Изобретение относится к техническим средствам изготовления изделий такелажа из стальных канатов, в частности, к устройствам для изготовления огонов и сплесней подъемных стропов, используемых при выполнении судоподъемных и подводно-технических работ.
Известен такелажный инструмент для изготовления стропов, содержащий прямые и согнутые свайки различной конструкции, предназначенные для разведения прядей каната (образования «фонаря») в месте пробивки.
Подготовительная работа при выделке огона (петли) заключается в распускании конца каната на пряди определенной длины и наложении на каждую прядь марок. Изготовление огона ведут путем подбивки пряди каната через одну прядь под две по спуску или против спуска каната. Подготовив конец троса, загибают его, оставляя требуемого размера петлю, и распущенными прядями прикладывают к тросу в том месте, где предполагают начать пробивку. Три ходовые пряди размещают сверху, а три - снизу коренного конца. Если трос толстый, то около марки ходовой конец прихватывают к тросу каболкой. Подбивку свайкой начинают под три пряди, которые лежат сверху. Первую ходовую прядь нужно выбрать так, чтобы она не закручивала ходового конца. Затем пробивают свайку из того же места под две пряди и пропускают в это отверстие вторую прядь, лежащую рядом. Потом пробивают из того же места свайку под одну прядь и пропускают под нее первую крайнюю левую прядь. После этого огон поворачивают на 90 град. пробитыми прядями кверху и обколачивают мушкелем или киянкой, чтобы он вплотную лег к марке. Затем огон снова кладут плашмя обратной стороной.
Далее со стороны, где выходят пробитые пряди, пробивают свайку в то место, откуда идут три первые ходовые пряди, и пропускают в это место четвертую ходовую прядь. Затем свайку пробивают также и для пятой пряди, которая, как и первая, пробивается под одну прядь. Шестую прядь пробивают с обратной стороны той коренной пряди, под которую пробита и первая ходовая прядь, другими словами, шестой ходовой прядью накрывают коренную, под которой пробита первая, и пропускают ее по направлению пятой ходовой пряди.
Вторая пробивка начинается с первой ходовой пряди, которую пропускают через одну под две коренных пряди справа налево, если смотреть на сплесень со стороны петли. Чтобы не было крутой пробивки, поворачивают свайку направо, затем пропускают первую ходовую прядь рядом со свайкой, свайку вынимают, а прядь отгибают слева направо. Затем пробивают вторую ходовую прядь через одну коренную под две коренных пряди, а за ней таким же образом и остальные ходовые пряди.
Когда вторая пробивка закончена, сплесень обстукивают киянкой, поворачивая трос. Полное число пробивок - 4,5, а при большой нагрузке на трос - 5,5.
При выделке огона необходимо наблюдать за правильностью подбивки и за равномерной обтяжкой прядей, а также за сохранением коренными прядями своего положения (см., например, Бобрицкий Т.Н., Такелажные работы аварийно-спасательной службы, М., Воениздат, 1956, стр.162-163, 183-187).
Недостатком применяемых в описанной выше технологии сваек является большая трудоемкость изготовления стропа, так как все работы выполняются вручную.
Известен станок для заплетки стропов конструкции ЦПКБ ММФ (проект №3923).
Станок содержит раму, на которой установлены две вертикальные стойки. На одной стойке на кронштейне смонтирован неподвижный зажим, на другой - зажим с возможностью вращения относительно своей оси. Зажим вращается с помощью привода от электродвигателя, установленного в раме станка.
Станок позволяет механизировать наиболее трудоемкую часть процесса изготовления стропа - разведение прядей каната (образование «фонаря») в месте пробивки. Однако операция по заведению прядей на конце каната между прядями в месте пробивки по описанной выше технологии изготовления огона выполняется вручную. Кроме того, вертикальное расположение зажимов усложняет операцию изготовления стропов, а постоянное расстояние между зажимами уменьшает диапазон диаметров стальных канатов, из которых изготавливается строп, так как от диаметра каната зависит длина петли огона (на станке ЦПКБ ММФ пр. №3923 можно изготавливать стропы из стального каната диаметром до 40 мм).
Наиболее близким аналогом заявленного изобретения является устройство для изготовления стропов, содержащее раму, неподвижный и поворотные зажимы, смонтированные на стойках, а также привод поворотного зажима (SU №103207, кл. D07B 7/16, 01.01.1956).
