электродом, наплавку выполняют в среде защитных газов плавящимся электродом аустенитного класса с подачей дополнительной разогретой до пластического состояния присадки, которую вводят в кристаллизующуюся часть наплавочной ванны на расстоянии В от плавящегося электрода, равном (0,3-0,5)L, где L - длина наплавочной ванны, мм, при этом дополнительную присадку вводят в количестве 20 - 40% от массы плавящегося электрода. ( см, патент РФ № 2143962. Опубл. 10.01.2000 г., Бюл. № 1).
Данный способ может использоваться для наплавки плоских изделий, а также сварки швов стыковых соединений пластин с разделкой кромок.
Технической проблемой данного способа является низкая технологическая гибкость процесса наплавки в отношении плавящегося электрода, проявляющаяся в узком диапазоне возможного регулирования доли участия электродного металла в металле шва. Низкая технологическая гибкость обусловлена однонаправленным влиянием тока дуги или скорости наплавки на площадь поперечного сечения проплавления основного металла и площадь поперечного сечения наплавленного металла. Например, при увеличении скорости сварки происходит уменьшение как площади поперечного сечения проплавления основного металла, так и аналогичной площади наплавленного металла. Вследствие этого данные основные режимы наплавки мало влияют на долю участия электродного металла в металле шва, что затрудняет получение наплавленного шва с заданным содержанием основного легирующего элемента. Это приводит к высокой трудоемкости и стоимости экспериментального выбора параметров сварки, при которых обеспечивается приемлемый диапазон содержания основного легирующего элемента в шве. О низкой технологической гибкости способа свидетельствует то, что в нем для получения требуемого химического состава шва используется подогретая до пластического состояния присадочная проволока, разброс подачи которой по массе составляет ±50% от среднего значения. Такой высокий разброс подтверждает низкую стабильность расплавления присадочной проволоки даже при условии ее подогрева, который способствует повышению стабильности расплавления.
Следствием этого является сложность известного способа наплавки, требующего дополнительного механизма подачи присадочной проволоки и специального источника питания подогрева проволоки, точного ее позиционирования, контроля за тем, чтобы на присадочную проволоку не загоралась дуга и зависимость производительности расплавления проволоки и ее растворения в сварочной ванне от ряда случайных факторов. Вследствие нарушений скорости расплавления проволоки может нарушаться процесс наплавки. Отрицательное влияние на процесс также оказывает магнитное взаимодействие токов цепи сварочной дуги и цепи проволоки.
Предлагается способ наплавки на пластину или сварки шва стыкового соединения плавящимся электродом с использованием дуги обратной полярности в среде защитного газа, при котором задана доля участия наплавленного металла в шве ψЭ по массе, для наплавки используют дугу с разнополярными импульсами тока с частотой не менее 40 Гц при регулировании отношения среднего тока импульсов прямой полярности за период к среднему току дуги за период в пределах ϕ=0,1-0,9, предварительно, на рекомендуемом для сварки для данного диаметра электрода токе дуги обратной полярности в условиях наплавки или сварки, выполняют два шва при различных значениях ϕ, определяют площади поперечного сечения швов и наплавленного металла, вычисляют для них ψЭ, определяют коэффициенты линейной зависимости для ψЭ от отношения ϕ и наплавку или сварку ведут при расчетном значении ϕ обеспечивающем значение ψЭ, ближайшее к заданному.
По одному из вариантов способа значения ϕ в проводимых наплавках должны отличаться не менее чем на 0,4.
Технический результат заявляемого способа наплавки заключается в обеспечении возможности значительного расширения диапазона отношения доли участия электродного металла в металле шва ψЭ, создание возможности получения требуемого содержания в наплавленном шве основного легирующего элемента при использовании качестве источника тепла высокопроизводительной, и одновременно гибкой и стабильной дуги с разнополярными импульсами тока с частотой свыше 40 Гц за счет предложенного экспериментально- расчетного подхода к определению оптимального отношения средних токов импульсов прямой полярности к среднему току импульсов за период при минимуме выполняемых экспериментов. Соответственно обеспечиваются высокие эксплуатационные характеристики наплавленного шва.
Другим техническим результатом является повышение производительности расплавления электродного металла, что приводит к повышению производительности сварки при заполнении разделки кромок и наплавке.
Кроме того, упрощается выполнение наплавки или сварки и устраняется магнитное взаимодействие токов и проволоки.
На фиг. 1 показано поперечное сечение наплавленного шва, на фиг. 2 - поперечное сечение сварного шва, на фиг. 3 циклограмма импульсов при преобладании тока прямой полярности; на фиг. 4 - циклограмма импульсов при преобладании тока обратной полярности; на фиг. 5 - зависимости рекомендуемых плотностей тока на плавящийся электрод, на фиг. 6 - зависимости площадей шва и наплавки от тока, на фиг. 7 - зависимости площадей шва и наплавки от скорости сварки, на фиг. 8 - диаграмма коэффициентов расплавления для стальных проволок, на фиг. 9 - диаграмма коэффициентов расплавления для алюминиевых проволок, на фиг. 10 - схема определения оптимального значения ϕ.
