Изобретение относится к контрольно-измерительной технике и может быть использовано для измерения геометрических параметров цилиндрических объектов, в частности урановых топливных таблеток, композитной арматуры, кабельной продукции, проволоки в процессе производства.
Известен способ контроля диаметров детали (патент РФ № 2301968, 2005 г., G01B 11/08, G01B 11/24), включающий вращение детали, сканирование ее в поперечной плоскости пучком излучения лазерного источника, фиксацию по границам теневого участка точек касания пучком излучения поверхности детали и определение диаметра по расстоянию между этими точками касания. Недостатком данного способа является невозможность измерения объектов, диаметр которых больше линейных размеров чувствительного элемента.
Известно устройство для измерения диаметров изделий (патент РФ № 2042110, 1989 г., G01B 21/10). Недостатком данной конструкции являются ее большие габариты, что затрудняет установку измерителя на производственную линию.
Известен преобразователь для бесконтактного измерения линейного перемещения и (или) диаметра (патент РФ № 2156434, 1998 г., G01B 11/02), содержащий источник излучения, фокусирующий клин, механически связанные в единый блок-осветитель, зеркало с внеосевой параболоцилиндрической отражающей поверхностью и фотоприемник с линейкой фоточувствительных элементов. Недостатком данного устройство является невозможность измерять объекты, диаметр которых больше размера линейки фоточувствительных элементов.
Наиболее близким является оптико-электронный измеритель для бесконтактного измерения диаметра (патент РФ № 2530444, 2013 г., G01B 11/00), содержащий оптически связанные источник излучения и, многоэлементный линейный фотоприемник, отличающийся тем, что оптико-электронный измеритель снабжен дополнительно масштабирующим зеркалом, обеспечивающим широкий диапазон диаметров измеряемых объектов. Недостатком данного устройства является высокая погрешность измерений и необходимость частой перекалибровки измерителя из-за температурных искажений оптических элементов в производственных условиях (наличие пыли на оптических поверхностях, перепады температур, вибрация и т.д.).
Задачей изобретения является создание оптико-электронного способа измерения диаметра цилиндрического объекта, обеспечивающего высокую точность измерений и автоматическую калибровку измерителя.
Достигаемый технический результат:
- обеспечение высокой точности измерений.
- исключена необходимость периодической калибровки измерителя.
Технический результат достигается следующим образом. В оптико-электронном способе измерения диаметра цилиндрического объекта, при котором оптико-электронный измеритель оснащают оптически связанными источником излучения и многоэлементным фотоприемником, согласно изобретению, между источником излучения и многоэлементным фотоприемником располагают измеряемый цилиндрический объект и два калибровочных объекта с известными диаметрами, одновременно с измерением видимого диаметра цилиндрического объекта измеряют видимые диаметры калибровочных объектов, а итоговое значение диаметра цилиндрического объекта вычисляют, используя полученные значения измеренных видимых диаметров объектов и линейную зависимость видимого диаметра от известного.
Предлагаемое изобретение предусматривает автоматическую калибровку измерителя в процессе измерения диаметра объекта и обеспечивает более высокую точность измерений.
Схема работы оптико-электронного способа измерения диаметра представлена на фиг.1, где:
1 - многоэлементный фотоприемник;
2 - измеряемый цилиндрический объект;
3 - калибровочный объект;
4 - калибровочный объект;
5 - источник излучения.
Фотоприемник 1 с оптической системой, формирующей изображение измеряемого объекта и источник излучения 5, расположены с противоположных сторон от измеряемого цилиндрического объекта 2 и калибровочных объектов 3 и 4. Фотоприемник может быть оснащен телецентрической оптикой для снижения влияния позиции измеряемого объекта на видимый геометрический размер цилиндра. Источник излучения и фотоприемник могут работать в синхронном режиме, что позволяет проводить измерения движущихся объектов.
Способ осуществляется следующим образом.
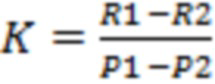
Измерение диаметра цилиндрического объекта выполняют следующим образом. Фотоприемник 1 принимает изображение тени измеряемого цилиндрического объекта 2 в зоне измерения. С помощью градиентного поиска находят границы цилиндра на изображении, полученном фотоприемником, и вычисляют средний диаметр Р (видимый диаметр) в пикселях. Зависимость диаметра измеряемого цилиндрического объекта от размера P на изображении описывается формулой (1):
 , (1)
, (1)
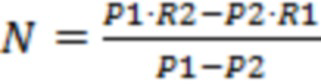
где D - диаметр измеряемого цилиндрического объекта, P - видимый диаметр измеряемого цилиндрического объекта в пикселях (измеряется на изображении, полученном фотоприемником), K - масштабный коэффициент, N - линейный коэффициент коррекции. Масштабный коэффициент и линейный коэффициент коррекции определяются по формулам (2) и (3), используя измерения двух калибровочных объектов 3 и 4 с известными диаметрами R1, R2 соответсвенно:
 (2)
(2)
 (3)
(3)
где P1 - видимый диаметр калибровочного объекта 3 в пикселях, P2 - видимый диаметр калибровочного объекта 4 в пикселях, R1 - известный диаметр калибровочного объекта 3 в мм, R2 - известный диаметр калибровочного объекта 4 в мм.
