Изобретение относится к нетканому материалу «спанбонд» из непрерывных филаментов, в частности, из извитых непрерывных филаментов, причем филаменты выполнены в форме двухкомпонентных филаментов или многокомпонентных филаментов. Кроме того, изобретение относится к устройству для изготовления нетканого материала «спанбонд» из непрерывных филаментов, в частности, извитых непрерывных филаментов. В случае непрерывных филаментов речь в рамках изобретения идет о непрерывных филаментах из термопластичного полимера. Непрерывные филаменты отличаются своей квазинепрерывной длиной от штапельных волокон, которые имеют существенно меньшие длины, например, от 10 мм до 60 мм.
Во многих случаях технического использования желательно изготовление так называемых пустотелых волокон с высокой степень пушистости. При этом речь идет о нетканых материалах, которые имеют большую толщину и одновременно обладают высокой мягкостью. Однако изготовление этих нетканых материалов проблематично, поскольку нетканые материалы должны одновременно обладать, как правило, достаточной прочностью и стойкостью к истиранию. В этой связи возникает конфликт целей. Повышенной прочности или стойкости к истиранию достигают обычно за счет ухудшения толщины и мягкости нетканого материала. И наоборот, сохранение большой толщины и высокой мягкости ведет, как правило, к менее прочным и износостойким нетканым материалам. В данном случае до настоящего времени не известны удовлетворительные решения. – Большой толщины нетканых материалов достигают обычно с помощью извитых или волнистых волокон/филаментов. Для этого используют, в частности, двухкомпонентные филаменты с конфигурацией «бок о бок» или с эксцентрической или асимметричной конфигурацией «сердечник-оболочка». Многие из известных до настоящего времени нетканых материалов из извитых или волнистых волокон характеризуются, однако, частым возникновением дефектов. В частности, в нетканых материалах присутствуют нежелательные агломераты, которые ухудшают однородность.
В основу изобретения положена техническая проблема указания нетканого материала, который обладает оптимальной толщиной и оптимальной мягкостью и одновременно достаточной прочностью или пределом прочности при растяжении, а также достаточной износоустойчивостью. Кроме того, нетканый материал должен быть по возможности свободен от дефектов и, в частности, по возможности от агломератов. Кроме того, в основу изобретения положена техническая проблема, состоящая в указании устройства для изготовления такого нетканого материала.
Для решения технической проблемы изобретение предлагает нетканый материал «спанбонд» из непрерывных филаментов, в частности, из извитых или волнистых непрерывных филаментов, причем филаменты выполнены в форме двухкомпонентных филаментов или многокомпонентных филаментов и обладают эксцентрической конфигурацией «сердечник-оболочка» и причем оболочка филаментов имеет постоянную или главным образом постоянную толщину на протяжении, по меньшей мере, 20%, в частности, по меньшей мере 25%, преимущественно, по меньшей мере 30%, предпочтительно, по меньшей мере 35% и весьма предпочтительно, по меньшей мере 40% периметра филамента.
В рамках изобретения в случае толщины оболочки филамента речь идет о средней толщине или средней толщине оболочки, а именно предпочтительно о средней толщине оболочки относительно филамента. Толщину оболочки или толщины оболочек измеряют целесообразным образом с помощью растрового электронного микроскопа. Кроме того, в рамках изобретения среднюю толщину оболочки измеряют на филаментах или участках филаментов, которые не вовлечены в процесс термического предварительного упрочнения или упрочнения и, таким образом, в частности, не являются составной частью точек прикрепления или мест прикрепления. Другими словами, измерение толщины оболочки производят на филаментах или участках филаментов вне точек прикрепления или мест прикрепления.
Кроме того, в рамках изобретения непрерывные филаменты нетканого материала состоят или главным образом состоят из термопластичного полимера. Под извитыми непрерывными филаментами в рамках изобретения понимают, что извитые филаменты соответственно обладают волнистостью с, по меньшей мере, 1,5, предпочтительно с, по меньшей мере, 2, предпочтительно с, по меньшей мере, 2,5 и весьма предпочтительно с, по меньшей мере, 3 витками (loops) на сантиметр своей длины. Рекомендованная форма исполнения изобретения отличается тем, что непрерывные филаменты соответствующего изобретению нетканого материала «спандбонд» обладают волнистостью от 1,8 до 3,2, в частности, от 2 до 3 витков (loops) на сантиметр своей длины. Количество витков волнистости или дуг волнистости (loops) на сантиметр длины филаментов измеряют при этом в соответствии с японской нормой JIS L-101501981, в тор время как извитости подсчитывают при предварительном натяжении от 2 мг/ден в (1/10 мм), причем в основу положена не расправленная длина филаментов. Для определения количества витков волнистости используют чувствительность 0,05 мм. Измерение производят целесообразным образом с помощью устройства “Favimat” фирмы “TexTechno”, Германия. Для этого ссылаются на публикацию “Automatic Crimp Measurement on Staple Fibres”, Deckendorf Kolloqium”, “Textile Mess- und Pruftechnik”, 9.11.99, Dr. Ulrich Morschel (в частности, стр. 4, фиг. 4). Для этого филаменты (или пробы филаментов) забирают перед последующим упрочнением в форме клубка филаментов с укладки или укладочной ленты, филаменты разъединяют и производят измерение.
В соответствии с изобретением для нетканого материала «спанбонд» используют двухкомпонентные филаменты или многокомпонентные филаменты с эксцентрической конфигурацией «сердечник-оболочка». При этом в рамках изобретения предусмотрено, что оболочка филаментов полностью окружает сердечник. Кроме того, в рамках изобретения предусмотрено, что материал или полимер оболочки имеет точку плавления, которая ниже точки плавления материала или полимера сердечника филаментов.
В основу изобретения заложено то, что в случае соответствующего изобретению нетканого материала «спанбонд» можно без труда добиться высокой толщины, а также высокой мягкости и, несмотря на это, достаточной прочности и износостойкости. В рамках изобретения под прочностью понимают, в частности, прочность нетканого материала в направлении (MD) машины. В случае соответствующего изобретению нетканого материала полностью удовлетворительную прочность можно реализовать без существенной потери в толщине. При этом основу изобретения, кроме того, составляет идея, заключающаяся в том, что за счет соответствующей изобретению структуры поперечного сечения филаментов можно добиться оптимального завивания и, прежде всего за счет варьирования параметров, возможности их несложного регулирования, в результате чего получают желаемую толщину и желаемую мягкость и одновременно проходящий по всему окружному периметру филамента материал оболочки можно эффективно использовать для термического предварительного упрочнения. При этом термическом предварительном упрочнении при помощи плавящегося при более низкой температуре материала оболочки филаментов можно создать между филаментами точки крепления, которые при соответствующем изобретению нетканом материале с соответствующими изобретению свойствами филаментов обеспечивают оптимальную прочность и износостойкость нетканого материала, причем, тем не менее, можно сохранить достаточную толщину и мягкость. Кроме того, следует отметить, что соответствующие изобретению нетканые материалы можно изготавливать неожиданно без дефектов и, прежде всего, в существенной мере, без мешающих агломератов. В результате можно добиться весьма однородного расположения волокон или укладки нетканого материала.
