Заявляемые технические решения относятся к области литейного производства и предназначены для облегчения проведения сравнительных испытаний на термопрочность формовочных или стержневых смесей в системе взаимодействия металл - литейная форма.
В настоящее время в литейных цехах используются формовочные и стержневые холодно-твердеющие смеси (далее - ХТС) на основе синтетических смол разных производителей. Из данных смесей изготавливаются формы и стержни, которые при заливке жидким металлом испытывают разрушающее воздействие температуры и давления металла. Было отмечено, что при работе на смолах конкретных поставщиков повышался уровень брака по дефекту «засор». Это связано с тем, что недостаточная термическая прочность может приводить к разрушению стержней и форм при взаимодействии с металлом и к возникновению литейных дефектов в отливках. В свою очередь избыточная термическая прочность может приводить к несвоевременному разупрочнению литейных стержней и форм при кристаллизации отливок, что является причиной дефектности отливок, связанной с затрудненной усадкой. Таким образом, разработка способа оценки термопрочности ХТС на базе литейных связующих различных производителей является актуальной технической проблемой. Основной технической проблемой является уменьшение брака стержней и форм при взаимодействии с металлом при получении отливок в литейном производстве и соответственно уменьшение брака отливок.
Основным техническим результатом является определение с высокой степенью точности показателя термопрочности и возможность реализации корректировки компонентного состава формовочных (стержневых) смесей.
Кроме того, заявляемым изобретением достигается решение дополнительной технической проблемы - расширение арсенала средств определенного назначения, которое решается путем создания технических решений, «Способ определения и оценки термопрочности стержневых или формовочных смесей и комплекс для его осуществления», альтернативных ранее известным техническим решениям по патентам № CN 105571973 и № JP 2002022634. При этом в качестве дополнительного технического результата, связанного с основным техническим результатом, рассматривается реализация изобретением указанного назначения, а именно «Способ определения и оценки термопрочности стержневых или формовочных смесей и комплекс для его осуществления».
Из уровня техники известно изобретение «Экспериментальное устройство тепловой усталости и экспериментальный способ для нагрузки на постоянную нагрузку», патент № CN 105571973 (Перевод с китайского языка осуществлен в базах данных: «Espacenet» и «Patentscope»). Целью настоящего изобретения является создание способа испытания при постоянной нагрузке под напряжением, который может соответствовать испытаниям на характеристики термической усталости применяемых материалов в особых условиях. Для реализации способа используется экспериментальное устройство термической усталости для нагружения постоянным напряжением. Устройство включает в себя часть нагружения балки, часть индукционного нагрева, блок охлаждения образца и блок измерения деформации, соответствующий образцу. Оно также включает систему регистрации данных, подключенную к измерению деформации. Вес используется для увеличения или уменьшения нагрузки образца, температура нагрева образца регулируется изменением мощности части индукционного нагрева, образец охлаждается устройством охлаждения образца, и используется экстензометр устройства измерения деформации для измерения термической деформации в пределах измерительной длины поверхности образца. Экспериментальные данные устройства измерения деформации регистрируются через систему регистрации данных для научных исследований. Нагрузочная часть балки включает в себя: балку, груз, испытательный стенд, устройство для соединения карданного шарнира и точку опоры. Конкретная конструкция выглядит следующим образом: балка устанавливается на опоре, один конец балки устанавливается с грузом, и на другом конце балки устанавливается соединительное устройство карданного шарнира. Образец установлен между соединительным устройством шарнира и соединительной деталью на испытательном стенде ниже.
В устройстве для проведения экспериментов по термической усталости при постоянной нагрузке на индукционный нагрев элемент индукционного нагрева включает в себя: контроллер, регулятор температуры, термопару, источник питания для индукционного нагрева и охлаждающую водяную часть для индукционного нагрева, источник питания, систему температурного нагрева. Система температурного нагрева также включает в себя охлаждающую водяную часть для индукционного нагрева, реле протока для защиты охлаждающей воды для индукционного нагрева и термопару. В устройстве имеется охлаждающая вода источника питания для индукционного нагрева, которая защищает реле протока. Один конец термопары приваривается к образцу, а другой конец термопары подключается к контроллеру температуры. Контроллер температуры отображает температуру и преобразует сигнал термопары в сигнал и отправляет его в контролер. Контроллер записывает данные; наблюдая за температурой, выходная мощность источника питания индукционного нагрева регулируется для контроля температуры образца. В устройстве для проведения экспериментов по термической усталости при постоянной нагрузке, в блоке охлаждающей воды источника питания индукционного нагрева используется холодильная установка мощностью 3 КВт отечественного производства, а реле протока защиты охлаждающей воды источника питания индукционного нагрева выбирает переключатель постоянного тока 0 ~ 70 В для управления реле 24 В. Реле протока защиты охлаждающей воды источника тепла подключено к выходу воды источника питания индукционного нагрева. В устройстве для проведения экспериментов по термической усталости при постоянной нагрузке напряжением блок охлаждения образца состоит из клапана делителя давления, фильтра деионизированной воды, сопла, соленоидного клапана и блока управления. Водопроводная вода поступает в сопло через фильтр деионизированной воды, и форсунка распыляет воду на образец для охлаждения; продолжительность времени проводимости электромагнитного клапана используется для управления температурой охлаждения, а продолжительность времени закрытия электромагнитного клапана и мощность индукционного нагрева используются для управления максимальной температурой нагрева. Чем больше время распыления, тем ниже температура образца. Чем больше время отключения, тем выше температура образца. В устройстве для проведения экспериментов по термической усталости при постоянной нагрузке напряжением блок измерения деформации состоит из экстензометра, формирователя сигналов, контроллера и системы регистрации данных. Под действием контроллера сигнал деформации, собранный экстензометром, проходит через Устройство преобразования сигнала, который преобразует сигнал деформации в цифровой сигнал, а затем поступает в систему регистрации данных. В устройстве для проведения экспериментов по термической усталости при постоянной нагрузке в системе регистрации данных используется контроллер для реализации ввода и вывода аналоговых и цифровых сигналов; программное обеспечение системы используется для программирования сбора данных, и регистрируются температурные параметры. Установленному аналоговому входному сигналу контроллера, 0 ~ 10 В, соответствует температура 0 ~ 1200°C, скорость выборки составляет 5 точек в секунду. Способ испытания устройства на термическую усталость при постоянной нагрузке напряжения, конкретные этапы заключаются в следующем. Подсоединяют образец термической усталости термопары точечной сваркой к нижнему концу балки, устанавливают нагревательную спираль и сопло, подключают тензодатчик для измерения деформации, загружают соответствующий вес груза, устанавливают экспериментальную температуру, устанавливают время распыления и параметры давления распыления, и начинают экспериментальные испытания, записывают данные, завершают эксперимент и сформировывают экспериментальные данные и отчеты по результатам экспериментов. Способ, реализуемый данным устройством, принят авторами за прототип. Недостатком прототипа является невысокая точность измерения термопрочности и невозможность реализации корректировки компонентного состава формовочных (стержневых) смесей в программируемом устройстве.
