Настоящее изобретение относится к оборудованию для нанесения покрытия на металлическую полосу погружением в расплав и к двум способам, одному для позиционирования упомянутого оборудования и одному для нанесения покрытия на металлическую полосу.
В сталелитейной промышленности полосовой прокат обычно покрывают металлическими и/или полимерными покрытиями для улучшения свойств их поверхности. Металлические покрытия обычно осаждают в процессе горячего покрытия, при котором полоса проходит через ванну с расплавленным металлом.
Прежде чем попасть в упомянутую ванну, полоса обычно подвергается нескольким этапам очистки, таким как обезжиривание или очистка щеткой. Затем полосу нагревают перед нанесением покрытия погружением в расплав, чтобы избежать термического шока и, следовательно, дефекта плоскостности. Однако, поскольку температура нагретой полосы близка к температуре ванны, как правило, между 400 и 800°С, полоса подвержена окислению.
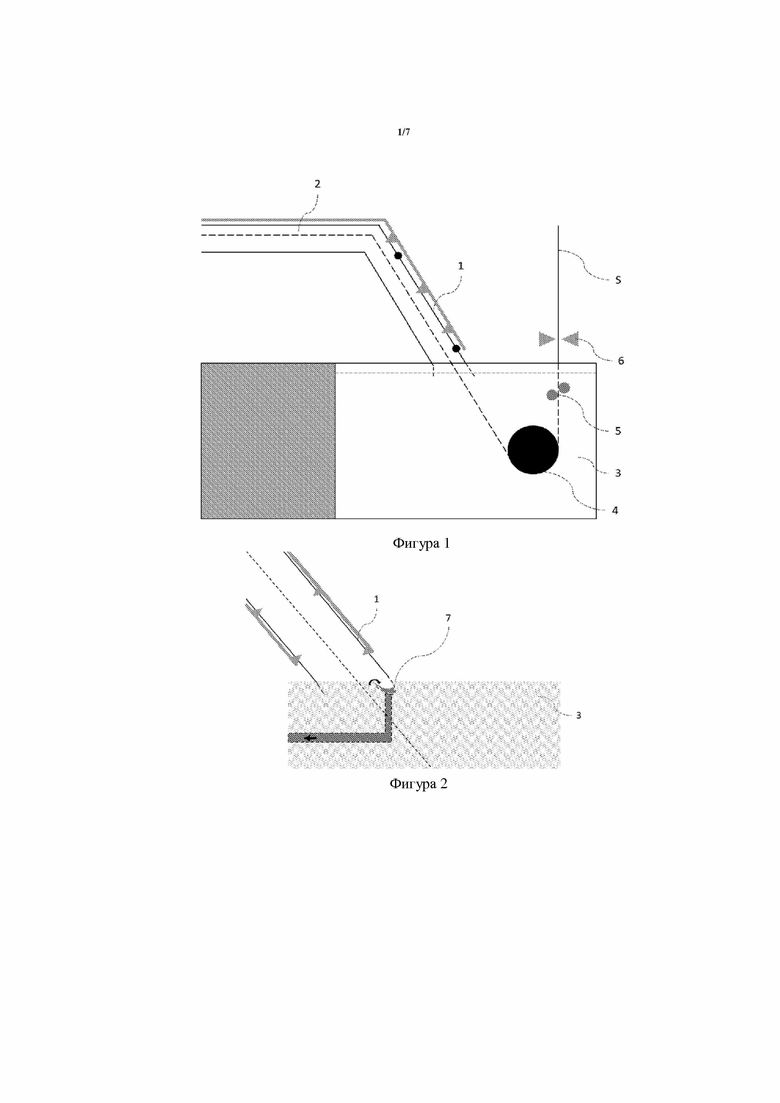
Поэтому, чтобы избежать такого пагубного явления, полосу S защищают так называемым соплом 1, имеющим внутри защитную (неокисляющую) атмосферу, как показано на Фиг. 1. Такое сопло проходит от выхода 2 печи отжига до ванны 3 с расплавленным металлом. Более того, высокая температура ванны приводит к испарению металла из нее, в том числе и в упомянутое сопло. В сопле этот металлический пар имеет тенденцию к застыванию из-за понижения температуры вдоль сопла (при движении вверх), что приводит к образованию металлических частиц, падающих в ванну 3. Установка для горячего погружения, как показано на Фиг. 1, может также содержать погружной валик 4, стабилизирующие валки 5 и систему 6 очистки, позволяющую контролировать толщину покрытия.
Кроме того, ванна расплавленного металла обычно содержит смесь нескольких элементов, таких как цинк, алюминий, кремний и/или магний, и ее состав варьируют в зависимости от желаемого покрытия. В ванну обычно подают слитки и/или предварительно расплавленные металлы. Из-за неоднородностей в ванне по составу и температуре могут образовываться такие частицы, как шлак.
К сожалению, частицы, возникающие как из-за затвердевания паров металла, так и из-за неоднородностей ванны, могут плавать на поверхности ванны и прилипать к металлической полосе, проходящей через ванну, что может приводить к дефектам поверхности.
Соответственно, были разработаны системы, позволяющие избежать прилипания таких частиц к поверхности полосы путем сбора частиц вблизи полосы, особенно вблизи входа полосы S в ванну 3. Одна из таких систем представляет собой перелив, состоящий из кюветы (или отсека) 7, расположенной в удлинении сопла 1, как описано в патенте FR 2816639 и показано на Фиг. 2. Такая система позволяет создавать естественный поток (показанный стрелкой и более темной областью) расплавленного металла ванны, в частности, всплывающих нежелательных частиц в упомянутую кювету 7. Затем содержание слива перекачивается и отбраковывается в другом месте. На Фиг. 2 насосная система не представлена, а показана только труба, по которой течет перекачиваемый расплавленный металл и нежелательные частицы, как показано стрелкой.
В патенте WO 2017187225 также описано устройство для непрерывного нанесения покрытия на металлическую полосу погружением. Это оборудование улучшает устройство из патента FR 2816639, позволяя регулировать положение сопла и переливов относительно полосы. Для этого сопло снабжено коробкой для выгрузки, подвижной относительно металлической полосы при вращении вокруг первой оси вращения и подвижной относительно верхней части кожуха при вращении вокруг второй оси вращения. Кроме того, сочленение, позволяющее поворачивать коробку для выгрузки относительно верхней части кожуха, представляет собой шарнирное соединение.
