l/l3o6p Rnne относится к обработке металлов давлением и может быть использовано в машиностроении для разделения трубного материала, в частности для резки тонкостенных труб на короткие заготовки.
Известен способ резки труб и устройство для его, осуществления. Используя данное техническое решение осуществляют поэтапную резку трубы, а именно: вначале дисковым ножом производят надрезание стенки трубы на величину 0,5-0,6 ее толщины с одновременным удалением наружного наплыва радиальным резцом, а на втором этапе срезание наружного наплыва прекращают и продолжают внедрение отрезного ножа, одновременно прикладывая к отрезаемой части трубы изгибаюш,ий момент, величину которого определяют из соответствующего выражения, причем внедрение дискового инструмента производят на величину, не превышающую толщину стенки трубы. Устройство, осуществляющее данный способ, содержит цанговый патрон, предназначенный для зажима и вращения разделяемой трубы, корпус, на котором смонтированы на осях отрезной диск и отгибающие ролики, а также установленный диаметрально противоположно отрезному диску опорный элемент, выполненный и виде подпружиненной оправки, в которой закреплены радиальный резец, а по обе стороны от негопара роликовых опор.
Недостатком данного технического решения является невысокое качество резки, поскольку при обработке толстостенных труб, даже несмотря на его снятие происходит образование наплыва, а при резке тонкостенных труб концы отрезков будут завальцовываться внутрь, что предполагает дополнительную обработку, т.е. раскатку, которая к тому же является трудоемкой операцией. Кроме того, отламывание на последнем этапе отрезаемой заготовки, как правило, приводит к образованию рванного торца, который также требует дополнительной обработки, тем более что внедрение отрезного ножа одновременно с процессом отламывания происходит на величину, не превышающую толщину стенки трубы. При этом наличие процесса ломки не позволяет отрезать короткие заготовки. Устройство для реализации данного способа является сложным по конструкции, благодаря наличию специального резца для снятия наплыва, роликовых опор, отгибающих роликов для отламывания заготовок, а также обладающим зизчительными габаритами и материалоемкостью. Кроме того конструкция данного устройства предусматрийлет вращение самой трубы, что при значительной
ее длине отрицательно сказывается на надежности работы устройства и его безопасности. Не решена также задача надежного удаления коротких остатков трубы из зоны
резания.
Известно устройство для разделения проката круглого поперечного сечения. Способ, реализуемый с помощью этого устройства, заключается в том. что сначала
0 тангенциальным резцом прорезают о прокате канавку, конические поверхности которой образуют фаску на отрезаемых заготовках, затем радиальным резцом в дне уже проточенной канадки образуют концентратор напряжений и одновременно с этим ламающими роликами отгиба(от надрезанную часть проката. Устройство для разделения проката содержит механизм зажима и приводной ползун, на котором смонтированы радиальный резец, ломающие ролики и тангенциальный резец.
В ,цанном случае недрезание проката производят резцо:1, что не вызывает на начальном этапе резания образование наплыва или завальцовки, если бы в последнем случае прокат являлся трубчатого сечения. Однако окончательное отделение заготовки от проката осуществляют с помощью ломки, что также приводит к снижению качества
0 обработки и образованию рванного торца. Данный способ не предназначен для резки тонкостенных труб, а также резки труб на короткие заготовки, так как в нем присутствует элемент ломки, требующий значительной длины отрезаемых заготовок для приложения к ним необходимого изгибающего момента. Не решена также проблема удаления коротких остатков труб из зоны резания. В реализующем данный способ устройстве тоже производят вращение детали, что не всегда возможно из-за значительной ее длины, а также из условий обеспечения автоматизации процесса резки. Усложняет конструкцию устройства наличие двух резцов - радиального и тангенциального.
Известен способ, реализуемый с помощью устройства для резки труб, который заключается в надрезке трубы сначала дисковым ножом, а затем окончательной отрезке резцом. Суппорты с режущими инструментами смонтированы на планщеибе, вращение которой с помощью кривошипа передается от диска, получающего
5 вращение от двигателя через ременную передачу.
Недостатком данного технического реUJeния является зависимость радиальной подачи суппортов от вращения планшайбы, причем все три суппорта перемещаются одновременмо и режущий инструмент, вступивший первым о работу, так и продолжает врезаться вместе со вторым, а потом и с третьим режущим инструментом до полного отделения заготовки от трубы. Специфика данной конструкции и последовательность действий настоящего способа не обеспечивает качественной резки трубы, тем более начальное врезание производят дисковым ножом, а не резцом, что вызывает возникновение завальцовки и наплыва.
