Настоящее изобретение относится к устройству для непрерывного нанесения покрытия металлической полосы способом окунания в ванну с расплавом.
Патентная заявка WO 02/38823 описывает устройство для нанесения покрытия, включающее в себя перемещающий корпус для металлической полосы в защитной атмосфере, причем нижний конец этой полосы погружается в ванну с жидким металлом, при этом поверхность упомянутой ванны и внутреннее пространство этого корпуса определяют уплотнение жидкого металла. Корпус устанавливает границы на его нижнем конце по меньшей мере двух отделений для разливки жидкого металла, при этом жидкий металл из ванны выливается из уплотнения для жидкого металла, для того чтобы очистить уплотнение жидкого металла от загрязнений, которые могут создавать дефекты в покрытии полосы. Корпус включает в себя стационарную верхнюю часть и подвижную нижнюю часть, соединенные вместе с использованием гофрированных мембран. Для регулирования положения подвижной части нижняя часть перемещается относительно верхней части посредством двух приводных цилиндров. Природа перемещения подвижной части – вращение и/или поступательное перемещение, а также амплитуда, управляются с помощью регулирования относительных перемещений стержней этих двух приводных цилиндров.
Такое устройство не полностью удовлетворяет необходимым требованиям. И действительно, механизм регулирования является сложным для использования и не позволяет очень точное позиционирование нижней части относительно верхней части. Кроме того, присоединение нижней части к верхней части с использованием гофрированных мембран изменяет поведение термической деформации верхней части.
Патентная заявка KR 10-1533212 описывает устройство для нанесения покрытия, включающее в себя перемещающий корпус для металлической полосы, причем нижний конец этой полосы погружается в ванну с жидким металлом, при этом поверхность упомянутой ванны и внутреннее пространство этого корпуса определяется уплотнением жидкого металла. Корпус включает в себя на нижнем конце промежуточный разливочный ковш, ограничивающий два отделения для разливки жидкого металла, в который жидкий металл из ванны выливается из жидкостного уплотнения жидкого металла. Корпус может поворачиваться относительно металлической полосы вокруг оси вращения через соединительный вал А1, сформированный около верхнего конца корпуса. Корпус также присоединяется к раме устройства через перемещающее устройство 10, включающее в себя соединительный вал А11. Соединительные валы А1 и А11 являются подвижными для горизонтального поступательного перемещения через соответствующие перемещающие устройства 10.
В соответствии с документом KR 10-1533212, горизонтальное перемещение соединительных валов А1 и А11 в направлении вперед дает возможность позиционировать металлическую полосу в центре промежуточного разливочного ковша за одно перемещение корпуса в конфигурации, в которой верхняя поверхность промежуточного разливочного ковша параллельна поверхности ванны расплавленного металла.
Такое устройство не полностью удовлетворяет необходимым требованиям. И действительно, вследствие расположения единственной оси А1 вращения около верхнего конца корпуса относительно последующих перемещений требует необходимости регулировать положение промежуточного разливочного ковша, что является нежелательным, принимая во внимание перенасыщенность зоны, окружающей корпус.
Одной из задач изобретения является обеспечение устройства для нанесения покрытия, дающего возможность выполнять позиционирование корпуса относительно металлической полосы и регулирование скоростей потока более гибко и точно, в то же время ограничивая амплитуду требуемого перемещения.
Для выполнения этой задачи изобретение относится к устройству для нанесения покрытия, включающему в себя:
- сосуд, предназначенный для вмещения ванны жидкого металла,
- нижний ролик, расположенный в сосуде и предназначенный для погружения в ванну жидкого металла,
- перемещающий корпус для металлической полосы, причем нижний конец этой полосы погружается в ванну с жидким металлом, чтобы с помощью поверхности упомянутой ванны и внутреннего пространства упомянутого трубопровода определять уплотнение жидкого металла,
Корпус, включающий в себя верхнюю часть и нижнюю часть, упомянутая нижняя часть переносит на себе промежуточный разливочной ковш, разграничивающий по меньшей мере два отделения для разливки жидкого металла, каждое отделение для разливки разграничивается в направлении внутрь внутренней стенкой, при этом внутренняя стенка включает в себя верхний ободок, этот верхний ободок каждой внутренней стенки предназначается для расположения ниже поверхности уплотнения для жидкого металла, чтобы создавать поток от упоминавшейся выше поверхности в каждое из упоминавшихся выше отделений для разливки,
Корпус, обеспечиваемый промежуточным разливочным ковшом, выполнен с возможностью поворачиваться относительно металлической полосы вокруг первой оси вращения; и
Промежуточный разливочный ковш выполнен с возможностью поворачиваться относительно верхней части корпуса вокруг второй оси вращения.
В соответствии со специфическими признаками устройства для нанесения покрытия:
- соединение, позволяющее поворачивание промежуточного разливочного ковша относительно верхней части корпуса, является шарнирным соединением;
- расстояние между второй осью вращения А2 и каждым из верхних ободков внутренних стенок меньше или равно 2500 мм;
- вторая ось вращения по существу параллельна первой оси вращения;
- устройство дополнительно включает в себя насос, выполненный с возможностью извлекать жидкий металл из отделений для разливки, по меньшей мере одну всасывающую трубчатую линию, соединяющую каждое отделение для разливки с упоминавшимся выше насосом, и выпускную трубчатую линию, предназначенную для выпуска жидкого металла из отделений для разливки в ванну для жидкого металла, при этом насос, а также всасывающая и выпускная трубчатые линии устанавливаются стационарно относительно промежуточного разливочного ковша;
- устройство дополнительно включает в себя первый исполнительный механизм, выполненный с возможностью поворачивать корпус вокруг первой оси вращения относительно полосы, и второй исполнительный механизм, выполненный с возможностью поворачивать промежуточный разливочной ковш относительно верхней части корпуса вокруг второй оси вращения;
- устройство дополнительно включает в себя датчик наклона, выполненный с возможностью измерять угол наклона промежуточного разливочного ковша относительно горизонтали;
- устройство дополнительно включает в себя средства управления для второго исполнительного механизма, основанные на угле наклона, измеренном с помощью датчика наклона;
- устройство дополнительно включает в себя инструмент для наблюдения за положением внутренних стенок отделений для разливки относительно металлической полосы;
- устройство дополнительно включает в себя средства для наблюдения за уровнем жидкого металла в отделениях для разливки, средства для наблюдения включают в себя резервуар, расположенный снаружи от корпуса и присоединенный к основанию каждого из отделений для разливки с помощью по меньшей мере одной соединительной трубки, при этом упомянутый резервуар устанавливается стационарно по отношению к промежуточному разливочному ковшу;
- устройство дополнительно включает в себя средства для регулирования горизонтального положения верхних ободков внутренних стенок промежуточных разливочных ковшей;
- промежуточный разливочный ковш является стационарным по отношению к нижней части корпуса, а нижняя часть корпуса устанавливается с возможностью вращения вокруг второй оси вращения в верхней части корпуса;
- внешние стенки промежуточного разливочного ковша формируются с помощью боковых стенок нижней части корпуса;
- вторая ось вращения конфигурируется таким образом, что она располагается снаружи от ванны жидкого металла;
- соединение, позволяющее поворачивание промежуточного разливочного ковша относительно верхней части корпуса, является шарнирным соединением, упомянутое шарнирное соединение включает в себя верхний соединительный рычаг, прикрепленный к верхней части корпуса, и нижний соединительный рычаг, прикрепленный к нижней части корпуса, при этом упоминавшиеся выше верхний и нижний соединительные рычаги присоединяются с возможностью вращения через сегмент вала;
- промежуточный разливочный ковш устанавливается с возможностью вращения на нижней части корпуса;
- промежуточный разливочный ковш вставляется в корпус на его нижнем конце;
- один из компонентов из числа нижней части корпуса и промежуточного разливочного ковша включает в себя вращательные центрирующие подшипники, а другой компонент из числа нижней части корпуса и промежуточного разливочного ковша включает в себя шейки, каждая шейка помещается в соответствующий центрирующий подшипник, чтобы обеспечивать вращательное направленное перемещение промежуточного разливочного ковша вокруг второй оси вращения;
- вторая ось вращения погружается в ванну для жидкого металла;
- устройство дополнительно включает в себя уплотнительную прокладку, расположенную между промежуточным разливочным ковшом и нижней частью корпуса, чтобы предотвращать проникновение жидкого металла между промежуточным разливочным ковшом и корпусом;
- вторая ось вращения располагается ниже верхних ободков отделений для разливки, когда промежуточный разливочный ковш располагается горизонтально;
- заднее отделение для разливки, расположенное на стороне лицевой поверхности металлической полосы, помещенной напротив нижнего ролика, с внешней стороны ограничивается внешней стенкой, при этом упомянутая внешняя стенка формирует, в случае конфигурации использования устройства для нанесения покрытия, угол с плоскостью прохождения полосы, который определенно больше нуля;
- внешняя стенка заднего отделения для разливки является вертикальной в конфигурации использования устройства для нанесения покрытия.
Изобретение также относится к способу непрерывного нанесения покрытия на металлическую полосу окунанием в ванну с расплавом, используя устройство для нанесения покрытия, упоминаемое выше, способ включает в себя:
- этап позиционирования промежуточного разливочного ковша относительно металлической полосы, включающий в себя вращение корпуса и промежуточного разливочного ковша вокруг первой оси вращения, для того чтобы позиционировать стальную полосу относительно верхних ободков отделений для разливки; затем
- этап повторного балансирования, включающий в себя поворачивание промежуточного разливочного ковша вокруг второй оси вращения относительно верхней части корпуса, чтобы привести промежуточный разливочной ковш в горизонтальное положение.
В соответствии со специфическими признаками способа:
- способ дополнительно включает в себя этап регулирования горизонтального положения верхних ободков внутренних стенок отделений для разливки;
- во время выполнения способа нанесения покрытия, покрывающий слой содержит цинк и алюминий, в частности, на металлическую полосу наносится покрытие Алюминий-Цинк, например, содержащее 55% по весу алюминия, 43,5% по весу цинка и 1,5% по весу кремния;
- во время выполнения способа нанесения покрытия, на металлическую полосу наносится покрытие на основе цинка, содержащее алюминий;
- во время выполнения способа нанесения покрытия, на металлическую полосу наносится покрытие, содержащее 0,1 – 0,3% алюминия;
- во время выполнения способа нанесения покрытия, на металлическую полосу наносится покрытие, содержащее 5% алюминия, остальную часть составляет цинк;
- во время выполнения способа нанесения покрытия, на металлическую полосу наносится покрытие на основе цинка, содержащее магний и по дополнительному выбору содержащее алюминий, предпочтительно, содержащее 0,1 – 20% по весу алюминия и 0,1 – 10% по весу магния;
- во время выполнения способа нанесения покрытия, на металлическую полосу наносится покрытие на основе алюминия, содержащее кремний и железо, в частности покрытие, имеющее следующий состав:
8% ≤ Si ≤ 11%
2% ≤ Fe ≤ 4%,
остальную часть составляет алюминий и возможные загрязняющий примеси.
