ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к микроэлектронике и измерительной технике, а именно к несущему модулю для чувствительного элемента микроэлектронного измерительного устройства, которое может использоваться для контроля окружающей среды, измерения концентраций газов, контроля герметичности изделий, содержащих различные химические вещества, и в других областях.
УРОВЕНЬ ТЕХНИКИ
В современных микроэлектронных измерительных устройствах на основе полупроводниковых, электрохимических и термокаталитических принципов детектирования применяют микроэлектромеханические системы (МЭМС), содержащие несущие приспособления в виде мембраны (пленки) или консоли для размещения чувствительного элемента. С одной стороны, эти несущие приспособления должны обладать достаточной прочностью, чтобы выдерживать эксплуатационные нагрузки на протяжении срока службы измерительного устройства. С другой стороны, размеры и масса несущего приспособления должны быть оптимальными для повышения функциональных характеристик измерительного устройства: уменьшения энергопотребления, увеличения быстродействия и чувствительности. Для получения несущих мембран и консолей с необходимыми размерами и массой применяют в том числе пленочные технологии. Современные диэлектрические мембраны и консоли позволяют нагревать чувствительный элемент до высоких температур, от 300 до 600oC, при сниженном энергопотреблении по сравнению с устройствами, где чувствительный элемент размещен на массивной подложке.
Из документа RU2002128660 (A, дата публикации 27.04.2004) известно микроэлектронное измерительное устройство, имеющее в качестве несущего, теплоизолирующего или упругого элемента конструкции тонкую диэлектрическую мембрану, закрепленную на жесткой рамке. Жесткая рамка представляет собой керамическую пластину с одним или несколькими отверстиями. Мембраной является пленка из оксида алюминия, закрепленная на рамке с помощью клея, в качестве которого может использоваться стекло. Изготовление данного микроэлектронного измерительного устройства включает в себя приклеивание к поверхности керамической пластины листа оксидированного алюминия и последующее удаление металлического алюминия химическим травлением до получения на пластине пленки оксида алюминия. Размещение чувствительного и нагревательного элементов на такой тонкой диэлектрической мембране обеспечивает высокотемпературный режим работы измерительного устройства при сохранении сниженного энергопотребления. Однако метод изготовления устройства является излишне трудоемким, а полученная пленка будет содержать микроповреждения, обусловленные особенностями технологии оксидирования (флуктуациями роста оксидной пленки на металле) и последующим химическим травлением. Впоследствии такие микроповреждения могут привести к разрушению мембраны под воздействием факторов окружающей среды и эксплуатационных нагрузок (перепада температур, вибраций). Поэтому к недостаткам данного устройства можно отнести сниженную надежность и ограниченный срок службы.
Из документа US20150203345 (A1, дата публикации 23.07.2015) известна микроэлектромеханическая система (МЭМС) консольного типа (также называемого кантилевером), включающая в себя полимерное основание и консольную балку, выступающую от него. Консольная балка представляет собой многослойную структуру, содержащую пьезокристаллический слой, расположенный между структурным и изолирующим слоями из неорганического материала. В изолирующем слое балки образована пара электрических контактов, соединенных с пьезокристаллическим слоем. Изготовление данной системы включает в себя нанесение временного слоя на подложку, формирование структуры консольной балки на временном слое путем последовательного нанесения на него слоев соответствующих материалов с формированием электрических контактов в изолирующем слое, формирование полимерного основания для консольной балки и химическое травление временного слоя для высвобождения консольной балки от основания. Послойное формирование консольной балки на временном слое в данной системе обеспечивает относительную простоту и технологичность изготовления устройства. Однако в этом случае консольная балка является чувствительным элементом, который изгибается под действием обратного пьезоэлектрического эффекта, и выбор материалов не позволяет использовать такую систему в высокотемпературных режимах, например, для измерения концентраций газов, где требуется нагрев чувствительного элемента. Соответственно, к недостаткам данного устройства можно отнести ограниченную область применения. Вместе с тем, указанное устройство является наиболее близким к настоящему изобретению техническим решением.
Техническая проблема, на решение которой направлено изобретение, заключается в создании несущего модуля для чувствительного элемента микроэлектронного измерительного устройства, изготавливаемого простым и технологичным способом, с обеспечением повышенной надежности и возможности работы модуля в высокотемпературных режимах.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Для решения поставленной проблемы в настоящем изобретении предложен несущий модуль для чувствительного элемента микроэлектронного измерительного устройства. Этот модуль содержит подложку и тонкую консоль, сформированную в виде цельного элемента из стеклокерамического материала. При этом один конец консоли, предназначенный для размещения чувствительного элемента, свободно висит над отверстием в подложке, а другой конец закреплен на подложке посредством сплавления стекла в составе материала консоли с материалом подложки.
Тонкая консоль из стеклокерамического материала в описанном несущем модуле обеспечивает термическую изоляцию чувствительного элемента от других компонентов и корпуса измерительного устройства, обеспечивая возможность работы устройства в высокотемпературных режимах с нагревом чувствительного элемента до 600 oC. При этом, тонкая консоль, свободновисящая над отверстием в подложке, сформирована в виде цельного, законченного элемента, то есть состоит из одного сплошного куска материала. Модуль может изготавливаться без химического травления и вырезания консоли из листового материала, в том числе без лазерной резки, поэтому лишен сопутствующих микроповреждений. Фиксированный конец консоли закреплен на подложке за счет сплавления стекла в составе материала консоли с материалом подложки без применения дополнительного связующего материала или клея. Благодаря данным особенностям тонкая консоль и весь предложенный несущий модуль отличаются повышенной надежностью и увеличенным сроком службы.
В одном из вариантов осуществления изобретения коэффициент теплового расширения стеклокерамического материала консоли отличается от коэффициента теплового расширения материала подложки не более чем на 20%. Ограниченное различие коэффициентов теплового расширения материалов консоли и подложки позволяет устранить возможность повреждения элементов модуля из-за неравномерного расширения при нагревании подложки для формирования и закрепления консоли.
В дополнительных или альтернативных вариантах осуществления изобретения консоль представляет собой теплоизолирующий и/или упругий элемент конструкции микроэлектронного измерительного устройства. Несущий модуль в данных вариантах осуществления может с успехом применяться в измерительных устройствах различных типов.
Еще в одном варианте осуществления несущий модуль дополнительно содержит электроды для снятия сигнала с чувствительного элемента при работе микроэлектронного измерительного устройства, причем каждый из указанных электродов расположен на подложке и на консоли. Размещение части каждого из электродов для снятия сигнала с чувствительного элемента на подложке обеспечивает удобный и надежный контакт с электродами при сборке измерительного устройства без опасности повреждения консоли, упрощая технологию изготовления модуля.
В другом варианте осуществления несущий модуль содержит нагревательный элемент, расположенный на свободновисящем конце консоли. В дополнительном варианте осуществления несущий модуль содержит электроды для подачи питания на нагревательный элемент при работе микроэлектронного измерительного устройства, причем каждый из электродов для подачи питания расположен на подложке и на консоли. Размещение части каждого из электродов для подачи питания на нагревательный элемент на подложке обеспечивает удобный и надежный контакт с электродами при сборке измерительного устройства без опасности повреждения консоли, упрощая технологию изготовления модуля.
В следующем варианте осуществления электроды для снятия сигнала и электроды для подачи питания расположены на одной стороне консоли, электрически изолированно друг от друга, причем несущий модуль дополнительно содержит изоляционный элемент, расположенный между нагревательным элементом и чувствительным элементом. В этом варианте обеспечивается возможность размещения с достаточной изоляцией всех функциональных элементов, необходимых для работы микроэлектронного измерительного устройства, на одной стороне консоли, что упрощает технологию изготовления модуля.
Еще в одном варианте осуществления несущий модуль содержит усиливающий элемент в виде участка стеклосодержащего материала, расположенного на подложке и на консоли вблизи ее закрепленного конца. Усиливающий участок повышает надежность конструкции модуля и снижает опасность повреждения консоли, а также электродов и подложки при сборке измерительного устройства. При необходимости несущий модуль может содержать несколько усиливающих элементов, расположенных как на одной стороне консоли, так и с обеих ее сторон.
Для решения поставленной проблемы также предложен способ изготовления несущего модуля для чувствительного элемента микроэлектронного измерительного устройства, который является другим объектом настоящего изобретения.
Предложенный способ содержит этапы, на которых:
изготавливают подложку с отверстием,
заполняют отверстие в подложке твердым материалом, выполненным с возможностью изменения агрегатного состояния или перехода в порошкообразное состояние при нагреве,
наносят пасту из стеклокерамического материала на поверхность подложки и поверх твердого материала в отверстии,
нагревают подложку с нанесенной пастой до температуры выше температуры плавления стекла в составе пасты для формирования консоли в виде цельного элемента из стеклокерамического материала с одновременным закреплением конца консоли на подложке и переводом твердого материала в отверстии в другое агрегатное состояние или в порошкообразное состояние, и
удаляют материал из отверстия в подложке с формированием свободновисящего над отверстием конца консоли для размещения чувствительного элемента.
Данный способ предназначен для изготовления несущего модуля для чувствительного элемента микроэлектронного измерительного устройства, который был описан выше, и обеспечивает все вышеупомянутые преимущества несущего модуля. Описанный способ не включает в себя операций химического травления и механической резки для изготовления консоли из листового материала, поэтому позволяет изготовить несущий модуль без сопутствующих таким операциям микроповреждений. Действительно, в описанном способе тонкая консоль выполняется с помощью аддитивных технологий: тело консоли формируется нанесением пасты, например, способом трафаретной печати, непосредственно на подложку и поверх заранее выполненного в подложке отверстия, заполненного твердым материалом, после чего за один цикл нагревания подложки с нанесенной пастой достигается: (1) сплавление пасты в полностью сформированную консоль в виде в цельного элемента, (2) закрепление конца консоли на подложке посредством сплавления стекла в составе материала консоли с материалом подложки и (3) перевод твердого материала в отверстии в другое агрегатное состояние или в порошкообразное состояние. Таким образом, после завершения цикла нагревания подложки материал в отверстии находится в жидком либо газообразном агрегатном состоянии или в порошкообразном состоянии и может быть легко удален для освобождения свободновисящего над отверстием конца консоли без риска ее повреждения.
Все операции описанного способа отличаются простотой и технологичностью, и применение описанного способа делает доступным и экономически выгодным серийное производство несущих модулей согласно изобретению.
В разных вариантах осуществления способа коэффициент теплового расширения твердого материала в отверстии отличается от коэффициента теплового расширения материала подложки не более чем на 20%, и коэффициент теплового расширения стеклокерамического материала консоли отличается от коэффициента теплового расширения материала подложки не более чем на 20%. Как отмечалось выше, ограниченное различие коэффициентов теплового расширения используемых материалов позволяет устранить возможность повреждения элементов модуля из-за неравномерного расширения при нагревании подложки с нанесенной пастой.