Задачей изобретения является устранение этих недостатков и улучшение условий работы такелажников по изготовлению стропов из стальных канатов.
Техническим результатом изобретения является упрощение процесса изготовления стропов.
Указанный технический результат достигается тем, что в известном устройстве для изготовления стропов, содержащем раму, неподвижный и поворотный зажимы, смонтированные на стойках и привод поворотного зажима, согласно изобретению на раме установлен узел протаскивания прядей конца каната, состоящий из барабана с приводом, намотанного на барабан троса малого диаметра с самозажимным захватом на конце и кулачковой муфты, предназначенной для соединения и разобщения валов барабана и привода, причем привод подвижного зажима выполнен в виде червячного редуктора с рукоятками, а стойка с неподвижным зажимом выполнена с возможностью перемещения по направляющим рамы с последующей фиксацией в ней.
Новыми существенными признаками устройства являются:
- наличие узла протаскивания прядей конца каната в разведенные пряди;
- выполнение привода подвижного зажима в виде червячного редуктора с рукоятками;
- наличие на раме направляющих для перемещения стойки с неподвижным зажимом и фиксаторов для ее стопорения.
Указанные существенные отличия обеспечивают:
- возможность механизировать операцию по протаскиванию прядей конца каната в разведенные пряди, исключив тем самым ручной труд;
- более четкую фиксацию оптимального положения разведенных прядей, при котором прядь конца каната будет протаскиваться с меньшими затратами усилий;
- изготовление стропов из стальных канатов любого диаметра.
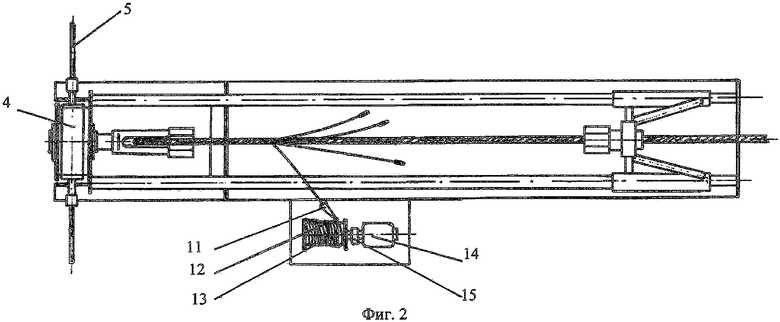
На фиг.1 показан общий вид предлагаемого устройства для изготовления стропов.
На фиг.2 показан вид предлагаемого устройства сверху.
Устройство для изготовления стропов выполнено в виде горизонтальной рамы 1, на одном конце которой установлена неподвижная стойка 2 с поворотным зажимом 3. Вращение зажима 3 осуществляется с помощью червячного редуктора 4 с рукоятками 5. На другом конце рамы установлена подвижная стойка 6 с неподвижным зажимом 7. Стойка 6 имеет возможность перемещаться по направляющим 8 рамы 1. Фиксация подвижной стойки 2 на раме в зависимости от длины петли огона обеспечена штырями 9, вставляемыми в отверстия 10 в направляющих 8 рамы 1 и стойки 6. На раме 1 также установлен механизм протаскивания распущенных прядей конца каната, который включает самозажимной захват 11 с тросом малого диаметра 12, который намотан на барабан 13, приводящийся во вращение при помощи двигателя 14. Между барабаном и двигателем установлена кулачковая муфта 15, предназначенная для соединения и разобщения валов барабана и двигателя.
Устройство используют следующим образом:
- в зависимости от диаметра каната, из которого изготавливается строп, перемещают по направляющим рамы 1 подвижную стойку 6 и фиксируют ее штырями 9;
- подготовленный к работе канат 16 пропускают через зажимы 3 и 7, после чего закрепляют его в них. При помощи рукояток 5 вращают редуктор 4 в сторону, противоположную направлению свивки прядей каната. При этом пряди каната начинают отделяться друг от друга на всем отрезке между зажимами, образуя «фонарь» 17;
- распущенные пряди конца каната по принятой технологии изготовления огона пропускают между прядями в «фонаре». Затем самозажимным захватом 11 захватывают одну из пропущенных прядей, включают двигатель 14, который приводит во вращение барабан 13. Трос 12 начинает наматываться на барабан 13, увлекая за собой пропущенную прядь. При достижении пропущенной пряди нужного места в «фонаре» с помощью муфты 15 отсоединяют вал барабана от вала двигателя. Сматывают трос 12 с барабана 13, возвращая тем самым захват 11 в исходное положение. Повторяют эту операцию с другой прядью до тех пор, пока все пряди конца каната не будут протащены через «фонарь»;
- после окончания протаскивания всех прядей вращают редуктор 4 в обратную сторону. Канат 16 принимает прежний вид. Затем производят обжимку «фонаря» и наложение бензеля на обработанный участок каната.