Из уровня техники известно изобретение «Метод и оборудование для испытания на тепловой удар», патент № JP 2002022634 (Перевод с японского языка осуществлен в базе данных «Patentscope»). Когда нагревательный элемент 1 находится в тесном контакте с образцом прямоугольного параллелепипеда 2, образец прямоугольного параллелепипеда 2 и нагревательный элемент 1 поддерживаются в трех точках с помощью опор 9, 10 и 11. На нагревательный элемент 1 подается питание для быстрого нагрева поверхности прямоугольного параллелепипеда 2, находящейся в контакте с нагревательным элементом. Нагретый образец прямоугольного параллелепипеда 2 быстро расширяется, и сила реакции, создаваемая в опоре 10, измеряется датчиком 3 нагрузки. Величину теплового удара образца прямоугольного параллелепипеда получают путем измерения времени, температуры, силы реакции и т.п. до тех пор, пока образец 2 прямоугольного параллелепипеда не разрушится. Когда на нагревательный элемент подается питание и образец прямоугольного параллелепипеда нагревается, нагревательный элемент термически расширяется, и образец прямоугольного параллелепипеда деформируется. В результате, как показано на фиг. 5, хороший контакт между нагревательным элементом 1' и образцом прямоугольного параллелепипеда 2' не может поддерживаться, нагрев образца прямоугольного параллелепипеда во время испытания становится неравномерным, и значение измеренного теплового удара имеет ошибку. При испытании на тепловой удар контакт между поверхностью нагревательного элемента и поверхностью образца прямоугольного параллелепипеда сохраняется во время испытания, а точность испытания повышается. В способе испытания на тепловой удар по настоящему изобретению плоский нагревательный элемент приводится в тесный контакт с одной стороной прямоугольного образца, и нагревательный элемент нагревает прямоугольный образец, что приводит к термическому воздействию. Метод испытания на тепловой удар отличается тем, что нагревательный элемент поддерживается пружиной, и используется пружина с нормальным числом пружины от 50 до 1000 Н / м. Кроме того, в устройстве для испытания на тепловой удар пружина соединена с неподвижным электродом и нагревательным элементом и является средством для подачи энергии от электрода к нагревательному элементу. Образец прямоугольного параллелепипеда, у которого измеряется величина теплового удара, представляет собой керамику, стекло, пластиковый полимер или тому подобное. Размеры образца прямоугольного параллелепипеда определяются с учетом величины теплопроводности, механической прочности и коэффициента теплового расширения образца. Это может быть прямоугольная плоская пластина. Желательно, чтобы нагревательный элемент был изготовлен путем формования металлического материала, такого как, никель, хром, вольфрам и платина, или проводящего керамического материала, такого как нитрид, карбид и борид, в форме плоской пластины. Гладкая поверхность плоского пластинчатого нагревательного элемента перекрывается с гладкой поверхностью образца прямоугольного параллелепипеда, так что они находятся в тесном контакте друг с другом. Образец прямоугольного параллелепипеда и нагревательный элемент, которые находятся в тесном контакте друг с другом, поддерживаются в трех точках таким же образом, как и опора для испытания материала на прочность при трехточечном изгибе. Электроэнергия пропускается через нагревательный элемент для выработки тепла. Температура выделения тепла регулируется напряжением или током. Вблизи обоих концов нагревательного элемента последние поддерживаются с помощью пружин. В качестве винтовой пружины может использоваться токопроводящая металлическая проволока, такая как твердая стальная проволока, или фортепианная проволока, или проволока из углеродистой стали, закаленная в масле, или проволока из нержавеющей стали, или проволока из полимерного материала. Кроме того, как показано на фиг.1, пружина 5 может быть соединена с неподвижным электродом 6 и использоваться в качестве средства для подачи энергии на нагревательный элемент 1. Также пружина 5 может быть прикреплена к приспособлению 7, как показано на фиг.3. В этом случае спиральный выводной провод 4 используется для соединения подводящего провода 4'. Желательно, чтобы тепловое расширение не влияло на измерение. Кроме того, на фиг. 1, 7 и 8 показан пример, в котором пружина поддерживает нагревательный элемент, толкая нагревательный элемент с помощью пружины, когда образец прямоугольного параллелепипеда деформируется во время испытания. Однако пружина может быть предусмотрена на той же стороне, что и образец прямоугольного параллелепипеда по отношению к нагревательному элементу, и пружина может поддерживаться так, чтобы тянуть нагревательный элемент, когда образец прямоугольного параллелепипеда деформируется. Когда образец прямоугольного тела имеет большую теплопроводность, такой как стеклянный материал, а также пропускает тепловое излучение, нагревательный элемент нагревается до высокой температуры за короткое