Изобретение относится к металлообработке материалов и может быть использовано для снятия внутренних и наружных фасок на трубах малого диаметра от 60 до 168 мм, как на территории предприятия, так и в полевых условиях для дальнейших сварочных работ трубопроводов.
Известно устройство для обработки фасок под сварку труб (патент RU № 2231423, МПК В23С 1/20, В23С 3/02, опубл. 27.06.2004 г., бюл. № 18), которое содержит инструментальную головку и механизм ее подвода к обрабатываемой трубе, имеющий возможность вращения относительно оси трубы. Для обработки фасок на трубах сложной конфигурации оно снабжено двумя коаксиальными кольцами, на которых установлен упомянутый механизм подвода. При этом одно из колец для закрепления его на трубе имеет фиксатор в виде винта и комплекта призм, а другое - соединено с ним по скользящей посадке.
Недостатками данного устройства являются:
- низкая производительность (ручное вращение устройства относительно оси трубы);
- высокие затраты на металлорежущий инструмент (борфреза);
- отсутствие возможности обработки внутренней фаски трубы;
- отсутствие возможности сбора стружки с внутренней поверхности труб;
- отсутствие возможности обработки труб с наружной резьбой (крепление устройства за наружную поверхность трубы).
Известно устройство для снятия внутренней фаски труб (патент RU № 2157299, МПК В23В 51/10, опубл. 10.10.2000 г., бюл. № 28), которое содержит фрезу с приводным валом, на тыльной части которого расположены центральная рукоятка и вращательный рычаг с храповым механизмом. Устройство снабжено стружкоотражателем, установленным на передней части приводного вала. При этом фреза имеет полый корпус с расположенными по окружности пазами под сменные режущие пластины треугольной формы, зафиксированные с помощью нажимного кольца и гайки, а приводной вал расположен внутри полого корпуса и соединен с ним шарнирно своей передней частью.
Недостатками данного устройства являются:
- отсутствие возможности обработки наружной фаски трубы;
- сложность конструкции (наличие храпового механизма).
Техническими задачами предлагаемого устройства для снятия фасок на трубах являются:
- увеличение производительности операции за счет применения электрического гайковерта;
- извлечение металлической стружки из внутренней поверхности трубы.
Технические задачи решаются устройством для снятия фасок на трубах малого диаметра, содержащим приводной вал, рукоятку.
Новым является то, что на приводной вал установлены левый конус, зафиксированный по резьбе М24 посредством шайбы с гайкой, правый конус, зафиксированный по резьбе Tr36х3 посредством гайки, разрезной центратор, регулировочная шайба и резцедержатель, при этом резцедержатель выполнен с восемью парами противоположных отверстий с резьбой M8 для крепления посредством болтовых соединений двух резцов и с двумя расположенными в шахматном порядке прямоугольными пазами шириной 16 мм, в которые установлены вставки, исключающие пережатие резцов, разрезной центратор выполнен с наружным диаметром D = 0,98⋅d, где d - диаметр обрабатываемой трубы, на наружной поверхности разрезного центратора выполнены расположенные в шахматном порядке под углом 22°30' к его осям шестнадцать разрезных пазов шириной 4 мм, а внутренняя поверхность разрезного центратора выполнена конической и соответствует наружным коническим поверхностям указанных конусов, причем рукоятка выполнена с шестигранником, обеспечивающим присоединение устройства к электрическому гайковерту.
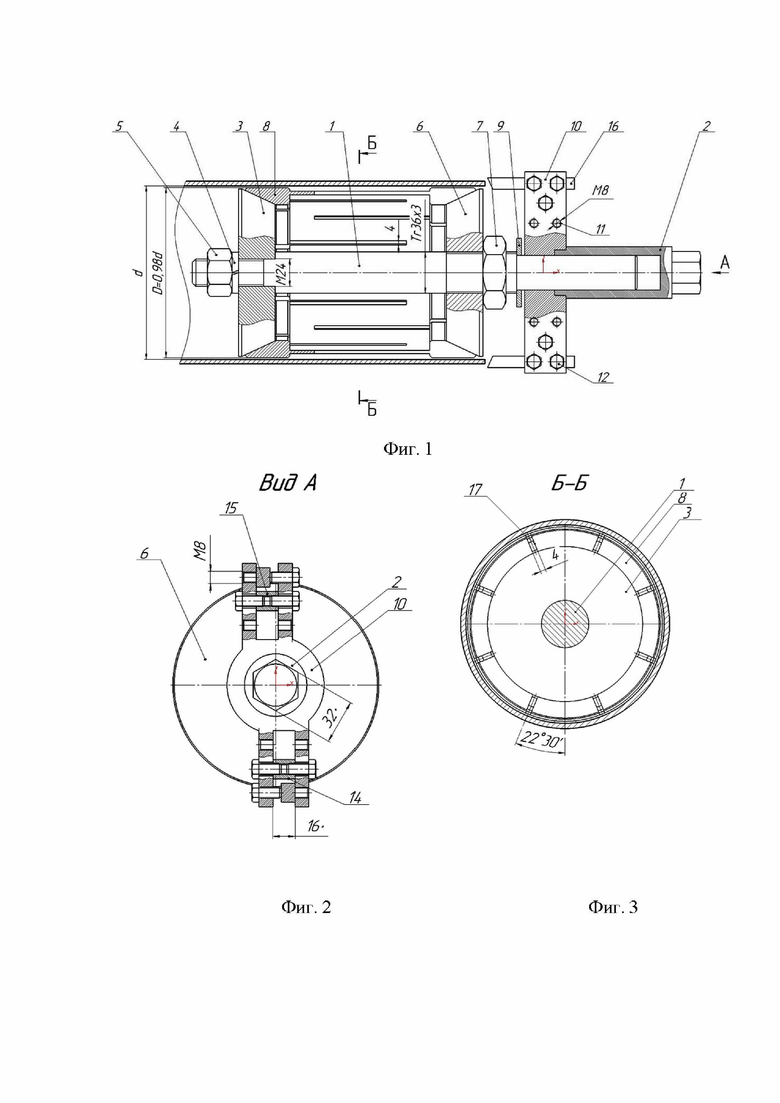
На фиг. 1 показано устройство для снятия фасок на трубах малого диаметра.
