Изобретение относится к оборудованию для резки труб и может быть использована, в частности, для нарезки трубок высокого давления для двигателей внутреннего сгорания.
Известен отрезной станок, включающий станину, подвижную инструментальную каретку со шпиндельной головкой, где установлены режущие инструменты, бабку с пустотелым шпинделем, люнетное устройство, дополнительную каретку с вспомогательным инструментом, ограничительный упор, зажимное устройство в виде опорной призмы и упругий элемент в виде пружины (А.С. SU 1038117, опубл. 30.08.83. Бюл. №32). Бабка с пустотелым шпинделем предназначена для размещения и закрепления заготовки, откидной упор - для определения длины отрезаемой детали, а упругий элемент входит в конструкцию подвижного упора, выполненного в виде спаренных роликов и расположенного с опережением относительно режущих инструментов. По известному решению (фиг. 1, описание столбец 1, абзац 5), предусматривается наличие двух режущих инструментов, в качестве которых предполагается использование дискового инструмента, например, лезвийного или абразивного. В качестве вспомогательного инструмента авторами известного решения предполагается использование так называемых расклинивающих дисков. Конец заготовки, зажатой в шпинделе бабки, подают в зону резания до ограничительного упора. Отрезку выполняют перемещением каретки с режущими инструментами в направлении оси вращения заготовки. При этом в контакт с поверхностью заготовки сначала вступает подвижный упор, а затем режущий инструмент. Одновременно происходит встречное перемещение дополнительной каретки с вспомогательным инструментом, в качестве которого применяют расклинивающие диски, предохраняющие отрезаемую заготовку от осевого смещения. В момент отсоединения детали от заготовки подвижный упор под действием упругого элемента прижимает ее к опорной призме до полной отрезки центрового остатка и вывода режущих инструментов из прорези.
К недостаткам известного решения относится необходимость точного выставления в одной плоскости каждой пары «режущий инструмент - расклинивающий диск». Это задача осложняется с уменьшением толщины режущего инструмента и с уменьшением допустимой разницы в толщине режущего инструмента и расклинивающего диска. Кроме того, в известном решении отсутствует возможность выполнения дополнительной обработки детали без ее снятия со станка, например, снятия фаски на торце.
Наиболее близким по совокупности существенных признаков - прототипом заявляемого изобретения - является отрезной станок, включающий станину, первый режущий инструмент с приводом, шпиндельную бабку с патроном, упор для задания длины отрезаемой детали, суппорт с закрепленным в нем вторым режущим инструментом, устройство для базирования заготовки в зоне обработки (А.С. 379339, опубл. 20.06.73. Бюл. №20). В качестве первого режущего инструмента в известном решении используется дисковая пила, в качестве второго режущего инструмента - резец. Шпиндельная бабка предназначена для вращения заготовки при резании и выполнена подвижной в осевом направлении. При этом в известном устройстве она размещена на удалении от зоны резания (см. фиг. 1 к описанию известного устройства). Устройство для базирования и закрепления заготовки в зоне обработки в известном решении представляет собой сочетание опорных и прижимных роликов, причем для привода последних предусмотрен механизм прижима. Заготовку закрепляют одним концом в шпиндельной бабке, вторым концом укладывают на опорные ролики. Механизм прижима опускает прижимные ролики, которые зажимают заготовку. Шпиндельная бабка начинает вращать заготовку, дисковая пила - отрезать ее. Суппорт перемещает резец и точит на заготовке фаску.
Для отрезки новой детали от заготовки необходимо выполнить следующие действия: отбросить упор, снять отрезанную деталь, установить откидной упор, переместить шпиндельную бабку.
Все перемещения дисковой пилы, резца, шпиндельной бабки производятся в автоматическом цикле гидросистемой.
Авторы известного решения допускают ситуации при его использовании, когда заготовка может быть перерезана дисковой пилой раньше, чем будет снята фаска резцом. В то же время для снятия фаски необходимо, чтобы заготовка вращалась. Для этой цели в известном решении предусмотрена кинематическая связь опорных роликов с бабкой, в шпинделе которой зажата заготовка. За счет этого отрезанная часть заготовки будет вращаться шпиндельной бабкой.
