Областью применения изобретения является производство полупроводниковых приборов и интегральных микросхем, а именно производство кремниевых структур с диэлектрической изоляцией (КСДИ).
Известны способы изготовления КСДИ, заключающиеся в окислении плоскопараллельных кремниевых монокристалличесих рабочих пластин, формировании на их рабочей поверхности, путем химического анизотропного травления разделительных канавок, их окислении, заполнении объема разделительных канавок слоем поликремния и формирования из поликремния подложки, планаризации слоя поликремния параллельно плоскости рабочей поверхности, удаления монокристалла рабочей пластины до появления вершин разделительных канавок и окисла, и формирования кремниевых «карманов», окруженных слоем оксида кремния в поликремниевой подложке (см., например, статью Dielectric Isolation: Comprehensive, Current and Future THE JOURNAL ELECTROCHEMICAL SOCIETY junary1977 pp 5C-12C и брошюру Брюхно H.A., Жарковского Е.М. и др., Кремниевые структуры с диэлектрической изоляцией для изделий микроэлектроники. Обзор по электронной технике. Сер. 3. Микроэлектроника, 1987)
В качестве монокристаллического кремния используют кремний ориентации 100. Кремний ориентации 111 не используют, т.к. «карманы» имеют малую степень упаковки из-за того, что нет возможности протравить этот кремний химическим методом анизотропно. Кремний ориентации 110 практически не используют, хотя, потенциально, на таком кремнии возможно реализовать, в редких случаях, высокую плотность упаковки например, для карманов в виде полос. При изготовлении КСДИ на кремнии с ориентацией 100 при формировании кремниевых «карманов», окруженных слоем оксида кремния в поликремниевой подложке, на плотность упаковки влияет точность удаления слоя монокристалла рабочей пластины. Обычно ширина разделительной канавки из окисла и поликремния составляет до 15-25 мкм на сторону, за счет угла наклона стенки разделительной канавки к рабочей поверхности под углом 57,4 градусов, что снижает плотность упаковки элементов микросхем. Для повышения плотности упаковки необходимо чтобы стенки разделительной канавки были близки к вертикали поверхности рабочей пластины.
Известны способы изготовления КСДИ, повышающие плотность упаковки, заключающиеся в окислении плоскопараллельных кремниевых рабочей пластины и подложки, их соединении, утонении рабочей пластины до рабочей толщины, формировании изолированных карманов путем анизотропного реактивного травления вертикальных разделительных канавок, их окислении, заполнении объема разделительных канавок слоем поликремния при пониженном давлении, планаризации поликремния до уровня плоскости рабочей поверхности.(См, например, каталог фирмы ICEMOS_27_02_2022-122608 pdf www.icemostech.com. и статью А Complementary Bipolar Technology Family With a Vertically Integrated PNP for High-Frequency Analog Applications в журнале IEEE TRANSACTIONS ON ELECTRON DEVICES, VOL. 48, NO. 11, NOVEMBER 2001 стр. 2525-2532, фиг. 8)
В отличии от известных способов, в этих способах используется анизотропное реактивное травление, позволяющее получить узкие разделительные канавки на кремнии любой ориентации и повысить плотность упаковки. Однако, при заполнении объема разделительных канавок поликремнием, внутри канавок возникают пустоты, которые не заполнены поликремнем за счет перемыкания поликристаллом доступа реагентов для осаждения поликремния в глубине разделительных канавок, что приводит к дефектам на рабочей поверхности КСДИ, обрывам слоев металлизации при прохождении металла через поликремний и снижению выхода годных изделий.
Этот недостаток устранен в способе изготовления КСДИ, заключающемся в окислении плоскопараллельных кремниевых рабочей пластины и подложки, их соединении, утонении рабочей пластины до рабочей толщины, формировании изолированных карманов путем анизотропного реактивного травления вертикальных разделительных канавок, их окислении, заполнении объема разделительных канавок слоем поликремния при пониженном давлении, планаризации поликремния до уровня плоскости рабочей поверхности. Места выхода поликремния разделительных канавок на рабочую поверхность дополнительно защищают слоями поликремния и нитрида кремния. Нитрид кремния защищает поликремний от повреждений при технологических операциях окисления, травления и термообработки КСДИ (См., например, пат США US6551897 В2 класса H01L 21/762 от 22 03 2003 г)
Недостатком этого способа является повышенная трудоемкость изготовления за счет дополнительного нанесения слоев поликремния и нитрида кремния и литографии по этим слоям. Кроме того, наличие этих слоев уменьшает плотность упаковки за счет введения дополнительных допусков при формировании этих слоев.