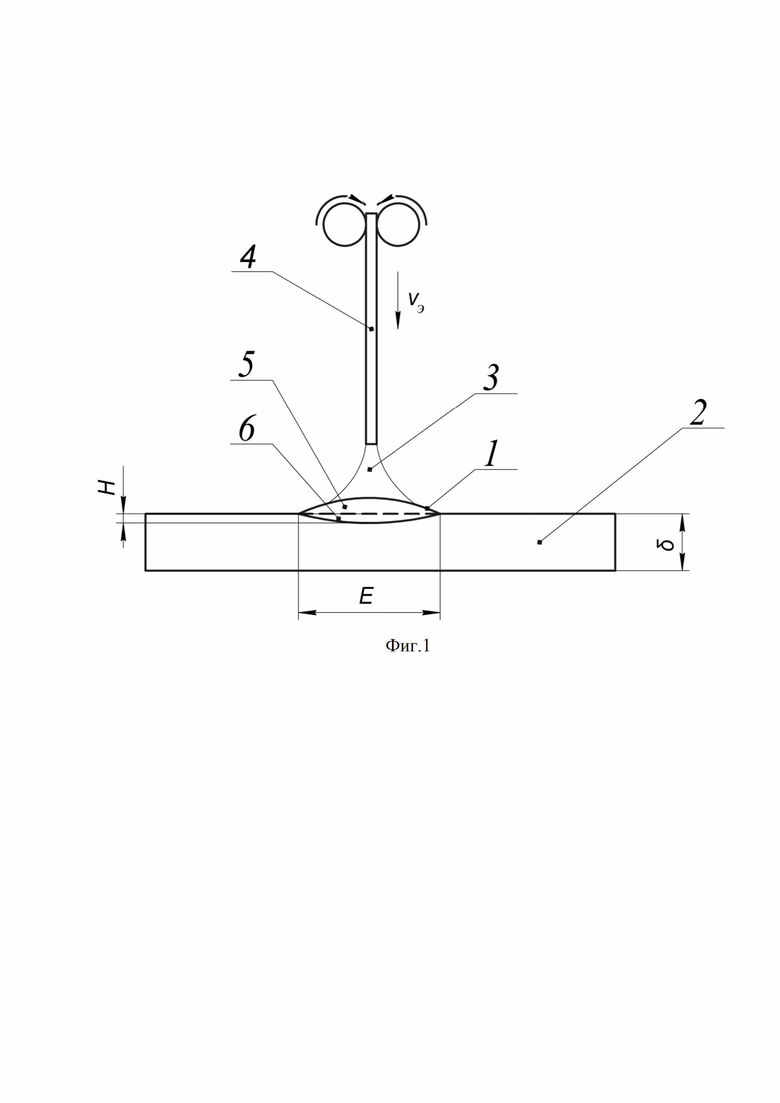
На фиг. 1 приведена схема процесса наплавки и поперечное сечение наплавленного шва после дуговой автоматической наплавки на пластину плавящимся электродом в среде защитного газа. Наплавка шва 1 на пластину 2 толщиной δ, производится сварочной дугой 3 прямого действия с разнополярными импульсами тока электродной проволокой 4. Наплавленный шов 1, представляющий сплав основного металла с электродным, можно условно разделить на площадь поперечного сечения проплавления основного металла 5 и площадь поперечного сечения наплавленного металла 6. На пластине 1 их разделяет пунктирная линия, проходящая по лицевой поверхности пластины 1. Ширина наплавленного шва 1 Е, глубина проплавления (провар) Н. Площадь поперечного сечения проплавления основного металла 5 обозначим FO, она определяется как разность между площадью поперечного сечения шва 1, равной FШ и площадью поперечного сечения наплавленного металла 6, равной FH
FO =FШ - FH. (1)
Площади FШ и FH можно определить опытным путем на пластине по макрошлифу поперечного сечения шва. В случае сварки и наличия зазора или разделки кромок площадь поперечного сечения наплавленного металла можно определить по разнице масс образца до и после сварки и длине шва.
Площадь проплавления поперечного сечения основного металла FO может также быть определена с необходимой точностью с помощью формул для распространения тепла в пластине по измерениям размеров сварного шва без изготовления шлифа поперечного сечения (см. например патент РФ № 2704676, Опубл. 30.10.2019, Бюл. № 31).
При известных площадях поперечных сечений FO и FH можно определить важный параметр сварного шва - долю участия площади поперечного сечения электродного металла в площади поперечного сечения всего шва ψЭ, который используется для расчета химического состава сварного шва по известным химическим составам наплавляемого и основного металлов. При одинаковых плотностях металла электродной проволоки и основного металла
ψЭ = FЭ/FШ= (FШ-FO)/FШ. (2)
Если задано требуемое отношение ψЭ по массе, то из выражения (2) можно найти необходимое для этого отношение FO/FЭ. При наплавке разнородного металла, такого как алюминий на сталь, необходимо учитывать разные их плотности.
Допустим, что требуемое содержание алюминия в наплавленном шве по массе ψЭ =0,3. Тогда, при наплавке алюминиевой электродной проволоки на сталь, учитывая различную плотность этих металлов, можно записать
(ρAlFH1)/(ρСFO+ρAlFH1 ) = 0,3, (3)
где ρAl - плотность алюминиевой проволоки, г/см3,
FH1 - площадь поперечного сечения наплавленного алюминия при условии отсутствия его перемешивания с основным металлом, см2,
ρС - плотность стальной проволоки, г/см3,
FO - площадь поперечного сечения проплавления основного металла, см2, которую можно определить по шлифу поперечного сечения или расчетным путем по формулам распространения тепла при сварке.
В формуле (3) принято, что весь наплавленный металл имеет плотность алюминия, а основной металл - плотность низкоуглеродистой стали. Принимаем плотность стали ρС= 7,8 г/см3, плотность алюминия 2,7 г/см3. Тогда после преобразований получим
(FO/FН1) =0, 81. (4)
Получили, что при соотношении ψЭ =0,3 по массе алюминиевой проволоки, отношение площадей проплавления и наплавленной проволоки без ее перемешивания со стальным основным металлом 0,81. Такое соотношение очень сложно получить при использовании в качестве дополнительного металла присадочной проволоки из-за низкой скорости ее расплавления. Необходимо определить такие параметры процесса наплавки плавящимся алюминиевым электродом на сталь, в среде защитного газа аргона, которые обеспечивали бы именно такое отношение площадей, чтобы получить ψЭ =0,3. Это можно обеспечить с помощью предлагаемого способа наплавки.
В таблицу 1 сведены данные расчетов отношения площадей поперечного сечения проплавления основного металла и наплавленного металла и наплавленного металла к площади поперечного сечения шва.
Таблица 1
Т.о., чтобы получить достаточно точное значение ψЭ в указанном диапазоне необходимо при наплавке получить соответствующее отношение площадей FO и площади сечения наплавленного металла без перемешивания FН1. Для этого при заданной толщине пластин следует получить зависимость данных величин от отношения длительности импульсов обратной полярности ϕ к длительности цикла. Достаточно получить два значения соотношения этих величин при разных ϕ, то есть предварительно наплавить два шва. Зависимость площади поперечного сечения основного металла в области проплавления пластины на глубину меньше 0,6 толщины δ будут близкий к линейной. Это же относится к площади поперечного сечения наплавленного металла. Для того, чтобы при выборе режимов ограничиваться этой областью можно использовать рекомендации по режимам сварки двухсторонних швов стыковых соединений без разделки кромок. Поскольку в шве металлы перемешаны, и плотность шва одинакова, то выражение (2) справедливо для любого шва для ψЭ по массе и оно легко определяется по шлифу поперечного сечения. Для определения же массы алюминия, которое необходимо передать в шов следует использовать выражение (4) для FO/FH1.
Определить содержание какого-либо легирующего элемента в сварном шве СШ в % по массе без учета влияния химических реакций и испарения элемента можно по формуле смешения
СШ=СЭψЭ + СО(1-ψЭ), (5)
где СЭ - содержание данного элемента в наплавляемом металле в % по массе,
СО - содержание этого же элемента в основном металле в % по массе.