время, чтобы создать большую разницу температур в образце стекла, и формируется прямоугольное тело. В образце за короткое время создается разность температур, чтобы уменьшить погрешность из-за теплопроводности и передачи теплового излучения. Чтобы сократить время, необходимое для того, чтобы образец прямоугольного параллелепипеда раскололся из-за термического напряжения после нагрева образца прямоугольного параллелепипеда, материал и толщина нагревательного элемента могут быть соответствующим образом выбраны и установлены на соответствующее значение сопротивления. О разрушении образца прямоугольного параллелепипеда можно узнать, обнаружив внезапное уменьшение механической нагрузки, приложенной к образцу прямоугольного параллелепипеда. Температура поверхности прямоугольного образца, нагретого нагревательным элементом между поверхностью, где нагревательный элемент находится в тесном контакте, и поверхностью, где нагревательный элемент не находится в тесном контакте, может измеряться измеряется термометром термопары, проводом сопротивления, термометром, термисторным термометр и т.п. Когда образец прямоугольного параллелепипеда излучает тепловое излучение, предпочтительно использовать датчик температуры, который не поглощает тепловое излучение в максимально возможной степени для температуры поверхности, с которой нагревательный элемент не находится в тесном контакте. Образец прямоугольного параллелепипеда нагревается нагревательным элементом для создания теплового напряжения в образце прямоугольного параллелепипеда. В это время образец прямоугольного параллелепипеда поддерживается в трех точках в продольном направлении, а центр образца прямоугольного параллелепипеда в продольном направлении совмещен с опорой в центре трехточечной опоры. Образец прямоугольного параллелепипеда деформируется тепловым напряжением, создаваемым в образце прямоугольного параллелепипеда, и деформирующая сила в это время используется в качестве силы реакции для измерения с использованием датчика нагрузки или тому подобного. Для поддержки образца прямоугольного параллелепипеда и измерения силы реакции датчиком нагрузки может использоваться прибор для испытания на растяжение или прибор для испытания на сжатие, используемые для испытания материала на прочность.
Данное устройство принято авторами за прототип. Недостатком прототипа является невысокая точность измерения термопрочности из-за тесного контакта образца и нагревательного устройства и невозможность реализации корректировки компонентного состава формовочных (стержневых) смесей в программируемом устройстве.
Сущность предлагаемого изобретения состоит в следующем.
Способ и комплекс осуществляются следующим образом.
Основной компонент стержневых и/или формовочных смесей, из которых формируются формы и стержни - это кварцевый песок. Вспомогательные компоненты стержневых и/или формовочных смесей - связующие добавки, современные органические смолы. Применение тех или иных связующих в смесях влияют на технологические свойства форм и стержней, одно из которых - термостойкость. В настоящее время на крупных машиностроительных предприятиях в серийном производстве отсутствуют способы определения термопрочности стержневых и/или формовочных смесей лабораторным способом. Этот технологический параметр, можно лишь косвенно оценить по уровню брака при проведении производственных испытаний. Использование различных видов связующих известных производителей в серийном производстве может приводить к отличающимся результатам термопрочности получаемых литейных форм и стержней. Но чем ниже термопрочность, тем больше вероятность появления дефектов в отливке, таких как пригар, размыв, засор. При чрезмерно высоких значениях термопрочности будет ухудшаться линейная усадка и удаление стержней из полости отливки.
Таким образом, на производстве вопрос сравнительной оценки термопрочности в зависимости от применяемых типов связующих имеет важное значение при отработке и контроле технологии.
В настоящее время при принятии решения о приобретении связующих компонентов (смол для ХТС) для литейного производства оценка пригодности производится по параметрам: прочность на разрыв стандартного образца; сравнительная оценка газотворной способности; тест на потери при прокаливании. Однако данных тестов не всегда бывает достаточно, так как физические процессы, происходящие при заливке и кристаллизации отливок, значительно сложнее и требуют учитывать процесс разупрочнения формовочных (песчаных) и стержневых смесей в результате термического воздействия горячего металла. Способность противостоять разрушению при термическом воздействии заданной интенсивности при сохранении прочностных характеристик определяется коэффициентом термопрочности. Этот коэффициент, при условии нахождения в заданном технологическом диапазоне может свидетельствовать о соответствии литейных связующих требованиям технологического процесса и гарантировать приемлемый процент брака, обусловленный действующим уровнем технологии и применяемого оборудования.