Однако при использовании вышеописанного оборудования правильная установка перелива является сложной задачей и при недолжном обращении может приводить к неадекватному позиционированию. Сложность настройки связана с трудностями выравнивания обеих сторон перелива путем выполнения горизонтального смещения без вертикального смещения. Более того, для этого требуется множество механизмов, что ведет к более высокой вероятности отказа. Кроме того, когда одна из деталей выходит из строя, чтобы починить ее приходится снимать все сопло, а иногда и заменять его. Наконец, существует температурный градиент вдоль сопла, потому что кончик сопла и перелив погружены в ванну с расплавленным металлом, в то время как самая высокая часть сопла находится в контакте с окружающим воздухом. Такой температурный градиент приводит к механическим ограничениям и, таким образом, к деформации сопла и перелива. После нескольких циклов погружения и извлечения кончика сопла из ванны, возникающая в результате деформация очень затрудняет правильное позиционирование кюветы относительно поверхности ванны, поскольку верхний край больше не является горизонтальным.
Следовательно, из-за сложного позиционирования перелива, высокого риска отказа механизмов и пагубного влияния температурного градиента необходимо разработать новый перелив.
Задачей настоящего изобретения является предложение оборудования для нанесения покрытия на металлическую полосу методом погружения, которое облегчает позиционирование перелива и улучшает стабильность такого перелива в ванне с расплавленным металлом.
Эта задача решается путем предложения оборудования по пункту 1 формулы изобретения. Оборудование также может иметь любые характеристики по пунктам 2-5. Эта задача также решается путем предложения способов позиционирования перелива по пунктам 10 и 11 и способа покрытия металлом по пунктам 6-9.