Соответствующий изобретению нетканый материал рекомендуемым образом имеет толщину более 0,5 мм, в частности, более 0,55 мм и предпочтительно толщину более 0,6 мм. В рамках изобретения предусмотрено, что соответствующие изобретению нетканые материалы обладают в машинном направлении (MD) прочностью более 20 Н/5 см, в частности, более 25 Н/5 см. Названные величины толщины и прочности действительны, в частности, для нетканых материалов с отнесенным к единице поверхности весом от 10 до 50 г/м2, преимущественно с отнесенным к единице поверхности весом от 15 до 40 г/м2 и предпочтительно с отнесенным к единице поверхности весом от 18 до 35 г/м2.
Кроме того, в рамках изобретения предусмотрено, что сердечник филаментов занимает более 40%, в частности, более 50%, преимущественно более 60%, предпочтительно более 65% и весьма предпочтительно более 70% площади поперечного сечения филаментов. В соответствии с формой исполнения изобретения сердечник филаментов занимает более 75%; площади поперечного сечения филаментов.
Рекомендуется, чтобы сердечник филаментов – при рассмотрении в поперечном сечении филамента – был выполнен в форме кругового сегмента и содержал предпочтительно в отношении своего периметра, по меньшей мере, один, в частности, имеющий форму круговой кривой периферийный участок или имеющий главным образом форму круговой кривой периферийный участок. Рекомендуемым образом сердечник филаментов дополнительно содержит – при рассмотрении в поперечном сечении филамента – в частности, линейный или главным образом линейный периферийный участок. В соответствии с особенно предпочтительной формой исполнения сердечник филаментов состоит – при рассмотрении в поперечном сечении филамента – из имеющего форму круговой кривой или имеющего главным образом форму круговой кривой периферийного участка и – целесообразным образом примыкающего непосредственного к нему – линейного или главным образом линейного периферийного участка. Зарекомендовавшая себя форма исполнения изобретения отличается тем, что имеющий форму круговой кривой или имеющий главным образом форму круговой кривой периферийный участок сердечника занимает свыше 40%, в частности, свыше 50%, преимущественно свыше 60% и предпочтительно свыше 65% периметра сердечника. Рекомендуемая форма исполнения отличается тем, что оболочка филаментов – при рассмотрении в поперечном сечении филаментов – выполнена вне области оболочки с неизменной или главным образом неизменной толщиной в форме кругового сегмента или главным образом в форме кругового сегмента. При этом этот круговой сегмент целесообразно содержит в отношении своего периметра, по меньшей мере, один, в частности, имеющий форму круговой кривой или имеющий главным образом форму круговой кривой периферийный участок, а также предпочтительно, по меньшей мере, один, в частности, линейный или главным образом линейный периферийный участок. Имеющий форму кругового сегмента участок оболочки состоит предпочтительно из имеющего форму круговой кривой или имеющего главным образом форму круговой кривой периферийного участка и из – целесообразно примыкающего непосредственно к нему – линейного или главным образом линейного периферийного участка.
В рамках изобретения предусмотрено, что оболочка филаментов – при рассмотрении в поперечном сечении филаментов – имеет неизменную или главным образом неизменную толщину на протяжении 45%, в частности, 50%, преимущественно 55% и предпочтительно 60% периметра филамента. В соответствии с предпочтительной формой исполнения изобретения толщина оболочки составляет в области своей неизменной или главным образом неизменной толщины менее 10%, в частности, менее 8%, преимущественно менее 7% и предпочтительно менее 3% диаметра филамента или наибольшего диаметра филамента. Целесообразным образом толщина оболочки составляет в области своей неизменной или главным образом неизменной толщины, по меньшей мере, 0,5%, в частности, по меньшей мере 1% и предпочтительно, по меньшей мере 1,2% диаметра филамента или наибольшего диаметра филамента. – Предпочтительно фильеру для изготовления филаментов выбирают или настраивают с учетом того, чтобы покидающие фильеру филаменты обладали в еще не расправленном состоянии указанным выше и в последующем относительными величинами толщины или процентуальными величинами толщины оболочки. Однако в рамках изобретения предусмотрено также, что эти относительные величины толщины действительны также для оболочки филаментов в готовом нетканом материале «спанбонд».
В соответствии с рекомендуемой формой исполнения изобретения толщина оболочки составляет в области ее неизменной или главным образом неизменной толщины при готовом нетканом материале «спанбонд» от 0,05 до 5 мкм, в частности, от 0,1 до 4 мкм, преимущественно от 0,1 до 3 мкм, предпочтительно от 0,1 до 2 мкм, очень предпочтительно от 0,15 до 1,5 мкм и особо предпочтительно от 0,1 до 0,9 мкм.
Рекомендуется, чтобы отношение массы сердечника к массе оболочки в филаментах соответствующего изобретению нетканого материала «спанбонд» составляло от 90:10 до 40:60, преимущественно от 90:10 до 60:40 и предпочтительно от 85:15 до 70:30. – Особо предпочтительная форма исполнения изобретения отличается тем, что в применительно к поперечному сечению филамента расстояние а от центра тяжести площади сердечника до центра тяжести площади оболочки составляет от 5% до 38%, в частности, от 6% до 36% , преимущественно от 6% до 34%, предпочтительно от 7% до 33% диаметра филамента или наибольшего диаметра филамента. Кроме того, очень предпочтительная форма исполнения изобретения отличается тем, что применительно к поперечному сечению филамента расстояние а между центрами тяжести площади сердечника и оболочки при соотношении масс сердечник/оболочка от 85:15 до 70:30 составляет от 5% до 36% диаметра филамента или наибольшего диаметра филамента. При соотношении масс сердечник/оболочка от 70:30 до 60:40 расстояние а между центрами тяжести площадей составляет предпочтительно от 12% до 40% диаметра филамента или наибольшего диаметра филамента. Рекомендуемым образом при соотношении масс сердечник/оболочка от 60:40 до 45:50 расстояние а между центрами тяжести площадей сердечника и оболочки составляет от 18% до 36%, в частности, от 20% до 31% диаметра филамента или наибольшего диаметра филамента.
Особо рекомендуемая форма исполнения изобретения отличается тем, что сердечник и/или оболочка филаментов состоит или состоит главным образом из, по меньшей мере, полиолефина. То, что сердечник и/или оболочка состоит, например, «главным образом» из полимера, подразумевает в рамках изобретения, в частности, что помимо этого полимера в сердечнике и/или оболочке присутствуют, однако, также присадки. Определение «состоит главным образом» подразумевает в рамках изобретения прежде всего то, что сердечник и/или оболочка содержит, по меньшей мере, 90 вес. %, предпочтительно, по меньшей мере, 95 вес. % и предпочтительно, по меньшей мере, 97% вес. % соответствующего полимера. – В соответствии с рекомендуемой формой исполнения изобретения как сердечник, так и оболочка филаментов состоят соответственно из, по меньшей мере, полиолефина, в частности, из полиолефина или главным образом, по меньшей мере, из полиолефина, в частности, состоит главным образом из полиолефина. Особо предпочтительная форма исполнения изобретения отличается тем, что оболочка филаментов состоит или состоит главным образом из полиэтилена и что сердечник филаментов состоит из полипропилена или состоит главным образом из полипропилена. – Выше уже было указано, что в рамках изобретения предусмотрено, что по сравнению с сердечником филаментов оболочка филаментов состоит или состоит главным образом из менее тугоплавкого материала или полимера. – Принципиально в рамках изобретения можно использовать также сополимеры названных выше полиолефинов, а именно либо отдельно в сердечнике и/или оболочке, либо в виде смеси с, по меньшей мере, гомополиолефином. Кроме того, смеси гомополиолефинов можно использовать также для сердечника и/или оболочки. Возможны также смеси с другими полимерами.
