1
Изобретение относится к машиностроению, в частности к котлостроению и аппаратостроению, и может быть использовано для зачистки поверхностей и обработки торцов концов труб под развальцовку или под сварку
По основному авт. св. № известно устройство для зачистки концов труб, содержащее вращакяцийся от привода цилиндрический корпус, внутри которого установлен неподвижный валик с упорной съемной цангой и зачисткой узел в виде шарнирно закрепленных на корпусе и симметрично расположенных рычагов с режущей пластиной на конце, при этом а корпусе выполнены продольные пазы, в которых закреплены рычаги, свободные концы которых выполнены в виде центробежных грузов, а устройство помещено в защитный кожух tO
Однако известное устройство производит зачистку только наружной mверхности концов труб.
Цель изобретения - расширение технологических возможностей.
Для достижения поставленной цели устройство снабжено установленной на внутреннем торце корпуса ввертной штангой с размещенным на ней сменным инструментом для обработки торцов труб и снабженной обоймой, несущей инструмент для зачистки внутренней поверхности труб, а центробежные грузы установлены с возможностью регулирования величины осевого усилия на режущие кромки инструмента, предназначенного для зачистки наружной поверхности труб.
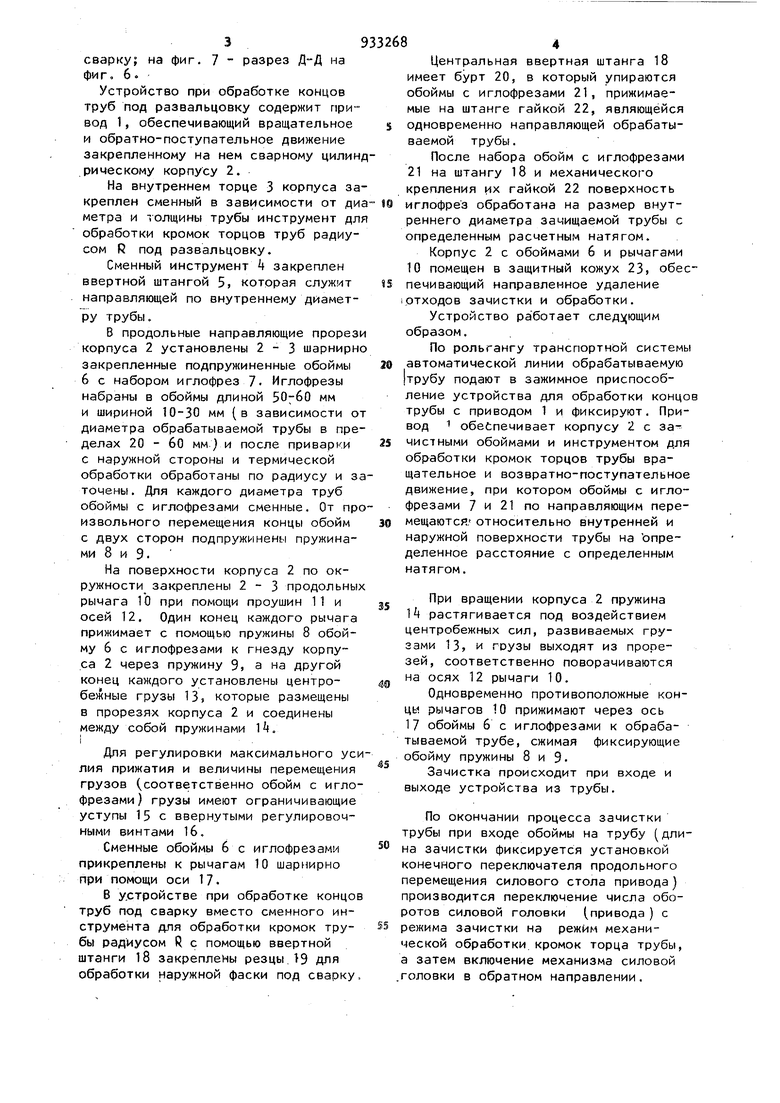
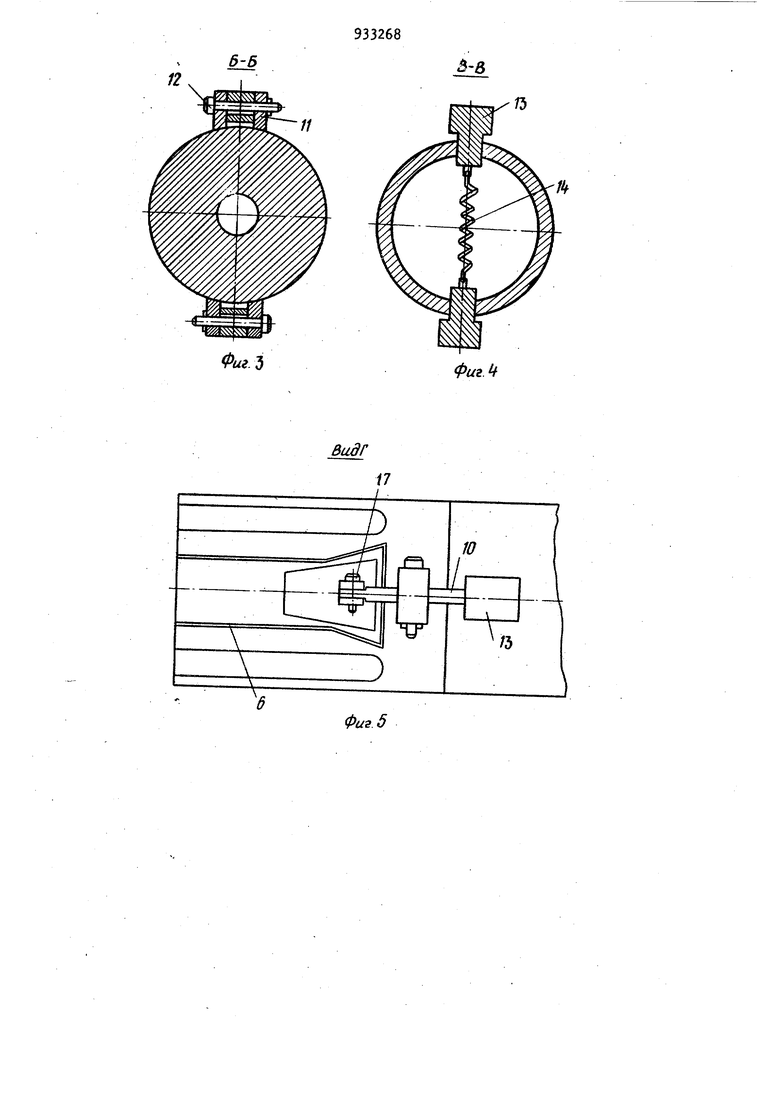
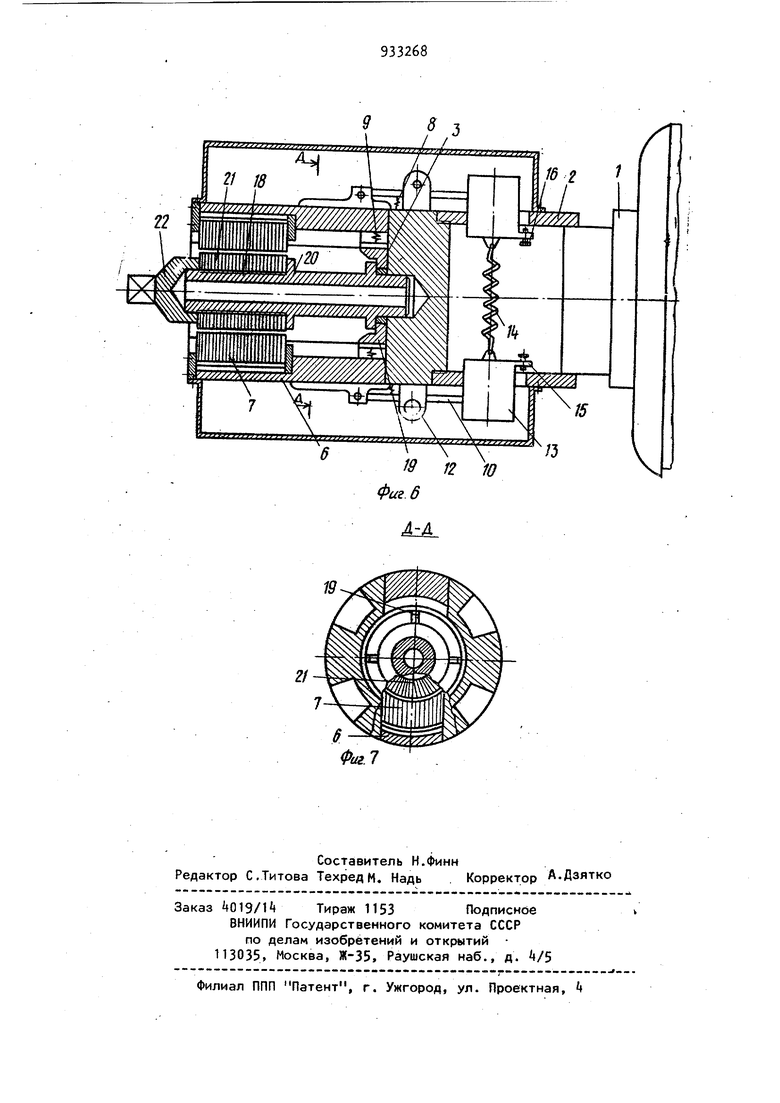
На фиг. I изображено устройство для обработки концов труб при обработке их под развальцовку, общий вид; на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг.1;на фиг. - разрез В-В на фиг.1; на фиг. 5 - вид Г на фиг 1; на фиг.6 - устройство для обработки концов труб при обработке их под
сварку; на фиг. 7 - разрез Д-Д на фи г о 6 .