Другие характеристики и преимущества станут очевидными из следующего подробного описания изобретения.
Для иллюстрации изобретения будут описаны различные варианты его осуществления, в частности, со ссылкой на следующие чертежи, на которых показано:
на Фиг. 1 – один из вариантов установки для нанесения покрытий;
на Фиг. 2 – один из вариантов перелива, описанный в патенте FR 2816639;
на Фиг. 3 – один из вариантов осуществления настоящего изобретения;
на Фиг. 4 – один из вариантов выполнения предлагаемых в настоящем изобретении соединительных частей и перелива;
на Фиг. 5 – один из вариантов предлагаемого в настоящем изобретении перелива;
на Фиг. 6 – два варианта осуществления предлагаемой в настоящем изобретении кюветы;
на Фиг. 7 – первый вид первого варианта осуществления предлагаемой в настоящем изобретении подвижной опорной системы;
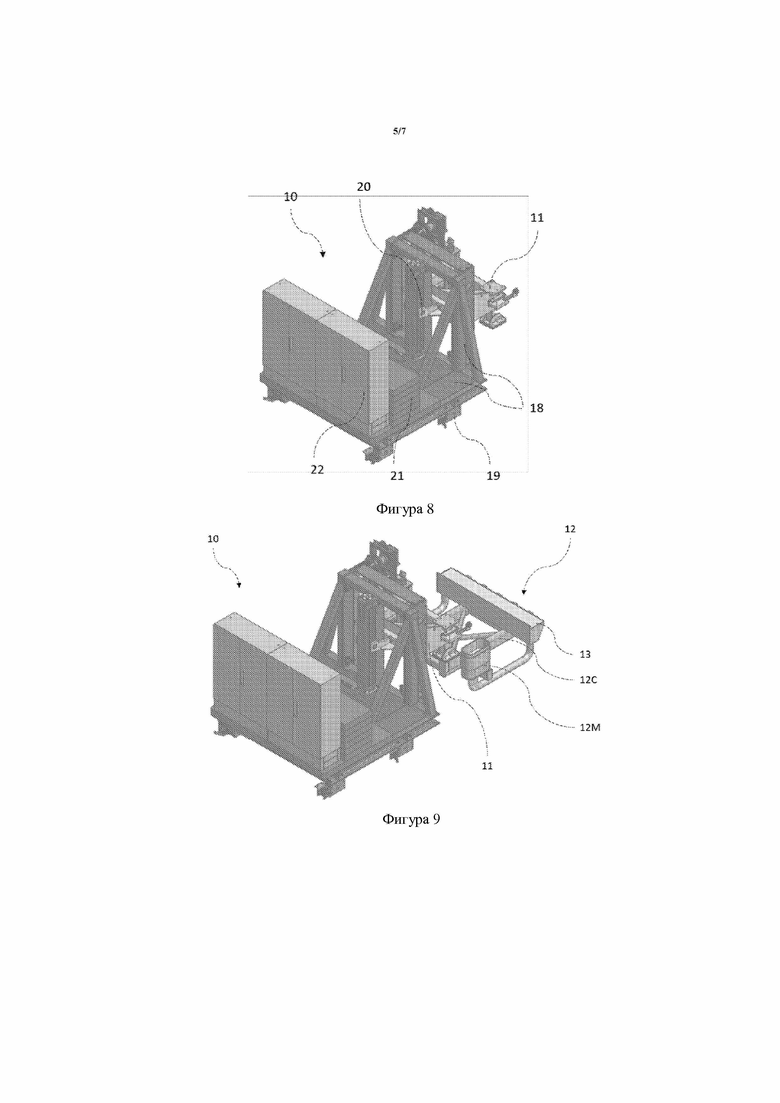
на Фиг. 8 – второй вид первого варианта осуществления предлагаемой в настоящем изобретении подвижной опорной системы;
на Фиг. 9 – один из вариантов осуществления предлагаемых в настоящем изобретении подвижной опорной системы и перелива;
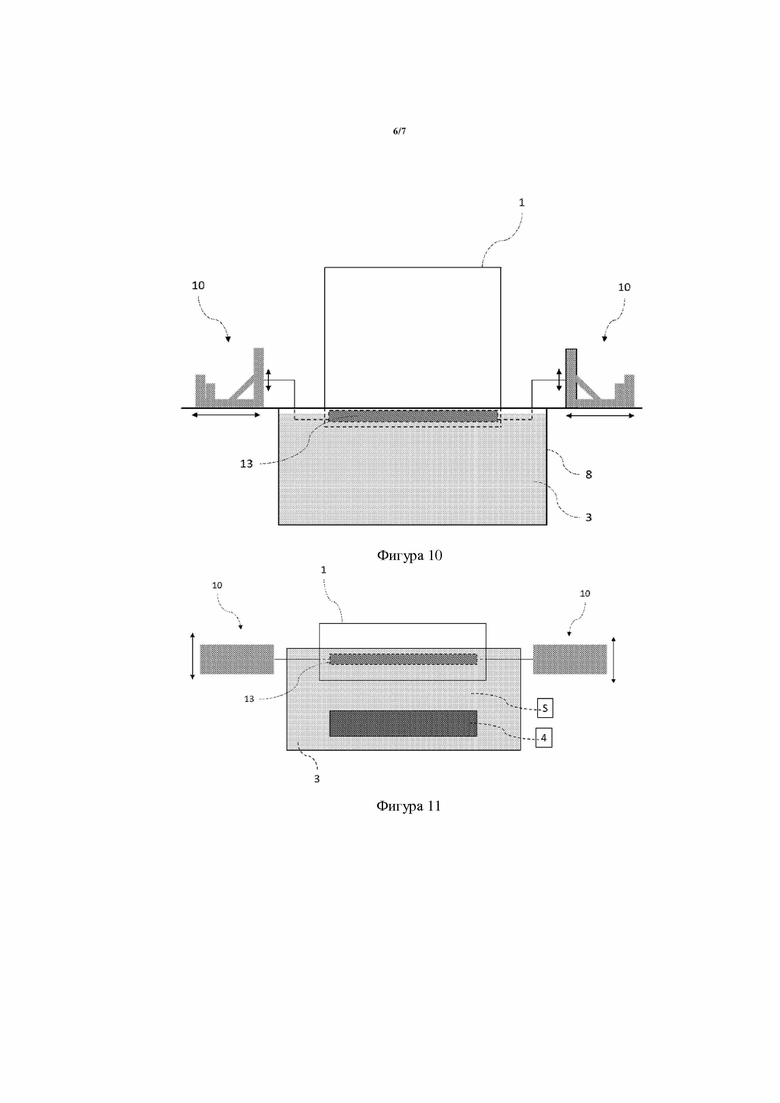
на Фиг. 10 – первый вид второго варианта осуществления предлагаемых в настоящем изобретении подвижной опорной системы и перелива;
на Фиг. 11 – второй вид второго варианта осуществления предлагаемых в настоящем изобретении подвижной опорной системы и перелива.
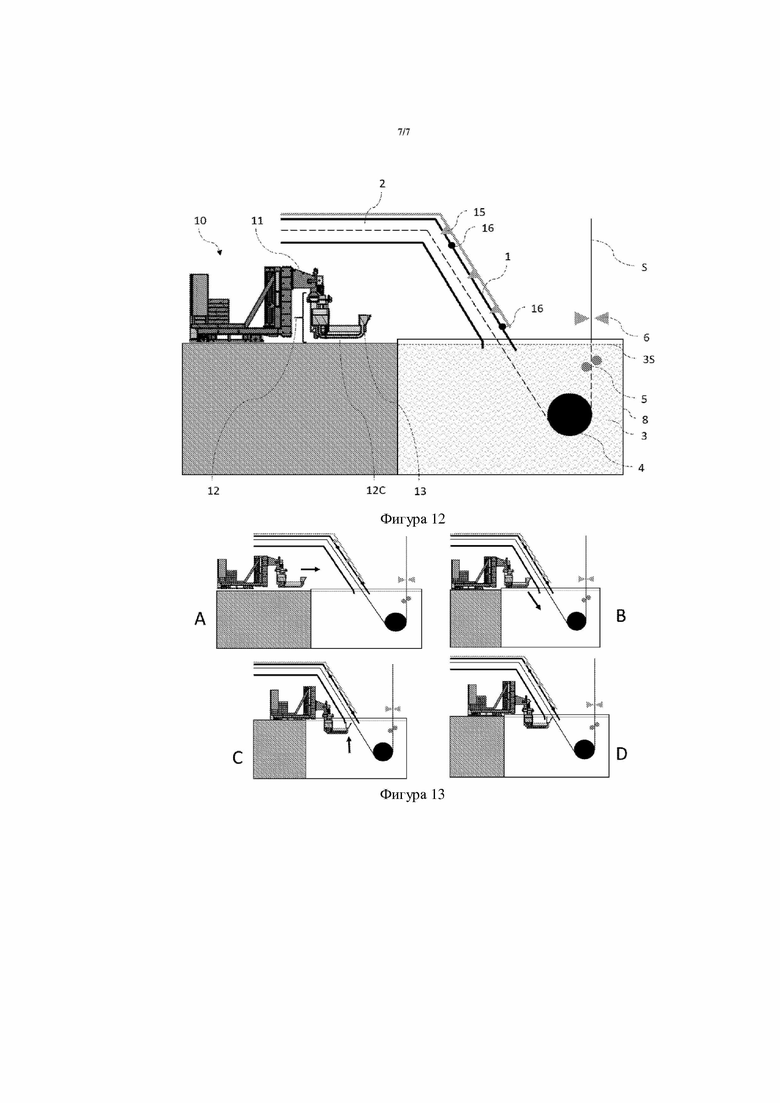
на Фиг. 12 – один из вариантов осуществления предлагаемого в настоящем изобретении перелива в нерабочем положении;
на Фиг. 13 – один из вариантов осуществления предлагаемого в настоящем изобретении трехэтапного процесса.