К недостаткам известного изобретения относится необходимость кинематической связи между опорными роликами и бабкой, в которой зажата заготовка. Это увеличивает количество конструктивных элементов станка, в том числе - вращающихся элементов, усложняет конструкцию станка. К недостаткам относится так же невозможность точной настройки величины подачи отрезающего инструмента для всех диаметров заготовки, о чем свидетельствуют авторы известного решения, предусматривая возможность рассогласования подач дисковой пилы и фасочного резца. К недостаткам относится и наличие гидравлической системы, неизбежно усложняющей конструкцию устройства, его эксплуатацию, техническое обслуживание и ремонт и повышающее стоимость оборудования.
Технической задачей, на решение которой направлено настоящее изобретение, является устранение недостатков прототипа - создание конструкции отрезного станка, не требующего наличия гидравлической системы и обеспечивающего возможность точной настройки величины подачи резания.
Поставленная техническая задача решается за счет совместного применения следующих конструктивных решений:
- ручной подачи заготовки в зону обработки;
- замены гидравлической системы пневматической системой для зажима и разжима заготовки;
- замены гидравлической системы электроприводом перемещения режущих инструментов;
- введения в привод инструмента, используемого для отрезания, двух регулируемых элементов;
- введения в привод резцового суппорта регулируемого звена с упругим компенсатором;
- замены системы опорных и прижимных роликов с механизмом прижима, расположенных в непосредственной близости к зоне обработки, шпиндельной бабкой с пневматическим цанговым патроном и
- замены подвижной в осевом направлении шпиндельной бабки неподвижным люнетным устройством, жестко соединенным со станиной.
Новизной в отрезном станке, предлагаемом в качестве настоящего изобретения, является совместное применение следующих решений:
- в приводе инструмента для отрезания двух регулируемых элементов, один из которых представляет собой кривошипно-шатунный механизм с переменным радиусом, а второй представляет собой шатун изменяемой длины,
- в приводе резцового суппорта регулируемого звена с упругим компенсатором.
Указанные признаки является новыми, существенным и промышленно выполнимыми и направлены на решение поставленной изобретением технической задачи.
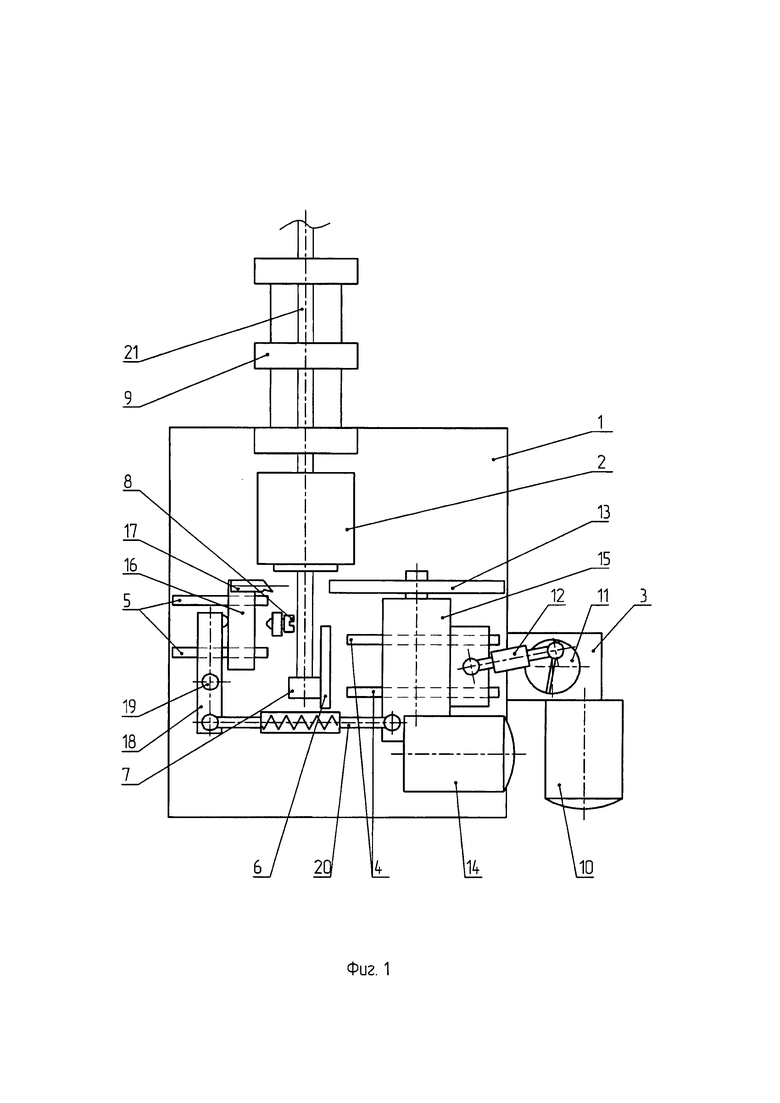
Конструкция отрезного станка, предлагаемая в соответствии с заявляемым изобретением, поясняется чертежом (фиг. 1) и включает станину 1 с установленными на ней шпиндельной бабкой 2 с пневматическим цанговым патроном для закрепления заготовки 21, редуктором 3, направляющими 4, 5, 6 и регулируемыми упорами 7 и 8.