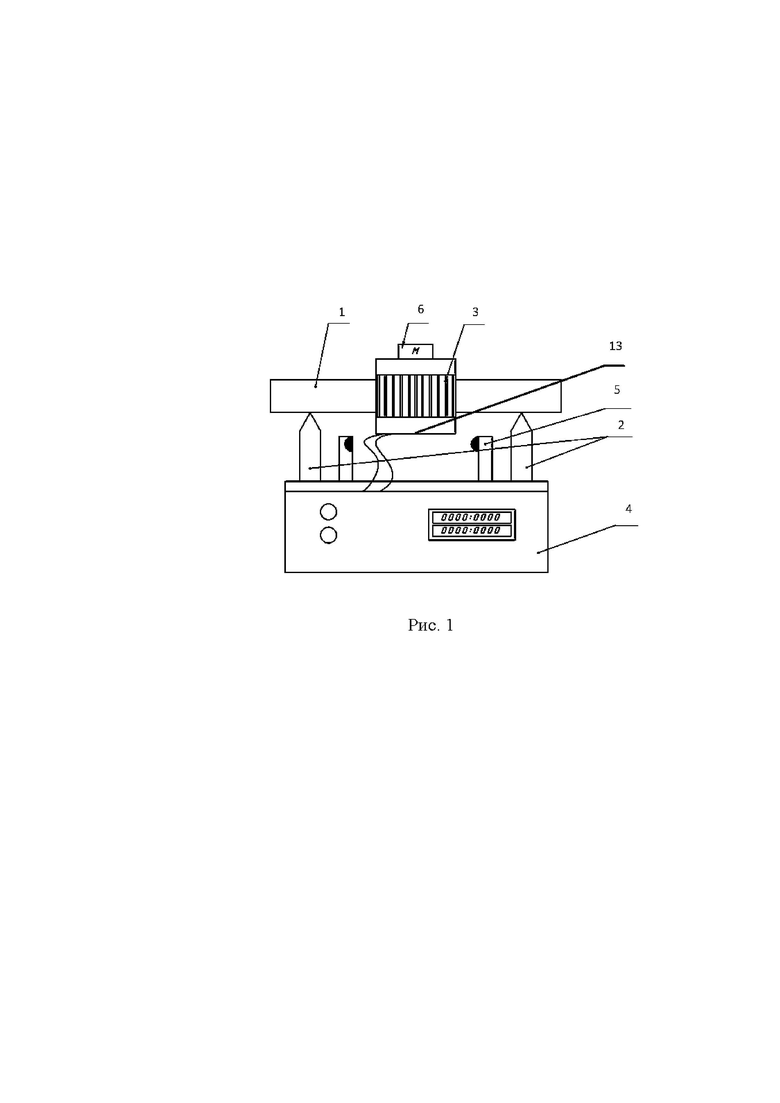
Сущность предлагаемого изобретения поясняется рис. 1. На рис. 1 изображен комплекс, при помощи которого осуществляется способ определения и оценки термопрочности стержневых и/или формовочных смесей.
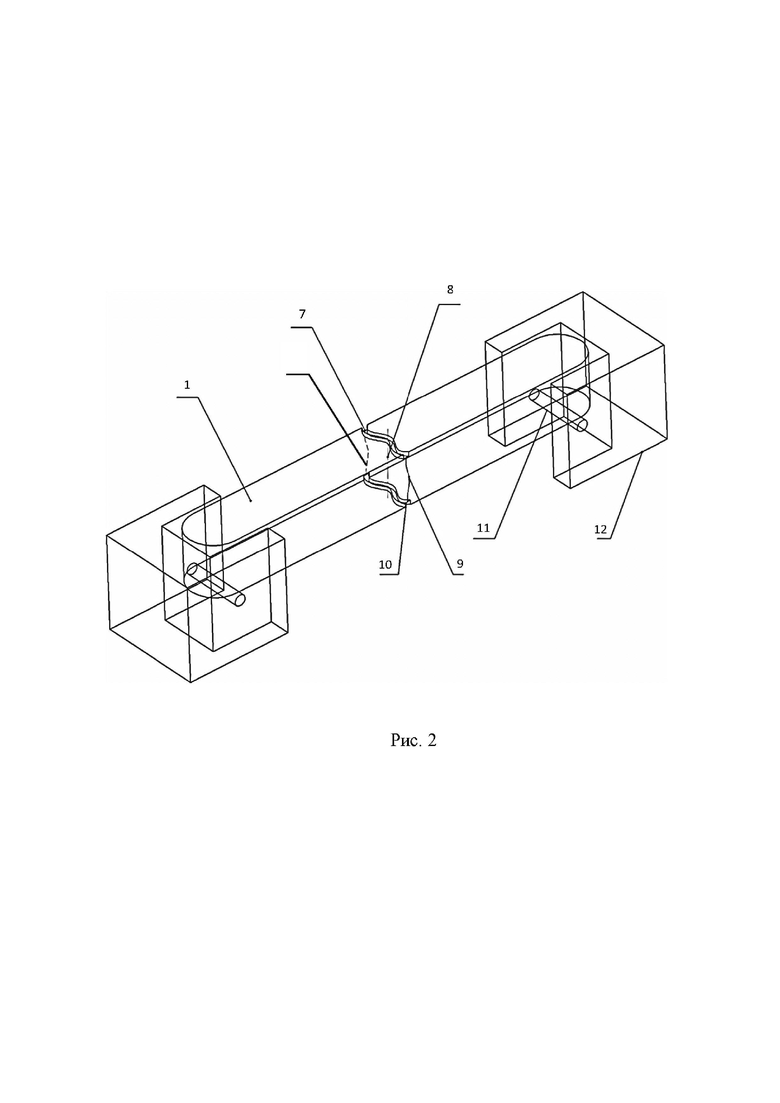
Сущность предлагаемого изобретения поясняется рис. 2. На рис. 2 изображен стандартный образец для проведения испытаний на термопрочность с боковыми ограничителями и опорными вращающимися роликами.
Способ осуществляется с применением комплекса, изображенного на рис. 1, где (1) - образец, (2) - опоры, установленные на основании, (3) - нагревательное устройство, имеющее корпус нагревательного устройства, с установленным в него нагревательным элементом и термодатчиком (в частном варианте в нагревательном устройстве в качестве нагревательного элемента используют нихромовую проволоку), (4) - программируемое устройство, в частном варианте контроллер (в частном варианте исполнения его верхняя часть корпуса является основанием опор), (5) - датчик, фиксирующий разрушение образца, (6) - грузик. При помощи термодатчика регулируется температура нагревательного элемента.