В другом варианте осуществления способа паста из стеклокерамического материала содержит связующее вещество, выполненное с возможностью элиминации из состава стеклокерамического материала при нагреве. Такой состав пасты обеспечивает сохранение формы тела консоли до сплавления пасты при нагреве подложки.
Еще в одном варианте осуществления способа материал из отверстия в подложке удаляют под действием силы тяжести и/или посредством ультразвуковой обработки. Как отмечалось выше, после нагревания подложки материал в отверстии находится в жидком либо газообразном агрегатном состоянии или же в порошкообразном состоянии и может быть легко удален из отверстия неразрушающими способами: например, ультразвуковой обработкой и даже просто под действием силы тяжести. Другими словами, по меньшей мере часть материала в таком состоянии может самопроизвольно выпасть из отверстия после нагревания подложки.
В следующем варианте осуществления способ содержит, до этапа нанесения пасты из стеклокерамического материала, нанесение двух раздельных первых участков токопроводящей пасты, каждый из которых проходит по подложке и поверх твердого материала в отверстии, и далее нанесение участка резистивной пасты на твердый материал в отверстии и поверх каждого из указанных первых участков токопроводящей пасты. При этом этап нанесения пасты из стеклокерамического материала содержит ее нанесение на поверхность подложки поверх твердого материала в отверстии и поверх указанных первых участков токопроводящей пасты и участка резистивной пасты, а этап нагревания подложки с нанесенной пастой дополнительно содержит формирование нагревательного элемента из участка резистивной пасты и электродов для подачи питания на нагревательный элемент из первых участков токопроводящей пасты.
В данном варианте осуществления пасту для формирования тела консоли наносят после и поверх паст для формирования нагревательного элемента и электродов для подачи питания на него. Таким образом, эти элементы размещаются на нижней стороне тонкой консоли. При этом применяется та же аддитивная технология, за счет чего операции по изготовлению новых элементов просто и эффективно встраиваются в описанный выше технологический процесс. Действительно, после нанесения на подложку всех необходимых слоев пасты за один цикл нагревания подложки достигаются как описанные ранее эффекты (1) – (3), так и (4а) сплавление участков резистивной и токопроводящей пасты с формированием нагревательного элемента и электродов для подачи питания на нагревательный элемент на нижней стороне консоли. Такое формирование новых элементов на консоли и подложке не приводит к усложнению заявленного способа изготовления несущего модуля.
Еще в одном варианте осуществления способ дополнительно содержит, до этапа нагревания подложки с нанесенной пастой, нанесение двух раздельных вторых участков токопроводящей пасты на подложку и поверх пасты из стеклокерамического материала, а этап нагревания подложки с нанесенной пастой дополнительно содержит формирование электродов для снятия сигнала с чувствительного элемента из вторых участков токопроводящей пасты.
Этот вариант осуществления дополняет предыдущий вариант операциями по формированию электродов для снятия сигнала с чувствительного элемента на верхней стороне консоли. В этом случае после нанесения на подложку необходимых слоев пасты за один цикл нагревания подложки достигаются как описанные ранее эффекты (1) – (4а), так и (5а) сплавление участков токопроводящей пасты с формированием электродов для снятия сигнала с чувствительного элемента на верхней стороне консоли. Такое формирование новых элементов на консоли и подложке не приводит к усложнению заявленного способа изготовления несущего модуля. В результате с одной, «нижней», стороны консоли размещается контур нагревательного элемента, а с другой, «верхней», стороны консоли располагаются электроды для снятия сигнала с чувствительного элемента, в контакте с которыми может быть размещен чувствительный элемент. Консоль при этом служит как несущим, так и изолирующим элементом. Необходимо отметить, что указание одной из сторон консоли и подложки в качестве «верхней», а другой – в качестве «нижней» носит относительный характер и задается их расположением в пространстве при изготовлении несущего модуля.
В другом варианте осуществления способ содержит, до этапа нагревания подложки с нанесенной пастой, нанесение двух раздельных первых участков токопроводящей пасты, каждый из которых проходит по подложке и поверх пасты из стеклокерамического материала, и далее нанесение участка резистивной пасты на пасту из стеклокерамического материала и поверх каждого из указанных первых участков токопроводящей пасты, а этап нагревания подложки с нанесенной пастой дополнительно содержит формирование нагревательного элемента из участка резистивной пасты и электродов для подачи питания на нагревательный элемент из первых участков токопроводящей пасты.
Этот вариант осуществления альтернативен описанным выше вариантам: пасты для формирования нагревательного элемента и соответствующих электродов в этом случае наносят после и поверх пасты для формирования тела консоли, так что эти элементы размещаются на верхней стороне тонкой консоли. В остальном технологические операции и достигаемые эффекты этого варианта осуществления аналогичны описанным выше случаям: после нанесения на подложку необходимых слоев пасты за один цикл нагревания достигаются эффекты (1) – (3) и (4b) - сплавление участков резистивной и токопроводящей пасты с формированием нагревательного элемента и электродов для подачи питания на нагревательный элемент с верхней стороны консоли.
В следующем варианте осуществления способ дополнительно содержит, до этапа нагревания подложки с нанесенной пастой, нанесение участка изоляционной пасты поверх участка резистивной пасты, и далее нанесение двух раздельных вторых участков токопроводящей пасты на подложку, а также поверх пасты из стеклокерамического материала и участка изоляционной пасты, отдельно от первых участков токопроводящей пасты, а этап нагревания подложки с нанесенной пастой дополнительно содержит формирование изоляционного элемента из участка изоляционной пасты и электродов для снятия сигнала с чувствительного элемента из вторых участков токопроводящей пасты.
Этот вариант осуществления дополняет предыдущий операциями по формированию электродов для снятия сигнала с чувствительного элемента на верхней стороне консоли. После нанесения на подложку всех перечисленных слоев пасты за один цикл нагревания подложки достигаются как описанные ранее эффекты (1) – (4b), так и (5a) сплавление участка изоляционной пасты с формированием изоляционного элемента и участков токопроводящей пасты - с формированием электродов для снятия сигнала с чувствительного элемента на верхней стороне консоли. В этом варианте осуществления все функциональные элементы измерительного устройства располагаются с одной, верхней, стороны консоли. Такой вариант обеспечивает дополнительные преимущества по сравнению с выполнением контуров нагревательного и чувствительного элементов с разных сторон консоли. Поскольку консоль в изобретении выполняется максимально тонкой, электроды, проходящие друг над другом с верхней и нижней сторон консоли, могут электрически контактировать друг с другом, вызывая короткое замыкание сквозь поры в материале тонкой консоли. В данном варианте осуществления электроды нагревательного и чувствительного контуров располагаются с одной стороны консоли, по существу, в одной плоскости, отдельно друг от друга, и их замыкание исключается. Кроме того, в этом случае для изоляции контура нагревательного элемента от контура чувствительного элемента используют отдельный изоляционный элемент, формируемый из участка изоляционной пасты, что позволяет регулировать его характеристики, в частности, сделать толщину изоляционного элемента больше толщины консоли.
Еще в одном варианте осуществления изобретения способ дополнительно содержит, до этапа нанесения пасты из стеклокерамического материала, нанесение двух раздельных вторых участков токопроводящей пасты на подложку и поверх твердого материала в отверстии, этап нанесения пасты из стеклокерамического материала содержит ее нанесение на поверхность подложки, поверх твердого материала в отверстии и поверх вторых участков токопроводящей пасты, а этап нагревания подложки с нанесенной пастой дополнительно содержит формирование электродов для снятия сигнала с чувствительного элемента из вторых участков токопроводящей пасты.
В этом варианте осуществления контур чувствительного элемента располагается на нижней стороне тонкой консоли. В остальном технологические операции и достигаемые эффекты аналогичны описанным выше случаям: за один цикл нагревания подложки достигаются эффекты (1) – (3) и (5b) - сплавление участков токопроводящей пасты с формированием электродов для снятия сигнала с чувствительного элемента на нижней стороне консоли.
Наконец, решение поставленной проблемы достигается в другом варианте способа изготовления несущего модуля для чувствительного элемента микроэлектронного измерительного устройства, который является еще одним объектом изобретения.
В данном варианте способ содержит этапы, на которых:
изготавливают подложку с отверстием,
заполняют отверстие в подложке твердым материалом, выполненным с возможностью изменения агрегатного состояния или перехода в порошкообразное состояние при заданном воздействии,
наносят пасту из стеклокерамического материала на поверхность подложки и поверх твердого материала в отверстии,
нагревают подложку с нанесенной пастой до температуры выше температуры плавления стекла в составе пасты для формирования консоли в виде цельного элемента из стеклокерамического материала с одновременным закреплением конца консоли на подложке,
применяют к твердому материалу в отверстии заданное воздействие для перевода его в другое агрегатное состояние или в порошкообразное состояние, и
удаляют материал из отверстия в подложке с формированием свободновисящего над отверстием конца консоли для размещения чувствительного элемента.
Данный вариант способа также предназначен для изготовления несущего модуля для чувствительного элемента микроэлектронного измерительного устройства, который был описан выше, и обеспечивает все вышеупомянутые преимущества несущего модуля.
В отличие от описанного первым варианта способа изготовления несущего модуля последний вариант не ограничен применением температурного воздействия для перевода твердого материала в отверстии в подложке в другое агрегатное состояние или в порошкообразное состояние. В данном случае учитывается возможность подобрать твердый материал для временного заполнения отверстия в подложке, который можно в последующем перевести в другое агрегатное состояние или в порошкообразное состояние посредством заданного воздействия. Таким образом, во время нагревания подложки с пастой осуществляется только формирование консоли в виде цельного, законченного элемента из стеклокерамического материала с одновременным закреплением конца консоли на подложке. Во время нагревания отверстие, над которым формируется консоль, остается заполненным твердым материалом, что обеспечивает дополнительную поддержку и исключает возможность деформации тонкой консоли в процессе сплавления пасты. В определенных обстоятельствах такой вариант способа изготовления несущего модуля может быть предпочтительным, хотя и требует дополнительной операции по переводу твердого материала в отверстии в другое агрегатное состояние или в порошкообразное состояние посредством заданного воздействия.
В одном из вариантов осуществления данного способа заданное воздействие представляет собой электромагнитное облучение или применение селективного растворителя. Например, в зависимости от состава твердого материала в качестве заданного воздействия могут использовать ультрафиолетовое облучение или растворитель на основе воды.
