[0001] Настоящее изобретение относится к никелевому самофлюсующемуся сплаву, который используется в конструктивном элементе для стекольного производства, предназначенном для транспортировки или формования стекла, и к конструктивному элементу для стекольного производства, в котором используется никелевый самофлюсующийся сплав, а также к форме и конструктивному элементу для транспортировки капли стекломассы, в каждом из которых используется конструктивный элемент для стекольного производства.
[0002] В процессах формования стеклянных изделий, если конструктивный элемент для стекольного производства и стекло, нагретое до высокой температуры, имеют склонность прилипать друг к другу, могут возникать дефекты формования, такие как неточное формообразование изделия или образование царапин на поверхности стеклянного изделия. По этой причине, например, при формовании стеклянных бутылок, часто применяется антиадгезивное средство ("смазку"), чтобы обеспечить отделение формы (см. например, патентный документ 1). В данном контексте термин "стекломасса" или "капля стекломассы" относится к стеклу, имеющему высокую температуру, которая позволяет формовать и обрабатывать это стекло, то есть к стеклу (или капле стекломассы), имеющему вязкость logη от 3 до 14,6 (103-1014,6 пуаз), где logη - натуральный логарифм.
[0003] Кроме того, в качестве материала, используемого в конструктивном элементе для стекольного производства, обладающем высокой термостойкостью и износостойкостью, предлагались сплавы, содержащие небольшое количество В (бора) (см. например, патентный документ 2).
[0004] Известные технологии в областях, отличных от формования стекла, включают в себя термическое напыление покрытия на поверхности плунжера, ролика пода печи или других конструктивных элементов для повышения износостойкости поверхности элемента. Было предложено использовать самофлюсующиеся сплавы, которые позволяют создавать покрытия, не отслаивающиеся даже при быстрых изменениях температуры, и которые можно термически напылять, а затем подвергать плавлению (переплаву) для формирования более однородного, не содержащего пор покрытия. К таким известным самофлюсующимся сплавам относятся сплавы, содержащие: Ni (никель) в количестве от 40% до 70% по