Изобретение будет более понятным после прочтения последующего описания, обеспечиваемого исключительно в качестве примера, со ссылками на сопроводительные чертежи, в которых:
фиг. 1 является общим схематическим видом устройства для нанесения покрытия, в соответствии с первым вариантом осуществления изобретения;
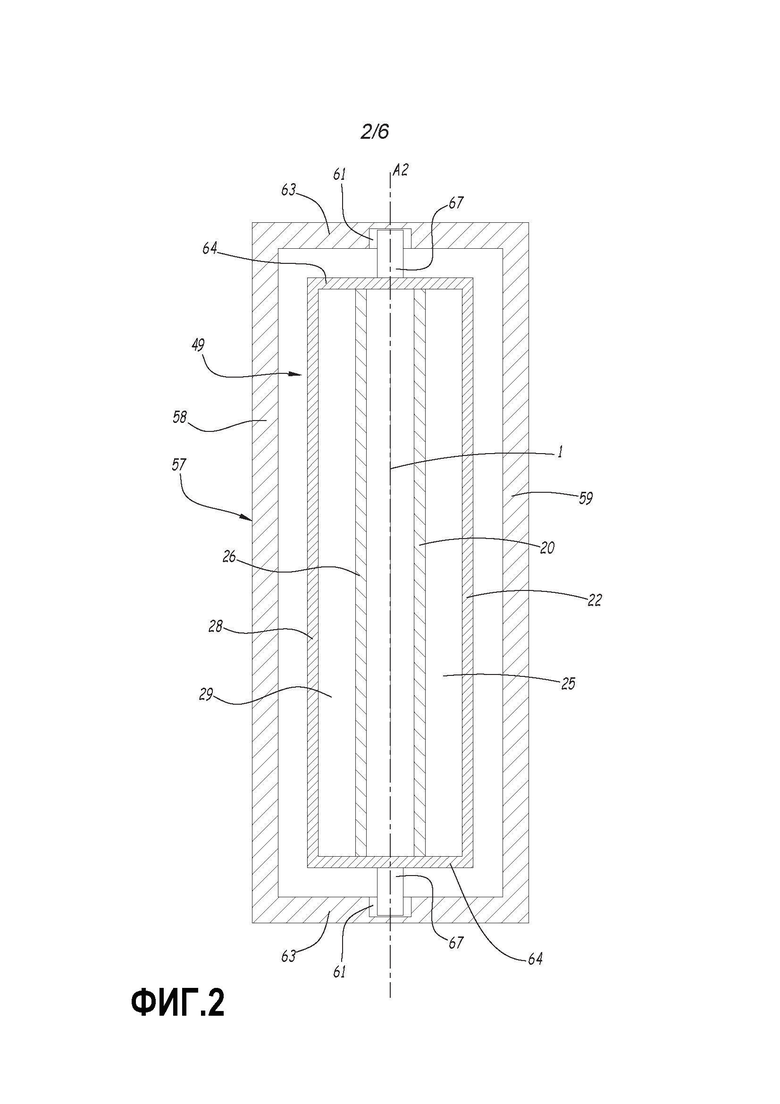
фиг. 2 является видом сверху вдоль плоскости II-II на фиг. 1;
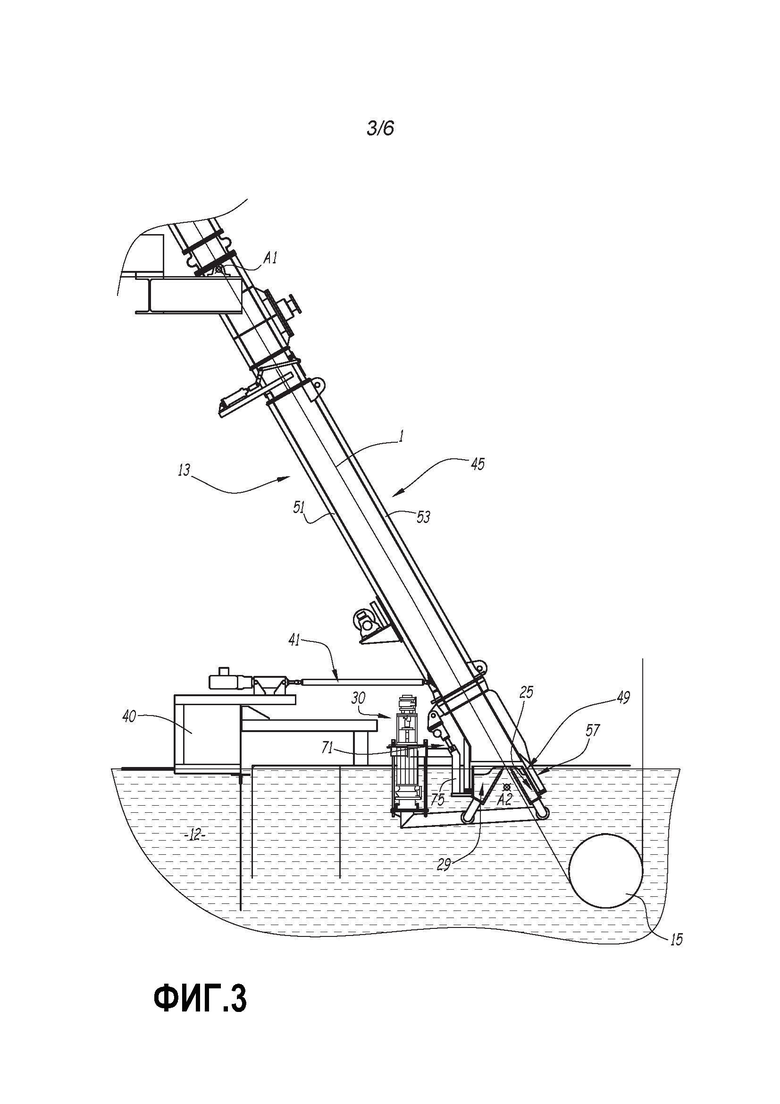
фиг. 3 является общим схематическим видом устройства для нанесения покрытия, показанного на фиг. 1, иллюстрирующим определенные аспекты более подробно;
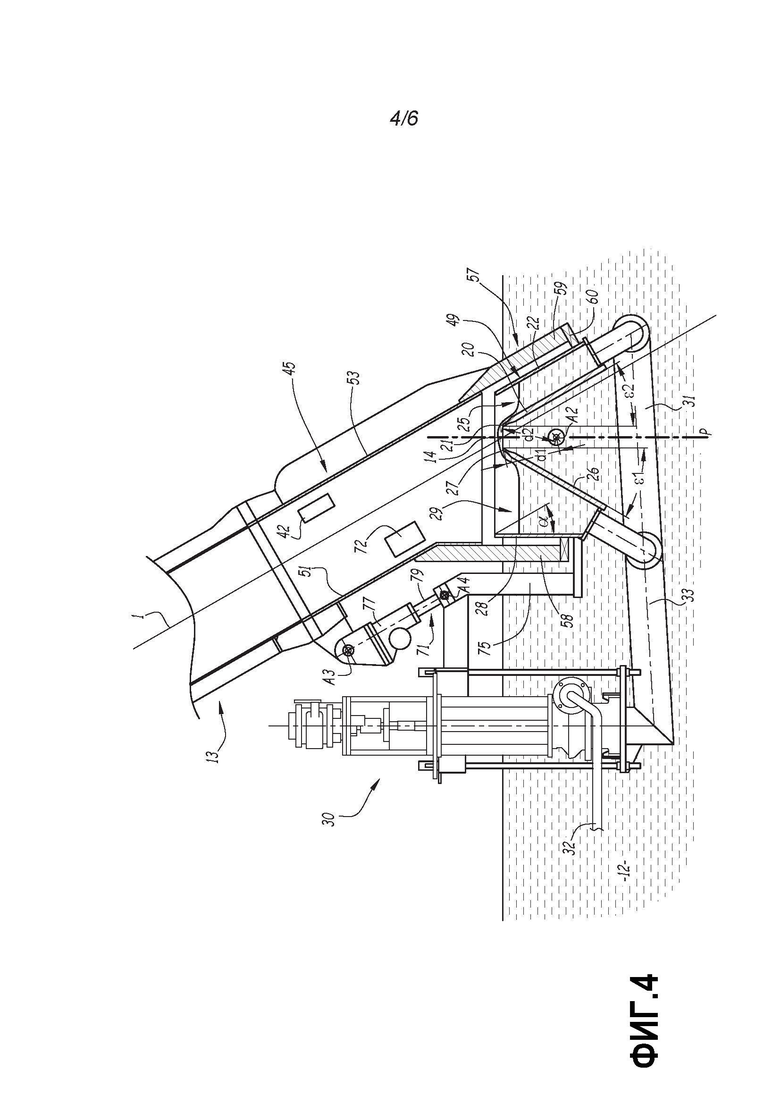
фиг. 4 является увеличенным видом с более подробным изображением части фиг. 3;
фиг. 5 является схематическим видом части устройства для нанесения покрытия, в соответствии со вторым вариантом осуществления изобретения; и
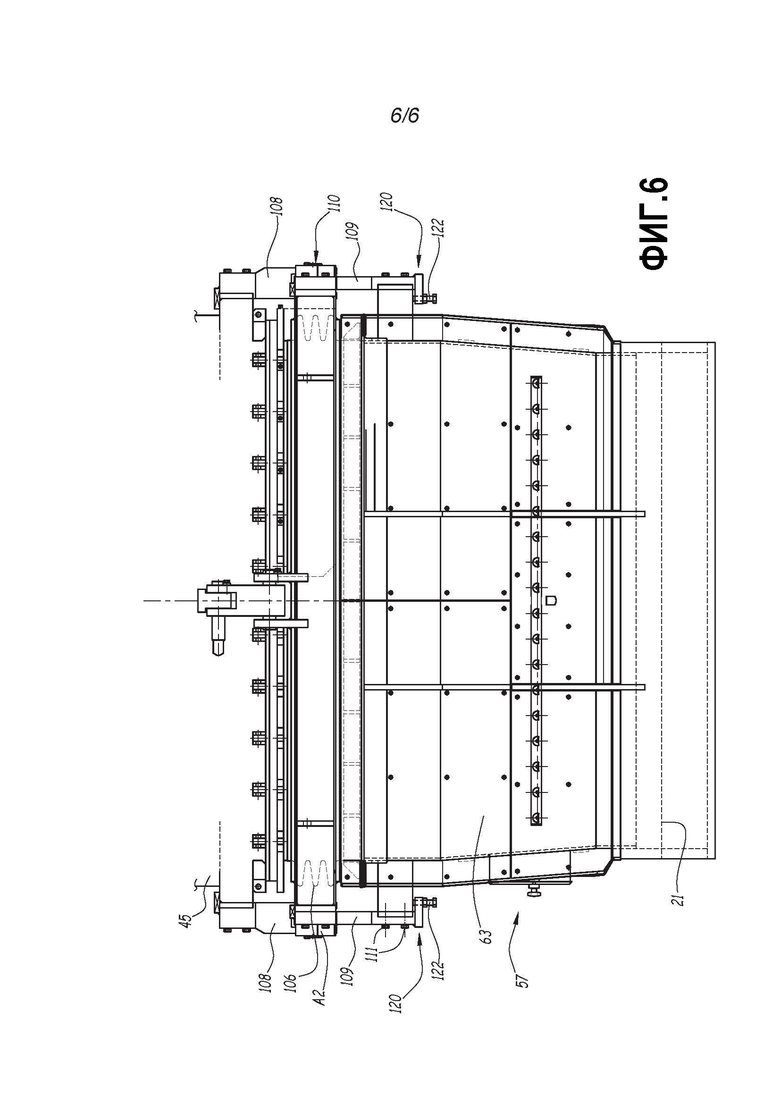
фиг. 6 является схематическим видом вдоль направления III части устройства для нанесения покрытия, показанного на фиг. 5.
В дальнейшем будет приводиться описание устройства для непрерывного нанесения гальванического покрытия на металлическую полосу 1. Однако изобретение применимо к любому способу для непрерывного нанесения покрытия с помощью окунания в ванну с расплавом, в котором появляется поверхностное загрязнение, и для которого должно удерживаться уплотнение для чистой жидкости.
В частности, способ предпочтительно может быть реализован для нанесения покрытий, содержащих цинк и алюминий, в частности, покрытия на основе алюминия, содержащие цинк и называемые как «покрытия Алюминий-Цинк», например, содержащие 55% по весу алюминия, 43,5% по весу цинка и 1,5% по весу кремния, такие как Aluzinc®, продаваемые компанией ArcelorMittal, или покрытия на основе цинка, содержащие алюминий, в частности, покрытия на основе цинка, содержащие 0,1 – 0,3% алюминия, называемые покрытия GI, или покрытия, содержащие 5% алюминия, остальную часть составляет цинк и возможные загрязняющий примеси.
Устройство также может использоваться для нанесения покрытий на основе цинка, содержащих магний, называемые цинко-магниевые или Zn-Mg покрытия. Предпочтительно, такие покрытия дополнительно содержат алюминий, и в этом случае они называются покрытия Цинк-Алюминий-Магний или Zn-Al-Mg. Предпочтительно, устройство 1 для нанесения гальванического покрытия обеспечивается для нанесения покрытий Zn-Al-Mg, содержащих 0,1 – 20% по весу алюминия и 0,1 – 10% по весу магния.
Устройство 1 также может использоваться для нанесения покрытий на основе алюминия, содержащих кремний, в частности покрытие, имеющее следующий состав:
8% ≤ Si ≤ 11%
2% ≤ Fe ≤ 4%,
остальную часть составляет алюминий и возможные загрязняющий примеси.
Металлическая полоса 1, в частности, является полосой, изготовленной из стали. Однако она может быть изготовлена из других металлических материалов.
