Изобретение относится к устройству для изготовления нетканого материала из извитых волокон, в частности, из извитых бесконечных филаментов, причем предусмотрена, по меньшей мере, одна формовочная машина или, по меньшей мере, одна прядильная балка для формирования волокон и причем предусмотрен воздухопроницаемый укладочный транспортер, в частности укладочная перфорированная лента, для укладки волокон или бесконечных филаментов к виду нетканого полотна. Далее, изобретение относится также к способу изготовления нетканого материала. – В соответствии с очень предпочтительной формой исполнения в случае волокон, образующих нетканый материал, речь идет о бесконечных филаментах. Вследствие своей как бы бесконечной длины бесконечные филаменты отличаются от штапельных волокон, которые имеют отчетливо меньшие длины, например, от 10 мм до 60 мм. Изготовленный в соответствии с изобретением нетканый материал состоит предпочтительно из таких бесконечных филаментов. Особо предпочтительно в случае соответствующего изобретению устройства речь идет об устройстве для изготовления материала спанбонд, а в случае изготовленного нетканого материала – о нетканом материале спанбонд.
Из практики и уровня техники устройства и способы названного выше типа известны в различных формах исполнения. Для многих случаев использования необходимы нетканые материалы с большой толщиной и высокой мягкостью. При этом речь идет о так называемых продуктах технологии High-Loft или нетканых материалах технологии High-Loft (пустотелых волокнах с высокой степенью пушистости). Большой толщины нетканого материала достигают обычно при использовании извитых или декатированных филаментов. Для этого используют прежде всего многокомпонентные филаменты или двухкомпонентные филаменты с конфигурацией «бок о бок» или с эксцентрической конфигурацией сердечника и оболочки. Достижение большой толщины и высокой мягкости часто связано с относительно малой жесткостью нетканого полотна. Это справедливо в отношении как прочности нетканого материала при растяжении в машинном направлении (MD), так и в отношении износоустойчивости поверхности нетканого материала. Увеличение длины и/или мягкости часто происходит в ущерб прочности и, наоборот, увеличение жесткости нетканого материала за счет упрочнения нетканого материала ведет к уменьшению толщины и/или к уменьшению мягкости нетканого материала. При изготовлении продуктов технологии High-Loft это ведет к конфликту целей.
В частности, при производстве волокон технологии High-Loft другая проблема заключается в том, что уложенные нетканые полотна часто не обладают желательной однородностью, в частности, в отношении их поверхности. Часто приходится констатировать дефекты в поверхности нетканых материалов или нетканых полотен. Такие дефектные места обусловлены прежде всего эффектами обратного потока (так называемыми "Blow-Back-эффектами»). При переходе уложенного на укладочный транспортер нетканого полотна от области укладочного транспортера с более сильным всасыванием к области укладочного транспортера с меньшим всасыванием происходит как бы обратное движение филаментов или составных частей нетканого материала из области с меньшим всасыванием в область с большим всасыванием (эффект обратного потока). Это ведет к возникновению дефектных мест или агломератов филаментов в нетканом полотне или в поверхности нетканого полотна. В этом отношении необходимы улучшения.
В основу изобретения положена техническая проблема указания устройства для изготовления нетканого материала из извитых волокон названного выше типа, с помощью которого может быть изготовлен нетканый материал с высокой толщиной и высокой мягкостью, отличающийся, несмотря на это, также удовлетворительной жесткостью или износоустойчивостью и, далее, отсутствием дефектов и, в частности, отсутствием агломератов. Кроме того, в основу изобретения положена проблема указания соответствующего способа изготовления нетканого материала.
Для решения технической проблемы, согласно изобретению, предложено устройство для изготовления нетканого материала из извитых волокон, в частности, из извитых бесконечных филаментов, причем предусмотрена, по меньшей мере, одна формовочная машина или, по меньшей мере, одна прядильная балка для формирования волокон или бесконечных филаментов, причем присутствует воздухопроницаемый укладочный транспортер, в частности, укладочная перфорированная лента для укладки волокон в области укладки к виду нетканого полотна,
причем в направлении транспортировки нетканого полотна позади области укладки волокон расположено, по меньшей мере, одно первое устройство предварительного упрочнения для предварительного упрочнения нетканого полотна, причем предусмотрено, по меньшей мере, одно всасывающее устройство, с помощью которого воздух или технологический воздух можно всасывать в области укладки волокон и/или области первого устройства предварительного упрочнения через укладочный транспортер или через перфорированную укладочную ленту,
причем за первым устройством предварительного упрочнения расположено второе устройство предварительного упрочнения для предварительного упрочнения нетканого полотна, причем в области второго устройства предварительного упрочнения воздух или технологический воздух можно всасывать через укладочный транспортер или через укладочную перфорированную ленту
и причем в области между первым устройством предварительного упрочнения и вторым устройством предварительного упрочнения расположен участок без всасывания, причем на участке без всасывания не происходит всасывания воздуха или технологического воздуха через укладочный транспортер или укладочную перфорированную ленту и/или причем участок без всасывания выполнен для того, чтобы там происходило всасывание воздуха или технологического воздуха, более слабое и отчетливо более слабое, нежели в области укладки волокон и/или в области первого устройства предварительного упрочнения и/или чтобы там происходило всасывание воздуха или технологического воздуха, более слабое, нежели в области второго устройства предварительного упрочнения.
В рамках изобретения предусмотрено, что соответствующее изобретению устройство используют в качестве компонента прядильной балки в составе установки с двумя прядильными балками или установки с несколькими прядильными балками. Также несколько прядильных балок или компонентов прядильной балки могут быть выполнены в форме соответствующего изобретению устройства в соответствии с п. 1 формулы изобретения. В этом отношении в рамках изобретения можно изготавливать исключительно нетканое полотно или также ламинат из нескольких расположенных одно над другим нетканых полотен.
Укладочный транспортер или укладочная перфорированная лента выполнены предпочтительно в качестве бесконечного вращающегося укладочного транспортера или бесконечной вращающейся укладочной перфорированной ленты. В рамках изобретения важно, что на одном и том же укладочном транспортере или укладочной перфорированной ленте происходят, по меньшей мере, два предварительных упрочнения и размещение участка без всасывания.
В соответствии с изобретением вырабатывают извитые или декатированные волокна и, в частности, извитые или декатированные бесконечные филаменты. Под завиванием, в рамках изобретения подразумевается, в частности, что извитые волокна или филаменты содержат соответственно завиток с, по меньшей мере, 1,5, преимущественно с, по меньшей мере, двумя, предпочтительно с, по меньшей мере, 2,5 и особо предпочтительно с, по меньшей мере, тремя петлями (loops) на сантиметр их длины. В соответствии с особо предпочтительной формой исполнения извитые волокна или филаменты содержат соответственно завиток с 1,5-3,5 и предпочтительно с 2-3 петлями (loops) на сантиметр их длины. При этом количество петель завитка или дуг витка (loops) на сантиметр длины волокон/филаментов измеряют, в частности, в соответствии с японской нормой JIS L-1015-1981 с подсчетом завитков под предварительным натяжением 2 мг/денье в (1/10 мм), причем в основу положена длина филаментов без вытягивания (извитая длина). Для определения количества петель завитка используют чувствительность 0,05 мм. Измерение проводят целесообразным образом с помощь устройства “Favimat” фирмы TexTechno, Германия. В этой связи дается ссылка на публикацию “Automatic Crimp Measurement on Staple Fibres, Denkendorf Colloqium, “Textile Mess- und Prüftechnik”, 9.11.99, Dr. Ulrich Mörschel (в частности, стр. 4, фиг. 4). Для этого филаменты или пробу филаментов забирают в виде клубка филаментов перед следующим отверждением, филаменты отделяют друг от друга и производят измерение.
В рамках изобретения предусмотрено, что для получения извитых волокон или филаментов используют двухкомпонентные волокна или многокомпонентные волокна и. в частности, двухкомпонентные филаменты или многокомпонентные филаменты. Целесообразным образом используют двухкомпонентные филаменты или многокомпонентные филаменты с эксцентрической конфигурацией сердечника и оболочки или с конфигурацией «бок о бок». При этом предпочтительны волокна или бесконечные филаменты с эксцентрической конфигурацией сердечника и оболочки. Названные последними волокна особенно хорошо зарекомендовали себя для соответствующего изобретению устройства или для соответствующего изобретению способа. Весьма предпочтительная форма исполнения используемых в рамках изобретения бесконечных филаментов с эксцентрической конфигурацией сердечника и оболочки пояснена еще более подробно ниже.
В рамках изобретения предусмотрено, что в случае соответствующего изобретению устройства речь идет об устройстве для изготовления нетканого материала спанбонд. В соответствии с изобретением волокна или бесконечные филаменты формируют с помощью формовочной машины. Целесообразным образом после формовочной машины в направлении потока волокон расположено, по меньшей мере, одно охлаждающее устройство для охлаждения волокон, а также, по меньшей мере, одно примыкающее к охлаждающему устройству вытягивающее устройство для вытягивания волокон. Предпочтительно к вытягивающему устройству в направлении потока волокон примыкает, по меньшей мере, один диффузор. Весьма рекомендуемая форма исполнения изобретения отличается тем, что агрегат в составе из охлаждающего устройства и вытягивающего устройства выполнен в виде закрытого агрегата и что в этот агрегат помимо подвода охлаждающего воздуха в устройстве охлаждения не подводят никакой другой воздух извне. Покидающие диффузор волокна/филаменты целесообразным образом укладывают непосредственно на укладочный транспортер или на укладочную перфорированную ленту.