массе; Cr (хром) в количестве от 5% до 40% по массе; B (бор) в количестве от 1% до 6% по массе; Si (кремний) в количестве от 1% до 6% по массе; C (углерод) в количестве от 0,1% до 2,0% по массе; F (железо) в количестве от 1% до 10% по массе; W (вольфрам) в количестве от 1% до 20% по массе; и Cu (медь) в количестве от 0,8% до 5% по массе (см., например, патентный документ 3).
[0005]
Патентный документ1: WO01/28942A1
Патентный документ 2: JPS33-4952B2
Патентный документ 3: JPS61-49376B2
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача, решаемая изобретением
[0006] Свойства, необходимые конструктивным элементам для стекольного производства, которые контактируют с каплей стекломассы в процессах формования стеклоизделий, включают в себя: достаточную степень неприлипания к стекломассе, отсутствие нежелательных отверстий (например, точечных проколов) на их поверхностях, высокую износостойкость и более длительный срок службы. Однако до настоящего времени известные конструктивные элементы для стекольного производства не удовлетворяют в достаточной мере этим требованиям к свойствам.
[0007] Настоящее изобретение направлено на решение указанной проблемы предшествующего уровня техники, и его основной задачей является создание никелевого самофлюсующегося сплава с высокой износостойкостью и низкой способностью прилипать к расплавленному стеклу и конструктивного элемента для стекольного производства, в котором используется никелевый самофлюсующийся сплав, а также формы и конструктивного элемента для транспортировки капли стекломассы, в каждом из которых используется конструктивный элемент для стекольного производства.
Средства для решения задачи
[0008] Один аспект настоящего изобретения обеспечивает никелевый самофлюсующийся сплав, содержащий: B (бор) в количестве от 0 до 1,5 процента по массе, твердые частицы, и Si (кремний), а также конструктивный элемент для стекольного производства, в котором используется никелевый самофлюсующийся сплав. Другой аспект настоящего изобретения обеспечивает форму и конструктивный элемент для транспортировки капли стекломассы, в каждой из которых используется конструктивный элемент для стекольного производства, причем конструктивный элемент для стекольного производства имеет контактную часть, предназначенную для контакта со стекломассой в стеклоформующем процессе, при этом контактная часть изготовлена из никелевого самофлюсующегося сплава.