В первую очередь, после того как металлическая полоса 1 выходит с линии прокатного стана для холодной прокатки, она входит в печь для отжига, не показана, для повторной кристаллизации материала полосы после значительного деформационного упрочнения, связанного с холодной прокаткой, а также для подготовки химического состояния поверхности полосы, чтобы способствовать химическим реакциям, необходимым для операции гальванического покрытия. В этой печи металлическая полоса 1 нагревается до температуры, например, между 650 и 900°С.
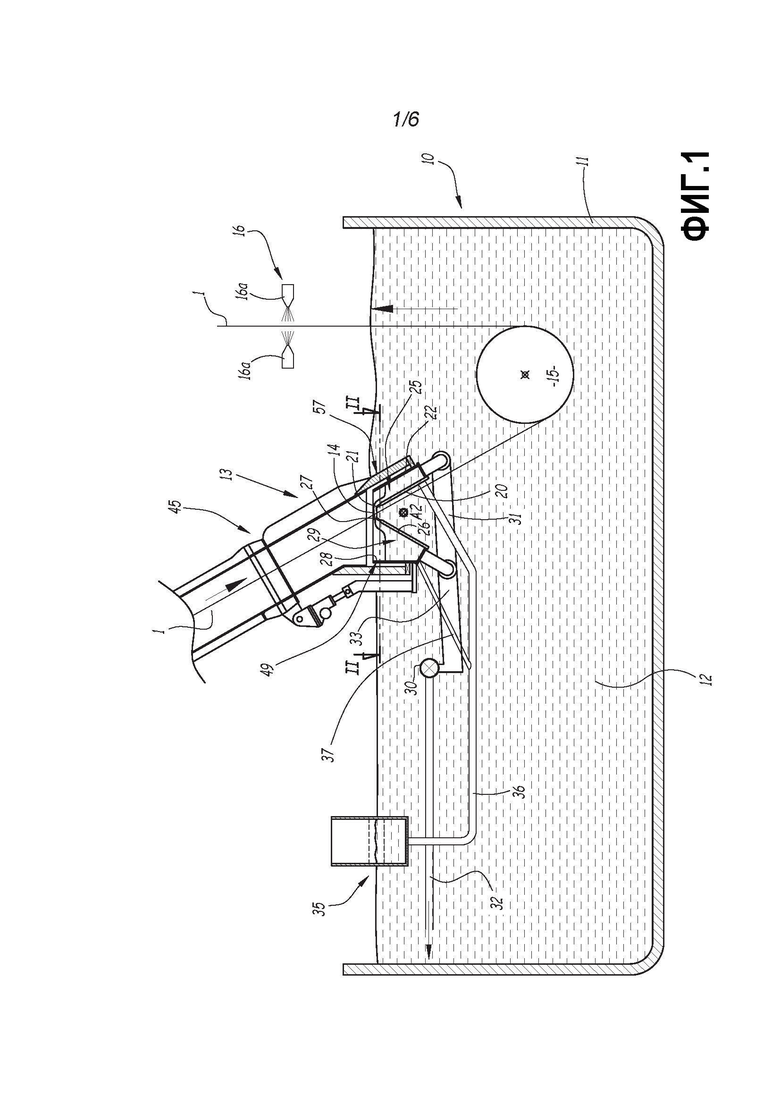
После выхода из печи для отжига металлическая полоса 1 входит в гальванизирующее устройство, показанное на фиг. 1 и обозначаемое общей ссылочной позицией 10.
Устройство 10 содержит сосуд 11, вмещающий в себя ванну 12 для жидкого металла.
Химический состав ванны 12 для жидкого металла зависит от химического состава покрытия, которое кто-либо желает нанести на полосу 1. Помимо цинка, магния и/или алюминия, соответствующие пропорции зависят от покрытия, которое должно наноситься, ванна 12 также может содержать до 0,3% по весу необязательных дополнительных элементов, таких как Si, Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Ni или Bi. Эти различные дополнительные элементы могут в частности давать возможность улучшать пластичность или адгезию металла, который наносится на полосу 1. Специалисты в данной области техники, которые знают эффекты воздействия этих элементов на характеристики металлического покрытия, также будут принимать во внимание, каким образом использовать их на основе желаемой вспомогательной цели. И наконец, ванна 12 может содержать остаточные элементы, поступающие из подающихся слитков или являющиеся результатом прохождения полосы 1 в ванне 12, которые являются источником неизбежных загрязнений в металлическом покрытии.
Температура ванны 12 для жидкого металла в общем находится в диапазоне 400-700°С.
После выхода из печи для отжига, металлическая полоса 1 охлаждается до температуры, близкой к той, которая используется теплообменниками ванны 12 для жидкого металла и затем погружается в ванну 12.
Как показано на фиг. 1, устройство 10 для нанесения покрытия содержит корпус 13, внутри которого металлическая полоса 1 перемещается в защитной атмосфере с защитой в отношении металла, из которого она изготовлена.
Во время использования устройства 10, металлическая полоса 1 перемещается через корпус 13 вдоль заданной плоскости прохождения.
Этот корпус 13, также называемый туннель для погружения (“immersion tunnel”) или сопло (“snout”) имеет прямоугольное поперечное сечение в показательном варианте осуществления изобретения, изображенном на фигурах.
Корпус 13 в его нижней части погружается в ванну 12, для того чтобы определять жидкостное уплотнение 14 с помощью поверхности упоминавшейся ванны 12 и внутри упоминавшегося корпуса 13. Таким образом, полоса 1, после того, как она погружается в ванну 12 для жидкого металла, проходит через поверхность жидкостного уплотнения 14 в корпусе 13.
Металлическая полоса 1 отклоняется роликом 15, обычно называемым нижний ролик, который располагается в ванне 12.
Заданная плоскость прохождения металлической полосы 1 через корпус 13, в частности, определяется геометрией нижнего ролика 15 и верхнего ролика (не показан), расположенного выше по ходу перемещения от корпуса 13, а также относительными положениями этих двух роликов.
Таким образом, нижний ролик 15 и верхний ролик формируют средство для перемещения металлической полосы вдоль заданной плоскости прохождения.
На выпускном отверстии упоминавшейся выше ванны 12 полоса 1 с нанесенным покрытием проходит через средства 16 для очистки, которые, например, состоят из сопел 16а для распыления газа, такого как азот или воздух, и которые ориентированы в направлении каждой лицевой поверхности полосы 1, чтобы регулировать толщину покрытия жидким металлом.
Как показано на фиг. 1, 3 и 5, корпус 13 несет на себе на своем нижнем конце промежуточный разливочной ковш 49, разграничивающий два отделения 25, 29, для разливки жидкого металла. Отделения 25, 29 располагаются поперечно внутри корпуса 13.
Если более конкретно, промежуточный разливочный ковш 49 включает в себя переднее отделение 25 для разливки жидкого металла, расположенное таким образом, что оно обращено к лицевой поверхности полосы 1, располагающейся на стороне нижнего ролика 15. Упомянутое переднее отделение 25 изнутри разграничивается внутренней стенкой 20, ориентированной в направлении поверхности жидкостного уплотнения 14, снаружи разграничивается внешней стенкой 22. Внешняя стенка 22 проходит таким образом, что она обращена к лицевой поверхности полосы 1, располагающейся на стороне нижнего ролика 15. Она формируется внешней стенкой промежуточного разливочного ковша 49.
Верхний ободок 21 внутренней стенки 20 позиционируется ниже поверхности жидкостного уплотнения 14, а отделение 25 обеспечивается средством для сохранения уровня жидкого металла в упомянутом отделении 25 на уровне ниже поверхности жидкостного уплотнения 14, чтобы создавать естественный поток жидкого металла от упомянутой поверхности упоминавшегося выше жидкостного уплотнения 14 в направлении упомянутого отделения 25.
Аналогичным образом, промежуточный разливочный ковш 49 включает в себя заднее отделение 29 для разливки жидкого металла, расположенное таким образом, что оно обращено к лицевой поверхности полосы 1, которая не располагается на стороне нижнего ролика 15. Упомянутое заднее отделение 29 изнутри разграничивается внутренней стенкой 26, ориентированной в направлении поверхности жидкостного уплотнения 14, снаружи разграничивается внешней стенкой 28. Внешняя стенка 26 проходит таким образом, что она обращена к лицевой поверхности полосы 1, которая не располагается на стороне нижнего ролика 15. Она формируется внешней стенкой промежуточного разливочного ковша 49.
Верхний ободок 27 внутренней стенки 26 позиционируется ниже поверхности жидкостного уплотнения 14, а отделение 29 обеспечивается средством для сохранения уровня жидкого металла в упомянутом отделении 29 на уровне ниже поверхности жидкостного уплотнения 14, чтобы создавать естественный поток жидкого металла от упомянутой поверхности упоминавшегося выше жидкостного уплотнения 14 в направлении упомянутого отделения 29.
Как можно увидеть на фиг. 2, внешние стенки 22, 28 присоединяются друг к другу с помощью боковых стенок 64, проходящих таким образом, что они обращены к краям полосы 1.
В последующей части описания эти два отделения 25, 29 связаны между собой, чтобы образовывать единое периферийное отделение. Конечно, возможно полностью разделить их, используя боковые стенки, а также добавить боковые отделения, обращенные к краям полосы 1, на которую наносится покрытие.
Предпочтительно, высота падения жидкого металла в отделения 25, 29 для разливки, т.е. расстояние вдоль вертикального направления между верхними ободками 21, 27 и уровнем жидкого металла в отделениях 25, 29, определяется таким образом, чтобы предотвращать поднимающийся противопоток частиц оксида металла и химические соединения между металлами по отношению к потоку жидкого металла. Высота падения может быть больше или равна 40 мм, или даже больше или равна 50 мм, и предпочтительно, больше или равна 100 мм.
Как иллюстрируется на фиг. 1, средство для поддерживания уровня жидкого металла в отделениях 25, 29 для разливки включает в себя, по меньшей мере один насос 30, присоединенный на стороне всасывания к упоминавшимся выше отделениям 25, 29, соответственно, всасывающие трубопроводы 31 и 33. Насос 30 обеспечивается на выпускной стороне выпускным трубопроводом 32, выполненным с возможностью выпускать жидкий металл, выкачиваемый насосом 30, в объем ванны 12.
Кроме того, устройство 10 содержит средство для определения уровня жидкого металла в отделениях 25, 29 для разливки.
Предпочтительно, упомянутое ранее средство для определения формируется с помощью резервуара 35, расположенного снаружи от корпуса 13 и отделений 25, 29, и присоединяется к основанию каждого из отделений 25, 29 с помощью соединительной трубки, соответственно 36 и 37. В другом варианте осуществления изобретения возможно использование единой соединительной трубки.
Как показано на фиг. 1, точка присоединения насоса 30 на отделениях 25, 29 для разливки располагается выше точки присоединения резервуара 35 на упомянутых ранее отделениях 25, 29.
Добавление внешнего резервуара 35 позволяет копировать уровень отделений 25, 29 для разливки на внешней стороне корпуса 13 в благоприятном окружающем пространстве, для того чтобы легко обнаруживать этот уровень. Для этой цели резервуар 35 может быть оборудован устройством обнаружения уровня жидкого металла, например, контактором, питающим индикатор, радиолокационное устройство или лазерный луч.
Альтернативно, может быть использовано любое другое средство, позволяющее обнаруживать уровень жидкого металла в отделениях 25, 29 для разливки.
Непрерывное обнаружение уровня жидкого металла в отделениях 25, 29 для разливки дает возможность регулировать этот уровень, чтобы сохранять его ниже поверхности жидкостного уплотнения 14, в то же время предпочтительно учитывая описанную выше высоту падения жидкого металла.
Предпочтительно, насос 30 регулируется на заданное постоянное значение скорости потока, при этом регулирование уровня жидкого металла выполняется с помощью введения в сосуд 11 металлических слитков, когда обнаруживается, что уровень жидкого металла находится ниже заданного уровня. Также возможно использование насоса с переменным потоком, который позволяет в комбинации со средствами для обнаружения уровня оборудования в отделениях 25, 29 для разливки более быстрое регулирование условий для гальванизации.
Как показано на фиг. 4, корпус 13 включает в себя верхнюю часть 45 и нижнюю часть 57, по меньшей мере частично погруженную в ванну 12 жидкого металла.
В проиллюстрированном примере верхняя часть 45 включает в себя две боковые стенки 51, 53, по существу параллельные друг другу, и по существу параллельные плоскости прохождения полосы 1.