Техническим результатом предлагаемого изобретения является понижение трудоемкости и повышение плотности упаковки.
Указанный технический результат достигается тем, что в отличие от известного способа изготовления кремниевых структур с диэлектрической изоляцией, заключающегося в окислении плоскопараллельных кремниевых рабочей пластины и подложки, их соединении, утонении рабочей пластины до необходимой толщины, формировании изолированных карманов путем анизотропного реактивного травления вертикальных разделительных канавок, их окислении, заполнении объема разделительных канавок слоем поликремния при пониженном давлении, утонение рабочей пластины проводят до появления разделительных канавок, окисла и поликремния в канавках планаризации поликремния до уровня плоскости рабочей поверхности, в предлагаемом способе травление канавок проводят перед окислением рабочей пластины, затем проводят окисление поверхности пластины с канавками и заполнение канавок слоем поликремния, а затем рабочую пластину соединяют с пластиной-подложкой фриттой на основе кварцевого стекла, а утонение рабочей пластины проводят до появления разделительных канавок, окисла и поликремния в канавках. Кроме того в предлагаемом способе угол наклона стенок разделительных канавок симметричный и лежит в пределах 83-87 градусов относительно рабочей плоскости.
В предлагаемом способе травление канавок проводят перед окислением рабочей пластины, затем проводят окисление поверхности пластины с канавками и заполнение канавок слоем поликремния, а после заполнения канавок поликремнием соединяют рабочую пластину с пластиной-подложкой фриттой на основе кварцевого стекла, и надобность в планаризации поликремния до уровня плоскости рабочей поверхности отпадает, т.к. эта технологическая операция проводится одновременно с утонением рабочей пластины до появления разделительных канавок, окисла и поликремния в канавках, что уменьшает трудоемкость.
Ввиду того, что угол наклона стенок разделительных канавок симметричный и менее чем 87 градусов относительно рабочей плоскости, то это исключает перемыкание доступа реагентов для осаждения поликремния в разделительные канавки, что также снижает трудоемкость. Так как канавки имеют форму усеченных пирамид, меньшее основание которых расположено внутри рабочей пластины, то при утонении рабочей пластины площадь разделительных канавок, окисла и поликремния в канавках меньше, чем площадь большего основания пирамид, что повышает плотность упаковки.
При углах наклона меньших 83 градуса необходимо увеличивать толщину поликремния, наносимого при пониженном давлении, что повысит трудоемкость изготовления.
Сущность предлагаемого изобретения поясняется фигурами.
На фиг. 1-5 представлены основные этапы изготовления КСДИ по предлагаемому способу.
Фиг. 1 Травление разделительных канавок.
Фиг. 2 Окисление и нанесение поликремния на рабочую пластину.
