Изобретение относится к области изготовления такелажной оснастки из стальных канатов при выполнении аварийных, спасательных и судоподъемных работ, в частности при ручном изготовлении огона на стропах различного назначения из стальных канатов.
Известен способ ручного изготовления огона на стропах из стальных канатов путем сплесневания, который заключается в выполнении следующих этапов [1]:
- накладывают временную марку из отожженной проволоки на ходовой конец каната на расстоянии 120-170 диаметров каната. При этом для канатов с меньшим диаметром применяют большее значение величины припуска;
- удаляют марку на конце каната и накладывают марки на концы всех прядей;
- распускают концы каната на пряди вплоть до наложенной марки и вырезают сердечник;
- сгибают канат, используя ранее нанесенную разметку, и распущенными прядями прикладывают к канату в месте начала пробивки. При этом три ходовые пряди размещают сверху, а три - снизу коренного конца каната. В случае выполнения заделки «на коуш» канат изгибают вокруг коуша, плотно вводя его в паз, после чего закрепляют канат к коушу шкимушгаром не менее чем в трех местах. Прихватывают ходовой конец к канату каболкой;
- пробивают свайку под три пряди, которые лежат сверху, и пропускают под них первую ходовую прядь, выбирая ее так, чтобы она не закручивала ходовой конец. Затем пробивают свайку из того же места под две пряди и пропускают в это отверстие вторую соседнюю прядь, пробивают свайку из того же места под одну прядь и пропускают под нее первую крайнюю левую прядь;
- поворачивают огон на 90° пробитыми прядями кверху и обколачивают мушкелем или киянкой, после чего снова кладут плашмя обратной стороной;
- пробивают свайку со стороны, где выходят пробитые пряди, в то место, откуда идут три первые ходовые пряди и пропускают в полученное отверстие четвертую ходовую прядь. Затем свайку пробивают таким же образом и для пятой пряди, которая, как и первая, пробивается под одну прядь. Шестую прядь пробивают с обратной стороны той коренной пряди, под которую пробита первая ходовая прядь, то есть шестой ходовой прядью накрывают коренную, под которой пробита первая, и пропускают ее по направлению пятой ходовой пряди;
- выполняют вторую пробивку по правилу «через одну под две». Пробивку начинают с первой ходовой пряди, которую пропускают через одну под две коренных пряди справа налево, если смотреть на сплесень со стороны огона. Чтобы не было крутой пробивки, свайку поворачивают направо, затем пропускают первую ходовую прядь рядом со свайкой, свайку вынимают, а прядь отгибают слева направо. Затем пробивают вторую ходовую прядь через одну коренную под две коренные пряди, а за ней таким же образом и остальные ходовые пряди. После окончания второй пробивки сплесень обстукивают мушкелем, поворачивая канат;
- производят изготовление требуемого количества пробивок;
- заканчивают изготовление сплесня, по одному разу пробивая через одну ходовые пряди каждого из канатов, т.е. одну прядь пробивают, а вторую оставляют и т.д.;
- обрубают концы ходовых прядей, прилегающие вплотную к канату, околачивают сплесень мушкелем и обламывают кусачками все торчащие проволоки;
- клетнюют полученный сплесень.
Способ ручного изготовления огона путем сплесневания очень трудоемкий, требует большого количества времени, прочность заделки, достигает 0,70-0,75 разрывной прочности канатов.
Известен способ ручного изготовления огона из стального каната разъемными тросовыми зажимами [2]. Для этого первоначально формируют огон, используя разметку отрезка стального каната, выполненную в период подготовительных работ. Для этого канат изгибают и связывают его штертом. После этого установку тросовых зажимов начинают с первого от огона зажима и выполняют в следующей последовательности:
- заводят скобу зажима со стороны ходового конца каната, надевают на нее колодку со стороны коренного конца;
- наворачивают на концы скобы гайки и зажимают их на 5-6 оборотов;
- устанавливают аналогичным образом остальные зажимы по направлению от огона к концу каната;
- поочередно (от гайки к гайке, от зажима к зажиму) гаечным ключом затягивают гайки тросовых зажимов так, чтобы канат был обжат зажимами примерно на одну треть своего диаметра;
- обрезают излишнюю длину ходового конца каната, на оставшийся конец накладывают марку и привязывают его каболкой к коренному концу каната.