Для достаточно точного определения доли участия ψЭ при изменении доли прямой полярности на данном токе импульсов предлагается провести две опытные наплавки или сварки швов при значениях ϕ, отстоящих достаточно далеко друг от друга, не менее, чем на Δϕ =0,4 и определить площади поперечного сечения шва FШ и наплавленного металла FH и рассчитать два значения ψЭ по массе. Затем необходимо определить коэффициенты прямой линии, проходящей через два полученных значения ψЭ. Это можно сделать вручную с помощью решения системы двух линейных уравнений или то же самое при помощи стандартной компьютерной программы. После этого можно рассчитать требуемое значение отношения длительности импульсов прямой полярности, необходимое для получения обеспечивающее наиболее близкое значение ψЭ к требуемому. Слишком близкие значения ϕ в опытах будут увеличивать погрешность определения искомых коэффициентов линейной зависимости. Использование граничных значений ϕ=0,1 и ϕ =0,9 может увеличить погрешность определения ψЭ при средних значениях ϕ=0,4-0,6. Поэтому значения ϕ нужно выбирать отстоящими друг от друга не менее чем на 0,4.
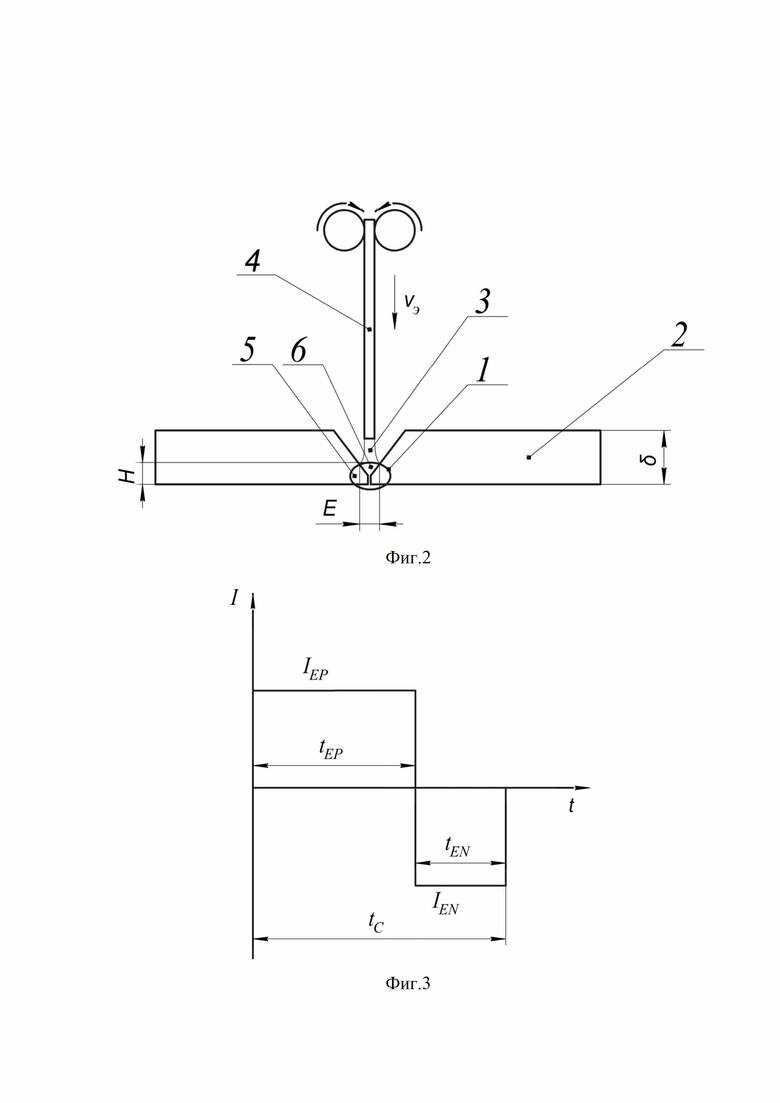
На фиг. 2 приведена схема процесса автоматической сварки плавящимся электродом в среде защитного газа и поперечное сечение сварного шва на пластинах с V-образной разделкой свариваемых кромок. Сварка корневого слоя шва 1 на пластинах 2 толщиной δ, производится сварочной дугой 3 прямого действия с разнополярными импульсами тока электродной проволокой 4. Сварной шов 1, представляющий сплав основного металла с электродным, можно условно разделить на площадь поперечного сечения проплавления основного металла 5 и площадь поперечного сечения наплавленного металла 6. Ширина сварного шва со стороны разделки кромок Е, высота шва Н. Площадь поперечного сечения проплавления основного металла 5 обозначим FO и также как на фиг. 1 определяется как разность между площадью поперечного сечения шва 1, равной FШ и площадью поперечного сечения наплавленного металла 6, равной FH . Общую площадь поперечного сечения шва можно определить по макрошлифу, а площадь поперечного сечения наплавленного металла можно определить по разнице масс образца до и после сварки и длине шва.
На фиг. 3 представлена циклограмма тока дуги при наплавке или сварке плавящимся электродом разнополярными импульсами тока прямоугольной формы при преобладании по времени импульсов обратной полярности. Токи во время импульсов одинаковы. Время импульсов прямой полярности обозначено tEN, а обратной полярности tEP. Общее время цикла tC. Средний ток дуги обратной полярности IEPC за период
IEPC = IEP (1-ϕ), (6)
где IEP - средний ток дуги обратной полярности в импульсе, А
ϕ - доля по времени тока импульсов прямой полярности за период.
В предлагаемом способе значение ϕ предлагается выбирать в пределах ϕ=0,1-0,9, а частоту импульсов не менее 40 Гц. Предлагаемый диапазон изменений ϕ позволяет максимально расширить диапазон возможных значений ψЭ. Значения ϕ меньше 0,1 не следует применять, так как возможно нарушение устойчивости повторных зажиганий дуги, а также тем, что выпускаемые промышленностью установки позволяют изменять ϕ с шагом не менее 0,1. Значения ϕ больше 0,9 не следует применять по причине возможного нарушения стабильности скорости расплавления электродной проволоки. Использование частоты импульсов не менее 40 Гц обеспечивает высокую пространственную устойчивость дуги и высокую стабильность скорости расплавления электродной проволоки.
Средний ток дуги прямой полярности IENC за период
IENC = IENϕ, (7)
где IEP - средний ток дуги прямой полярности в импульсе, А.
Средний ток дуги IC за период
IC= IEPC + IENC. (8)
Средние токи полярностей дуги за период IENC и IEPC определяют производительность расплавления электрода этой полярностью за период.