Целью изобре5 ения является повышение качества получаемых заготовок и расширение технологических возможностей за счет резки коротких заготовок.
С этой целью в известном способе резки, включающем надрезание трубы путем выполнения на ее наружной поверхности кольцевой канавки и окончательную отрезку надрезанной части трубы путем внедрения режущего инструмента в выполненную кольцевую канавку, кольцевую канавку выполняют внедрением резца на величину, равную 0,5-0,6 толщины стенки трубы, после чего прекращают подачу резца, а окончательную отрезку осуществляют дисковым ножом. Для осуществления предлагаемого способа в известном устройстве для резки тонкостенных труб, содержащем привод, неподвижную гильзу, механизм зажима и планшайбус режущими инструментами, выполненными в виде резцедержателя с резцом и дискового ножа, предусмотрены двуплечие рычаги, установленные на планшайбе посредством оси с возможностью поворота, две копирные скалки с приводом их перемещения, установленные на планшайбе и выполненные с различными профилями для последовательного внедрения режущих инструментов, и механизм удаления заготовок. При этом одно плечо каждого двуплечего рычага связано соответственно с резцедержателем с резцом и с дисковым ножом, а другое установлено в пазу планшайбы с возможностью перемещения по профилю копирной скалки. Механизм зажима устройства выполнен в виде цангового патрона с установленной в нем цангой, торцы которых, обращенные к режущим инструментам, расположены в одной вертикальной плоскости и установлены с зазором относительно последних. Механизм удаление заготовок выполнен в виде усеченного конуса, установленного с противоположной механизму зажима стороны относительно режущего инструмента, меньшее основание которого обращено к режущему инструменту и установлено относительно него с зазором.
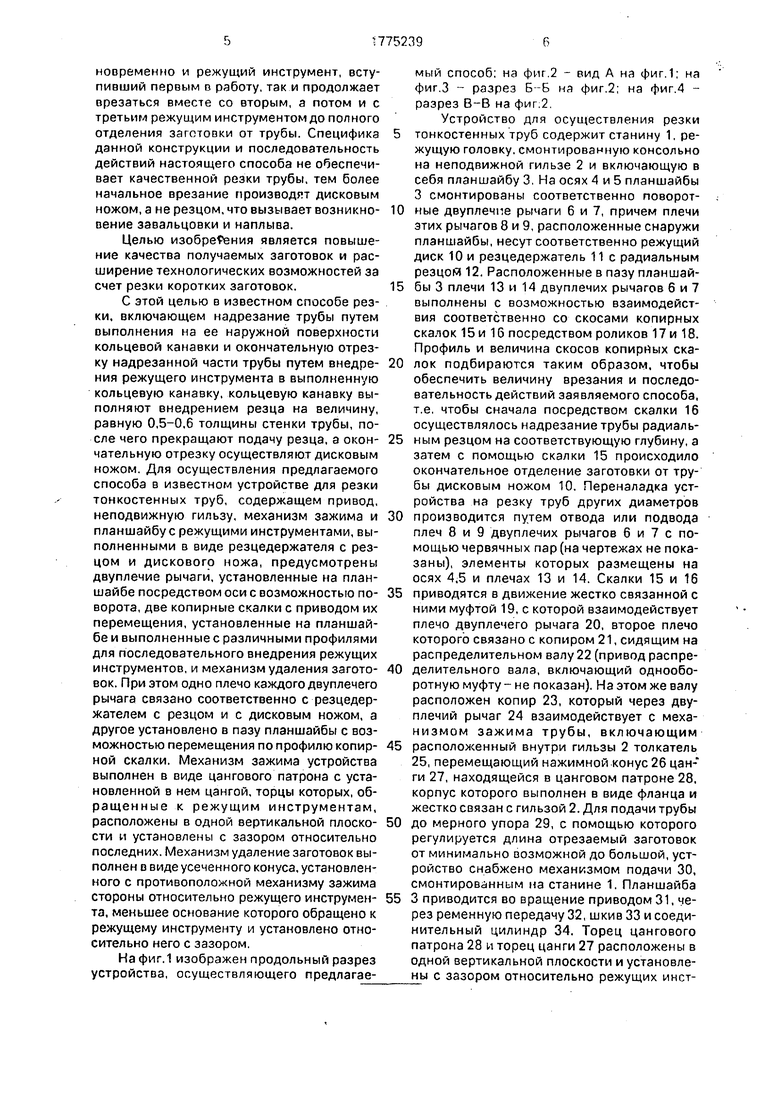
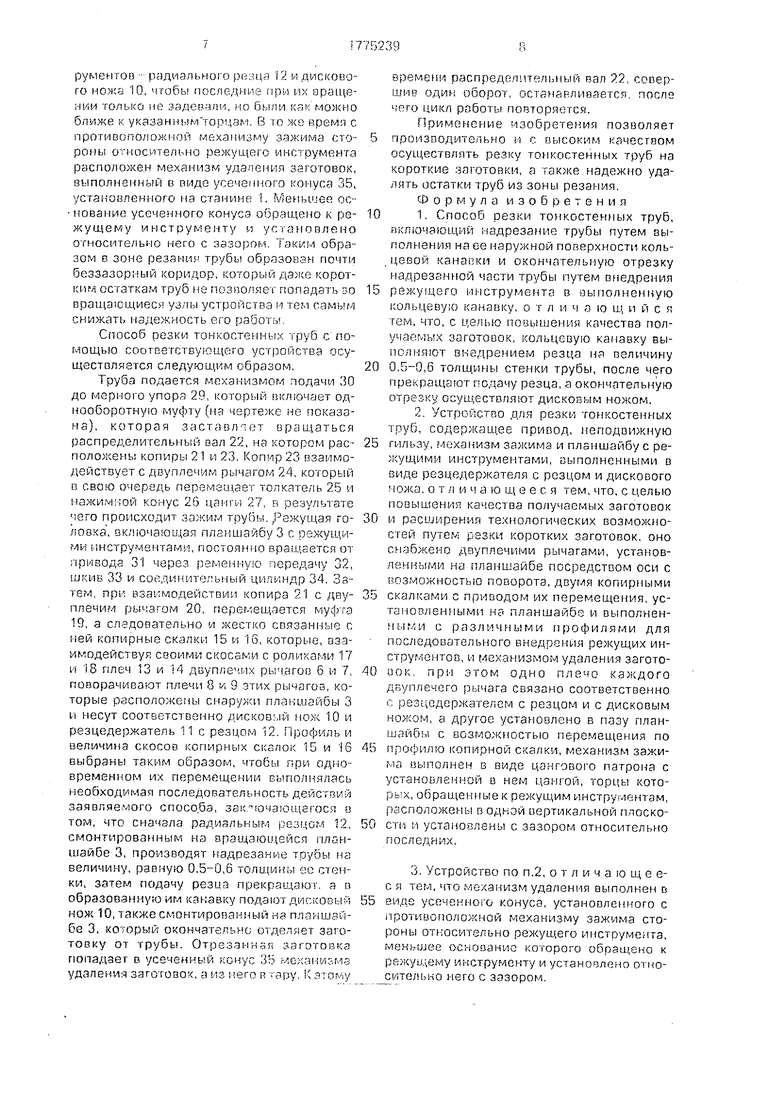
На фиг. 1 изображен продольный разрез устройства, осуществляющего предлагаемый способ: на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 разрез В-В на фиг:2,
Устройство для осуществления резки
тонкостенных труб содержит станину 1, режущую головку, смонтированную консольно на неподвижной гильзе 2 и включающую в себя планшайбу 3, На осях 4 и 5 планшайбы 3 смонтированы соответственно поворотные двуплечие рычаги 6 и 7, причем плечи этих рычагов 8 и 9, расположенные снаружи планшайбы, несут соответствен но режущий диск 10 и резцедержатель 11 с радиальным резцой 12. Расположенные в пазу планшайбы 3 плечи 13 и 14 двуплечих рычагов 6 и 7 выполнены с возможностью взаимодействия соответственно со скосами копирных скалок 15 и 16 посредством роликов 17 и 18. Профиль и величина скосов копирйых скалок подбираются таким образом, чтобы обеспечить величину врезания и последовательность действий заявляемого способа, т.