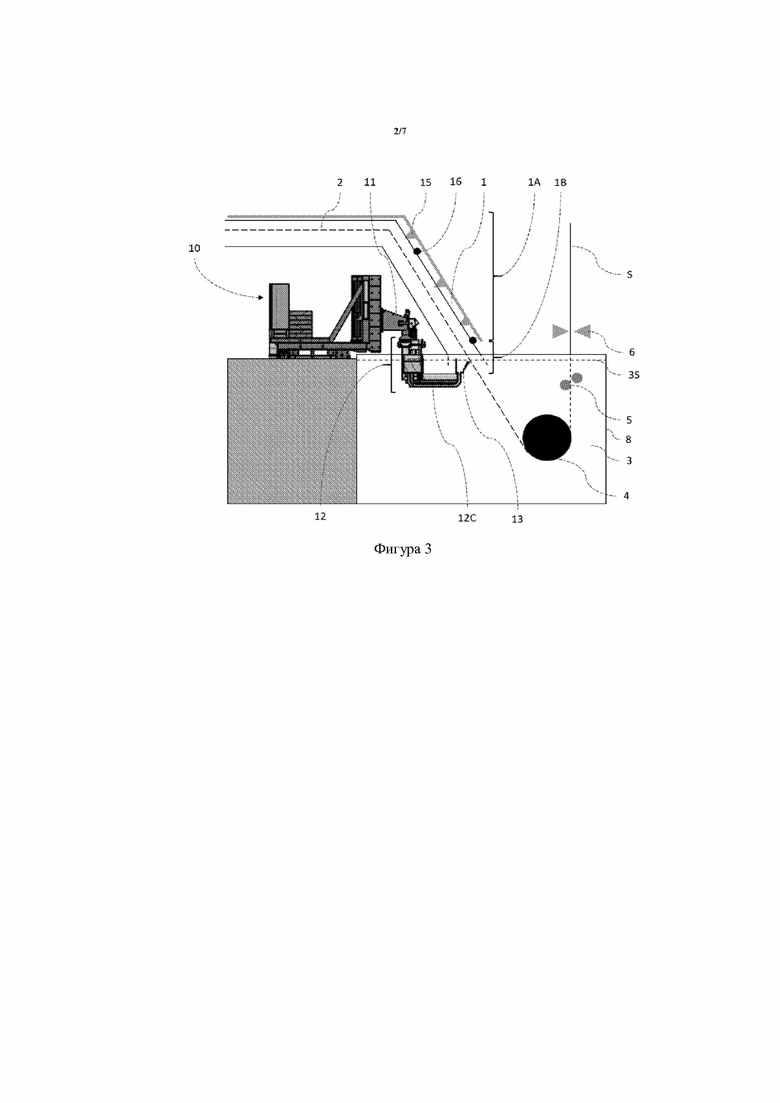
Как показано на Фиг. 3 и 7, изобретение относится к оборудованию для непрерывного горячего покрытия металлической полосы погружением, включающему в себя:
- печь 2 отжига,
- резервуар 8, содержащий ванну 3 с расплавленным металлом,
- сопло 1, соединяющее печь 2 отжига и упомянутую ванну 3, при этом упомянутое сопло 1 содержит кончик 1В сопла, который по меньшей мере частично погружен в ванну 3 с жидким металлом для формирования жидкостного затвора с поверхностью расплавленного металла в ванне и внутри этого сопла,
- подвижную опорную систему (10) по меньшей мере с одной стороны резервуара, содержащую:
- центральную часть (18),
- первое подвижное средство (19), способное перемещать упомянутую подвижную опорную систему (10) по меньшей мере в горизонтальном направлении, находящееся на земле и соединенное с упомянутой центральной частью (18),
- второе подвижное средство (20), соединенное с упомянутой центральной частью (18) и с соединительным средством (11) таким образом, что упомянутое соединительное средство (11) опорной системы может перемещаться по меньшей мере вертикально упомянутым вторым подвижным средством (20);
- перелив (12), не соединенный с упомянутым соплом (1), включающий в себя по меньшей мере одну кювету (13) и по меньшей мере один насос (14), выполненный с возможностью перемещения в рабочее положение, в котором упомянутая по меньшей мере одна кювета (13) перелива (12) расположена вблизи упомянутого кончика (1B) сопла;
- в котором упомянутый перелив прикреплен к упомянутой подвижной опорной системе (10) посредством упомянутого соединительного средства (11).
Как показано на Фиг. 3, резервуар может включать в себя погружной валик 4 и стабилизирующие валки 5. Кроме того, вблизи места выхода полосы S из ванны 3 с жидким металлом может устанавливаться система 6 очистки, позволяющая контролировать толщину покрытия. Для наглядности на Фиг. 3 представлена только часть печи отжига.
Ванна 3 с жидким металлом может представлять собой смесь нескольких элементов, таких как цинк, алюминий, кремний и/или магний. Ванна с жидким металлом в одном из предпочтительных вариантов осуществления включает в себя по меньшей мере от 0 до 50% алюминия, по меньшей мере от 20 до 30% магния и по меньшей мере от 20 до 40% кремния. В одном из предпочтительных вариантов осуществления упомянутая ванна с жидким металлом содержит по меньшей мере от 0 до 95% алюминия, по меньшей мере от 0 до 20% магния и по меньшей мере от 0 до 15% кремния. В одном из предпочтительных вариантов осуществления упомянутая ванна с жидким металлом содержит от 0 до 95% цинка и от 0 до 5% алюминия. В одном из предпочтительных вариантов осуществления упомянутая ванна с жидким металлом содержит от 45 до 55% цинка, от 45 до 55% алюминия и от 0 до 20% кремния.
Сопло 1 может представлять собой металлический полый корпус прямоугольного сечения. В предпочтительном варианте осуществления упомянутое сопло содержит средство 15 нагнетания, такое как форсунки, для подачи в сопло 1 неокисляющего газа, такого как азот, что позволяет создавать неокисляющую атмосферу внутри упомянутого сопла. В более предпочтительном варианте осуществления, как показано на Фиг. 3, сопло содержит одно или несколько средств 16, позволяющих наклонять часть сопла. Возможность наклона одной или нескольких частей сопла особенно удобна при техническом обслуживании. Сопло состоит из двух частей: корпуса 1А сопла и кончика 1В сопла.
Кончик 1B сопла находится на нижнем конце сопла, ближе к ванне с жидким металлом. Кроме того, упомянутый кончик сопла во время работы по меньшей мере частично погружен в упомянутую ванну с жидким металлом. Это позволяет формировать жидкостной зазор с поверхностью ванны и внутри сопла, препятствующий поступлению окружающего воздуха в сопло со стороны кончика сопла, что сохраняет неокисляющую атмосферу. Упомянутый кончик сопла может иметь такое же или отличающееся сечение по сравнению с сечением корпуса сопла.
В предпочтительном варианте осуществления, как показано на Фиг. 3, кончик сопла имеет большее сечение по сравнению с сечением корпуса сопла. Это позволяет облегчить позиционирование кюветы, так как остается больше места. Еще более предпочтительно, чтобы часть задней стороны кончика сопла была вертикальной, т.е. перпендикулярной земле, как показано на Фиг. 3.
Подвижная опорная система облегчает позиционирование кюветы. Это также позволяет устанавливать перелив в рабочее положение, не перемещая при этом сопло.