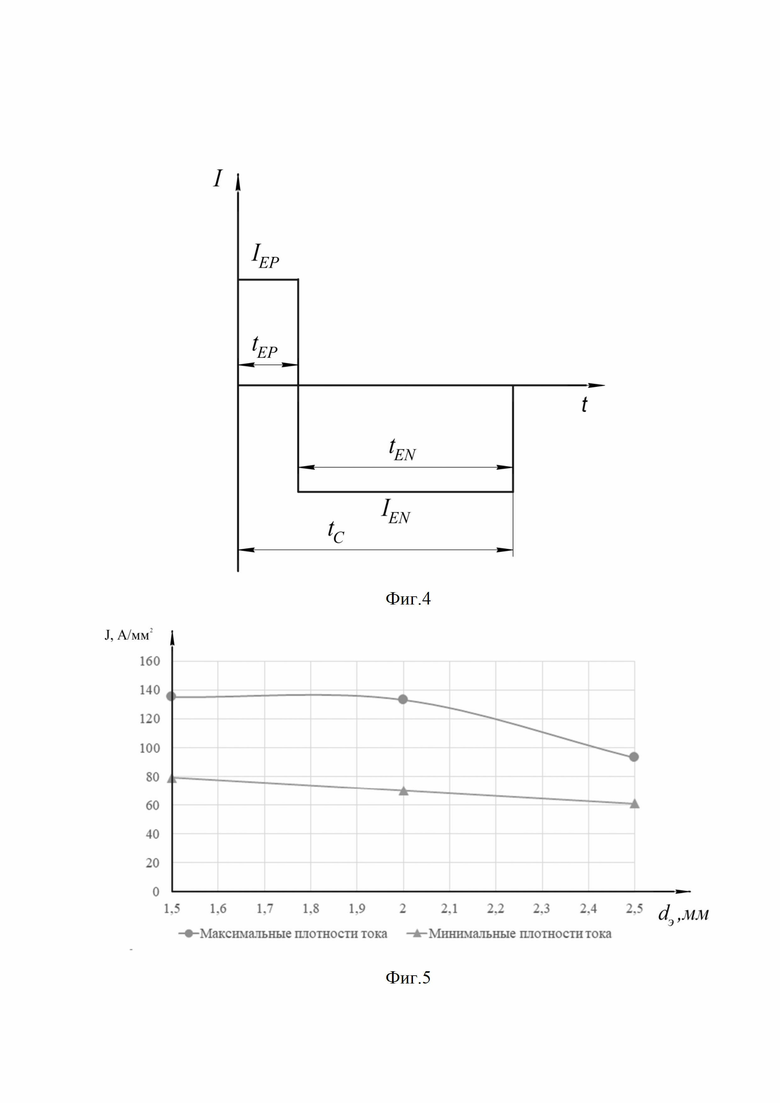
На фиг. 4 представлена циклограмма тока дуги при сварке разнополярными импульсами тока прямоугольной формы при преобладании по времени импульсов прямой полярности. Токи импульсов также одинаковы. Обозначения на фиг. 4 аналогичны обозначениям на фиг. 3. Формулы (6)-(8) справедливы и в этом случае.
На фиг. 5 представлены зависимости плотностей тока при сварке алюминиевой электродной проволокой в дуге обратной полярности в аргоне от ее диаметра d. Для каждого диаметра проволоки плотность тока может изменяться в достаточно большом диапазоне. Она уменьшается с увеличением диаметра проволоки. Верхняя кривая на фиг. 5 представляет максимально рекомендуемые плотности тока, а нижняя - минимальные. Кривые плотности тока рассчитаны по данным, приведенным в книге Мельниченко Н.Т. Монтаж и сварка конструкций из нержавеющей стали и алюминия. Л.: Машиностроение. 1968. 208 с. на стр. 96, в таблице 25. Аналогичные данные достаточно широко приводятся в специальной литературе.
В этой же таблице 25 приведены данные по скорости подачи электродной проволоки. По этим данным были рассчитаны коэффициенты расплавления электродной проволоки по формуле
αР=VЭρ/j, (9)
где VЭ - скорость расплавления (подачи) электродной проволоки, см/с,
ρ - плотность металла проволоки, г/см3,
j - плотность тока в поперечном сечении электрода, А/см2.
Размерность αР в этом случае г/(А⋅с) и для перевода в г/(А⋅ч) необходимо значение умножить на 3600 с. Результаты расчета αР приведены в таблице 2.
Таблица 2
г/(А⋅ч)
В последней строке таблицы 2 приведено относительное отклонение полуразности граничных значений αР для диапазона токов к среднему значению.
Из таблицы 2 следует некоторая небольшая тенденция по увеличению коэффициента расплавления с увеличением плотности тока. Это может быть связано с различной степенью нагрева электрода в вылете. Коэффициент наплавки αН несложно определить взвешиванием по разнице масс наплавляемого образца до и после наплавки для конкретного тока дуги и измерением тока и времени наплавки или с помощью αР, и известного коэффициента потерь на угар и разбрызгивание. Таблицы 2 следует невысокая точность определения коэффициента αР и, следовательно, связанного с ним коэффициента наплавки αН, который необходим для расчета производительности расплавления электродной проволоки г/с.
П= αН I. (10)
Коэффициент наплавки в формуле (10) должен использоваться в г/(А⋅с).
Сравнение коэффициентов расплавления стальной и алюминиевой электродных проволок при одинаковых токах показывает, что коэффициент расплавления алюминиевой проволоки в одинаковых условиях примерно в 1,5-1,7 раза меньше, чем у стальной. Данные получены по зависимостям, приведенным в книге В.А. Ленивкина и др. Технологические свойства сварочной дуги в защитных газах (стр. 112, рис. 57 и 58). М.: Машиностроение, 1989 г., 264 с. Данные относятся к дуге обратной полярности. Это затрудняет получение достаточно большого количества алюминия в шве при наплавке алюминия на сталь по известному способу.
