Изобретение относится к деревообрабатывающей промышленности, в частности к станкам для изготовления деталей типа пробок,
f
Цель изобретения - расширение технологических возможностей, упрощение конструкции.
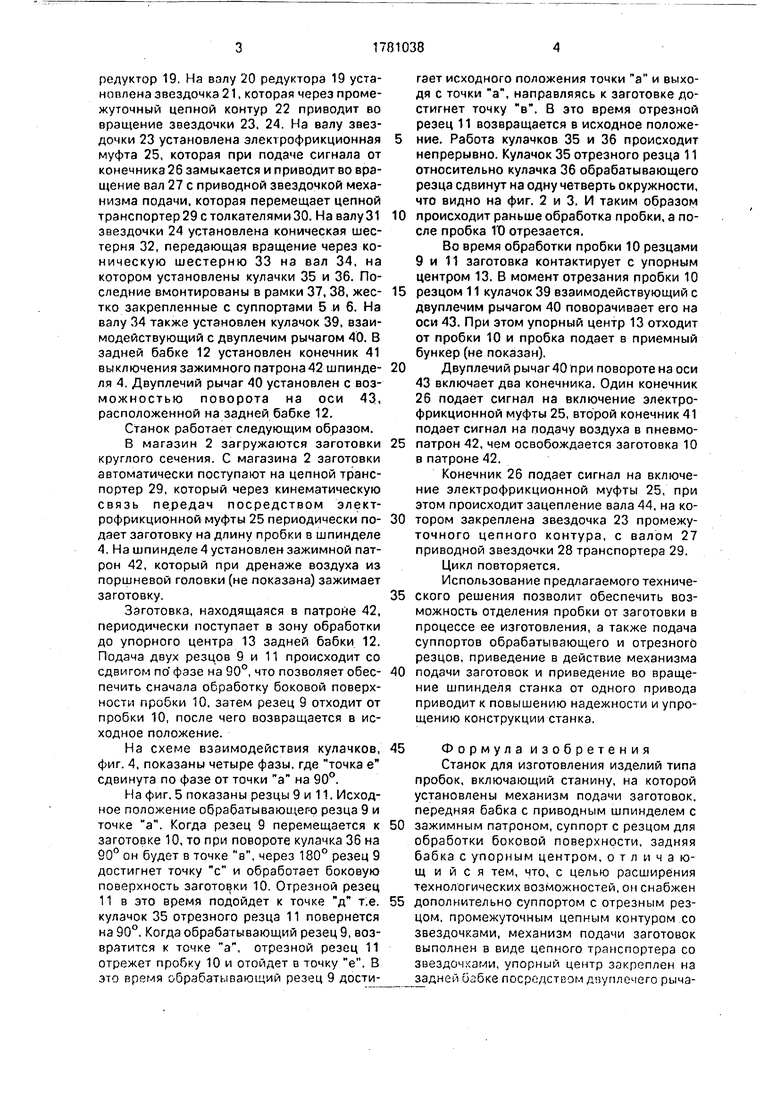
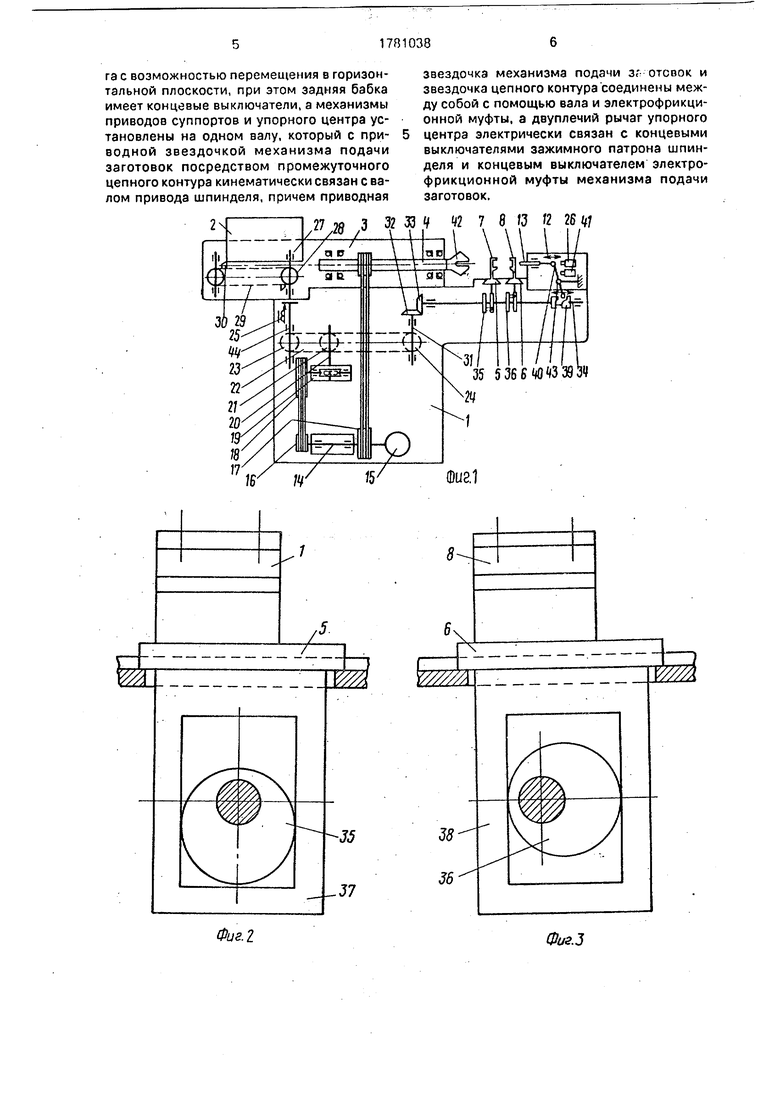