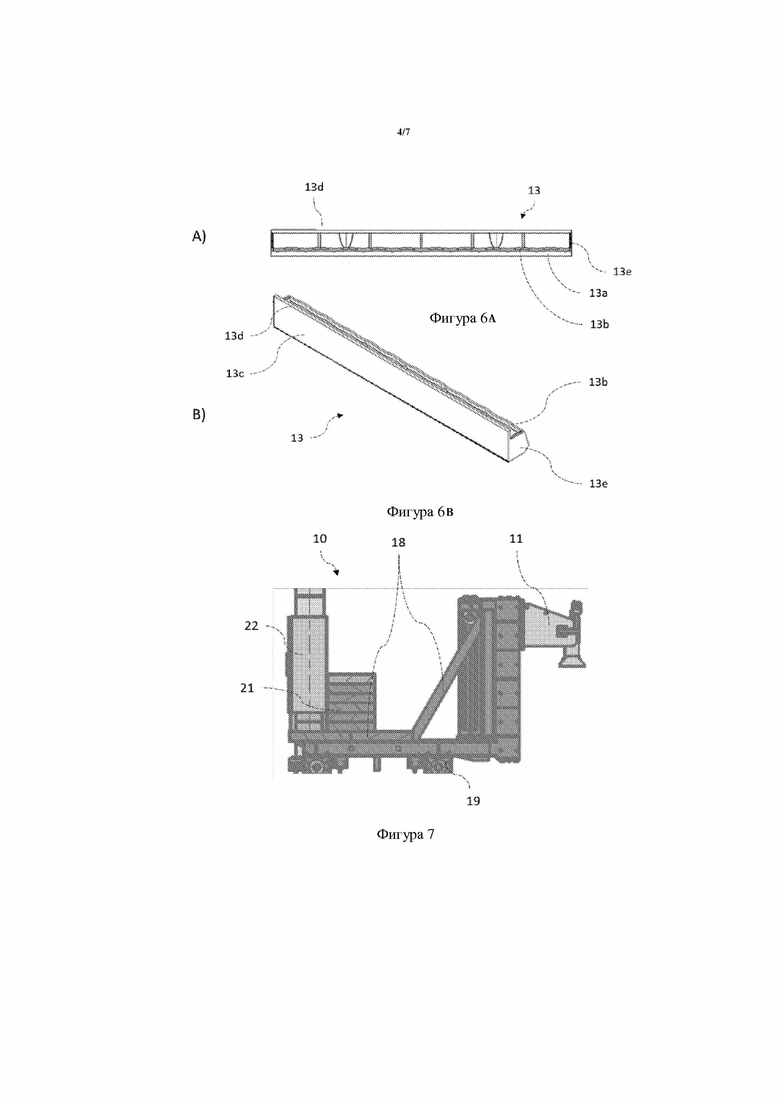
Центральная часть (части) 18 подвижной опорной системы 10 используется главным образом для соединения всех других частей упомянутой опорной системы 10 и для обеспечения стабильности. Соответственно, центральная часть 18 может также содержать противовес 21, используемый для уравновешивания подвижной опорной системы 10 по отношению к весу подсоединенного перелива 12. Центральная часть может также содержать средство 22 обеспечения электроэнергией подвижных средств (19 и 20).
Первое подвижное средство 19 позволяет перемещать подвижную опорную систему 10 по меньшей мере горизонтально, оно может представлять собой тележку и/или по меньшей мере колесо с интегрированным в ступицу электродвигателем. В предпочтительном варианте осуществления первое подвижное средство, перемещающееся горизонтально, перемещается только в направлении вдоль края резервуара. Такое однонаправленное перемещение первого подвижного средства облегчает позиционирование перелива, т.е. кюветы, потому что требуется контролировать только одно направление. Очевидно, что в случае, когда первое подвижное средство может двигаться только в одном направлении, оно должно позволять позиционировать перелив в упомянутое рабочее положение.
Второе подвижное средство 20 соединено с упомянутым соединительным средством 11 системы поддержки, чтобы обеспечить его вертикальное перемещение и, таким образом, вертикальное перемещение упомянутого закрепленного перелива. Второй подвижной системой может быть скользящая направляющая, исполнительный механизм и/или подъемник.
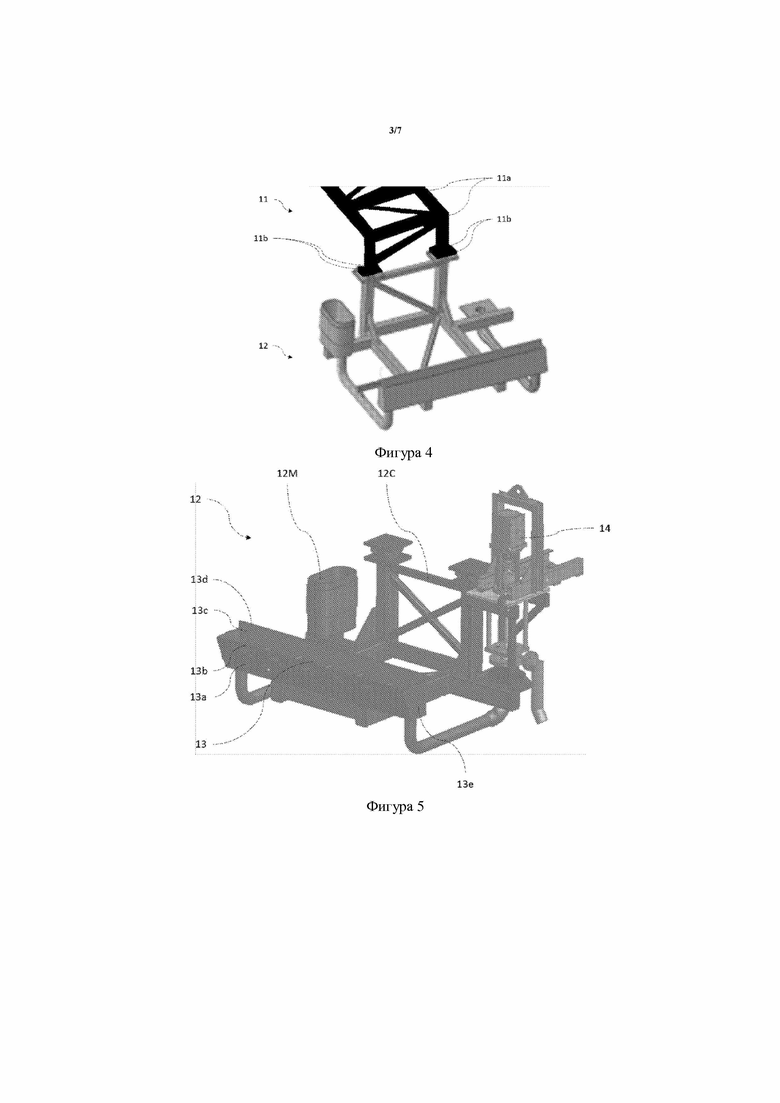
Кроме того, соединительное средство 11 может представлять собой любые практические крепежные средства, такие как гайки и болты, сварные швы и/или заклепки, и любые практически применимые соединительные детали, такие как балки. Вариант осуществления соединительного средства 11 показан на Фиг. 4, при этом соединительное средство 11 выполнено из балок 11а и болтов 11b, причем упомянутые болты прикреплены к переливу 12.
