Изобретение относится к космической технике, в частности к технологии изготовления крупногабаритных трехслойных сотовых панелей.
Известна сотовая панель, представленная в способе изготовления крупногабаритных трехслойных панелей (патент RU 2547735), которая состоит из двух крупногабаритных обшивок, между которыми расположен сотовый заполнитель, соединяющийся с обшивками при помощи клеевой композиции.
Недостатком данного аналога является применение крупногабаритных цельных листов для изготовления обшивок. Из-за увеличения габаритных размеров сотовых панелей (до 3000×6000 мм), а также уменьшения толщины обшивок (до 0,3 мм) и необходимости повышения геометрической точности рабочей поверхности, применение крупногабаритных листов является нерентабельным, учитывая высокую стоимость их изготовления и доставки на завод-изготовитель сотовых панелей. Также не обеспечивается требуемая точность по общей плоскостности сотовой панели не более 1 мм, а на размере 100×100 мм плоскостность 0,1 мм. Такие требования к сотовым панелям обусловлены длительным сроком активного существования космического аппарата (до 15 лет), безотказной работой его приборов, установленных на обшивках сотовой панели через теплопроводную пасту. При этом температурный перепад между установочной поверхностью прибора и обшивкой должен быть минимальным, следовательно, плоскостность сотовой панели должна быть минимально возможной.
Частично описанные недостатки устранены в сотовой панели, представленной в патенте RU 2346860, взятым за прототип заявленному изобретению, согласно которому сотовая панель, состоящая из двух обшивок, между которыми расположен сотовый заполнитель, соединяющийся с обшивками при помощи клеевой композиции.
Недостатком прототипа является то, что габаритные размеры сотовой панели ограничены габаритными размерами листов, из которых изготавливают обшивки, и, при необходимости, невозможно изготовление сотовой панели, превышающей габаритные размеры обшивки. Из-за чего возникает необходимость в использовании составных обшивок.
Для заявленного изобретения выявлены следующие общие с прототипом существенные признаки: сотовая панель, состоящая из обшивок, между которыми расположен сотовый заполнитель, соединённый с обшивками при помощи клеевой композиции.
Технической проблемой, на решение которой направлено данное изобретение является создание крупногабаритных сотовых панелей, состоящих из составных обшивок, геометрические параметры которых соответствуют параметрам, предъявляемым современным КА по точности и обеспечению плоскостности сотовой панели.
Указанная проблема решается за счет того, что сотовая панель, состоящая из обшивок, между которыми расположен сотовый заполнитель, соединяющийся с обшивками при помощи клеевой композиции, выполнена так, что каждая из обшивок состоит из нескольких листов, на каждый из стыков между листами со стороны сотового заполнителя установлены соединительные накладки, толщина и ширина которых обеспечивает необходимую прочность сотовой панели в стыках, сотовый заполнитель в зоне сопряжения с накладками обнижен на толщину накладок, при этом накладки соединены с обшивками и сотовым заполнителем с помощью клеевой композиции.
Техническими результатами данного решения являются:
1. Увеличение геометрической точности сотовой панели и удешевление технологического процесса ее изготовления;
2. Увеличение общей плоскостности обшивок за счёт уменьшения габаритов листов образующих составную конструкцию обшивок.