Если в рамках изобретения используют полипропилен или если для сердечника используют полипропилен, то речь идет предпочтительно о полипропилене с массовой скоростью текучести расплава более 25 г/10 мин., в частности, более 40 г/10 мин., преимущественно более 50 г,10 мин., предпочтительно более 55 г/10 мин. и очень предпочтительно более 60 г/10 мин. При этом массовую скорость текучести расплава (MFR) измеряют, в частности, в соответствии с нормой ASTM D1238-13 (условие В, 2, 16 кг, 230°С). Если в рамках изобретения в качестве компонента, в частности, компонента оболочки используют полиэтилен, то речь идет целесообразным образом о полиэтилене с массовой скоростью текучести расплава ниже 35 г/10 мин., в частности, ниже 25 г/10 мин., предпочтительно ниже 20 г/10 мин. Массовую скорость текучести расплава для полиэтилена измеряют, в частности, в соответствии с нормой ASTM D1238-13 при 190°С/2, 16 кг.
Одна из форм исполнения изобретения отличается тем, что сердечник и/или оболочка филаментов состоит или состоит главным образом из, по меньшей мере, полиэфира или, по меньшей мере, сополимера. При этом рекомендуемая форма исполнения отличается тем, что сердечник филаментов состоит или состоит главным образом из полиэфира и что предпочтительно оболочка состоит или состоит главным образом из, по меньшей мере, в частности, менее тугоплавкого по сравнению с компонентом сердечника полиэфира и/или сополимера. Возможно также, что сердечник состоит или состоит главным образом из, по меньшей мере, полиэфира и/или из, по меньшей мере, сополимера и что оболочка состоит или состоит главным образом из, по меньшей мере, полиолефина. – В качестве полиэфира пригоден, в частности, полиэтилентерефлталат (РЕТ), а в качестве сополимера полиэфира пригоден, в частности, сополимер РЕТ (Со-РЕТ). Однако в качестве полиэфира можно использовать также полибутилентерефталат (PBT) или полиактид (PLA) или сополимеры этого полиэфира. Помимо прочего в рамках изобретения предусмотрено, что для сердечника и/или оболочки филаментов можно также использовать смеси или бленды полимеров или названных полимеров. Зарекомендовавшая себя форма исполнения изобретения отличается тем, что сердечник и/или оболочка филаментов состоит или состоит главным образом из, по меньшей мере, полимера из группы «полиолефин, сополимер полиолефина, в частности, полиэтилен, полипропилен, сополимер полиэтилена, сополимер полипропилена; полиэфир, сополимер полиэфира, в частности, полиэтилентерефталат (PET), сополимер PET, полибутилентерефталат (PBT), сополимер РВТ, полиактид (PLA), сополимер PLA». Для сердечника и/или оболочки можно использовать также смеси или бленды названных выше полимеров. При этом в рамках изобретения предусмотрено, что полимер оболочки обладает по сравнению с полимером сердечника более низкой точкой плавления. Рекомендуемая форма исполнения изобретения отличается тем, что сердечник филаментов состоит или состоит главным образом из, по меньшей мере, полимера из группы «полипропилен, сополимер полипропилена, полиэтилентерефталат (PET), сополимер РЕТ, полибутилентерефталат (PBT), сополимер РВТ, полиактид (PLA), сополимер PLA». В соответствии с предпочтительной формой исполнения оболочка филаментов состоит из, по меньшей мере полимера из группы «полиэтилен, сополимер полиэтилена, полипропилен, сополимер полипропилена».
В рамках изобретения предусмотрено, что титр филаментов, используемых для соответствующего изобретению нетканого материала «спанбонд», лежит в диапазоне между 1 и 12 ден. В соответствии с рекомендуемой формой исполнения титр филаментов лежит в диапазоне между 1,0 и 2,5 ден, в частности, между 1,5 и 2,2 ден и предпочтительно между 1,8 и 2,2 ден. Этот титр или этот диаметр филамента особо хорошо зарекомендовал себя в отношении решения соответствующей изобретению технической проблемы.
Зарекомендовавшая себя форма исполнения отличается тем, что соответствующий изобретению нетканый материал «спанбонд» представляет собой термически предварительно упрочненный и/или термически окончательно упрочненный нетканый материал, который содержит термические места крепления или термические точки крепления между филаментами. В соответствии с весьма предпочтительной формой исполнения в случае соответствующего изобретению нетканого материала «спанбонд» речь идет о термически предварительно упрочненном горячим воздухом нетканом материале и/или термически окончательно упрочненном нетканом материале. Принципиально термическое предварительное упрочнение нетканого материала можно осуществлять также с помощью прессовальных валков. В рамках изобретения предусмотрено также, что термическое предварительное упрочнение или упрочнение нетканого материала осуществляют с помощью каландра. – В основу изобретения положено познание того, что при соответствующем изобретению исполнении поперечных сечений филаментов возможно оптимальное предварительное упрочнение или термическое предварительное упрочнение фильерных нетканых материалов и, тем не менее, можно поддерживать достаточную извитость и, тем самым, желаемую толщину нетканого материала. В этом отношении возможен оптимальный компромисс между достаточной извитостью и, таким образом, достаточной толщиной, с одной стороны, и оптимальным упрочнением нетканых материалов. Извитость можно целенаправленно регулировать путем варьирования параметров поперечного сечения филаментов и при этом можно без проблем следить за тем, чтобы извитость не принимала большие размеры и чтобы, более того, можно было точно и функционально надежно обеспечивать желаемую толщину и дополнительно осуществлять без больших потерь толщины эффективное предварительное упрочнение нетканого материала.