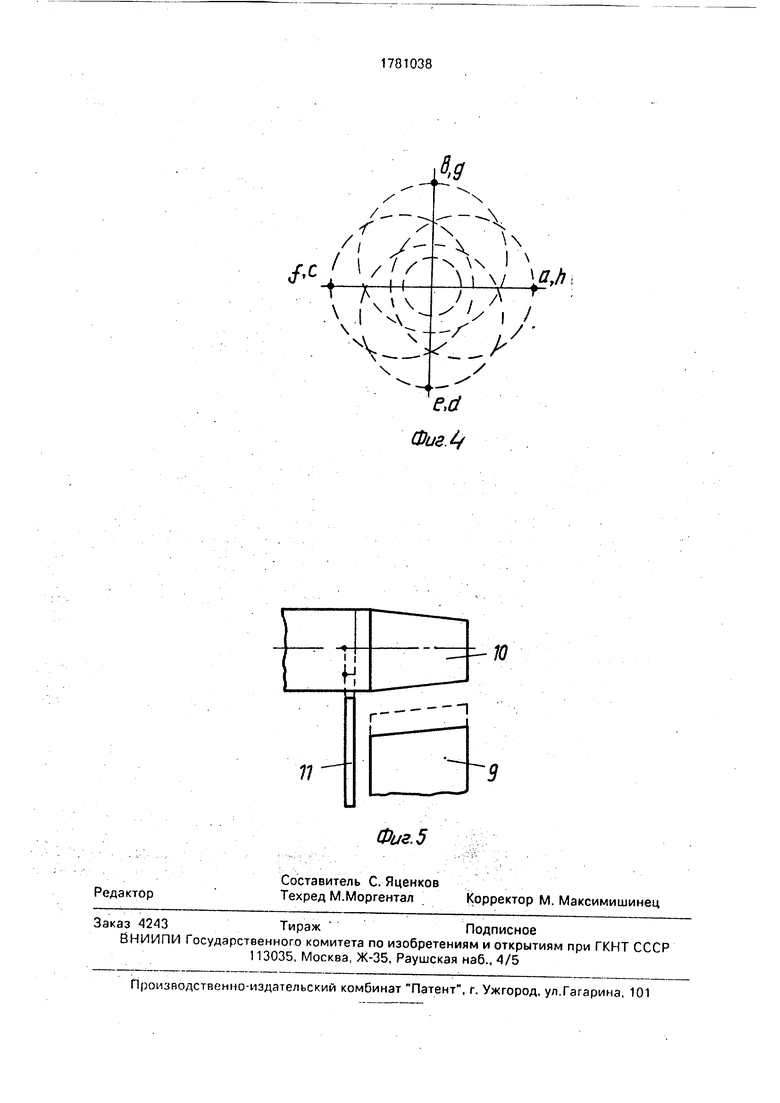
На фиг. 1 изображен станок, кинематическая схема; на фиг. 2 - суппорт отрезного резца; на фиг. 3 - суппорт резца для обработки боковой поверхности; на фиг. 4 - схема взаимодействия приводных кулачков суппортов в четырех фазах; на фиг, 5 - взаимодействие резцов при обработке пробки.