В результате оптико-электронный способ измерения диаметра обеспечивает автоматический пересчет масштабного и линейного коэффициентов коррекции. Данный подход обеспечивает возможность измерений без проведения процедуры настройки и проверки в процессе работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНЫЙ ТОЛЩИНОМЕР И СПОСОБ ЕГО КАЛИБРОВКИ | 2013 |
|
RU2542633C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПРОСТРАНСТВЕННОГО РАССТОЯНИЯ МЕЖДУ МАЛОРАЗМЕРНЫМИ ОБЪЕКТАМИ | 2019 |
|
RU2734070C1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ ТРЕХМЕРНЫХ ОБЪЕКТОВ | 2009 |
|
RU2433372C2 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ КРОВЯНОГО ДАВЛЕНИЯ | 2016 |
|
RU2648029C2 |
| ОПТИКО-ЭЛЕКТРОННЫЙ ИЗМЕРИТЕЛЬ ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ДИАМЕТРА | 2013 |
|
RU2530444C1 |
| ОПТИКО-ЭЛЕКТРОННЫЙ СТЕРЕОСКОПИЧЕСКИЙ ДАЛЬНОМЕР | 2014 |
|
RU2579532C2 |
| СПОСОБ ИЗМЕРЕНИЯ ДИАМЕТРА ТОНКИХ ПРОТЯЖЕННЫХ НИТЕЙ | 2005 |
|
RU2310159C2 |
| Способ калибровки лазерного сканера, предназначенного для оценки качества поверхности сварного шва | 2023 |
|
RU2821171C1 |
| СПОСОБ ИЗМЕРЕНИЯ ЛИНЕЙНОГО СМЕЩЕНИЯ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2456542C2 |
| СПОСОБ ИЗМЕРЕНИЯ ЯРКОСТНОЙ ТЕМПЕРАТУРЫ ОБЪЕКТА | 2010 |
|
RU2439510C1 |

Изобретение относится к контрольно-измерительной технике и может быть использовано для измерения геометрических параметров цилиндрических объектов, в частности урановых топливных таблеток, композитной арматуры, кабельной продукции, проволоки в процессе производства. Технический результат - создание оптико-электронного способа измерения диаметра цилиндрического объекта, обеспечивающего высокую точность измерений и автоматическую калибровку измерительного комплекса. Поставленная задача решается тем, что в оптико-электронном способе измерения диаметра цилиндрического объекта, при котором оптико-электронный измеритель оснащают оптически связанными источником излучения и многоэлементным фотоприемником, при этом между источником излучения и многоэлементным фотоприемником располагают измеряемый цилиндрический объект и два калибровочных объекта с известными диаметрами, одновременно с измерением видимого диаметра цилиндрического объекта измеряют видимые диаметры калибровочных объектов, а итоговое значение диаметра цилиндрического объекта вычисляют, используя полученные значения измеренных видимых диаметров объектов и линейную зависимость видимого диаметра от известных. 1 ил.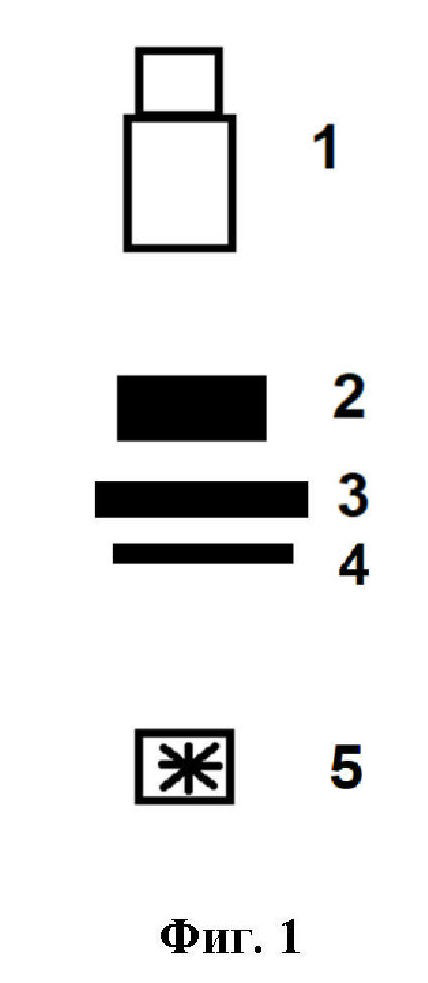
Оптико-электронный способ измерения диаметра цилиндрического объекта, при котором оптико-электронный измеритель оснащают оптически связанными источником излучения и многоэлементным фотоприемником, отличающийся тем, что между источником излучения и многоэлементным фотоприемником располагают измеряемый цилиндрический объект и два калибровочных объекта с известными диаметрами, одновременно с измерением видимого диаметра цилиндрического объекта измеряют видимые диаметры калибровочных объектов, а итоговое значение диаметра цилиндрического объекта вычисляют, используя полученные значения измеренных видимых диаметров объектов и линейную зависимость видимого диаметра от известных.
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ДИАМЕТРА ИЗДЕЛИЙ | 2008 |
|
RU2443974C2 |
| JP 3026905 A, 05.02.1991 | |||
| CN 108317964 A, 24.07.2018 | |||
| CN 106989682 A, 28.07.2017 | |||
| WO 1993023820 A1, 25.11.1993 | |||
| CN 204142186 U, 04.02.2015 | |||
| CN 206556597 U, 13.10.2017. | |||