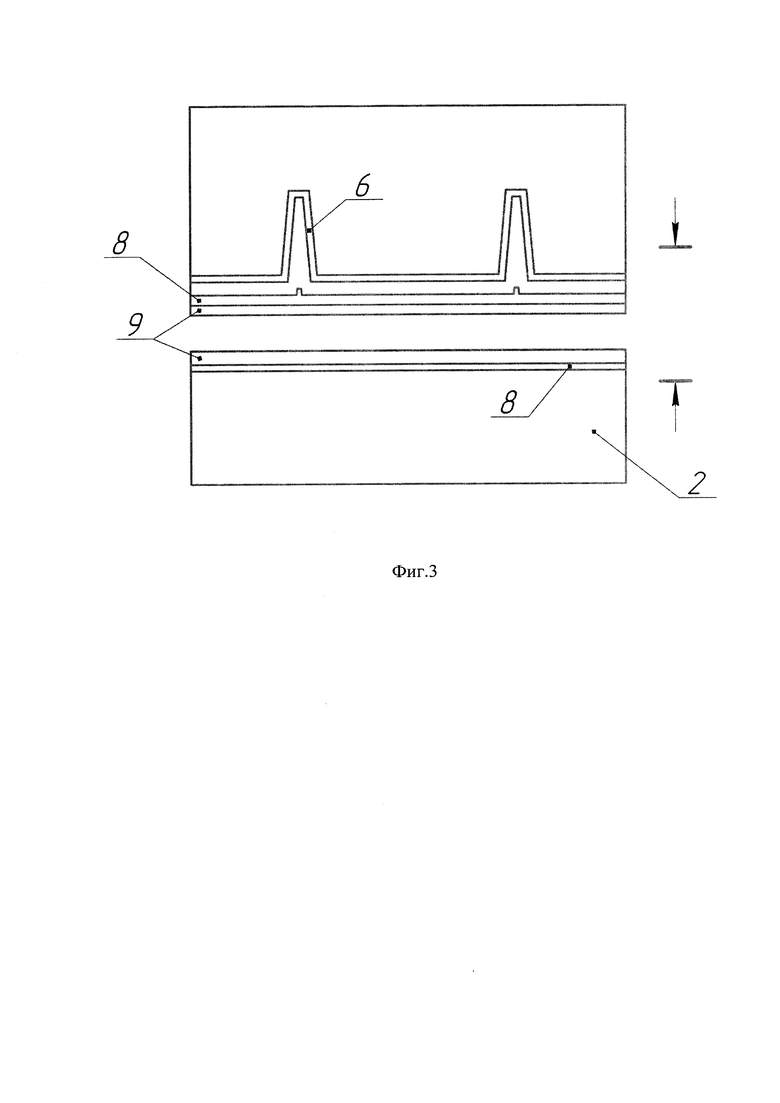
Фиг. 3 Окисление поликремния, пластины подложки и нанесение фритты.
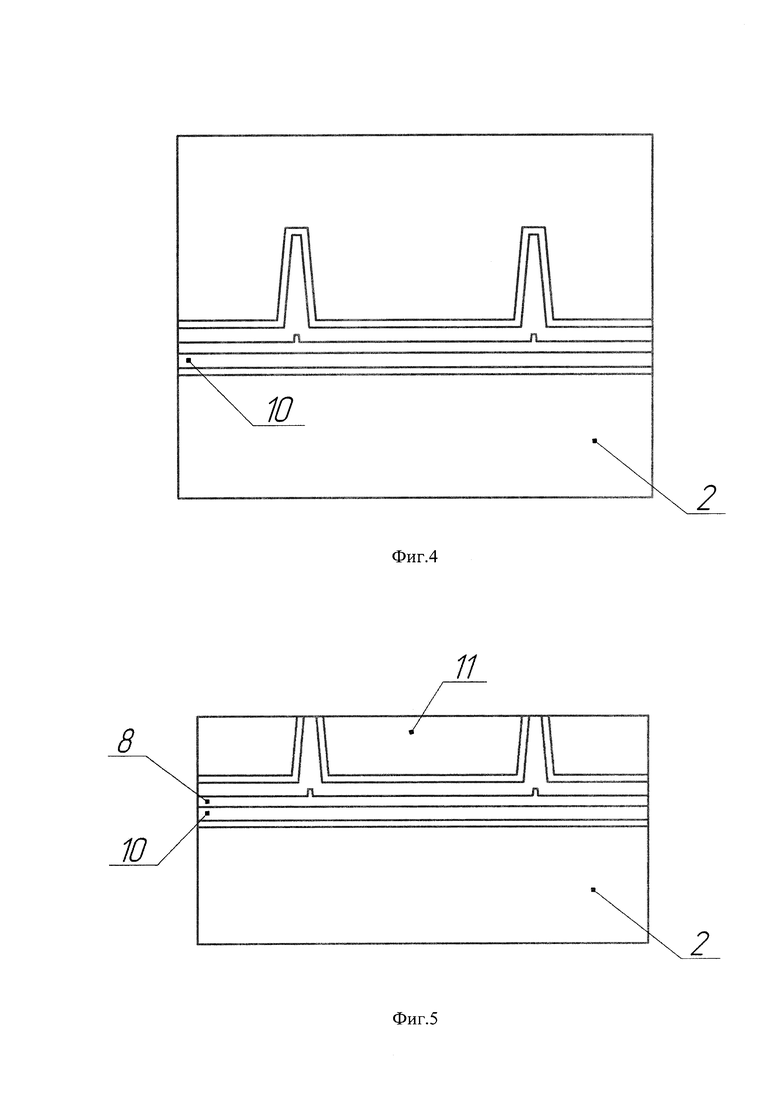
Фиг. 4 Спекание фритты.