Сущность заявленного изобретения поясняется двумя чертежами, на которых изображено:
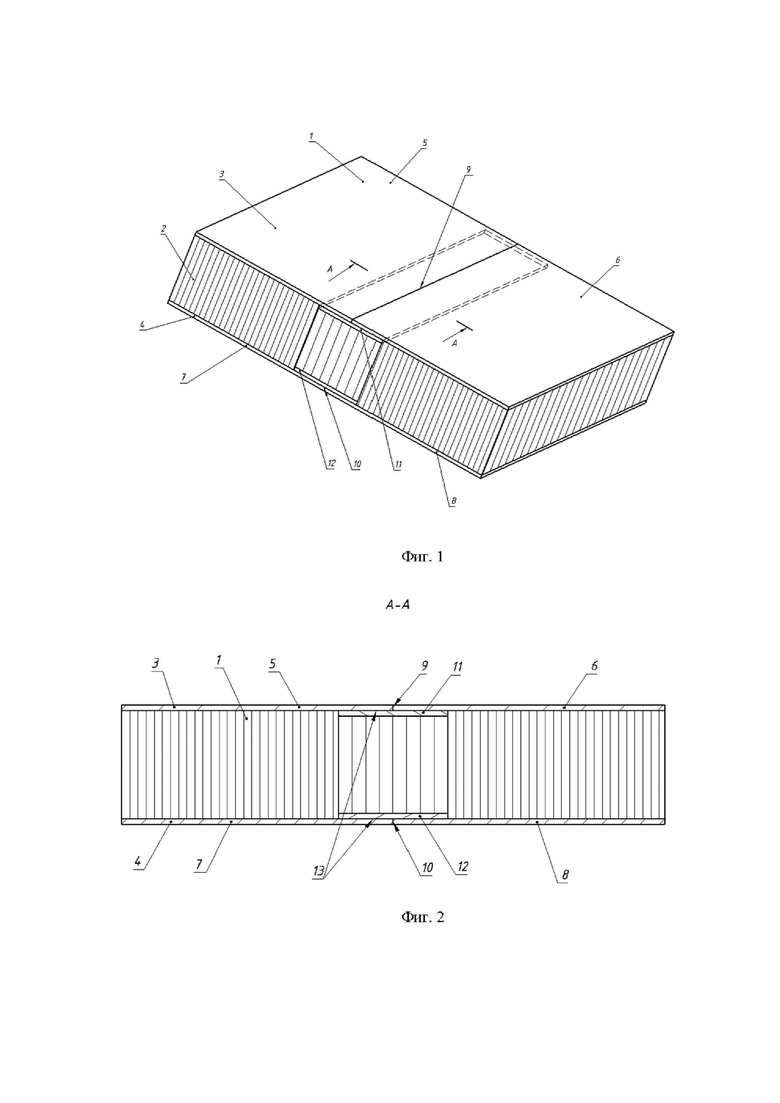
- фиг. 1 – общий вид сотовой панели;
- фиг. 2 – сечение А-А соединительных стыков обшивок сотовой панели.
На фиг. 1 показан пример сотовой панели 1, состоящей из сотового заполнителя 2, обшивок 3 и 4, каждая из которых состоит, по меньшей мере, из двух листов. Обшивка 3 состоит из листов 5, 6, обшивка 4 состоит из листов 7, 8, соединенных по стыкам 9 и 10 соединительными накладками 11 и 12. При этом толщина и ширина соединительных накладок 11, 12 обеспечивает необходимую прочность сотовой панели 1 в стыках 9, 10.
На фиг. 2 показано сечение А-А сотовой панели 1 по соединительным стыкам 9 и 10, где соединительная накладка 11 соединяет листы 5, 6 с помощью клеевой композиции 13 образуя обшивку 3. Соединительная накладка 12 соединяет листы 7, 8 с помощью клеевой композиции 13 образуя обшивку 4. При этом сотовый заполнитель 2 в зоне сопряжения с накладками 11, 12 обнижен на толщину накладок 11, 12.
Изготовление сотовой панели осуществляется следующим образом: сначала нарезаются листы с определенными габаритными размерами, из которых будет собираться обшивки, нарезаются соединительные накладки. После чего выкладываются листы в стык на технологическом столе и на каждый стык устанавливается соединительная накладка, которая приклеивается в зоне стыка к листам, получая тем самым обшивки. При чем толщина и ширина соединительных накладок обеспечивает необходимую прочность сотовой панели в стыках. Таким образом, увеличивается общая плоскостность обшивок за счёт уменьшения габаритов листов образующих составную конструкцию обшивок. Ни нижнюю обшивку выкладывается клеевая композиция и устанавливается сотовый заполнитель, в зоне спряжения с накладками сотовый заполнитель обнижен на толщину накладок, например, фрезерованием сотового заполнителя или предварительной механической обработки сотового блока, перед его растяжкой. После чего устанавливается верхняя обшивка с нанесенной клеевой композицией, тем самым получая сотовую панель, которую направляют в печь для полимеризации клеевой композиции в заданных температурных режимах склеивания. Вследствие того, что обшивки состоят из нескольких листов происходит увеличение геометрической точности сотовой панели и удешевление технологического процесса ее изготовления.