Станок для изготовления изделий типа пробок включает станину 1, на которой установлены механизм подачи 2 заготовок, передняя бабка 3 со шпинделем 4, два суппорта 5 и 6, в резцедержателях 7 и 8 которых закреплены соответственно резец 9 для обработки боковой поверхности пробки 10 и резец 11 для отрезания пробки 10 и задняя бабка 12 с упорным центром 13. На валу 14 привода 15 шпинделя 4 установлены два шкива 16, 17. Шкив 17 посредством ремней соединен с возможностью вращения со шпинделем 4. Шкив 16 посредством ремней соединен с возможностью вращения со шкивом 18, которым вращается червячный
V4
00
О GJ 00
редуктор 19. На валу 20 редуктора 19 установлена звездочка 21. которая через промежуточный цепной контур 22 приводит во вращение звездочки 23. 24. На валу звездочки 23 установлена электрофрикционная муфта 25, которая при подаче сигнала от конечника 26 замыкается и приводит во вращение вал 27 с приводной звездочкой механизма подачи, которая перемещает цепной транспортер 29 с толкателями 30. На валу 31 звездочки 24 установлена коническая шестерня 32, передающая вращение через коническую шестерню 33 на вал 34, на котором установлены кулачки 35 и 36. Последние вмонтированы в рамки 37, 38, жестко закрепленные с суппортами 5 и 6. На валу 34 также установлен кулачок 39, взаимодействующий с двуплечим рычагом 40. В задней бабке 12 установлен конечник 41 выключения зажимного патрона 42 шпинделя 4. Двуплечий рычаг 40 установлен с возможностью поворота на оси 43, расположенной на задней бабке 12.
Станок работает следующим образом.
В магазин 2 загружаются заготовки круглого сечения. С магазина 2 заготовки автоматически поступают на цепной транспортер 29, который через кинематическую связь передач посредством электрофрикционной муфты 25 периодически подает заготовку на длину пробки в шпинделе 4. На шпинделе 4 установлен зажимной патрон 42, который при дренаже воздуха из поршневой головки (не показана) зажимает заготовку.
Заготовка, находящаяся в патроне 42, периодически поступает в зону обработки до упорного центра 13 задней бабки 12. Подача двух резцов 9 и 11 происходит со сдвигом по фазе на 90°, что позволяет обеспечить сначала обработку боковой поверхности пробки 10. затем резец 9 отходит от пробки 10, после чего возвращается в исходное положение.
На схеме взаимодействия кулачков, фиг. 4, показаны четыре фазы, где точка е сдвинута по фазе от точки а на 90°.
На фиг. 5 показаны резцы 9 и 11. Исходное положение обрабатывающего резца 9 и точке а. Когда резец 9 перемещается к заготовке 10, то при повороте кулачка 36 на 90° он будет в точке в, через 180° резец 9 достигнет точку с и обработает боковую поверхность заготовки 10. Отрезной резец 11 в это время подойдет к точке д т.е. кулачок 35 отрезного резца 11 повернется на 90°. Когда обрабатывающий резец 9, возвратится к точке а, отрезной резец 11 отрежет пробку 10 и отойдет в точку е. В это время обрабатывающий резец 9 достигает исходного положения точки а и выходя с точки а, направляясь к заготовке достигнет точку в. 8 это время отрезной резец 11 возвращается в исходное положение. Работа кулачков 35 и 36 происходит непрерывно. Кулачок 35 отрезного резца 11 относительно кулачка 36 обрабатывающего резца сдвинут на одну четверть окружности, что видно на фиг. 2 и 3. И таким образом
происходит раньше обработка пробки, а после пробка 1Х) отрезается.