е. чтобы сначала посредством скалки 16 осуществлялось надрезание трубы радиальным резцом на соответствующую глубину, а затем с помощью скалки 15 происходило окончательное отделение заготовки от трубы дисковым ножом 10. Переналадка устройства на резку труб других диаметров
0 производится путем отвода или подвода плеч 8 и 9 двуплечих рычагов б и 7 с помощью червячных пар (на чертежах не показаны), элементы которых размещены на осях 4,5 и плечах 13 и 14. Скалки 15 и 16
5 приводятся в движение жестко связанной с ними муфтой 19, с которой взаимодействует плечо двуплечего рычага 20, второе плечо которого связано с копиром 21, сидящим на распределительном валу 22 (привод распределительного вала, включающий однооборотную муфту - не показан). На этом же валу расположен копир 23, который через двуплечий рычаг 24 взаимодействует с механизмом зажима трубы, включающим
5 расположенный внутри гильзы 2 толкатель 25, перемещающий нажимной конус 26 цанги 27, находящейся в цанговом патроне 28, корпус которого выполнен в виде фланца и жестко связан с гильзой 2. Для подачи трубы
0 до мерного упора 29, с помощью которого регулируется длина отрезаемый заготовок от минимально возможной до большой, устройство снабжено механизмом подачи 30, смонтированным на станине 1. Планшайба
5 3 приводится во вращение приводом 31, через ременную передачу 32, шкив 33 и соединительный цилиндр 34. Торец цангового патрона 28 и торец цанги 27 расположены в одной вертикальной плоскости и установлены с зазором относительно режущих инструментов - радиального резца 12 и дискового ножз 10, чтобы последние при их аращении только не ЗгЭдеЕзалм, но были как можно к указаниымтор дам. В ю же время с противоположной механизму зажима стороны относительно режущего инструмента расположен механизм удаления заготовок, выполненный в виде усеченного конуса 35, установленного на станине 1, TvleHbUjee ос-нование усеченного конусз обращено к режущему инструменту и установлено относительно него с зазором. Таким образом в зоне резания трубы образован почти беззазориый коридор, который даже коротким остаткам труб не позполяет попадать во враща сш,иеся узлы устройства и тем самым снижать надежность его работы.
