Изобретение относится к литьевым машинам для изготовления И13делий из термопластов, IB частности, для изготовления мно(гоцветных отливок из терМОПластичных материалов литьем под давлелием.
Известные машины имеют два инжекциоНных узла, установленных неподвижно, и закрепленный на подвижной плите механизма затирания барабан с двумя пуансонами. При работе машины барабан с предварительно отлитой на его Пуансоне заготовкой ооворачивается и занимает такое положение, при котором .пуансон с заготовкой накрывается матрицей форумы, имеюпдей больший объем, и в ней производится окончательное оформление двухцветной детали.
Известные машины имеют невысокую производительность, так как ипрыюк и формование детали производятся при фиксированном положении стола, а время изделия в сомкнутых лресс-формах о-бусловлено технологическим временем охлаждения заготовок. Увеличение количества пресс-форм, установленных на поворотном столе, усложняет машину и увеличивает ее металлоемкость. Кроме того, для таких машин сложно изготовлять формы, так как каждый нуансон прессформы необходимо (Подогнать оо одной и той же матрице.
С целью повышения производительности предлагаемая .машина чю меньшей мере два литейных ротора, обхватываемых двумя цепями, одна из которых несет матрицы, а другая - пуансоны литьевых форм, причем на участках между литейными роторами цепь, несушая луансоны, смешена отклоняющи-ми звездочками относительно другой цепи на величину, кратную их шагу, таким образом,
что на каждом последуюшем роторе пуансоны смыкаются с очередной матрицей соопветствуюшей конфигурации одноцветной части изделия. На участке перемещения пуансонов и матриц между роторами окончательной и
начальной формовки изделия цепь, несущая матрицы, смещается относительно цепи, несущей пуансоны, в исходное положение, соответствующее началу отливки многоцветного изделия.
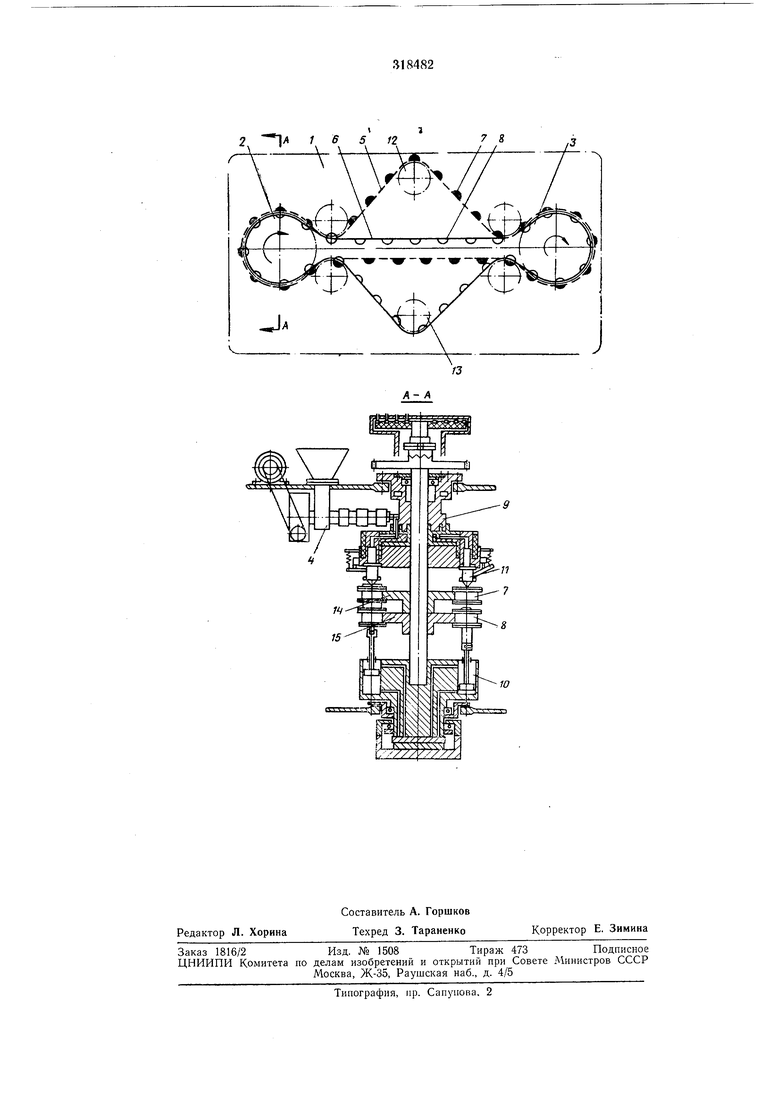
Па чертеже изображена предлагаемая литьевая маш.ина.
Машина со.держит станину /, на которой установлены литейные роторы 2 и 3 с инжекционными узлами 4 и нагревательными элементами (на чертеже не показаны).