Технический результат, обеспечиваемый изобретением
[0009] Никелевый самофлюсующийся сплав согласно настоящему изобретению плохо прилипает к расплавленному стеклу даже при высоких температурах. Следовательно, когда конструктивный элемент для стекольного производства, в котором полностью или частично используется данный сплав, контактирует со стекломассой, этот сплав уменьшает трение между элементом для стекольного производства и стекломассой, уменьшая тем самым потребность в нанесении смазки и сводя к минимуму дефекты в готовых изделиях, что увеличивает выход продукции.
Краткое описание чертежей
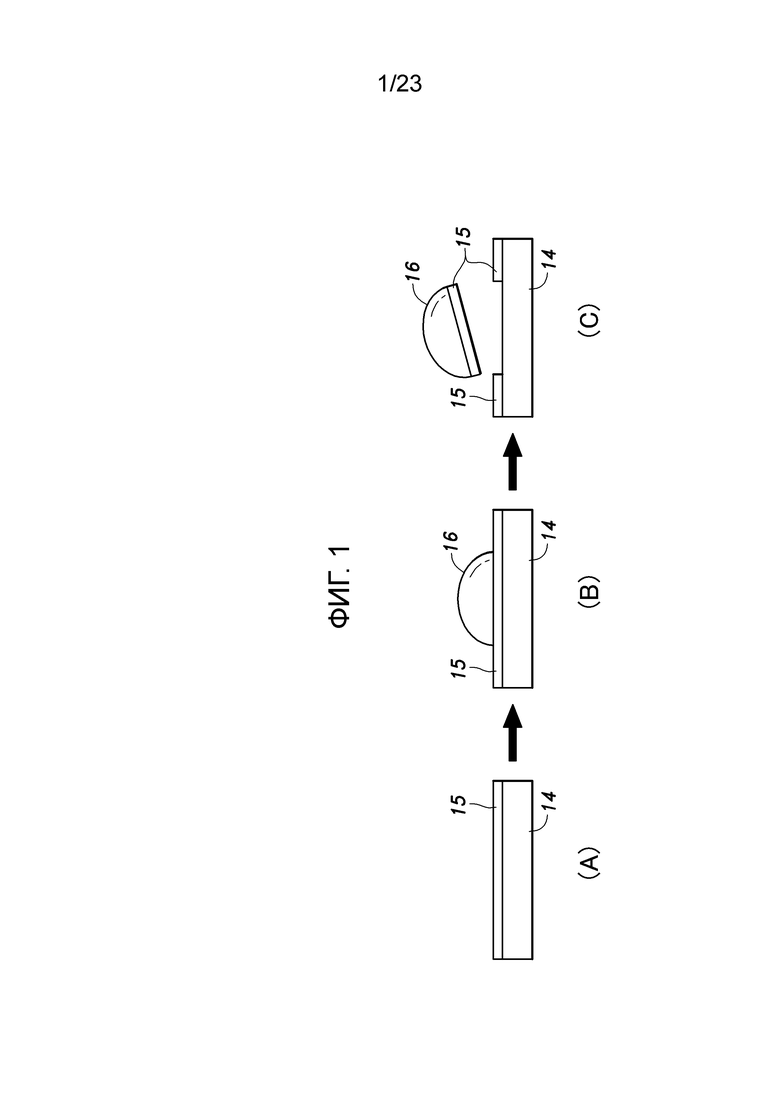
[0010] Фиг.1 - схематическое представление явления, имеющего место при столкновении капли стекломассы с металлическим материалом или конструктивным элементом для стекольного производства;
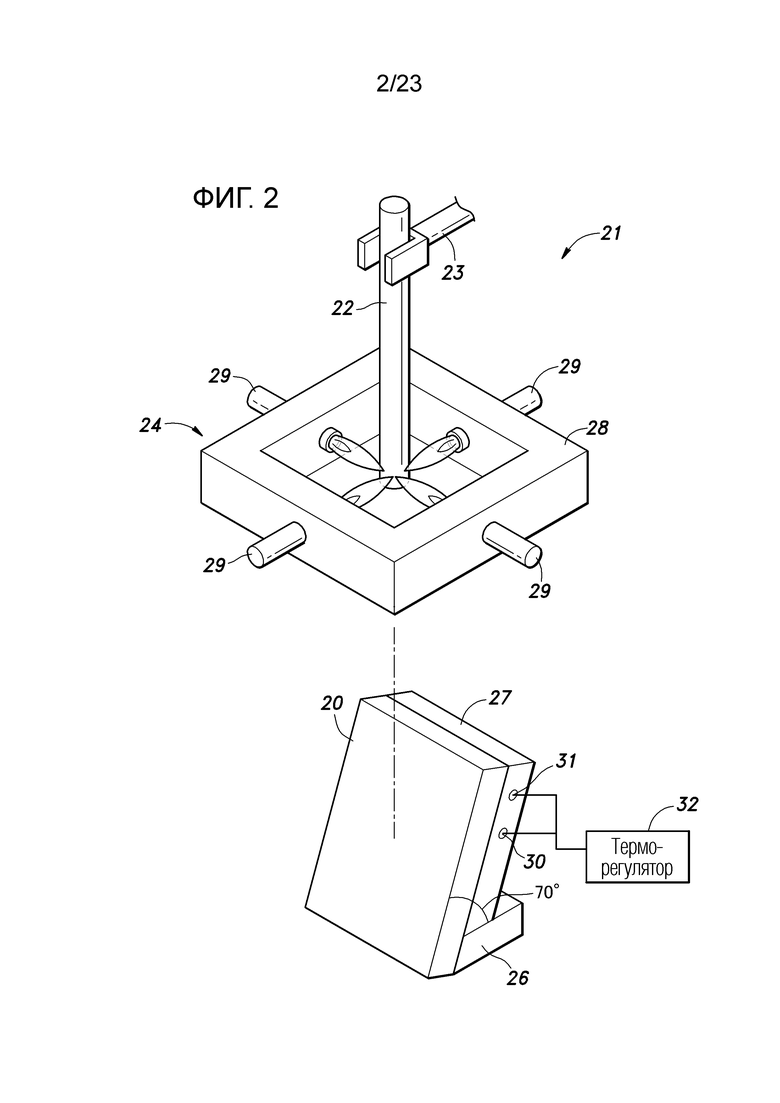
Фиг.2 - вид в перспективе устройства для испытания прилипания стекломассы;
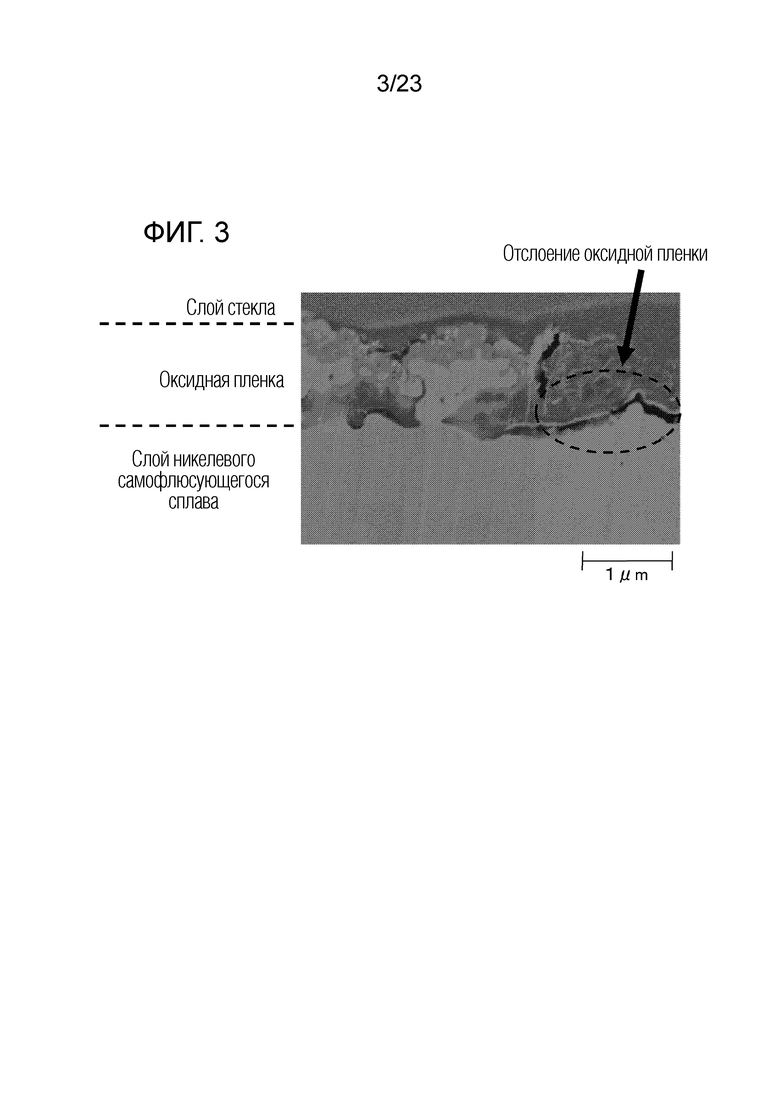
Фиг.3 - полученное с помощью электронного микроскопа изображение поперечного сечения границы раздела, где стекло прилипает к образцу в примере 4;
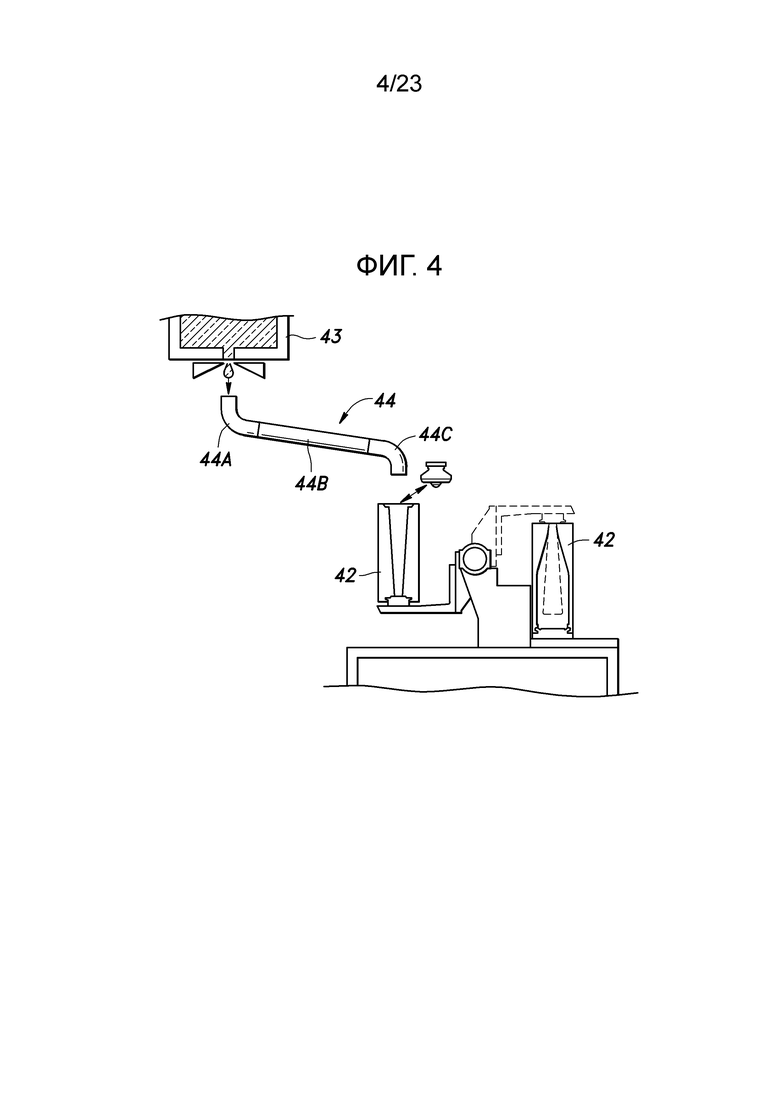
Фиг.4 - пояснительный чертеж, показывающий форму и конструктивный элемент для транспортировки стекла;
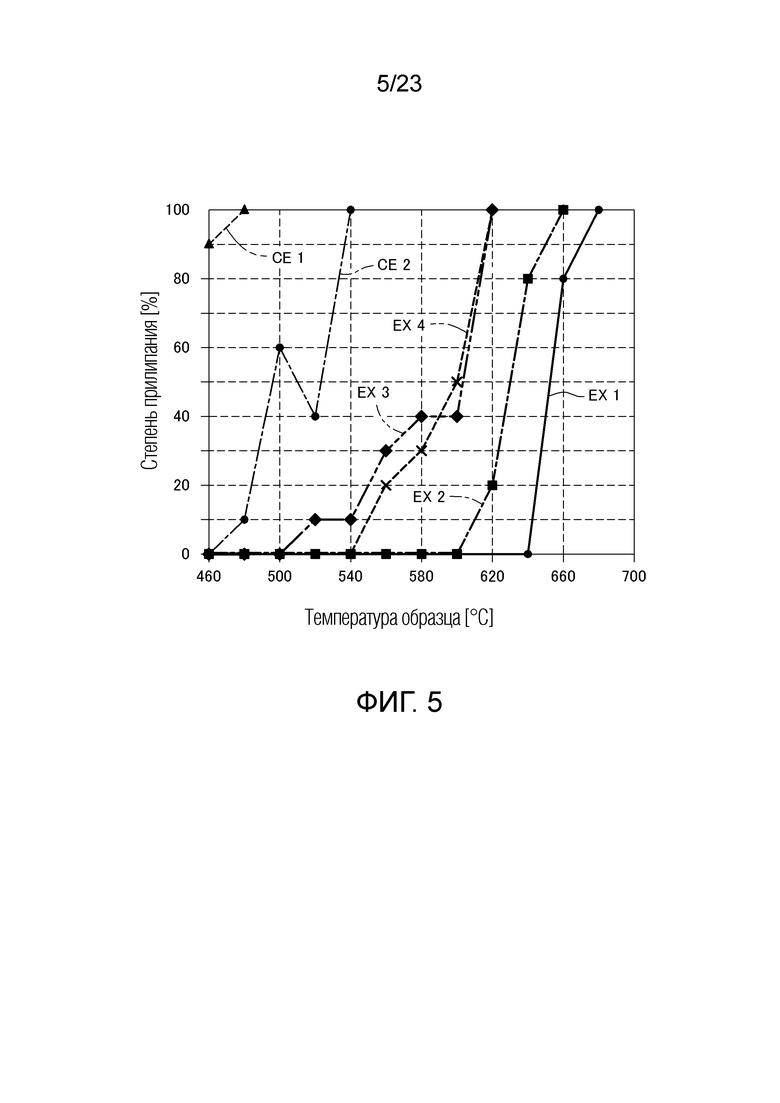
Фиг.5 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для каждого из примеров 1-4 и сравнительных примеров 1 и 2;
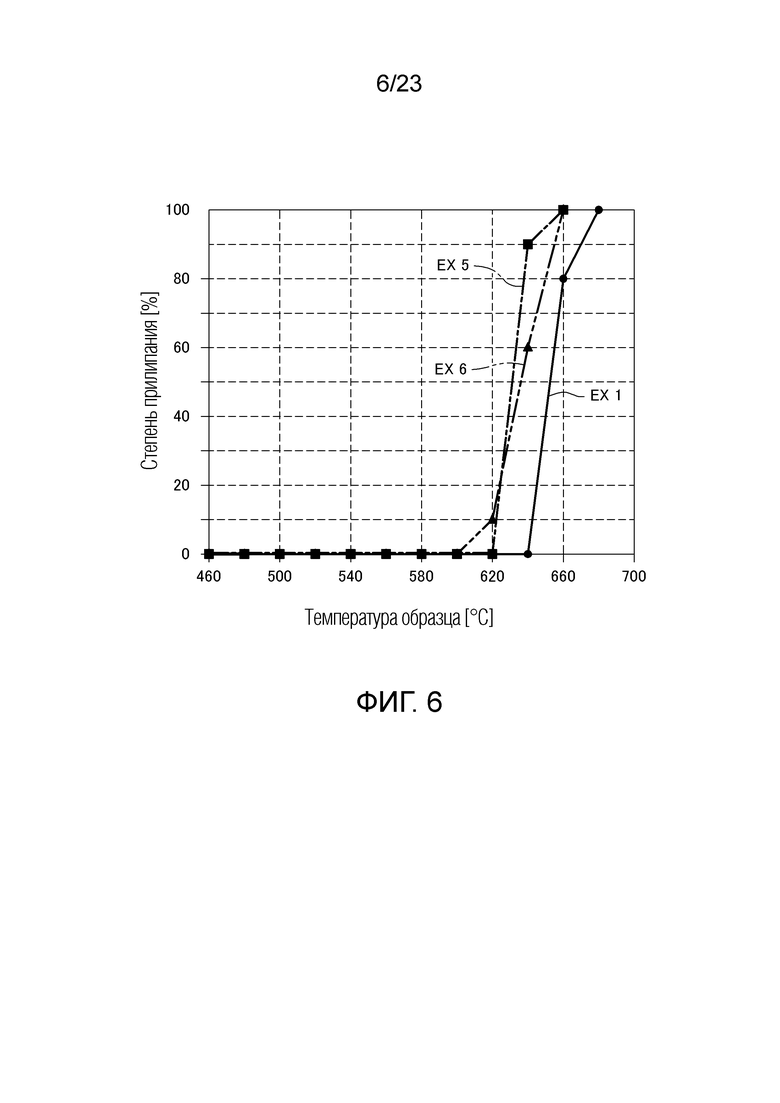
Фиг.6 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для каждого из примеров 1, 5 и 6;
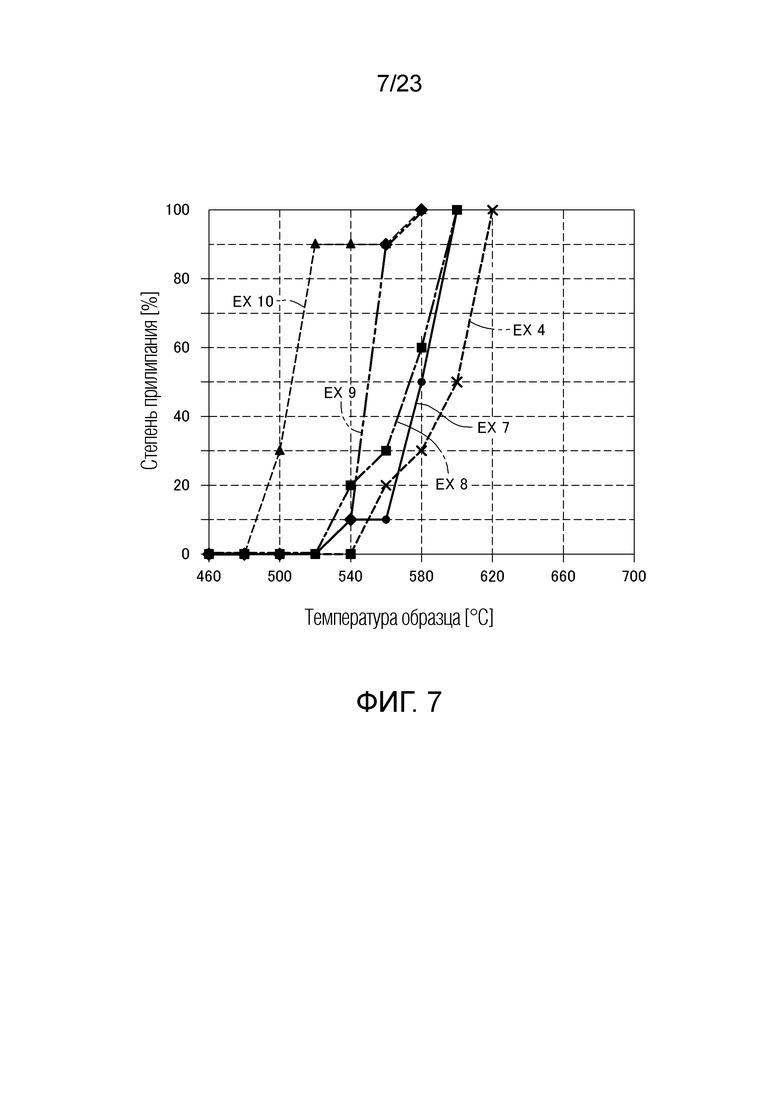
Фиг.7 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для каждого из примеров 4 и 7-10;
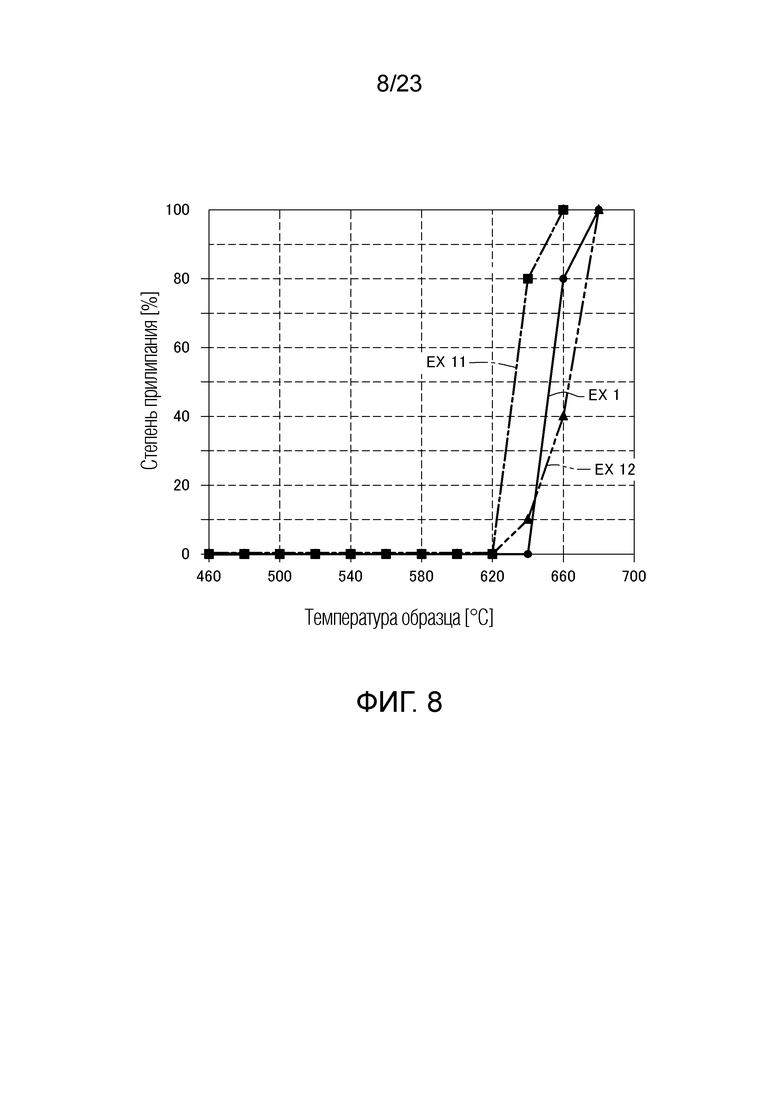
Фиг.8 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для каждого из примеров 1, 11 и 12;
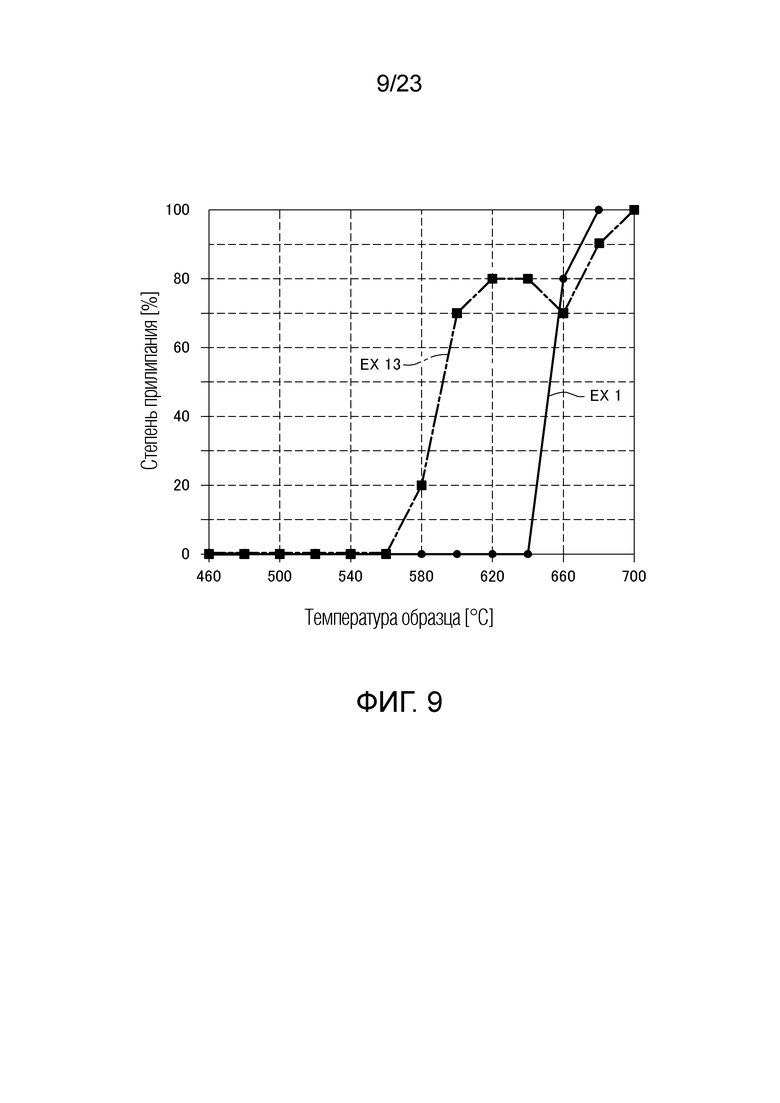
Фиг.9 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для каждого из примеров 1 и 13;
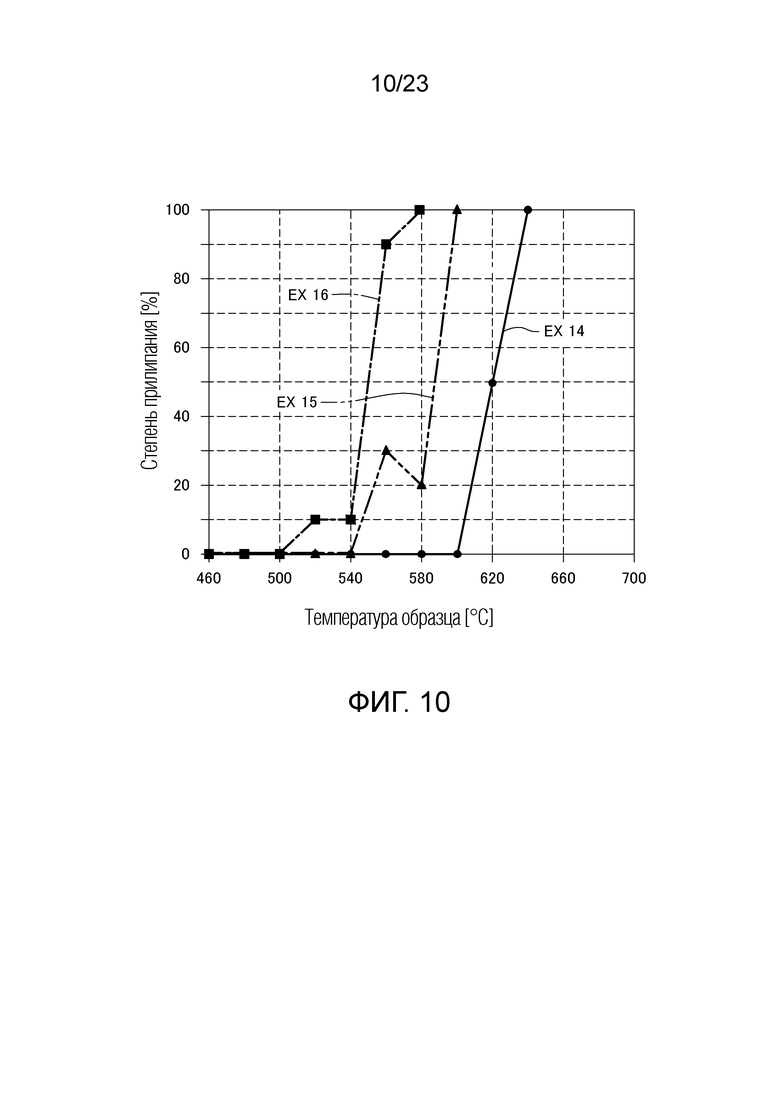