Каждый из описанных выше вариантов осуществления изобретения обеспечивает возможность достижения технического результата, заключающегося в создании несущего модуля для чувствительного элемента микроэлектронного измерительного устройства, изготавливаемого простым и технологичным способом, с обеспечением повышенной надежности и возможности работы модуля в высокотемпературных режимах.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Сущность изобретения поясняется ниже на примере некоторых вариантов его осуществления со ссылкой на чертежи, содержащие следующие иллюстрации.
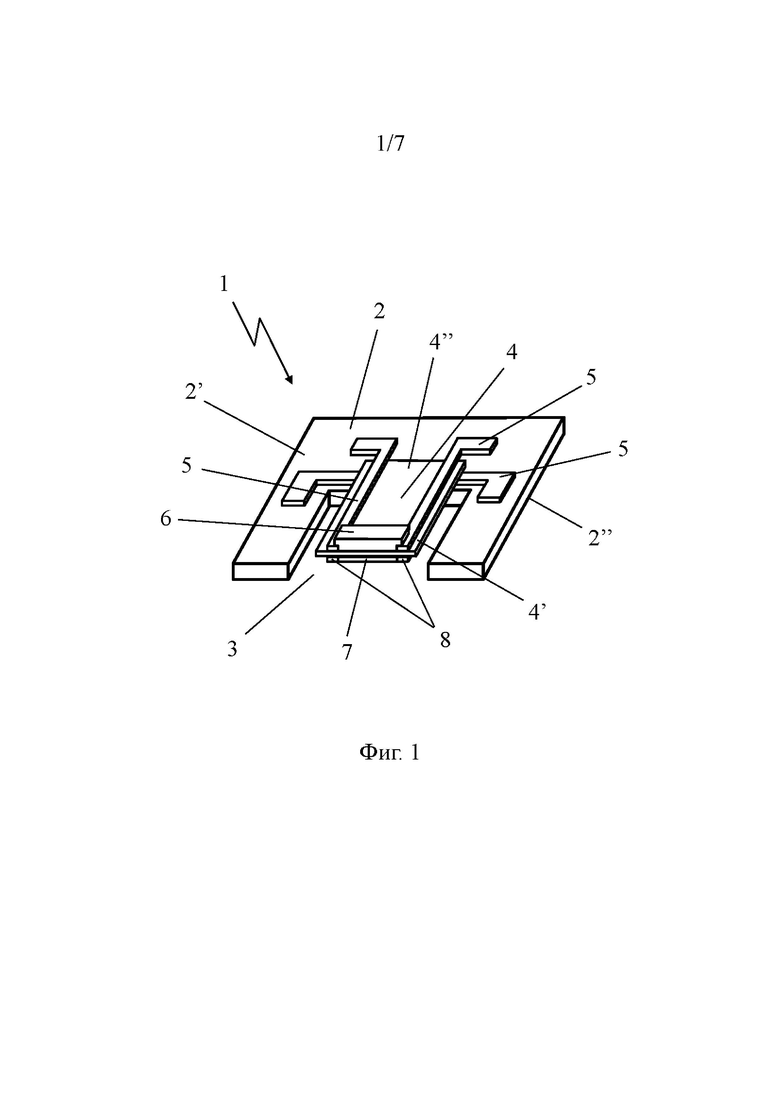
Фиг.1 – схематичное изображение несущего модуля для чувствительного элемента микроэлектронного измерительного устройства согласно варианту осуществления изобретения с расположением контуров нагревательного элемента и чувствительного элемента с разных сторон тонкой консоли.
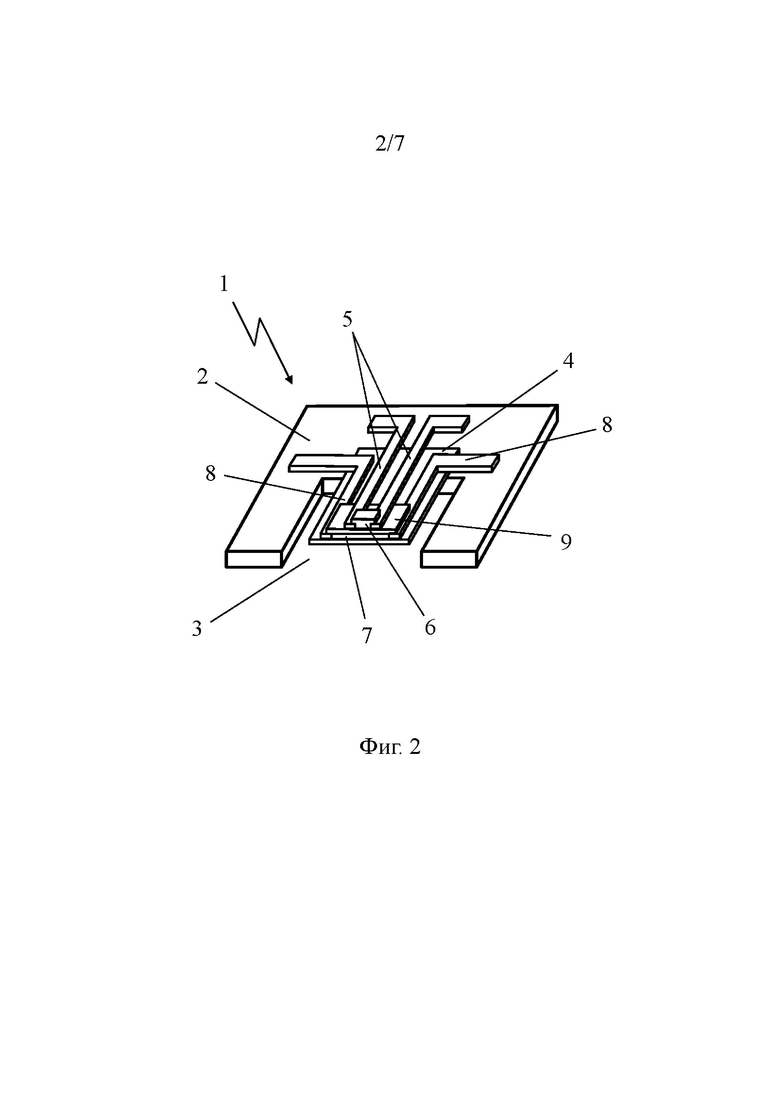
Фиг.2 – схематичное изображение несущего модуля для чувствительного элемента микроэлектронного измерительного устройства согласно другому варианту осуществления изобретения с расположением контуров нагревательного элемента и чувствительного элемента с одной стороны тонкой консоли.
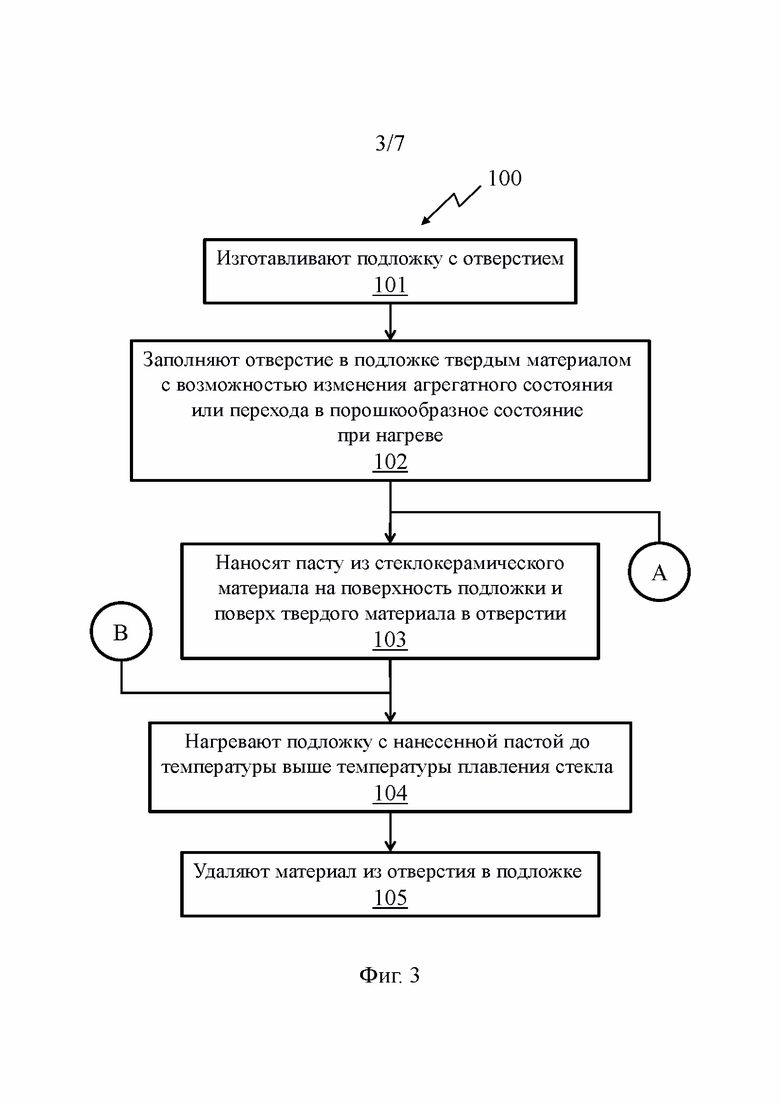
Фиг.3 – блок-схема способа изготовления несущего модуля для чувствительного элемента микроэлектронного измерительного устройства согласно изобретению.