Таким образом, сотовая панель состоящая из обшивок из нескольких листов, на каждый из стыков между листами со стороны сотового заполнителя установлены соединительные накладки, толщина и ширина которых обеспечивает необходимую прочность сотовой панели в стыках, сотовый заполнитель в зоне сопряжения с накладками обнижен на толщину накладок, при этом накладки соединены с обшивками и сотовым заполнителем при помощи клеевой композиции позволяет решить техническую проблему изобретения по созданию крупногабаритных сотовых панелей, состоящих из составных обшивок, геометрические параметры которых соответствуют параметрам, предъявляемым современным КА по точности и обеспечению плоскостности сотовой панели.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2547735C2 |
| ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ОПОРНОГО УЗЛА | 2020 |
|
RU2747562C1 |
| СПОСОБ УСТАНОВКИ ТЕПЛОВЫХ ТРУБ В ТРЕХСЛОЙНЫХ ПАНЕЛЯХ | 2013 |
|
RU2547743C2 |
| Стыковое соединение многослойных панелей | 1980 |
|
SU949110A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ СОТОВОЙ ПАНЕЛИ С ВСТРОЕННЫМИ В НЕЕ ТЕПЛОВЫМИ ТРУБАМИ | 2022 |
|
RU2782333C1 |
| Стыковое соединение слоистых панелей ограждающих конструкций | 1980 |
|
SU894094A1 |
| ТОРЦЕВОЙ ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2755443C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ АНТЕННОГО ОБТЕКАТЕЛЯ | 2001 |
|
RU2186444C1 |
| СПОСОБ РЕМОНТА ВЫСОКОНАГРУЖЕННЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2039655C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 2017 |
|
RU2678814C1 |
Изобретение относится к космической технике, в частности к технологии изготовления крупногабаритных трехслойных сотовых панелей. Сотовая панель состоит из двух обшивок, между которыми расположен сотовый заполнитель, соединяющийся с обшивками при помощи клеевой композиции. Каждая из обшивок состоит из нескольких листов. На каждый из стыков между листами со стороны сотового заполнителя установлены соединительные накладки, толщина и ширина которых обеспечивает равнопрочность сотовой панели в стыках. Сотовый заполнитель в зоне сопряжения с накладками обнижен на толщину накладок. Накладки соединены с обшивками и сотовым заполнителем с помощью клеевой композиции. Техническим результатом данного решения является увеличение геометрической точности сотовой панели и удешевление технологического процесса ее изготовления. Уменьшение габаритов листов, образующих составную конструкцию обшивок, повышает их общую плоскостность, а также уменьшает стоимость их изготовления. 2 ил.
Сотовая панель, состоящая из обшивок, между которыми расположен сотовый заполнитель, соединённый с обшивками при помощи клеевой композиции, отличающаяся тем, что каждая из обшивок состоит из нескольких листов, на каждый из стыков между листами со стороны сотового заполнителя установлены соединительные накладки, толщина и ширина которых обеспечивает необходимую прочность сотовой панели в стыках, сотовый заполнитель в зоне сопряжения с накладками обнижен на толщину накладок, при этом накладки соединены с обшивками и сотовым заполнителем при помощи клеевой композиции.
| СОТОВАЯ ПАНЕЛЬ | 2007 |
|
RU2346860C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 0 |
|
SU281167A1 |
| Стыковое соединение слоистых панелей ограждающих конструкций | 1980 |
|
SU894094A1 |
| JPH 09250892 A, 22.09.1997. | |||