Фиг.10 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для каждого из примеров с 14 по 16;
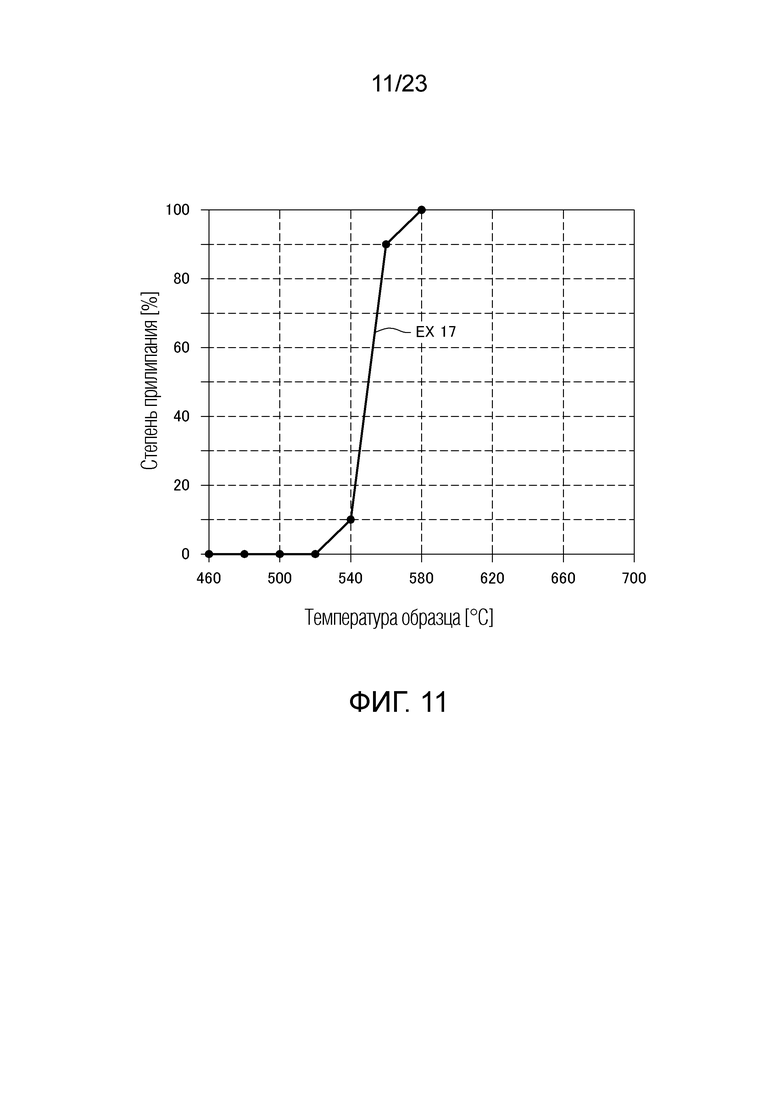
Фиг.11 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для примера 17;
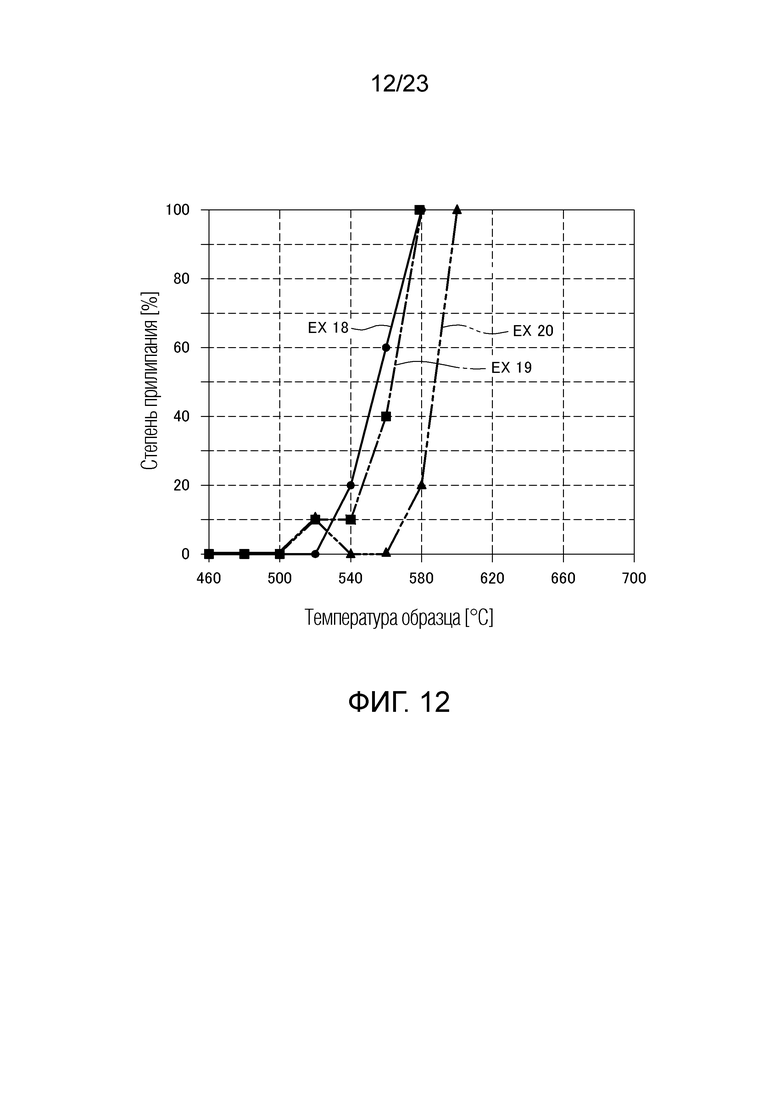
Фиг.12 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для каждого из примеров 18-20;
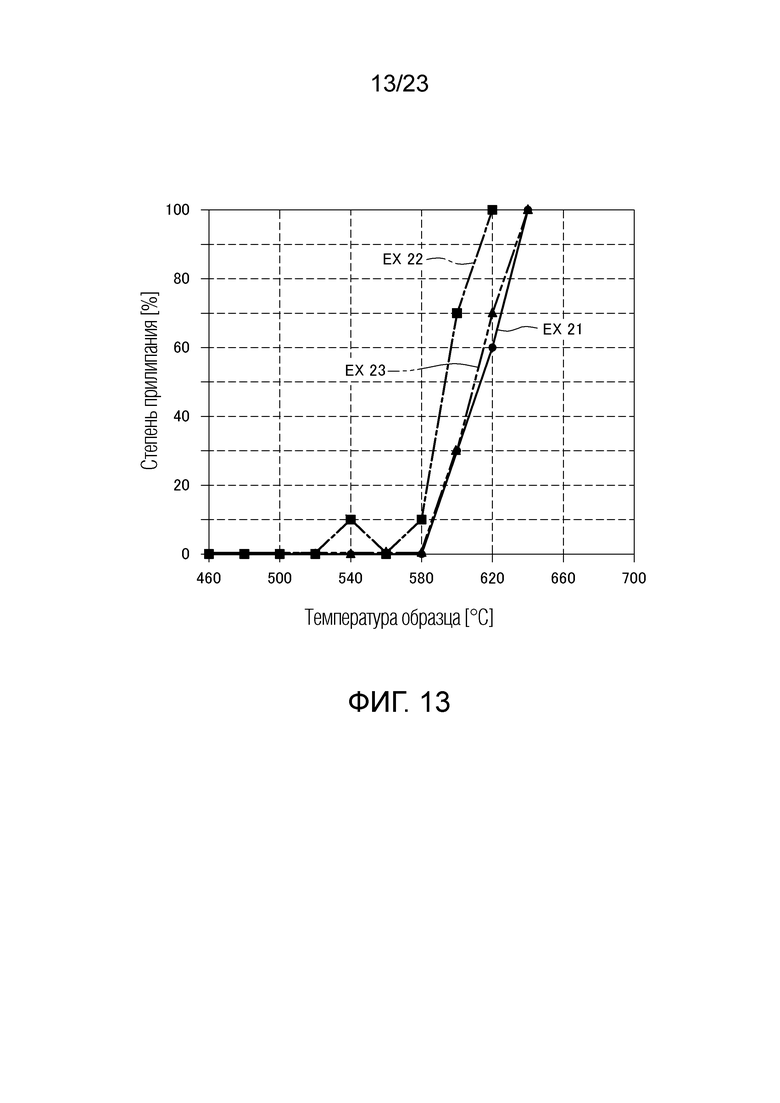
Фиг.13 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для каждого из примеров с 21 по 23;
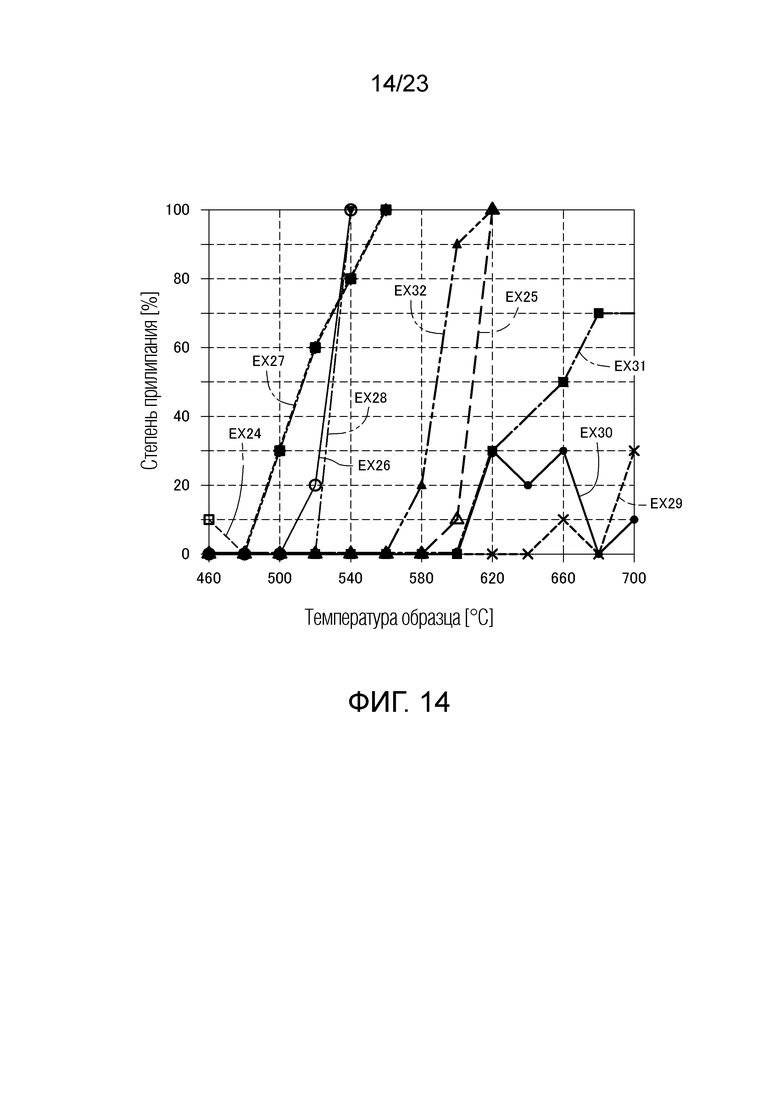
Фиг.14 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для каждого из примеров с 24 по 32;
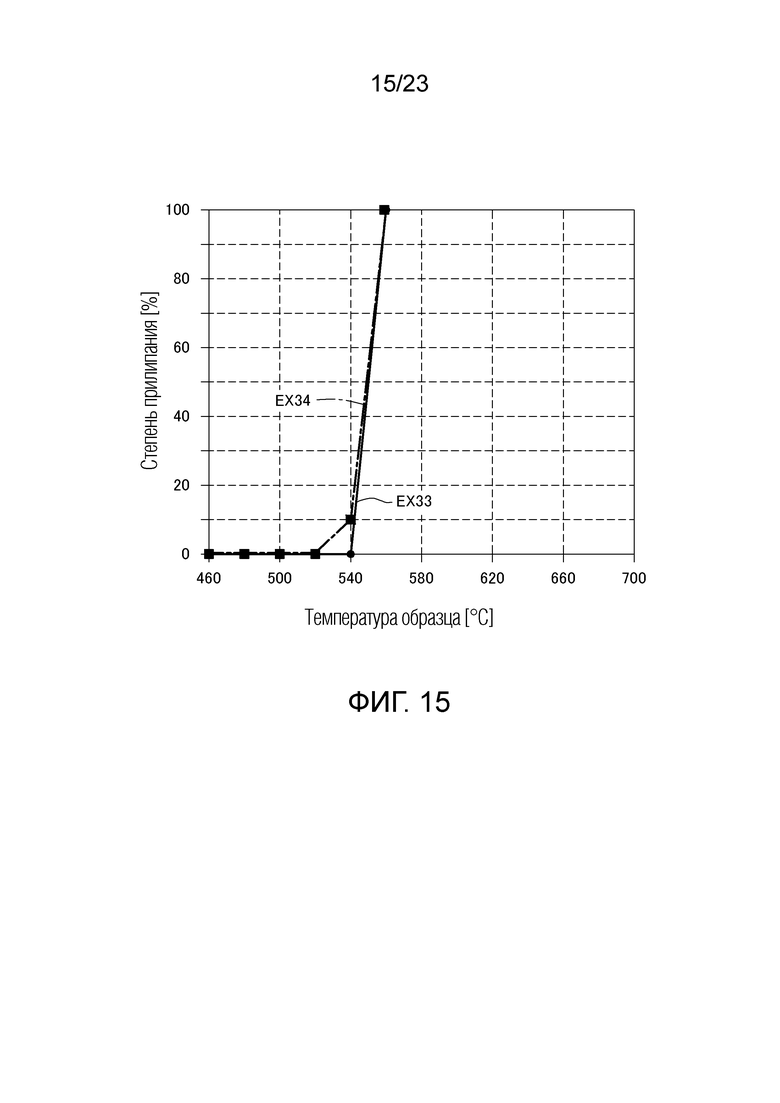
Фиг.15 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для каждого из примеров 33 и 34;
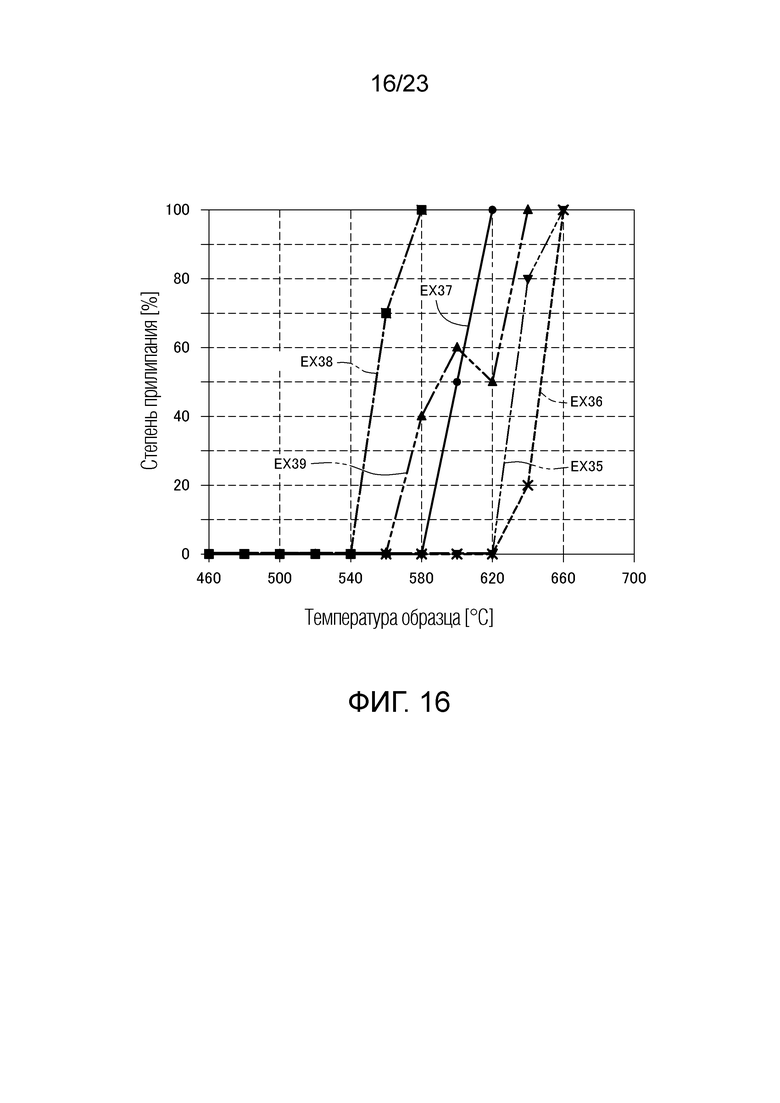
Фиг.16 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для каждого из примеров 35-39;
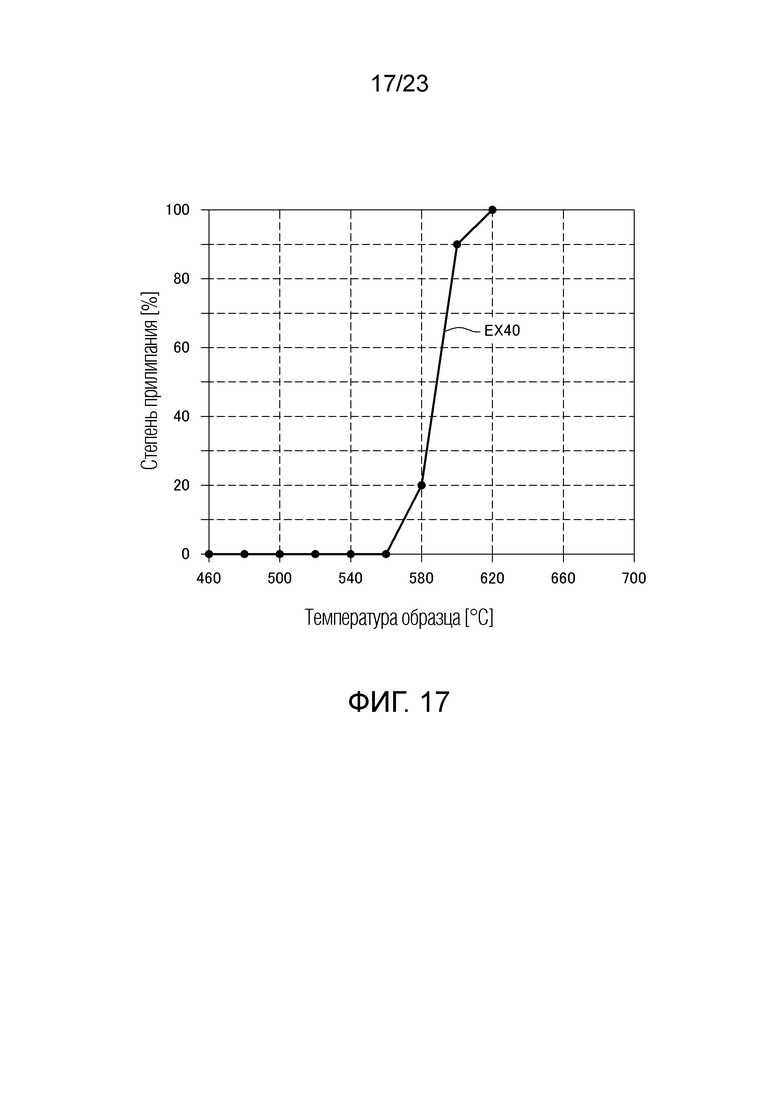
Фиг.17 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для примера 40;
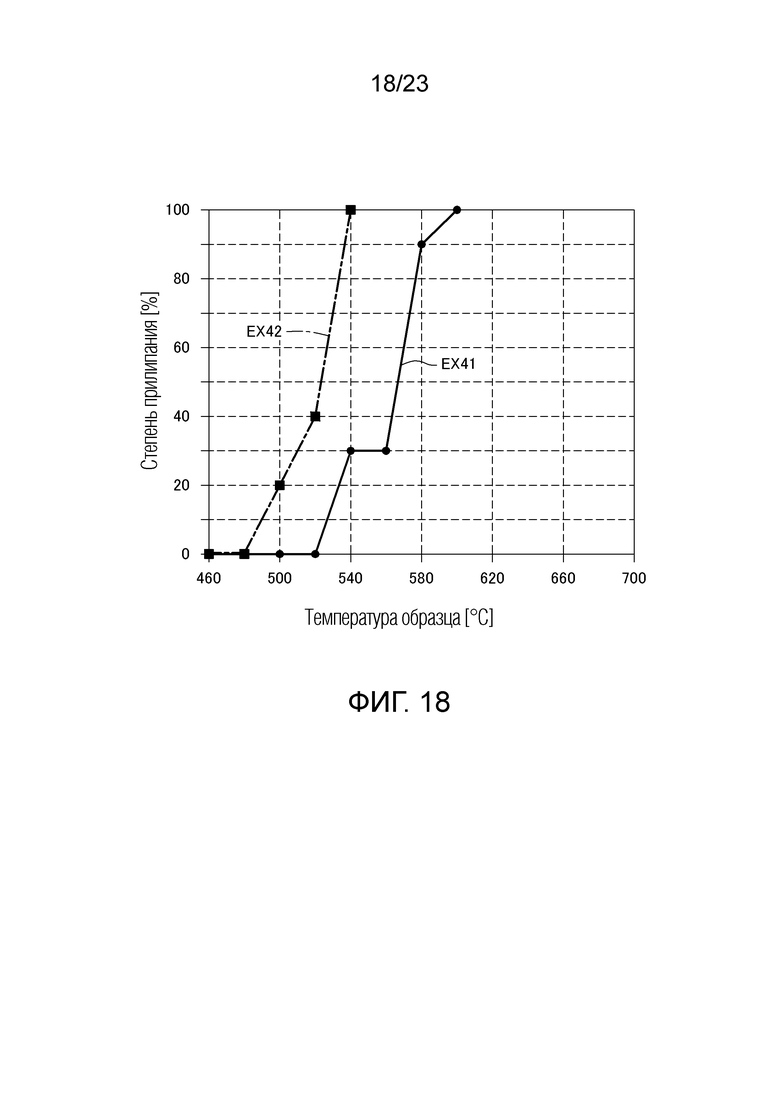
Фиг.18 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для каждого из примеров 41 и 42;
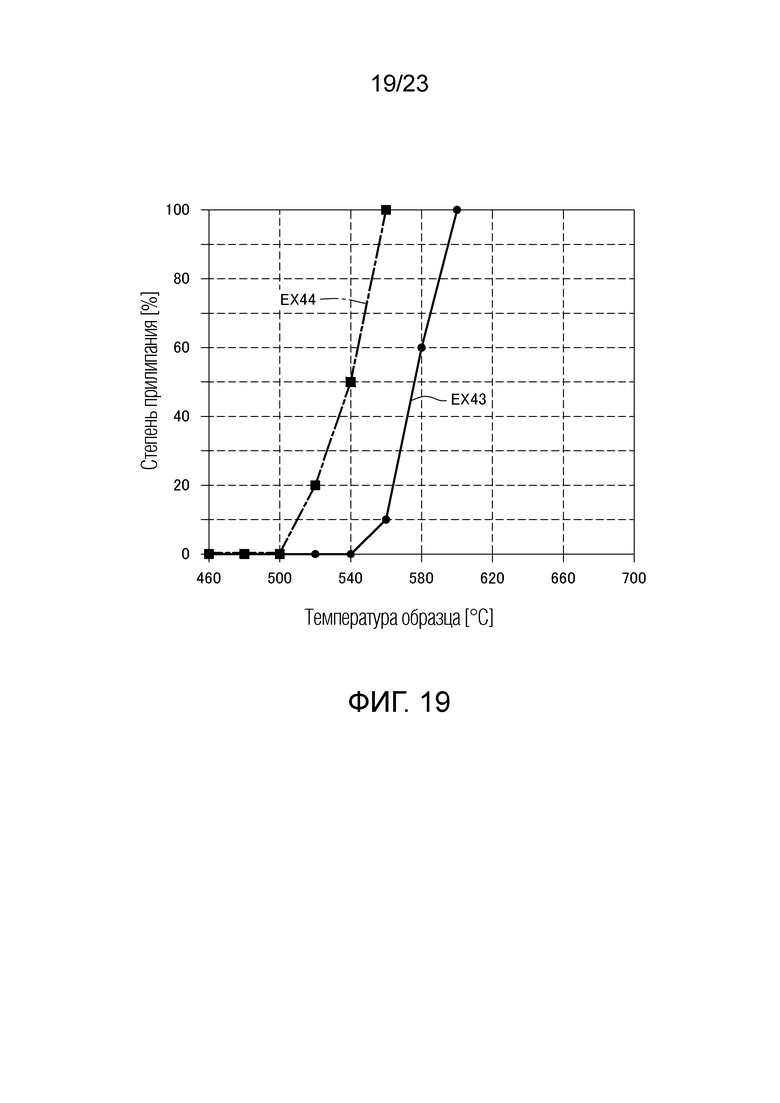
Фиг.19 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для каждого из примеров 43 и 44;
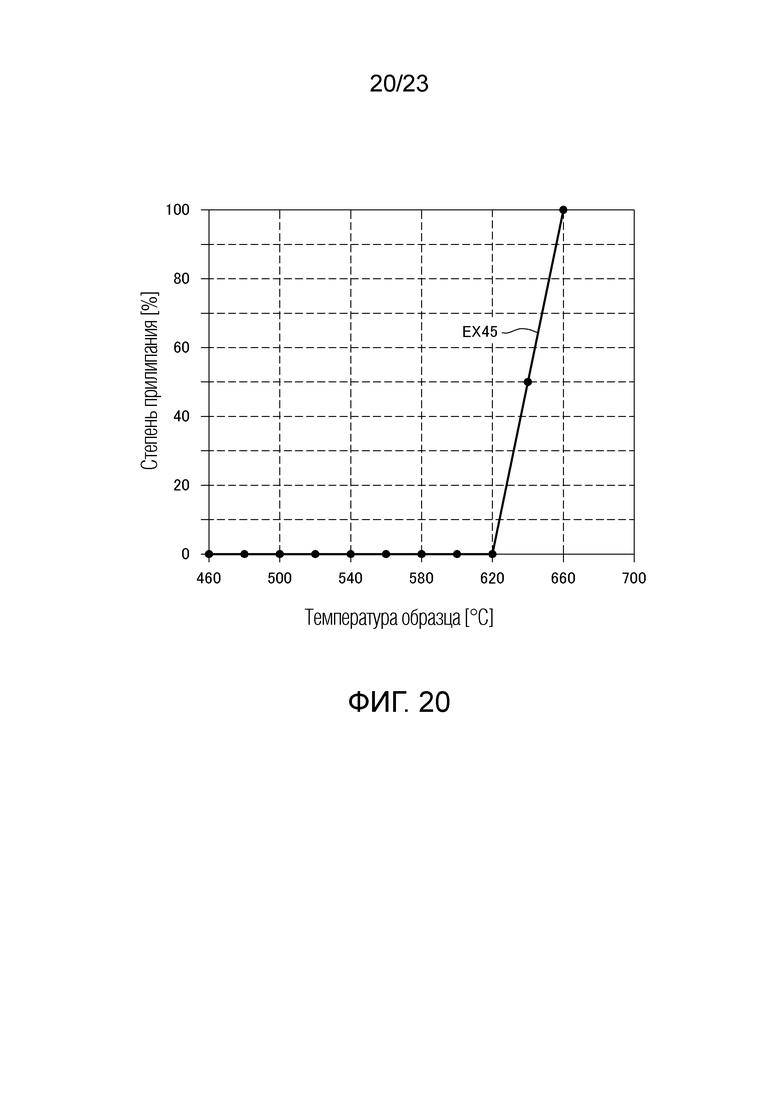
Фиг.20 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для примера 45;
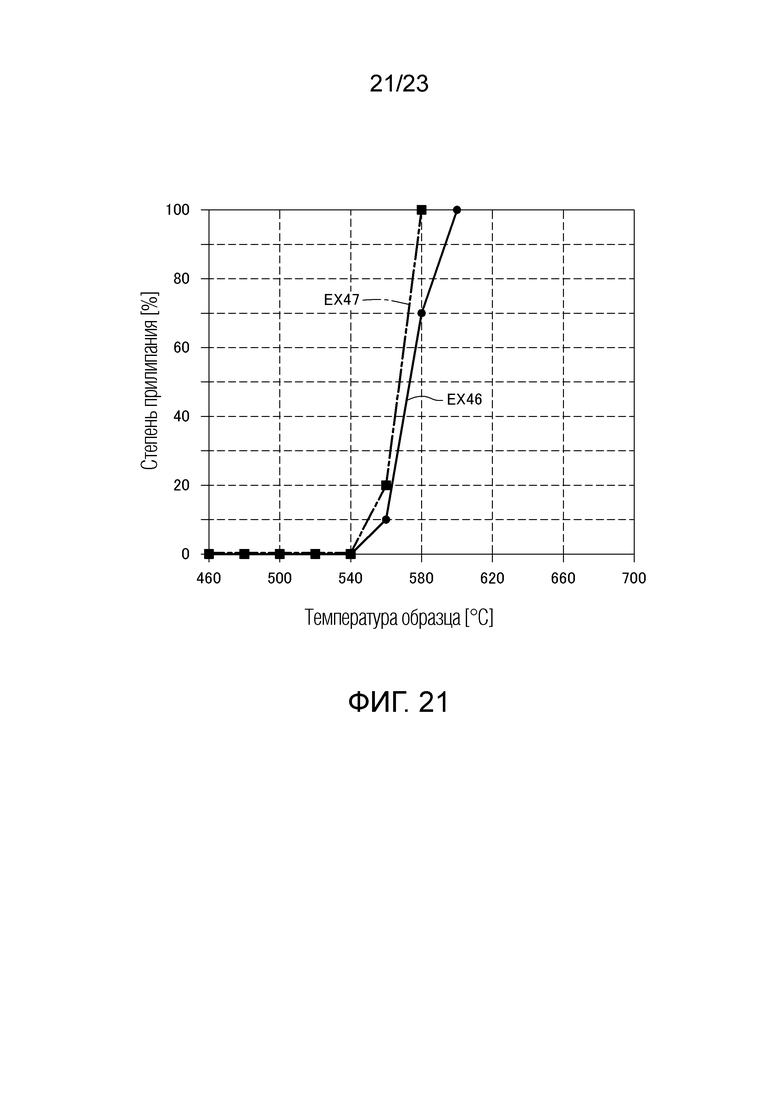
Фиг.21 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для каждого из примеров 46 и 47;
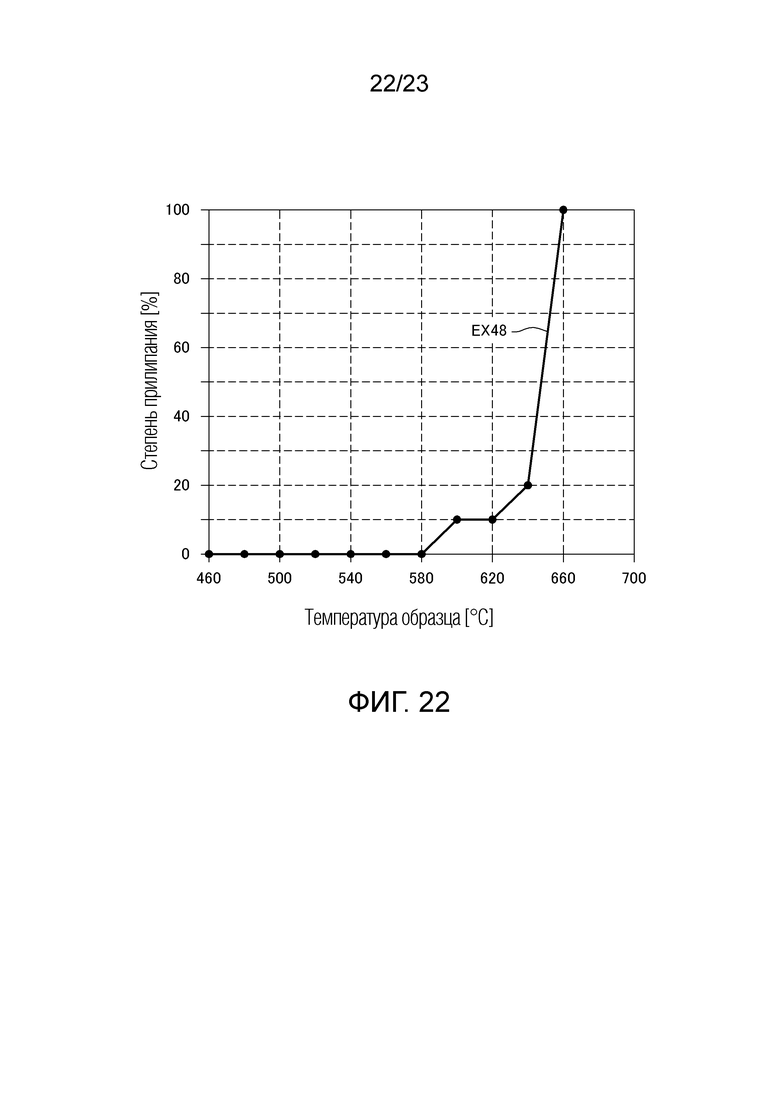
Фиг.22 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для примера 48; и
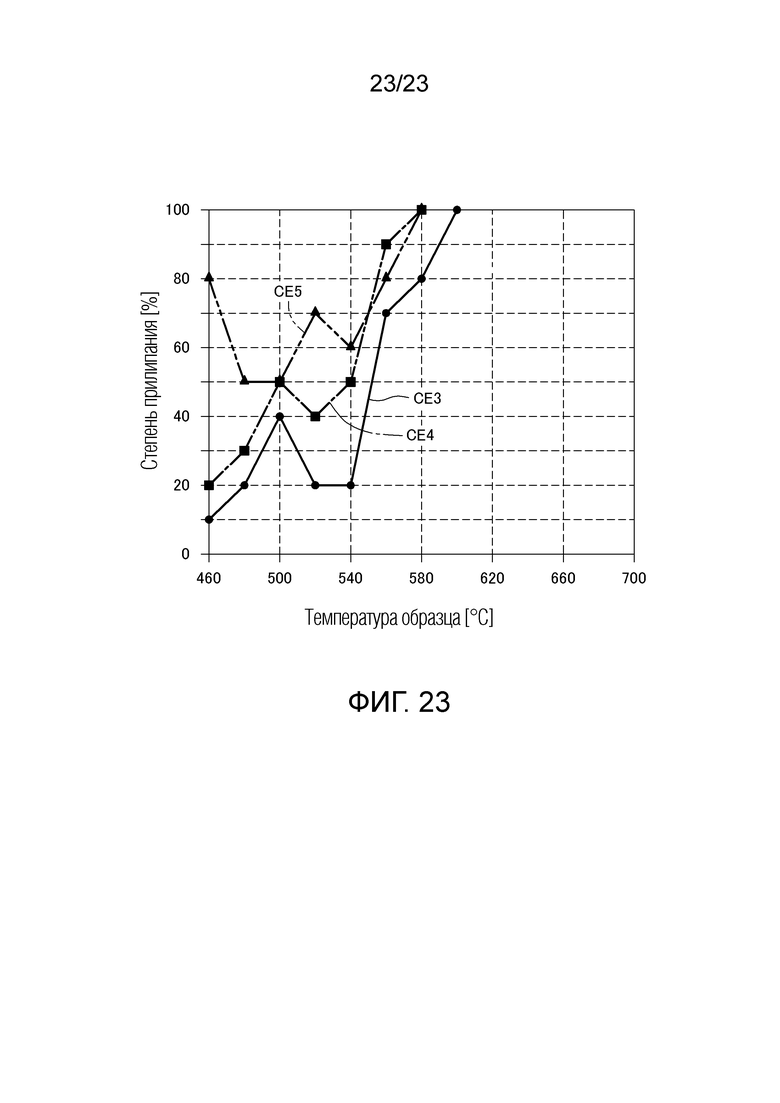
Фиг.23 - график, показывающий степень прилипания капли стекломассы в зависимости от температуры поверхности образца для каждого из сравнительных примеров 3-5.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0011] В основу настоящего изобретения положен обнаруженный авторами изобретения факт, что сплав с определенным химическим составом, содержащий заданное количество B (бора) или не содержащий B, не прилипает к расплавленному стеклу даже при высокой температуре. Настоящее изобретение позволяет улучшить скольжение капли стекломассы по поверхности никелевого самофлюсующегося сплава.