Устройство при обработке концов труб под развальцовку содержит привод 1, обеспечивающий вращательное и обратно-поступательное движение закрепленному на нем сварному цилиндрическому корпусу 2.
На внутреннем торце 3 корпуса закреплен сменный в зависимости от диаметра и 1ОЛЩИНЫ трубы инструмент для обработки кромок торцов труб радиусом R под развальцовку.
Сменный инструмент 4 закреплен ввертной штангой 5. которая служит направляющей по внутреннему диаметру трубы.
В продольные направляющие прорези корпуса 2 установлены 2-3 шарнирно закрепленные подпружиненные обоймы 6 с набором иглофрез 7- Иглофрезы набраны в обоймы длиной мм и шириной 10-30 мм (в зависимости от диаметра обрабатываемой трубы в пределах 20 - 60 мм ) и после приварки с наружной стороны и термической обработки обработаны по радиусу и заточены. Для каждого диаметра труб обоймы с иглофрезами сменные. От произвольного перемещения концы обойм с двух сторон подпружинены пружинами 8 и 9
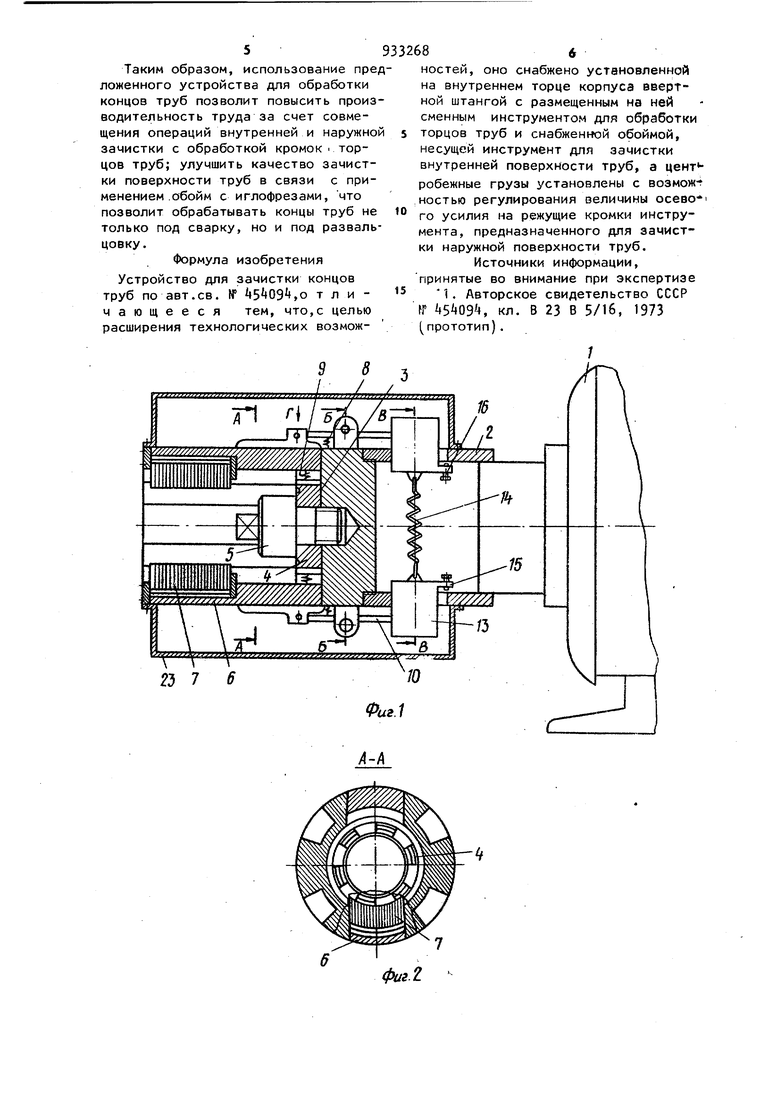
На поверхности корпуса 2 по окружности закреплены 2-3 продольных рычага 10 при помощи проушин 11 и осей 12. Один конец каждого рычага прижимает с помощью пружины 8 обойму 6 с иглофрезами к гнезду корпуса 2 через пружину 9, а на другой конец каждого установлены центробежные грузы 13) которые размещены в прорезях корпуса 2 и соединены
между собой пружинами 1, i
Для регулировки максимального усилия прижатия и величины перемещения грузов (соответственно обойм с иглофрезами) грузы имеют ограничивающие уступы 15 с ввернутыми регулировочными винтами 16,
Сменные обоймы 6с иглофрезами прикреплены к рычагам 10 шариирно при помощи оси 17.