На фиг. 2 - вид А устройства для снятия фасок на трубах малого диаметра.
На фиг. 3 - разрез Б-Б устройства для снятия фасок на трубах малого диаметра.
Устройство для снятия фасок на трубах малого диаметра (фиг. 1, 2, 3) содержит приводной вал 1, рукоятку 2.
На приводной вал 1 установлены левый конус 3, зафиксированный по резьбе М24 посредством шайбы 4 с гайкой 5, правый конус 6, зафиксированный по резьбе Tr36х3 посредством гайки 7, разрезной центратор 8, регулировочная шайба 9 и резцедержатель 10.
При этом резцедержатель 10 выполнен с восемью парами противоположных отверстий 11 с резьбой M8 для крепления посредством болтовых соединений 12 двух резцов 13 и с двумя расположенными в шахматном порядке прямоугольными пазами 14 шириной 16 мм, в которые установлены вставки 15, исключающие пережатие резцов 16.
Разрезной центратор 8 выполнен с наружным диаметром D = 0,98⋅d, где d - диаметр обрабатываемой трубы. На наружной поверхности разрезного центратора 8 выполнены расположенные в шахматном порядке под углом 22°30' к его осям шестнадцать разрезных пазов 17 шириной 4 мм. Внутренняя поверхность разрезного центратора 8 выполнена конической и соответствует наружным коническим поверхностям указанных конусов 3 и 6. Причем рукоятка 2 выполнена с шестигранником, обеспечивающим присоединение устройства к электрическому гайковерту (на фиг. не показан).
Устройство для снятия фасок на трубах работает следующим образом.
Перед началом выполнения операции выбирают:
- разрезной центратор 8, конусы 3 и 6, резцедержатель 10 в зависимости от диаметра обрабатываемой трубы;
- регулировочную шайбу 9 в зависимости от высоты фаски обрабатываемой трубы;
- резцы 15 в зависимости от угла фаски обрабатываемой трубы (диапазон углов нарезаемых фасок на трубе составляет от 10° до 60°).
После выбора необходимых типов деталей производят сборку устройства для снятия фасок на трубах. На вал 1 наворачивают по резьбе М24 и Tr36х3 конусы 3 и 6, закрепляют шайбой 4 и гайками 5, 7, надевают центратор 8, регулировочную шайбу 9.
Собранные на вал детали устанавливают внутрь обрабатываемой трубы. При помощи вращения гайки 7 приводится в движение конус 6, Разрезной центратор 8 под действием давления со стороны конусов 3 и 6 начинает раздаваться до диаметра, равного внутреннему диаметру обрабатываемой трубы, благодаря чему происходит совмещение оси обрабатываемой трубы с осью устройства. На правый конец приводного вала 1 надевают собранные между собой резцедержатель 10 с резцами 16 и рукоятку 2. К шестиграннику рукоятки 2 присоединяют электрический гайковерт. На электрическом гайковерте нажимают кнопку «Пуск», после чего гайковерт начинает вращать резцедержатель 10 с резцами 15 и рукоятку 2 вокруг своей оси. Для снятия фаски производят движение резцов 16 вдоль приводного вала 1 до упора торцевой части резцедержателя 10 в регулировочную шайбу 9. После чего устройство извлекается из обработанной трубы, при этом торец конуса 6 выносит с собой образовавшуюся стружку из обработанной трубы.
Устройство для снятия фасок на трубах малого диаметра изготовлено при помощи высокоточного токарного и фрезерного оборудования с ЧПУ. Для изготовления устройства была использована конструкционная углеродистая качественная сталь 35, сталь 45 и конструкционная углеродистая обыкновенного качества Ст3сп.