Промежуточный разливочной ковш 49 несет на себе нижняя часть 57 корпуса 13. Если более конкретно, как показано на фиг. 4, промежуточный разливочный ковш 49 вставляется в нижний конец нижней части 57, в то время как она частично проходит внутри корпуса 13. Она выступает в направлении вниз от нижнего конца корпуса 13.
Предпочтительно, устройство 10 включает в себя уплотнительную прокладку 60, расположенную между нижним концом корпуса 13 и промежуточным разливочным ковшом 49, чтобы предотвращать проникновение жидкого металла из ванны 12 между этими двумя элементами. Например, уплотнительная прокладка 60 формируется с помощью гофрированных мембран, прикрепленных к промежуточному разливочному ковшу 49 на одном из его концов, в частности, на его нижнем конце, и к корпусу 13 на другом его конце, в частности, на его верхнем конце. Такие гофрированные мембраны изготовлены, например, из стали. Такие гофрированные мембраны позволяют создавать герметичное уплотнение между промежуточным разливочным ковшом 49 и корпусом 13, в то же время позволяя относительное вращение между этими двумя компонентами.
Как показано на фиг. 3, корпус 13 и промежуточный разливочный ковш 49 могут шарнирно поворачиваться вокруг первой оси А1 вращения. Промежуточный разливочный ковш 49 и корпус 13 фиксируются во вращательном перемещении вокруг первой оси А1 вращения. Первая ось А1 вращения является по существу горизонтальной.
Поворачивание корпуса 13 и промежуточного разливочного ковша 49 вокруг первой оси А1 вращения приводит к изменению расстояния между верхними ободками 21, 27 отделений 25, 29 для разливки и металлической полосой 1, и таким образом позволяет позиционирование полосы 1 относительно упомянутых выше ободков 21, 27.
Промежуточный разливочный ковш 49 может дополнительно поворачиваться относительно верхней части 45 корпуса 13 вокруг второй оси А2 вращения.
Вторая ось А2 вращения является по существу горизонтальной.
Если более конкретно, как показано на фиг. 2, вторая ось А2 вращения ориентирована таким образом, чтобы проходить через стенки корпуса 13.
В частности, расстояния d1, d2 между второй осью А2 вращения и каждым из ободков 21, 27 отделений 25, 29 для разливки меньше или равны 2500 мм. Это расстояние предпочтительно находится между 0 мм и 400 мм.
В этом варианте осуществления изобретения вторая ось А2 вращения располагается ниже верхних ободков 21, 27.
Первая и вторая оси А1, А2 вращения параллельны друг другу.
Поворачивание промежуточного разливочного ковша 49 вокруг второй оси А2 вращения дает возможность регулировать горизонтальность промежуточного разливочного ковша 49 независимо от вращательного перемещения, потенциально выполняемого вокруг первой оси А1 вращения с помощью сборочного узла, составленного из корпуса 13 и промежуточного разливочного ковша 49.
Конкретное местоположение второй оси А2 вращения дает возможность выполнять это регулирование посредством особенно маленькой амплитуды перемещения, в частности, порядка нескольких градусов.
Промежуточный разливочный ковш 49 рассматривается как горизонтальный, когда верхние ободки 21, 27 располагаются в той же самой горизонтальной плоскости, определяемой с допустимым отклонением плюс или минус 5 мм. Другими словами, между двумя верхними ободками 21, 27 допускается максимальная разница по высоте в 10 мм.
По необязательному выбору, корпус 13 также может перемещаться вдоль продольной оси, чтобы регулировать глубину погружения в ванну 12 жидкого металла, например, с использованием системы гофрированных мембран. Такой механизм регулирования является известным и не будет подробно описываться в этой заявке на патент.
Устройство 10 также включает в себя механизм для регулирования горизонтальности верхних ободков 21, 27. Если более конкретно, механизм для регулирования горизонтальности верхних ободков 21, 27 выполнен с возможностью регулирования горизонтальности второй оси А2 вращения.
Если более конкретно, промежуточный разливочный ковш 49 сочленяется с корпусом 13 через поворотное соединение, позволяющее вращение промежуточного разливочного ковша 49 относительно корпуса 13 вокруг второй оси А2 вращения. Такое поворотное соединение включает в себя ось поворота, например, в форме вала, сегмента вала, или шейки вала, помещенных в подшипник, при этом ось поворота проходит вдоль второй оси А2 вращения. Ось поворота формируется на корпусе 13.
Как иллюстрируется на фиг. 1-4, промежуточный разливочный ковш 49 образует отдельную деталь от корпуса 13. Он устанавливается с возможностью вращения на нижней части 57 корпуса 13. Как можно увидеть на фиг. 2, промежуточный разливочный ковш 49 устанавливается с возможностью вращения на нижней части 57 корпуса 13 через осевые шейки 67, установленные с возможностью вращения во вращательных центрирующих подшипниках 61. Осевые шейки 67 определяют ось А2 вращения.
В проиллюстрированном примере осевые шейки 67 формируются на промежуточном разливочном ковше 49, а подшипники 61 формируются на корпусе. Если более конкретно, то вращательные центрирующие подшипники 61 формируются в нижней части 57 корпуса 13, в то же время они располагаются на двух противоположных поверхностях 63 корпуса 13. По существу, они располагаются соосно оси А2 вращения. Каждый центрирующий подшипник 61 вмещает соответствующую осевую шейку 67, сформированную на промежуточном разливочном ковше 49.
Альтернативно, осевые шейки 67 формируются на корпусе 13, и, если более конкретно – в его нижней части 57, а центрирующие подшипники 61 формируются на промежуточном разливочном ковше 49.
В устройстве 10, в соответствии с первым вариантом осуществления изобретения, вторая ось А2 вращения погружается в ванну 12 жидкого металла. Если более конкретно, вторая ось А2 вращения проходит между двумя отделениями 25, 29 для разливки, в то же время она располагается ниже верхних ободков 21, 27 отделений 25, 29 для разливки. Такое позиционирование второй оси А2 вращения является предпочтительным, поскольку оно приводит к относительно маленькому радиусу вращения верхних ободков 21, 27 вокруг второй оси А2 вращения, что способствует точному регулированию горизонтальности промежуточного разливочного ковша 49.
Как можно увидеть на фиг. 3, устройство 10 включает в себя первый исполнительный механизм 41, выполненный с возможностью поворачивать корпус 13 вокруг первой оси А1 вращения относительно полосы 1.
В проиллюстрированном примере первый исполнительный механизм 41 принимает форму приводного цилиндра. Этот приводной цилиндр располагается между стационарной рамой 40 устройства 10 и корпусом 13, если более конкретно, верхней частью 45 корпуса 13. Как иллюстрируется на фиг. 3 и 4, первый исполнительный механизм 41 воздействует на корпус 13 на нижнем конце верхней части 45.
Например, первый исполнительный механизм 41 формируется с помощью винтового домкрата. Однако, альтернативно, первый исполнительный механизм 41 является механизмом любого подходящего типа, и, например, включает в себя гидравлический или пневматический приводной цилиндр.
Как можно увидеть на фиг. 4, устройство 10 предпочтительно дополнительно включает в себя инструмент 42 для наблюдения за относительным расстоянием между каждым из верхних ободков 21, 27 отделений 25, 29 для разливки и металлической полосой 1. Если более конкретно, то инструмент 42 для наблюдения включает в себя камеру, расположенную в корпусе 13, чтобы позволять одновременный обзор верхних ободков 21, 27 и край полосы 1. Этот инструмент 42 для наблюдения на фиг. 4 показан только схематически.
В соответствии с одним вариантом осуществления изобретения, устройство 10 включает в себя средство управления (не показано), выполненное с возможностью контролировать первый исполнительный механизм 41 через относительные положения верхних ободков 21, 27 и полосы 1, которые определяются с использованием инструмента 42 для наблюдения.
Устройство 10 дополнительно включает в себя второй исполнительный механизм 71, выполненный с возможностью поворачивать промежуточный разливочной ковш 49 вокруг второй оси А2 вращения относительно корпуса 13.
В варианте осуществления изобретения, показанном на фиг. 3 и 4, второй исполнительный механизм 71 принимает форму приводного цилиндра, в частности, винтового домкрата. Однако, альтернативно, второй исполнительный механизм 71 является механизмом любого другого подходящего типа, и, например, включает в себя гидравлический приводной цилиндр.
Предпочтительно, устройство 10 дополнительно включает в себя измерительный датчик 72, выполненный с возможностью измерять угол наклона промежуточного разливочного ковша 49 относительно горизонтали. Этот измерительный датчик 72 на фиг. 4 показан только схематически.
По необязательному выбору устройство 10 также включает в себя средства управления (не показаны) для второго исполнительного механизма 71, выполненные с возможностью контролировать второй исполнительный механизм 71 на основе угла наклона, измеренного с помощью измерительного датчика 72. Если более конкретно, то эти средства управления выполнены с возможностью контролировать вращение промежуточного разливочного ковша 49 относительно корпуса 13 вокруг второй оси А2 вращения до тех пор, пока промежуточный разливочный ковш 49 не ориентируется в горизонтальном положении, т.е. до тех пор, пока верхние ободки 21, 27 не будут расположены в той же самой горизонтальной плоскости.
Как проиллюстрировано на фиг. 3 и 4, устройство 10 включает в себя поддерживающее шасси 75 для промежуточного разливочного ковша 49, а также насоса 30 и трубопроводов, связанных с насосом 30.
Поддерживающее шасси 75 фиксируется по вращательному перемещению относительно корпуса 13 вокруг первой оси А1 вращения. Оно дополнительно фиксируется по вращательному перемещению относительно промежуточного разливочного ковша 49 вокруг второй оси А2 вращения.
Насос 30 устанавливается стационарно на упоминавшемся выше поддерживающем шасси 75. Как ранее уже разъяснялось, насос 30 присоединяется к отделениям 25, 30 для разливки через всасывающие трубчатые линии 31 и 33. Эти всасывающие трубчатые линии 31 и 33 являются жесткими трубопроводами, установленными стационарно на промежуточном разливочном ковше 49 и на насосе 30. Выпускные трубчатые линии 32 также формируются с помощью жесткого трубопровода, установленного стационарно на насосе 30. Всасывающие трубчатые линии 31, 33 и выпускная трубчатая линия 32 фиксируются по вращательному перемещению относительно промежуточного разливочного ковша 49 и насоса 30.
Когда устройство 10 включает в себя резервуар 35 для наблюдения за уровнем жидкого металла в отделениях 25, 29 для разливки, как определялось ранее, резервуар предпочтительно устанавливается стационарно относительно поддерживающего шасси. Таким образом, резервуар 35 для наблюдения фиксируется по вращательному перемещению относительно поддерживающего шасси. Следует отметить, что для упрощения фиг. 3 и 4 резервуар 35 для наблюдения на этих фигурах не был показан.
В примере, проиллюстрированном на фиг. 3 и 4, поддерживающее шасси 75 присоединяется к корпусу 13 через приводной цилиндр 71 для поворачивания промежуточного разливочного ковша 49. Как более подробно проиллюстрировано на фиг. 4, в этом отдельном варианте осуществления изобретения корпус 77 приводного цилиндра 71 устанавливается с возможностью поворачивания относительно корпуса 13 вокруг оси А3 вращения, параллельной оси А2 вращения, а шток 79 приводного цилиндра 71 присоединяется к поддерживающему шасси 75, в то же время сохраняя возможность поворачивания относительно поддерживающего шасси 75 вокруг оси А4 вращения, параллельной оси А2 вращения. Таким образом, изменение длины приводного цилиндра 71 вызывает поворачивание поддерживающего шасси 75 и промежуточного разливочного ковша 49 вокруг оси А2 вращения.
Форма отделений 25, 29 для разливки сейчас будет разъясняться более подробно, принимая во внимание фиг. 4.
В устройстве 10, проиллюстрированном на фиг. 1-4, внешняя стенка 28 заднего отделения 29 для разливки в конфигурации для использования покрывающего устройства 10 образует угол α, который определенно больше 0° с плоскостью прохождения полосы 1, и, например, больше или равен 15°, и предпочтительно больше или равен 25°, или даже больше или равен 30°. И действительно, было замечено, что чем больше увеличивается угол, тем в большей степени увеличивается эффективность.
Конфигурация для использования относится к конфигурации покрывающего устройства 10, когда металлическая полоса 1 перемещается через устройство 10, для того чтобы покрываться при прохождении ванны 12 жидкого металла. В частности, в конфигурации для использования два верхних ободка 21, 27 двух отделений 25, 29 для разливки располагаются в той же самой горизонтальной плоскости.