Как показано на Фиг. 3 и 5, заявляемое оборудование также содержит перелив 12, прикрепленный к упомянутой подвижной опорной системе 10 с помощью упомянутого соединительного средства 11.
Упомянутый перелив 12 не соединен с упомянутым соплом 1. Это означает, что перелив и сопло – это два отдельных элемента, которые не прикреплены друг к другу. Как уже кратко пояснялось выше, в патентах WO 2017187225 и FR 2816639 наблюдается температурный градиент между погруженными частями, т.е. участком кончика сопла и переливом и непогруженными частями. Этот температурный градиент приводит к различию теплового расширения и, следовательно, к деформации между погруженными и непогруженными частями. Соответственно, это приводит к деформации кюветы, особенно верхнего внутреннего края, что может приводить к наклону верхнего края и затрудняет правильное позиционирование кюветы. Однако с заявляемым оборудованием, поскольку сопло и перелив разделены, проблем, связанных с такой деформацией, не возникает.
Более того, как показано на Фиг. 6, упомянутый перелив 12 содержит по меньшей мере одну кювету 13, по меньшей мере один насос 14 и средство соединения между кюветой и насосом. Упомянутый по меньшей мере один насос 14 соединен с кюветой 13, в предпочтительном варианте осуществления с дном кюветы. Такая система позволяет откачивать расплавленный металл и нежелательные частицы. Эта система может состоять из трубы, соединяющей упомянутую кювету с упомянутым насосом и соединяющей упомянутую кювету с участком вне сопла, при этом упомянутый участок в предпочтительном варианте осуществления находится на удалении от полосы. В рамках настоящего изобретения кювету 13 можно понимать как плоский неглубокий контейнер с приподнятым краем. Как показано на Фиг. 6А и 6В, кювета может включать в себя:
- внутреннюю стенку 13а, обращенную к одной стороне полосы, направленную к поверхности жидкостного затвора, включающую в себя верхний край 13b,
- внешнюю стенку 13с, обращенную к соплу, направленную к поверхности жидкостного затвора, включающую в себя верхний край 13d,
- соединительную часть между упомянутыми нижними краями внешней и внутренней стенок,
- стенку 13e на каждом общем конце вышеупомянутых стенок, соединяющую все края,
- упомянутый верхний край 13b внутренней стенки, расположенный ниже верхнего края 13d внешней стенки.
В этом случае, поскольку перелив расположен вблизи упомянутого кончика 1В сопла, это означает, что верхние края внутренней и внешней стенок находятся в пределах объема, определяемого кончиком 1В сопла.
В предпочтительном варианте осуществления в упомянутом рабочем положении упомянутая внутренняя стенка 13а погружена в упомянутую ванну 3, а упомянутая внешняя стенка 13 погружена в упомянутую ванну только частично. Это позволяет улучшить удаление нежелательных частиц.
В предпочтительном варианте осуществления, как показано на Фиг. 5, упомянутый перелив также содержит средство 12М измерения уровня, позволяющее оператору проверять правильность позиционирования перелива.
Более того, упомянутый перелив выполнен с возможностью перемещения в рабочее положение, что означает, что положение перелива не является фиксированным по отношению к ванне и/или соплу, и может переводиться из нерабочего положения в рабочее положение. Как показано на Фиг. 3, в рабочем положении упомянутая по меньшей мере одна кювета 13 перелива 12 расположена вблизи упомянутого кончика 1В сопла. Такое положение позволяет организовать естественный поток из ванны 3 с расплавленным металлом в кювету 13. Рабочее положение упомянутой кюветы 13 можно также охарактеризовать тем фактом, что верхний край 13b внутренней стенки 13а расположен ниже поверхности 3S (показана на Фиг. 3) ванны 3 с расплавленным металлом, что обеспечивает упомянутый естественный поток расплавленного металла в кювету 13, и что верхний край 13d внешней стенки 13с расположен над поверхностью упомянутой ванны. В более предпочтительном варианте осуществления высота упомянутого естественного потока жидкого металла превышает 50 мм для предотвращения подъема частиц оксида металла и частиц интерметаллического соединения в качестве противотока потоку жидкого металла.
Следовательно, настоящее изобретение позволяет облегчить позиционирование перелива и подавить или по меньшей мере ограничить деформирование такого перелива в ванне с расплавленным металлом.
В предпочтительном варианте осуществления, как показано на Фиг. 9, упомянутый перелив содержит центральную часть 12С и упомянутое соединительное средство 11 опорной системы, соединенное с упомянутым переливом упомянутой центральной частью 12С. Такое соединение повышает надежность оборудования. В еще более предпочтительном варианте осуществления упомянутая центральная часть 12С поддерживает упомянутую кювету 13 и упомянутый насос 14. Центральная часть 12С может включать в себя средства крепления и соединительную часть, позволяющие поддерживать упомянутый перелив и упомянутый насос.
В предпочтительном варианте осуществления первое подвижное средство 19 содержит по меньшей мере один рельс и по меньшей мере одну тележку. Это целесообразно, потому что облегчает позиционирование перелива вследствие повторяемости перемещения вдоль рельса. Очевидно, что параллелизм и горизонтальность перемещения в сторону земли облегчаются.
В предпочтительном варианте осуществления упомянутая подвижная опорная система 10 перемещает упомянутый перелив 13 из рабочего положения в нерабочее положение, в упомянутом нерабочем положении упомянутый перелив расположен снаружи, а не над упомянутой ванной с жидким металлом. Как правило, когда перелив находится в нерабочем положении, на переливе могут выполняться операции по техническому обслуживанию. Вариант осуществления нерабочего положения продемонстрирован на Фиг. 12.