Образец может быть различных размеров, но в частном варианте исполнения размеры выполняют по ГОСТ 23409.7-78. Образец согласно ГОСТ 23409.7-78 должен быть следующих размеров: ширина образца 25 мм, высота образца 25 мм, а длина образца 200 мм. Образец выполнен из формовочной или стержневой смесей (в состав которых включено связующее), термопрочность которых исследуется в процессе осуществления способа определения термопрочности стержневых и формовочных смесей. В частном варианте исполнения образец может быть выполнен в форме параллелепипеда, в частом варианте со скругленными концами.
Способ осуществляют следующим образом. Образец устанавливают на две опоры, таким образом, чтобы соблюдалось расстояние между нижней точкой нагревательного устройства - 13 и программируемым устройством, необходимое и достаточное для определения датчиком момента разрушения образца. Это расстояние было установлено опытным путем, а именно, не менее 5 мм. Опытным путем установлено, если расстояние будет менее 5 мм, то может быть произведена фиксация датчиком в момент времени, не соответствующий полному разрушению образца. В зонах контакта опор и образца возникает сила трения.
В частном варианте выполнения опоры выбирают таким образом, чтобы они в своей верхней части были выполнены в форме конуса, что обеспечивает наименьшее действие силы трения в зоне контакта опор и образца. В результате чего, получается более «чистый» результат эксперимента, так как уменьшается погрешность. Образец размещают по центру нагревательного устройства таким образом, что средняя часть образца размещается внутри корпуса нагревательного устройства. Средняя часть образца размещается внутри нагревательного устройства, чтобы в сечении образца, в том месте, где находятся канавки (7) и (10), был осуществлен равномерный прогрев. В частном варианте выполнения изобретения нагревательное устройство выполняют П-образной формы, в частном варианте с отверстием. В частном варианте выполнения изобретения нагревательное устройство, имеющее П-образную форму, выполняют из нихромовой пластины. В частном варианте выполнения образец размещается с зазором не менее 1 мм с термодатчиком нагревательного устройства, установленным в корпусе нагревательного устройства. Опытным путем было установлено, что корпус нагревательного устройства размещается именно по центру образца, чтобы плечо нагрузки от обеих опор было одинаковым. Опытным путем было установлено, если зазор будет менее 1 мм, то песок из формовочной или стержневой смеси будет попадать на нагревательный элемент и изнашивать его. Для гарантированного разрушения образца по его оси симметрии (8) осуществляют выполнение на верхней и нижней поверхности образца по его поперечной оси симметрии двух канавок П-образного сечения (7) и (10), в форме синусоиды, с глубиной в диапазоне от 2 мм до 5 мм и шириной в диапазоне от 2 мм до 5 мм (фиг. 2). Канавки необходимы для того, чтобы трещины (9) образовывались в сечении по оси симметрии (8). Опытным путем доказано, что трещины будут образовываться в месте наименьшей площади сечения по оси симметрии, по которой осуществляют выполнение двух канавок. Опытным путем было определено, если сечение канавки будет V-образным или U-образным, то может происходить преждевременное разрушение стандартных образцов, так как при других видах сечений в материале смеси образуются при нагреве более высокие напряжения, по сравнению П-образным сечением за равный промежуток времени нагрева. Если меньше 2 мм будет глубина и ширина канавок, то сложнее будет сформировать поверхности канавки в смеси, и она будет иметь меньше влияния, как концентратор напряжений. Если больше 5 мм будет глубина и ширина канавок, то будет значительно уменьшена площадь сечения в месте разрушения, что также повлияет на точность результата в худшую сторону. Опытным путем установлено, что форма канавки должна быть синусоида, что позволяет увеличить длину концентратора по сравнению с формой канавки в виде прямой линии, и увеличить напряжения, возникающие при нагреве и нагружении образца, что увеличивает точность и повторяемость результатов измерений заявляемого способа.
Для гарантированного разрушения образец помещают в нагревательное устройство, имеющее массу, которая зависит от массы корпуса нагревательного устройства и массы термодатчика.
При установке образца на опоры внутри нагревательного устройства первоначально нагревательное устройство не включено, поэтому величина силы упругости (Fупр), возникающей в образце, равна величине силы тяжести (Fт), действующей на образец (сила тяжести самого образца плюс сила тяжести, действующая на нагревательное устройство), или больше ее. При нагревании величина силы упругости (Fупр), возникающей в образце, становится меньше величины силы тяжести (Fт), в результате чего формовочная или стержневая смесь разрушается. Разрушение возникает не сразу после включения нагревательного устройства, а через определенный период времени в момент времени разрушения - (tразрушения) при температуре разрушения (Тразрушения), фиксируемых датчиком, который передает данные в программируемое устройство.
Размеры образца подбираются в зависимости от массы нагревательного устройства, заданной технологически. Если массы образца недостаточно для его гарантированного разрушения, то в частном варианте выполнения образец дополнительно нагружают грузиком массой (mгрузика), под воздействием которого произойдет разрушение образца.
Опытным путем установлено, что образец необходимо нагреть до температуры разрушения (Тразрушения), которая должна быть не менее 300°С. Опять же опытным путем установлено, что если температура (Тразрушения) будет меньше 300°С, то может не произойти разрушения, образец не разрушится. Также установлено, что если (Тразрушения) будет больше 800°С, то разрушение образца всегда будет происходить при любом значении (Тразрушения), но при этом будет увеличиваться энергопотребление, что не имеет смысла, так как нецелесообразно.
Для гарантированного разрушения образца, выполненного по ГОСТ 23409.7-78 в частном варианте выполнения, производят нагрев образца в автоматическом цикле по заданному режиму нагрева со скоростью нагрева (V), заданной технологически. Скорость нагрева (V), заданная технологически, может быть различной. При этом используют диапазон температуры, в котором должно произойти разрушение от 300°С до 800°С.