Авторы настоящего изобретения заметили, что такая конфигурация внешней стенки 28 является особенно предпочтительной. В частности, она дает возможность получать на стороне лицевой поверхности металлической полосы 1, обращенной к отделению 29 для разливки, покрытие, имеющее очень низкую плотность дефектов, в то же самое время ограничивая чрезмерные размеры покрывающего устройства 10.
И действительно, изобретатели заметили, что в том случае, когда внешняя стенка 28 заднего отделения 29 для разливки ориентирована параллельно металлической полосе 1, часть жидкого металла, низвергающегося в отделение 29 для разливки от уплотнительной поверхности 14 жидкого металла, падает на внешнюю стенку 28 заднего отделения 29 для разливки, а затем выступает на лицевой поверхности металлической полосы 1, обращенной к отделению 29 для разливки, таким образом создавая дефекты внешнего вида на этой лицевой поверхности металлической полосы 1. Это явление разбрызгивания является результатом того факта, что внешняя стенка 28 проходит приблизительно перпендикулярно направлению падения по меньшей мере части упоминавшейся выше каскадной структуры жидкого металла.
И наоборот, ориентация внешней стенки 28, как описывалось выше, позволяет уменьшать такие выступающие дефекты, и поэтому приводит к более хорошему качеству внешнего вида лицевой поверхности металлической полосы 1, на которую оказывается воздействие. И действительно, в этом случае внешняя стенка 28 проходит под меньшим углом к общему направлению потока каскадной структуры жидкого металла.
Как проиллюстрировано на фиг. 1-4, внешняя стенка 28 заднего отделения 29 для разливки ориентирована таким образом, чтобы перемещаться в направлении от плоскости прохождения полосы 1 от ее верхнего конца в направлении нижней части заднего отделения 29 для разливки.
Угол α между внешней стенкой 28 и плоскостью прохождения полосы 1 определенно больше 0º и может быть меньше, больше или равен углу α0, где α0 является углом между плоскостью прохождения полосы 1 и вертикалью, с учетом того, что риск разбрызгивания уменьшается при увеличении угла α.
Например, внешняя стенка 28 образует с плоскостью прохождения полосы 1 угол α между α0 - 10° и α0 + 50°, и если более точно – между α0 и α0 + 45°.
При всех прочих одинаковых параметрах, риск разбрызгивания является минимальным, когда внешняя стенка 28 образует с плоскостью полосы 1 угол α, который определенно больше, чем угол α0 между плоскостью прохождения полосы 1 и вертикалью.
Предпочтительно, полоса 1 образует угол α0 с вертикалью, находящийся в диапазоне 25-50°. Например, полоса 1 образует угол α0 с вертикалью, приблизительно равный 30°.
Предпочтительно, внутренняя стенка 26 отделения 29 для разливки является наклонной от ее верхнего ободка 27 в направлении нижней части отделения 29 для разливки, а также в направлении от срединной вертикальной плоскости Р между двумя ободками 21, 27. Другими словами, внутренняя стенка 26 отделения 29 для разливки является наклонной, для того чтобы перемещаться в направлении от вертикальной плоскости, проходящей через верхний ободок 27 в направлении нижней части отделения 29. Она образует с вертикалью угол ε1, который определенно больше 0°, как более подробно показано на фиг. 4.
И действительно, авторы настоящего изобретения заметили, что такой наклон позволяет направлять поток жидкого металла в отделение 29 для разливки в общем вдоль внутренней стенки 26 и таким образом уменьшать риски разбрызгивания на полосу 1.
Наклон на угол ε1, который больше или равен 15°, является особенно предпочтительным для уменьшения рисков разбрызгивания. Например, угол ε1, который больше или равен 20°, и еще более предпочтительно, больше или равен 25°.
И наоборот, когда внутренняя стенка 26 наклонена противоположно наклону, показанному на фигурах настоящей заявки на патент, т.е. является приближенной к упоминавшейся выше срединной вертикальной плоскости Р в направлении нижней части отделения 29, или когда внутренняя стенка 26 является вертикальной, часть жидкого металла, выливаемого в отделение 29, рискует падать по существу вертикально, непосредственно в ванну жидкого металла, содержащуюся в отделении 29 для разливки, что увеличивает риски того, что жидкий металл будет расплескиваться на полосу 1.
Внешняя стенка 22 переднего отделения 25 для разливки ориентирована по существу параллельно плоскости прохождения металлической полосы 1. В том случае, когда отделение 25 для разливки располагается на стороне лицевой поверхности металлической полосы 1, размещенной таким образом, что она обращена к нижнему ролику 15, эта ориентация позволяет избежать разбрызгивания на полосу 1, при этом внешняя стенка 22 проходит по существу тангенциально по отношению к общему направлению потока каскадной структуры жидкого металла, разливаемого в отделение 25 для разливки.
Предпочтительно, внутренняя стенка 20 отделения 25 для разливки является наклонной от ее верхнего ободка 21 в направлении нижней части отделения 25 для разливки, а также в направлении от определяемой выше срединной вертикальной плоскости Р, как более подробно показано на фиг. 4. Другими словами, внутренняя стенка 26 отделения 25 для разливки является наклонной, в результате чего она проходит в направлении от вертикальной плоскости, проходящей через верхний ободок 21 и в направлении от верхнего ободка 21 к нижней части отделения 25. Она образует с вертикалью угол ε2, который определенно больше нуля.
Такой наклон позволяет направлять поток жидкого металла в отделение 25 для разливки в общем вдоль внутренней стенки 20 и таким образом уменьшать риски разбрызгивания на полосу 1. Наклон на угол ε2, который больше или равен 15°, является особенно предпочтительным для уменьшения рисков разбрызгивания.
Предпочтительно, угол ε2 определенно больше, чем угол α0, образованный между плоскостью прохождения полосы 1 и вертикалью, для того чтобы предотвращать трение полосы 1 с внутренней стенкой 20, когда она перемещается через устройство 10. Например, угол ε2 по меньшей мере на 3° больше, чем угол α0. Например, когда полоса 1 образует угол α0, составляющий 30° с вертикалью, этот угол ε2 предпочтительно составляет около 35°. Такой угол также дает возможность обеспечивать хорошее управление по направлению жидкого металла вдоль внутренней стенки 20.
В соответствии с одним вариантом осуществления изобретения, углы ε1 и ε2 являются идентичными. Например, они составляют около 35°.
Внутренние 20, 26 и внешняя 28 стенки отделений 25, 29 для разливки в общем по существу являются плоскими. Упоминавшиеся выше значения наклона определяются относительно средней плоскости рассматриваемых стенок.
Углы α, ε1 и ε2 определяются в конфигурации, когда покрывающее устройство находится в использовании.
Как проиллюстрировано на фиг. 1, 3 и 4, внутренние стенки 20, 26 предпочтительно являются коническими на их верхних ободках 21, 27, чтобы облегчать поток вдоль стенки 20, 26 и избегать разбрызгивания на полосу 1.
Например, верхние ободки 21, 27 внутренних стенок 20, 26 отделений 25, 29 для разливки содержат в продольном направлении последовательность пустот и выступов в форме дуги окружности.
В варианте осуществления изобретения, проиллюстрированном на фиг. 1-4, в котором нижняя часть 57 корпуса 13 проходит частично обращенной к промежуточному разливочному ковшу 49, боковая стенка 58 нижней части 57 корпуса 13 является по существу параллельной внешней стенке 28 заднего отделения 29 для разливки на участке, расположенном таким образом, что боковая стенка обращена к упомянутой внешней стенке 28. Таким образом, эта боковая стенка 58 образует угол с боковой стенкой 51 верхней части 45, которая проходит по существу параллельно плоскости прохождения металлической полосы 1. Такая конфигурация позволяет ограничивать чрезмерные размеры корпуса 13.
Предпочтительно, внешняя стенка 22 отделения 25 для разливки, и боковая стенка 59 внутренней части 57 корпуса 13, расположенная обращенной к упомянутой внешней стенке 22, являются параллельными. Такая конфигурация также вносит свой вклад в ограничение больших размеров корпуса 13. Если более конкретно, то в показанном на фиг. 1-4 примере внешняя стенка 22 отделения 25 для разливки проходит по существу параллельно плоскости прохождения полосы 1. Боковая стенка 59 нижней части 57 проходит как продолжение боковой стенки 53 верхней части 45, и проходит по существу параллельно плоскости прохождения полосы 1.
Внешние стенки 22, 28 отделений 25, 29 для разливки проходят поперечно внутрь по отношению к боковым стенкам 58, 59 нижней части 57.
Устройство 10, в соответствии с изобретением, позволяет получать покрытые металлом полосы 1, имеющие значительно меньшую плотность дефектов на каждой из ее лицевых поверхностей, и таким образом качество внешнего вида, полученное после этого покрытия, подходит для критерия, требуемого клиентами, желающими иметь детали с поверхностями, свободными от дефектов внешнего вида.
И действительно, благодаря присутствию двух отделений 25, 29 для разливки на каждой стороне полосы 1 и системы для поддерживания надлежащего уровня жидкого металла в этих отделениях 25, 29 для разливки, поверхность 14 жидкостного уплотнения непрерывно очищается, а также на каждой стороне полосы 1 поверхность очищается от оксидов цинка и неочищенных смесей сульфидов, которые могут плавать в жидком металле и которые могут создавать дефекты внешнего вида на покрытии.
Кроме того, природа поворачивания как всего корпуса 13 и промежуточного разливочного ковша 49 вокруг первой оси А1 вращения, так и установка с возможностью поворачивания промежуточного разливочного ковша 49 на корпусе 13 вокруг второй оси А2 вращения позволяет минимизировать дефекты внешнего вида на покрытии на двух поверхностях полосы 1 независимо от положения или характеристик нижнего ролика 15, и, в частности, в случае изменения характеристик или положения этого ролика 15.
И действительно, плоскость прохождения полосы 1 через корпус 13 определяется положением нижнего ролика 15 в ванне 12 жидкого металла, а также диаметром нижнего ролика 15. Таким образом, каждое изменение нижнего ролика 15 может изменять линию прохождения полосы 1 в корпусе 13, и, следовательно, смещение от центра отделений 25, 29 для разливки относительно полосы 1. Аналогичным образом, износ нижнего ролика 15 во время работы устройства 1, который приводит к уменьшению диаметра ролика, также отражается на изменении линии прохождения полосы 1 в корпусе 13, и, следовательно, на смещении от центра отделений 25, 29 для разливки относительно полосы 1.
Кроме того, для линии прохождения полосы 1 в корпусе 13 важным фактором является по существу центрирование между двумя отделениями 25, 29 для разливки. В действительности, в противном случае для полосы 1 существует риск касания внутренних стенок 20, 26 этими отделениями 25, 29 для разливки, когда она перемещается через корпус 13.
Поворачивание корпуса 13 и отделения 49 для разливки вокруг первой оси А1 вращения позволяет заново центрировать отделения 25, 29 для разливки относительно полосы 1 в случае изменения в характеристиках или положении нижнего ролика 15.
Однако авторы настоящего изобретения заметили, что такое центрирование посредством поворачивания вокруг первой оси А1 вращения имеет недостаток, заключающийся в изменении значения высоты верхних ободков 21, 27. Другими словами, поворачивание корпуса 13 вокруг первой оси А1 вращения вызывает поворачивание верхних ободков 21, 27 отделений 25, 29 для разливки вокруг оси А1 вращения, при этом один из этих ободков 21, 27 в таком случае находится на большей высоте, чем другой. Кроме того, такая разница по высоте должна контролироваться, поскольку неконтролируемая разница по высоте создает риски, приводящие к дисбалансу расхода разливаемых потоков в отделения 25, 29 для разливки с поверхности 14 жидкостного уплотнения. При постоянном расходе потока насоса 30 такие риски возникновения дисбаланса расхода приводят к переполнению одного из отделений 25, 29 для разливки, при этом сульфиды и оксиды, сохраняемые в упоминавшихся выше отделениях 25, 29 для разливки, в этом случае находятся в контакте с полосой 1. Таким образом возникает риск уменьшения качества покрытия.