Литейные роторы 2 и 5 огибаются замкнутыми цепями 5 и 6, во втулках одной из которых установлены матрицы 7 формы, а во втулках второй-пуансоны 5. Каждый из
ройством я узлами смыкания 10 матриц 7 и пуансонов 8 форм и литьевыми соилами 11. Цепь 5 с матрицами 7 на участке между ротором 2, формования одноцветной части изделия и ротором 3, соответствующим формованию всего изделия, смещена отклоняющей звездочкой 12, относительно цепи 6 с пуансонами 8 на .величину шата цепей. На .последующем участке .перемещения матриц и пуансоноВ между роторами цепь 6 с пуансонами 8 смещена звездочкой 13 относительно цепи 5 в обратном на1празлении на ту же величину так, что на роторе 2 матрицы 7 пресс-форм смыкаются с теми же пуансонами 8.
Предлагаемая литьевая машина работает следующим образом.
При вращении литейного ротора цепи 5 и 6, обхватывающие звездочки 14 и 15, установленные на роторах 2 и 3, огибают их. Так как щаг цепей 5 и 6 одинаков, на роторе 2 узлы смыкания 10 соединяют матрицы 7 пресс-формы с цуансонами S, -причем каждый пуансон С01вмещается с полостью матрицы соответствующей одноцветной части изделия.
По мере поворота ротора 2 на участке совмещенной траектории цепей 5 и ff с сомкнутыми полумуфтами расплавленный материал додается инжек1цион.ным узлом 4 через распределительное устройство 9 и литьевые сопла 11 в форму и к моменту раскрытия формы застываетв ней.
Раскрытие формы (размыкание матриц 7 и пуансонов 8) производят в момент выхода цепей 5 я 6 с ротора 2, причем цепь 5 с матрицами 7 смещают отклоняющей 31вездочкой 12 относительно цепи 6 с пуансо.нами 8 на величину, кратную их щагу. Матрицы 7 цепи 5 и пуансоны 8 цепи 6 за одинаковое время перемещаются на одинаковое расстояние, а путь перемещения матриц 7 длиннее пути перемещения пуа.нсонов 8 на величину смещения цепи 5, соответствующего их шагу. В момент подхода матриц 7 и пуансонов 9, несущих отлитые на роторе 2 заготовки, соответствующие одноцветной части изделия, к литейному ротору, на котором происходит их смыкание, каждый нз пуансонов 8 с заготойками смыкается с другой матрицей, плоскость которой соответствует полной конфигурации изделия. На участке совмещенной траектории
цепей 5 и 5 на роторе 3 с С0:мкнутыми полуфармами пресс-форм производится заливка следующей части изделия, соответствующей его полной конфигурации.
Носле выхода формы с литейного ротора 3 пронзводится размыкание, причем матрицы 7, установленные на цепи 5, направляются на литейный ротор 2, а цепь 6 с пуансонами 8 смещают отклоняющей звездочкой 13 на ту
же величину, на которую ранее смещали звездочкой 12 цепь 5 с матрицами 7.
Этим достигается очередная смена матриц в обратном направлении, благодаря чему на роторе 2 пуансоны смыкаются с теми же А1атрицами, полости которых соот1ветствуют первоначальной конфигурации одноцветной части изделия.
В зависимости от количества цветов многоцветного изделия определяют количество литейных роторов, величину смещения цепей и очередность установки в эвенья.х цепи матриц, соответствующих конфигурации каждой одноцветной части изделия.
Предмет изобретения
1.Литьевая машина для изготовления многоцветных изделий, содержащая неподвижные инжекционные узлы, перемещаемые огносительно их по замкнутой траектории литьевые формы и механизм их смыкания, отличающаяся тем, что, с целью повышения производительности, она имеет по .меньшей мере два литейных ротора, обхватываемых двумя цепями, одна из которых несет матрицьс, а другая - пуансоны литьевых форм, причем на участках между литейными роторами одна из цепей смещена отклоняющими звездочками относительно другой цепи на величину,
кратную их шагу таким образом, что на каждом последующем роторе пуансоны смыкаются 1C очередной матрицей соответствующей конфигурации одноцветной части изделия.
2.Литье1вая машина по п. 1, отличающаяся тем, что на участке перемещения пуансонов и матриц между роторами окончательной и начальной формовки изделия цепи смещены отклоняющей звездоч:кой в и сходное положение, соответствующее началу отливки одноцветной части изделия.
2, -
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная линия для изготовления многоцветных изделий | 1989 |
|
SU1634520A1 |
| Роторная линия для изготовления многоцветных изделий | 1989 |
|
SU1634519A1 |
| Машина для литья многоцветных изделий из полимерных материалов | 1987 |
|
SU1699790A1 |
| Литьевая машина для пластмасс | 1976 |
|
SU695834A1 |
| Роторная литьевая машина для термопластов | 1990 |
|
SU1722854A1 |
| Литьевая машина для пластмасс | 1990 |
|
SU1713822A1 |
| Литьевая машина для пластмасс | 1987 |
|
SU1694406A1 |
| Способ формования изделий, усиленных каркасом из непрерывного волокна | 2020 |
|
RU2738650C1 |
| Литьевая форма для изготовления изделий из пластмасс | 1973 |
|
SU503726A1 |
| Роторная литьевая машина | 1990 |
|
SU1717389A1 |