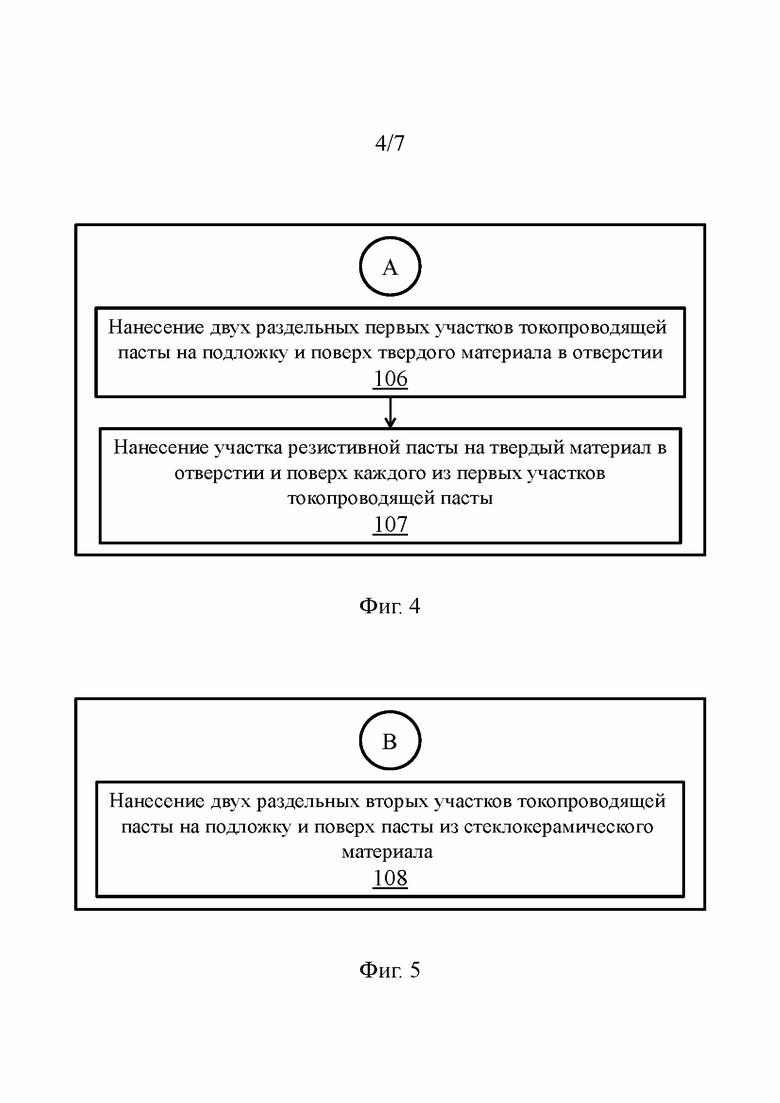
Фиг.4 – блок-схема дополнительной процедуры в составе способа изготовления несущего модуля для чувствительного элемента микроэлектронного измерительного устройства согласно варианту осуществления изобретения.
Фиг.5 – блок-схема другой дополнительной процедуры в составе способа изготовления несущего модуля для чувствительного элемента микроэлектронного измерительного устройства согласно другому варианту осуществления изобретения.
Фиг.6 – блок-схема дополнительной процедуры в составе способа изготовления несущего модуля для чувствительного элемента микроэлектронного измерительного устройства согласно еще одному варианту осуществления изобретения.
Фиг.7 – блок-схема другого варианта способа изготовления несущего модуля для чувствительного элемента микроэлектронного измерительного устройства согласно изобретению.
Фиг.8 – схематическое изображение подложки в виде пластины с отверстиями для одновременного изготовления множества несущих модулей согласно вариантам осуществления изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Изобретение направлено на создание несущего модуля для чувствительного элемента микроэлектронного измерительного устройства, изготавливаемого простым и технологичным способом с обеспечением повышенной надежности и возможности работы модуля в высокотемпературных режимах.
На фиг.1 схематически показан несущий модуль для чувствительного элемента микроэлектронного измерительного устройства согласно варианту осуществления изобретения с расположением контуров нагревательного элемента и чувствительного элемента с разных сторон тонкой консоли. В этом варианте осуществления несущей модуль 1 содержит подложку 2 с отверстием 3, над которым расположена тонкая консоль 4.
Подложка 2 выполнена в виде пластины, поверхности которой образуют верхнюю сторону 2’ и нижнюю сторону 2’’ подложки. Как отмечалось выше, указание одной из сторон подложки в качестве «верхней», а другой – в качестве «нижней» носит относительный характер и задается их расположением в пространстве при изготовлении несущего модуля 1, в данном случае - пространственной ориентацией подложки 2, изображенной на фиг.1. Данные относительные названия не ограничивают возможностей ориентации в пространстве подложки 2 и всего модуля 1 другими способами, отличными от проиллюстрированного примера. Подложка 2 может быть выполнена из любого подходящего материала, обеспечивающего прочность и износостойкость, требуемые для несущего модуля в микроэлектронном измерительном устройстве необходимого типа. Например, подложка 2 может быть выполнена из кремния и его соединений или из керамики.
Отверстие 3 может быть образовано посредством удаления фрагмента материала подложки 2, например с помощью лазерной резки, или же выполнено заодно с подложкой 2, например с помощью штамповки в сырой керамике с последующим обжигом керамики для изготовления подложки 2 с отверстием 3. На фиг.1 изображено сквозное отверстие 3, однако в других вариантах осуществления отверстие может быть несквозным, т.е. не доходящим до нижней стороны 2’’ подложки. Кроме того, изобретение не ограничено в отношении формы отверстия 3, и близкая к прямоугольной форма отверстия 3 в плане на фиг.1 является лишь одним из возможных вариантов осуществления. Наконец, необходимо понимать, что подложка 2 может содержать более одного отверстия 3.
Консоль 4 сформирована в виде цельного, законченного элемента из стеклокерамического материала и имеет один конец 4’, предназначенный для размещения чувствительного элемента, свободновисящий над отверстием 3 в подложке 2, и другой конец 4’’ - закрепленный на подложке 2 посредством сплавления стекла в составе материала консоли с материалом подложки. Формирование тонкой консоли 4 в виде цельного, законченного элемента означает, что консоль состоит из одного сплошного куска стеклокерамического материала без каких-либо нарушений. Такое формирование тонкой консоли 4 в виде цельного, законченного элемента может быть реализовано посредством сплавления участка пасты из стеклокерамического материала, например содержащего частицы стекла и связующее вещество. Фиксированный конец 4’’ консоли закреплен на подложке 2 непосредственно за счет сплавления стекла в составе материала консоли с материалом подложки без применения дополнительного связующего материала или клея. Благодаря этому тонкая консоль 4 и весь несущий модуль 1 отличаются повышенной надежностью и увеличенным сроком службы. Такая консоль 4 может использоваться в качестве теплоизолирующего и/или упругого элемента конструкции микроэлектронного измерительного устройства.
Коэффициент теплового расширения стеклокерамического материала консоли 4 отличается от коэффициента теплового расширения материала подложки 2 не более чем на 20%, что позволяет устранить возможность повреждения элементов модуля 1 из-за неравномерного расширения при нагревании подложки 2 для формирования и закрепления консоли 4.
Как показано на фиг.1, несущий модуль 1 также содержит электроды 5 для снятия сигнала с чувствительного элемента 6 на свободно висящем конце 4’ консоли при работе микроэлектронного измерительного устройства. Микроэлектронное измерительное устройство содержит, по меньшей мере, пару электродов 5 для снятия сигнала с чувствительного элемента. Электроды 5 для снятия сигнала с чувствительного элемента предназначены для снятия сигнала, воспринимаемого чувствительным элементом 6, и передачи этого сигнала по электрической цепи, например, на средства анализа или обработки этих сигналов в составе микроэлектронного измерительного устройства. В частном случае, как показано на фиг.1, электроды 5 для снятия сигнала с чувствительного элемента выполнены в виде тонких токопроводящих полос, одним концом расположенных на подложке 2, а другим - на консоли 4. Такие электроды могут быть сформированы из участков токопроводящей пасты, нанесенных на подложку 2, например посредством трафаретной печати. В одном из вариантов осуществления токопроводящая паста содержит порошкообразный металл, частицы стекла и связующее вещество. В качестве порошкообразного металла могут использовать порошок платины. Однако изобретение не ограничено в этом отношении, и электроды 5 для снятия сигнала с чувствительного элемента могут быть выполнены из других токопроводящих материалов и/или с помощью других технологий.
Чувствительный элемент 6 в зависимости от типа микроэлектронного измерительного устройства предназначен для восприятия воздействующих на него внешних факторов, таких как электромагнитное излучение, инфракрасное излучение, изменение состава газа и температуры. Соответственно, чувствительный элемент 6 изготавливают с использованием газочувствительных материалов, термочувствительных материалов и/или других подходящих материалов и средств, известных в данной области техники. Например, при создании устройств для измерения концентраций газов, таких как оксид углерода, пропан, метан, аммиак, пары бензина, оксиды азота, и озон, для каждого конкретного вида газа подбирают свой тип чувствительного элемента 6. Так, в устройствах для определения концентрации метана и водорода используют чувствительные элементы, изготовленные из полупроводниковых оксидов олова, цинка и др. с добавлением металлов платиновой группы.
Чувствительный элемент 6 размещают на свободновисящем конце 4’ тонкой консоли 4 с обеспечением контакта с обоими электродами 5 для снятия сигнала с чувствительного элемента.
В микроэлектронных измерительных устройствах некоторых типов, в частности, в устройствах для измерения концентраций газов, необходимо обеспечивать и/или поддерживать рабочую температуру чувствительного элемента 6. Для этого несущий модуль 1 содержит нагревательный элемент 7, расположенный на свободновисящем конце 4’ консоли, и электроды 8 для подачи питания на нагревательный элемент 7 при работе микроэлектронного измерительного устройства. Конструктивно электроды 8 для подачи питания на нагревательный элемент, по существу, аналогичны электродам 5 для снятия сигнала с чувствительного элемента, которые были описаны выше. Каждый из пары электродов 8 для подачи питания расположен на подложке 2 и на консоли 4 в контакте с нагревательным элементом 7.
Размещение части каждого из электродов 5 для снятия сигнала и электродов 8 для подачи питания на подложке 2 обеспечивает удобный и надежный контакт с электродами при сборке измерительного устройства без опасности повреждения тонкой консоли 4, упрощая технологию изготовления модуля 1.
В варианте осуществления нагревательный элемент 7 изготавливают из участка резистивной пасты, которая может быть нанесена на подложку 2, например посредством трафаретной печати. При этом резистивная паста может содержать порошок платины, наполнитель, частицы стекла и связующее вещество. Выполненный таким образом нагревательный элемент 7 обеспечивает возможность нагрева чувствительного элемента 6 до высоких температур, в частности, в диапазоне от 300 до 600oC. В других вариантах осуществления нагревательный элемент 7 может изготавливаться из других подходящих материалов и/или средств, а также с помощью других технологий, известных в данной области техники.
В различных вариантах осуществления изобретения электроды 5 для снятия сигнала с чувствительного элемента и электроды 8 для подачи питания на нагревательный элемент могут располагаться с одной или разных сторон тонкой консоли 4. На фиг.1 показан вариант осуществления несущего модуля 1, в котором электроды 5 для снятия сигнала и электроды 8 для подачи питания расположены с разных сторон консоли 4: электроды 8 для подачи питания вместе с нагревательным элементом 7 расположены с нижней стороны консоли 4, обращенной к нижней стороне 2’’ подложки, а электроды 5 для снятия сигнала вместе с чувствительным элементом 6 расположены на верхней стороне консоли 4, обращенной к верхней стороне 2’ подложки. В этом случае консоль 4 служит как несущим, так и изолирующим элементом конструкции несущего модуля 1.
Однако в этом случае при уменьшении толщины консоли 4 ниже определенного порогового значения электроды 5 и 8, проходящие друг над другом с верхней и нижней сторон консоли 4, могут электрически контактировать друг с другом, вызывая короткое замыкание сквозь поры в материале тонкой консоли 4.