[0012] Механизм, лежащий в основе результатов, полученных авторами изобретения, состоит в следующем: на фиг.3 представлено электронно-микроскопическое изображение поперечного сечения границы раздела, где стекломасса прилегает к предложенному никелевому самофлюсующемуся сплаву (пример 4). Для получения изображения на этой фигуре использовалось устройство для испытания прилипания стекломассы (фиг.2), описанное ниже. В частности, на поверхность каждого образца 20, нагретого до 750°C, наносили каплю стекломассы с температурой 1050°C, а затем образец 20 и стекломассу охлаждали так, чтобы стекло прилипло к поверхности образца 20. После покрытия поверхностей стекла и поверхности образца 20 полимерным материалом этот образец, стекло и полимер разрезали по плоскости, ортогональной к поверхности образца, чтобы открыть поперечное сечение. Затем открытое поперечное сечение подвергали сглаживающей обработке методом ионного травления. Изображение поперечного сечения на фиг.3 показывает, что между оксидной пленкой, образовавшейся на поверхности основного материала никелевого самофлюсующегося сплава, и основным материалом имеется зазор, что позволяет предположить, как схематически показано на фиг.1, что пленку 15 оксида металла, образовавшуюся на поверхности металлического материала 14 никелевого самофлюсующегося сплава по настоящему изобретению, можно легко отделить от основного материала (металлического материала 14) вместе с каплей стекломассы 16. Не придерживаясь какой-либо конкретной теории, предполагается, что оксидная пленка никелевого самофлюсующегося сплава по настоящему изобретению отслаивается легче благодаря металлу групп 4, 5 и 6. Предполагается, что из-за отличия коэффициента теплового расширения от коэффициента теплового расширения никелевого самофлюсующегося сплава при повышении температуры оксидные пленки металлов групп 4, 5 и 6 легко отслаиваются от никелевого самофлюсующегося сплава. Таким образом, как показано на фиг.1(B) и 1(C), пленка 15 оксида металла групп 4, 5 и 6 прилипает к капле стекломассы 16, когда эти пленки входят в контакт с каплей стекломассы 16, и отслаивается от металлического материала 14 (основного материала) никелевого самофлюсующегося сплава. Предполагается, что это улучшает скользкость никелевого самофлюсующегося сплава относительно капли стекломассы. Предполагается, что после отслаивания оксидной пленки оксидная пленка быстро регенерируется; то есть состояние, показанное на фиг.1(C) быстро возвращается к состоянию, показанному на фиг.1 (A), в результате чего никелевый самофлюсующийся сплав может иметь хорошую скользкость относительно капли стекломассы в течение длительного периода времени.
[0013] Общеизвестно, что Ni имеет более низкую адгезию к стеклу, чем другие металлические материалы. Также известно, что никелевый сплав, содержащий В (бор), может иметь высокую адгезию к капле стекломассы; то есть на поверхности металлического материала, содержащего B (бор), снижается степень скольжения капли стекломассы. Не придерживаясь какой-либо конкретной теории, предполагается, что B в никелевом сплаве или B2O3, встречающийся на поверхности никелевого сплава при высоких температурах, улучшает прилипание оксида никелевого сплава к основному металлу, или смесь оксида B и никелевого сплава практически не отслаивается от основного металла, что, предположительно, предотвращает описанное выше явление отслаивания оксидной пленки, в результате чего оксидная пленка прочно прилегает к поверхности никелевого сплава, ухудшая скольжение капли стекломассы по никелевому сплаву.
[0014] В соответствии с настоящим вариантом осуществления никелевый самофлюсующийся сплав, используемый в конструктивном элементе для стекольного производства для формования стекла с вязкостью logη от 3 до 14,6, содержит B (бор) в количестве от 0 до 1,5 процентов по массе, твердые частицы и Si (кремний). Конструктивный элемент для стекольного производства представляет собой конструктивный элемент для формования стекла и конструктивный элемент для транспортировки стекла. Выражение "logη" означает натуральный логарифм. Количество каждого из компонентов, содержащихся в самофлюсующемся никелевом сплаве согласно данному варианту осуществления, предпочтительно находится в пределах, описанных ниже. Примеры такого типа стекла включают в себя натриево-кальциевое стекло и боросиликатное стекло, свинцовое стекло. Конструктивный элемент для стекольного производства может быть конструктивным элементом для транспортировки или формования стекла при температуре от 400 до 1400°C.
[0015] Согласно данному варианту осуществления никелевый самофлюсующийся сплав содержит B (бор) в количестве от 0 до менее 1,5 процентов по массе. Этот никелевый самофлюсующийся сплав может содержать B (бор) в количестве от 0 до 1,1 процента по массе, предпочтительно от 0 до менее 1,0 процента по массе, более предпочтительно от 0 до менее 1,0 процента по массе, более предпочтительно от 0 до менее 0,75 процента по массе, и наиболее предпочтительно от 0 до менее 0,5 процента по массе. Кроме того, никелевый самофлюсующийся сплав может содержать B (бор) в количестве от более 0 процентов до менее 1,0 процента по массе, предпочтительно от более 0 процентов до менее 0,75 процента по массе, наиболее предпочтительно от более 0 процентов до менее 0,5 процентов по массе. В другом варианте никелевый самофлюсующийся сплав не содержит B (бор).
[0016] Никелевый самофлюсующийся сплав может содержать Si (кремний) предпочтительно в количестве от 0 до 10 процентов по массе, более предпочтительно от 1,0 до 7,5 процентов по массе.
[0017] B и Si являются флюсующими компонентами, и свойство самофлюсования никелевого сплава возрастает с увеличением количества этих компонентов. B и Si образуют оксидные пленки B2O3 и SiO2 на поверхности никелевого самофлюсующегося сплава. Как сказано выше, B2O3 может быть одним из факторов повышения прилипания к расплавленному стеклу. Следовательно, в данном варианте осуществления более предпочтительным является никелевый самофлюсующийся сплав, содержащий меньшее количество B.
[0018] Никелевый самофлюсующийся сплав согласно данному варианту осуществления содержит твердые частицы для повышения износостойкости. Примеры твердых частиц включают в себя карбиды, нитриды, оксиды и керметы (т.е. композитные материалы, состоящие из карбидов, нитридов или оксидов в сочетании с металлическими материалами). Никелевый самофлюсующийся сплав согласно данному варианту осуществления содержит по меньшей мере одно из карбида, нитрида, оксида и кермета. Этот никелевый самофлюсующийся сплав содержит твердые частицы в количестве от 0 процентов до 50 процентов по массе, предпочтительно от 5 процентов до 50 процентов по массе, более предпочтительно от 5 процентов до 30 процентов по массе. Никелевый самофлюсующийся сплав, содержащий слишком малое количество твердых частиц, не обладает достаточной износостойкостью и быстро приходит в негодность. При содержании слишком большого количества твердых частиц никелевый самофлюсующийся сплав будет трудно обрабатывать для получения конструктивного элемента (элементов).
[0019] Карбиды в качестве твердых частиц включают в себя любой из элементов групп 4, 5 и 6 (периодической таблицы элементов). Примеры таких карбидов включают в себя: TiC (карбиды титана); ZrC (карбиды циркония); HfC (карбиды гафния); VC или V2C (карбиды ванадия); NbC (карбиды ниобия); TaC (карбиды тантала); Cr3C2, Cr7C3 или Cr23C6 (карбиды хрома); Mo2C (карбиды молибдена) и WC или W2C (карбиды вольфрама).
[0020] Карбиды в качестве твердых частиц могут включать в себя карбид кремния.
[0021] Оксиды в качестве твердых частиц могут включать в себя по меньшей мере один оксид, выбранный из оксидов металлов лантаноидов. Этот по меньшей мере один оксид, выбранный из оксидов металлов лантаноидов, предпочтительно представляет собой оксид церия.
[0022] Кермет может представлять собой карбид любого из элементов групп 4, 5 и 6. Предпочтительным, но без ограничения, является кермет, представляющий собой композиционный материал, состоящий из карбида и металлического материала, WC (WC-12% Co), содержащий 12% по массе Co (кобальт) в качестве связующего.
[0023] Твердые частицы диспергированы в основном материале, самофлюсующемся никелевом сплаве, повышая износостойкость сплава, то есть конструктивный элемент для стекольного производства, в котором используется никелевый самофлюсующийся сплав, имеет длительный срок службы.
[0024] Никелевый самофлюсующийся сплав может содержать по меньшей мере один металл, выбранный из элементов группы 15, предпочтительно в количестве от 0 до 15 процентов по массе. Этим по меньшей мере одним металлом, выбранным из элементов группы 15, предпочтительно является P (фосфор).
[0025] Никелевый самофлюсующийся сплав согласно данному варианту осуществления может содержать P (фосфор) в количестве от 0 до 5 процентов по массе, предпочтительно от 0,5 до 4 процентов по массе.
[0026] Никелевый самофлюсующийся сплав согласно данному варианту осуществления может содержать по меньшей мере один металл, выбранный из элементов групп 4, 5 и 6, в количестве от 0 до 30 процентов по массе, предпочтительно от 2,5 до 30 процентов по массе. Этим по меньшей мере одним металлом, выбранным из элементов групп 4, 5 и 6, предпочтительно является Cr (хром), и количество Cr (хрома) предпочтительно находится в интервале от 2,5 до 30 процентов по массе.
[0027] Никелевый самофлюсующийся сплав согласно данному варианту осуществления может содержать по меньшей мере один металл, выбранный из элементов группы 3, предпочтительно в количестве от 0 до 10 процентов по массе. Этим по меньшей мере одним металлом, выбранным из элементов группы 3, предпочтительно является Y (иттрий).
[0028] Никелевый самофлюсующийся сплав согласно данному варианту осуществления может содержать по меньшей мере один металл, выбранный из элементов группы 7, предпочтительно в количестве от 0 до 10 процентов по массе. Этим по меньшей мере одним металлом, выбранным из элементов 7-й группы, предпочтительно является Mn (марганец) или Re (рений).
[0029] Никелевый самофлюсующийся сплав согласно данному варианту осуществления может содержать по меньшей мере один металл, выбранный из элементов группы 8, предпочтительно в количестве от 0 до 30 процентов по массе. Этим по меньшей мере одним металлом, выбранным из элементов группы 8, предпочтительно является Fe (железо).
[0030] Никелевый самофлюсующийся сплав согласно данному варианту осуществления может содержать по меньшей мере один металл, выбранный из элементов группы 11, предпочтительно в количестве от 0 до 10 процентов по массе. Этим по меньшей мере одним металлом, выбранным из элементов группы 11, предпочтительно является Cu (медь) или Ag (серебро).
[0031] Никелевый самофлюсующийся сплав согласно данному варианту осуществления может содержать в качестве остального никель в количестве от 3,5 до 97,5 процентов по массе и другие случайные технологические примеси в небольшом количестве.
[0032] Металлические компоненты, отличные от твердых частиц никелевого самофлюсующегося сплава согласно данному варианту осуществления, могут быть получены с помощью любой схемы приготовления, при условии, что полученный сплав имеет состав в пределах предписанного объема. Например, никелевый самофлюсующийся сплав может быть получен путем плавления и смешивания металлов, содержащих основные компоненты и неорганическое соединение (соединения), а затем их отверждения для получения сплава, или только путем смешивания мелких частиц металлов, содержащих основные компоненты, с частицами неорганического соединения (соединений).
[0033] Примеры способов изготовления конструктивных элементов для стекольного производства, в которых используется предложенный никелевый самофлюсующийся сплав, включают в себя, но не ограничиваются ими, спекание или литье.
[0034] Один из примеров способа нанесения никелевого самофлюсующегося сплава только на контактную часть, которая должна контактировать со стекломассой, формы и/или конструктивного элемента для транспортировки капли стекломассы, изготовленных из металла, такого как железо, заключается в том, что на контактной части формируют пленку из никелевого самофлюсующегося сплава методом термического напыления, гальванического покрытия, плакирования, многослойного формования, сварки или любого другого подходящего метода. Кроме того, в этом способе после формирования пленки можно дополнительно обработать пленку плавлением (переплавом), чтобы тем самым закрыть поры в пленке и улучшить адгезию между пленкой и основным материалом.
[0035] Далее будут описаны примеры конструктивных элементов для стекольного производства. Как показано на фиг.4, примеры конструктивных элементов для стекольного производства включают в себя форму 42 для формования стеклянной бутылки, используемую для формования стеклянных бутылок из стекломассы, и конструктивный элемент 44 для транспортировки капли стекломассы, подаваемой из резервуара 43 для стекломассы, в форму 42. Форма 42 включает в себя черновую форму для формования заготовки из стекломассы, перегородку, форму для горловины, пуансон и чистовую форму для формования стеклянной бутылки из заготовки. Конструктивный элемент 44 для транспортировки капли стекломассы включает в себя воронку, желоб и другие части для транспортировки капли стекломассы в черновую форму. Конструктивный элемент 44 для транспортировки капли стекломассы включает в себя совок 44A, желоб 44B и дефлектор 44C. При изготовлении формы 42 и элемента 44 для транспортировки капли стекломассы каждый из них может быть сформирован полностью из никелевого самофлюсующегося сплава, или пленкой никелевого самофлюсующегося сплава может быть покрыта только контактная часть каждого конструктивного элемента, которая должна контактировать с каплей стекломассы.
[0036] В описанных выше вариантах реализации никелевый самофлюсующийся сплав имеет такие характеристики, что если сформировать из никелевого самофлюсующегося сплава пластинку, нагреть ее до 480°C и разместить под углом 70 градусов к горизонтали, и капнуть 0,3 г стекломассы, нагретой до 1000°C, на эту нагретую пластинку никелевого самофлюсующегося сплава, то стекломасса соскользнет вниз, не прилипнув к пластинке никелевого самофлюсующегося сплава.