Данный способ принят за прототип.
Способ ручного изготовления огона из стального каната разъемными тросовыми зажимами используют в случаях, когда необходимо оперативно выполнить заделку концов стальных канатов без использования специализированного оборудования. При правильной постановке и обтяжке одинарных тросовых зажимов прочность заделки достигает 0,80 рабочей нагрузки канатов с учетом необходимого запаса прочности. Трудоемкость изготовления огона с помощью разъемных тросовых зажимов в несколько раз меньше трудоемкости изготовления огона сплесневанием.
Однако при приложении усилий, близким к разрывной нагрузке стального каната, последний начинает выскальзывать из тросовых зажимов, что приводит к разрушению огона стропа, выходу из строя тросовой оснастки и нарушению технологического процесса выполняемых работ. Особо уязвимыми являются огоны, сделанные из жестких канатов с толстым неметаллическим сердечником.
Задачей изобретения является повышение надежности и работоспособности грузового стропа, огоны которого изготовлены с помощью тросовых зажимов.
Задача решается тем, что в известном способе изготовления огона с помощью тросовых зажимов (фиг. 1), когда канат отрезают, на ходовой конец каната 5 накладывают бензель 8, складывают в огон вокруг коуша 1 или без него, заводят скобу тросового зажима 2 со стороны ходового конца каната 5, надевают на нее колодку 3 со стороны коренного конца каната 9, наворачивают на концы скобы гайки 6, устанавливают аналогичным образом остальные тросовые зажимы по направлению от огона к концу каната, поочередно (от гайки к гайке, от зажима к зажиму) гаечным ключом затягивают гайки тросовых зажимов так, чтобы канат был обжат зажимами примерно на одну треть своего диаметра, привязывают ходовой конец каната к коренному концу каната бензелем 7, дополнительно между первым и вторым тросовыми зажимами в промежуток между коренным и ходовым концами каната устанавливают прочную расклинивающую планку 4 толщиной примерно 1/3 диаметра каната, шириной, приблизительно равной двум диаметрам каната, но не более ширины тросового зажима и длиной приблизительно 3/4 расстояния между зажимами. В результате, после обжатия зажимов (расклинивающая планка 4 изменяет геометрическую форму соприкосновения коренного и ходового концов каната с параллельного на расходящееся, что препятствует выскальзыванию каната из тросового зажима под нагрузкой. В качестве материала расклинивающей планки рекомендуется применять металл или деревянные бруски с расположением волокон поперек оси стропа.
Новыми отличительными признаками заявляемого способа изготовления огона на стальном канате являются:
- установка после первого зажима между коренным и ходовым концами каната прочной расклинивающей планки толщиной не более 1/3 диаметра каната, шириной равной ширине тросового зажима и длиной приблизительно 3/4 расстояния между зажимами;
- обжим тросовых зажимов после установки планки.
Новые отличительные признаки меняют геометрическую форму соприкосновения коренного и ходового концов каната с параллельного на расходящееся, что препятствует выскальзыванию каната из тросового зажима, обеспечивая увеличение прочности заделки огона с помощью тросовых зажимов до значения, равного разрывной прочности стального каната.
Технико-экономическое преимущество предлагаемого способа изготовления огона на стальном канате заключается в увеличении надежности и работоспособности стропа.
Литература
1. Т.И. Бобрицкий. Такелажные работы аварийно-спасательной службы. Воениздат. М., 1956, стр. 185-187.