Способ резки тонкостенных труб с помощью соответствующего устройства осуществляется следующим образом.
Труба подается механизмом подачи 30 до мерного упора 29, который пкпючает однооборотную муфту (нз чертеже не .показана), которая заставл тет вращаться распределительный вал 22, на котором расположены копиры 21 и 23. Копир 23 взаимодействуете двуплечим рычагом 24, который в свою очередь перемеи.1,ает толкатель 25 и нажим -;ой конус 26 цанги 27, в результате lero происходит зажим трубы.,Режущая головка, включающая планшайбу 3 с режуш,ими инструментами, постоянно вращается от привода 31 через ременную передачу 32, шкив 33 и соединительный цилиндр 34. ЗатеМ: при взаимодействии копира 21 с двуплечим рычагом 20, перемещается муфта 19, а сл1эдовательно и жестко связанные с ней копирные скалки 15 и 16, которые, взаимодействуя своими скосами с роликами 17 и 18 плеч 13 и 14 двуплечих рычагов 6 и 7, поворачивакот плечи 8 9 этих рычагов, которые расположены снаружи планшай€м 1 3 и несут соответственно дисковый нож 10 и резцедержатель 11 с резцом 12. Профиль и величина скосов копирных скалок 15 и 16 выбраны таким образом, чтобы .при одновременном их перемещении выполнялась необходимая последовательность действий заявляемого способа, зак.ючающегося в том, что сначала радиальным резцом 12, смонтированным на вращающейся планшайбе 3, производят надрезание трубы на величину, равную 0,5-0,6 толщины ее стенки, затем подачу резца прекращают, а в образованную им канавку подают ,о,исковый нож 10, также смонтированный на планщайбе 3, который окончательно отделяет заготовку от трубы. Отрезанп8-я заготовка попадает в усеченный конус 35 механизма удаления заготовок, а из него р. тару. 3TOf.vy
времени распределительный вал 22, совершир один оборот, останавлиоается, после чего цикл работы повторяется.
Применение изобретения позволяет производительно и с вь соким качеством осуществлять резку тонкостенных труб на короткие заготойки, а также надежно удалять остатки труб из зоны резания.
Формула изобретения
1,Способ резки тонкостенных труб, йкл|Очающий надрезание трубы путем выполнения на ее наружной поверхности кольцевой каиапкм и окончательную отрезку надрезанной части трубы путем внедрения режущего инструмента в выполненную кольцевую канавку, о т л и ч а ю щ и и с я тег-, что, с целью повышения качества получаемых заготовок, кольцевую канавку выполня от внедрением резца на величину 0,5-0,6 толщины стенки трубы, после чего прекращают подачу резца, а окончательную отрезку осуществляют дисковым ножом.