Если же, например, площадь поперечного сечения будет больше, чем у образца по ГОСТ 23409.7-78, то опытным путем было определено, что скорость нагрева (V) должна быть в диапазоне от 30°С/мин до 70°С/мин. То есть для всех вариантов образцов скорость нагрева (V) может быть различной.
При нагреве образца, выполненного по ГОСТ 23409.7-78, при достижении критической температуры разрушения (Тразрушения) в диапазоне от 300°С до 800°С, под воздействием грузика (6) массой mгрузика в диапазоне от 50 гр. до 200 гр. происходит разрушение образца, а момент времени разрушения фиксируют датчиком разрушения образца, который передает данные в программируемой устройство. Опытным путем установлено, если при нагреве образца, выполненного по ГОСТ 23409.7-78, скорость нагрева (V) будет больше 80°С/мин, то точность измерения коэффициента термопрочности (k) уменьшится. Если же скорость нагрева (V) будет меньше 30°С/мин, то точность измерения коэффициента термопрочности также (k) уменьшается, при этом время измерения увеличивается, следовательно, трудоемкость увеличивается, что нецелесообразно. При этом установлено, что если при нагреве образца, выполненного по ГОСТ 23409.7-78, масса грузика (mгрузика) будет меньше 50 гр., то ее будет недостаточно для того, чтобы образовалось разрушение в образце при нагреве. Также установлено, если при нагреве образца, выполненного по ГОСТ 23409.7-78, выбрать массу масса грузика больше чем 200 гр., то образец может разрушиться только от нагрузки, но не от нагрева.
В нашем изобретении мы исследуем разрушение при нагреве и нагружении материала, сформированного из формовочной или стержневой смеси, в том числе, которые включают в себя связующее. Таким образом, мы исследуем, как именно материал образца реагирует на нагрев и может он противостоять ему или нет. Разрушение образца исследуется именно при нагреве, так как после исследования его материала (формовочной или стержневой смеси) на термопрочность, будет ясно, как именно будет воздействовать температура заливки металла в литейную форму на стержневую или формовочную смеси в процессе термического воздействия в процессе заливки.
Для предотвращения смещения образца в процессе проведения измерений, в частном варианте выполнения используют боковые ограничители (12) (рис. 2), форму которых выбирают таким образом, чтобы образец в процессе испытания не перемещался вперед - назад и влево - вправо. Их размеры подбираются в зависимости от размеров образца.
Для уменьшения силы трения образца об опоры в частном варианте выполнения используют опоры, выполненные в виде опорных вращающихся роликов (11), как показано на рис. 2.
В частном варианте выполнения, если образец выполнен по ГОСТ 23409.7-78, то используют опорные вращающиеся ролики d=2..15 мм. При этом если диаметр роликов будет меньше 2 мм, то сила трения будет больше и будет маленькая жесткость, что может привести к их прогибу, что повлияет на точность измерения показателя термопрочности (k) в худшую сторону. Если же диаметр будет больше 15 мм, то площадь контакта с образцом будет увеличиваться, что также будет влиять на точность измерения, так как сила трения будет выше.
Таким образом, в момент разрушения образец разрушается, в результате чего он падает, и происходит размыкание или замыкание электрической цепи, и этот момент времени (tразрушения) и температуру разрушения (Тразрушения) фиксирует датчик. Датчик в частном варианте исполнения может быть использован либо оптический, либо контактный. Данные параметры посредством электрической связи датчик передает на программируемое устройство для обработки.
Управление нагревательным устройством осуществляют при помощи программируемого устройства (4) (в частном варианте исполнения контроллером). Датчик связан с программируемым устройством посредством электрической связи. Нагревательное устройство, датчик и программируемое устройство соединены с источником питания посредством электрической связи.
В данном изобретении показатель термопрочности определяют по формуле

где: mгрузика - масса грузика, Тразрушения - температура разрушения, tразрушения - время разрушения.
В частном варианте выполнения изобретения в программируемом устройстве вычисляют зависимость между температурой разрушения (Тразрушения), временем разрушения (tразрушения) и массой грузика (mгрузика) по формуле (1). То есть, температура разрушения (Тразрушения), время разрушения (tразрушения) и масса грузика (mгрузика) необходимы для определения показателя термопрочности.
Показатели термопрочности (k) для набора статистики для дальнейшего их введения в программируемое устройство заранее (опытным путем) определяются для разных составов стержневых и формовочных смесей, заданных технологически, по формуле (1). Данные показатели термопрочности формовочных или стержневых смесей вводятся в программируемое устройство, а также вводятся соответствующие данным показателям термопрочности составы формовочных или стержневых смесей с определенными пропорциями исходных компонентов, заданные технологически. В вычислительном средстве реализуется сравнение вычисленного показателя термопрочности с показателями термопрочности, заданными технологически и введенными в программируемое устройство, и, соответственно, производится корректировка компонентного состава формовочных (стержневых) смесей, из которых состоит образец, в сторону уменьшения или увеличения компонентов формовочных (стержневых) смесей для того, чтобы компонентный состав соответствовал определенному составу, заданному технологически, и показателю термопрочности, который соответствует данному компонентному составу. Техническая проблема снижения дефектов достигается благодаря возможности сравнения коэффициента термопрочности (k) образцов, планируемых к использованию в дальнейшем производстве, с показателем термопрочности (k) уже используемых в технологии литейных связующих и заданным технологически.