Для решения технической проблемы изобретение предлагает, кроме того, устройство для изготовление нетканого материала «спанбонд» из непрерывных филаментов, в частности, извитых непрерывных филаментов, причем присутствует, по меньшей мере, одна фильера, причем устройство или фильера выполнены с расчетом на то, чтобы многокомпонентные филаменты или двухкомпонентные филаменты изготавливались с эксцентрической конфигурацией «сердечник/оболочка», причем оболочка филаментов при рассмотрении в поперечном сечении филамента имеет или имеет главным образом неизменную или главным образом неизменную толщину на протяжении, по меньшей мере, 20%, в частности, по меньшей мере 25%, преимущественно, по меньшей мере, 30%, предпочтительно, по меньшей мере, 35% и весьма предпочтительно, по меньшей мере, 40% периметра филамента, и причем филаменты укладывают на укладочном устройстве, в частности, укладочной сетчатой ленте. В рамках изобретения предусмотрено, что в случае устройства речь идет об устройстве для изготовления спанбонда. Рекомендуемым образом устройство содержит охлаждающее устройство для охлаждения филаментов, а также примыкающее к нему вытяжное устройство для вытяжки филаментов. Кроме того, устройство предпочтительно оснащено, по меньшей мере, одним, примыкающим к вытяжному устройству диффузором. – Особо предпочтительная форма исполнения отличается тем, что состоящий из охлаждающего устройства и вытяжного устройства агрегат выполнен в форме закрытого агрегата и что помимо подвода охлаждающего воздуха в охлаждающем устройстве в этот агрегат не подводят извне никакой другой воздух.
В рамках изобретения предусмотрено, что после укладки непрерывных филаментов на укладочном устройстве или на укладочной сетчатой ленте может быть осуществлено термическое предварительное упрочнение уложенных волокон или нетканого материала. Для этого в соответствии с рекомендуемой формой исполнения изобретения предусмотрено, по меньшей мере, одно устройство термического предварительного упрочнения. Рекомендуемая форма исполнения изобретения отличается тем, что, по меньшей мере, одно устройство термического предварительного упрочнения выполнено в форме горячевоздушного устройства предварительного упрочнения. При этом устройство термического предварительного упрочнения содержит целесообразным образом, по меньшей мере, один горячевоздушный нож и/или, по меньшей мере, одну горячевоздушную печь. В соответствии с другой формой исполнения изобретения в рамках изобретения термическое предварительное упрочнение или упрочнение можно осуществлять также с помощью прижимных валков или прессовальных валков и/или для предварительного упрочнения или упрочнения можно использовать, по меньшей мере, каландр. В соответствии с рекомендуемой формой исполнения соответствующего изобретению устройства сначала производят термическое предварительное упрочнение уложенного нетканого материала с помощью, по меньшей мере, одного горячевоздушного ножа, в частности, с помощью горячевоздушного ножа и после этого осуществляют последующее термическое предварительное упрочнение с помощью, по меньшей мере, одной горячевоздушной печи, в частности, с помощью горячевоздушной печи. Предпочтительная форма исполнения изобретения отличается тем, что нетканый материал «спанбонд» предварительно упрочнен исключительно горячим воздухом и/или окончательно упрочнен исключительно горячим воздухом. Следует учесть, что за счет соответствующего изобретению поперечного сечения филаментов, с одной стороны, в распоряжении для термического предварительного упрочнения находится весь периметр филамента и, с другой стороны, за счет целенаправленного выбора параметров – в частности, толщины оболочки – можно целенаправленно влиять на термическое предварительное упрочнение или степень термического предварительного упрочнения, так что, с одной стороны, можно добиться оптимального упрочнения нетканого материала и, с другой стороны, несмотря на это, не происходит значительного ухудшения извитости филаментов для поддержания желаемой толщины нетканого материала. В рамках изобретения, в частности, на основании соответствующего изобретению поперечного сечения филаментов, возможно весьма простое и целенаправленное регулирование характеристик нетканого материала – в частности, применительно к толщине, мягкости и прочности. Прежде всего, с помощью изобретения можно легко регулировать извитость, делая ее контролируемой.
Соответствующие изобретению нетканые материалы отличаются, с одной стороны, оптимальной толщиной и мягкостью и, с другой стороны, удовлетворительной прочностью или износостойкостью. За счет соответствующего изобретению исполнения филаментов извитость филаментов можно удерживать в желаемых границах, так что результатом соответствующей изобретению теории одновременно является контролируемая извитость или контролируемая волнистость. К тому же при легко регулируемой оптимальной прочности и износостойкости можно получить в основном свободный от дефектов нетканый материал, который не содержит прежде всего мешающих агломератов. Таким образом, в рамках изобретения можно достичь оптимального компромисса между прочностными характеристиками и толщиной или мягкостью нетканого материала и этот компромисс может быть легко достигнут при неожиданно однородной укладке филаментов.
В последующем изобретение поясняется более подробно на основании чертежей, показывающих исключительно один пример исполнения. На чертежах представлено следующее:
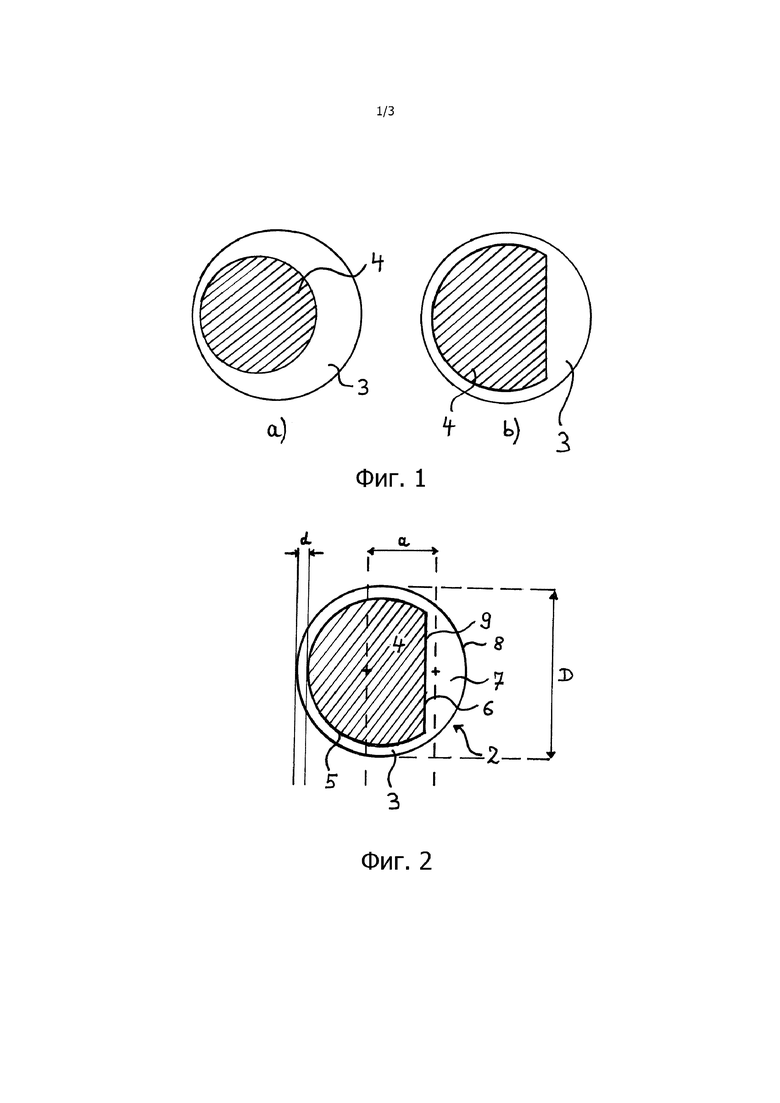
Фиг. 1 показывает поперечное сечение через непрерывный филамент
a) с обычной эксцентрической конфигурацией «сердечник-оболочка» и
b) с соответствующей изобретению эксцентрической конфигурацией «сердечник-оболочка»,
Фиг. 2 показывает в деталях сечение через соответствующий изобретению непрерывный филамент,
Фиг. 3 схематически показывает зависимость расстояния а между центрами тяжести площадей сердечника и оболочки соответствующего изобретению непрерывного филамента от толщины d оболочки непрерывных филаментов в области неизменной толщины d оболочки и
Фиг. 4 показывает вертикальное сечение через соответствующее изобретению устройство для изготовления соответствующего изобретению нетканого материала «спанбонд».