[0037] Таким образом, согласно описанным выше вариантам осуществления может быть получен никелевый самофлюсующийся сплав, который не прилипает к капле стекломассы даже при высокой температуре. Кроме того, благодаря нанесению никелевого самофлюсующегося сплава на различные конструктивные элементы для формования стекла можно получить различные конструктивные элементы для стекольного производства, имеющие лучшую скользкость по отношению к стекломассе и не прилипающие к стекломассе или плоскому стеклу. Примеры таких конструктивных элементов для стекольного производства включают в себя пресс-формы, формовочные ролики, передающие ролики и передающие формы, а также зажимные приспособления, которые контактируют со стеклом.
[0038] [Примеры]
(Устройство для испытания прилипания стекломассы)
Далее будет описано устройство 21 для испытания прилипания стекломассы (фиг.2), предназначенное для оценки прилипания (сцепляемости) между стекломассой и металлом. Использованное в примерах устройство представляло собой испытательное устройство 21, содержащее держатель 23 стеклянного стержня для поддержки стеклянного стержня 22, устройство 24 для нагрева стеклянного стержня, предназначенное для нагрева нижнего конца стеклянного стержня 22, держатель 26 образца, предназначенный для поддержки образца 20 под заданным углом под устройством 24 для нагрева стеклянного стержня, и устройство 27 для нагрева образца 20.
[0039] Образец 20 размещали под углом 70 градусов к горизонтали, чтобы его центральная часть находилась ниже центральной точки А прямоугольной опорной рамки 28 горелки на расстоянии 100 мм. Кроме того, устройство 27 для нагрева образца представляло собой металлическую пластинку, снабженную нагревателем 30 и термопарой 31, соединенными с терморегулятором 32.
[0040] Устройство 24 для нагрева стеклянного стержня содержало прямоугольную рамку 28 и четыре горелки 29, поддерживаемые рамой 28. Горелки 29 поддерживались рамкой 28 таким образом, что их отверстия для впрыска были обращены внутрь рамки 28, а соответствующие оси впрыска пересекались в центральной точке А рамки 28. Горелки 29 были отрегулированы так, чтобы соответствующие языки пламени, выбрасываемые из горелок 29, пересекались в центральной точке А рамки 28.
[0041] (Стеклянный стержень)
Стеклянный стержень 22 был изготовлен из стекла, имеющего следующий состав: SiO2 в количестве 69% по массе; Al2O3 в количестве 1,7% по массе; Fe2O3 в количестве 0,06% по массе; Na2O в количестве 8,5% по массе; K2O в количестве 4,9% по массе; MgO в количестве 2,2% по массе; CaO в количестве 4,0% по массе; SrO в количестве 6,0% по массе; BaO в количестве 3,2% по массе; Sb2O3 в количестве 0,3% по массе; P2O5 в количестве 0,2% по массе; TiO2 в количестве 0,03% по массе; Cl в количестве 0,03% по массе; SO3 в количестве 0,03% по массе; и ZrO2 в количестве 0,1% по массе. Диаметр стеклянного стержня был 4 мм.
[0042] (Метод испытания)
После подтверждения заданного уровня температуры поверхности образца 20 путем измерения датчиком температуры (Anritsu Meter Co., Ltd., Static surface temperature sensor, Model A series) нижний конец стеклянного стержня 22 располагали в центральной точке А рамки 28 и нагревали пламенем, выходящим из горелок 29. Нижний конец нагретого стеклянного стержня расплавлялся в форме шарика и естественным образом капали на образец 20. Температуру стеклянной капли во время падения на образец измеряли с помощью термографии (Shinano Kenshi Co., Ltd., PLEXLOGGER PL3).
[0043] (Метод измерения степени прилипания)
В этом испытании капля стекла, упавшая на образец 20, прилипает к образцу 20 или падает вниз, не прилипнув к нему. Когда температура стеклянной капли во время падения на образец 20 находилась в интервале 1000 (±20)°C, определяли, прилипла ли стеклянная капля к поверхности образца 20 или упала вниз, не прилипнув к нему; т.е. определяли результат теста как "прилила" или "не прилипла". Это испытание выполняли 10 раз при определенной температуре поверхности образца 20, и степень прилипания (%) рассчитывали как отношение количества результатов "прилипла" ко всем результатам 10 испытаний. Если температура капли стекла, упавшей на образец, не попадала в заданный интервал, результат определения не засчитывался в качестве результата испытания степени прилипания.
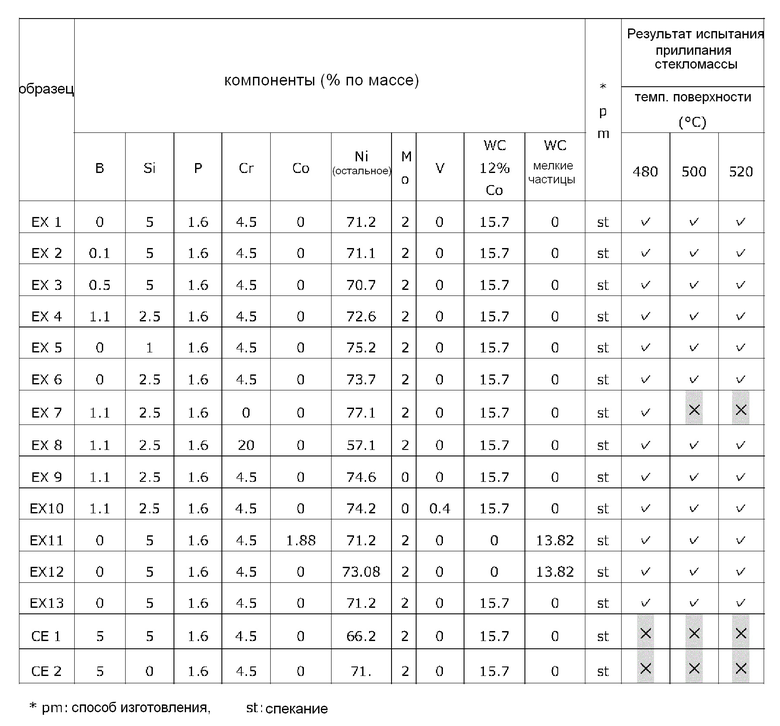
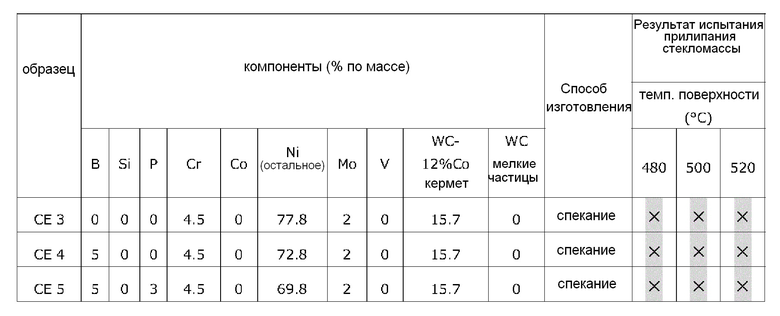
[0044] Образцы примеров 1-48 и сравнительных примеров 1-5 были приготовлены способами, описанными ниже, и оценивались их адгезивные свойства. В таблицах 1-15 показаны составы (соотношения компонентов), способы изготовления и результаты испытаний прилипания для примеров 1-48 и сравнительных примеров 1-5.
[0045] Таблица 1: Компоненты, способ изготовления, результаты испытаний самофлюсующихся сплавов по примерам 1-13 и сравнительным примерам 1-2
[0046] Таблица 2: Компоненты, способ изготовления, результаты испытаний самофлюсующихся сплавов по примерам 14-16

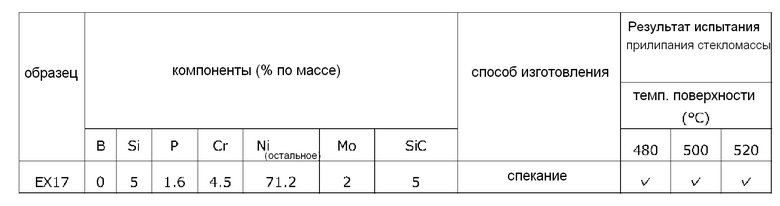
[0047] Таблица 3: Компоненты, способ изготовления, результаты испытаний самофлюсующегося сплава по примеру 17
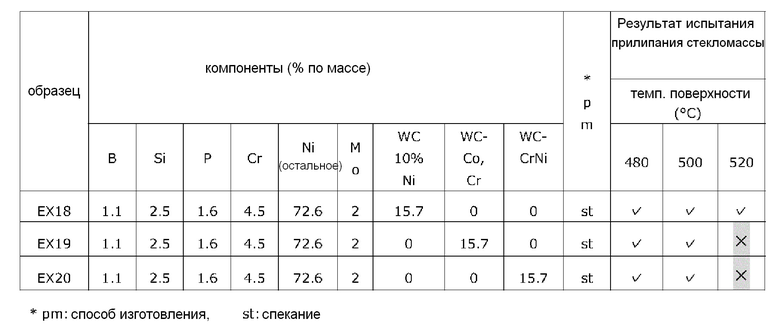
[0048] Таблица 4: Компоненты, способ изготовления, результаты испытаний самофлюсующихся сплавов по примерам 18-20
[0049] Таблица 5: Компоненты, способ изготовления, результаты испытаний самофлюсующихся сплавов по примерам 21-23

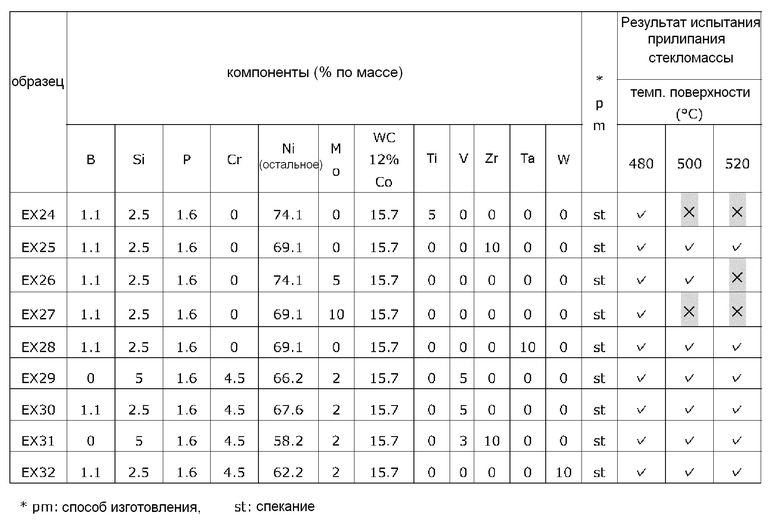
[0050] Таблица 6: Компоненты, способ изготовления, результаты испытаний самофлюсующихся сплавов по примерам 24-32
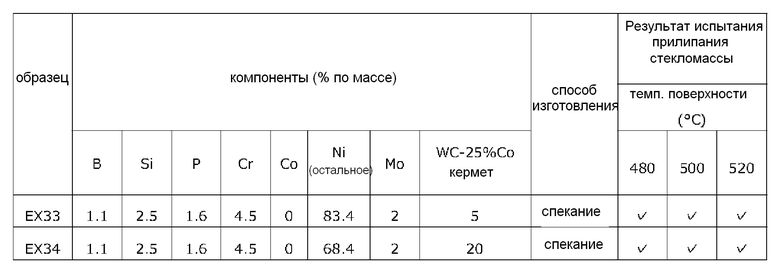
[0051] Таблица 7: Компоненты, способ изготовления, результаты испытаний самофлюсующихся сплавов по примерам 33-34
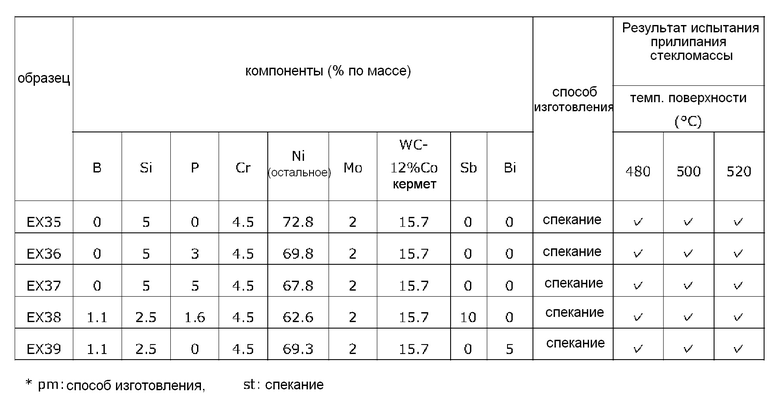
[0052] Таблица 8: Компоненты, способ изготовления, результаты испытаний самофлюсующихся сплавов по примерам 35-39
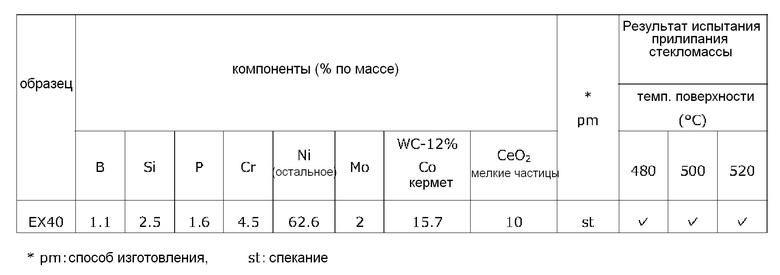
[0053] Таблица 9: Компоненты, способ изготовления, результаты испытаний самофлюсующегося сплава по примеру 40
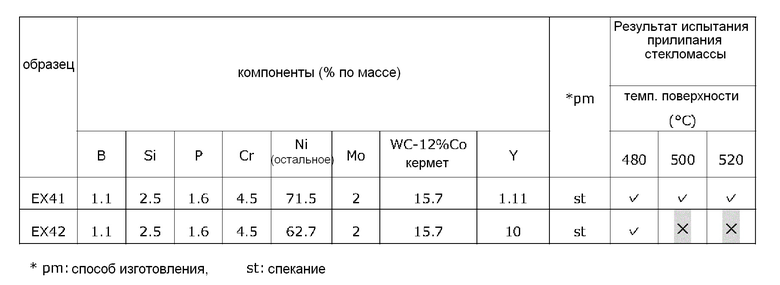
[0054] Таблица 10: Компоненты, способ изготовления, результаты испытаний самофлюсующихся сплавов по примерам 41-42
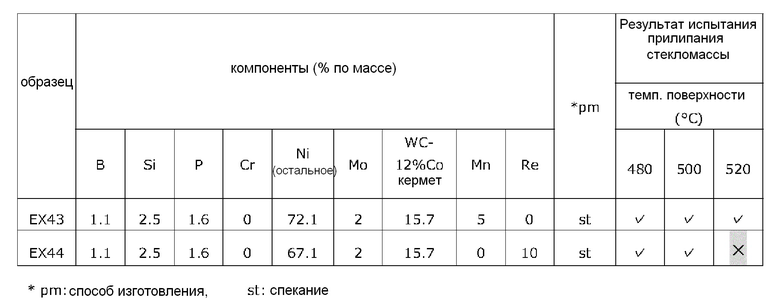
[0055] Таблица 11: Компоненты, способ изготовления, результаты испытаний самофлюсующихся сплавов по примерам 43-44
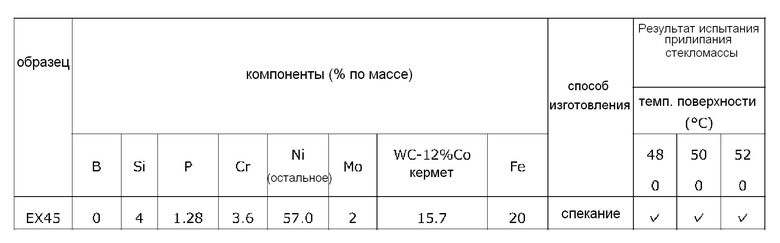
[0056] Таблица 12: Компоненты, способ изготовления, результаты испытаний самофлюсующегося сплава по примеру 45
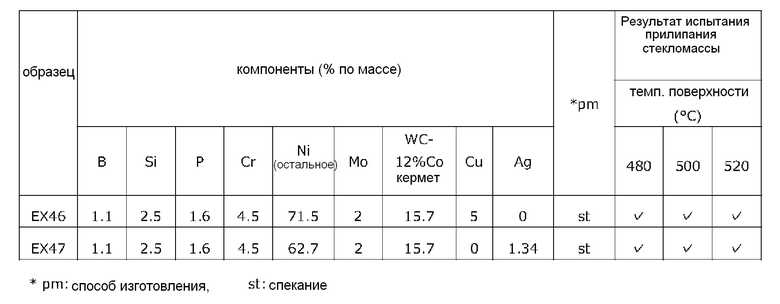
[0057] Таблица 13: Компоненты, способ изготовления, результаты испытаний самофлюсующихся сплавов по примерам 46-47
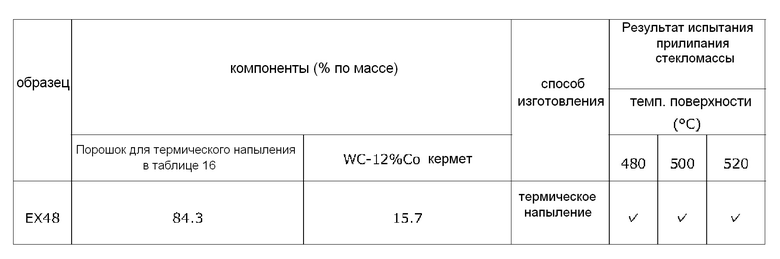
[0058] Таблица 14: Компоненты, способ изготовления, результаты испытаний самофлюсующегося сплава по примеру 48
[0059] Таблица 15: Компоненты, способ изготовления, результаты испытаний самофлюсующихся сплавов по сравнительным примерам 3-5
[0060] (Пример 1)
Сырьевые материалы никелевого сплава, включающие в себя Si с размером частиц (диаметром частиц) 105 мкм или меньше, Ni2P с размером частиц 150 мкм или меньше, Cr с размером частиц 63 мкм или меньше, остальное Ni с размер частиц 2-3 мкм, и порошок Мо с размером частиц около 1,5 мкм или менее (оба производства компании Kojundo Chemical Lab. Co., Ltd.), и WC-12% Co с размером частиц 15-45 мкм (Eutectic Japan Ltd.) в качестве твердых частиц, перемешивали в соотношениях, показанных в таблице 1 для получения сплава. После изготовления пластинки сплава методом импульсного спекания под напряжением эту пластинку далее обрабатывали для получения пластинки шириной 3 см, глубиной 4 см и толщиной 3 мм и с шероховатостью поверхности (средней арифметической шероховатостью Ra) около 1 мкм или менее. После этого проводилось оценочное испытание прилипания стекломассы с использованием полученной пластинки в качестве образца 20.