В процессе нагревания смеси происходит процесс термодеструкции в связующем компоненте смеси, разрушении связи, у разных типов связующих этот процесс может начинаться при более низкой температуре либо при более высокой температуре. Опытным путем установлено, что при снижении показателя термопрочности (k) смесей по отношению к принятой технологии возможен повышенный брак полученных форм и стержней, тогда как при повышении показателя (k) происходит снижение брака изготовленных форм и стержней и, таким образом, имеется возможность выбрать более качественные компоненты составов формовочных или стержневых смесей, в том числе иное связующее других производителей, входящее в состав формовочных или стержневых смесей и соответствующее коэффициенту термопрочности (k), заложенному в технологии, тем самым обеспечивая его. Таким образом, обеспечивается оптимальный состав формовочных или стержневых смесей.
Таким образом, использование данного способа позволит подобрать оптимальный состав формовочных или стержневых смесей, выбрать наилучшие связующие материалы для обеспечения таких технологических свойств смесей, как показатель термопрочности (k), что в свою очередь позволит улучшить качество литых деталей.
Указанные комплекс и способ используются в литейном цехе предприятия Акционерное общество «Научно-производственная корпорация «Уралвагонзавод» имени Ф.Э. Дзержинского» и подтвердили свою технико-экономическую эффективность.
Источники информации:
1. Патент № CN105571973 «Экспериментальное устройство тепловой усталости и экспериментальный способ для нагрузки на постоянную нагрузку».
2. Патент № JP 2002022634 «Метод и оборудование для испытания на тепловой удар».
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытания связующих материалов для холоднотвердеющих смесей на термостойкость | 2023 |
|
RU2821224C1 |
| Связующее для формовочных и стержневых смесей литейного производства | 2021 |
|
RU2759346C1 |
| Способ изготовления литейных стержней и форм из жидкостекольных смесей | 2020 |
|
RU2735607C1 |
| Смесь для изготовления литейных форм и стержней и способ её приготовления | 2023 |
|
RU2813028C1 |
| СПОСОБ ОЦЕНКИ ИЗВЛЕКАЕМОСТИ СТЕРЖНЕВЫХ И ФОРМОВОЧНЫХ СМЕСЕЙ | 2021 |
|
RU2763105C1 |
| Смесь для изготовления литейных форм и стержней | 2022 |
|
RU2793659C1 |
| Способ испытания формовочных смесей | 1977 |
|
SU859866A1 |
| ОБРАЗЕЦ, ИССЛЕДУЕМЫЙ НА ИЗГИБ, ИЗ НАМАГНИЧИВАЮЩЕГОСЯ МАТЕРИАЛА И ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ОБРАЗЦА | 2004 |
|
RU2274846C2 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2012 |
|
RU2495731C1 |
| Устройство для испытания формовочных смесей | 1978 |
|
SU711426A1 |
Изобретения относятся к области литейного производства и предназначены для облегчения проведения сравнительных испытаний на термопрочность формовочных или стержневых смесей в системе взаимодействия металл - литейная форма. Комплекс содержит нагревательное устройство, имеющее корпус, с установленным в него термодатчиком и нагревательным элементом, программируемое устройство, осуществляющее управление нагревательным устройством, образец, размещенный на двух опорах, внутри корпуса нагревательного устройства, при этом корпус нагревательного устройства размещается по центру образца, и датчик, фиксирующий время разрушения и температуру разрушения и передающий данные в программируемое устройство. Нагревательное устройство, датчик и программируемое устройство соединены с источником питания посредством электрической связи, а комплекс дополнительно снабжен грузиком, предназначенным для нагружения образца. На верхней и нижней поверхности образца по его поперечной оси симметрии выполнены две канавки П-образного сечения, в форме синусоиды, с глубиной в диапазоне от 2 мм до 5 мм и шириной в диапазоне от 2 мм до 5 мм. Сущность способа: осуществляют размещение образца на двух опорах в комплексе для определения термопрочности стержневых и формовочных смесей, нагрев образца в автоматическом цикле до температуры, которая должна быть не менее 300°С, фиксацию времени разрушения и температуры разрушения, определение показателя термопрочности по формуле, введение в программируемое устройство статистически определенных показателей термопрочности формовочных или стержневых смесей и их компонентного состава, заданных технологически, сравнение рассчитанного по формуле показателя термопрочности с показателями термопрочности, заданными технологически, и введенными в программируемое устройство, корректировку компонентного состава формовочных или стержневых смесей, из которых состоит образец. Технический результат: определение с высокой степенью точности показателя термопрочности и возможность реализации корректировки компонентного состава формовочных (стержневых) смесей. 2 н. и 17 з.п. ф-лы, 2 ил.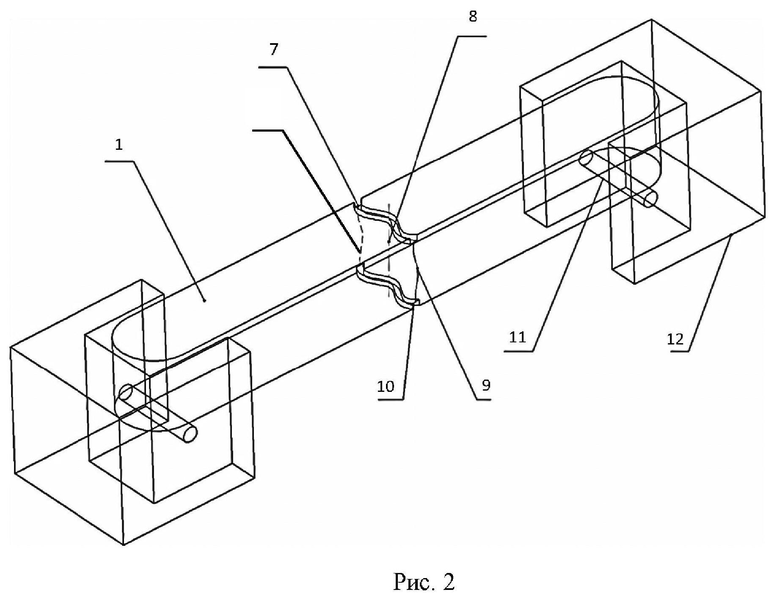
1. Комплекс для определения и оценки термопрочности стержневых или формовочных смесей, включающий нагревательное устройство, имеющее корпус, с установленным в него термодатчиком и нагревательным элементом, программируемое устройство, осуществляющее управление нагревательным устройством, образец, размещенный на двух опорах, внутри корпуса нагревательного устройства, при этом корпус нагревательного устройства размещается по центру образца, и датчик, фиксирующий время разрушения (tразрушения) и температуру разрушения (Тразрушения) и передающий данные в программируемое устройство, а нагревательное устройство, датчик и программируемое устройство соединены с источником питания посредством электрической связи, отличающийся тем, что на верхней и нижней поверхности образца по его поперечной оси симметрии выполнены две канавки П-образного сечения, в форме синусоиды, с глубиной в диапазоне от 2 мм до 5 мм и шириной в диапазоне от 2 мм до 5 мм, а комплекс дополнительно снабжен грузиком, предназначенным для нагружения образца.