Особо предпочтительная форма исполнения изобретения отличается тем, что расположенный непосредственно над укладочным транспортером или над укладочной перфорированной лентой диффузор содержит две противолежащих стенки диффузора, причем предусмотрены два нижних, расходящихся участка стенки диффузора. Оба нижних, расходящихся участка стенки диффузора расположены предпочтительно асимметрично относительно центральной плоскости М диффузора или устройства. При этом рекомендуется, чтобы расположенный относительно укладочного транспортера на стороне входа участок стенки диффузора образовывал с центральной плоскостью М диффузора угол β, меньший по сравнению с расположенным на стороне выхода участком стенки диффузора. Целесообразным образом угол β – который расположенный на стороне входа участок стенки диффузора образует с центральной плоскостью М -, по меньшей мере, на 1° меньше соответствующего угла, который расположенный на стороне выхода участок стенки диффузора образует с центральной плоскостью М. - Понятия «на стороне входа» и «на стороне выхода» относятся здесь, в частности, к направлению транспортировки или направлению движения укладочного транспортера или укладочной перфорированной ленты. – Ассиметричное исполнение диффузора относительно центральной плоскости М устройства особо хорошо зарекомендовало себя применительно к решению соответствующей изобретению технической проблемы. В рамках изобретения предусмотрено, что расположенные на стороне укладочного транспортера концы расходящихся участков стенки диффузора расположены на различном расстоянии е от центральной плоскости М устройства. Расстояние е1 расположенного на стороне транспортера конца расположенного на стороне входа участка стенки диффузора предпочтительно меньше расстояния е2 расположенного на стороне транспортера конца расположенного на стороне выхода участка стенки диффузора до центральной плоскости М устройства. Целесообразным образом отношение расстояний е1:е2 составляет от 0,6 до 0,95, предпочтительно от 0,65 до 0,9 и, в частности. от 0,7 до 0,9.
Далее, особо предпочтительная форма исполнения изобретения отличается тем, что расположенный непосредственно на укладочным транспортером или над укладочной перфорированной лентой диффузор содержит две противолежащих стенки диффузора, причем на входном конце диффузора предусмотрены, по меньшей мере, два расположенных друг против друга зазора для входа вторичного воздуха, которые расположены соответственно на одной из обеих противолежащих стенок диффузора. Под входным концом диффузора в данном случае понимают конец диффузора, в который поступают вытянутые волокна или филаменты. Через зазор для входа вторичного воздуха, расположенный относительно направления транспортировки укладочного транспортера на стороне входа может быть введен меньший объемный поток вторичного воздуха, нежели через зазор для входа вторичного воздуха, расположенный на стороне выхода. В соответствии с исполнением соответствующего изобретению устройства для этого зазор для входа вторичного воздуха, расположенный на стороне, выполнен в машинном направлении (MD) более узким по сравнению с зазором для входа вторичного воздуха, расположенным на стороне выхода. – Машинное направление (MD) подразумевает в рамках изобретения, в частности, направление транспортировки укладочного транспортера или укладочной перфорированной ленты и, таким образом, направление транспортировки нетканого полотна. – В рамках изобретения предусмотрено, что ширину зазора для входа вторичного воздуха, расположенного на стороне входа, и/или ширину зазора для входа вторичного воздуха, расположенного на стороне выхода, можно регулировать. Рекомендуемым образом объемный поток вторичного воздуха расположенного на стороне входа зазора для входа вторичного воздуха, по меньшей мере, на 5% предпочтительно, по меньшей мере, на 10% и, в частности, по меньшей мере на 15% меньше объемного потока вторичного воздуха, проходящего через зазор для входа вторичного воздуха, расположенный на стороне выхода.
Поставленная задача решена также посредством способа изготовления нетканого материала из извитых волокон, причем волокна или филаменты формируют и укладывают на воздухопроницаемый укладочный транспортер или на воздухопроницаемую перфорированную ленту, причем в области укладки волокон воздух или технологический воздух всасывают в главной области всасывания через укладочный транспортер или укладочную перфорированную ленту, причем в машинном направлении позади области волокна предварительно упрочняют на укладочном транспортере в, по меньшей мере, одной первой ступени предварительного упрочнения, причем в области первой ступени предварительного упрочнения воздух или технологический воздух всасывают во второй области всасывания через укладочный транспортер или через укладочную перфорированную ленту,
причем волокна предварительно упрочняют на укладочном транспортере или на укладочной перфорированной ленте в, по меньшей мере, одной второй ступени предварительного упрочнения, расположенной в машинном направлении после первой ступени предварительного упрочнения, причем в области второй ступени предварительного упрочнения воздух или технологический воздух всасывают в третьей области всасывания через укладочный транспортер или укладочную перфорированную ленту,
причем в области между первой ступенью предварительного упрочнения и второй ступенью предварительного упрочнения расположен, по меньшей мере, один участок, на котором не происходит всасывания воздуха или технологического воздуха через укладочный транспортер или через укладочную перфорированную ленту или на котором осуществляют меньшее всасывание воздуха или технологического воздуха по сравнению со второй областью всасывания, причем участок без всасывания расположен на укладочном транспортере, на который волокна укладываются к виду нетканого полотна и на котором выполняется предварительное упрочнение с помощью, по меньшей мере, двух устройств предварительного упрочнения.
Предпочтительным является то, что на участке без всасывания осуществляют всасывание воздуха или технологического воздуха через укладочный транспортер или укладочную перфорированную ленту, меньшее, чем в третьей области всасывания в области второй ступени предварительного упрочнения.
Сформированные, охлажденные и вытянутые волокна или филаменты укладывают в области укладки укладочного транспортера или укладочной перфорированной ленты к виду нетканого полотна. В рамках изобретения предусмотрено, что под этой областью укладки волокон/филаментов в главной области всасывания производят всасывание технологического воздуха снизу через укладочный транспортер или укладочную перфорированную ленту. Технологический воздух в этой главной области всасывания всасывают со скоростью VH всасывания. Целесообразным образом главная область всасывания ограничена расположенной на стороне входе всасывающей разделительной стенкой и расположенной на стороне выхода всасывающей разделительной стенкой. В рамках изобретения предусмотрено, что во второй области всасывания, расположенной в машинном направлении (MD) за главной областью всасывания, также производят всасывание технологического воздуха через укладочный транспортер или через укладочную перфорированную ленту, а именно со скоростью V2 всасывания. Далее, в рамках изобретения предусмотрено, что скорость VH всасывания в главной области всасывания выше или отчетливо выше скорости V2 всасывания во второй области всасывания. Особо предпочтительная форма исполнения изобретения отличается тем, что расположенная на стороне выхода всасывающая разделительная стенка содержит между главной областью всасывания и второй областью всасывания расположенный на стороне укладочного транспортера конец, который расположен на вертикальном расстоянии А от укладочного транспортера. При этом это вертикальное расстояние А составляет целесообразным образом от 10 мм до 250 мм, в частности, от 25 м до 200 мм, преимущественно от 28 мм до 150 мм, предпочтительно от 29 мм до 120 мм, весьма предпочтительно от 30 мм до 120 мм и рекомендуемым образом от 35 мм до 120 мм. Очень хорошо зарекомендовавшая себя форма исполнения отличается в этой взаимосвязи тем, что расположенная на стороне выхода всасывающая разделительная стенка содержит на своем, расположенном на стороне транспортера конце отогнутый от остальной всасывающей разделительной стенки участок разделительной стенки, выполненный в виде участка обтекателя. При этом целесообразным образом расположенный на стороне транспортировки конец этого участка обтекателя расположен на вертикальном расстоянии А до укладочного транспортера или укладочной перфорированной ленты. Реализация относительно большого расстояния А между расположенным на стороне транспортера концом всасывающей разделительной стенки, расположенной на стороне выхода, и укладочным транспортером или между расположенным на стороне транспортера концом участка обтекателя и укладочным транспортером создает в рамках изобретения совершенное особые преимущества. Это исполнение позволяет добиться непрерывного или линейно постоянного перехода скорости всасывания в направлении от главной области всасывания с высокой скоростью всасывания ко второй области всасывания с меньшей или отчетливо меньшей скоростью всасывания. За счет этого предотвращают, в частности, вредные эффекты обратного потока в конце главной области всасывания и могут быть изготовлены нетканые полотна с весьма однородной и свободной от дефектов поверхностью. Реализация вертикального расстояния А или реализация предпочтительного участка обтекателя особенно хорошо зарекомендовали себя в рамках изобретения.
В соответствии с изобретением в направлении транспортировки после области укладки волокон расположено, по меньшей мере, одно первое устройство предварительного упрочнения для предварительного упрочнения нетканого полотна. Целесообразным образом это первое устройство предварительного упрочнения расположено в области второй области всасывания или над второй областью всасывания. В рамках изобретение предусмотрено, что, по меньшей мере, одно первое устройство предварительного упрочнения представляет собой горячевоздушное устройство предварительного упрочнения. В соответствии с рекомендуемой формой исполнения между областью укладки волокон и участком без всасывания предусмотрено лишь одно первое устройство предварительного упрочнения или лишь одно первое горячевоздушное устройство предварительного упрочнения. В соответствии с особо предпочтительной формой исполнения изобретения, по меньшей мере, первое горячевоздушное устройство предварительного упрочнения выполнено в виде горячевоздушного ножа. Хорошо зарекомендовавшая себя форма исполнения изобретения отличается тем, что между областью укладки волокон и участком без всасывания расположено исключительно одно горячевоздушное устройство предварительного упрочнения, в частности, в форме горячевоздушного ножа. При этом речь могла бы идти также о горячевоздушной печи.
Предпочтительным является то, что скорость всасывания на участке без всасывания меньше скорости всасывания технологического воздуха в третьей области всасывания в области второй ступени предварительного упрочнения или причем скорость всасывания на участке без всасывания больше скорости всасывания в третьей области всасывания.