Устройство 10, как описывалось выше, дает возможность преодолеть это недостаток благодаря возможности поворачивания промежуточного разливочного ковша 49 относительно корпуса 13 вокруг второй оси А2 вращения. Такое поворачивание позволяет переустановить горизонтальность промежуточного разливочного ковша 49, и таким образом приводит к повторной балансировке расхода разливаемых потоков в каждое из отделений 25, 29 для разливки.
Кроме того, посредством обеспечения того, что корпус 13 и промежуточный разливочный ковш 49 фиксируются в процессе поворачивания вокруг первой оси А1 вращения для того, чтобы центрировать полосу 1, промежуточный разливочный ковш 49 устанавливается при поворачивании вокруг второй оси А2 вращения относительно корпуса 13 с помощью подшипника, точно определяющего положение оси А2 вращения относительно корпуса 13, что позволяет выполнять очень точно и независимо с одной стороны центрирование промежуточного разливочного ковша 49 относительно металлической полосы 1, а с другой стороны – регулирование баланса расходов потока между двумя отделениями 25, 29 для разливки.
В частности, механизм, описанный во взаимосвязи с первым вариантом осуществления изобретения, является намного более простым и дает возможность позиционировать корпус 13 относительно полосы 1 и балансировать расходы потока намного более точно и гибко, чем структуры, описанные в предшествующих патентных заявках WO 02/38823 и KR 10-1533212.
Эксперименты, проведенные изобретателями, показали, что маленькие угловые перемещения вокруг первой и второй осей А1 и А2 вращения, в частности на несколько градусов, являются достаточными, чтобы получать удовлетворительное регулирование устройства 10 для нанесения покрытия.
Требуемое маленькое угловое перемещение вокруг первой оси А1 вращения является предпочтительным ввиду того, что устройство 10 для нанесения покрытия в общем располагается в загроможденном окружающем пространстве, не позволяющем значительные угловые перемещения корпуса 13, как целостного компонента.
Кроме того, маленькое угловое перемещение, необходимое для поворачивания промежуточного разливочного ковша 49, дает возможность согласовывать повторную балансировку, в то же время поддерживая хорошее уплотнение между промежуточным разливочным ковшом 49 и корпусом 13 с помощью простого обеспечения уплотнительной прокладки 60 между промежуточным разливочным ковшом 49 и корпусом 13, которая может в достаточной степени деформироваться, чтобы позволять угловое перемещение промежуточного разливочного ковша 49.
И наоборот, в устройствах, описанных в патентных заявках WO 02/38823 и KR 10-1533212, которые не включают в себя отдельную ось вращения промежуточного разливочного ковша 49 относительно верхней части корпуса 13, для получения желаемого регулирования будут необходимы намного более значительные перемещения.
Реализация отдельной оси А2 вращения промежуточного разливочного ковша 49 относительно верхней части корпуса 13, в соответствии с изобретением, дополнительно увеличивает амплитуду регулирования по отношению к устройствам, описанным в заявках WO 02/38823 и KR 10-1533212. В действительности, в предшествующих устройствах возможный угол регулирования ограничивается максимально возможным углом вращения корпуса вокруг единственной оси вращения, основываясь на положении полосы и ограничивающих факторах системы.
Сейчас будет разъясняться способ непрерывного нанесения покрытия металлической полосы 1 посредством окунания в ванну с расплавом, использующий устройство 10, в соответствии с первым вариантом осуществления изобретения.
Этот способ включает в себя регулирование устройства 10 для нанесения покрытия, в частности, после замены нижнего ролика 15.
Во время этапа регулирования положения промежуточного разливочного ковша 49 относительно металлической полосы 1, и если более конкретно, этапа центрирования упомянутого выше промежуточного разливочного ковша 49 относительно металлической полосы 1, корпус 13 поворачивается вокруг первой оси А1 вращения, чтобы центрировать металлическую полосу 1 относительно верхних ободков 21, 27 отделений 25, 29 для разливки.
Предпочтительно, во время этого этапа относительное положение верхних ободков 21, 27 по отношению к металлической полосе 1 определяется с использованием инструмента 42 для наблюдения и перемещение корпуса 13 контролируется на основе определенного таким образом положения.
В соответствии с одним вариантом осуществления изобретения, вращательное перемещение корпуса 13 контролируется оператором, воздействующим на первый исполнительный механизм 41, основываясь на соответствующем положении верхних ободков 21, 27 и металлической полосы 1, определяемых с использованием инструмента 42 для наблюдения. Оператор в данном случае может быть человеком или автоматическим механизмом.
Альтернативно, позиционирование промежуточного разливочного ковша 49 относительно металлической полосы 1 производится автоматически с помощью средства управления, выполненного с возможностью управлять первым исполнительным механизмом 41, основываясь на относительных положениях, определяемых с использованием инструмента 42 для наблюдения.
Во время этапа повторной балансировки и последующего этапа регулирования промежуточный разливочный ковш 49 поворачивается относительно верхней части 45 корпуса 13 вокруг второй оси А2 вращения, чтобы привести промежуточный разливочный ковш 49 в горизонтальное положение.
Если более конкретно, во время этого этапа промежуточный разливочный ковш 49 поворачивается вокруг второй оси А2 вращения относительно нижней части 57 корпуса 13.
В соответствии с одним вариантом осуществления изобретения, во время этого этапа средство управления контролирует вращение промежуточного разливочного ковша 49, основываясь на измерениях, выполненных с помощью датчика 72 измерения наклона.
Альтернативно, это вращение контролируется оператором, воздействующим на второй исполнительный механизм 71, основываясь на наклоне, измеренном с помощью датчика 72 измерения наклона, или наблюдаемом оператором.
В конце этого второго этапа полоса 1 по существу центрируется относительно верхних ободков 21, 27, причем эти ободки 21, 27 располагаются в той же самой горизонтальной плоскости.
По необязательному выбору, если позиционирование в конце второго этапа является неудовлетворительным, этап центрирования выполняется повторно, и по дополнительному выбору проводится этап повторного балансирования, настолько часто, насколько это необходимо для того, чтобы получить удовлетворительное позиционирование верхних ободков 21, 27 относительно полосы 1.
Для того чтобы проверить, является ли позиционирование удовлетворительным, возможно запустить устройство 10 для нанесения покрытия, чтобы подтвердить с одной стороны, касается ли полоса 1 верхних ободков 21, 27 во время прокручивания полосы, а с другой стороны, является ли расход разливаемого потока хорошо сбалансированным между двумя отделениями 25, 29 для разливки.
Если дефекты центрирования или горизонтальности наблюдаются на этой стадии, устройство 10 для нанесения покрытия останавливается, и этапы центрирования и повторного балансирования выполняются снова.
В соответствии с одним вариантом осуществления изобретения, перед первым этапом центрирования, описанным выше, горизонтальность верхних ободков 21, 27 регулируется с использованием механизма для регулирования горизонтальности упоминавшихся выше ободков 21, 27. Если более конкретно, во время этого этапа кто-либо воздействует на ось А2 вращения, чтобы регулировать горизонтальность.
Например, во время этого этапа поверхность ванны 12 жидкого металла выбирается в качестве эталонной по горизонтальности для выполнения этого регулирования.
Регулирование горизонтальности верхних ободков 21, 27, в частности, выполняется после замены промежуточного разливочного ковша 49.
По необязательному выбору, перед первым этапом центрирования, описанным выше, корпус 13 поступательно перемещается вдоль своей оси, чтобы регулировать глубину погружения в ванну 12 жидкого металла. Такое регулирование является известным и в этой патентной заявке не будет подробно описываться.
Следует отметить, что настоящее изобретение применимо к любому способу нанесения металлического покрытия посредством окунания.
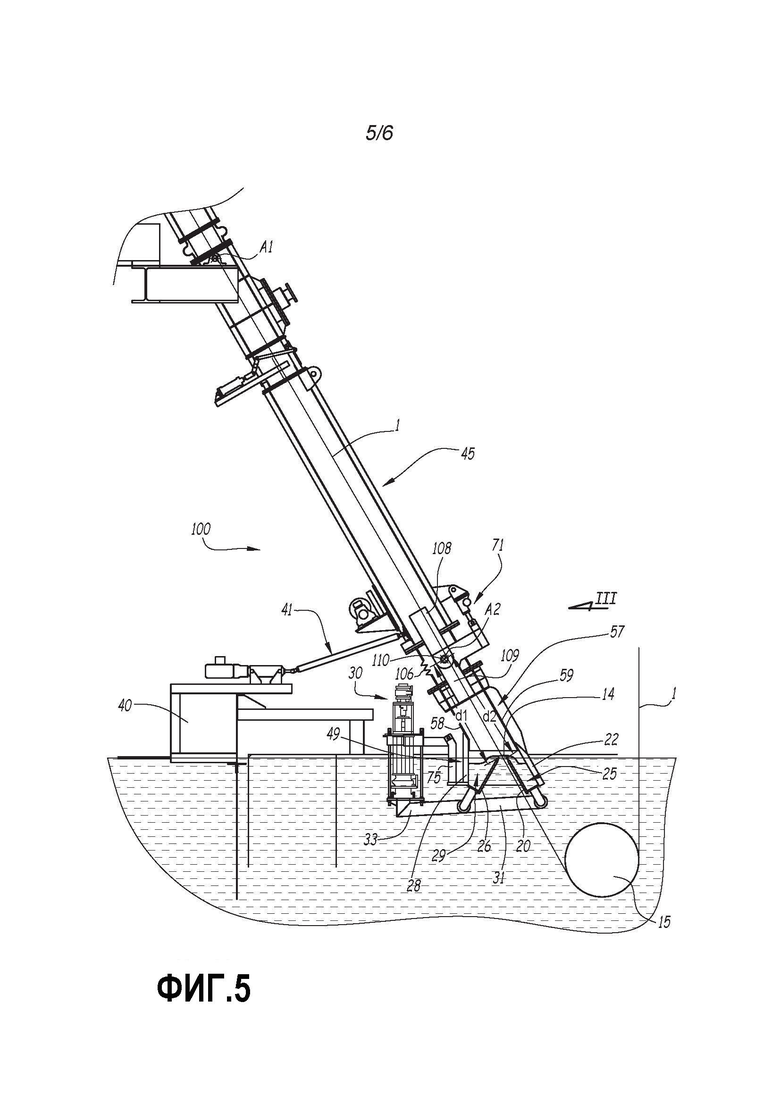
Сейчас будет описываться устройство 100 для нанесения покрытия, в соответствии со вторым вариантом осуществления изобретения, со ссылками на фиг. 5 и 6. При этом описываться будут только различия по сравнению с первым вариантом осуществления изобретения. На фиг. 5 и 6 идентичные или подобные элементы обозначаются цифровыми позициями, которые идентичны позициям, использованным для первого варианта осуществления изобретения.
Устройство 100 для нанесения покрытия, в соответствии со вторым вариантом осуществления изобретения, отличается от устройства 10, в частности, местоположением второй оси А2 вращения.
Как разъяснялось ранее, в первом варианте осуществления изобретения нижняя часть 57 корпуса 13 несет на себе промежуточный разливочной ковш 49, в то же время он устанавливается с возможностью поворачивания на корпусе вокруг второй оси А2 вращения.
В устройстве 100, в соответствии со вторым вариантом осуществления изобретения, как показано на фиг. 5, промежуточный разливочный ковш 49 переносится нижней частью 57 корпуса 13, в то же время он остается стационарным относительно корпуса. Нижняя часть 57 корпуса 13, в свою очередь, устанавливается с возможностью поворачивания на верхней части 45 корпуса 13 вокруг второй оси А2 вращения. Таким образом, промежуточный разливочный ковш 49 может поворачиваться вокруг второй оси А2 вращения относительно верхней части 45 корпуса 13.
Если более конкретно, в этом варианте осуществления изобретения внешние стенки промежуточного разливочного ковша 49, сформированные с помощью внешних стенок 22, 28 отделений 25, 29 для разливки, формируются с помощью боковых стенок 58, 59 нижней части 57 корпуса 13. Таким образом, промежуточный разливочный ковш 49 в этом варианте осуществления изобретения интегрируется в нижнюю часть 57 корпуса 13.
Как показано на фиг. 5 и 6, нижняя часть 57 корпуса 13 соединяется с верхней частью 45 корпуса 13 через шарнирное соединение, позволяющее поворачивание промежуточного разливочного ковша 49 относительно верхней части 45 корпуса 13 вокруг второй оси А2 вращения.
Как показано на фиг. 5, вторая ось А2 вращения проходит через стенки корпуса 13.