В устройстве при обработке концов труб под сварку вместо сменного инструмента для обработки кромок трубы радиусом R с помощью ввертной штанги 18 закреплены резцы,19 для обработки наружной фаски под сварку.
Центральная ввертная штанга 18 имеет бурт 20, в который упираются обоймы с иглофрезами 21, прижимаемые на штанге гайкой 22, являющейся одновременно направляющей обрабатываемой трубы.
После набора обойм с иглофрезами 21 на штангу 18 и механического крепления их гайкой 22 поверхность
иглофрез обработана на размер внутреннего диаметра зачищаемой трубы с определенным расчетным натягом.
Корпус 2 с обоймами 6 и рычагами 10 помещен в защитный кожух 23, обеспечивающий направленное удаление 1ртходов зачистки и обработки.
Устройство работает след(ющим образом.
По рольгангу транспортной системы
автоматической линии обрабатываемую трубу подают в зажимное приспособление устройства для обработки концов трубы с приводом 1 и фиксируют. Привод 1 обеспечивает корпусу 2 с заЧИС1НЫМИ обоймами и инструментом для обработки кромок торцов трубы вращательное и возвратно-поступательное движение, при котором обоймы с иглофрезами 7 и 21 по направляющим перемещаются. относительно внутренней и наружной поверхности трубы на определенное расстояние с определенным натягом.
При вращении корпуса 2 пружина k растягивается под воздействием центробежных сил, развиваемых грузами 13, и грузы выходят из прорезей, соответственно поворачиваются на осях 12 рычаги 10.
Одновременно противоположные концы рычагов 10 прижимают через ось 17 обоймы 6 с иглофрезами к обрабатываемой трубе, сжимая фиксирующие обойму пружины 8 и 9.
Зачистка происходит при входе и выходе устройства из трубы.
По окончании процесса зачистки трубы при входе обоймы на трубу (длина зачистки фиксируется установкой конечного переключателя продольного перемещения силового стола привода) производится переключение числа оборотов силовой головки (привода ) с
режима зачистки на режим механической обработки кромок торца трубы, а затем включение механизма силовой головки в обратном направлении.
Таким образом, использование предложенного устройства для обработки концов труб позволит повысить производительность труда за счет совмещения операций внутренней и наружной зачистки с обработкой кромок торцов труб; улучшить качество зачистки поверхности труб в связи с применением .обойм с иглофрезами, что позволит обрабатывать концы труб не только под сварку, но и под развальцовку.
Формула изобретения
Устройство для зачистки концов труб по авт.св. № ,о т л и чающееся тем, что,с целью расширения технологических возможностей, оно снабжено установленной на внутреннем торце корпуса ввертной штангой с размещенным на ней сменным инструментом для обработки торцов труб и снабженной обоймой, несущей инструмент для зачистки внутренней поверхности труб, а центробежные грузы установлены с возможч ностью регулирования величины осево го усилия на режущие кромки инструмента, предназначенного для зачистки наружной поверхности труб.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР fP , кл. В 23 В 5/16, 1973 (прототип).
/
6-6
11
В-&
Фиг. Ъ
фигМ
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБАЙН КУЗНЕЦОВА ДЛЯ СНЯТИЯ НАРУЖНОГО ГИДРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ С МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ И ЕГО ОБРАБАТЫВАЮЩИЕ АГРЕГАТЫ ПОЭТАПНОЙ ОЧИСТКИ ТРУБОПРОВОДА | 1995 |
|
RU2098204C1 |
| Устройство для очистки наружной поверхности труб | 1989 |
|
SU1719115A1 |
| СТАНОК ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ | 1995 |
|
RU2080965C1 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ ИГЛОФРЕЗ | 1991 |
|
RU2018418C1 |
| Иглофрезерный станок | 1977 |
|
SU673385A1 |
| Устройство для обработки внутренних поверхностей | 1983 |
|
SU1162574A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
| СПОСОБ ОЧИСТКИ РЕЗЬБЫ ТРУБ ОТ СМАЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2441718C1 |
| Устройство для очистки наружной поверхности цилиндрических изделий | 1990 |
|
SU1715453A1 |
| Устройство для зачистки кромок обечаек | 1990 |
|
SU1738611A1 |
19
фиг б 11Д
Фаг. 7