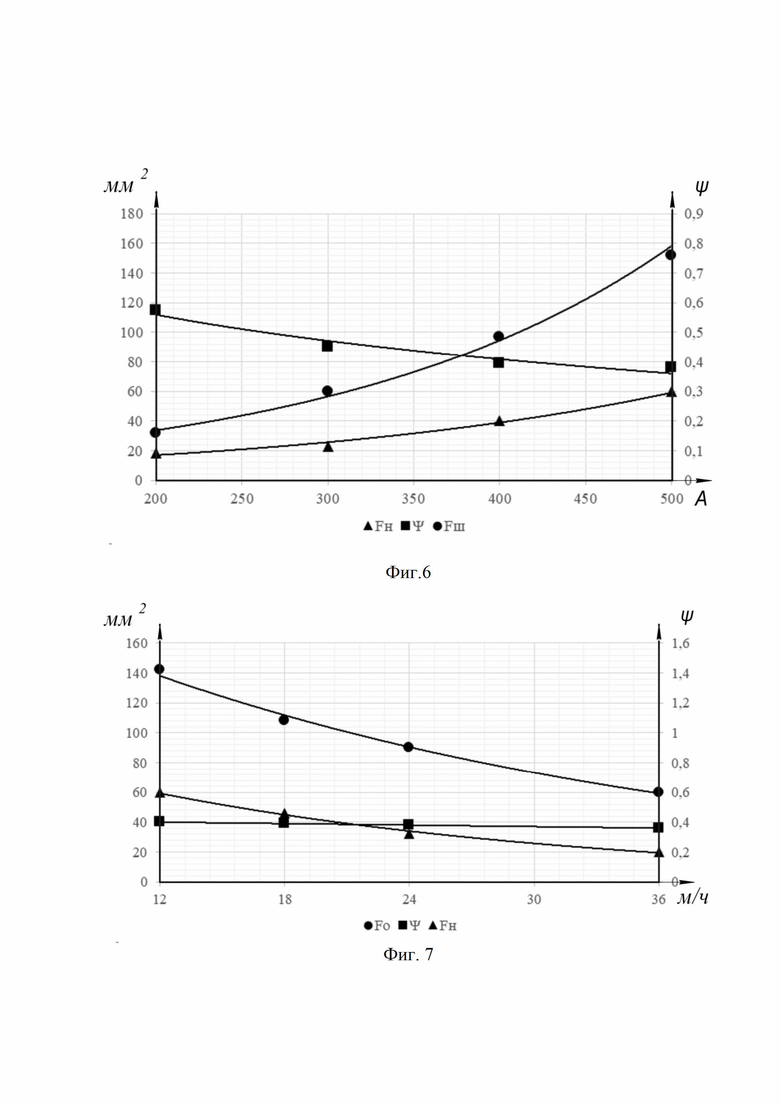
На фиг. 6 представлены зависимости площадей поперечного сечения проплавления основного металла и наплавленного металла и доли участия электродного металла в металле шва при наплавке стальной низкоуглеродистой сварочной проволоки на пластину из низкоуглеродистой стали швов в среде СО2 от тока дуги. Зависимости приведены в книге Е.Н. Новожилова. Основы металлургии дуговой сварки в активных защитных газах. М.: Машиностроение. - 1972. - 167 с. и приведены на стр. 102 на рис. 57а. Коэффициент ψЭ уменьшается при увеличении тока с 200 до 500 А с 0,55 до 0,35, то есть на 40%. Это происходит потому, что при определенном токе рост площади поперечного сечения проплавления основного металла начинает существенно опережать рост площади поперечного сечения наплавленного металла. Площади равны между собой при токе 250 А, то есть для этого тока FO/FH =1. Зависимости на фиг. 6 показывают, что в данных условиях изменение тока может в определенных пределах влиять на ψЭ и содержание основного легирующего элемента в шве при сварке плавящимся электродом. Однако этого влияния недостаточно для обеспечения требуемого содержания основного легирующего элемента в шве. Изменение ψЭ происходит примерно в пределах 20% от среднего значения 0,5.
На фиг. 7 представлены зависимости площадей поперечного сечения проплавления основного металла и наплавленного металла и доли участия электродного металла в металле шва при наплавке стальной низкоуглеродистой сварочной проволоки на пластину из низкоуглеродистой стали швов в среде СО2 от скорости сварки. Зависимости приведены по тому же источнику, что и для фиг. 6.
Зависимость показывает отсутствие влияния скорости сварки на ψЭ, что характеризует низкую технологическую гибкость известного способа наплавки.
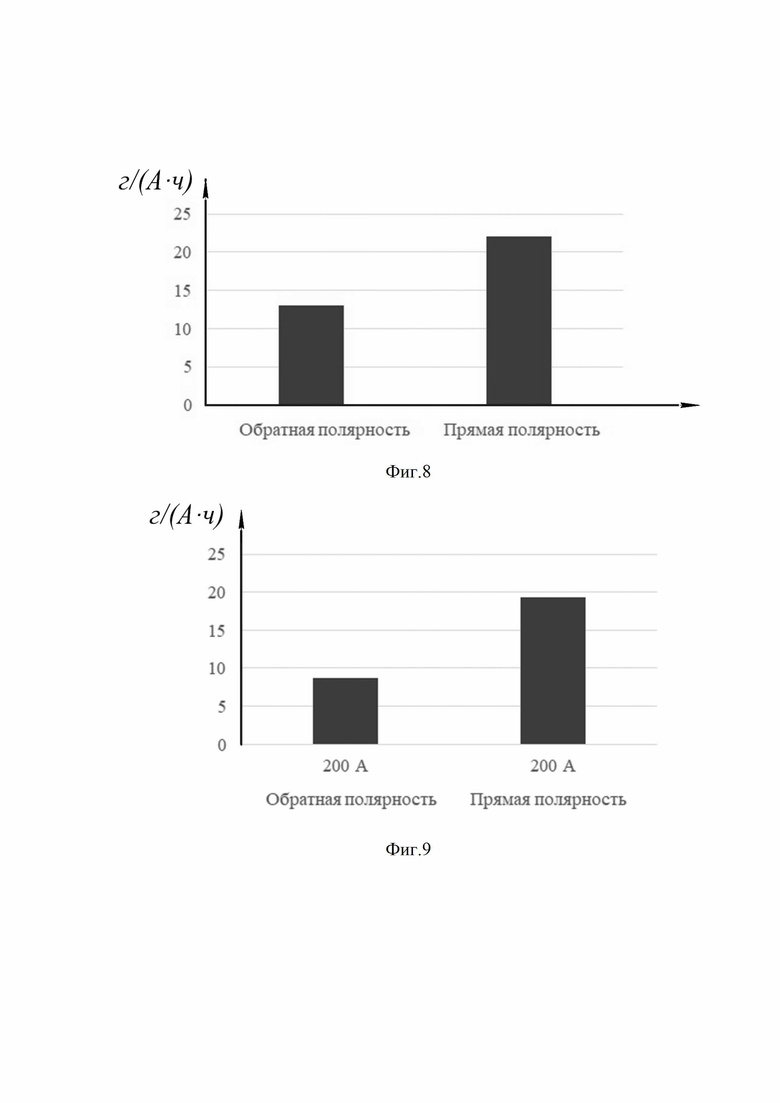
На фиг. 8 представлена диаграмма коэффициентов расплавления αР для стальных проволок для прямой и обратной полярностей тока дуги при наплавке в аргоне проволокой Св-08Г2С диаметром 2 мм. Диаграмма построена по данным, приведенным в монографии В.А. Ленивкина и др. Технологические свойства сварочной дуги в защитных газах. М.: Машиностроение, 1989. - 264 с. (табл. 20 на стр. 115). Вылет электрода составил 1,54 см.
Опытные данные свидетельствуют, что при одинаковом токе дуги 340 А коэффициент расплавления электродной проволоки на обратной полярности EP составляет αР=13,0 г/(А⋅ч), а на прямой полярности EN αР=22,1 (г/А⋅ч), т.е. на прямой полярности αР в 1,7 раза больше. Это объясняется двумя причинами - большей мощностью в электрод от катодной области дуги, чем от анодной и меньшим теплосодержанием капель электродного металла на прямой полярности.