В соответствии с изобретением в области между первым устройством предварительного упрочнения и вторым устройством предварительного упрочнения расположен участок без всасывания. Этот участок без всасывания будет описан или специфицирован ниже более подробно. После, по меньшей мере, одного первого устройства предварительного упрочнения и участка без всасывания в направлении транспортировки нетканого полотна расположено, по меньшей мере, одно второе устройство предварительного упрочнения для предварительного упрочнения нетканого полотна. В случае, по меньшей мере, одного второго устройства предварительного упрочнения речь идет предпочтительно о горячевоздушном устройстве предварительного упрочнения. В соответствии с особо рекомендуемой формой исполнения изобретения это, по меньшей мере, одно второе горячевоздушное устройство предварительного упрочнения представляет собой горячевоздушную печь. Хорошо зарекомендовавшая себя форма исполнения отличается тем, что эту горячевоздушную печь эксплуатируют в рамках системы циркуляции и что выработанный в виде горячего воздуха массовый поток и отсосанный массовый поток одинаковы или приблизительно одинаковы. При этом в рамках изобретения предусмотрено, что отсосанный через укладочный транспортер массовый поток несколько больше, чем выработанный массовый поток горячего воздуха. Определение «несколько больше» подразумевает в этой связи, что разница может составлять максимально до 25%, предпочтительно до максимально 10% выработанного массового потока. В этой связи устройство рекомендуемым образом настраивают таким образом, чтобы вход нетканого полотна в области второго горячевоздушного устройства предварительного упрочнения поддерживался однонаправленным воздушным потоком. Кроме того, тем самым можно отводить пары нетканого материала из циркулирующего воздуха. – Далее, в рамках изобретения предусмотрено, что после второго устройства предварительного упрочнения или после второго горячевоздушного устройства предварительного упрочнения на укладочном транспортере или укладочной перфорированной ленте предусмотрена зона охлаждения для стабилизации нетканого материала.
Одна форма исполнения изобретения отличается тем, что после соответствующего изобретению участок без всасывания расположено лишь одно второе устройство предварительного упрочнения или лишь одно второе горячевоздушное устройство предварительного упрочнения и предпочтительно лишь одна горячевоздушная печь для предварительного упрочнения нетканого полотна. Далее, в рамках изобретения предусмотрено, что снизу от второго устройства предварительно упрочнения или снизу от второго горячевоздушного устройства предварительного упрочнения технологический воздух всасывают через укладочный транспортер или укладочную перфорированную ленту, а именно в третьей области всасывания со скоростью V3 всасывания.
В соответствии с особо предпочтительной формой исполнения изобретения скорость VH всасывания в главной области всасывания вше скорости V2 всасывания во второй области всасывания и целесообразным образом скорость V2 всасывания второй области всасывания больше скорости V3 всасывания третьей области всасывания. Рекомендуемым образом скорость V2 всасывания второй области всасывания – в частности. снизу от первого устройства предварительного упрочнения – составляет от 15% до 50%, в частности, от 25% до 40%, и предпочтительно от 27% до 35% от скорости VH всасывания главной области всасывания. Далее, в рамках изобретения предусмотрено, что скорость V3 всасывания в третьей области всасывания – предпочтительно ниже второго устройства предварительного упрочнения – составляет от 5% до 30%, в частности, от 7% до 25% и предпочтительно от 7% до 12% от скорости VH всасывания главной области всасывания. При этом в рамках изобретения предусмотрено, что скорость V3 всасывания третьей области всасывания меньшее скорости V2 всасывания второй области всасывания.
В соответствии с предпочтительной формой исполнения изобретения на участке без всасывания, расположенном между, по меньшей мере, одним первым устройством предварительного упрочнения и, по меньшей мере, одним вторым устройством предварительного упрочнения, всасывание отсутствует, так что скорость VL всасывания равна нулю. В соответствии с другой формой исполнения изобретения на участке без всасывания производят слабое всасывание, а именно предпочтительно со скоростью VL всасывания, которая меньше скорости V2 всасывания второй области всасывания и предпочтительно также меньше скорости V3 всасывания третьей области всасывания. – Длина L соответствующего изобретению участка без всасывания в машинном направлении (MD) или в направлении транспортировки укладочного транспортера целесообразным образом больше длины области укладки волокон или филаментов в машинном направлении (MD) или в направлении транспортировки укладочного транспортера. В рамках изобретения была доказана целесообразность того, что длина L участка без всасывания больше области ширины в машинном направлении (MD), в которой горячевоздушный нож, используемый в качестве первого горячевоздушного устройства предварительно упрочнения, нагружает нетканое полотно горячим воздухом. Особо предпочтительная форма исполнения изобретения отличается тем, что длина L участка без всасывания в машинном направлении (MD) составляет от 300 мм до 5000 мм, в частности, от 1000 м до 4500 мм и предпочтительно от 1200 мм до 4000 мм. В рамках изобретения предусмотрено, что длина L участка без всасывания составляет, по меньшей мере, 30%, преимущественно, по меньшей мере, 35%, предпочтительно, по меньшей мере, 40% и весьма предпочтительно, по меньшей мере, 45% и, в частности, по меньшей мере 50% расстояния С между последним в направлении транспортировки первым устройством предварительного упрочнения и непосредственно следующим в направлении транспортировки вторым устройством предварительного упрочнения. В рамках изобретения предусмотрено, что расстояние С составляет от 400 мм до 5200 мм, в частности, от 1100 мм до 4700 мм и предпочтительно от 1300 мм до 4200 мм.
Предпочтительная форма исполнения отличается тем, что при слабом всасывании на соответствующем изобретению участке без всасывания скорость VL всасывания составляет лишь от 1% до 15%, преимущественно от 1,2% до 10%, предпочтительно от 1,4% до 8%, весьма предпочтительно от 1,5% до 5%, особо предпочтительно от 1,6% до 4% и, в частности, от 1,7% до 3% от скорости VH всасывания в главной области всасывания. В соответствии с весьма рекомендуемой формой исполнения изобретения скорость VL всасывания на участке без всасывания можно регулировать. Далее, в рамках изобретения предусмотрено, что при слабом всасывании на участке без всасывания скорость VL всасывания составляет исключительно от 2% до 45%, преимущественно от 2,4% до 30% и весьма предпочтительно от 2,8% до 16%, а также, в частности, от 3,4% до 9% от скорости V2 всасывания во второй области всасывания. Далее, в рамках изобретения была доказана целесообразность того, что скорость VL всасывания на участке без всасывания меньше скорости V3 всасывания в третьей области всасывания и что скорость VL всасывания составляет максимально 50%, преимущественно максимально 45%, предпочтительно максимально 40% и особо предпочтительно максимально 30% от скорости V3 всасывания в третьей области всасывания. В соответствии с другой формой исполнения изобретения скорость VL всасывания на участке без всасывания может быть также больше или несколько больше скорости V3 в третьей области всасывания.
В основу изобретения положено знание того, что реализация соответствующего изобретению участка без всасывания существенно упрощает изготовление нетканых материалов с большой толщиной и высокой мягкостью. Далее, в основу изобретения положено познание того, что на участке без всасывания нетканый материал из извитых или декатированных волокон можно одновременно расслабить перед последующим предварительным упрочнением и на основании того факта, что здесь на нетканый материал не воздействует никакая или воздействует лишь очень малая сила зажима, можно получить нетканый материал с достаточной толщиной. Тем самым, можно предпочтительным образом обеспечить большую толщину и высокую мягкость нетканого материала и. тем не менее, за счет соответствующих предварительных упрочнений добиться достаточной прочности нетканого материала. В этом отношении соответствующий изобретению участок без всасывания создает существенные преимущества.
Наряду с поясненными выше преимуществами соответствующий изобретению участок без всасывания создает, однако, и другие преимущества. В рамках изобретения предусмотрено, что на участке без всасывания можно разместить, по меньшей мере, одно третье устройство предварительного упрочнения для нетканого материала и целесообразным образом произвести его позиционирование относительно укладочного транспортера или укладочной перфорированной ленты. При этом особо предпочтительно то, что этот третье устройство предварительного упрочнения может быть при необходимости удален или вновь удален из участка без всасывания или места расположения относительно укладочного транспортера. В соответствии с весьма предпочтительной формой исполнения изобретения в случае этого третьего устройства предварительного упрочнения речь идет, о, по меньшей мере, одном ролике или валке и рекомендуемым образом о паре роликов или паре валков. Ролик или валок и предпочтительно пару роликов или пару валков при необходимости можно целесообразным образом переместить в область участка без всасывания и предпочтительно при необходимости вновь вывести или удалить из области участка без всасывания. Предпочтительно при переводе паре роликов или пары валков ролик или валок перемещают снизу к укладочному транспортеру и ролик или валок перемещают сверху к укладочному транспортеру. В соответствии с зарекомендовавшей себя формой исполнения изобретения в случае ролика или пары роликов речь идет об уплотняющем ролике или уплотняющей паре роликов для уплотнения нетканого полотна на укладочном транспортере. – В этом отношении в основу изобретения положение знание того, что соответствующий изобретению участок без всасывания не столько создает существенные преимущества в отношении качества нетканого полотна или в отношении подлежащего изготовлению продукта технологии High-Loft, но и может быть к тому же использовано также для дополнительного предварительного упрочнения.
По меньшей мере, один поворачиваемый в область участка без всасывания ролик или валок имеет диаметр Z целесообразно от 200 мм до 500 мм и, в частности, от 250 мм до 500 мм. Ролик или валок, отводимый сверху в область участка без всасывания между первым устройством предварительного упрочнения и вторым устройством предварительного упрочнения, расположен относительно первого в машинном направлении устройства предварительного упрочнения предпочтительно на расстоянии или горизонтальном расстоянии Х, которое составляет от 50 мм до 800 мм, в частности, от 60 мм до 700 мм, целесообразным образом от 70 мм до 600 мм и предпочтительно от 100 мм до 500 мм. Далее, в рамках изобретения предусмотрено, что этот ролик или валок, поворачиваемый сверху в область участка без всасывания между обоими устройствами предварительного упрочнения, расположен на расстоянии Y или горизонтальном расстоянии Y до второго устройства предварительного упрочнения, расположенного следующим в машинном направлении, от 50 мм до 1500 мм, в частности, от 60 мм до 1250 мм и предпочтительном от 100 мм до 1000 мм.
В рамках изобретения предусмотрено, что выдвигание ролика или валка связано с переводом ролика или валка на – предпочтительно вертикальное – расстояние до укладочного транспортера, составляющее, по меньшей мере, 20 мм, целесообразным образом, по меньшей мере, 150 мм. В соответствии с другой формой исполнения изобретения ролик или валок можно выдвигать также сбоку из области укладочного транспортера и располагать затем, таким образом, в положении стоянки рядом с устройством.