Предпочтительным является использование в качестве источника сжатого воздуха для пневматического цангового патрона шпиндельной бабки 2 заводской воздушной сети (на фиг. не показана).
Шпиндельная бабка 2 жестко закреплена на станине 1 в непосредственной имеет электропривод (на фиг. не показан).
Со станиной 1 любым способом, известным из уровня техники, жестко соединено люнетное устройство 9.
Регулируемый упор 7 установлен с возможностью возвратно-поступательного перемещения и фиксации в каждом положении на направляющих 6.
Первичный вал редуктора 3 связан с электродвигателем 10, от которого получает вращение. Вторичный вал редуктора 3 связан с кривошипным механизмом 11 с переменным радиусом.
В качестве кривошипного механизма 11 с переменным радиусом может быть использован, например, механизм, описанный в патенте RU 190812 (опубл. 12.07.2019. Бюл. №20).
Шатун 12 кривошипного механизма 11 с переменным радиусом представляет собой регулируемое по длине звено.
Шатун 12 связан с приводом режущего инструмента 13. Режущий инструмент 13 может быть выполнен в виде дискового лезвийного или абразивного инструмента. Привод режущего инструмента 13 установлен на станине 1 с возможностью возвратно-поступательного перемещения по направляющим 4 и включает электродвигатель 14 и редуктор 15.
На направляющих 5 с возможностью возвратно-поступательного движения установлен суппорт 16 с закрепленным в нем резцом 17. Перемещение суппорта 16 в направлении заготовки 20 ограничено регулируемым упором 8 и, в противоположном направлении, рычагом 18.
Рычаг 18 установлен на станине 1 с возможностью поворота вокруг оси 19 так, что он постоянно контактирует одним плечом с суппортом 16, а вторым плечом - через регулируемое по длине звено 20 - с приводом режущего инструмента 13.
Регулируемое по длине звено 20 имеет в своем составе упругий элемент, позволяющий изменять общую длину звена. Конструкция регулируемого по длине звена 20 не является предметом охраны по настоящей заявке.
Предлагаемый в качестве настоящего изобретения отрезной станок работает следующим образом.
Регулируемый упор 7 перемещают по направляющим 6 и закрепляют в положении, соответствующем заданной длине отрезаемой детали.
Регулируемый упор 8 настраивают на получение с помощью резца 17 заданной фаски на заготовке 21.
Исходное положение суппорта 16 настраивают таким образом, чтобы заготовки 21 первым коснулся резец 17. Это выполняют, укорачивая или удлиняя регулируемое по длине звено 20 и изменяя радиус, на котором в кривошипно-шатунном механизме 11 расположен шатун 12. Изменение радиуса расположения шатуна 12 также определяет частично величину подачи режущего инструмента 13. При настройке принимают во внимание диаметр заготовки и величину фаски, которую необходимо получить на детали.
Использование в конструкции предлагаемого отрезного станка привода суппорта, в котором установлен резец, через рычаг, связанный с звеном регулируемой длины, позволяет путем выполнения простой предварительной настройки выполнять согласованную обработку двумя инструментами заготовок любого диаметра.
В исходном состоянии пневматический цанговый патрон шпиндельной бабки 2 является нормально открытым.
Заготовку 21 устанавливают в люнетное устройство 9 и вручную перемещают в зону резания до регулируемого упора 7. Использование ручной подачи заготовки в зону резания упрощает схему отрезного станка.
Включают подачу сжатого воздуха к пневматическому цанговому патрону шпиндельной бабки 2. Цанговый патрон зажимает заготовку 21.
Включают электропривод шпинделя шпиндельной бабки 2. Заготовка 21 начинает вращаться.
Электродвигатель 10 через редуктор 8 вращает кривошипно-шатунный механизм 11 с переменным радиусом, перемещая по направляющим 4 привод режущего инструмента 13.
Конструкция регулируемого упора 8 может быть любой, известной из уровня техники и не является предметом охраны по настоящей заявке.