Изобретение также относится к способу нанесения металлического покрытия способом горячего погружения в описанной выше установке, включающему в себя этапы:
- рекристаллизационного отжига металлической полосы в упомянутой печи отжига;
- прохождения металлической полосы из печи отжига в ванну для нанесения покрытия погружением через сопло;
- горячего покрытия отожженной металлической полосы погружением в упомянутую ванну с жидким металлом.
В предпочтительном варианте осуществления, как показано на Фиг. 3, упомянутая подвижная опорная система 10 расположена только с одной стороны упомянутого резервуара 8.
В предпочтительном варианте осуществления, как показано на Фиг. 3, упомянутая подвижная опорная система расположена только с задней стороны упомянутого резервуара 8, при этом упомянутая задняя сторона является стороной под упомянутым соплом 1. Как правило, установки для нанесения покрытия погружением в расплав имеют свободное пространство позади сопла, поэтому такое расположение является предпочтительным, поскольку нет необходимости модифицировать всю установку для нанесения покрытия погружением в расплав, чтобы можно было использовать упомянутую опорную систему. Кроме того, это облегчает доступ к подвижной опорной системе.
В предпочтительном варианте осуществления, как показано на Фиг. 11 и 12, упомянутая полоса S, проходящая через упомянутую ванну 3 с жидким металлом, описывает траекторию, при этом упомянутая подвижная опорная система 10 расположена с двух боковых сторонах упомянутого резервуара 8, причем упомянутые боковые стороны проходят вдоль упомянутой траектории. Такое размещение опорной системы облегчает позиционирование кюветы, поскольку выравнивание кюветы по отношению к полосе может выполняться посредством горизонтального перемещения первого средства перемещения. В этом случае на каждой боковой стороне резервуара имеется по одной опорной системе. На Фиг. 10 представлен вид спереди установки, в которой перелив 12’ поддерживается двумя подвижными опорными системами 10’ посредством соединительного средства 11’. На Фиг. 11 показан вид установки сверху вниз. Кроме того, это позволяет снизить вес противовеса, так как очевидно, что плечо рычага будет меньше. В еще более предпочтительном варианте осуществления упомянутая полоса, проходящая через упомянутую ванну 3, описывает траекторию, при этом упомянутая подвижная опорная система 10 расположена только с двух боковых сторонах упомянутой ванны, при этом упомянутые боковые стороны проходят вдоль упомянутой траектории.
В предпочтительном варианте осуществления, как показано на Фиг. 3, кювета 13 расположена между полосой S и задней стороной сопла. Такое расположение является выгодным, поскольку, когда пары металла затвердевают на задней стороне сопла, они могут падать в кювету, что увеличивает количество примесей, захватываемых кюветой. И наоборот, когда пары металла застывают на передней стороне сопла, они стремятся упасть на полосу. Соответственно, когда кювета 13 расположена на задней стороне сопла, падающие загрязнения легче собираются по сравнению со случаем, когда кювета расположена на передней стороне сопла.
Изобретение также относится к способу позиционирования перелива в описанной выше установке, при котором упомянутый перелив перемещают по меньшей мере за три этапа из нерабочего положения в рабочее положение:
- горизонтально, чтобы поместить упомянутую кювету над упомянутой ванной,
- вниз и наискосок, чтобы поместить упомянутую кювету горизонтально ниже упомянутого кончика сопла и погрузить ее в упомянутую ванну с жидким металлом, и таким образом, чтобы упомянутая кювета была окружена вертикальной проекцией упомянутого жидкостного затвора,
- вверх, чтобы установить упомянутую кювету в упомянутое рабочее положение.
Различные этапы упомянутого способа показаны на Фиг. 14 (А, В, С и D).
В предпочтительном варианте осуществления в упомянутом нерабочем положении упомянутый перелив располагался снаружи, а не над упомянутой ванной с жидким металлом, как показано на Фиг. 13(А). Это позволяет выполнять работы по техническому обслуживанию перелива и, при необходимости, заменять перелив. Кроме того, это также позволяет менять ванну.
Такое перемещение позволяет эффективно устанавливать кювету в рабочее положение. Затем можно отрегулировать положение кюветы, чтобы отрегулировать наклон кюветы. Второе перемещение вниз и наискось желательно делать под углом 45° к вертикали.
В предпочтительном варианте осуществления упомянутый перелив перемещают не менее четырех раз из нерабочего положения в рабочее положение:
- горизонтально, чтобы поместить упомянутую кювету над упомянутой ванной,
- вниз, чтобы поместить упомянутую кювету горизонтально ниже упомянутого кончика сопла и погрузить ее в упомянутую ванну с жидким металлом,
- горизонтально, чтобы упомянутая кювета была охвачена вертикальной проекцией упомянутого жидкостного затвора,
- вверх, чтобы установить упомянутую кювету в упомянутое рабочее положение.
Такое перемещение позволяет эффективно устанавливать кювету в рабочее положение. Затем можно настроить положение кюветы, чтобы отрегулировать ее наклон.
Изобретение было описано выше со ссылкой на вариант осуществления, который, как предполагается, является практичным, а также предпочтительным в настоящее время. Однако следует понимать, что изобретение не ограничено вариантом осуществления, раскрытым в описании, и может быть соответствующим образом изменено в пределах, не выходящих за рамки сущности или духа изобретения, которые можно уяснить из прилагаемой формулы изобретения и общей спецификации.