2,Устройство для резки тонкостенных труб, содержащ,ее привод, неподвижную гильзу, глеха 1изм зажима и планшайбу с режущими инструментами, выполненными в вида резцедержателя с резцом и дискового ножа, о т л м ч а ю щ е е с я тем, что, с целью повышения качества получаемых заготовок и расширения технологических возможностей путе.м резки коротких заготовок, оно снабжено двуплечими рычагами, установленными на плаищайбе посредством оси с возможностью поворота, двумя копирными скалками с приводом их перемещения, установленными и планшайбе и выполненными с различнь ми профилями для последовательного внедрения режущих инструментов, и механизмом удаления заготовок-, при этом одно плечо каждого двуплечего рычага связано соответственно с резцедержателем с резцом и с дисковым ножом, а другое установлено в пазу планшайбы с возможностью перемещения по профилю копирной скалки, механизм зажима выполнен в виде цангового патрона с установленной в нем цангой, торцы которых, oOpauiSHHbB к режущим инструментам, расположены в одной вертикальной плоскости и установлены с зазором относительно последних,
3,Устройство по п,2, отличающеес я тем, что механизм удаления выполнен в виде усеченного конуса, установленного с противоположной механизму зажима стороны относительно режущего инструмента, меньшее основание которого обращено к режуилвму инструменту и установлено относительно него с зазором.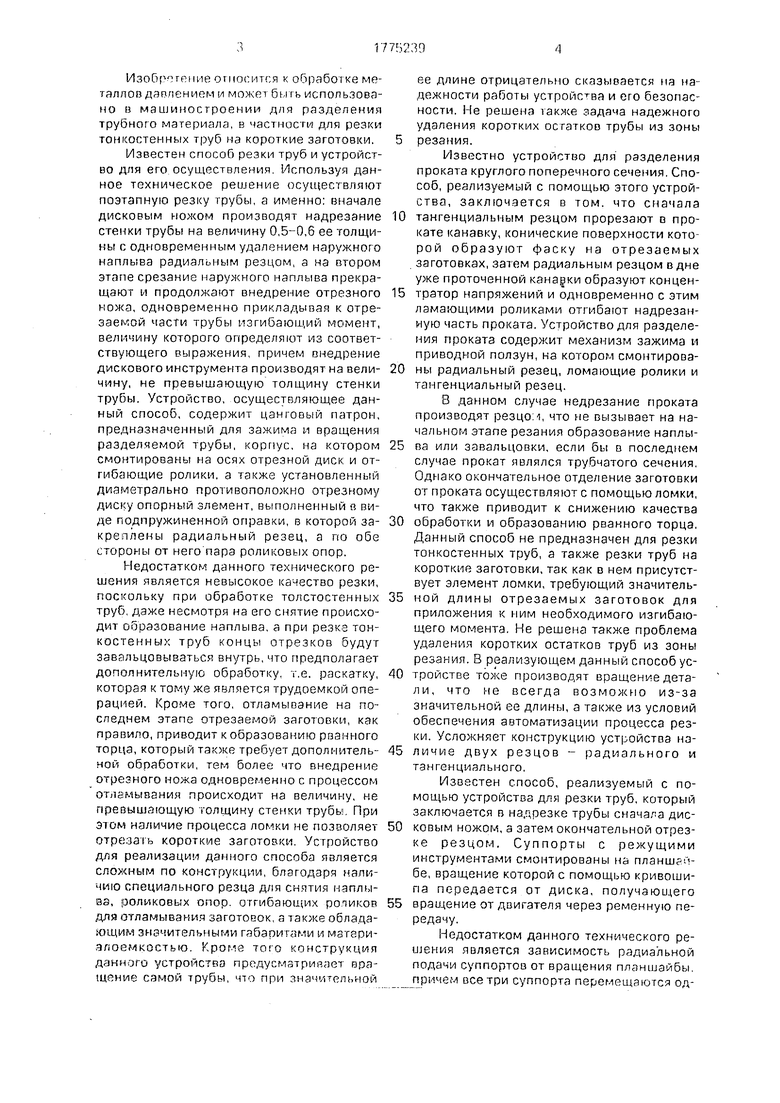
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1990 |
|
SU1764863A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 1992 |
|
RU2056981C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
| Устройство для резки труб | 1982 |
|
SU1026976A1 |