По этой причине в другом варианте осуществления изобретения, схематически изображенном на фиг.2, электроды 5 для снятия сигнала с чувствительного элемента 6 и электроды 8 для подачи питания на нагревательный элемент 7 расположены на одной, верхней, стороне консоли 4 электрически изолированно друг от друга. В этом случае несущий модуль 1 дополнительно содержит изоляционный элемент 9, расположенный между нагревательным элементом 7 и чувствительным элементом 6. Таким образом, обеспечивается возможность размещения с необходимой изоляцией всех функциональных элементов, необходимых для работы микроэлектронного измерительного устройства, на одной стороне консоли 4, что позволяет упростить технологию изготовления несущего модуля 1. Все остальные компоненты несущего модуля 1 с фиг.2, кроме изоляционного элемента 9, аналогичны соответствующим компонентам несущего модуля 1 с фиг.1 и обозначены идентичными ссылочными позициями.
Отдельный изоляционный элемент 9 может формироваться из участка изоляционной пасты также посредством трафаретной печати, что позволяет регулировать его характеристики, в частности, сделать толщину изоляционного элемента 9 больше толщины консоли 4 для увеличения его изоляционных свойств. В других вариантах осуществления изоляционный элемент 9 может изготавливаться из других подходящих материалов и/или средств, а также с помощью других технологий, известных в данной области техники.
В дополнительных вариантах осуществления несущий модуль 1 может содержать усиливающий элемент в виде участка стеклосодержащего материала (не показан на чертежах), расположенного на подложке 2 и на консоли 4 вблизи ее закрепленного конца 4’’. Усиливающий элемент располагается так, чтобы не закрывать концы электродов 5 для снятия сигнала и электродов 8 для подачи питания на подложке 2, что обеспечивает возможность простого и безопасного подсоединения к ним при сборке микроэлектронного измерительного устройства. Усиливающий элемент может изготавливаться из стеклосодержащей пасты, содержащей частицы стекла и связующее вещество, например посредством трафаретной печати. В других вариантах осуществления усиливающий элемент может изготавливаться из других подходящих материалов и/или средств, а также с помощью других технологий, известных в данной области техники.
Усиливающий элемент повышает надежность конструкции модуля 1 и снижает опасность повреждения консоли 4, а также электродов 5, 8 и подложки 2 при сборке микроэлектронного измерительного устройства. В зависимости от условий применения и требований к измерительному устройству несущий модуль 1 может содержать более одного усиливающего элемента. При этом усиливающие элементы могут располагаться как с одной стороны консоли 4 и подложки 2, например с верхней стороны, так и с обеих сторон консоли 4 и подложки 2, например для защиты электродов 5 и 8, расположенных с разных сторон консоли 4 и подложки 2, как изображено на фиг.1.
Согласно другому аспекту изобретения описанный выше несущий модуль для чувствительного элемента микроэлектронного измерительного устройства изготавливают способом 100, блок-схема которого приведена на фиг.3.
В показанном варианте осуществления способ 100 изготовления несущего модуля для чувствительного элемента микроэлектронного измерительного устройства содержит следующие этапы. На первом этапе 101 изготавливают подложку с отверстием, например подложку 2 с отверстием 3, как изображено на фиг.1 и 2. Как описывалось ранее, подложка 2 выполняется в виде пластины из любого подходящего материала, обеспечивающего прочность и износостойкость, требуемые для несущего модуля в микроэлектронном измерительном устройстве необходимого типа. Например, подложка 2 может быть выполнена из кремния и его соединений или из керамики. Отверстие 3 может быть образовано посредством удаления фрагмента материала подложки 2, например с помощью лазерной резки, или же выполнено заодно с подложкой 2, например с помощью штамповки в сырой керамике с последующим ее обжигом. Изобретение не ограничено в отношении формы отверстия 3, кроме того, в некоторых вариантах осуществления отверстие 3 может быть несквозным, т.е. не доходящим до нижней стороны подложки 2. Наконец, подложка 2 может содержать более одного отверстия 3.
На следующем этапе 102 отверстие в подложке заполняют твердым материалом, выполненным с возможностью изменения агрегатного состояния или перехода в порошкообразное состояние при нагреве.
В качестве примера отверстие в подложке могут заполнять твердым материалом с помощью следующих операций. Сначала отверстие заполняют вязким пастообразным материалом, содержащим твердые частицы оксидов металлов и связующее вещество. В качестве твердых частиц оксидов металлов могут использоваться частицы оксида алюминия. Связующее вещество выбирают, чтобы обеспечить возможность элиминации, т.е. удаления этого вещества из материала-заполнителя при нагреве. В качестве связующего могут быть использованы органические вещества, такие как раствор этилцеллюлозы в терпинеоле.
Далее подложку 2 с отверстием 3, заполненным таким вязким материалом, выдерживают до самоотверждения (т.е. отверждения за счет процессов, происходящих в вязком материале самопроизвольно, без внешнего воздействия, например вследствие полимеризации) вязкого материала или нагревают до отверждения вязкого материала. Выбор способа отверждения зависит от типа связующего вещества и его свойств. Так, при использовании в качестве связующего вещества раствора этилцеллюлозы в терпинеоле вязкий материал становится твёрдым при нагреве и испарении терпинеола. В одном из вариантов осуществления подложку 2 с заполненным вязким материалом отверстием 3 нагревают до температуры 100ºС и выдерживают около 30 минут, затем нагревают до 150ºС и выдерживают еще примерно 30 минут для полного отверждения материала в отверстии 3. Изобретение не ограничено приведенными выше примерами, и специалистам в данной области техники будет понятно, что возможны другие варианты заполнения отверстие 3 в подложке 2 твердым материалом с требуемым свойством – изменением агрегатного состояния или переходом в порошкообразное состояние при нагреве.
После заполнения отверстия твердым материалом может потребоваться дополнительная обработка подложки, например шлифовка части подложки с отверстием для удаления твердого материала, выступающего из отверстия за пределы подложки, для образования ровной верхней поверхности подложки и твердого материала в отверстии без разрывов, углублений и выступов. Однако такая обработка является необязательной, поскольку ровную верхнюю поверхность подложки и твердого материала в отверстии можно обеспечить еще на этапе заполнения отверстия.
Далее этап 103 способа 100 изготовления несущего модуля 1 содержит нанесение пасты из стеклокерамического материала на поверхность подложки 2 и поверх твердого материала в отверстии 3 для формирования тела будущей тонкой консоли 4. Паста из стеклокерамического материала может содержать частицы стекла и связующее вещество, что позволяет сформировать тонкую консоль 4 с помощью нагревания и сплавления участка пасты в цельный, законченный элемент из сплошного куска стеклокерамического материала без каких-либо нарушений.
Соответственно, на следующем этапе 104 подложку 2 с нанесенной пастой нагревают до температуры выше температуры плавления стекла в составе пасты для формирования консоли 4 в виде цельного элемента из стеклокерамического материала с одновременным закреплением конца 4’’ консоли на подложке и переводом твердого материала в отверстии 3 в другое агрегатное состояние или в порошкообразное состояние.
Последний этап 105 содержит удаление материала из отверстия 3 в подложке 2 с формированием свободновисящего над отверстием конца 4’ консоли, служащего для размещения чувствительного элемента 6. Поскольку после завершения нагревания подложки 2 на этапе 104 материал в отверстии находится в жидком либо газообразном агрегатном состоянии или в порошкообразном состоянии, он может быть легко удален для освобождения свободновисящего над отверстием конца 4’ консоли без риска ее повреждения.
Описанный способ 100 позволяет изготовить несущий модуль 1 для чувствительного элемента микроэлектронного измерительного устройства согласно изобретению простым и эффективным образом. Как можно видеть, способ 100 не включает в себя операций химического травления и механической резки для изготовления консоли 4 из листового материала, поэтому позволяет изготовить несущий модуль 1 без сопутствующих таким операциям микроповреждений. В описанном способе 100 тонкая консоль 4 формируется с помощью аддитивных технологий путем нанесения пасты, например способом трафаретной печати, непосредственно на подложку 2 и поверх заранее выполненного в подложке отверстия 3, заполненного твердым материалом. После этого за один цикл нагревания подложки с нанесенной пастой на этапе 104 достигается: (1) сплавление пасты в полностью сформированную консоль 4 в виде цельного, законченного элемента, (2) закрепление конца 4’’ консоли на подложке 2 посредством сплавления стекла в составе материала консоли с материалом подложки, и (3) перевод твердого материала в отверстии 3 в другое агрегатное состояние или в порошкообразное состояние. Все операции описанного способа 100 отличаются простотой и технологичностью, и применение способа 100 делает доступным и экономически выгодным серийное производство несущих модулей согласно изобретению.
Согласно вариантам осуществления способа 100 коэффициент теплового расширения твердого материала в отверстии 3 отличается от коэффициента теплового расширения материала подложки 2 не более чем на 20%, и коэффициент теплового расширения стеклокерамического материала консоли 4 отличается от коэффициента теплового расширения материала подложки 2 не более чем на 20%. Как отмечалось выше, ограниченное различие коэффициентов теплового расширения используемых материалов позволяет устранить возможность повреждения элементов несущего модуля 1 из-за неравномерного расширения при нагревании подложки 2 с пастой на этапе 104.
В следующих вариантах осуществления способа 100 паста из стеклокерамического материала содержит связующее вещество, выполненное с возможностью элиминации из состава стеклокерамического материала при нагреве, а материал из отверстия 3 в подложке 2 удаляют на этапе 105 под действием силы тяжести и/или посредством ультразвуковой обработки. Указанный состав пасты обеспечивает сохранение формы тела консоли до сплавления пасты при нагреве подложки на этапе 104. А возможность очистки отверстия 3 на этапе 105 неразрушающими способами, например ультразвуковой обработкой или просто под действием силы тяжести, обусловлена нахождением материала в отверстии в жидком либо газообразном агрегатном состоянии или в порошкообразном состоянии. По крайней мере, часть материала в таком состоянии может самопроизвольно выпасть из отверстия 3 после нагревания подложки 2 на этапе 104.
В дополнительных вариантах осуществления способ 100 может содержать дополнительную процедуру A, выполняемую до этапа 103 нанесения пасты из стеклокерамического материала, и дополнительную процедуру B, выполняемую до этапа 104 нагревания подложки с нанесенной пастой, как показано на фиг.3. Блок-схемы указанных процедур А и В приведены на фиг.4 и 5.