В машинном направлении (MD) или в направлении транспортировки укладочного транспортера к этому соответствующему изобретению участку без всасывания примыкает, по меньшей мере, одно второе устройство предварительного упрочнения, которое выполнено целесообразным образом в качестве горячевоздушного устройства предварительного упрочнения и предпочтительно выполнено в виде горячевоздушной печи и, в частности, выполнено исключительно в виде горячевоздушной печи. В соответствии с формой исполнения изобретения участок ширины в машинном направлении (MD), на котором горячевоздушная печь нагружает нетканое полотно горячим воздухом, больше или длиннее участка без всасывания и в соответствии с вариантом исполнения также еще длиннее, чем расстояние С между первым устройством предварительного упрочнения и вторым устройством предварительного упрочнения.
В соответствии с особо предпочтительной формой исполнения изобретения в качестве, по меньшей мере, первого горячевоздушного устройства предварительного упрочнения или в качестве первого горячевоздушного устройства предварительного упрочнения используют горячевоздушный нож. Рекомендуемая форма исполнения отличается тем, что горячевоздушный нож нагружает нетканое полотно горячим воздухом в машинном направлении (MD) на протяжении участка ширины от 15 мм до 300 мм, в частности, от 30 мм до 250 мм и предпочтительно от 40 мм до 200 мм. Целесообразным образом расстояние от, по меньшей мере, одного сопла горячего воздуха горячевоздушного ножа до поверхности укладочного транспортера составляет от 2 мм до 200 мм, предпочтительно от 2 мм до 150 мм и. в частности, от 3 мм до 100 мм. В рамках изобретения предусмотрено, что нетканое полотно предварительно упрочняют с помощью горячевоздушного ножа горячим воздухом с температурой от 80°С до 250°С, в частности, от 100°С до 200°С и предпочтительно от 120°С до 190°С. При предварительном упрочнении горячим воздухом скорость горячего воздуха составляет рекомендуемым образом от 1,9 до 8 м/с, в частности, от 2 до 6 м/с и предпочтительно от 2,2 до 5,5 м,с.
В соответствии с предпочтительной формой исполнения изобретения в качестве, по меньшей мере, одного второго горячевоздушного устройства предварительного упрочнения или в качестве второго горячевоздушного устройства предварительного упрочнения используют горячевоздушную печь. В соответствии с зарекомендовавшей себя формой исполнения изобретения горячевоздушная печь на протяжении проходящего в машинном направлении (MD) участка ширины от 280 мм до 2000 мм, в частности, от 290 мм до 1800 мм и предпочтительно от 300 мм до 1500 мм нагружает нетканое полотно горячим воздухом. Рекомендуемым образом выходные отверстия горячего воздуха горячевоздушной печи расположены на расстоянии от 12 мм до 200 мм, в частности, от 20 мм до 150 мм и предпочтительно от 25 мм до 120 мм от поверхности укладочного транспортера или поверхности укладочной перфорированной ленты. Рекомендуется производить предварительное упрочнение горячим воздухом с помощью горячего воздуха в горячевоздушной печи при температуре горячего воздуха от 110°С до 180°С, в частности, от 115°С до 170°С и предпочтительно от 120°С до 160°С. Рекомендуемым образом при предварительном упрочнении горячим воздухом с помощью горячевоздушной печи скорость горячего воздуха составляет от 1 до 2 м/с, в частности, от 1,1 до 1,9 м/с и предпочтительно от 1,2 до 1,8 м/с.
В рамках изобретения предусмотрено, что для изготовления извитых филаментов или волокон используют двухкомпонентные филаменты или многокомпонентные филаменты. При этом особо предпочтительные двухкомпонентные филаменты с эксцентрической конфигурацией сердечника и оболочки. При этом очень хорошо зарекомендовали себя двухкомпонентные филаменты или многокомпонентные филаменты с эксцентрической конфигурацией сердечника и оболочки, в случае которых оболочка в поперечном сечении филамента имеет постоянную толщину d или главным образом постоянную толщину d на протяжении, по меньшей мере, 20%, в частности, по меньшей мере, 25% и весьма предпочтительно, по меньшей мере, 40%, а также особо предпочтительно, по меньшей мере, 45% окружного периметра филамента. Рекомендуется, чтобы оболочка филаментов имела постоянную толщину d или главным образом постоянную толщину d на протяжении, по меньшей мере, 50%, преимущественно, по меньшей мере, 55% и предпочтительно, по меньшей мере, 60% окружного периметра филамента. В случае этих филаментов сердечник занимает относительно поперечного сечения филамента более 50%, в частности, более 55%, преимущественно более 60%, предпочтительно более 65% поверхности поперечного сечения филаментов. Рекомендуемым образом сердечник этих филаментов выполнен при рассмотрении в поперечном сечении филамента в форме кругового сегмента и содержит относительно своего периметра, имеющий форму дуги окружности или главным образом форму дуги окружности участок периметра, а также линейный или главным образом линейный участок периметра. Далее, в случае этих филаментов предпочтительно исполнение оболочки филаментов – при рассмотрении в поперечном сечении филаментов – снаружи от области оболочки с постоянной толщиной d в форме кругового сегмента, причем этот круговой сегмент содержит относительно своего периметра, имеющий форму дуги окружности или главным образом форму дуги окружности участок периметра, а также линейный или главным образом линейный участок периметра. В соответствии с весьма предпочтительной формой исполнения толщина оболочки этих предпочтительных филаментов в области постоянной толщины d или главным образом постоянной толщины d оболочки составляет менее 10%, в частности, менее 8% и предпочтительно менее 7% диаметра D филамента или наибольшего диаметра D филамента. Далее, в рамках изобретения предусмотрено, что при этих предпочтительных филаментах относительно поперечного сечения филамента расстояние, а от центра тяжести поверхности сердечника до центра тяжести поверхности оболочки составляет от 5% до 38%, в частности, от 6% до 36% и предпочтительно от 6% до 34% диаметра D филамента или наибольшего диаметра D филамента.
Эта особенно рекомендуемая форма исполнения изобретения отличается тем, что изготовленные в соответствии с изобретением волокна или филаменты состоят, или главным образом состоят, по меньшей мере, из полиолефина. Применительно к предпочтительно используемым двухкомпонентным или многокомпонентным филаментам с эксцентрической конфигурацией сердечник и оболочки предпочтительно, по меньшей мере, один компонент или оба, или все компоненты состоят, по меньшей мере, из полиолефина или главным образом, по меньшей мере, из полиолефина. В случае филаментов с эксцентрической конфигурацией сердечника и оболочки предпочтительно, по меньшей мере, оболочка состоит из, по меньшей мере, полиолефина или главным образом из, по меньшей мере, полиолефина. В соответствии с очень хорошо зарекомендовавшей себя формой исполнения оболочка состоит из полиэтилена или главным образом полиэтилена, а сердечник состоит предпочтительно из полипропилена или главным образом из полипропилена. В соответствии с другой рекомендуемой формой исполнения сердечник состоит из, по меньшей мере, полиэфира или главным образом из, по меньшей мере, полиэфира, а оболочка состоит из, по меньшей мере, полиолефина или главным образом из, по меньшей мере, полиолефина. В рамках изобретения в качестве полиэфира используют предпочтительно полиэтилентерефталат (PET). В случае надежного варианта исполнения сердечник состоит из РЕТ или главным образом из РЕТ, а оболочка состоит предпочтительно из полиолефина, в частности, из полиэтилена или главным образом из полиэтилена. Следующая форма исполнения отличается тем, что сердечник состоит или главным образом состоит из, по меньшей мере, полиэфира и что оболочка состоит или главным образом состоит из сополиэфира. – В рамках изобретения предусмотрено, что полимерная составная часть оболочки имеет точку плавления, меньшую по сравнению с полимерной составной частью сердечника. В рамках изобретения хорошо зарекомендовали себя двухкомпонентные или многокомпонентные филаменты с эксцентрической конфигурацией сердечника и оболочки, оболочка которых состоит из полиэтилена или главным образом из полиэтилена и сердечник которых состоит из полипропилена или главным образом из полипропилена.
Предпочтительная форма исполнения изобретения отличается тем, что составные части используемых в рамках изобретения бесконечных филаментов или при бесконечных филаментах с эксцентрической конфигурацией сердечника или оболочки сердечник и/или оболочка состоит/состоят из, по меньшей мере, полимера из группы: «полиолефин, сополимер полиолефина, в частности, полиэтилен, полипропилен, сополимер полиэтилена, сополимер полипропилена, полиэфир, сополимер полиэфира, в частности, полиэтилентерефталат (РЕТ), сополимер полиэтилентерефталата, полибутилентерефталат (РВТ), сополимер полибутилентерефталата, полиактид (PLA), сополимер полиактида». В рамках изобретение предусмотрено также применение для составных частей или для сердечника и/или для оболочки смесей или бленда названных выше полимеров. При этом в рамках изобретения предусмотрено, что используемый для оболочки полимер имеет более низкую точку плавления, нежели полимер, используемый для сердечника.
В рамках соответствующего изобретению способа работу осуществляют предпочтительно с производственной скоростью, по меньшей мере, 250 м/мин, в частности, по меньшей мере 300 м/мин. В рамках соответствующего изобретению способа изготавливают нетканые материалы с массой единицы поверхности от 12 до 50 г/м2, предпочтительно от 20 до 40 г/м2.
В рамках изобретения предусмотрено, что титр использующихся для изготовления нетканого полотна филаментов составляет от 1 ден до 12 ден. В соответствии с весьма рекомендуемой формой исполнения титр филаментов составляет от 1,0 ден до 2,5 ден, в частности, от 1,5 денье до 2,2 ден и предпочтительно от 1,8 ден до 2,2 ден. В рамках изобретения особенно хорошо зарекомендовали себя прежде всего филаменты с титром от 1,5 ден до 2,2 ден и предпочтительно от 1,8 денье до 2,2 ден.