Фиг. 1 показывает в сравнении сечение через непрерывный филамент 2 с обычной эксцентрической конфигурацией «сердечник-оболочка» (фиг. 1а) и через непрерывный филамент 2 с соответствующей изобретению эксцентрической конфигурацией «сердечник-оболочка» (фиг. 1b). В обоих случаях речь идет о двухкомпонентных филаментах с первым компонентом из термопластичного полимера в оболочке 3 и со вторым компонентом из термопластичного полимера в сердечнике 4. При этом компонент в оболочке 3 имеет по сравнению с компонентом в сердечнике 4 более низкую точку плавления. Фиг. 1b, а также фиг. 2 поясняют, что при непрерывных филаментах 2 для соответствующего изобретению нетканого материала 1 «спанбонд» оболочка 3 филаментов 2 в поперечном сечении филаментов предпочтительно и в примере исполнения имеет неизменную толщину d на протяжении 50% периметра филамента. Предпочтительно и в примере исполнения сердечник 4 филаментов 2 занимает более 65% поверхности поперечного сечения филаментов 2.
Рекомендуемым образом и в примере исполнения сердечник 4 непрерывных филаментов 2 – при рассмотрении в поперечном сечении филаментов – выполнен с формой кругового сегмента. Целесообразным образом и в примере исполнения сердечник 4 содержит по отношению к своему периметру имеющий форму круговой кривой периферийный участок 5, а также линейный периферийный участок 6. С учетом положительного опыта и в примере исполнения имеющий форму круговой кривой периферийный участок сердечника 4 занимает свыше 65% периметра сердечника 4. Целесообразным образом и в примере исполнения оболочка 3 филаментов 2 – при рассмотрении в поперечном сечении филамента – выполнена вне области оболочки в форме кругового сегмента с неизменной толщиной d. Этот круговой сегмент 7 оболочки 3 содержит в отношении своего периметра рекомендуемым образом и в примере исполнения имеющий форму круговой кривой периферийный участок 8, а также линейный периферийный участок 9.
Толщина d или средняя толщина d оболочки 3 составляет в области своей неизменной толщины от 1% до 8%, в частности, от 2% до 10% диаметра D филамента. В примере исполнения толщина d оболочки 3 может составлять в области своей неизменной толщины от 0,2 до 3 мкм.
Фиг. 2 показывает расстояние а между центром тяжести площади сердечника 4 и центром тяжести площади оболочки 3 соответствующего изобретению непрерывного филамента. При соответствующих изобретению непрерывных филаментах 2 это расстояние а между центрами тяжести площадей сердечника 4 и оболочки 3 при заданном соотношении масс или поверхностей материала сердечника и оболочки регулярно больше, нежели при обычных непрерывных филаментах 2 с эксцентрической конфигурацией «сердечник-оболочка». Расстояние а между центром тяжести площади сердечника 4 и центром тяжести площади оболочки 3 составляет при соответствующих изобретению филаментах 2 предпочтительно от 5% до 40% диаметра D филамента или наибольшего диаметра D филамента. – Фиг. 3 схематически показывает для предпочтительных форм исполнения изобретения зависимость расстояния а между центрами тяжести площадей сердечника 4 и оболочки 3 от неизменной толщины d оболочки 3 соответствующих изобретению непрерывных филаментов 2. Здесь зависимость показана для составляющей 75%, 67% и 50% поверхностной доли сердечника 4. Расстояние а и неизменная толщина d оболочки 3 указаны соответственно в микрометрах. Взятые за основу соответствующие изобретению непрерывные филаменты 2 имеют в данном случае диаметр D филамента, составляющий 18 мкм.
В приведенных ниже таблицах указаны расстояния а между центрами тяжести сердечника 4 и оболочки 3 для непрерывных филаментов 2 с диаметром D филамента, составляющим 18 мкм, а именно для различных соотношений поверхностей «сердечник : оболочка» (75:25, 67:33 и 50:50). Слева в таблице эти расстояния приведены для составляющей 1 мкм неизменной толщины d оболочки при соответствующих изобретению непрерывных филаментах с эксцентрической конфигурацией «сердечник-оболочка» (соответствующие изобретению филаменты eC\S). Справа в таблице приведены расстояния для составляющей 1 мкм толщины d’ оболочки в месте наименьшего расстояния между сердечником 4 и наружной поверхностью для непрерывных филаментов 2 с обычной эксцентрической конфигурацией «сердечник-оболочка» (обычные филаменты eC\S). Здесь расстояние а между центрами тяжести поверхностей приведены соответственно абсолютно в микрометрах, а также для диаметра d филамента в процентах.
(мкм)
к D
(мкм)
к D
Из таблицы видно, что при соответствующих изобретению непрерывных филаментах 2 с эксцентрической конфигурацией «сердечник-оболочка» расстояние а между центрами тяжести площадей при одинаковом диаметре D филамента и одинаковом соотношении поверхностей «сердечник : оболочка» соответственно больше или отчетливо больше, нежели при обычных непрерывных филаментах 2 с эксцентрической конфигурацией «сердечника/оболочка». В случае соблюдения расстояния а между центрами тяжести площадей сердечника 4 и оболочки 3 речь идет о существенном признаке изобретения, которому придано особое значение. Расстояние между центрами тяжести площадей является репрезентативным для плеча силы, с которым действуют силы извитости из обоих материалов, и является, таким образом, существенным фактором для степени извитости.
Предпочтительно и в примере исполнения сердечник 4 соответствующих изобретению филаментов 2 состоит из полипропилена, а оболочка 3 филаментов 2 состоит из полиэтилена. При этом речь идет о весьма особо предпочтительной форме исполнения, которая хорошо зарекомендовала себя в рамках изобретения. В рамках изобретения принципиально предусмотрено, что точка плавления термопластичного полимера оболочки 3 ниже точки плавления термопластичного полимера сердечника 4 соответствующих изобретению непрерывных филаментов 2.
В соответствии с предпочтительной формой исполнения изобретения непрерывные филаменты 2 соответствующего изобретению нетканого материала «спанбонд» имеют титр от 1,5 до 2,5 ден, преимущественно от 1,5 до 2,2 ден и предпочтительно от 1,8 до 2,2 ден. Этот титр особо зарекомендовал себя применительно к решению технической проблемы. – Кроме того, в рамках изобретения предусмотрено, что в случае соответствующего изобретению нетканого материала 1 «спанбонд» речь идет о термически предварительно упрочненном нетканом материале «спанбонд», а именно с термическими местами крепления или точками крепления между непрерывными филаментами 2. В соответствии с наиболее особо предпочтительной формой исполнения в случае соответствующего изобретению нетканого материала 1 «спанбонд» речь идет о термически предварительно упрочненном горячим воздухом нетканом материале 1 «спанбонд». Такой нетканый материал 1 «спанбонд» очень хорошо зарекомендовал себя в отношении решения технической проблемы.