В этом устройстве 100 вторая ось А2 вращения располагается снаружи ванны 12 жидкого металла. В частности, вторая ось А2 вращения располагается выше отделений 25, 29 для разливки.
В частности, расстояние d1, d2 между второй оси А2 вращения и каждым из ободков 21, 27 отделений 25, 29 для разливки меньше или равно 2500 мм. Это расстояние предпочтительно составляет 800-1400 мм.
Если более конкретно, устройство 100 включает в себя два сегмента 110 вала, определяющие ось А2 вращения.
В примере, проиллюстрированном на фиг. 5 и 6, соединение, позволяющее поворачивание вокруг второй оси А2 вращения формируется снаружи от канала прохождения полосы 1, ограничиваемого корпусом 13. В частности, оно формируется на корпусе 13.
В этом примере верхняя часть 45 корпуса 13 обеспечивается двумя верхними шарнирными рычагами 108. Каждый из этих верхних шарнирных рычагов 108 вмещает на своем нижнем конце сегмент 110 вала, причем упомянутый сегмент 110 вала вмещает нижний шарнирный рычаг 109, прикрепленный к нижней части 57 корпуса.
Если более конкретно, шарнирные рычаги 108, 109 принимают форму вилок шарнирного соединения, прикрепленных через сегмент 110 вала с возможностью поворачивания.
Альтернативно, может рассматриваться любой другой соединительный механизм, создающий шарнирное соединение между промежуточным разливочным ковшом 49 и верхней частью 45 корпуса 13 вокруг оси А2 вращения.
Второй исполнительный механизм 71 принимает форму приводного цилиндра, расположенного между нижней частью 57 и верхней частью 45 корпуса 13, для того чтобы поворачивать промежуточный разливочной ковш 49 вокруг второй оси А2 вращения относительно верхней части 45 корпуса 13. Второй исполнительный механизм 71 в частности является винтовым домкратом. Однако альтернативно, второй исполнительный механизм 71 является механизмом любого другого подходящего типа и, например, включает в себя гидравлический или пневматический приводной цилиндр.
Аналогично первому варианту осуществления изобретения, устройство 100 дополнительно включает в себя измерительный датчик, выполненный с возможностью измерять угол наклона разливного корпуса 49 относительно горизонтали, и средство для управления вторым исполнительным механизмом 71, выполненное с возможностью контролировать второй исполнительный механизм 71, основываясь на угле наклона, измеренном с помощью измерительного датчика 72.
В проиллюстрированном примере устройство 100 дополнительно включает в себя уплотнительные средства 106, расположенные между нижним концом верхней части 45 корпуса 13 и верхним концом нижней части 57. Уплотнительные средства 106 конфигурируются для предотвращения попадания воздуха через корпус 13 из окружающего пространства. Эти средства включают в себя, например, гофрированные мембраны, проходящие между нижним концом верхней части 45 и верхним концом нижней части 57 корпуса 13.
Эти гофрированные мембраны также играют компенсирующую роль, позволяя относительное перемещение нижней части 57 по отношению к верхней части 45 корпуса 13.
Устройство 100 дополнительно включает в себя механизм 120 для регулирования горизонтальности верхних ободков 21, 27 внутренних стенок 20, 26 отделений 25, 29 для разливки.
Один пример такого механизма 120 более подробно иллюстрируется на фиг. 6. В этом примере механизм 120 включает в себя на стороне каждого из концов верхних ободков 21, 27, по меньшей мере один регулирующий винт 122, выполненный с возможностью регулировать высоту упомянутого конца. Если более конкретно, то каждый регулирующий винт 122 выполнен с возможностью воздействовать на соответствующий участок нижней части 57 корпуса 13.
В примере, проиллюстрированном на фиг. 6, регулирующие винты 122 обеспечиваются на нижнем шарнирном рычаге 109 шарнирного механизма нижней части 57 на верхней части 45 корпуса 13. Они располагаются таким образом, что их закручивание или раскручивание приводит к вертикальному перемещению соответствующего участка нижней части 57 относительно нижнего шарнирного рычага 109, и таким образом не напрямую воздействует на регулирование высоты соответствующего конца верхних ободков 21, 27. В этом примере нижний шарнирный рычаг 109 прикрепляется к нижней части 57 через прикрепляющие винты 111, проходящие в продольных отверстиях нижнего шарнирного рычага 109, таким образом создавая возможность регулирования положения нижней части 57 относительно нижнего шарнирного рычага 109.
В этом варианте осуществления изобретения нижняя часть 57 включает в себя верхний сегмент и нижний сегмент, закрепленный на верхнем сегменте. Верхний сегмент не предназначается для погружения в ванну 12 для жидкого металла. Нижний сегмент предназначается по меньшей мере частично для погружения в ванну 12 для жидкого металла. Нижний сегмент, в частности, прикрепляется к верхнему сегменту с помощью сварки. Внешние стенки 22, 28 отделений 25, 29 для разливки формируются с помощью боковых стенок нижнего сегмента упоминавшейся выше нижней части 57.
Как показано на фиг. 5, насос 30 частично погружается в ванну 12 жидкого металла. Он фиксируется при поворачивании относительно промежуточного разливочного ковша 49 через шасси 75, закрепленном на нижней части 57 корпуса 13. Всасывающие трубчатые линии 31, 32 жестко закрепляются между насосом 30 и промежуточным разливочным ковшом 49. Таким образом насос 30 и всасывающие трубчатые линии 31, 32 могут поворачиваться с промежуточным разливочным ковшом 49 вокруг первой оси А1 вращения относительно рамы 40 с помощью устройства 100 и вокруг второй оси А2 вращения относительно верхней части 45 корпуса 13.
В варианте осуществления изобретения, проиллюстрированном на фиг. 5, ориентации внутренних стенок 20, 26 и внешних стенок 22, 28 отделений 25, 29 для разливки являются аналогичными ориентациям стенок, описанных в отношении первого варианта осуществления изобретения, при этом они создают аналогичные преимущества.
Устройство 100, в соответствии со вторым вариантом осуществления изобретения, имеет большинство преимуществ, обеспечиваемых с помощью устройства 10, в соответствии с первым вариантом осуществления изобретения.
Кроме того, в этом варианте осуществления изобретения расположение второй оси А2 вращения снаружи от ванны 12 жидкого металла является предпочтительным, поскольку оно предотвращает необходимость обеспечивать уплотнение между промежуточным разливочным ковшом 49 и основным опусканием в ванну жидкого металла.
И наоборот, в этом варианте осуществления изобретения вследствие расположения второй оси А2 вращения, расстояние между второй осью А2 вращения и ободками 21, 27 отделений 25, 29 для разливки больше, чем такое же расстояние в первом варианте осуществления изобретения, что создает риск увеличения громоздкости оборудования 100.
Способ регулирования устройства 100, в соответствии со вторым вариантом осуществления изобретения, аналогичен способу регулирования устройства 10, в соответствии с первым вариантом осуществления изобретения. Однако следует отметить, что во время этапа повторного балансирования расхода потоков, более конкретно, нижняя часть 57 корпуса 13, на которой обеспечивается промежуточный разливочный ковш 49, поворачивается вокруг второй оси А2 вращения относительно верхней части 45 корпуса 13.
Предпочтительно, способ регулирования устройства 100 дополнительно включает в себя этап регулирования горизонтальности верхних ободков 21, 27 посредством регулирования механизма 120. В частности, этот этап включает в себя закручивание или раскручивание регулировочных винтов 122, основываясь на каком-либо недостатке наблюдаемой горизонтальности верхних ободков 21, 27, для того чтобы переустановить горизонтальность этих верхних ободков 21, 27.
В частности, это регулирование выполняется с использованием поверхности ванны 12 жидкого металла в качестве эталона горизонтальности.
Эта процедура выполняется оператором, который может быть человеком или автоматическим устройством.
Регулирование горизонтальности верхних ободков 21, 27, в частности, выполняется после замены нижней части 57 корпуса 13, на которой обеспечивается промежуточный разливочный ковш 49.
В конце этапа регулирования горизонтальности каждый из верхних ободков 21, 27 проходит горизонтально.
Следует отметить, что описанное выше изобретение со ссылками на фиг. 1-6 имеет два аспекта, а именно, с одной стороны поворотная природа корпуса 13 и промежуточного разливочного ковша 49 вокруг первой оси А1 вращения и установка промежуточного разливочного ковша 49 с возможностью поворачивания относительно верхней части 45 корпуса 13 вокруг второй оси А2 вращения, а также характеристики, относящиеся к регулированию устройства 10, 100, являющиеся результатом такой установки, и с другой стороны, особая форма отделений 25, 29 для разливки.
Как разъяснялось ранее, характеристики, относящиеся к первому аспекту, дают возможность центрировать полосу 1 в корпусе 13 и балансировать расход разливаемых потоков в два отделения для разливки просто, гибко и точно, таким образом получая в результате превосходное качество внешнего вида покрытия на каждой из поверхностей полосы.
Кроме того, характеристики, относящиеся ко второму аспекту, в частности, ориентация внешней стенки 28 отделения 29, дает возможность уменьшать риски разбрызгивания жидкого металла на полосу 1, таким образом также внося свой вклад в улучшение качества внешнего вида покрытия на двух поверхностях полосы, и в частности, на поверхность полосы, ориентированную противоположно нижнему ролику 15.
Хотя эти два аспекта описываются в комбинации со ссылками на фиг. 1-6, первый аспект может быть реализован независимо от второго аспекта, причём первый аспект, рассматриваемый отдельно, уже вносит свой вклад в значительное улучшение качества внешнего вида покрытия.
При совместной реализации эти два аспекта настоящего изобретения приводят даже к более высокому качеству внешнего вида покрытия полосы на каждой из ее поверхностей по сравнению со случаем, когда реализуется только один из этих аспектов.