Для решения технической проблемы изобретение предусматривает, в частности, способ изготовления нетканого материала из извитых волокон, в частности, из извитых филаментов, причем волокна или филаменты формируют и укладывают на воздухопроницаемый укладочный транспортер или укладочную перфорированную ленту,
причем в области укладки волокон воздух или технологический воздух всасывают в главной области всасывания через укладочный транспортер или через укладочную перфорированную ленту и причем в машинном направлении (MD) после области укладки волокна предварительно упрочняют на укладочном транспортере в, по меньшей мере, одном устройстве предварительного упрочнения, причем в области первого устройства предварительного упрочнения производят всасывание воздуха или технологического воздуха через укладочный транспортер во второй области всасывания,
причем волокна предварительно упрочняют на укладочном транспортере в, по меньшей мере, втором устройстве предварительного упрочнения, расположенном в машинном направлении (MD) после первого устройства предварительного упрочнения, причем в области второго устройства предварительного упрочнения производят всасывание воздуха или технологического воздуха через укладочный транспортер,
и причем в области между первым устройством предварительно упрочнения и вторым устройством предварительного упрочнения расположен, по меньшей мере, один участок без всасывания, на котором не производят всасывания воздуха или технологического воздуха через укладочный транспортер и/или на котором осуществляют более слабое или отчетливо более слабое всасывание воздуха или технологического воздуха по сравнению с всасыванием во второй области всасывания и/или в третьей области всасывания.
В основу изобретения положение знание того, что с помощью соответствующего изобретению устройства и соответствующего изобретению способа могут быть изготовлены нетканые материалы с оптимальными свойствами и, в частности, с оптимальными свойствами поверхности. Так, например, могут быть без проблем изготовлены, в частности, нетканые материалы технологии High-Loft с большой толщиной и высокой мягкостью и эти нетканые материалы отличаются, тем не менее, вполне удовлетворительной жесткостью в машинном направлении (MD), а также полностью достаточной износоустойчивостью. В основу изобретение положено, в частности, знание того, что с помощью соответствующего изобретению участка без всасывания между первым устройством предварительного упрочнения и вторым устройством предварительного упрочнения можно оптимально стабилизировать свойства технологии High-Loft – в частности, большую толщину и высокую мягкость. Одновременно участок без всасывания способствует возможности расслабления нетканого полотна по толщине на этом участке или возможности превосходной здесь стабилизации толщины нетканого материала. Одновременно с помощью расположенных впереди и после устройств предварительного упрочнения можно регулировать оптимальную прочность. Желаемые характеристики нетканого материала можно настраивать целенаправленно, с высокой функциональной надежностью и с возможностью из воспроизведения. Особое преимущество в рамках соответствующего изобретению устройства и соответствующего изобретению способа заключается в том, что изготовленные нетканые полотна или нетканые материалы можно изготавливать квази без дефектов и они не содержат в своей поверхностной структуре, прежде всего, никаких вредных неоднородностей. С помощью соответствующих изобретению мер можно избежать возникновения прежде всего вредных агломератов филаментов в поверхности нетканого материала или поверхности нетканого полотна. При этом следует отметить, что названные существенные преимущества могут быть достигнуты относительно простым и мало затратным образом.
Изобретение пояснено ниже более подробно на основании чертежа, показывающего исключительно один пример исполнения. Фигуры показывают в схематическом представлении:
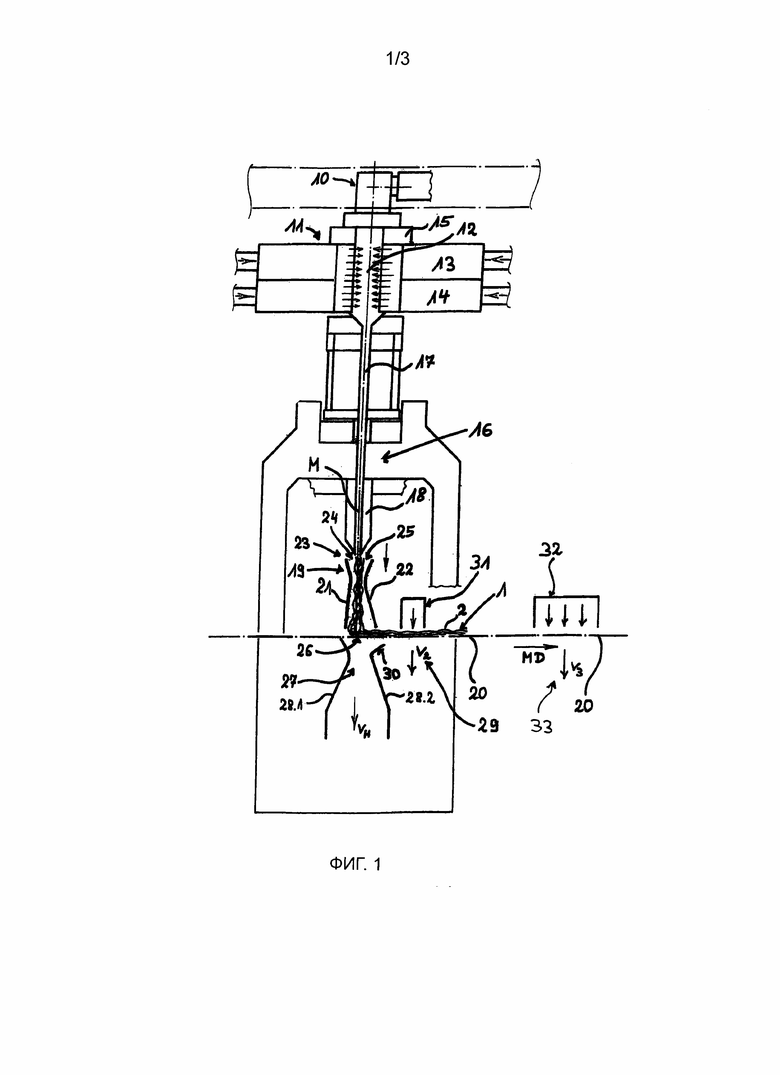
фиг. 1 показывает вертикальное сечение через соответствующее изобретению устройство для изготовления нетканого материала спанбонд;
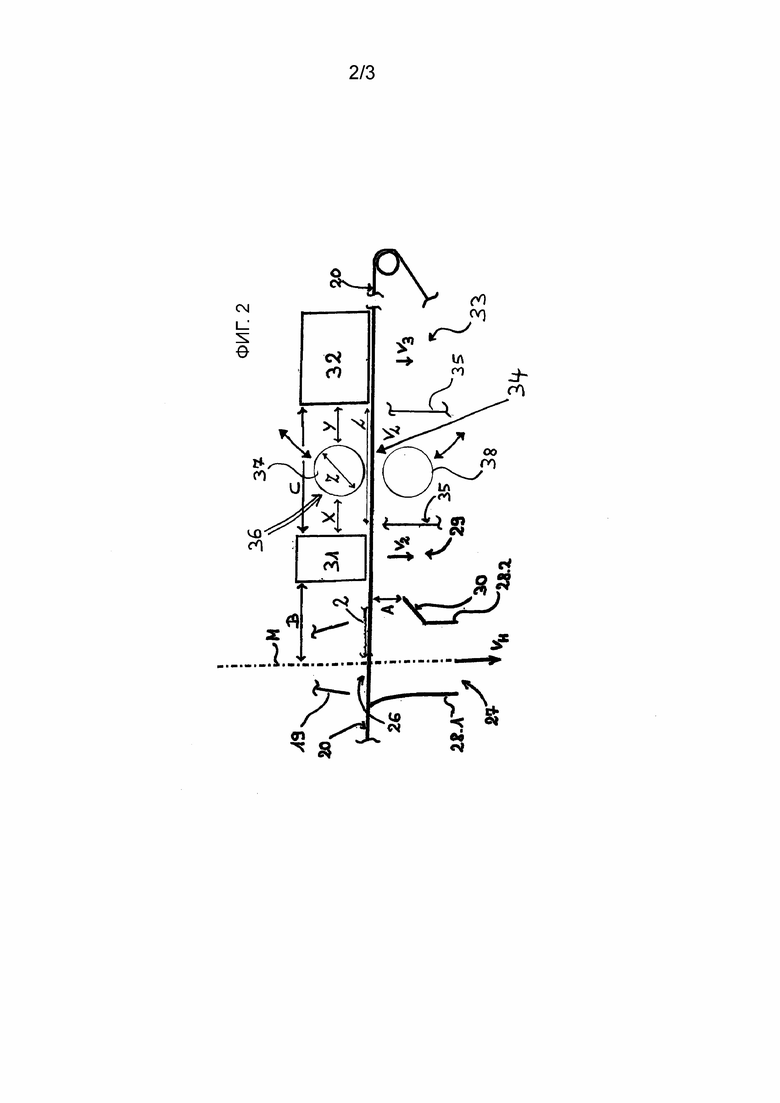
фиг. 2 показывает предмет в детальном представлении в соответствии с фиг. 1 в области укладочного транспортера и в области устройств предварительного упрочнения; и
фиг. 3 показывает сечение через использующийся предпочтительно в рамках изобретения бесконечный филамент с эксцентрической конфигурацией сердечника и оболочки.
На фиг. 1 изображено соответствующее изобретению устройство для изготовления нетканого материала 1 из бесконечных филаментов 2 из термопластичного полимера. В случае этого устройства речь идет об устройстве для изготовления нетканого материала спанбонд из бесконечных филаментов 2. Устройство содержит формовочную машину 10 для формирования бесконечных филаментов 2 и эти сформированные бесконечные филаменты 2 вводят в охлаждающее устройство 11 с камерой 12 охлаждения. Предпочтительно и в примере исполнения по фиг. 1 на двух противолежащих сторонах камеры 12 охлаждения расположены одна над другой кабины 13, 14 для подвода воздуха. Из этих двух расположенных одна над другой кабин 13, 14 для подвода воздуха в камеру 12 охлаждения вводят воздух целесообразным образом с различной температурой. Рекомендуемым образом и в примере исполнения между формовочной машиной 10 и охлаждающим устройством 11 расположено устройство 15 для всасывания мономеров. С помощью этого устройства 15 для всасывания мономеров можно удалять из устройства вредные газы, образующиеся в процессе формовки. В случае этих газов речь идет, например, о мономерах, олигомерах или продуктах распада, или подобных субстанциях.