Фиг. 5 Утонение рабочей пластины.
Обозначение позиций:
1. Рабочая пластина.
2. Подложка.
3. Слой окисла.
4. Окно для травления разделительных канавок.
5. Разделительная канавка.
6. Изолирующий окисел.
7. Слой поликремния, полученный при пониженном давлении.
8. Слой окисла на поликремнии и подложке.
9. Слой фритты на основе кварцевого стекла на поликремнии и подложке.
10. Слой спеченной фритты, соединяющей рабочую пластину и пластину подложку.
11. Изолированный кремниевый карман,
α - Угол наклона разделительных канавок.
Для изготовления КСДИ использовали рабочие пластины 1 (см. фиг. 1) монокристаллического кремния n-типа проводимости с удельным сопротивлением 4 Ом⋅хм, диаметром 100 мм, ориентации (100), толщиной 500 мкм. После формирования защитной маски из окисла и/или фоторезиста 3 в маске вскрывают окна для травления разделительных канавок 4. Разделительные канавки 5 формируют путем анизотропного реактивного травления («Бош-процесс») при температуре рабочей пластины 100°С. При этом угол наклона стенок разделительных канавок α был равен 85°. Глубина канавок 32 мкм, а ширина разделительной канавки на ее поверхности и на ее дне составила 5,1 мкм и 1,5 мкм соответственно.
На полученный рельеф наносят слой изолирующего окисла 6 (см. фиг. 2) толщиной 1,5 мкм и слой поликремния, полученный при пониженном давлении 7 толщиной 3,5 мкм. Неравномерность толщины поликремния составила 0,1 мкм, поэтому планаризацию поликремния проводить нет необходимости.
В качестве подложки 2 (см. фиг. 3) используют пластину монокристаллического кремния КЭФ-10 ориентации 111, диаметром 100 мм и толщиной 500 мкм. Рельеф рабочей пластины и подложку окисляют до толщины окисла 8 0,6 мкм. Затем на полученную рабочую структуру и подложку, методом пульверизации суспензии, наносят слой фритты на основе кварцевого стекла 9 толщиной 5-7 мкм, согласованного по коэффициенту термического расширения с кремнием. После этого подложку и рабочую структуру с рельефом соединяют друг с другом так, чтобы осажденное стекло было между ними, зажимая в струбцину с пружинным динамометром и подвергая термообработке в диффузионной печи в потоке азота при постоянном давлении. При температуре спекания 1200°С и времени 60 мин формируется слой спеченной фритты, соединяющей рабочую пластину и пластину подложку 10 (см. фиг. 4) толщиной 5-10 мкм. После склеивания внешняя сторона рабочей пластины утоняется шлифовкой до толщины 65-70 мкм. Далее внешнюю сторону рабочей пластины подвергают химикомеханической полировке до толщины монокристаллического кремния 25-28 мкм. В результате были получены КСДИ с изолированным диэлектриком кремниевыми карманами 11 (фиг. 5).