Фиг. 4 показывает соответствующее изобретению устройство для изготовления соответствующего изобретению нетканого материала 1 «спанбонд», который состоит, в частности, из извитых непрерывных филаментов 2. Устройство для изготовления спанбонда содержит фильеру 10 или прядильный орган для формирования непрерывных филаментов 2. Притом фильера 10 или устройство выполнены таким образом, что непрерывные филаменты 2 изготавливают в форме многокомпонентных филаментов или двухкомпонентных филаментов с эксцентрической конфигурацией «сердечник-оболочка», а именно предпочтительно в форме непрерывных филаментов2, в случае которых оболочка 3 при рассмотрении в поперечном сечении филамента имеет неизменную толщину d на протяжении, по меньшей мере, 50% окружного периметра филамента.
Предпочтительно и в примере исполнения сформированные непрерывные филаменты 2 вводят в охлаждающее устройство 11 с камерой 12 охлаждения.
Целесообразным образом и в примере исполнения на двух противоположных сторонах камеры 12 охлаждения расположены расположенные одна над другой кабины 13, 14 для подвода воздуха. Из расположенных одна над другой кабин 13, 14 для подвода воздуха в камеру 12 охлаждения целесообразным образом вводят воздух с различной температурой.
В соответствии с предпочтительной формой исполнения и в примере исполнения в соответствии с фиг. 4 между фильерой 10 и охлаждающим устройством 11 расположено устройство 15 для отсасывания мономеров. При помощи этого устройства 15 для отсасывания мономеров можно удалять из устройства вредные газы, образующиеся в процессе прядения. В случае этих газов речь может идти, например, о мономерах, олигомерах или продуктах распада, или подобных субстанциях.
За охлаждающим устройством 11 в направлении потока филаментов расположено вытяжное устройство 16 для вытягивания непрерывных филаментов 2. Рекомендуемым образом и в примере исполнения вытяжное устройство 16 содержит промежуточный канал 17, который соединяет охлаждающее устройство 11 с вытяжной шахтой 18 вытяжного устройства 16. В соответствии с особо предпочтительной формой исполнения и в примере исполнения состоящий из охлаждающего устройства 11 и вытяжного устройства 16 агрегат или состоящий из охлаждающего устройства 11, промежуточного канала 17 и вытяжной шахты 18 агрегат выполнен в форме закрытого агрегата и кроме охлаждающего воздуха в охлаждающем устройстве к этому агрегату не подводят извне никакой другой воздух.
Рекомендуемым образом и в примере исполнения к вытяжному устройству 16 в направлении потока филаментов примыкает диффузор 19, через который подводят непрерывные филаменты 2. После прохождения через диффузор 19 непрерывные филаменты 2 предпочтительно и в примере исполнения укладывают на выполненное в форме укладочной сетчатой ленты 20 укладочное устройство. Укладочная сетчатая лента 20 выполнена предпочтительно и в примере исполнения в форме бесконечной вращающейся укладочной сетчатой ленты 20. Целесообразным образом она выполнена воздухопроницаемой, так что возможно отсасывание снизу через укладочную сетчатую ленту 20.
В соответствии с рекомендуемой формой исполнения и в примере исполнения диффузор 19 или расположенный непосредственно над укладочной сетчатой лентой 20 диффузор 19 содержит две противолежащих стенки диффузора, причем предусмотрены два нижних расходящихся участка 21, 22 стенки диффузора, которые выполнены предпочтительно асимметрично относительно центральной плоскости М диффузора 19. Целесообразным образом и в примере исполнения расположенный на стороне входа участок 21 стенки диффузора образует с центральной плоскостью М диффузора 19 угол β, который меньше угла, образованного расположенным на стороне выхода участком 22 стенки диффузора. В рамках изобретения этой предпочтительной форме исполнения придается особое значение, и оно особо успешно зарекомендовало себя в отношении решения технической проблемы. Понятия «на стороне входа» и «на стороне выхода» относятся здесь в остальном к направлению движения укладочной сетчатой ленты 20 или к направлению транспортировки нетканого материала.
В соответствии с рекомендуемой формой исполнения изобретения на входном конце 23 диффузора предусмотрены два расположенных напротив друг друга зазора 24, 25 для вторичного воздуха, которые расположены соответственно на одной из обеих противолежащих стенок диффузора. Предпочтительно через зазор 24 вторичного воздуха, который расположен относительно направления транспортировки укладочной сетчатой ленты 20 на стороне входа, может быть введен объемный поток вторичного воздуха, который меньше вводимого через зазор 25 вторичного воздуха, расположенный на стороне выхода. В рамках изобретения также и этой форме исполнения придается особое значение.
Рекомендуемым образом и в примере исполнения присутствует, по меньшей мере, одно всасывающее устройство, с помощью которого в области 26 укладки филаментов 2 в главной области 27 всасывания воздух или технологический воздух можно всасывать сквозь укладочную сетчатую ленту 20. Целесообразным образом главная область 27 всасывания ограничена ниже укладочной сетчатой ленты 20 в области входа укладочной сетчатой ленты 20 и в области выхода укладочной сетчатой ленты 20 соответственно всасывающей разделительной стенкой 28. Предпочтительно и в примере исполнения после главной области 27 всасывания в направлении транспортировки укладочной сетчатой ленты 20 размещена вторая область 29 всасывания, в которой воздух или технологический воздух можно всасывать через укладочную сетчатую ленту 20. Рекомендуется, чтобы скорость v2 всасывания технологического воздуха через укладочную сетчатую ленту во второй области 29 всасывания была меньше скорости VH всасывания в главной области 27 всасывания.