Для различных защитных газов соотношение коэффициентов расплавления для прямой и обратной полярности приводится в справочнике «Сварка в машиностроении», Т. 1, 1978 г. на стр. 238, табл. 36. Для диаметра электродной проволоки 1,6 мм среднее значение при токе 350 А на прямой полярности 26,1 г/(А⋅ч), а на обратной 15,5 г/(А⋅ч), то есть на прямой полярности в 1,68 раза больше.
Коэффициент наплавки αН отличается от коэффициента расплавления αР только небольшим процентом потерь на угар и разбрызгивание, которые не влияют на общую картину соотношения производительности наплавки на разных полярностях.
На фиг. 9 приведена аналогичная диаграмма для наплавки алюминиевой электродной проволоки диаметром 1,2 мм на алюминиевую пластину при токе 200 А дугой в аргоне. Коэффициент расплавления электродной проволоки на обратной полярности составляет 8,72 г/(А⋅ч), а на прямой полярности 19,33 (г/А⋅ч), т.е. на прямой полярности в 2,16 раза больше. Данный результат описан в статье В.П. Сидорова и др. О плавлении алюминиевого электрода аргоновой дугой прямой полярности. Вектор науки ТГУ, 2019. №4(50). С. 52-57.
Однако на прямой полярности сварку и наплавку дугой в защитных газах плавящимся электродом не ведут из-за низкой стабильности скорости расплавления электродной проволоки и низкой пространственной устойчивости дуги. Это объясняется особенностями поведения катодного пятна на стержневом электроде.
Применение разнополярной дуги с частотой импульсов тока не менее 40 Гц для наплавки и сварки плавящимся электродом в защитных газах позволяет повысить стабильность, как скорости расплавления электрода, так и пространственную устойчивость дуги. В то же время из-за существенной разницы в интенсивности проплавлении электрода и изделия этот вид дуги позволяет за счет регулирования доли полярностей в периоде регулировать соотношение площадей проплавления основного и наплавленного металла в очень широких пределах.
Повышение стабильности происходит вследствие того, что изменение полярности с достаточно высокой частотой подавляет блуждание катодного пятна сварочной дуги, как на изделии, так и на электроде. Стабильность повторных зажиганий обеспечивается высокой скоростью перехода тока через ноль и встроенными в сварочные установки высокочастотными возбудителями дуг.
Для дуги с разнополярными импульсами тока можно записать формулу для коэффициента наплавки α
α = (1-ϕ) αEP +αEN⋅ϕ, (11)
где αEP - коэффициент наплавки для дуги обратной полярности постоянного тока,
αEN - коэффициент наплавки для дуги прямой полярности постоянного тока.
Обозначим отношение (αEN /αEP) = М >1. Тогда
α = (1-ϕ) αEP + αEP М⋅ϕ.
После преобразований получим
α = αEP - ϕ αEP + αEP М⋅ϕ = αEP [1- ϕ +M⋅ϕ]. (12)
При ϕ = 0,1 преобладает обратная полярность, при М = 2 получим α = 1,1 αEP, а при ϕ = 0,9 преобладает прямая полярность, и при М = 2 получим α = 1,9 αEP. Т.е., при увеличении отношения длительности импульсов прямой полярности к длительности периода, по предлагаемому способу можно изменить коэффициент наплавки на 73%. Одновременно будет уменьшаться аналогичный коэффициент проплавления основного металла, который можно обозначить αО. Он будет изменяться в меньшей степени, однако в целом диапазон возможного изменения доли участия электродного металла в шве будет значительно шире, чем у известного способа. Противоположная направленность изменения площадей проплавления основного и наплавленного металлов с изменением ϕ позволяет в очень широких пределах изменять ψЭ. Коэффициент проплавления основного металла, аналогичный коэффициенту наплавки для электродной проволоки можно определить по формуле
αО = (FO⋅ρO⋅VC)/I, (13)
где ρO - плотность основного металла, г/см3,
I - средний ток дуги, А,
VC - скорость сварки, см/с.
Размерность αО при использовании указанных единиц измерения г/(А⋅с).
В таблице 3 представлены расчетные зависимости отношения коэффициентов наплавки α электрода для дуги с разнополярными импульсами тока от ϕ для различных значений М по формуле (11). Значения М могут изменяться в зависимости от диаметра электрода и тока дуги. Коэффициент в таблице показывает во сколько раз коэффициент наплавки при данных М и ϕ больше аналогичного коэффициента на обратной полярности дуги.
Таблица 3
Площадь проплавления основного металла в формуле (13) изменяется при увеличении ϕ противоположным образом - она уменьшается. Это связано с тем, что мощность, вводимая катодной областью в изделие существенно больше, чем анодной областью. Мощность, передаваемая изделию жидким электродным металлом мало влияет на проплавление основного металла. Т.о., площади проплавления основного металла FO и электродного металла FH изменяются при изменении ϕ противоположно, что позволяет регулировать ψЭ в широких пределах. Соответственно, в очень широких пределах будет регулироваться и химический состав шва.
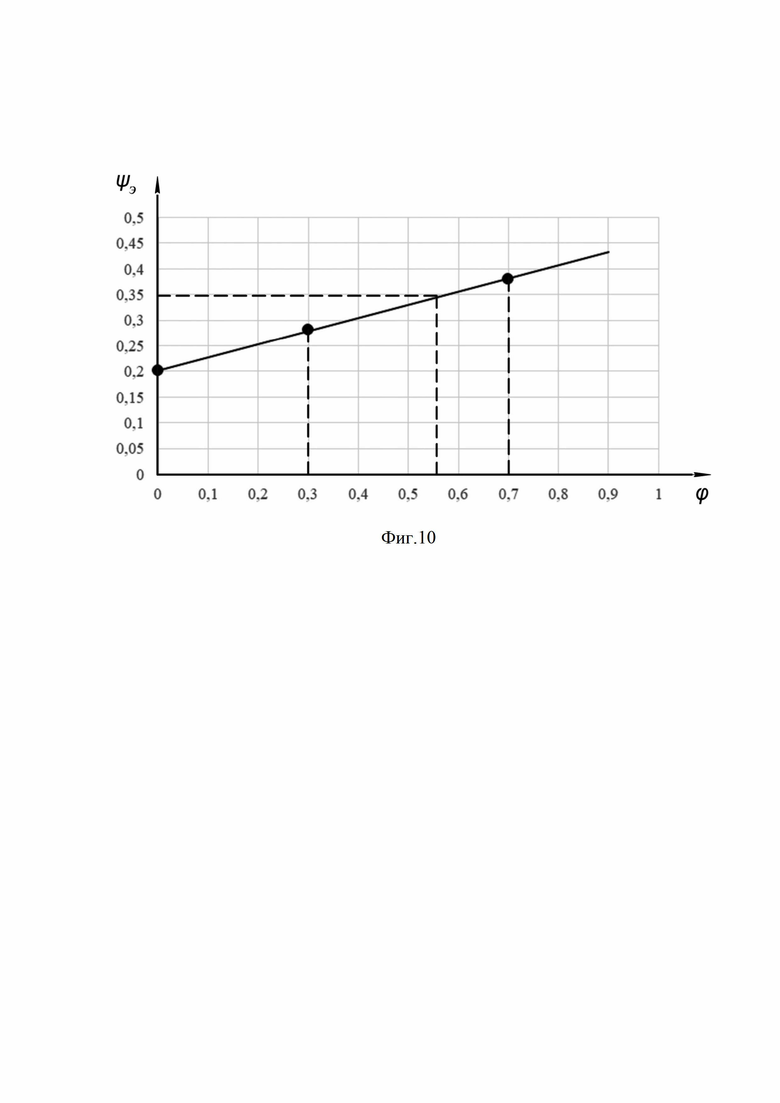
На фиг. 10 представлена схема определения требуемого ϕ. Линейная зависимость ψЭ =f(ϕ) была получена для точек ϕ=0,3 и ϕ=0,7. Допустим, что для получения необходимого содержания легирующего элемента требуется как на фиг. 10, чтобы было ψЭ=0,35. Нужно из требуемого значения на оси ψЭ необходимо провести перпендикуляр к прямой ψЭ=f(ϕ) и из точки пересечения опустить перпендикуляр к оси ϕ. Выпускаемые промышленностью сварочные установки для сварки разнополярными импульсами обычно обеспечивают регулирование ϕ с шагом 0,1. При получении промежуточного значения ϕ, не кратного 0,1 следует выбрать ближайшее кратное 0,1 значение ϕ. Например, если расчетное значение ϕ получили ϕ=0,53, то следует выбрать значение ϕ=0,5. А если получили, например, расчетное значение ϕ=0,57, то следует выбрать ϕ =0,6. В будущем возможен выпуск сварочных установок с регулированием ϕ с шагом 0,05.