Как показано на фиг.4 со ссылкой на процедуру А, в одном из вариантов осуществления способ 100 содержит до этапа 103 нанесения пасты из стеклокерамического материала этап 106 нанесения на подложку 2 двух раздельных первых участков токопроводящей пасты, каждый из которых проходит по подложке 2 и поверх твердого материала в отверстии 3, и этап 107 нанесения участка резистивной пасты на твердый материал в отверстии 3 и поверх каждого из указанных первых участков токопроводящей пасты.
В случае выполнения описанной дополнительной процедуры А этап 103 нанесения пасты из стеклокерамического материала будет содержать нанесение пасты на поверхность подложки поверх твердого материала в отверстии и поверх указанных первых участков токопроводящей пасты и участка резистивной пасты, а на этапе 104 нагревания подложки с нанесенной пастой одновременно с формированием консоли 4 будут сформированы нагревательный элемент 7 из участка резистивной пасты и электроды 8 для подачи питания на нагревательный элемент 7 из первых участков токопроводящей пасты, как изображено на фиг.1.
В данном варианте осуществления пасту для формирования тела консоли 4 (этап 103) наносят после и поверх паст для формирования нагревательного элемента 7 и электродов 8 для подачи питания на него (этапы 106 и 107). Таким образом, эти элементы размещаются на нижней стороне тонкой консоли 4, обращенной к нижней стороне 2’’ подложки, что соответствует варианту осуществления несущего модуля 1, изображенному на фиг.1. При этом изготовление новых элементов просто и эффективно встраивается в технологический процесс способа 100, требуя минимальных дополнительных действий.
Как показано на фиг.5 со ссылкой на процедуру В, еще в одном варианте осуществления способ 100 содержит до этапа 104 нагревания подложки 2 с нанесенной пастой этап 108 нанесения двух раздельных вторых участков токопроводящей пасты на подложку 2 и поверх пасты из стеклокерамического материала.
В случае выполнения описанной процедуры В этап 104 нагревания подложки с нанесенной пастой будет содержать формирование электродов 5 для снятия сигнала с чувствительного элемента 6 из вторых участков токопроводящей пасты на верхней стороне консоли 4, обращенной к верхней стороне 2’ подложки, как это изображено на фиг.1.
Однако, как отмечалось выше и изображено на фиг.2, в другом варианте осуществления несущего модуля 1 электроды 5 для снятия сигнала с чувствительного элемента 6 и электроды 8 для подачи питания на нагревательный элемент 7 расположены на одной, верхней, стороне консоли 4 электрически изолированно друг от друга.
Изготовление такого варианта несущего модуля 1 достигается с помощью другого варианта дополнительной процедуры B, выполняемой в способе 100 до этапа 104 нагревания подложки 2 с нанесенной пастой. Блок-схема этого варианта процедуры B показана на фиг.6. Отметим, что в этом случае дополнительная процедура A будет пустой, не содержащей каких-либо действий, то есть после этапа 102 способ 100 перейдет сразу к этапу 103 нанесения пасты из стеклокерамического материала.
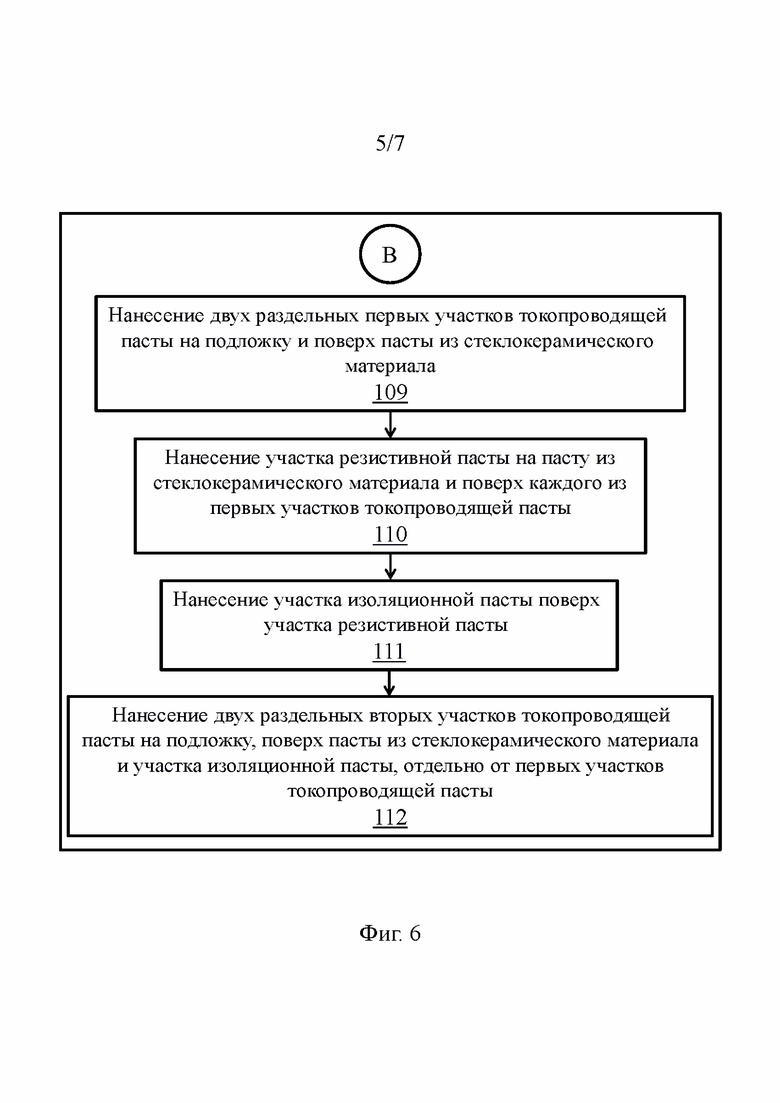
Как показано на фиг.6, в этом варианте осуществления способ 100 содержит до этапа 104 нагревания подложки с нанесенной пастой этап 109 нанесения двух раздельных первых участков токопроводящей пасты, каждый из которых проходит по подложке 2 и поверх пасты из стеклокерамического материала, и этап 110 нанесения участка резистивной пасты на пасту из стеклокерамического материала и поверх каждого из указанных первых участков токопроводящей пасты.
Выполнение этапов 109 и 110 приводит к тому, что на последующем этапе 104 нагревания подложки с нанесенной пастой на верхней стороне тонкой консоли 4 из участка резистивной пасты будет сформирован нагревательный элемент 7, а из первых участков токопроводящей пасты будут сформированы электроды 8 для подачи питания на нагревательный элемент, например, как изображено на фиг.2.
Как далее показано на фиг.6, в этом варианте осуществления способ 100 дополнительно содержит этап 111 нанесения участка изоляционной пасты поверх участка резистивной пасты и далее этап 112 нанесения двух раздельных вторых участков токопроводящей пасты на подложку 2, а также поверх пасты из стеклокерамического материала и участка изоляционной пасты, отдельно от первых участков токопроводящей пасты. Выполнение этапов 111 и 112 приводит к тому, что на последующем этапе 104 нагревания подложки с нанесенной пастой на верхней стороне тонкой консоли 4 из участка изоляционной пасты будет сформирован изоляционный элемент 9, а из вторых участков токопроводящей пасты будут сформированы электроды 5 для снятия сигнала с чувствительного элемента 6, например, как это изображено на фиг.2.
Соответственно, выполнение этапов 109–112 варианта процедуры B по фиг.6 в составе способа 100 по фиг.3 позволит изготовить несущий модуль 1 в варианте осуществления, изображенном на фиг.2, где все функциональные элементы измерительного устройства располагаются с одной, верхней, стороны консоли. Как отмечалось выше, такой вариант обеспечивает дополнительные преимущества по сравнению с выполнением контуров нагревательного и чувствительного элементов с разных сторон консоли, как показано на фиг.1. В частности, нанесение участка изоляционной пасты на этапе 111 может содержать нанесение нескольких слоев пасты (с применением нескольких циклов печати и/или более «толстого» трафарета), что позволяет улучшить изоляцию и исключить возможность замыкания между электрическими контурами нагревательного и чувствительного элементов.
Еще в одном варианте осуществления способ 100 содержит другой вариант процедуры А, выполняемой до этапа 103 нанесения пасты из стеклокерамического материала (не показан на чертежах). В этом варианте процедура А содержит этап нанесения двух раздельных вторых участков токопроводящей пасты на подложку 2 и поверх твердого материала в отверстии 3, а этап 103 нанесения пасты из стеклокерамического материала содержит ее нанесение на поверхность подложки 2 поверх твердого материала в отверстии 3 и поверх вторых участков токопроводящей пасты. В этом случае на последующем этапе 104 нагревания подложки с нанесенной пастой на нижней стороне тонкой консоли 4 из вторых участков токопроводящей пасты будут сформированы электроды 5 для снятия сигнала с чувствительного элемента 6. Соответственно, этот вариант осуществления способа 100 применим в случае размещения чувствительного элемента 6 с нижней стороны тонкой консоли 4.
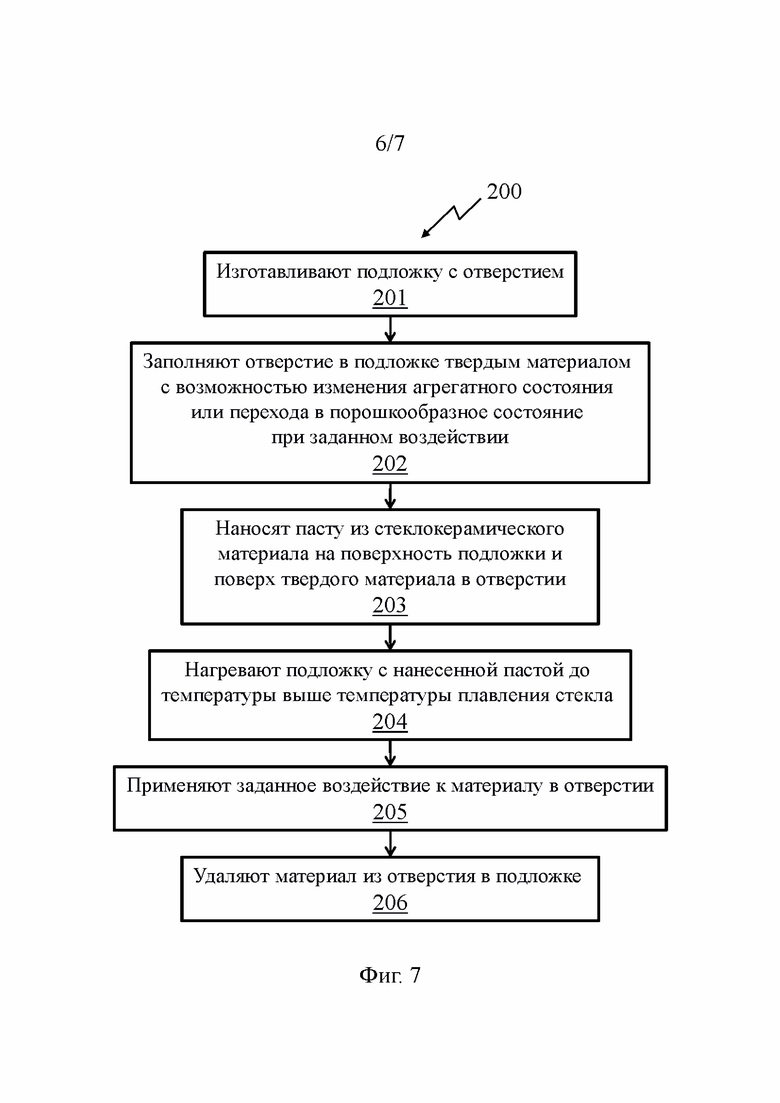
На фиг.7 изображена блок-схема другого варианта способа изготовления несущего модуля 1 для чувствительного элемента микроэлектронного измерительного устройства согласно изобретению. В данном варианте способ 200 содержит следующие этапы.