[0061] (Пример 2)
Оценочное испытание выполнялось так же, как в примере 1, за исключением того, что был добавлен B (бор) с размером частиц 45 мкм или менее в количестве 0,1% по массе в качестве исходного материала никелевого сплава при изготовлении образца.
[0062] (Пример 3)
Оценочное испытание выполнялось так же, как в примере 2, за исключением того, что при изготовлении образца количество B (бор) составляло 0,5% по массе.
[0063] (Пример 4)
Оценочное испытание выполнялось так же, как в примере 2, за исключением того, что при изготовлении образца количество B (бор) составляло 1,1% по массе, а количество Si (кремния) составляло 2,5% по массе.
[0064] (Пример 5)
Оценочное испытание выполнялось так же, как в примере 1, за исключением того, что при изготовлении образца количество Si (кремния) составляло 1,0% по массе.
[0065] (Пример 6)
Оценочное испытание выполнялось так же, как в примере 1, за исключением того, что при изготовлении образца количество Si (кремния) составляло 2,5% по массе.
[0066] (Пример 7)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что при изготовлении образца Cr не добавлялся в качестве исходного материала никелевого сплава.
[0067] (Пример 8)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что добавлялся Cr в количестве 20% по массе при изготовлении образца.
[0068] (Пример 9)
Оценочное испытание выполнялось так же, как и в примере 4, за исключением того, что Мо не добавлялся в качестве исходного материала никелевого сплава при изготовлении образца.
[0069] (Пример 10)
Оценочное испытание выполнялось так же, как в примере 9, за исключением того, что дополнительно добавлялся V (ванадий) с размером частиц 150 мкм или менее (Kojundo Chemical Lab. Co., Ltd.) в количестве 0,4% по массе в качестве сырья никелевого сплава при изготовлении образца.
[0070] (Пример 11)
Оценочное испытание выполнялось так же, как в примере 1, за исключением того, что WC-12% Co не добавлялся в качестве исходного материала никелевого сплава при изготовлении образца, а добавлялись WC с размером частиц около 5 мкм и Co с размером частиц около 5 мкм (оба производства компании Kojundo Chemical Lab. Co., Ltd.) в пропорциях, показанных в таблице 1.
[0071] (Пример 12)
Оценочное испытание выполнялось так же, как в примере 11, за исключением того, что Со не добавлялся в качестве исходного материала никелевого сплава при изготовлении образца.
[0072] (Пример 13)
После того, как исходные материалы сплава перемешивались в тех же соотношениях, что и в примере 1, и была изготовлена металлическая пластинка путем литья, эту металлическую пластинку затем дополнительно обработали для получения пластинки шириной 3 см, глубиной 4 см и толщиной 3 мм, имеющей шероховатость поверхности (среднюю арифметическую Ra) около 1 мкм или менее. На полученной пластинке был выполнено оценочное испытание.
[0073] (Пример 14)
Оценочное испытание выполнялось так же, как в примере 12, за исключением того, что при изготовлении образца мелкодисперсные частицы карбида WC не добавлялись, а добавлялся CrC (карбид хрома) с размером частиц 45 мкм или менее (Kojundo Chemical Lab. Co., Ltd.) в количестве 15,7% по массе в качестве исходного материала никелевого сплава.
[0074] (Пример 15)
Оценочное испытание выполнялось так же, как в примере 12, за исключением того, что при изготовлении образца мелкодисперсные частицы карбида WC не добавлялись, а добавлялся VC (карбид ванадия) с размером частиц 10 мкм или менее (Kojundo Chemical Lab. Co., Ltd.) в количестве 15,7% по массе в качестве сырья никелевого сплава на основе никеля.
[0075] (Пример 16)
Оценочное испытание выполнялось так же, как в примере 12, за исключением того, что WC-12% Со не добавлялся, а добавлялся ZrC (карбид циркония) с размером частиц 10 мкм или менее (Kojundo Chemical Lab. Co., Ltd.) в количестве 15,7% по массе в качестве исходного материала никелевого сплава при изготовлении образца.
[0076] (Пример 17)
Оценочное испытание выполнялось так же, как в примере 12, за исключением того, что WC-12% Со не добавлялся, а добавлялся ZrC (карбид циркония) с размером частиц 10 мкм или менее (Kojundo Chemical Lab. Co., Ltd.) в количестве 15,7% по массе в качестве исходного материала никелевого сплава при изготовлении образца.
[0077] (Пример 18)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что WC-12% Co не добавлялся, а добавлялся WC-10% Ni с размером частиц 45 мкм или менее (Eutectic Japan Ltd.) в количестве 15,7% по массе в качестве исходного материала никелевого сплава при изготовлении образца.
[0078] (Пример 19)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что WC-12% Co не добавлялся, а добавлялся WC-10% Co с размером частиц 45 мкм или менее (Eutectic Japan Ltd.) в количестве 15,7% по массе в качестве исходного материала никелевого сплава при изготовлении образца.
[0079] (Пример 20)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что WC-12% Co не добавлялся, а добавлялся WC-20% Cr7% Ni с размером частиц 45 мкм или менее (Eutectic Japan Ltd.) в количестве 15,7% по массе в качестве сырья для никелевого сплава при изготовлении образца.
[0080] (Пример 21)
Оценочное испытание выполнялось так же, как в примере 1, за исключением того, что WC-12% Co не добавлялся, а добавлялся CrC-20% Ni5% Cr с размером частиц 45 мкм или менее (Eutectic Japan Ltd.) в количестве 6,7% по массе в качестве сырья для никелевого сплава при изготовлении образца.
[0081] (Пример 22)
Оценочное испытание выполнялось так же, как в примере 21, за исключением того, что при изготовлении образца количество CrC-20%Ni5%Cr составляло 15,7% по массе.
[0082] (Пример 23)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что WC-12%Co не добавлялся, а добавлялся CrC-20% Ni5% Cr с размером частиц 45 мкм или меньше в количестве 15,7% по массе в качестве сырья никелевого сплава при изготовлении образца.
[0083] (Пример 24)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что Cr и Mo не добавлялись, а добавлялся Ti (титан) с размером частиц 45 мкм или менее (Kojundo Chemical Lab. Co., Ltd.) в количестве 5% по массе в качестве сырья никелевого сплава при изготовлении образца.
[0084] (Пример 25)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что Cr и Mo не добавлялись, а добавлялся Zr (цирконий) с размером частиц 45 мкм или менее (Kojundo Chemical Lab. Co., Ltd.) в количестве 10% по массе в качестве сырья никелевого сплава при изготовлении образца.
[0085] (Пример 26)
Оценочное испытание выполнялось так же, как в примере 7, за исключением того, что при изготовлении образца количество Мо составляло 5% по массе.
[0086] (Пример 27)
Оценочное испытание выполнялось так же, как в примере 7, за исключением того, что при изготовлении образца количество Мо составляло 10% по массе.
[0087] (Пример 28)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что Cr и Mo не добавлялись, а добавлялся Ta (тантал) с размером частиц 45 мкм или менее (Kojundo Chemical Lab. Co., Ltd.) в количестве 10% по массе в качестве сырья никелевого сплава при изготовлении образца.
[0088] (Пример 29)
Оценочное испытание выполнялось так же, как в примере 1, за исключением того, что дополнительно добавлялся V (ванадий) в количестве 5% по массе в качестве исходного материала никелевого сплава при изготовлении образца.
[0089] (Пример 30)
Оценочное испытание выполнялось так же, как в примере 10, за исключением того, что при изготовлении образца количество V составляло 5% по массе.
[0090] (Пример 31)
Оценочное испытание выполнялось так же, как в примере 1, за исключением того, что дополнительно добавлялись V и Zn в количествах 3% по массе и 10% по массе, соответственно, в качестве исходных материалов никелевого сплава при изготовлении образца.
[0091] (Пример 32)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что Cr и Mo не добавлялись, а добавлялся W (вольфрам) (Kojundo Chemical Lab. Co., Ltd.) в количестве 10% по массе в качестве сырья никелевого сплава при изготовлении образца.
[0092] (Пример 33)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что при изготовлении образца количество WC-12% Co составляло 5% по массе.
[0093] (Пример 34)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что при изготовлении образца количество WC-12% Co составляло 20% по массе.
[0094] (Пример 35)
Оценочное испытание выполнялось так же, как в примере 1, за исключением того, что P не добавлялся в качестве исходного материала никелевого сплава при изготовлении образца.
[0095] (Пример 36)
Оценочное испытание выполнялось так же, как в примере 1, за исключением того, что при изготовлении образца количество P составляло 3% по массе.
[0096] (Пример 37)
Оценочное испытание выполнялось так же, как в примере 1, за исключением того, что при изготовлении образца количество P составляло 5% по массе.
[0097] (Пример 38)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что дополнительно добавлялась Sb (сурьма) с размером частиц 150 мкм или менее (Kojundo Chemical Lab. Co., Ltd.) в количестве 10% по массе в качестве сырья никелевого сплава при изготовлении образца.
[0098] (Пример 39)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что P не добавлялся, а дополнительно добавлялся Bi (висмут) с размером частиц 150 мкм или менее (Kojundo Chemical Lab. Co., Ltd.) в количестве 5% по массе в качестве сырья никелевого сплава при изготовлении образца.
[0099] (Пример 40)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что дополнительно добавлялся оксид церия в количестве 10% по массе в качестве исходного материала никелевого сплава при изготовлении образца.
[0100] (Пример 41)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что дополнительно добавлялся Y (иттрий) с размером частиц 150 мкм или менее (Kojundo Chemical Lab. Co., Ltd.) в количестве 1,11% по массе в качестве сырья никелевого сплава при изготовлении образца.
[0101] (Пример 42)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что дополнительно добавлялся Y (иттрий) в количестве 10% по массе в качестве исходного материала никелевого сплава при изготовлении образца.
[0102] (Пример 43)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что дополнительно добавлялся Mn (марганец) со средним размером частиц 50 мкм или менее (Kojundo Chemical Lab. Co., Ltd.) в количестве 5% по массе в качестве сырья никелевого сплава при изготовлении образца.
[0103] (Пример 44)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что дополнительно добавлялся Re (рений) с размером частиц 45 мкм или менее (Kojundo Chemical Lab. Co., Ltd.) в количестве 10% по массе в качестве сырья никелевого сплава при изготовлении образца.
[0104] (Пример 45)
Оценочное испытание выполнялось так же, как в примере 1, за исключением того, что при изготовлении образца исходные материалы никелевого сплава, содержащие Si, Ni2P, Cr, остальное Ni, Mo и порошок Fe (железо) (все компании Kojundo Chemical Lab. Co., Ltd.), а также WC-12% Co с размером частиц 15-45 мкм (Eutectic Japan Ltd.) в качестве твердых частиц, перемешивались в соотношениях, указанных в таблице 11, для получения сплава.
[0105] (Пример 46)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что дополнительно добавлялась Cu (медь) со средним размером частиц 50 мкм или менее (Kojundo Chemical Lab. Co., Ltd.) в количестве 5% по массе в качестве сырья никелевого сплава при изготовлении образца.
[0106] (Пример 47)
Оценочное испытание выполнялось так же, как в примере 4, за исключением того, что дополнительно примешивалось Ag (серебро) со средним размером частиц 50 мкм или менее (Kojundo Chemical Lab. Co., Ltd.) в количестве 1,34% по массе в качестве сырья никелевого сплава при изготовлении образца.
[0107] (Пример 48)
Металлический порошок в качестве исходного материала сплава был приготовлен с использованием метода газового распыления, так что полученный металлический порошок имел состав и размер частиц (средний диаметр), показанные в таблице 16, где состав был проанализирован с помощью эмиссионной спектроскопии ICP, и размеры частиц измерялись методом лазерной дифракционной спектрометрии. После смешивания металлического порошка с WC-12%Co этот смешанный порошок термически напыляли на поверхность пластинки из серого чугуна методом термического напыления (высокоскоростного газопламенного напыления (HVOF, (High Velocity Oxygen Fuel) для формирования пленки никелевого сплава толщиной около 0,8 мм, которую использовали в качестве образца для испытаний. В таблице 14 показан состав покрытия, нанесенного термическим напылением, измеренный с помощью флуоресцентного рентгеновского анализатора. Образец для испытаний был затем переработан в пластинку шириной 3 см, глубиной 4 см и толщиной 3 мм, имеющую шероховатость поверхности (среднюю арифметическую шероховатость Ra) примерно 1 мкм или менее. Полученную пластинку использовали для примера 48, и оценочное испытание прилипания стекломассы проводили на пленке сплава на пластинке в качестве поверхности образца.
[0108] Таблица 16: Порошок для термического напыления, использованный в примере 48

[0109] (Сравнительный пример 1)
Оценочное испытание выполнялось так же, как в примере 2, за исключением того, что при изготовлении образца добавлялся B в количестве 5,0% по массе.
[0110] (Сравнительный пример 2)
Оценочное испытание выполнялось так же, как и в сравнительном примере 1, за исключением того, что Si не добавлялся в смесь как исходный материал никелевого сплава при изготовлении образца.
[0111] (Сравнительный пример 3)
Оценочное испытание выполнялось так же, как и в сравнительном примере 2, за исключением того, что B и P не добавлялись в смесь в качестве исходных материалов никелевого сплава при изготовлении образца.
[0112] (Сравнительный пример 4)
Оценочное испытание выполнялось так же, как и в сравнительном примере 2, за исключением того, что P не добавлялся в смесь в качестве исходного материала никелевого сплава при изготовлении образца.
[0113] (Сравнительный пример 5)
Оценочное испытание выполнялось так же, как и в сравнительном примере 2, за исключением того, что в смесь добавлялся Р в количестве 3% по массе при изготовлении образца.
[0114] (Влияние B и Si)
На фиг.5 показаны результаты испытаний прилипания стекломассы из примеров 1-4 и сравнительных примеров 1 и 2. Результаты испытаний показывают, что при каждой температуре поверхности образца чем ниже степень прилипания (степень адгезии), тем выше скольжение капли стекломассы. Критерии оценки заключаются в том, что при каждой из температур поверхности образца 480°C, 500°C и 520°C, когда степень прилипания была менее 10%, скольжение отвечало критериям приемлемости и обозначалось как "  "(галочка), а когда степень прилипания была 10% или выше, скольжение не отвечало этим критериям и обозначалось как "× "(крестик). Как видно из фиг.5, степень прилипания уменьшается с уменьшением количества B (бора). Пример 4, в котором количество B составляет 1,1% по массе, соответствовал критериям, а сравнительные примеры 1 и 2, в которых количество B составляло 5,0% по массе, не соответствовали критериям. Следовательно, значение порогового количества B, отвечающее критериям, находилось в интервале от более 1,1% до менее 5,0% по массе. Иными словами, чем меньше количество B в самофлюсующемся никелевом сплаве, тем лучше. Например, количество B предпочтительно находится в диапазоне от 0% до менее 1,0% по массе. Соответственно, уменьшение количества B в самофлюсующемся никелевом сплаве улучшает скользкость сплава по отношению к стекломассе. На фиг.6 показаны результаты испытаний прилипания стекломассы из примеров 1-4 и сравнительных примеров 1, 5 и 6, в которых бор не был включен в никелевый самофлюсующийся сплав. Аналогично фиг.5, результаты испытаний на фиг.6 показывают, что когда количество Si находится в интервале от 0% до 1,0% по массе, никелевый самофлюсующийся сплав имеет хорошую скользкость по отношению к стекломассе.