После этого уточняется значение доли участия электродного металла ψЭ, производится расчет содержания основного и других легирующих элементов в шве. Это позволит прогнозировать эксплуатационные свойства шва.
Для реализации способа можно использовать и установки, обеспечивающие не только регулирование ϕ, но и токи импульсов. В этом случае будут справедливы и могут использоваться формулы для средних токов за период.
Режимы сварки электродной проволокой, обеспечивающие отсутствие проплавления пластин на глубину больше 0,6 их толщины можно выбирать на основе таблицы 4 и ей подобных для сварки стальными проволоками. Приэлектродные мощности дуг с плавящимися электродами мало зависят от материала электродной проволоки. Поэтому провар основного металла алюминиевой проволокой будет близок к провару швов, выполняемых алюминиевой проволокой.
Таблица 4
Сварка при большем числе слоев выполняется при меньших токах из таблицы 4 и более высоких скоростях сварки. Например, для наплавки пластин толщиной 8 мм ориентиром для выбора тока и скорости сварки являются ток 250 А и скорость сварки 0,5 см/с.
Пример 1. По предлагаемому способу производилась автоматическая наплавка алюминиевой проволоки А0 диаметром dЭ=1,2 мм дугой прямого действия в среде аргона на пластину толщиной 8 мм из низкоуглеродистой стали 20 с целью обеспечения оптимального содержания алюминия в шве ψЭ=30% по массе. По формуле (3) было получено, что для этого отношение площади поперечного сечения проплавления основного металла к площади поперечного сечения наплавленного металла (без учета перемешивания) должно составлять FO/FH1=0,81.
Наплавка выполнялась дугой с разнополярными импульсами тока прямоугольной формы от специального источника питания установки DW-300. Частота импульсов составляла 50 Гц. Для наплавки алюминиевой электродной проволоки использовалась сварочная горелка для механизированной сварки от установки FastMigMXF 65, которая закреплялась на сварочном автомате АДСВ-6. Токи импульсов устанавливались одинаковыми для обеих полярностей IEN=IEP=200 А. Средний ток дуги за период был также 200 А. Были выполнены предварительно наплавки двух швов при отношении среднего тока импульсов прямой полярности к среднему току за период ϕ=0,2 и ϕ=0,8. Скорость наплавки в обеих опытах составляла VC=0,3см/с. При наплавке на пластины обеспечивали длину наплавок L=80 мм. Наплавляемые пластины взвешивали с точностью до 0,1 г до и после наплавки. При проведении наплавки разнополярными импульсами тока при ϕ=0,2 средние за период токи ENC=40 А. EPC=160 А. При проведении наплавки разнополярными импульсами тока при ϕ=0,8 средние за период токи ENC= 160 А. EPC=40 А.
Для первого шва получили взвешиванием среднюю площадь поперечного сечения наплавленного металла без перемешивания FH1 = 0, 58 см2, сечения шва FШ = 0,6 см2, сечение наплавленного металла по шлифу FH = 0, 13 см2. Т.о, получили, что FO= 0,47 см2. Доля участия электродного металла в металле шва по площади поперечных сечений ψЭ = 0,22.
Для второго шва получили FH1 = 0,87 см2, FШ = 0,75 см2, сечение наплавленного металла по шлифу FH = 0, 3 см2. FO = 0,45 см2 , ψЭ = 0,4. Была получена линейная зависимость ψЭ = f(ϕ).
ψЭ = А+ Вϕ. (14)
Используя полученные значения ψЭ получили А = 0,16 , В = 0,3.
Для получения заданного ψЭ = 0,3 подставляем это значение в (14). В результате необходимо значение ϕ≈0,47. Принимаем ближайшее кратное 0,1 ϕ = 0,5, то есть на данном токе 200 А необходимо использовать равные длительности импульсов. Тогда заданное значение ψЭ = 0,3 будет выполнено с точностью (0,50-0,47)/0,47 = 6,4%, что, учитывая значительный разброс в низкоуглеродистой стали сопутствующих элементов (кремний, марганец, примеси) является хорошим результатом.
Минимальное значение ψЭ на данном режиме по предлагаемому способу при ϕ = 0,1 ψЭ = 0,19. Максимальное значение ψЭ на данном режиме при ϕ = 0,9 ψЭ = 0,43. Среднее значение ψЭ = 0,31. Диапазон регулирования ψЭ составляет по отношению к среднему значению составляет ±39%, что создает очень высокие технологические возможности по регулированию и оптимизации химического состава швов.
Пример 2. Определялся режим наплавки по предлагаемому способу на пластину из низкоуглеродистой стали 20 толщиной 12 мм, обеспечивающий в наплавленном шве содержания хрома по массе 13% при содержании хрома в электродной проволоке Св-Х25Т по ГОСТ 2246-70, при наплавке плавящимся электродом дугой в среде аргона . Содержание хрома в проволоке может изменяться в пределах 23-27% по массе. Для расчетов будем использовать среднее значение хрома 25%. При этом отклонение граничных значений хрома от средних значений в основном металле составляет ±4%. Содержание хрома в шве 13 % обеспечивает коррозионную стойкость шва в слабо агрессивных средах. Плотность хрома составляет 7,21 г/см3. Поскольку и в проволоке и в шве содержание хрома задано по массе, для содержания хрома в шве можно записать
FH/FШ = FH⋅0,25/( FO+ FH) = 0,13.