Особо предпочтительная форма исполнения отличается тем, что обращенный к укладочной сетчатой ленте 20 конец всасывающей разделительной стенки 28 расположен на вертикальном расстоянии А до укладочной сетчатой ленты 20, которое составляет от 10 до 250 мм, в частности, от 25 до 200 мм, преимущественно от 28 до 150 мм и предпочтительно от 29 до 140 мм. В соответствии с очень предпочтительной формой исполнения в обращенной к укладочной сетчатой ленте 20 области этой всасывающей разделительной стенки 28 присоединен выполненный в форме участка 30 обтекателя участок разделительной стенки, который содержит названный, обращенный к укладочной сетчатой ленте 20 конец всасывающей разделительной стенки 28. В рамках изобретения предусмотрено, что обращенный к укладочной сетчатой ленте 20 конец этого участка 30 обтекателя расположен на горизонтальном расстоянии С от воображаемого удлинения остальной приданной всасывающей стенки 28, которое соответствует, по меньшей мере, 80% вертикального расстояния А. Расстояния А и С не фигурах не обозначены. – В соответствии с изображенной на фиг. 4 рекомендуемой формой исполнения всасывающая разделительная стенка 28 содержит на стороне сетчатой ленты участок разделительной стенки, который отходит под углом от остальной всасывающей разделительной стенки 28 и выполнен в форме участка 30 обтекателя. Целесообразным образом и в примере исполнения этот участок 30 обтекателя предусмотрен на расположенной на стороне выхода всасывающей разделительной стенке 28 главной области 27 всасывания. В соответствии с зарекомендовавшей себя формой исполнения участок 30 обтекателя расположен относительно ориентированных перпендикулярно поверхности укладочной сетчатой ленты 20 вертикалей под большим углом, нежели обращенный к укладочной сетчатой ленте 20 участок разделительной стенки следующей, противолежащей разделительной стенки 28. Целесообразным образом участок 30 обтекателя имеет в своей проекции на поверхность укладочной сетчатой ленты длину, большую по сравнению с соответствующей проекцией обращенного к укладочной сетчатой ленте 20, отходящего под углом или отогнутого участка разделительной стенки следующей противолежащей всасывающей разделительной стенки 28. Рекомендуется, чтобы участок 30 обтекателя располагался относительно своего, расположенного на стороне сетчатой ленты конца на большем расстоянии от укладочной сетчатой ленты 20, нежели обращенный к укладочной сетчатой ленте конец участка разделительной стенки следующей противолежащей всасывающей разделительной стенки 28. Форма исполнения с участком 30 обтекателя обеспечивает весьма равномерный и непрерывный переход между скоростями всасывания в направлении от главной области 27 всасывания к следующей в направлении транспортировки укладочной сетчатой ленты 20 области и, в частности, ко второй области 29 всасывания. За счет расположения участка 30 обтекателя можно добиться весьма непрерывного, постоянного снижения скорости всасывания. За счет этого можно в существенной степени избежать дефектов в нетканом материале или в соответствующем изобретению нетканом материале 1 «спанбонд», которые могут возникать в результате резких изменений скорости всасывания, например, вследствие эффектов возвратного потока (так называемый Blow-Back-эффект) в переходной области между главной областью 27 всасывания и второй областью 29 всасывания. При форме исполнения с участок 30 обтекателя речь идет, таким образом, о весьма предпочтительной форме исполнения, которая способствует решению технической проблемы изобретения.
Целесообразным образом и в примере исполнения в направлении транспортировки нетканого материала после области 26 укладки предусмотрено, по меньшей мере, одно устройство термического предварительного упрочнения для термического предварительного упрочнения нетканого материала. Устройство термического предварительного упрочнения расположено предпочтительно во второй области 29 всасывания или над ним. В соответствии с особо предпочтительной формой исполнения устройство термического предварительного упрочнения работает на горячем воздухе и особо предпочтительно в случае этого, установленного за главной областью 27 всасывания устройства термического предварительного упрочнения, речь идет о горячевоздушном ноже 31. С помощью устройства термического предварительного упрочнения можно легко создавать точки крепления между филаментами 2 нетканого материале. При этом проходящую по всему окружному периметру оболочку 3 соответствующих изобретению непрерывных филаментов 2 можно весьма эффективно использовать для выполнения термических точек крепления.
В соответствии с формой исполнения изобретения предусмотрены, по меньшей мере, два устройства термического предварительного упрочнения для предварительного упрочнения нетканого материала. Целесообразным образом в случае первого в направлении транспортировки нетканого материала устройства термического предварительного упрочнения речь идет о горячевоздушном ноже 31 и предпочтительно за этим горячевоздушным ножом 31 в направлении транспортировки укладочной сетчатой ленты 20 расположено второе устройство термического предварительного упрочнения в форме горячевоздушной печи 32. В рамках изобретения предусмотрено, что всасывание воздуха через укладочную сетчатую ленту 20 осуществляют также в области горячевоздушной печи 32. Кроме того, в рамках изобретения предусмотрено, что скорость всасывания всасываемого через укладочную сетчатую ленту 20 воздуха уменьшается в направлении от главной области 27 всасывания к следующим областям всасывания в направлении транспортировки укладочной сетчатой ленты 20.
На фиг. 4 изображено соответствующее изобретению устройство для изготовления спанбонда с фильерой 10 и, тем самым, с прядильной балкой. В рамках изобретения предусмотрено также, что соответствующее изобретению устройство для изготовления спанбонда можно использовать также в составе установки с двумя балками или несколькими балками. В соответствии с формой исполнения здесь можно использовать несколько поочередно установленных соответствующих изобретению устройств для изготовления спанбонда.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛОИСТЫЙ МАТЕРИАЛ ИЗ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО МАТЕРИАЛА ИЗ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА | 2020 |
|
RU2794313C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО МАТЕРИАЛА ИЗ ИЗВИТЫХ ВОЛОКОН | 2020 |
|
RU2784502C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО МАТЕРИАЛА ИЗ ВОЛОКОН | 2020 |
|
RU2759705C1 |
| НЕТКАНОЕ ПОЛОТНО «СПАНБОНД» ДЛЯ СОБИРАЮЩЕГО/РАСПРЕДЕЛИТЕЛЬНОГО СЛОЯ | 2017 |
|
RU2758538C2 |
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА НЕТКАНОГО МАТЕРИАЛА | 2020 |
|
RU2810682C2 |
| ОБЪЕМНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2015 |
|
RU2668755C2 |
| НЕТКАНЫЙ МАТЕРИАЛ СПАНБОНД С ИЗВИТЫМИ ТОНКИМИ ВОЛОКНАМИ И УЛУЧШЕННОЙ ОДНОРОДНОСТЬЮ | 2019 |
|
RU2748508C2 |
| НЕТКАНАЯ ЛАМИНАТНАЯ ТКАНЬ, СОДЕРЖАЩАЯ АЭРОДИНАМИЧЕСКИ РАСПЫЛЕННЫЙ ИЗ РАСПЛАВА СЛОЙ И СЛОИ СПАНБОНДА | 2017 |
|
RU2731772C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА | 2007 |
|
RU2361974C1 |
| ОБЪЕМНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2016 |
|
RU2673762C1 |


Нетканый материал «спанбонд» из непрерывных филаментов, в частности из извитых непрерывных филаментов, причем филаменты выполнены в форме двухкомпонентных филаментов или многокомпонентных филаментов и имеют эксцентрическую конфигурацию «сердечник-оболочка». Оболочка филаментов при рассмотрении в поперечном сечении филамента имеет неизменную толщину d на протяжении, по меньшей мере, 20% периметра филамента. 2 н. и 18 з.п. ф-лы, 4 ил., 1 табл.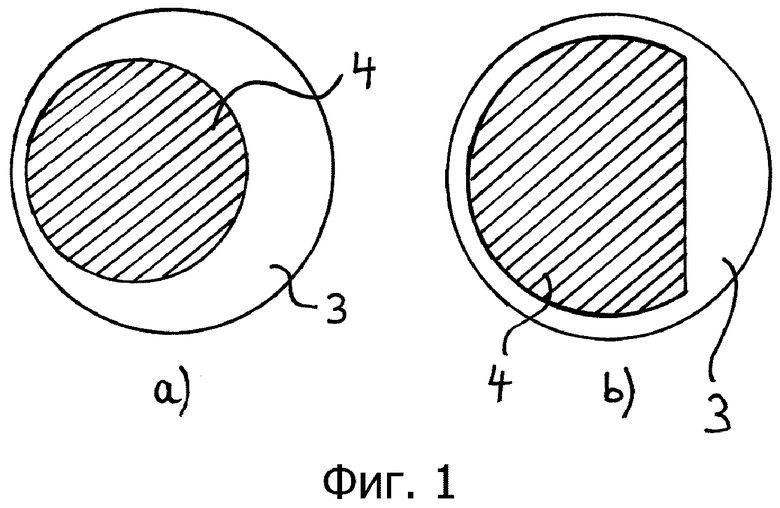
1. Нетканый материал (1) спанбонд из непрерывных филаментов (2), причем филаменты (2) выполнены в форме двухкомпонентных или многокомпонентных филаментов и имеют эксцентрическую конфигурацию сердечник-оболочка, и причем оболочка (3) филаментов (2) при рассмотрении в поперечном сечении филаментов имеет неизменную толщину d на протяжении, по меньшей мере, 20%, или на протяжении, по меньшей мере 25%, или на протяжении, по меньшей мере 30%, или на протяжении, по меньшей мере, 35%, или на протяжении, по меньшей мере, 40% периметра филамента, причем толщина оболочки (3) в области своей неизменной толщины d составляет от 0,1 до 2 мкм.