| Устройство для резки тонкостенных труб | 1984 |
|
SU1161215A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Полуавтомат для заточки резцов | 1990 |
|
SU1779547A1 |
| Устройство для резки труб | 1981 |
|
SU967692A1 |
| Устройство для резки тонкостенных труб | 1989 |
|
SU1687381A2 |
| Устройство для резки труб | 1985 |
|
SU1278109A1 |
Использование: в машиностроении для разделения трубного материала, в частности для резки тонкостенных труб на короткие заготовки. Сущность изобретения: радиальным резцом 12 надрезают трубу на глубину 0,5 толщины ее стенки, а затем в полученную канавку вводят дисковый нож 10 на величину, превышающую толщину стенки трубы и тем самым окончательно отделяют заготовку от трубы. Режущая головка устройства представляет собойсмонтированную на неподвижной гильзе планшайбу, на осях 4 и 5 которой закреплены соответственно поворотные двуплечие рычаги 6 и 7, причем плечи этих рычагов, расположенные снаружи планшайбы, несут соответственно дисковый нож 10 и резцедержатель 11 с радиальным резцом 12, а плечи 13 и 14 этих рычагов, расположенные в пазу планшайбы выполнены с возможностью взаимодействия со скосами копирных скалок 16 и 15. Торец цангового патрона и торец цанги, с помощью которой зажимается разрезаемая труба, лежат в одной верти- кальной плоскости, расположенной с минимальным зазором относительно торца режущих инструментов, а относительно противоположного торца режущих инструментов установлено меньшее основание разгрузочного усеченного конуса, который смонтирован на станине. 2 с.п. и 1 з.п. ф-лы, 4 ил.дидАслсfOв^f^-|^сл ю сою1^?/г.2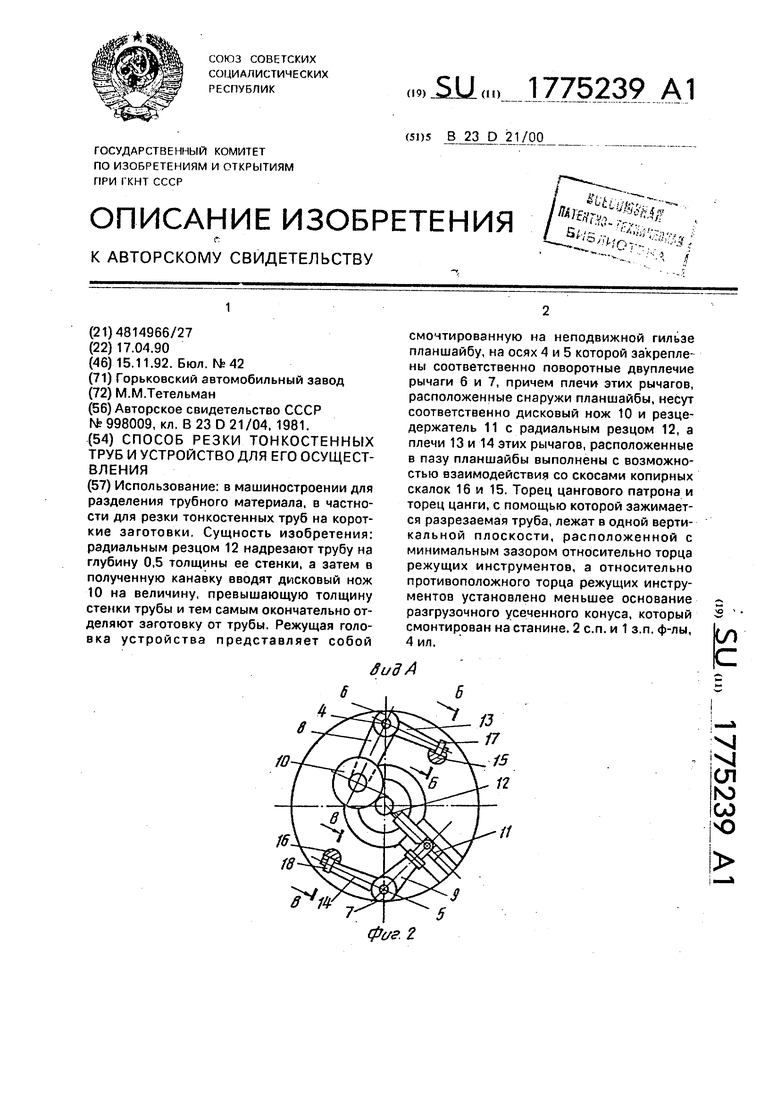
| Устройство для резки труб | 1981 |
|
SU998009A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