Во время обработки пробки 10 резцами 9 и 11 заготовка контактирует с упорным центром 13. В момент отрезания пробки 10
резцом 11 кулачок 39 взаимодействующий с двуплечим рычагом 40 поворачивает его на оси 43. При этом упорный центр 13 отходит от пробки 10 и пробка подает в приемный бункер (не показан).
Двуплечий рычаг40 при повороте на оси 43 включает два конечника. Один конечник 26 подает сигнал на включение электрофрикционной муфты 25, второй конечник 41 подает сигнал на подачу воздуха в пневмопатрон 42, чем освобождается заготовка 10 в патроне 42.
Конечник 26 подает сигнал на включение электрофрикционной муфты 25, при этом происходит зацепление вала 44, на котором закреплена звездочка 23 промежуточного цепного контура, с валом 27 приводной звездочки 28 транспортера 29. Цикл повторяется. Использование предлагаемого технического решения позволит обеспечить возможность отделения пробки от заготовки в процессе ее изготовления, а также подача суппортов обрабатывающего и отрезного резцов, приведение в действие механизма
подачи заготовок и приведение во вращение шпинделя станка от одного привода приводит к повышению надежности и упрощению конструкции станка.
Формула изобретения
Станок для изготовления изделий типа пробок, включающий станину, на которой установлены механизм подачи заготовок, передняя бабка с приводным шпинделем с
зажимным патроном, суппорт с резцом для обработки боковой поверхности, задняя бабка с упорным центром, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен
дополнительно суппортом с отрезным резцом, промежуточным цепным контуром со звездочками, механизм подачи заготовок выполнен в виде цепного транспортера со звездочками, упорный центр закреплен на задней бабке посредством дчуплечего рычага с возможностью перемещения в горизонтальной плоскости, при этом задняя бабка имеет концевые выключатели, а механизмы приводов суппортов и упорного центра установлены на одном валу, который с приводной звездочкой механизма подачи заготовок посредством промежуточного цепного контура кинематически связан с валом привода шпинделя, причем приводная
звездочка механизма подачи з отсвок и звездочка цепного контура соединены между собой с помощью вала и электрофрикционной муфты, а двуплечий рычаг упорного центра электрически связан с концевыми выключателями зажимного патрона шпинделя и концевым выключателем электрофрикционной муфты механизма подачи заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2009 |
|
RU2412785C1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| УСТРОЙСТВО ДЛЯ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2004 |
|
RU2267383C2 |
Использование: комбинированное изготовление пробок без дополнительного привода инструмента. Сущность изобретения: станок включает станину 1, на которой установлены механизм подачи 2 заготовок, передняя бабка 3 со шпинделем 4, суппорт 5 с резцом для боковой обработки пробки, суппорт 6 с отрезным резцом, задняя бабка 12 с упорным центром 13. Станок снабжен промежуточным цепным контуром 22 со звездочками 23 и 24. На валу звездочки 23 установлена электрофрикционная муфта 25. Упорный центр 13 закреплен на задней бабке 12 посредством двуплечего рычага с возможностью перемещения в горизонтальной плоскости. Задняя бабка имеет концевые выключатели 26. Механизмы приводов суппортов 5 и 6 упорного центра 13 установлены на одном валу 34. Последний с механизмом подачи заготовок 2 посредством промежуточного цепного контура 22 кинематически связаны с валом привода шпинделя 4. Механизм подачи 2 заготовок и промежуточный цепной контур 22 соединены между собой с помощью вала 44 и электрофрикционной муфты. Двуплечий рычаг упорного центра 13 электрически связан с концевыми выключателями зажимного патрона шпинделя 4 и концевым выключателем электрофрикционной муфты механизма подачи 2 заготовок. 5 ил.
27 28 3 32 33 Ц W 7 8 13 2 26 ад
/к Г I I/
$- V Ык
7 LJ
W
37
Фиг. 2
Шиг.1
Фиг.З
X
/-
;с / I///
Л I -л
Л
X
/-
I///
v
I -л
ч
5-
J
fv /
v i / 4-х ;/
:
A
/
e,ct
Фиг .fy
.-----л
| КРУГЛОПАЛОЧНЬГй СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОГО И ФАСОННОГО ПРОФИЛЯ | 0 |
|
SU240227A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ СПЛАВА КАДМИИ—НИКЕЛЬ | 0 |
|
SU301374A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