Предпочтительно и в примере исполнения после охлаждающего устройства 11 в направлении потока филаментов расположено вытягивающее устройство 16 для вытягивания бесконечных филаментов 2. Предпочтительно и в примере исполнения вытягивающее устройство 16 содержит промежуточный канал 17, который соединяет охлаждающее устройство 11 с вытягивающей шахтой18 вытягивающего устройства 16. В соответствии с предпочтительной формой исполнения и в примере исполнения агрегат в составе из охлаждающего устройства 11 и вытягивающего устройства 16 или агрегат из охлаждающего устройства 11, промежуточного канала 17 и вытягивающей шахты 18 выполнен в виде закрытого агрегата и помимо подвода охлаждающего воздуха в охлаждающем устройстве 11 не происходит никакого другого подвода воздуха снаружи в этого агрегат.
Предпочтительно и в примере исполнения к вытягивающему устройству 16 в направлении потока филаментов примыкает диффузор 19, через который направляют бесконечные филаменты 2. Предпочтительно и в примере исполнения после прохождения через диффузор 19 бесконечные филаменты 2 укладывают на укладочный транспортер, выполненный в виде укладочной перфорированной ленты 20. Предпочтительно и в примере исполнения укладочная перфорированная лента 20 выполнена в качестве бесконечной вращающейся перфорированной ленты 20. Эта укладочная перфорированная лента 20 целесообразным образом выполнена воздухопроницаемой, так что снизу через укладочную перфорированную ленту 20 можно осуществлять всасывание технологического воздуха.
В соответствии с предпочтительной формой исполнения и в примере исполнения диффузор 19 содержит две противолежащих стенки диффузора, причем предусмотрены два нижних расходящихся участка 21, 22 стенки диффузора. Эти расходящиеся участки 21, 22 стенки диффузора выполнены предпочтительно асимметрично относительно центральной плоскости М устройства или диффузора 19. Целесообразным образом и в примере исполнения расположенный на стороне входа участок 21 стенки диффузора образует с центральной плоскостью угол β, меньший по сравнению с расположенным на стороне выхода участком 22 стенки диффузора. Рекомендуется, чтобы угол β, образованный расположенным на стороне входа участком 21 стенки диффузора с центральной плоскостью М, был, по меньшей мере, на 1° меньше угла β, который расположенный на стороне выхода участок 22 стенки диффузора образует с центральной плоскостью М. В рамках изобретения предусмотрено, что расположенные на стороне транспортера или перфорированной ленты концы расходящихся участков 21, 22 стенки диффузора расположены на различных расстояниях е1 и е2 от центральной плоскости М устройства или диффузора 19. Расстояние е1 от расположенного на стороне перфорированной ленты конца расположенного на стороне входа участка 21 стенки диффузора до центральной плоскости М предпочтительно и в примере исполнения меньше расстояния е2 от расположенного на стороне перфорированной ленты участка 22 стенки диффузора до центральной плоскости М. Понятия «на стороне входа» и «на стороне выхода» относятся в остальном, в частности, к направлению транспортировки укладочной перфорированной ленты 20 или к направлению транспортировки нетканого полотна. В соответствии с предпочтительной формой исполнения изобретения отношение расстояний е1:е2 составляет от 0,6 до 0,95 мм, предпочтительно от 0,65 до 0,9 мм и, в частности, от 0,7 до 09 мм. Асимметричное исполнение диффузора 19 относительно центральной плоскости М особо хорошо зарекомендовало себя для решения соответствующей изобретению технической проблемы.
Далее, в рамках изобретения предусмотрено, что на входном конце 23 диффузора 19 предусмотрены два расположенных напротив друг друга зазора 24, 25 для входа вторичного воздуха, которые приданы соответственно одной из обеих противолежащих стенок диффузора. Предпочтительно через зазор 24 для входа вторичного воздуха, расположенный на стороне входа относительно направления транспортировки укладочной перфорированной ленты 20 или машинного направления (MD), может быть введен объемный поток вторичного воздуха, меньший по сравнению с расположенным на стороне выхода зазором 25 для входа вторичного воздуха. При этом рекомендуется, чтобы объемный поток вторичного воздуха расположенного на стороне входа зазора 24 для входа вторичного воздуха был, по меньшей мере, на 5%, предпочтительно, по меньшей мере, на 10% и, в частности, по меньшей мере, на 15% меньше объемного потока вторичного воздуха через расположенный на стороне выхода зазор 25 для входа вторичного воздуха. Форма исполнения с различными объемными потоками вторичного воздуха особо хорошо зарекомендовала себя в отношении решения соответствующей изобретению технической проблемы.
В рамках изобретения предусмотрено, что присутствует, по меньшей мере, одно (не изображенное на фигурах) всасывающее устройство, с помощью которого снизу от области 26 укладки филаментов 2 в главной области 27 всасывания производят всасывание воздуха или технологического воздуха через укладочную перфорированную ленту 20. При этом этот воздух или технологический воздух всасывают через укладочную перфорированную ленту 20 со скоростью VH всасывания. Целесообразным образом и в примере исполнения главная область 27 всасывания ниже укладочной перфорированной ленты 20 ограничена в области входа и в области выхода укладочной перфорированной ленты 20 соответственно всасывающей разделительной стенкой 28.1 и 28.1.
Весьма рекомендуемая форма исполнения изобретения отличается тем, что расположенный на стороне перфорированной ленты конец расположенной на стороне выхода всасывающей разделительной стенки 28.1 расположен на вертикальном расстоянии А от укладочного транспортера или укладочной перфорированной ленты 20, причем это расстояние А составляет предпочтительно от 25 мм до 200 мм и особо предпочтительно от 28 мм до 150 мм. Рекомендуемым образом и в примере исполнения к расположенной на стороне выхода всасывающей разделительной стенке 28.2 в ее расположенной на стороне перфорированной ленты области присоединен участок разделительной стенки, выполненный в виде участка 30 обтекателя. Предпочтительно и в примере исполнения участок 30 обтекателя является одновременно интегральной составной частью, расположенной на стороне выхода всасывающей разделительной стенки 28.2 и выполнен на этой всасывающей разделительной стенке 28.2 в виде отогнутого участка разделительной стенки. Целесообразным образом участок 30 обтекателя выполнен в виде наклонно отогнутого участка 30 обтекателя с линейным или главным образом линейным поперечным сечением. Предпочтительно и в примере исполнения участок 30 обтекателя отогнут в направлении обращенной от центральной плоскости М главной области 27 всасывания стороны, приданной всасывающей разделительной стенки 28.2. В рамках изобретения предусмотрено, что расположенный на стороне перфорированной ленты конец участка 30 обтекателя находится на названном выше расстоянии А до укладочного транспортера или укладочной перфорированной ленты 20. Применительно к изготовлению не содержащих дефектов нетканых полотен предпочтительно предусмотренному вертикальному расстоянию А и, в частности, форме исполнения с участком 30 обтекателя, придается особое значение. С помощью этого исполнения можно обеспечить непрерывное и линейно постоянное, постепенное снижение относительно высокой скорости VH всасывания в главной области 27 всасывания до меньшей скорости всасывания в следующей области. За счет этого можно избежать возникновения весьма вредных эффектов обратного потока в нетканом полотне. В результате можно изготавливать нетканые полотна без вредных агломератов филаментов и, таким образом, нетканые полотна с весьма однородной структурой поверхности или поверхностной структурой.
Предпочтительно и в примере исполнения после главной области 27 всасывания расположена вторая область 29 всасывания, в которой воздух или технологический воздух всасывают со скоростью V2 через укладочный транспортер или через укладочную перфорированную ленту 20. Эта скорость V2 меньше или отчетливо меньше скорости VH всасывания в главной области 27 всасывания. Реализация предпочтительно предусмотренного вертикального расстояния А и, в частности, реализация участка 30 обтекателя обеспечивают, таким образом, постепенный непрерывный переход скоростей всасывания от высокой скорости VH всасывания в главной области 27 всасывания к более низкой скорости V2 всасывания во второй области 29 всасывания.
Фиг. 2 показывает, в частности, исполнение, особо предпочтительное в отношении устройств предварительного упрочнения и в отношении участка 34 без всасывания в области укладочного транспортера или укладочной перфорированной ленты 20. Предпочтительно и в примере исполнения в направлении транспортировки после области 26 укладки филаментов расположено первое горячевоздушное устройство предварительного упрочнения, которое рекомендуемым образом и в примере исполнения выполнено в виде горячевоздушного ножа 31. Это первое горячевоздушное устройство предварительного упрочнения или этот горячевоздушный нож 31 проверенным образом и в примере исполнения расположен выше второй области 29 всасывания, в которой технологический воздух всасывают со скоростью V2 всасывания через укладочную перфорированную ленту 20. Рекомендуется, чтобы расстояние В между первым горячевоздушным устройством предварительного упрочнения или горячевоздушным ножом 31 и центральной плоскостью М устройства составляло от 100 мм до 1000 мм, преимущественно от 110 мм до 600 мм и предпочтительно от 120 мм до 550 мм. При этом расстояние В измеряют, в частности, между названной центральной плоскостью М и следующим первым в направлении транспортировки компонентом или конструктивным компонентом первого горячевоздушного устройства предварительного упрочнения или горячевоздушного ножа 31.