Благодаря соответствующей длине звена 20, первым заготовки 21 касается резец 17, который начинает точить фаску. Через промежуток времени, определенный исходной настройкой, в образующуюся от резца 17 канавку на заготовке 21 врезается режущий инструмент 13.
Резец 17 продолжает точение до тех пор, пока суппорт 16 не коснется регулируемого упора 8. После этого перемещение суппорта 16 прекращается, рычаг 18 остается неподвижным. Подача режущего инструмента 13 предварительно настроена таким образом, что после остановки суппорта 16 кривошипно-шатунный механизм 11 продолжает перемещать привод режущего инструмента 13. Это перемещение обеспечивается за счет деформации упругого элемента звена 20.
Характеристики упомянутого упругого элемента звена 20 подобраны таким образом, чтобы, во-первых, усилие, возникающее при снятии фаски и резании, и действующее до момента останова суппорта 16 на регулируемом упоре 8, не вызывало его деформации При останове суппорта 16 сжимающее усилие на упругом элементе возрастает, так как кривошипно-шатунный механизм 11 стремиться продолжить подачу режущего инструмента 13, а рычаг 18, в свою очередь, остановлен во вращательном движении вокруг оси 19. Запаса
После полной отрезки детали от заготовки 21 кривошипно-шатунный механизм 11 отводит режущий инструмент 13 от заготовки 21. При этом, за счет действия звена 20 на рычаг 18, происходит отвод от заготовки 21 суппорта 16 с резцом 17. Для отрезки следующей детали переключают подачу сжатого воздуха на разжим пневматического цангового патрона шпиндельной бабки 2, вручную подают заготовку 21 до регулируемого упора 7, далее цикл повторяется.
Техническим результатом предлагаемого изобретения является существенное упрощение конструкции отрезного станка, уменьшение потребляемой мощности за счет исключения необходимости создания давления в гидравлической системе и периодического перемещения шпиндельной бабки с зажатой заготовкой, а также обеспечение возможности согласованной обработки заготовки двумя инструментами, независимо от ее диаметра.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| .ЬА^%"*Ч?^% ^!4 ^>& ^%3/9339М. Кл. В 23d 45/00УДК 621.934.321(088.8)Авторыизобретения Л. Л. Ягджиев, В. И. Кисленко, И. И. Шульга, В. Ф. Тарасенко, В. Г. Чекесов, А. Т. Варивода, П. А. Макухин, В. А. Никульченкои А. В. Мигдеев | 1973 |
|
SU379339A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| Револьверный прутковый автомат | 1990 |
|
SU1764831A1 |
| Токарный станок | 1983 |
|
SU1135088A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| Станок для изготовления изделий типа пробок | 1991 |
|
SU1781038A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