2. ОСТ 24.090.51-80. Зажимы для стальных канатов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТРОПОВ | 2003 |
|
RU2314377C2 |
| СТРОП-ПОЛОТЕНЦЕ | 2020 |
|
RU2746050C1 |
| МЯГКИЙ СУДОПОДЪЕМНЫЙ ПОНТОН | 2016 |
|
RU2679301C2 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ СТАЛЬНОГО КАНАТА ПРИ ВЫТЯЖКЕ | 2014 |
|
RU2595189C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ СУДОПОДЪЕМНЫХ ПОНТОНОВ К КОРПУСУ ЗАТОНУВШЕГО СУДНА | 2017 |
|
RU2679378C2 |
| УСТРОЙСТВО КОМПЕНСАЦИИ ДИНАМИЧЕСКИХ НАГРУЗОК В БУКСИРНОЙ ЛИНИИ | 2018 |
|
RU2707479C2 |
| УСТРОЙСТВО ДЛЯ УКОРАЧИВАНИЯ ПОДЪЕМНЫХ СТРОПОВ СУДОПОДЪЁМНОГО ПОНТОНА | 2018 |
|
RU2706676C1 |
| Петлеобразователь | 1989 |
|
SU1738882A1 |
| СИСТЕМА ДЛЯ ПОДЪЕМА ЗАТОНУВШИХ ПОДВОДНЫХ ЛОДОК | 2011 |
|
RU2517387C2 |
| Петлеобразователь | 1990 |
|
SU1812258A1 |
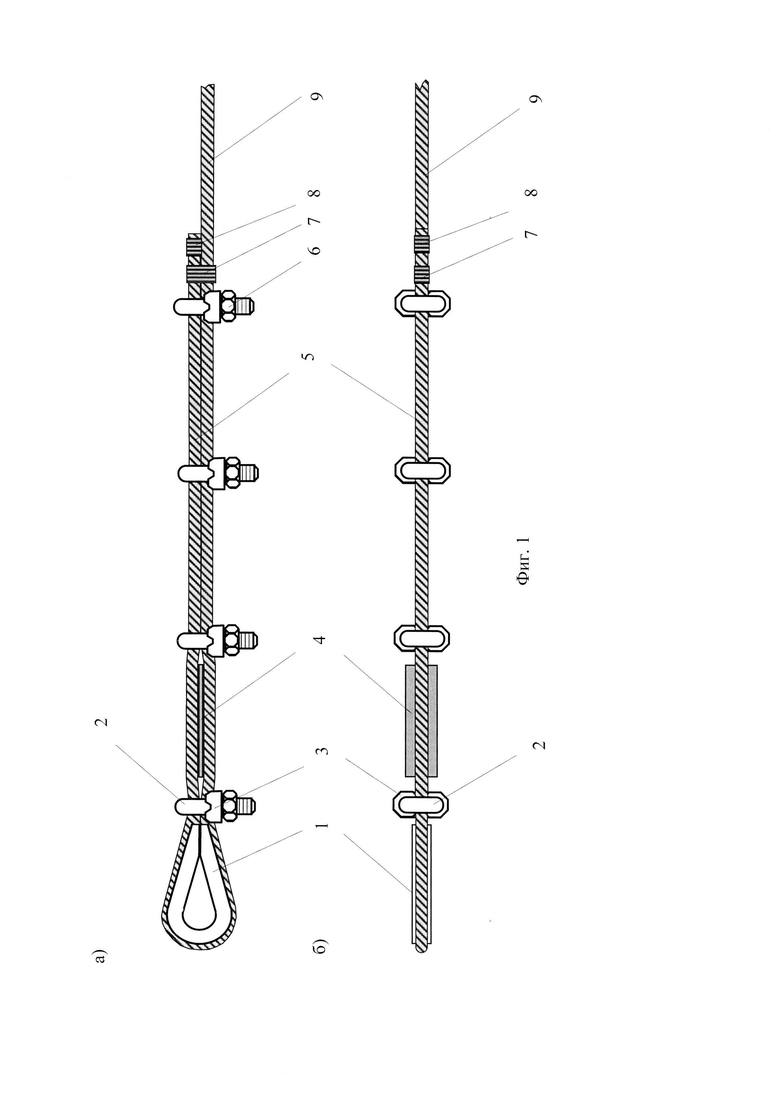
Изобретение относится к области изготовления такелажной оснастки из стальных канатов при выполнении аварийных, спасательных и судоподъемных работ, в частности при ручном изготовлении огона на стропах. Способ изготовления огона на стальном канате заключается в изготовлении огона с помощью тросовых зажимов, при этом между первым и вторым тросовыми зажимами в промежуток между коренным и ходовым концами каната устанавливают прочную расклинивающую планку толщиной примерно 1/3 диаметра каната, шириной, приблизительно равной двум диаметрам каната, но не более ширины тросового зажима, и длиной приблизительно 3/4 расстояния между зажимами, причем после обжатия зажимов расклинивающая планка изменяет геометрическую форму соприкосновения коренного и ходового концов каната с параллельного на расходящееся, для возможности препятствия выскальзывания каната из тросового зажима под нагрузкой. 1 ил.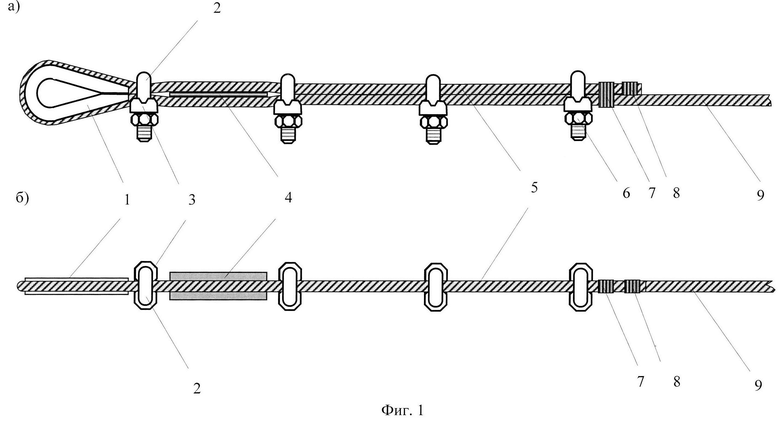