В результате получаем FO/FH = 0,93. В этом случае ψЭ = FH /1,93 FH = 0,52 .
Диаметр электродной проволоки 2,0 мм , ток импульсов дуги 300 А, скорость сварки 0,5 см/с. Для наплавки использовалась то же оборудование, что и в примере 1.
Для первого шва получили взвешиванием среднюю площадь поперечного сечения наплавленного металла FH = 0, 35 см2, сечения шва FШ = 0,85 см2. Т.о, получили, что FO = 0,5 см2. Доля участия электродного металла в металле шва по площади поперечных сечений ψЭ = 0,41.
Для второго шва получили FH = 0,44 см2, FШ = 0,84 см2, FO = 0,40 см2 , ψЭ = 0,52. Была получена линейная зависимость ψЭ = f(ϕ).
ψЭ = 0,37+ 0,183ϕ.
Для получения заданного ψЭ = 0,52 подставляем это значение в последнее выражение. В результате необходимо значение ϕ≈0,8. Принимаем ближайшее кратное 0,1 ϕ = 0,8. Тогда требуемое значение ψЭ = 0,52 и содержание хрома в шве 13% будет выполнено с более высокой точностью, чем разброс содержания хрома в электродной проволоке . Диапазон регулирования ψЭ в данном случае составляет ±17% от среднего значения.
При выполнении наплавки дугой обратной полярности (ϕ = 0) ψЭ = 37% и потребовалась бы проволока с более высоким содержанием хрома , которая отсутствует в ГОСТ 2246-70. При наличии такой проволоки это повысило бы себестоимость получения сварного шва с заданными свойствами.
Данный способ может быть реализован посредством использования современного оборудования и оснастки: установок для сварки с разнополярными импульсами тока, сварочных горелок и сварочных автоматов. Поэтому способ обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой автоматической наплавки плавящимся электродом в инертном газе | 2022 |
|
RU2778341C1 |
| Способ автоматической наплавки в инертном газе комбинацией дуг | 2022 |
|
RU2798645C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ПРИ СВАРКЕ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2648597C1 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ НАПЛАВКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2649351C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2648618C1 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
Способ может быть использован при дуговой сварке или наплавке плавящимся электродом в среде защитного газа с получением требуемого содержания основного легирующего элемента. Сварку или наплавку осуществляют с использованием дуги с разнополярными импульсами тока частотой не менее 40 Гц. Заданное содержание электродного металла ψэ в сварном шве получают за счет выбора длительности импульсов тока в зависимости от соотношения ϕ среднего тока импульсов прямой полярности к среднему току дуги за период сварки в диапазоне ϕ=0,1-0,9. Предварительно выполняют два шва плавящимся электродом на рекомендуемом для данного его диаметра токе с неполным проплавлением пластины при значениях ϕ для каждого из швов, различающихся между собой не менее чем на Δϕ=0,4. Измеряют поперечные сечения полученных швов, по которым определяют значение ψэ для каждого из швов и рассчитывают коэффициенты линейной зависимости ψэ= f(ϕ), а выбор длительности импульсов тока при сварке или наплавке проводят с учетом расчетного значения ψэ, ближайшего к заданному его содержанию. Способ позволяет получать оптимальное содержание в металле необходимого легирующего элемента для получения заданных свойств наплавленного шва. 10 ил., 4 табл., 2 пр.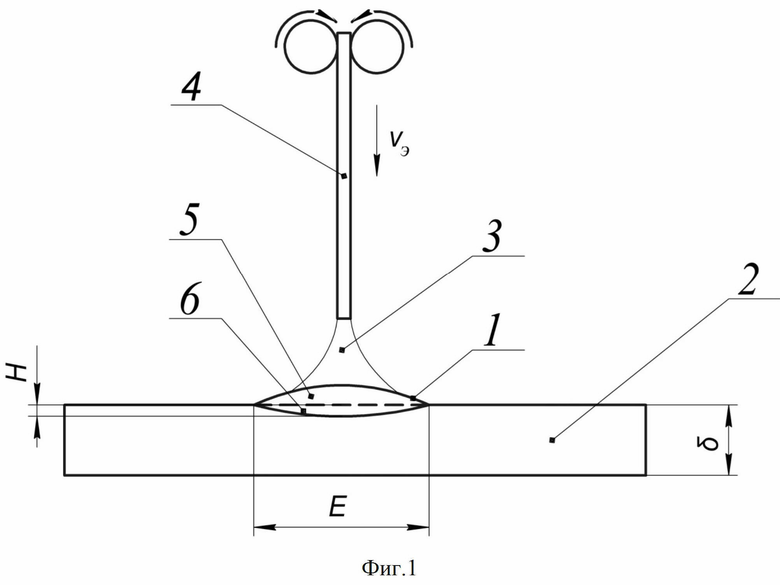
Способ дуговой сварки и наплавки плавящимся электродом в среде защитных газов, включающий выполнение сварного шва, в котором регулируют содержание электродного металла ψэ по массе, отличающийся тем, что сварку или наплавку осуществляют с использованием дуги с разнополярными импульсами тока частотой не менее 40 Гц, а заданное содержание электродного металла ψэ по массе в сварном шве получают за счет выбора длительности импульсов тока в зависимости от соотношения ϕ среднего тока импульсов прямой полярности к среднему току дуги за период сварки в диапазоне ϕ=0,1-0,9, при этом предварительно выполняют два шва плавящимся электродом на рекомендуемом для данного его диаметра токе с неполным проплавлением пластины при значениях ϕ для каждого из швов, различающихся между собой не менее чем на Δϕ=0,4, затем измеряют поперечные сечения полученных швов, по которым определяют значение ψэ для каждого из швов и рассчитывают коэффициенты линейной зависимости ψэ=f(ϕ), а выбор длительности импульсов тока при сварке или наплавке проводят с учетом расчетного значения ψэ, ближайшего к заданному его содержанию.
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ КАТАНИЯ | 1997 |
|
RU2143962C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ПРИ СВАРКЕ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2648597C1 |
| СПОСОБ СВАРКИ И НАПЛАВКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ СЕЙСМОСТОЙКИХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2400336C1 |
| УДЕЛЬНАЯ СКОРОСТЬ ПОГЛОЩЕНИЯ, МОДУЛИРУЕМАЯ ПРОСТРАНСТВЕННОЙ БЛИЗОСТЬЮ К ПАЦИЕНТУ | 2015 |
|
RU2700468C2 |
| CN 0101559510 А, 21.10.2009. | |||