Сначала на этапе 201 изготавливают подложку 2 с отверстием 3 по аналогии с этапом 101 способа 100 на фиг.3. На этапе 202 отверстие 3 в подложке заполняют твердым материалом, выполненным с возможностью изменения агрегатного состояния или перехода в порошкообразное состояние при заданном воздействии. Следующий этап 203 содержит нанесение пасты из стеклокерамического материала на поверхность подложки 2 и поверх твердого материала в отверстии 3 по аналогии с этапом 103 на фиг.3.
Этап 204 содержит нагрев подложки 2 с нанесенной пастой до температуры выше температуры плавления стекла в составе пасты для формирования консоли 4 в виде цельного, законченного элемента из стеклокерамического материала с одновременным закреплением конца 4’’ консоли на подложке 2.
На этапе 205 к твердому материалу в отверстии 3 применяют заданное воздействие для перевода его в другое агрегатное состояние или в порошкообразное состояние, после чего на этапе 206 удаляют материал из отверстия 3 в подложке с формированием свободновисящего над отверстием конца 4’ консоли для размещения чувствительного элемента 6.
Можно отметить, что способ 200 также предназначен для изготовления несущего модуля 1 для чувствительного элемента микроэлектронного измерительного устройства, который был описан выше. Однако, в отличие от описанного первым способа 100 изготовления несущего модуля, способ 200 не ограничен применением температурного воздействия для перевода твердого материала в отверстии 3 в подложке в другое агрегатное состояние или в порошкообразное состояние. В данном варианте учитывается возможность подобрать твердый материал для временного заполнения отверстия 3 в подложке, который можно перевести в другое агрегатное состояние или в порошкообразное состояние посредством заданного воздействия. Таким образом, во время нагревания подложки 2 с пастой на этапе 204 осуществляется только формирование консоли 4 в виде цельного, законченного элемента из стеклокерамического материала с одновременным закреплением конца 4’’ консоли на подложке 2. Тогда как отверстие 3, над которым формируется консоль, остается заполненным твердым материалом во время нагревания положки 2 на этапе 204, что обеспечивает дополнительную поддержку и исключает возможность деформации тонкой консоли 4 в процессе сплавления пасты. В определенных обстоятельствах такой вариант способа изготовления несущего модуля может быть предпочтительным, хотя и требует дополнительного этапа 205 по переводу твердого материала в отверстии в другое агрегатное состояние или в порошкообразное состояние посредством применения заданного воздействия.
В вариантах осуществления способа 200 заданное воздействие представляет собой электромагнитное облучение или применение селективного растворителя. Например, в зависимости от состава твердого материала, которым заполняется отверстие 3, в качестве заданного воздействия могут использовать ультрафиолетовое облучение или растворитель на основе воды.
Как отмечалось выше, способ 200 изготовления несущего модуля отличается от описанного ранее способа 100 только применением определенного воздействия для перевода твердого материала в отверстии 3 в подложке в другое агрегатное состояние или в порошкообразное состояние. Поэтому, необходимо понимать, что все дополнительные варианты осуществления способа 100, представленные процедурами A и B, которые были описаны со ссылками на фиг.4, 5 и 6, полностью применимы к способу 200. В частности, этапы 106 и 107 процедуры A на фиг.4 могут с равным успехом быть выполнены перед этапом 203 нанесения пасты из стеклокерамического материала для последующего формирования (на этапе 204) нагревательного элемента и электродов для подачи питания на нагревательный элемент, а этап 108 процедуры B на фиг.5 может быть выполнен перед этапом 204 нагрева подложки с нанесенной пастой, что приведет к формированию электродов для снятия сигнала с чувствительного элемента. В другом варианте осуществления способа 200, этапы 109-112 процедуры B на фиг.6 могут быть выполнены перед этапом 204 нагрева подложки с нанесенной пастой для формирования всех функциональных элементов измерительного устройства с одной, верхней, стороны консоли.
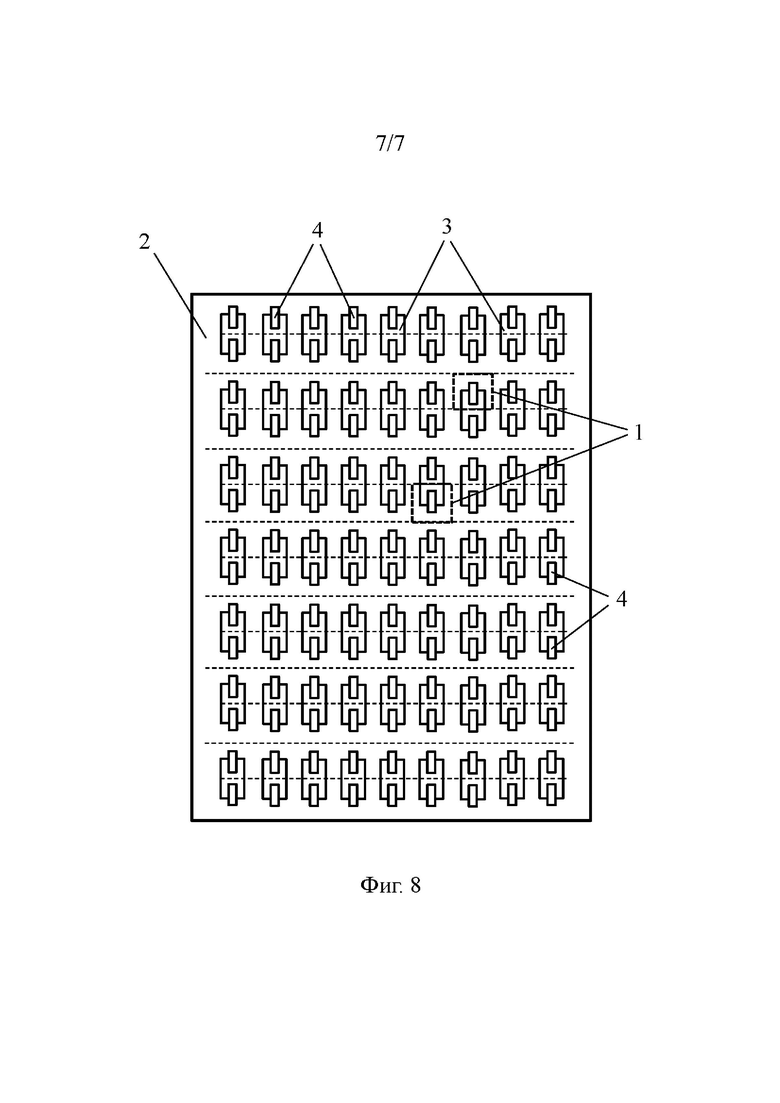
На фиг.8 схематически на виде сверху показан вариант осуществления подложки 2 с множеством отверстий 3 для одновременного изготовления множества несущих модулей 1 согласно вариантам осуществления изобретения. При этом каждое отверстие 3 в подложке 2 может быть выполнено вытянутой, например прямоугольной, формы и разделено на две части для изготовления двух несущих модулей 1 с расположением консолей 4 на противоположных сторонах вытянутого отверстия 3, как показано на фиг.8. После формирования множества несущих модулей 1 требуемой конфигурации, например таких как показано на фиг.2, они могут быть отделены от подложки 2 с помощью лазерной или механической резки. Таким способом может быть налажено простое, эффективное и экономически выгодное серийное производство несущих модулей согласно изобретению.
Все описанные выше варианты осуществления изобретения обеспечивают возможность достижения технического результата, заключающегося в создании несущего модуля для чувствительного элемента микроэлектронного измерительного устройства, изготавливаемого простым и технологичным способом, с обеспечением повышенной надежности и возможности работы модуля в высокотемпературных режимах.