Способ изготовления огона на стальном канате с помощью тросовых зажимов, характеризующийся тем, что, когда канат отрезают, на ходовой конец каната накладывают бензель, складывают в огон вокруг коуша, заводят скобу тросового зажима со стороны ходового конца каната, надевают на нее колодку со стороны коренного конца каната, наворачивают на концы скобы гайки, устанавливают аналогичным образом тросовые зажимы по направлению от огона к концу каната, поочередно от гайки к гайке, от зажима к зажиму гаечным ключом затягивают гайки тросовых зажимов так, чтобы канат был обжат зажимами на одну треть своего диаметра, привязывают ходовой конец каната к коренному концу каната бензелем, отличающийся тем, что между первым и вторым тросовыми зажимами в промежуток между коренным и ходовым концами каната устанавливают расклинивающую планку толщиной 1/3 диаметра каната, шириной, равной двум диаметрам каната, но не более ширины тросового зажима, и длиной 3/4 расстояния между зажимами, в результате чего после обжатия зажимов расклинивающая планка изменяет геометрическую форму соприкосновения коренного и ходового концов каната с параллельного на расходящееся, для возможности препятствия выскальзывания каната из тросового зажима под нагрузкой.
| Делитель частоты | 1985 |
|
SU1338062A1 |
| CN 110088392 A, 02.08.2019 | |||
| ЛИТЬЕВАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЦВЕТТТБТХИЗДЕЛИЙ | 0 |
|
SU318482A1 |
| Устройство автоматического управления процессом непрерывной разливки металла | 1980 |
|
SU874259A1 |
| DE 112016003896 T5, 24.05.2018. | |||