За первым горячевоздушным устройством предварительного упрочения или горячевоздушным ножом 31 в машинном направлении (MD) расположено второе горячевоздушное устройство предварительного упрочнения, которое выполнено предпочтительно и в примере исполнения в виде горячевоздушной печи 32. Измеренное в машинном направлении (MD) расстояние С или горизонтальное расстояние С между первым горячевоздушным устройством предварительного упрочнения и вторым горячевоздушным устройством предварительного упрочнения или между горячевоздушным ножом 31 и горячевоздушной печью 32 целесообразным образом составляет от 400 мм до 5200 мм и, в частности, от 1100 мм до 4700 мм. В области второго горячевоздушного устройства предварительного упрочнения или в области горячевоздушной печи 32 предпочтительно и в примере исполнения происходит следующее всасывание технологического воздуха через укладочную перфорированную ленту 20, а именно здесь технологический воздух всасывают со скоростью V3 всасывания в третьей области 33 всасывания. Отдельные области всасывания ниже укладочной перфорированной ленты 20, помимо этого, предпочтительно и в примере исполнения по фиг. 2 отделены друг от друга разделительными стенками 35. В рамках изобретения предусмотрено, что скорость V3 всасывания в третьей области 33 всасывания ниже горячевоздушной печи 32 меньше скорости V2 всасывания во второй области 29 всасывания.
Между первым горячевоздушным устройством предварительного упрочнения и вторым горячевоздушным устройством предварительного упрочнения расположен соответствующий изобретению участок 34 без всасывания. Длина L участка 34 без всасывания в машинном направлении (MD) оставляет предпочтительно и в примере исполнения, по меньшей мере, 80% расстояния С между первым горячевоздушным устройством предварительного упрочнения и вторым горячевоздушным устройством предварительного упрочнения. В соответствии с рекомендуемой формой исполнения изобретения на участке 34 без всасывания не происходит никакого всасывания технологического воздуха через укладочную перфорированную ленту 20, так что здесь скорость VL всасывания равна нулю или приблизительно равна нулю. В соответствии с другой формой исполнения на участке 34 без всасывания происходит слабое всасывание технологического воздуха через укладочную перфорированную ленту 20. В этом случае скорость VL всасывания на участке 34 без всасывания предпочтительно меньше или отчетливо меньше скорости V2 всасывания во второй области 29 всасывания. В соответствии с рекомендуемой формой исполнения изобретения скорость VL всасывания также меньше скорость V3 всасывания в третьей области 33 всасывания ниже второго горячевоздушного устройства предварительного упрочнения.
Далее, фиг. 2 показывает совсем особо предпочтительный вариант исполнения, соответствующего изобретению устройства. При этом варианте исполнения в участок 34 всасывающих отверстий может быть встроено третье устройство предварительного упрочнения, которое в примере исполнения в соответствии с фиг. 2 выполнено в виде пары 36 уплотняющих валков. При этом пару 37 уплотняющих валков при необходимости можно отводить сверху к укладочной перфорированной ленте 20, в то время как уплотняющие валки 38 поворачивают снизу к укладочной перфорированной ленте 20. С помощью пары 36 уплотняющих валков можно производить уплотнение нетканого полотна на участке 34 без всасывания. Если уплотнение нетканого полотна нежелательно, то пару 36 уплотняющих валков вновь удаляют или выводят из области укладочной перфорированной ленты 20 или участка 34 без всасывания. В этом отношении соответствующее изобретению устройство с соответствующим изобретению участком 34 без всасывания отличается также высокой гибкостью и вариативностью в отношении возможностей предварительного упрочнения. Уплотнительный валок 37, 38 целесообразным образом имеет диаметр Z от 200 мм до 500 мм, предпочтительно от 250 мм до 450 мм. В рамках изобретения предусмотрено, что диаметр Z уплотняющего валка 37, 38 не больше длины L участка 34 без всасывания и целесообразным образом меньше длины L участка 34 без всасывания. В соответствии с одной формой исполнения принципиально в области участка 34 без всасывания может быть расположен также (не изображенный на фигурах) служебный мостик, который простирается поперечно машинному направлению (MD) и обеспечивает возможность легкого доступа обслуживающего персонала или операторов к компонентам установки. Эта форма исполнения может быть предусмотрена, в частности, в том случае, если на участке 34 без всасывания не производят всасывания технологического воздуха и, таким образом, скорость VL всасывания там равна нулю или приблизительно равна нулю.
Если в соответствии с поясненной выше формой исполнения изобретения верхний уплотняющий валок 37 расположен на участке 34 без всасывания, то этот уплотняющий валок 37 расположен на расстояниях Х и Y до соседних горячевоздушных устройств предварительного упрочнения. В рамках изобретения предусмотрено, что расстояние Х и/или расстояние Y меньше диаметра Z уплотняющего валка. В случае расстояния Х речь идет о расстоянии между верхним уплотняющим валком 37 и первым горячевоздушным устройством предварительного упрочнения или горячевоздушным ножом 31, а в случае расстояния Y речь идет о расстоянии между верхним уплотняющим валком 37 и вторым горячевоздушным устройством предварительного упрочнения или горячевоздушной печью 32. Оба расстояния Х и Y измеряют, также как и длину L участка 34 без всасывания и расстояние С между обоими горячевоздушными устройствами предварительного упрочнения, в машинном направлении (MD) и целесообразным образом горизонтально в машинном направлении (MD). В рамках изобретения предусмотрено, что расстояние Х между горячевоздушным ножом 31 и верхним уплотняющим валком 37 составляет от 100 мм до 500 мм, предпочтительно от 150 мм до 450 мм. далее, в рамках изобретения предусмотрено, что расстояние Y между верхним уплотняющим валком 37 и горячевоздушной печью 32 составляет от 50 мм до 1500 мм и предпочтительно от 100 мм до 1000 мм.
Целесообразным образом полученные с помощью соответствующего изобретению устройства или с помощью соответствующего изобретению способа волокна или бесконечные филаменты 2 представляют собой двухкомпонентные или многокомпонентные филаменты. При этом речь идет предпочтительно о двухкомпонентных филаментах или многокомпонентных филаментах с конфигурацией «бок о бок» или с эксцентрической конфигурацией сердечника и оболочки. В рамках изобретения особо предпочтительны двухкомпонентные филаменты или многокомпонентные филаменты с эксцентрической конфигурацией сердечника и оболочки и совсем особо предпочтительно с эксцентрической конфигурацией сердечника и оболочки изображенного на фиг. 3 типа. На фиг. 3 показано поперечное сечение через бесконечный филамент 2 с предпочтительной специальной конфигурацией сердечника и оболочки. В случае этих бесконечных филаментов 2 оболочка 3 имеет в поперечном сечении филамента предпочтительно и в примере исполнения постоянную толщину d или главным образом постоянную толщину d на протяжении более чем 50%, предпочтительно более чем 55% окружного периметра филамента. Предпочтительно и в примере исполнения сердечник 4 филаментов 2 занимает более 65% поверхности поперечного сечения филамента 2. Рекомендуемым образом и в примере исполнения сердечник 4 – при рассмотрении в поперечном сечении филамента – выполнен в форме кругового сегмента. Целесообразным образом и в примере исполнения этот сердечник 4 содержит относительно своего периметра имеющий форму дуги окружности окружный участок 5, а также линейный окружный участок 6. Предпочтительно и в примере исполнения имеющий форму дуги окружности окружный участок сердечника 4 занимает более 50%, предпочтительно более 55% периметра сердечника 4. Целесообразным образом и в примере исполнения оболочка 3 филаментов 2 – при рассмотрении в поперечном сечении филамента – выполнена за пределами области оболочки с постоянной толщиной d в форме кругового сегмента. Этот круговой сегмент 7 оболочки 3 рекомендуемым образом и в примере исполнения содержит относительно своего периметра, имеющий форму дуги окружности окружный участок 8, а также линейный окружный участок 9. Толщина d или средняя толщина d оболочки 3 в области ее постоянной толщины составляет от 0,5% до 8%, в частности, от 2% до 10% диаметра D филамента. В примере исполнения толщина d оболочки 3 может составлять в области ее постоянной толщины от 0,05 мкм до 3 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО МАТЕРИАЛА ИЗ ВОЛОКОН | 2020 |
|
RU2759705C1 |
| НЕТКАНЫЙ МАТЕРИАЛ "СПАНБОНД" ИЗ НЕПРЕРЫВНЫХ ФИЛАМЕНТОВ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НЕТКАНОГО МАТЕРИАЛА "СПАНБОНД" | 2020 |
|
RU2814058C2 |
| СЛОИСТЫЙ МАТЕРИАЛ ИЗ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО МАТЕРИАЛА ИЗ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА | 2020 |
|
RU2794313C2 |
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА НЕТКАНОГО МАТЕРИАЛА | 2020 |
|
RU2810682C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НЕТКАНОГО ПОЛОТНА ИЗ ВОЛОКОН | 2017 |
|
RU2713483C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА | 2008 |
|
RU2401333C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА ИЗ ЭЛЕМЕНТАРНЫХ НИТЕЙ И ФИЛЬЕРНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2016 |
|