Изобретение относится к оборудованию для резки труб и может быть использовано для нарезки трубок высокого давления для двигателей внутреннего сгорания. Отрезной станок содержит станину, режущий инструмент с приводом, шпиндельную бабку с патроном, упор для выставления длины отрезаемой детали, суппорт, устройство для базирования и закрепления заготовки, привод подачи режущего инструмента для отрезания детали от заготовки и суппорта с резцом. Шпиндельная бабка установлена на станине без возможности осевого перемещения. Устройство для базирования и закрепления заготовки выполнено в виде люнетного устройства. В качестве привода подачи режущего инструмента для отрезания заготовки и суппорта с закрепленным резцом использован электропривод. Электропривод выполнен в виде электродвигателя, редуктора, кривошипно-шатунного механизма. Кривошипно-шатунный механизм состоит из кривошипа с переменным радиусом и шатуна изменяемой длины, регулируемого по длине звена с упругим компенсатором. Обеспечивается упрощение конструкции отрезного станка, уменьшение потребляемой мощности, возможность согласованной обработки заготовки двумя инструментами, независимо от ее диаметра. 1 з.п. ф-лы, 1 ил.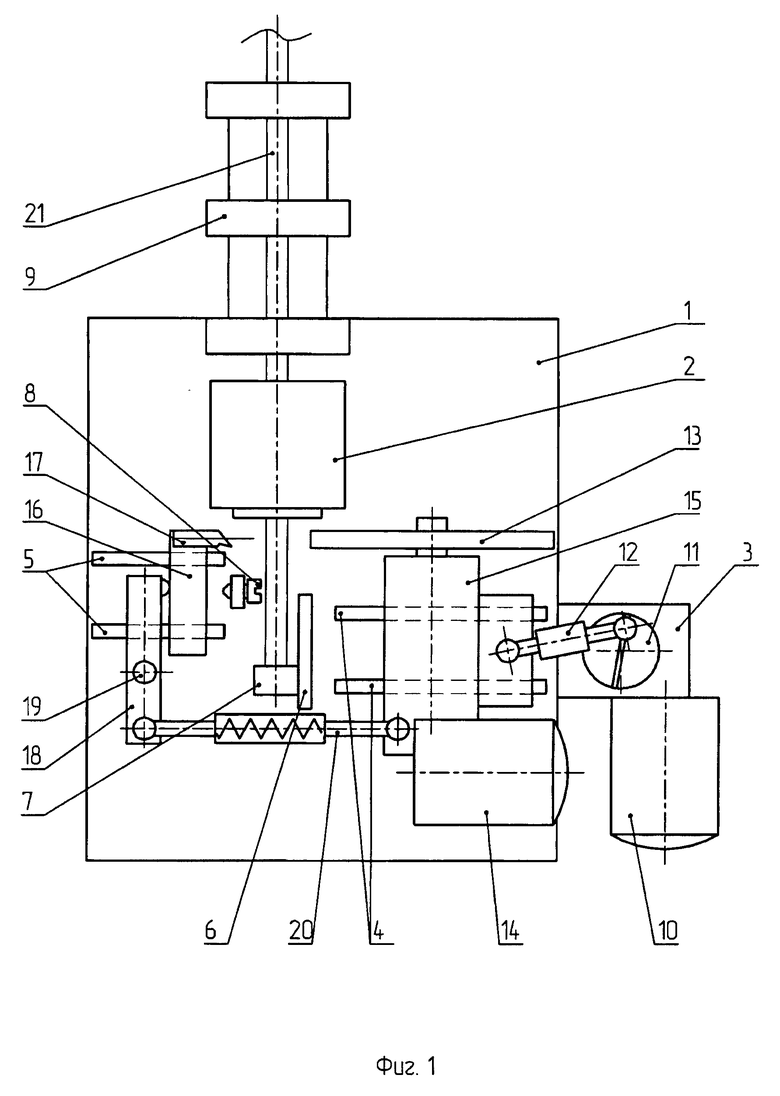
1. Отрезной станок, содержащий станину, режущий инструмент для отрезания детали от заготовки с приводом, шпиндельную бабку с патроном, упор для выставления длины отрезаемой детали, суппорт с закрепленным резцом, устройство для базирования и закрепления заготовки, привод подачи режущего инструмента для отрезания детали от заготовки и суппорта с резцом, отличающийся тем, что шпиндельная бабка установлена на станине без возможности осевого перемещения и выполнена с пневматической системой для разжима и зажима заготовки в патроне, устройство для базирования и закрепления заготовки выполнено в виде люнетного устройства, жестко соединенного со станиной, в качестве привода подачи режущего инструмента для отрезания заготовки и суппорта с закрепленным резцом использован электропривод, выполненный в виде электродвигателя, редуктора, кривошипно-шатунного механизма, который выполнен с возможностью обеспечения перемещения привода для отрезания детали от заготовки и состоит из кривошипа с переменным радиусом и шатуна изменяемой длины, регулируемого по длине звена с упругим компенсатором, установленного в контакте одним плечом с приводом режущего инструмента для отрезания детали от заготовки, а вторым плечом - с рычагом, установленным на станине в контакте с суппортом с закрепленным резцом.
2. Устройство по п. 1, отличающееся тем, что пневматическая система для зажима и разжима заготовки в патроне выполнена с возможностью использования заводской пневматической системы.
| .ЬА^%"*Ч?^% ^!4 ^>& ^%3/9339М. Кл. В 23d 45/00УДК 621.934.321(088.8)Авторыизобретения Л. Л. Ягджиев, В. И. Кисленко, И. И. Шульга, В. Ф. Тарасенко, В. Г. Чекесов, А. Т. Варивода, П. А. Макухин, В. А. Никульченкои А. В. Мигдеев | 0 |
|
SU379339A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБМП'*^"' О : • | 1970 |
|
SU423611A1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ТРУБ И СНЯТИЯ С НИХ ФАСКИ | 1997 |
|
RU2128104C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ НОДКОСА НА СВАЕ | 0 |
|
SU190812A1 |
| US 4126064 A1, 21.11.1978 | |||
| KR 101909145 B1, 17.10.2018. | |||