При размещении на 1 кв. мм карманов КСДИ размером 0,05×0.04 мм площадь, занимаемая изоляцией в изделиях, изготовленных по предлагаемому способу, составляет 0,15, а по прототипу 0,4%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНЗИСТОРНЫХ СТРУКТУР С ДИЭЛЕКТРИЧЕСКОЙ ИЗОЛЯЦИЕЙ | 1989 |
|
SU1702826A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОСХЕМ С ДИЭЛЕКТРИЧЕСКОЙ ИЗОЛЯЦИЕЙ ЭЛЕМЕНТОВ | 1990 |
|
SU1686982A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОВОЛЬТНЫХ ИНТЕГРАЛЬНЫХ СХЕМ С ДИЭЛЕКТРИЧЕСКОЙ ИЗОЛЯЦИЕЙ | 1990 |
|
SU1739805A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1989 |
|
SU1702825A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕМНИЕВЫХ ТРАНЗИСТОРНЫХ СТРУКТУР С ДИЭЛЕКТРИЧЕСКОЙ ИЗОЛЯЦИЕЙ | 1981 |
|
SU1116919A1 |
| Способ изготовления компактного тренч-конденсатора | 2024 |
|
RU2825218C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КМОП ТРАНЗИСТОРОВ С ПРИПОДНЯТЫМИ ЭЛЕКТРОДАМИ | 2006 |
|
RU2329566C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОСХЕМ С ДИЭЛЕКТРИЧЕСКОЙ ИЗОЛЯЦИЕЙ | 1991 |
|
RU2024108C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХУРОВНЕВОЙ МЕТАЛЛИЗАЦИИ | 1991 |
|
RU2025825C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ МЭМС УСТРОЙСТВ | 2017 |
|
RU2662061C1 |

Областью применения изобретения является производство полупроводниковых приборов и интегральных микросхем, а именно производство кремниевых структур с диэлектрической изоляцией (КСДИ). Техническим результатом предлагаемого изобретения является понижение трудоемкости и повышение плотности упаковки. Указанный технический результат достигается тем, что в предлагаемом способе травление канавок проводят перед окислением рабочей пластины, затем проводят окисление поверхности пластины с канавками и заполнение канавок слоем поликремния, а затем рабочую пластину соединяют с пластиной-подложкой фриттой на основе кварцевого стекла, а утонение рабочей пластины проводят до появления разделительных канавок, окисла и поликремния в канавках. Кроме того, в предлагаемом способе угол наклона стенок разделительных канавок симметричный и лежит в пределах 83-87° относительно рабочей плоскости. 1 з.п. ф-лы, 5 ил.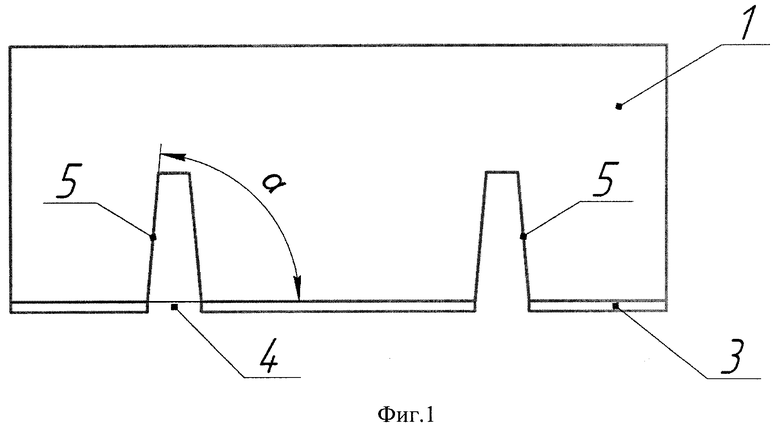
1. Способ изготовления кремниевых структур с диэлектрической изоляцией, заключающийся в окислении плоскопараллельных кремниевых рабочей пластины и подложки, их соединении, утонении рабочей пластины до рабочей толщины, формировании изолированных карманов путем анизотропного реактивного травления вертикальных разделительных канавок, их окислении, заполнении объема разделительных канавок слоем поликремния при пониженном давлении, планаризации поликремния до уровня плоскости рабочей поверхности, отличающийся тем, что травление канавок проводят перед окислением рабочей пластины, затем проводят окисление поверхности пластины с канавками и заполнение канавок слоем поликремния, а затем рабочую пластину соединяют с пластиной-подложкой фриттой на основе кварцевого стекла, а утонение рабочей пластины проводят до появления разделительных канавок, окисла и поликремния в канавках.
2. Способ по п. 1, отличающийся тем, что угол наклона стенок разделительных канавок симметричный и лежит в пределах 83-87° относительно рабочей плоскости.
| СПОСОБ ФОРМИРОВАНИЯ ВЫСОКОКАЧЕСТВЕННЫХ МОП СТРУКТУР С ПОЛИКРЕМНИЕВЫМ ЗАТВОРОМ | 2012 |
|
RU2524941C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНЗИСТОРНЫХ СТРУКТУР С ДИЭЛЕКТРИЧЕСКОЙ ИЗОЛЯЦИЕЙ | 1989 |
|
SU1702826A1 |
| US 2020081185 A1, 12.03.2020 | |||
| JP 2019161216 A, 19.09.2019. | |||