Группа изобретений относится к устройству и способу для непрерывного нанесения покрытия на металлическую полосу окунанием в ванну с расплавом. Устройство содержит сосуд (11) для вмещения ванны (12) жидкого металла, нижний ролик (15), предназначенный для погружения в ванну (12), перемещающий корпус (13) для металлической полосы (1), нижний конец которого выполнен с возможностью его погружения в ванну (12) с жидким металлом, чтобы определить с помощью поверхности упомянутой ванны (12) и внутреннего пространства упомянутого корпуса (13) уплотнение (14) жидкого металла. Корпус (13) содержит верхнюю часть (45) и нижнюю часть (57), упомянутая нижняя часть (57) переносит на себе промежуточный разливочной ковш (49), разграничивающий по меньшей мере два отделения (25, 29) для разливки жидкого металла, причем каждое отделение (25, 29) для разливки разграничивается в направлении внутрь внутренней стенкой (20, 26), при этом внутренняя стенка (20, 26) включает в себя верхний ободок (21, 27), причем верхний ободок (21, 27) каждой внутренней стенки (20, 26) предназначен для расположения ниже поверхности уплотнения (14) жидкого металла, чтобы создавать поток от указанной поверхности уплотнения (14) в каждое из указанных отделений (25, 29) для разливки. Корпус (13) с промежуточным разливочным ковшом (49) выполнен с возможностью поворота относительно металлической полосы (1) вокруг первой оси (А1) вращения, а промежуточный разливочный ковш (49) выполнен с возможностью поворота относительно верхней части (45) корпуса (13) вокруг второй оси (А2) вращения, причем вторая ось (А2) вращения по существу параллельна первой оси (А1) вращения. Техническим результатом является обеспечение возможности выполнять позиционирование корпуса относительно металлической полосы и регулирование скоростей потока более гибко и точно, в то же время ограничивая амплитуду требуемого перемещения. 2 н. и 28 з.п. ф-лы, 6 ил.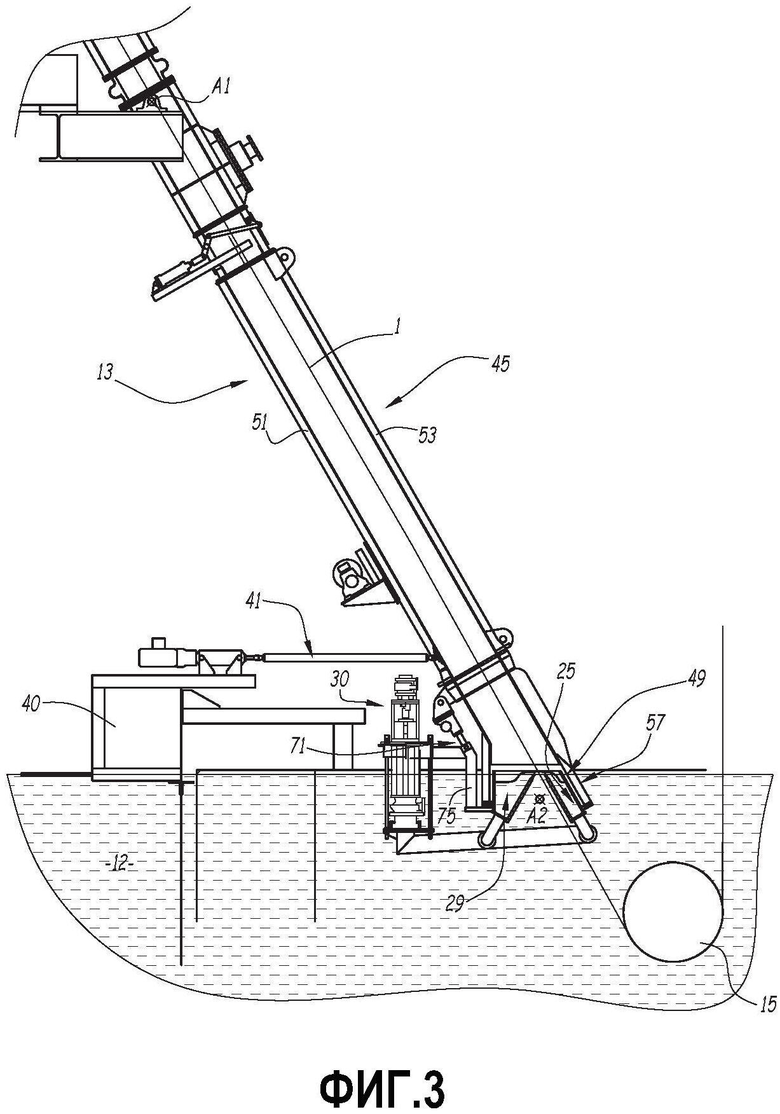
1. Устройство (10, 100) для непрерывного нанесения покрытия на металлическую полосу (1) окунанием в ванну с расплавом, содержащее:
сосуд (11), предназначенный для вмещения ванны (12) жидкого металла,
нижний ролик (15), расположенный в сосуде (11) и предназначенный для погружения в ванну (12) жидкого металла,
перемещающий корпус (13) для металлической полосы (1), нижний конец которого выполнен с возможностью его погружения в ванну (12) с жидким металлом, чтобы определить с помощью поверхности упомянутой ванны (12) и внутреннего пространства упомянутого корпуса (13) уплотнение (14) жидкого металла,
указанный корпус (13) включает в себя верхнюю часть (45) и нижнюю часть (57), упомянутая нижняя часть (57) переносит на себе промежуточный разливочной ковш (49), разграничивающий по меньшей мере два отделения (25, 29) для разливки жидкого металла, причем каждое отделение (25, 29) для разливки разграничивается в направлении внутрь внутренней стенкой (20, 26), при этом внутренняя стенка (20, 26) включает в себя верхний ободок (21, 27), причем верхний ободок (21, 27) каждой внутренней стенки (20, 26) предназначен для расположения ниже поверхности уплотнения (14) жидкого металла, чтобы создавать поток от указанной поверхности уплотнения (14) в каждое из указанных отделений (25, 29) для разливки,
корпус (13) с промежуточным разливочным ковшом (49) выполнен с возможностью поворота относительно металлической полосы (1) вокруг первой оси (А1) вращения, и
промежуточный разливочный ковш (49) выполнен с возможностью поворота относительно верхней части (45) корпуса (13) вокруг второй оси (А2) вращения,
при этом вторая ось (А2) вращения по существу параллельна первой оси (А1) вращения.
2. Устройство (10, 100) по п. 1, в котором соединение, обеспечивающее поворот промежуточного разливочного ковша (49) относительно верхней части (45) корпуса (13), является поворотным соединением.
3. Устройство (10, 100) по п. 1 или 2, в котором расстояние (d1, d2) между второй осью (А2) вращения и каждым из верхних ободков (21, 27) внутренних стенок (20, 26) меньше или равно 2500 мм.
4. Устройство (10, 100) по любому из пп. 1-3, которое содержит по меньшей мере один насос (30), выполненный с возможностью извлечения жидкого металл из отделений (25, 29) для разливки, по меньшей мере одну всасывающую трубчатую линию (31, 33), присоединяющую каждое из отделений (25, 29) для разливки к упомянутому насосу (30) и выпускную трубчатую линию (32), предназначенную для выпуска жидкого металла из отделений (25, 29) для разливки в ванну (12) жидкого металла, при этом насос (30), всасывающая трубчатая линия (31, 33) и выпускная трубчатая линия (32) установлены стационарно относительно промежуточного разливочного ковша (49).
5. Устройство (10, 100) по п. 1 или 2, которое содержит первый исполнительный механизм (41), выполненный с возможностью поворота корпуса (13) вокруг первой оси (А1) вращения относительно полосы (1), и второй исполнительный механизм (79), выполненный с возможностью поворота промежуточного разливочного ковша (49) относительно верхней части (45) корпуса (13) вокруг второй оси (А2) вращения.
6. Устройство (10, 100) по п. 5, дополнительно содержащее датчик (72) измерения наклона, выполненный с возможностью измерения угла наклона промежуточного разливочного ковша (49) относительно горизонтального положения.
7. Устройство (10, 100) по п. 6, дополнительно содержащее средство управления для второго исполнительного механизма (79), которое основано на угле наклона, измеренном с помощью датчика (72) измерения наклона.
8. Устройство (10, 100) по любому из пп. 1-7, дополнительно содержащее инструмент (42) для обзора положения внутренних стенок (20, 26) отделений (25, 29) для разливки относительно полосы (1).
9. Устройство (10, 100) по п. 1 или 2, дополнительно содержащее средство для обзора уровня жидкого металла в отделениях (25, 29) для разливки, причем средство для обзора включает в себя резервуар (35), расположенный снаружи от корпуса (13) и присоединенный к основанию каждого из отделений (25, 29) для разливки с помощью по меньшей мере одной соединительной трубки (36, 37), при этом упомянутый резервуар (35) установлен стационарно по отношению к промежуточному разливочному ковшу (49).
10. Устройство (100) по п. 1 или 2, дополнительно содержащее средство для регулирования горизонтальности верхних ободков (21, 27) внутренних стенок (20, 26) промежуточных разливочных ковшей (25, 29).
11. Устройство (100) по п. 1 или 2, в котором промежуточный разливочный ковш (49) является стационарным относительно нижней части (57) корпуса (13), а нижняя часть (57) корпуса (13) установлена с возможностью поворота вокруг второй оси (А2) вращения на верхней части (45) корпуса (13).
12. Устройство (100) по п. 11, в котором внешние стенки промежуточного разливочного ковша (49) образованы посредством боковых стенок (58, 59) нижней части (57) корпуса (13).
13. Устройство (100) по п. 11, в котором вторая ось (А2) вращения выполнена с возможностью ее расположения снаружи ванны (12) жидкого металла.
14. Устройство (100) по п. 11, в котором шарнирное сочленение, обеспечивающее поворот промежуточного разливочного ковша (49) относительно верхней части (45) корпуса, является поворотным соединением, причем упомянутое поворотное соединение содержит верхний шарнирный рычаг (108), прикрепленный к верхней части (45) корпуса (13), и нижний шарнирный рычаг (109), прикрепленный к нижней части (57) корпуса (13), при этом верхний и нижний шарнирные рычаги (108, 109) соединены с возможностью поворота посредством сегмента (110) вала.
15. Устройство (10) по п. 1 или 2, в котором промежуточный разливочный ковш (49) установлен на нижней части (57) корпуса (13) с возможностью поворота.
16. Устройство (10) по п. 15, в котором промежуточный разливочный ковш (49) вставлен в корпус (13) на его нижнем конце.
17. Устройство (10) по п. 15, в котором один из компонентов из числа нижней части (57) корпуса (13) и промежуточного разливочного ковша (49) включает в себя вращательные центрирующие подшипники (61), а другой компонент из числа нижней части (57) корпуса (13) и промежуточного разливочного ковша (49) включает в себя шейки (67) вала, при этом каждая шейка (67) размещена в соответствующем центрирующем подшипнике (61) так, что обеспечивается вращательное центрирование промежуточного разливочного ковша (49) вокруг второй оси (А2) вращения.
18. Устройство (10) по п. 15, в котором вторая ось (А2) вращения предназначена для погружения в ванну (12) жидкого металла.
19. Устройство (10) по п. 18, которое содержит уплотнительную прокладку (60), расположенную между промежуточным разливочным ковшом (49) и нижней частью (57) корпуса (13), предотвращающую проникновение жидкого металла между промежуточным разливочным ковшом (49) и корпусом (13).
20. Устройство (10) по п. 15, в котором вторая ось (А2) вращения расположена ниже верхних ободков (21, 27) отделений (25, 29) для разливки, когда промежуточный разливочный ковш (49) расположен горизонтально.
21. Устройство (10, 100) по п. 1 или 2, в котором заднее отделение (29) для разливки, расположенное на стороне лицевой поверхности металлической полосы (1) и размещенное противоположно нижнему ролику (15), снаружи ограничено внешней стенкой (28), причем внешняя стенка (28) при использовании устройства (10, 100) для покрытия выполнена с возможностью образования угла (α) строго больше нуля, и предпочтительно, большего или равного 15°, с плоскостью прохождения полосы (1).
22. Устройство (10, 100) по п. 23, в котором внешняя стенка (28) заднего отделения (29) для разливки выполнена с возможностью вертикальной ориентации при использовании устройства (10, 100) для покрытия.
23. Способ непрерывного нанесения покрытия на металлическую полосу (1) окунанием в ванну с расплавом в устройстве (10, 100) для непрерывного нанесения покрытия на металлическую полосу (1) окунанием в ванну с расплавом по п. 1 или 2, включающий:
этап позиционирования промежуточного разливочного ковша (49) относительно металлической полосы (1), включающий поворот корпуса (13) и промежуточного разливочного ковша (49) вокруг первой оси (А1) вращения так, чтобы позиционировать металлическую полосу (1) относительно верхних ободков (21, 27) отделений (25, 29) для разливки; затем
этап повторного балансирования, включающий поворот промежуточного разливочного ковша (49) вокруг второй оси (А2) вращения относительно верхней части (45) корпуса (13) так, чтобы привести промежуточный разливочной ковш (49) в горизонтальное положение.
24. Способ по п. 23, который дополнительно включает этап регулирования горизонтального положения верхних ободков (21, 27) внутренних стенок (20, 26) отделений (25, 29) для разливки.
25. Способ по п. 23, в котором на металлическую полосу (1) наносят покрытие, содержащее цинк и алюминий, в частности покрытие алюминий-цинк, например, содержащее 55 % по весу алюминия, 43,5 % по весу цинка и 1,5 % по весу кремния.
26. Способ по п. 23, в котором на металлическую полосу (1) наносят покрытие на основе цинка, содержащее алюминий.
27. Способ по п. 26, в котором на металлическую полосу (1) наносят покрытие, содержащее алюминий в диапазоне 0,1-0,3 % по весу.
28. Способ по п. 26, в котором на металлическую полосу (1) наносят покрытие, содержащее 5 % по весу алюминия, а остальную часть составляет цинк.
29. Способ по п. 23, в котором на металлическую полосу (1) наносят покрытие на основе цинка, содержащее магний и необязательно алюминий, и предпочтительно, содержащее 0,1-20 % по весу алюминия и 0,1-10 % по весу магния.
30. Способ по п. 23, в котором на металлическую полосу (1) наносят покрытие на основе алюминия, содержащее кремний и железо, в частности покрытие, имеющее следующий состав, % по весу:
8 ≤ Si ≤ 11,
2 ≤ Fe ≤ 4,
остальную часть составляет алюминий и неизбежные примеси.
| KR 101533212 B1, 01.07.2015 | |||
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ СРЕДНЕГО ЗНАЧЕНИЯ | 0 |
|
SU238823A1 |
| WO 2014173663 A1, 30.10.2014 | |||
| Способ для создания контроллеров управления шагающими роботами на основе обучения с подкреплением | 2022 |
|
RU2816639C1 |
| JP 2012021206 A, 02.02.2012 | |||
| JP 2000265217 A, 26.09.2000 | |||
| ВАННА ДЛЯ ЦИНКОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1997 |
|
RU2128715C1 |