Технико-экономическое преимущество предложенного устройства по сравнению с принятым за прототип известным устройством конструкции ЦПКБ ММФ (пр. №3923) заключается в уменьшении объема ручного труда при изготовлении стропов и улучшении условий работы.
На устройство по данному изобретению разработана рабочая конструкторская документация. Использование изобретения возможно при изготовлении изделий из стальных канатов, применяемых в судоподъемных и подводно-технических и других работах, связанных с перемещением различных грузов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГОНА НА СТАЛЬНОМ КАНАТЕ | 2021 |
|
RU2783273C1 |
| Станок для изготовления стропов сплетением | 1985 |
|
SU1280071A1 |
| Огон для плетеных канатов | 1984 |
|
SU1227854A1 |
| Свайка | 1987 |
|
SU1530872A1 |
| Установка для изготовления петель на концах каната | 1975 |
|
SU576362A2 |
| Система для подъема затонувших объектов | 1990 |
|
SU1729909A1 |
| УСТРОЙСТВО для ГИБЛ и ЗАДЕЛКИ КОНЦА КАНАТА | 1972 |
|
SU341897A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЕТЕЛЬ НА КОНЦАХ СТАЛЬНЫХ ТРОСОВ | 1972 |
|
SU349779A1 |
| Агрегат для очистки поваленных деревьев от сучьев | 1950 |
|
SU90834A1 |
| БУФЕРНОЕ УСТРОЙСТВО | 2002 |
|
RU2228875C2 |
Изобретение относится к техническим средствам изготовления изделий такелажа из стальных канатов, в частности, используемых при выполнении судоподъемных и подводно-технических работ и позволяет упростить изготовление стропов. Устройство для изготовления стропов содержит раму, неподвижный и поворотный зажимы, смонтированные на стойках и привод поворотного зажима. Узел протаскивания прядей конца каната установлен на раме и состоит из барабана с приводом, намотанного на барабан троса малого диаметра с самозажимным захватом на конце и кулачковой муфты. Привод подвижного зажима выполнен в виде червячного редуктора с рукоятками. Стойка с неподвижным зажимом выполнена с возможностью перемещения по направляющим рамы с последующей фиксацией в ней. 2 ил.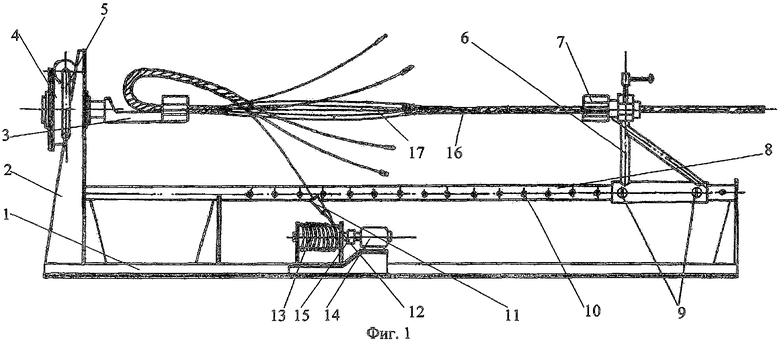
Устройство для изготовления стропов, содержащее раму, неподвижный и поворотный зажимы, смонтированные на стойках и привод поворотного зажима, отличающееся тем, что на раме установлен узел протаскивания прядей конца каната, состоящий из барабана с приводом, намотанного на барабан троса малого диаметра с самозажимным захватом на конце, и кулачковой муфты, предназначенной для соединения и разобщения валов барабана и привода, причем привод подвижного зажима выполнен в виде червячного редуктора с рукоятками, а стойка с неподвижным зажимом выполнена с возможностью перемещения по направляющим рамы с последующей фиксацией в ней.
| Устройство для заплетки тросов | 1954 |
|
SU103207A1 |
| Станок для изготовления стропов сплетением | 1985 |
|
SU1280071A1 |
| Устройство для гибки стального каната в петлю | 1975 |
|
SU539109A2 |
| US 4655033 A1, 07.04.1987. | |||