Группа изобретений относится к оборудованию для непрерывного горячего покрытия металлической полосы погружением и способу нанесения металлического покрытия методом горячего погружения. Оборудование содержит печь отжига, резервуар, содержащий ванну для жидкого металла, сопло, соединяющее печь отжига и упомянутую ванну, через которое проходит металлическая полоса в защитной атмосфере, подвижную опорную систему по меньшей мере с одной стороны резервуара и перелив, не соединенный с упомянутым соплом и включающий по меньшей мере одну кювету и по меньшей мере один насос. Сопло имеет кончик сопла, который по меньшей мере частично погружен в ванну с жидким металлом для формирования с поверхностью ванны и внутри упомянутого сопла жидкостного затвора. Подвижная опорная система содержит соединительное средство, посредством которого перелив прикреплен к упомянутой подвижной опорной системе. Обеспечивается облегчение позиционирования перелива и подавление или по меньшей мере ограничение деформирования перелива в ванне с расплавленным металлом. 2 н. и 9 з.п. ф-лы, 13 ил.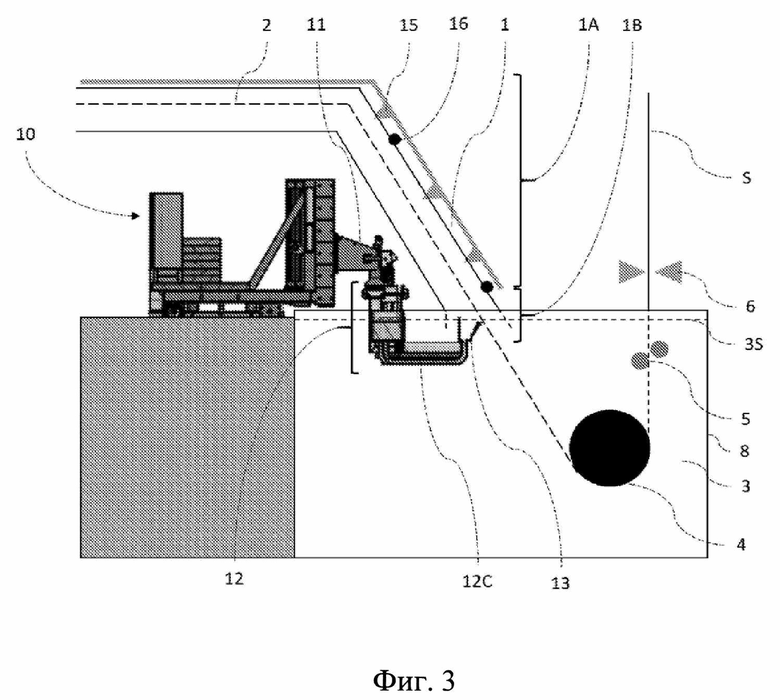
1. Оборудование для непрерывного горячего покрытия металлической полосы погружением, включающее:
печь (2) отжига,
резервуар (8), содержащий ванну (3) с жидким металлом,
сопло (1), соединяющее печь (2) отжига и упомянутую ванну (3), при этом упомянутое сопло (1) имеет кончик сопла (1B), который по меньшей мере частично погружен в ванну (3) с жидким металлом для образования жидкостного затвора с поверхностью ванны, а также внутри упомянутого сопла,
подвижную опорную систему (10) по меньшей мере с одной стороны резервуара, включающую:
центральную часть (18),
первое подвижное средство (19), выполненное с возможностью перемещения упомянутой подвижной опорной системы (10) по меньшей мере в горизонтальном направлении, расположенное на земле и соединенное с упомянутой центральной частью (18),
второе средство (20) перемещения, соединенное с упомянутой центральной частью (18) и соединительным средством (11) подвижной опорной системы таким образом, что упомянутое соединительное средство (11) подвижной опорной системы может быть перемещено по меньшей мере вертикально посредством упомянутого второго средства (20) перемещения;
перелив (12), не соединенный с упомянутым соплом (1), включающий в себя по меньшей мере одну кювету (13) и по меньшей мере один насос (14), перемещаемый в рабочее положение, в котором упомянутая по меньшей мере одна кювета (13) перелива (12) расположена вблизи упомянутого кончика сопла (1B),
при этом упомянутый перелив прикреплен к упомянутой подвижной опорной системе посредством упомянутого соединительного средства (11).
2. Оборудование по п. 1, в котором упомянутый перелив содержит центральную часть (12С), при этом упомянутое соединительное средство (11) опорной системы соединено с упомянутым переливом посредством упомянутой центральной части (12С).
3. Оборудование по п. 2, в котором упомянутая центральная часть (12С) поддерживает упомянутую кювету (13) и упомянутый насос (14).
4. Оборудование по любому из пп. 1-3, в котором первое средство (19) перемещения содержит по меньшей мере один рельс и по меньшей мере тележку.
5. Оборудование по любому из пп. 1-4, в котором упомянутая кювета содержит:
внутреннюю стенку (13а), обращенную к одной стороне полосы, направленную к поверхности жидкостного затвора, имеющую верхний край (13b),
внешнюю стенку (13с), обращенную к соплу, направленную к поверхности жидкостного затвора, имеющую верхний край (13d),
соединительную часть между нижними краями указанных внешней и внутренней стенок,
стенку (13e) на каждом общем конце упомянутых выше стенок, соединяющую все края,
при этом упомянутый верхний край (13b) внутренней стенки находится ниже верхнего края (13d) внешней стенки.
6. Способ нанесения металлического покрытия методом горячего погружения в оборудовании по любому из пп. 1-5, включающий:
рекристаллизационный отжиг металлической полосы в упомянутой печи отжига,
прохождение металлической полосы из печи отжига через сопло в ванну для нанесения покрытия методом погружения,
горячее покрытие отожженной металлической полосы погружением в ванну с жидким металлом.
7. Способ по п. 6, в котором упомянутую подвижную опорную систему (10) располагают только с одной стороны упомянутого резервуара (8).
8. Способ по п. 6 или 7, в котором упомянутая полоса (S), проходящая через упомянутую ванну (3) с жидким металлом, описывает траекторию, при этом упомянутую подвижную опорную систему (10) располагают с двух боковых сторон упомянутого резервуара (8), причем упомянутые боковые стороны простираются вдоль упомянутой траектории.
9. Способ по любому из пп. 6-8, в котором упомянутую кювету (13) располагают между упомянутой полосой (S) и задней стороной упомянутого сопла.
10. Способ по любому из пп. 6-9, в котором упомянутый перелив перемещают по меньшей мере за три этапа из нерабочего положения в рабочее положение:
горизонтально, чтобы поместить упомянутую кювету над упомянутой ванной,
вниз и наискось, чтобы поместить упомянутую кювету горизонтально ниже упомянутого кончика сопла и погрузить ее в упомянутую ванну с жидким металлом и таким образом, чтобы упомянутая кювета была окружена вертикальной проекцией упомянутого жидкостного затвора,
вверх, чтобы установить упомянутую кювету в упомянутое рабочее положение.
11. Способ по п. 10, в котором в упомянутом нерабочем положении упомянутый перелив располагают снаружи, а не над упомянутой ванной с жидким металлом.
| WO 2017187225 A1, 02.11.2017 | |||
| CN 109988986 A, 09.07.2019 | |||
| WO 2014173663 A1, 30.10.2014 | |||
| JP 2009068043 A, 02.04.2009 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ С ПОКРЫТИЕМ С УЛУЧШЕННЫМ ВНЕШНИМ ВИДОМ | 2010 |
|
RU2509822C2 |