"(галочка), а когда степень прилипания была 10% или выше, скольжение не отвечало этим критериям и обозначалось как "× "(крестик). Как видно из фиг.5, степень прилипания уменьшается с уменьшением количества B (бора). Пример 4, в котором количество B составляет 1,1% по массе, соответствовал критериям, а сравнительные примеры 1 и 2, в которых количество B составляло 5,0% по массе, не соответствовали критериям. Следовательно, значение порогового количества B, отвечающее критериям, находилось в интервале от более 1,1% до менее 5,0% по массе. Иными словами, чем меньше количество B в самофлюсующемся никелевом сплаве, тем лучше. Например, количество B предпочтительно находится в диапазоне от 0% до менее 1,0% по массе. Соответственно, уменьшение количества B в самофлюсующемся никелевом сплаве улучшает скользкость сплава по отношению к стекломассе. На фиг.6 показаны результаты испытаний прилипания стекломассы из примеров 1-4 и сравнительных примеров 1, 5 и 6, в которых бор не был включен в никелевый самофлюсующийся сплав. Аналогично фиг.5, результаты испытаний на фиг.6 показывают, что когда количество Si находится в интервале от 0% до 1,0% по массе, никелевый самофлюсующийся сплав имеет хорошую скользкость по отношению к стекломассе.
[0115] На фиг.23 показаны результаты испытаний прилипания стекломассы сравнительных примеров 3-5, в которых Si не добавлялся в смесь никелевого самофлюсующегося сплава. Фиг.1 и 23 показывают, что при добавлении Si сплав имел показал плохую скользкость относительно стекломассы, независимо от количества B и P.
[0116] Никелевый самофлюсующийся сплав в соответствии с описанным выше вариантом осуществления может обеспечить лучшую скользкость относительно стекломассы. Кроме того, по меньшей мере один из флюсующих компонентов B и Si, содержащихся в сплаве, позволяет подвергать сплав обработке плавлением.
[0117] (Влияние Cr)
На фиг.7 показаны результаты испытаний прилипания стекломассы из примеров 4 и 7-10. Фиг.7 показывает, что степень прилипания уменьшается с увеличением количества Cr (хрома), однако пример 7, в котором Cr не добавлялся в никелевый самофлюсующийся сплав, по-прежнему отвечал критериям приемлемости.
[0118] (Влияние карбидов)
На фиг.10 показаны результаты испытаний прилипания стекломассы по примерам 14-16. Фиг.10 показывает, что никелевый самофлюсующийся сплав, содержащий в качестве твердых частиц карбиды любого из элементов групп 4, 5 и 6, в большинстве случаев отвечает критериям приемлемости. На фиг.11 показаны результаты испытаний прилипания стекломассы по примеру 17. Фиг.11 показывает, что никелевый самофлюсующийся сплав, содержащий карбид кремния в качестве твердых частиц, отвечает критериям приемлемости.
[0119] (Влияние керметов)
На фиг.12 показаны результаты испытаний прилипания стекломассы по примерам 18-20. Фиг.12 показывает, что никелевый самофлюсующийся сплав, содержащий кермет WC, который не является керметом WC-12%Co, отвечает критериям приемлемости. На фиг.13 показаны результаты испытаний прилипания стекломассы по примерам 21-23. Фиг.13 показывает, что никелевый самофлюсующийся сплав, содержащий в качестве твердых частиц кермет CrC, отвечает критериям приемлемости.
[0120] (Влияние элементов групп 4, 5 и 6)
На фиг.14 показаны результаты испытаний прилипания стекломассы по примерам 24-32. Фиг.14 показывает, что никелевый самофлюсующийся сплав, содержащий компонент, выбранный из элементов групп 4, 5 и 6, во многих случаях отвечал критериям приемлемости.
[0121] (Влияние твердых частиц)
На фиг.15 показаны результаты испытаний прилипания стекломассы по примерам 33 и 34. Фиг.15 показывает, что никелевый самофлюсующийся сплав, содержащий WC-12%Co в широком диапазоне количеств, отвечает критериям приемлемости.
[0122] (Влияние элементов группы 15)
На фиг.16 показаны результаты испытаний прилипания стекломассы по примерам 35-39. Результаты испытаний примеров 35-37 показывают, что никелевый самофлюсующийся сплав, содержащий P, отвечает критериям приемлемости независимо от количества P, элемента группы 15. Результаты испытаний примера 38 показывают, что никелевый самофлюсующийся сплав, содержащий два или более элементов группы 15, отвечает критериям приемлемости. Результаты испытаний примера 39 показывают, что никелевый самофлюсующийся сплав, содержащий элемент группы 15, отличный от P, отвечает критериям приемлемости.
[0123] (Влияние типа твердых частиц)
На фиг.17 показаны результаты испытаний прилипания стекломассы по примеру 40. Фиг.17 показывает, что никелевый самофлюсующийся сплав, содержащий твердые частицы, не являющиеся карбидом металла, отвечает критериям приемлемости.
[0124] (Влияние элементов группы 3)
На фиг.18 показаны результаты испытаний прилипания стекломассы по примерам 41 и 42. Фиг.18 показывает, что никелевый самофлюсующийся сплав, содержащий элемент группы 3, отвечает критериям приемлемости.
[0125] (Влияние элементов группы 7)
На фиг.19 показаны результаты испытаний прилипания стекломассы по примерам 43 и 44. Фиг.19 показывает, что никелевый самофлюсующийся сплав, содержащий элемент группы 7, отвечает критериям приемлемости.
[0126] (Влияние элементов группы 8)
На фиг.20 показаны результаты испытаний прилипания стекломассы по примеру 45. Фиг.20 показывает, что никелевый самофлюсующийся сплав, содержащий элемент группы 8, отвечает критериям приемлемости.
[0127] (Влияние элементов группы 11)
На фиг.21 показаны результаты испытаний прилипания стекломассы по примерам 46 и 47. Фиг.21 показывает, что никелевый самофлюсующийся сплав, содержащий элемент группы 11, отвечает критериям приемлемости.
[0128] (Влияние дисперсности твердых частиц)
На фиг.8 показаны результаты испытаний прилипания стекломассы по примерам 1, 11 и 12. Фиг.8 показывает, что использование керметов или мелких частиц карбида для достижения состояния дисперсии твердых частиц не влияет на скользкость, характерную для никелевого самофлюсующегося сплава.
[0129] (Влияние метода приготовления образцов)
На фиг.9 показаны результаты испытаний прилипания стекломассы по примерам 1 и 13. Фиг.9 показывает, что независимо от того, был ли сплав изготовлен непосредственно из порошков исходного материала или путем полного растворения металлических материалов с их последующим затвердеванием, это не повлияло на скользкость, характерную для никелевого самофлюсующегося сплава. Поэтому, например, порошок сплава, подлежащего термическому напылению, может быть получен с использованием различных известных методов, таких как распыление расплавленного металла (атомизация), плавление и дробление, спекание и дробление, гранулирование, гранулирование и спекание, нанесение покрытия и смешивание.
[0130] На фиг.22 показаны результаты испытаний прилипания стекломассы из примера 48. Фиг.22 показывает, что независимо от того, получают ли никелевый самофлюсующийся сплав без использования основного материала или путем формирования пленки сплава на поверхности основного материала, это не влияет на скользкость, характерную для никелевого самофлюсующегося сплава. Следовательно, при изготовлении сплава в виде пленки его можно получать различными известными методами, такими как термическое напыление, электролитическое осаждение, плакирование, многослойное формование и сварка.
[0131] Никелевый самофлюсующийся сплав согласно настоящему изобретению имеет такие характеристики, что если сформировать из него пластинку, нагреть ее до 480°C и разместить под углом 70 градусов к горизонтали и капнуть 0,3 грамма стекломассы, нагретой до 1000°C, на эту нагретую пластинку никелевого самофлюсующегося сплава, то стекломасса соскользнет вниз, не прилипнув к пластинке никелевого самофлюсующегося сплава. Благодаря этой характеристике сплава, сплав, используемый в стеклоформующем процессе, может иметь низкое трение относительно стекломассы и отличную формуемость.
[0132] Настоящее изобретение было описано с точки зрения конкретного варианта осуществления, но не ограничивается этим вариантом и может быть модифицировано различными способами не выходя за рамки объема настоящего изобретения.
Промышленная применимость
[0133] Никелевый самофлюсующийся сплав согласно настоящему изобретению пригоден для использования в конструктивных элементах для стекольного производства, например, в металлических элементах, таких как форма, пуансон и ролик, а также в транспортировочных элементах, таких как воронка для транспортировки капли стекломассы в процессе формования стеклянных бутылок.
ТЕРМИНОЛОГИЯ
[0134]
14 металлический материал
15 пленка оксида металла
16 капля стекломассы
20 образец
21 прибор для испытания прилипания стекломассы
22 стеклянный стержень
23 держатель стеклянного стержня
24 устройство для нагревания стеклянного стержня
26 держатель образца
27 устройство для нагревания образца
28 опорная рамка горелки
29 горелка
30 нагреватели
31 термопара
32 терморегулятор
42 форма
43 резервуар для стекломассы
44 элемент для транспортировки стекломассы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон для производства стеклянных изделий | 2023 |
|
RU2815257C1 |
| СПЕКАЕМАЯ ПОРОШКОВАЯ СМЕСЬ ДЛЯ ПРОИЗВОДСТВА МАТЕРИАЛА В ВИДЕ СВЯЗАННЫХ КАРБИДОВ НА ВОЛЬФРАМОВОЙ ОСНОВЕ | 1995 |
|
RU2138575C1 |
| СПОСОБ ОБРАБОТКИ НИППЕЛЬНОЙ ЧАСТИ РЕЗЬБОВОГО СОЕДИНЕНИЯ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2015 |
|
RU2644836C2 |
| СПЕЧЕННОЕ АЛМАЗНОЕ ИЗДЕЛИЕ С ВЫСОКОЙ ПРОЧНОСТЬЮ И ВЫСОКОЙ ИЗНОСОСТОЙКОСТЬЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2347744C2 |
| СПЛАВ НА ОСНОВЕ НИКЕЛЯ, СПОСОБНЫЙ ОБРАЗОВЫВАТЬ ОКСИД АЛЮМИНИЯ | 2009 |
|
RU2518812C2 |
| ЛИТЕЙНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2013 |
|
RU2530932C1 |
| ИЗНОСОСТОЙКИЙ СПЛАВ | 2010 |
|
RU2530196C2 |
| СПОСОБ ПОЛУЧЕНИЯ НИКЕЛЕВОГО ЖАРОПРОЧНОГО СПЛАВА | 2007 |
|
RU2344188C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2011 |
|
RU2470081C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2013 |
|
RU2543587C2 |
Изобретение относится к металлургии, а именно к никелевому самофлюсующемуся сплаву, который может быть использован в стекольном производстве. Никелевый самофлюсующийся сплав, используемый в конструктивном элементе для стекольного производства для транспортировки или формования стекла с вязкостью logη от 3 до 14,6, содержит, мас.%: бор (B) от 0 до 1,5, твердые частицы в виде по меньшей мере одного из: карбида, нитрида, оксида и кермета - до 50, кремний (Si) до 10. Также заявлен конструктивный элемент для стекольного производства, имеющий контактную часть, предназначенную для контакта со стекломассой в стеклоформующем процессе. При этом контактная часть может быть изготовлена из упомянутого никелевого самофлюсующегося сплава. Или на контактную часть может быть нанесен термораспылением никелевый самофлюсующийся сплав. Также форма для формования стеклянной бутылки может быть изготовлена с использованием упомянутых вариантов конструктивного элемента для стекольного производства. Сплав уменьшает трение между элементом для стекольного производства и стекломассой, уменьшая тем самым потребность в нанесении смазки и снижая к минимуму дефекты в готовых изделиях. 5 н. и 15 з.п. ф-лы, 23 ил., 16 табл., 48 пр.
1. Никелевый самофлюсующийся сплав, используемый в конструктивном элементе для стекольного производства для транспортировки или формования стекла с вязкостью logη от 3 до 14,6, отличающийся тем, что никелевый самофлюсующийся сплав содержит, мас.%:
бор (B) от 0 до 1,5,
твердые частицы в виде по меньшей мере одного из: карбида, нитрида, оксида и кермета - до 50,
кремний (Si) до 10.
2. Сплав по п.1, отличающийся тем, что он содержит бор (В) в количестве от 0 до менее 1,0 мас.%.
3. Сплав по п.1, отличающийся тем, что он содержит бор (В) в количестве от более 0 до менее 1,0 мас.%.
4. Сплав по любому из пп.1-3, отличающийся тем, что он дополнительно содержит по меньшей мере один из фосфора (P), сурьмы (Sb), висмута (Bi) в качестве элемента группы 15, причем суммарное содержание элементов группы 15, в том числе фосфора, составляет до 15 мас.%.
5. Сплав по п.1, отличающийся тем, что карбид представляет собой карбид циркония, карбид ванадия, карбид хрома или карбид вольфрама.
6. Сплав по п.1, отличающийся тем, что карбид представляет собой карбид кремния.
7. Сплав по п.1, отличающийся тем, что кермет представляет собой WC-Co.
8. Сплав по п.7, отличающийся тем, что оксид представляет собой оксид церия.
9. Сплав по п.1, отличающийся тем, что он дополнительно содержит по меньшей мере один металл, выбранный из элементов каждой из групп 4, 5 и 6, в количестве до 30 мас.%, причем в качестве металла группы 4 сплав содержит титан (Ti) и/или цирконий (Zr), в качестве металла группы 5 - ванадий (V) и/или тантал (Ta), а в качестве металла группы 6 – хром (Cr), и/или молибден (Mo), и/или вольфрам (W).
10. Сплав по п.1, отличающийся тем, что он содержит, мас.%:
кремний (Si) от 1 до 7,5,
твердые частицы в виде по меньшей мере одного из: карбида, нитрида, оксида и кермета от 5 до 50 мас.%, и
хром (Cr) в количестве от 2,5 до 30 мас.%.
11. Сплав по п.1, отличающийся тем, что он дополнительно содержит иттрий в количестве до 10 мас.%.
12. Сплав по п.1, отличающийся тем, что он дополнительно содержит марганец и/или рений в количестве до 10 мас.%.
13. Сплав по п.1, отличающийся тем, что он дополнительно содержит железо в количестве до 30 мас.%.
14. Сплав по п.1, отличающийся тем, что он дополнительно содержит медь и/или серебро в количестве до 10 мас.%.
15. Сплав по п.1, отличающийся тем, что он имеет такие характеристики, что если сформировать пластинку из никелевого самофлюсующегося сплава, нагреть ее до 480°C и разместить под углом 70° к горизонтали, и капнуть 0,3 г стекломассы, нагретой до 1000°C, на нагретую пластинку никелевого самофлюсующегося сплава, то стекломасса соскользнет вниз, не прилипнув к пластинке никелевого самофлюсующегося сплава.
16. Сплав по п.1, отличающийся тем, что он предназначен для изготовления конструктивного элемента для транспортировки или формования стекла при температуре от 400°C до 1400°C.
17. Конструктивный элемент для стекольного производства, имеющий контактную часть, предназначенную для контакта со стекломассой в стеклоформующем процессе, отличающийся тем, что контактная часть изготовлена из никелевого самофлюсующегося сплава по любому из пп.1-16.
18. Конструктивный элемент для стекольного производства, имеющий контактную часть, предназначенную для контакта со стекломассой в стеклоформующем процессе, отличающийся тем, что на контактную часть нанесен термораспылением никелевый самофлюсующийся сплав по любому пп.1-16.
19. Форма для формования стеклянной бутылки, отличающаяся тем, что форма изготовлена с использованием конструктивного элемента для стекольного производства по п.17 или 18.
20. Конструктивный элемент для транспортировки капли стекломассы, в котором использован конструктивный элемент для стекольного производства по п.17 или 18.
| WO 2011118576 A1, 29.09.2011 | |||
| JP 2008201080 A, 04.09.2008 | |||
| JP 5326121 B2, 30.10.2013 | |||
| 0 |
|
SU269823A1 | |
| Пуансон для прессования стеклоизделий | 1978 |
|
SU783247A1 |
| US 5006321 A1, 09.04.1991. | |||