Конкретные параметры, упомянутые в описании вариантов осуществления изобретения, такие как материалы, значение величин и технологии, следует трактовать в качестве неограничивающих примеров. После прочтения настоящего описания специалисты в данной области техники могут предложить различные изменения и корректировки упомянутых параметров, не изменяющих сущности заявленного изобретения, определяемой нижеследующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МИКРОЭЛЕКТРОМЕХАНИЧЕСКИЕ УСТРОЙСТВА | 2005 |
|
RU2296403C2 |
| ДАТЧИК, СОДЕРЖАЩИЙ ОКСИД МАРГАНЦА (III) В КАЧЕСТВЕ КАТАЛИЗАТОРА, И СПОСОБ ИЗГОТОВЛЕНИЯ ДАТЧИКА | 2014 |
|
RU2577560C2 |
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕКТРОПРОВОДЯЩИХ ИЛИ ПОЛУПРОВОДНИКОВЫХ ТРЕХМЕРНЫХ СТРУКТУР И СПОСОБЫ УНИЧТОЖЕНИЯ ЭТИХ СТРУКТУР | 1999 |
|
RU2183882C2 |
| КОМПОНЕНТ ДЛЯ ОБНАРУЖЕНИЯ, В ЧАСТНОСТИ, ИНФРАКРАСНОГО ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ | 2005 |
|
RU2391636C2 |
| Герметичный сборочный модуль для монтажа микрорадиоэлектронной аппаратуры, выполненный групповым методом с последующей резкой на модули | 2018 |
|
RU2680868C1 |
| СОЛНЕЧНЫЙ ЭЛЕМЕНТ И МОДУЛЬ СОЛНЕЧНОГО ЭЛЕМЕНТА | 2011 |
|
RU2571167C2 |
| СПОСОБ СОЗДАНИЯ ТОКОПРОВОДЯЩИХ ДОРОЖЕК | 2012 |
|
RU2494492C1 |
| ЭЛЕКТРОФОРЕТИЧЕСКИЙ ЧИП ДЛЯ ПРИМЕНЕНИЯ В ОБЛАСТИ ЭЛЕКТРОФОРЕЗА | 2017 |
|
RU2756014C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА ГАЗОВОГО СЕНСОРА СЕЛЕКТИВНОГО ДЕТЕКТИРОВАНИЯ НS И ЕГО ПРОИЗВОДНЫХ | 2013 |
|
RU2537466C2 |
| ЭЛЕКТРОДНАЯ НАКЛАДКА ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ | 2010 |
|
RU2530562C2 |
Изобретение относится к конструктивным элементам МЭМС и способам их изготовления. Технический результат заключается в повышении надежности модуля при работе в условиях высоких температур. Технический результат достигается за счет того, что несущий модуль содержит подложку и тонкую консоль, сформированную в виде цельного элемента из стеклокерамического материала, одним концом, предназначенным для размещения чувствительного элемента, свободновисящую над отверстием в подложке, а другим концом закрепленную на подложке посредством сплавления стекла в составе материала консоли с материалом подложки. 3 н. и 17 з.п. ф-лы, 8 ил.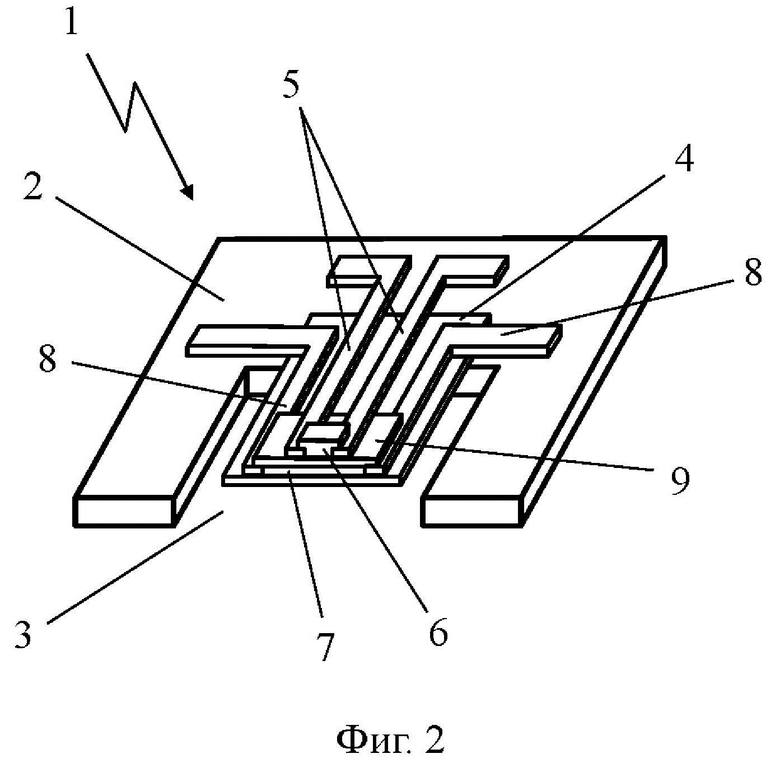
1. Несущий модуль для чувствительного элемента микроэлектронного измерительного устройства, содержащий подложку и тонкую консоль, сформированную в виде цельного элемента из стеклокерамического материала, одним концом, предназначенным для размещения чувствительного элемента, свободновисящую над отверстием в подложке, а другим концом закрепленную на подложке посредством сплавления стекла в составе материала консоли с материалом подложки.
2. Несущий модуль по п.1, в котором коэффициент теплового расширения стеклокерамического материала консоли отличается от коэффициента теплового расширения материала подложки не более чем на 20%.
3. Несущий модуль по п.1 или 2, в котором консоль представляет собой теплоизолирующий и/или упругий элемент конструкции микроэлектронного измерительного устройства.
4. Несущий модуль по любому из пп.1-3, дополнительно содержащий электроды для снятия сигнала с чувствительного элемента при работе микроэлектронного измерительного устройства, причем каждый из указанных электродов расположен на подложке и на консоли.
5. Несущий модуль по любому из пп.1-4, дополнительно содержащий нагревательный элемент, расположенный на свободновисящем конце консоли.
6. Несущий модуль по п.5, дополнительно содержащий электроды для подачи питания на нагревательный элемент при работе микроэлектронного измерительного устройства, причем каждый из электродов для подачи питания расположен на подложке и на консоли.
7. Несущий модуль по любому из пп.4-6, в котором электроды для снятия сигнала и электроды для подачи питания расположены на одной стороне консоли, электрически изолированно друг от друга, причем несущий модуль дополнительно содержит изоляционный элемент, расположенный между нагревательным элементом и чувствительным элементом.
8. Несущий модуль по любому из пп.4-7, дополнительно содержащий усиливающий элемент в виде участка стеклосодержащего материала, расположенного на подложке и на консоли, вблизи ее закрепленного конца.
9. Способ изготовления несущего модуля для чувствительного элемента микроэлектронного измерительного устройства, содержащий этапы, на которых:
изготавливают подложку с отверстием,
заполняют отверстие в подложке твердым материалом, выполненным с возможностью изменения агрегатного состояния или перехода в порошкообразное состояние при нагреве,
наносят пасту из стеклокерамического материала на поверхность подложки и поверх твердого материала в отверстии,
нагревают подложку с нанесенной пастой до температуры выше температуры плавления стекла в составе пасты для формирования консоли в виде цельного элемента из стеклокерамического материала с одновременным закреплением конца консоли на подложке и переводом твердого материала в отверстии в другое агрегатное состояние или в порошкообразное состояние, и
удаляют материал из отверстия в подложке с формированием свободновисящего над отверстием конца консоли для размещения чувствительного элемента.
10. Способ по п.9, в котором коэффициент теплового расширения твердого материала в отверстии отличается от коэффициента теплового расширения материала подложки не более чем на 20%.
11. Способ по п.9 или 10, в котором коэффициент теплового расширения стеклокерамического материала консоли отличается от коэффициента теплового расширения материала подложки не более чем на 20%.
12. Способ по любому из пп.9-11, в котором паста из стеклокерамического материала содержит связующее вещество, выполненное с возможностью элиминации из состава стеклокерамического материала при нагреве.
13. Способ по любому из пп.9-12, в котором материал из отверстия в подложке удаляют под действием силы тяжести и/или посредством ультразвуковой обработки.
14. Способ по любому из пп.9-13, дополнительно содержащий, до этапа нанесения пасты из стеклокерамического материала, нанесение двух раздельных первых участков токопроводящей пасты, каждый из которых проходит по подложке и поверх твердого материала в отверстии, и далее нанесение участка резистивной пасты на твердый материал в отверстии и поверх каждого из указанных первых участков токопроводящей пасты,
причем этап нанесения пасты из стеклокерамического материала содержит ее нанесение на поверхность подложки поверх твердого материала в отверстии и поверх указанных первых участков токопроводящей пасты и участка резистивной пасты, а этап нагревания подложки с нанесенной пастой дополнительно содержит формирование нагревательного элемента из участка резистивной пасты и электродов для подачи питания на нагревательный элемент из первых участков токопроводящей пасты.
15. Способ по п.14, дополнительно содержащий, до этапа нагревания подложки с нанесенной пастой, нанесение двух раздельных вторых участков токопроводящей пасты на подложку и поверх пасты из стеклокерамического материала,
причем этап нагревания подложки с нанесенной пастой дополнительно содержит формирование электродов для снятия сигнала с чувствительного элемента из вторых участков токопроводящей пасты.
16. Способ по любому из пп.9-13, дополнительно содержащий, до этапа нагревания подложки с нанесенной пастой, нанесение двух раздельных первых участков токопроводящей пасты, каждый из которых проходит по подложке и поверх пасты из стеклокерамического материала, и далее нанесение участка резистивной пасты на пасту из стеклокерамического материала и поверх каждого из указанных первых участков токопроводящей пасты,
причем этап нагревания подложки с нанесенной пастой дополнительно содержит формирование нагревательного элемента из участка резистивной пасты и электродов для подачи питания на нагревательный элемент из первых участков токопроводящей пасты.
17. Способ по п.16, дополнительно содержащий, до этапа нагревания подложки с нанесенной пастой, нанесение участка изоляционной пасты поверх участка резистивной пасты и далее нанесение двух раздельных вторых участков токопроводящей пасты на подложку, а также поверх пасты из стеклокерамического материала и участка изоляционной пасты, отдельно от первых участков токопроводящей пасты,
причем этап нагревания подложки с нанесенной пастой дополнительно содержит формирование изоляционного элемента из участка изоляционной пасты и электродов для снятия сигнала с чувствительного элемента из вторых участков токопроводящей пасты.
18. Способ по любому из пп.9-13, дополнительно содержащий, до этапа нанесения пасты из стеклокерамического материала, нанесение двух раздельных вторых участков токопроводящей пасты на подложку и поверх твердого материала в отверстии,
причем этап нанесения пасты из стеклокерамического материала содержит ее нанесение на поверхность подложки, поверх твердого материала в отверстии и поверх вторых участков токопроводящей пасты, а этап нагревания подложки с нанесенной пастой дополнительно содержит формирование электродов для снятия сигнала с чувствительного элемента из вторых участков токопроводящей пасты.
19. Способ изготовления несущего модуля для чувствительного элемента микроэлектронного измерительного устройства, содержащий этапы, на которых:
изготавливают подложку с отверстием,
заполняют отверстие в подложке твердым материалом, выполненным с возможностью изменения агрегатного состояния или перехода в порошкообразное состояние при заданном воздействии,
наносят пасту из стеклокерамического материала на поверхность подложки и поверх твердого материала в отверстии,
нагревают подложку с нанесенной пастой до температуры выше температуры плавления стекла в составе пасты для формирования консоли в виде цельного элемента из стеклокерамического материала с одновременным закреплением конца консоли на подложке,
применяют к твердому материалу в отверстии заданное воздействие для перевода его в другое агрегатное состояние или в порошкообразное состояние, и
удаляют материал из отверстия в подложке с формированием свободновисящего над отверстием конца консоли для размещения чувствительного элемента.
20. Способ по п.19, в котором заданное воздействие представляет собой электромагнитное облучение или применение селективного растворителя.
| Термокаталитический сенсор на основе керамической МЭМС платформы и способ его изготовления | 2021 |
|
RU2770861C1 |
| Способ восстановления спиралей из вольфрамовой проволоки для электрических ламп накаливания, наполненных газом | 1924 |
|
SU2020A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| US 8673128 B2, 18.03.2014 | |||
| US 6952530 B2, 04.10.2005. | |||