2. Нетканый материал по п. 1, причем сердечник (4) филаментов (2) занимает более 50%, или более 55%, или более 60%, или более 65%, или более 70% площади поперечного сечения филаментов (2).
3. Нетканый материал по п. 1 или 2, причем сердечник (4) филаментов (2) при рассмотрении в поперечном сечении филаментов выполнен в форме кругового сегмента и содержит в отношении своего периметра, по меньшей мере, один имеющий форму круговой кривой периферийный участок (5) и, по меньшей мере, один линейный периферийный участок (6).
4. Нетканый материал по п. 3, причем имеющий форму круговой кривой периферийный участок (5) сердечника (4) занимает более 50%, или более 55%, или более 60%, или более 65% периметра сердечника (4).
5. Нетканый материал по любому из пп. 1-4, причем оболочка (3) филаментов (2) - при рассмотрении в поперечном сечении филаментов - выполнена вне области оболочки с неизменной толщиной d в форме кругового сегмента, причем круговой сегмент (7) содержит в отношении своего периметра, по меньшей мере, один имеющий форму круговой кривой периферийный участок (8) и, по меньшей мере, один линейный периферийный участок (9).
6. Нетканый материал по любому из пп. 1-5, причем оболочка (3) филаментов (2) - при рассмотрении в поперечном сечении филаментов - имеет неизменную толщину d на протяжении, по меньшей мере, 45%, или на протяжении 50%, или на протяжении 55%, или на протяжении 60% периметра филамента.
7. Нетканый материал по любому из пп. 1-6, причем толщина оболочки (3) в области своей неизменной толщины d составляет менее 10%, или менее 8%, или менее 7% диаметра D филамента или наибольшего диаметра D филамента.
8. Нетканый материал по любому из пп. 1-7, причем толщина оболочки (3) в области своей неизменной толщины d составляет от 0,1 до 0,9 мкм.
9. Нетканый материал по любому из пп. 1-8, причем отношение массы сердечника (4) к массе оболочки (3) составляет от 90:10 до 50:50, или от 90:10 до 60:40, или от 85:15 до 70:30.
10. Нетканый материал по любому из пп. 1-9, причем расстояние, а между центром тяжести площади сердечника (4) и центром тяжести площади оболочки (3) составляет от 5% до 45%, или от 6% до 40%, или от 6% до 36% диаметра D филамента или наибольшего диаметра D филамента.
11. Нетканый материал по п. 10, причем расстояние а между центрами тяжести площадей при соотношении масс сердечник/оболочка от 85:15 до 70:30 составляет от 5% до 45%% диаметра D филамента или наибольшего диаметра D филамента, и/или при соотношении масс сердечник/оболочка от 70:30 до 60:40 составляет от 12% до 40% диаметра D филамента или наибольшего диаметра D филамента, и/или при соотношении масс сердечник/оболочка от 60:40 до 45:55 составляет от 18% до 36% диаметра D филамента или наибольшего диаметра D филамента.
12. Нетканый материал по любому из пп. 1-11, причем сердечник (4) и/или оболочка (3) филаментов (2) состоит из, по меньшей мере, полиолефина.
13. Нетканый материал по любому из пп. 1-12, причем сердечник (4) и/или оболочка (3) филаментов (2) состоит из, по меньшей мере, полиэфира и/или сополиэфира.
14. Нетканый материал по любому из пп. 1-13, причем титр филаментов составляет от 1,5 до 2,5 ден, или от 1,7 до 2,3 ден, или от 1,8 до 2,2 ден.
15. Нетканый материал по любому из пп. 1-14, причем нетканый материал (1) представляет собой термически предварительно упрочненный и/или термически окончательно упрочненный нетканый материал (1), который содержит места крепления или точки крепления между филаментами.
16. Устройство для изготовления нетканого материала (1) спанбонд из непрерывных филаментов (2), при этом предусмотрена, по меньшей мере, одна фильера (10), причем устройство или фильера (10) выполнена с возможностью изготовления многокомпонентных филаментов или двухкомпонентных филаментов с эксцентрической конфигурацией оболочка-сердечник, причем оболочка (3) филаментов (2) при рассмотрении в поперечном сечении филамента имеет неизменную толщину d на протяжении, по меньшей мере, 20%, или на протяжении, по меньшей мере, 25%, или на протяжении, по меньшей мере, 30%, или на протяжении, по меньшей мере 35% или на протяжении, по меньшей мере, 40% периметра филамента, причем толщина оболочки (3) в области своей неизменной толщины d составляет от 0,1 до 2 мкм, причем филаменты (2) уложены на укладочном устройстве.
17. Устройство по п. 16, содержащее охлаждающее устройство (11) для охлаждения филаментов (2), а также присоединенное к нему вытяжное устройство (16) для вытягивания филаментов (2).
18. Устройство по п. 17, причем охлаждающее устройство (11) и вытяжное устройство (16) выполнены в виде закрытого агрегата.
19. Устройство по любому из пп. 16-18, содержащее, по меньшей мере, одно устройство термического предварительного упрочнения, с помощью которого термически предварительно упрочняется уложенный на укладочном устройстве или на укладочной сетчатой ленте (20) нетканый материал (1) из филаментов (2).
20. Устройство по п. 19, причем устройство термического предварительного упрочнения выполнено в виде устройства предварительного упрочнения горячим воздухом.
| JP 2003013354 A, 15.01.2003 | |||
| US 20040110442 A1, 10.06.2004 | |||
| WO 2018110523 A1, 21.06.2018 | |||
| WO 1996021759 A1, 18.07.1996 | |||
| US 20170145602 A1, 25.05.2017 | |||
| US 3778208 A1, 11.12.1973. |