2. Комплекс для определения и оценки термопрочности стержневых или формовочных смесей по п.1, отличающийся тем, образец размещают с зазором не менее 1 мм с термодатчиком, установленным в корпусе нагревательного устройства.
3. Комплекс для определения и оценки термопрочности стержневых или формовочных смесей по п.1, отличающийся тем, что в качестве программируемого устройства используют контроллер.
4. Комплекс для определения и оценки термопрочности стержневых или формовочных смесей по п.1, отличающийся тем, что датчик используют оптический.
5. Комплекс для определения и оценки термопрочности стержневых или формовочных смесей по п.1, отличающийся тем, что датчик используют контактный.
6. Комплекс для определения и оценки термопрочности стержневых или формовочных смесей по п.1, отличающийся тем, что ширина образца составляет 25 мм, высота - 25 мм, а длина - 200 мм.
7. Комплекс для определения и оценки термопрочности стержневых или формовочных смесей по п.1, отличающийся тем, что используют боковые ограничители.
8. Комплекс для определения и оценки термопрочности стержневых или формовочных смесей по п.1, отличающийся тем, что используют опорные вращающиеся ролики.
9. Комплекс для определения и оценки термопрочности стержневых или формовочных смесей по п.1, отличающийся тем, что диаметр опорных вращающихся роликов находится в интервале от 2 мм до 15 мм.
10. Комплекс для определения и оценки термопрочности стержневых или формовочных смесей по п.1, отличающийся тем, что для образца используют грузик, масса которого находится в диапазоне от 50 г до 200 г.
11. Комплекс для определения и оценки термопрочности стержневых или формовочных смесей по п.1, отличающийся тем, что программируемое устройство является основанием опор.
12. Комплекс для определения и оценки термопрочности стержневых или формовочных смесей по п.1, отличающийся тем, что в нагревательном устройстве используют нихромовую проволоку.
13. Комплекс для определения и оценки термопрочности стержневых или формовочных смесей по п.1, отличающийся тем, что нагревательное устройство выполняют П-образной формы.
14. Комплекс для определения и оценки термопрочности стержневых или формовочных смесей по п.13, отличающийся тем, что нагревательное устройство выполняют с отверстием.
15. Комплекс для определения и оценки термопрочности стержневых или формовочных смесей по п.1, отличающийся тем, что нагревательное устройство выполняют из нихромовой пластины.
16. Комплекс для определения и оценки термопрочности стержневых или формовочных смесей по п.1, отличающийся тем, что опоры выполнены в верхней части в форме конуса.
17. Комплекс для определения и оценки термопрочности стержневых или формовочных смесей по п.1, отличающийся тем, что образец выполняют в форме параллелепипеда.
18. Способ определения и оценки термопрочности стержневых или формовочных смесей, включающий:
использование в качестве комплекса для определения термопрочности стержневых и формовочных смесей комплекса по любому из пп.1-17,
размещение образца, на верхней и нижней поверхности которого по его поперечной оси симметрии выполнены две канавки П-образного сечения, в форме синусоиды, с глубиной в диапазоне от 2 мм до 5 мм и шириной в диапазоне от 2 мм до 5 мм, изготовленного из формовочной или стержневой смеси на две опоры,
фиксацию времени разрушения (tразрушения) и температуры разрушения (Тразрушения) датчиком, передающим данные в программируемое устройство,
нагрев образца в автоматическом цикле до температуры (Тразрушения), которая должна быть не менее 300°С,
определение показателя термопрочности по формуле

где mгрузика - масса грузика;
Тразрушения - температура разрушения;
tразрушения - время разрушения,
введение в программируемое устройство статистически определенных показателей термопрочности формовочных или стержневых смесей и их компонентного состава, заданных технологически,
сравнение рассчитанного по формуле показателя термопрочности с показателями термопрочности, заданными технологически, и введенными в программируемое устройство,
корректировка компонентного состава формовочных или стержневых смесей, из которых состоит образец.
19. Способ определения и оценки термопрочности стержневых или формовочных смесей по п.18, отличающийся тем, что показатель термопрочности вычисляют в программируемом устройстве.
| Способ определения термопрочности хрупких материалов | 1974 |
|
SU522450A1 |
| Способ испытаний хрупких материалов на термопрочность и устройство для его осуществления | 1980 |
|
SU926576A1 |
| Способ определения термопрочности хрупких материалов | 1983 |
|
SU1167479A1 |
| CN 202693430 U, 23.01.2013. | |||