RU2633245C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА | 2007 |
|
RU2361974C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛОТНА НЕТКАНОГО МАТЕРИАЛА | 2005 |
|
RU2299936C2 |
| ОБЪЕМНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2015 |
|
RU2668755C2 |

Устройство изготовления нетканого материала из извитых бесконечных филаментов, содержит, по меньшей мере, одну формовочную машину для формирования филаментов и воздухопроницаемый укладочный транспортер для укладывания волокон в области укладки, причем позади области укладки в направлении транспортировки нетканого полотна расположено, по меньшей мере, одно устройство предварительного упрочнения и предусмотрено всасывающее устройство в области укладки волокон и/или в области первого устройства предварительного упрочнения через укладочный транспортер, в направлении транспортировки расположено второе устройство предварительного упрочнения, причем между первым и вторым устройствами предварительного упрочнения предусмотрен участок, настроенный так, что на нем не происходит всасывания воздуха или на нем происходит меньшее всасывание, чем в области укладки волокон или в области первого устройства предварительного упрочнения. 2 н. и 13 з.п. ф-лы, 3 ил.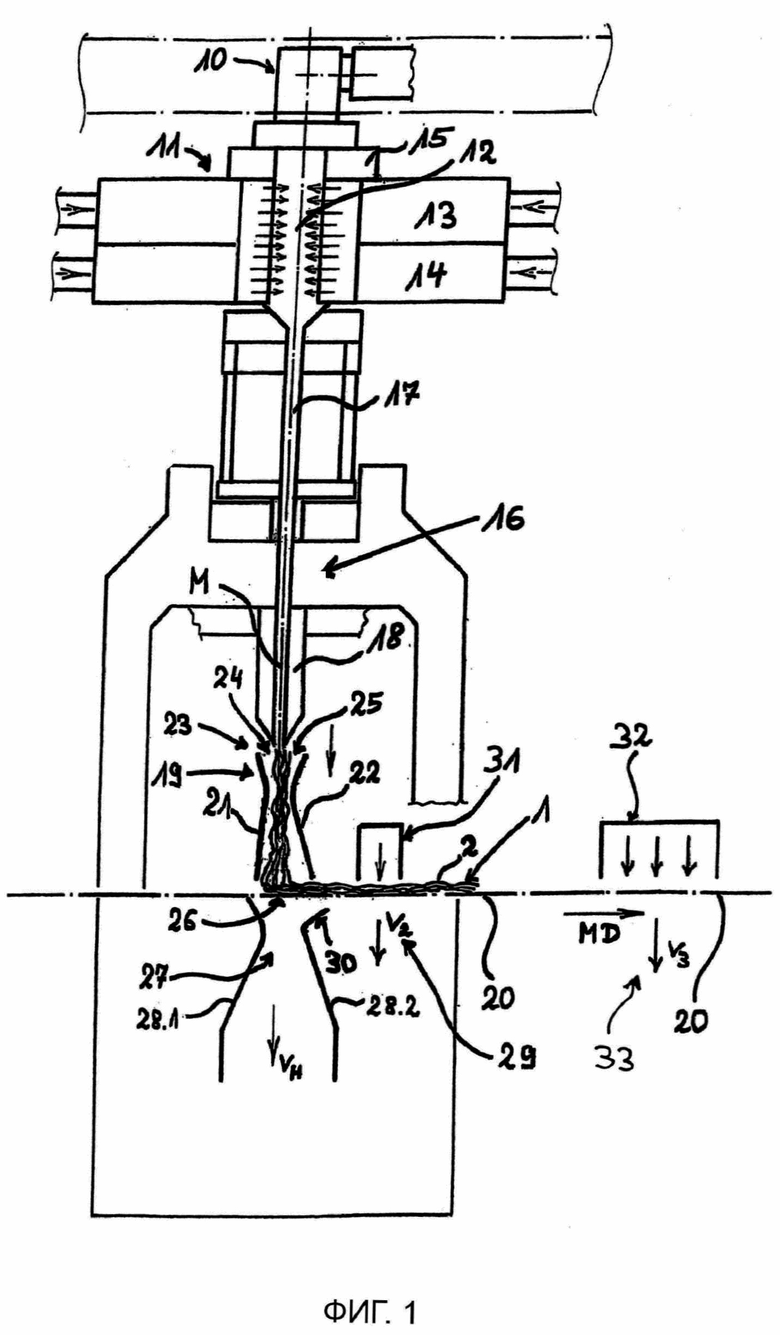
1. Устройство для изготовления нетканого материала (1) из извитых волокон, причем предусмотрена, по меньшей мере, одна формовочная машина (10) или, по меньшей мере, одна прядильная балка для формирования волокон, причем предусмотрен воздухопроницаемый укладочный транспортер для укладки волокон в области (26) укладки волокон к виду нетканого полотна,
причем в направлении транспортировки нетканого полотна после области (26) укладки волокон расположено, по меньшей мере, одно первое устройство предварительного упрочнения для предварительного упрочнения нетканого полотна, причем предусмотрено, по меньшей мере, одно всасывающее устройство, с помощью которого в области (26) укладки волокон и/или области первого устройства предварительного упрочнения воздух или технологический воздух всасывается через укладочный транспортер или укладочную перфорированную ленту (20),
причем после первого устройства предварительного упрочнения в направлении транспортировки нетканого материала расположено, по меньшей мере, одно второе устройство предварительного упрочнения для предварительного упрочнения нетканого полотна, причем в области второго устройства предварительного упрочнения воздух или технологический воздух всасывается через укладочный транспортер или укладочную перфорированную ленту (20),
и причем в области между первым устройством предварительного упрочнения и второго устройства предварительного упрочнения расположен, по меньшей мере, один участок (34), который настроен таким образом, что на нем не происходит всасывания воздуха или технологического воздуха через укладочный транспортер или укладочную перфорированную ленту (20) или на нем происходит меньшее всасывание воздуха или технологического воздуха, чем в области (26) укладки волокон или в области первого устройства предварительного упрочнения, или что там осуществляется меньшее всасывание воздуха или технологического воздуха, чем в области второго устройства предварительного упрочнения, и участок (34) без всасывания расположен на укладочном транспортере, на который волокна укладываются к виду нетканого полотна и на котором выполняется предварительное упрочнение с помощью, по меньшей мере, двух устройств предварительного упрочнения.
2. Устройство по п. 1, в котором между областью (26) укладки волокон и участком (34) без всасывания предусмотрено одно первое устройство предварительного упрочнения.
3. Устройство по п. 1 или 2, в котором в области (26) укладки волокон расположена первая главная область (27) всасывания, в которую воздух или технологический воздух всасывается через укладочный транспортер, причем между главной областью (27) всасывания и участком (34) без всасывания расположена вторая область (29) всасывания для всасывания воздуха или технологического воздуха через укладочный транспортер, причем вторая область (29) всасывания расположена ниже первого устройства предварительного упрочнения и причем скорость V2 воздуха, всосанного во второй области (29) всасывания, меньше скорости VH воздуха, всосанного в главной области (27) всасывания.
4. Устройство по любому из пп. 1-3, в котором, по меньшей мере, первое устройство предварительного упрочнения выполнено в виде горячевоздушного устройства предварительного упрочнения.
5. Устройство по любому из пп. 1-4, в котором на участке (34) без всасывания на укладочном транспортере размещено, по меньшей мере, одно третье устройство предварительного упрочнения.
6. Устройство по п. 5, в котором третье устройство предварительного упрочнения выполнено в виде, по меньшей мере, одного уплотняющего валка (37, 38).
7. Устройство по любому из пп. 1-6, в котором, по меньшей мере, второе устройство предварительного упрочнения выполнено в виде горячевоздушного устройства предварительного упрочнения.
8. Устройство по любому из пп. 3-7, в котором в области, по меньшей мере, второго устройства предварительного упрочнения или в области второго горячевоздушного устройства предварительного упрочнения технологический воздух всасывается через укладочную перфорированную ленту (20) в третьей области (33) со скоростью V3 всасывания и причем скорость V3 всасывания меньше скорости V2 всасывания во второй области (29) всасывания и меньше скорости VH всасывания в главной области (27) всасывания.
9. Способ изготовления нетканого материала (1) из извитых волокон, причем волокна или филаменты формируют и укладывают на воздухопроницаемый укладочный транспортер или на воздухопроницаемую перфорированную ленту (20), причем в области (26) укладки волокон воздух или технологический воздух всасывают в главной области (27) всасывания через укладочный транспортер или укладочную перфорированную ленту (20), причем в машинном направлении (MD) позади области (26) волокна предварительно упрочняют на укладочном транспортере в, по меньшей мере, одной первой ступени предварительного упрочнения, причем в области первой ступени предварительного упрочнения воздух или технологический воздух всасывают во второй области (29) всасывания через укладочный транспортер или через укладочную перфорированную ленту (20),
причем волокна предварительно упрочняют на укладочном транспортере или на укладочной перфорированной ленте (20) в, по меньшей мере, одной второй ступени предварительного упрочнения, расположенной в машинном направлении (MD) после первой ступени предварительного упрочнения, причем в области второй ступени предварительного упрочнения воздух или технологический воздух всасывают в третьей области (33) всасывания через укладочный транспортер или укладочную перфорированную ленту (20),
причем в области между первой ступенью предварительного упрочнения и второй ступенью предварительного упрочнения расположен, по меньшей мере, один участок (34), на котором не происходит всасывания воздуха или технологического воздуха через укладочный транспортер или через укладочную перфорированную ленту (20) или на котором осуществляют меньшее всасывание воздуха или технологического воздуха по сравнению со второй областью (29) всасывания, причем участок (34) без всасывания расположен на укладочном транспортере, на который волокна укладываются к виду нетканого полотна и на котором выполняется предварительное упрочнение с помощью, по меньшей мере, двух устройств предварительного упрочнения.
10. Способ по п. 9, при котором на участке (34) без всасывания осуществляют всасывание воздуха или технологического воздуха через укладочный транспортер или укладочную перфорированную ленту (20), меньшее, чем в третьей области (33) всасывания в области второй ступени предварительного упрочнения.
11. Способ по п. 9, при котором на участке (34) без всасывания происходит всасывание воздуха или технологического воздуха через укладочный транспортер или укладочную перфорированную ленту (20), большее, чем в третьей области (33) всасывания в области второй ступени предварительного упрочнения.
12. Способ по любому из пп. 9-11, при котором на участке (34) без всасывания воздух всасывают через укладочный транспортер или через укладочную перфорированную ленту (20) со скоростью VL всасывания и причем эта скорость VL всасывания меньше скорости V2 всасывания технологического воздуха во второй области (29) всасывания.
13. Способ по любому из пп. 9-12, при котором скорость VL всасывания на участке (34) без всасывания меньше скорости V3 всасывания технологического воздуха в третьей области (33) всасывания в области второй ступени предварительного упрочнения или причем скорость VL всасывания на участке (34) без всасывания больше скорости V3 всасывания в третьей области (33) всасывания.
14. Способ по любому из пп. 9-13, при котором на участке (34) без всасывания расположено третье устройство предварительного упрочнения.
15. Способ по любому из пп. 9-14, при котором извитые или декатированные филаменты изготавливают в форме двухкомпонентных филаментов или многокомпонентных филаментов с эксцентрической конфигурацией сердечника.
| US 4578134 A1, 25.03.1986 | |||
| Устройство для исследования взаимодействия гусеничного трака с грунтом | 1978 |
|
SU696333A2 |
| EP 1544146 A1, 22.06.2005 | |||
| RU 2017114956 A, 30.10.2018 | |||
| WO 2018064595 A1, 05.04.2018. | |||