Устройство используется при производстве трубопроводов для нефтегазодобывающей и нефтехимической промышленности, а именно для снятия внутренних и наружных фасок с труб диаметром от 60 до 168 мм.
Использование устройства для снятия фасок на трубах малого диаметра помогает увеличить производительность операций за счет применения электрического гайковерта, извлекать металлическую стружку из внутренней поверхности трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СКВАЖИННЫЙ ТРУБОРЕЗ-ФРЕЗЕР | 2011 |
|
RU2494221C2 |
| Устройство для снятия наружной изоляции с концов и/или подготовки торцов труб | 2020 |
|
RU2733751C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕЙ ФАСКИ ТРУБ | 1999 |
|
RU2157299C1 |
| Расточной патрон | 1987 |
|
SU1484453A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| ТРУБОРЕЗ-ТРУБОЛОВКА | 2013 |
|
RU2533563C1 |
| Устройство для снятия фаски и нарезания резьбы | 1982 |
|
SU1077726A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ НА УСТЬЕ ФОНТАНИРУЮЩЕЙ СКВАЖИНЫ | 2014 |
|
RU2553703C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| Устройство для крепления резца горной машины | 1987 |
|
SU1492042A1 |
Изобретение относится к металлообработке материалов и может быть использовано для снятия внутренних и наружных фасок на трубах малого диаметра от 60 до 168 мм. Устройство содержит рукоятку и приводной вал, на который установлены левый конус, правый конус, разрезной центратор, регулировочная шайба и резцедержатель. Резцедержатель выполнен с восемью парами противоположных отверстий с резьбой M8 для крепления посредством болтовых соединений двух резцов и с двумя расположенными в шахматном порядке прямоугольными пазами шириной 16 мм, в которые установлены вставки, исключающие пережатие резцов. Разрезной центратор на своей наружной поверхности содержит расположенные в шахматном порядке под углом 22°30' к его осям шестнадцать разрезных пазов шириной 4 мм. Внутренняя поверхность разрезного центратора выполнена конической и соответствует наружным коническим поверхностям указанных конусов. Рукоятка выполнена с шестигранником, обеспечивающим присоединение устройства к электрическому гайковерту. Обеспечивается снятие внутренних и наружных фасок. 3 ил. 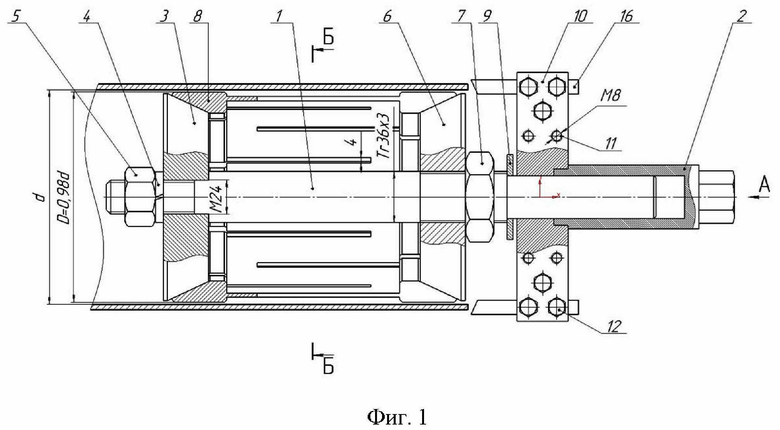
Устройство для снятия фасок на трубах малого диаметра, содержащее приводной вал, рукоятку, отличающееся тем, что на приводной вал установлены левый конус, зафиксированный по резьбе М24 посредством шайбы с гайкой, правый конус, зафиксированный по резьбе Tr36х3 посредством гайки, разрезной центратор, регулировочная шайба и резцедержатель, при этом резцедержатель выполнен с восемью парами противоположных отверстий с резьбой M8 для крепления посредством болтовых соединений двух резцов и с двумя расположенными в шахматном порядке прямоугольными пазами шириной 16 мм, в которые установлены вставки, исключающие пережатие резцов, разрезной центратор выполнен с наружным диаметром D = 0,98⋅d, где d - диаметр обрабатываемой трубы, на наружной поверхности разрезного центратора выполнены расположенные в шахматном порядке под углом 22°30' к его осям шестнадцать разрезных пазов шириной 4 мм, а внутренняя поверхность разрезного центратора выполнена конической и соответствует наружным коническим поверхностям указанных конусов, причем рукоятка выполнена с шестигранником, обеспечивающим присоединение устройства к электрическому гайковерту.
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕЙ ФАСКИ ТРУБ | 1999 |
|
RU2157299C1 |
| Устройство для обработки кромок отверстий | 1979 |
|
SU869974A2 |
| Устройство для зачистки концов труб | 1980 |
|
SU933268A2 |
| Ножницы в машине для изготовления картонных неробок | 1928 |
|
SU15788A1 |
| Разъемное контактное соединение | 1972 |
|
SU472424A1 |

