Изобретение относится к литейному производству.
Из исследованного заявителем уровня техники известен «Способ определения свойств и/или состава формовочных материалов для литейных форм и устройство для его осуществления» (заявка на изобретение 94013450/28, опубликовано 10.05.1996).
Способ определения свойств и/или состава формовочных материалов для литейных форм, при котором часть свойств определяют в испытательной гильзе с образцов формовочного материала, отличающийся тем, что на образце формовочного материала производят измерение ультразвука, причем независимо от этого проводят, по меньшей мере, измерение или определение другого свойства образца формовочного материала и из комбинированных результатов измерения ультразвука и дополнительного измерения определяют состав и/или формовочно-технологические свойства образца.
Указанное техническое решение не позволяет осуществлять оценку извлекаемости формовочного материала. Определение свойств формовочных материалов ультразвуком требует наличия специальных зондов и электроизмерительных приборов.
Известен «Способ определения извлекаемости стержней и форм» (патент на изобретение SU №1407657, опубликовано 07.07.1988). Данный способ предназначен для определения извлекаемости стержней и форм, изготавливаемых в нагреваемой или холодной оснастке в массовом производстве, включающий заполнение оснастки смесью, отверждение смеси, извлечение образца смеси из оснастки с одновременным определением удельного усилия извлечения, определения прочности образца, в котором с целью получения достоверных данных о конструкционно-технологических характеристиках реальных стержней и форм, извлекаемость определяют по соотношению между прочностью образца и удельным усилием извлечения.
Недостатками способа является то, что вывод о конструкционно-технологических характеристиках смеси делается не только на основе измерения удельного усилия извлечения, но и с обязательным учетом прочности исследуемой смеси, которая должна быть заранее известна, что требует дополнительных измерений для нахождения ее значения, а также проводятся расчеты, определяющие значение соотношения между вышеуказанными параметрами. При этом в случае корректировки состава смеси требуется проводить измерение и прочности смеси, и удельного усилия извлечения.
Указанный способ выбран в качестве прототипа для заявляемого изобретения.
Техническую задачу, которую решает заявляемое изобретение, является разработка способа оценки извлекаемости стержневых и формовочных смесей, позволяющего подобрать оптимальный состав и разделительного покрытия для обеспечения необходимых технологических свойств форм и смесей.
Достижение указанного технического результата при выполнении предлагаемого способа оценки извлекаемости стержневых и формовочных смесей, заключается в изготовлении экспериментального образца смеси и его предварительном уплотнении в гильзе с нанесенным разделительным покрытием, которая затем помещается в установку, предназначенную для измерения показателя извлекаемости, содержащую в основании кольцо, механический привод, приводящий в движение прижимной винт и передающий усилие поршню, соединенного с динамометром, фиксирующим числовое значение максимального усилия, прилагаемого на образец смеси до момента ее непосредственного сдвига.
Сущность заявляемого изобретения поясняется чертежом:
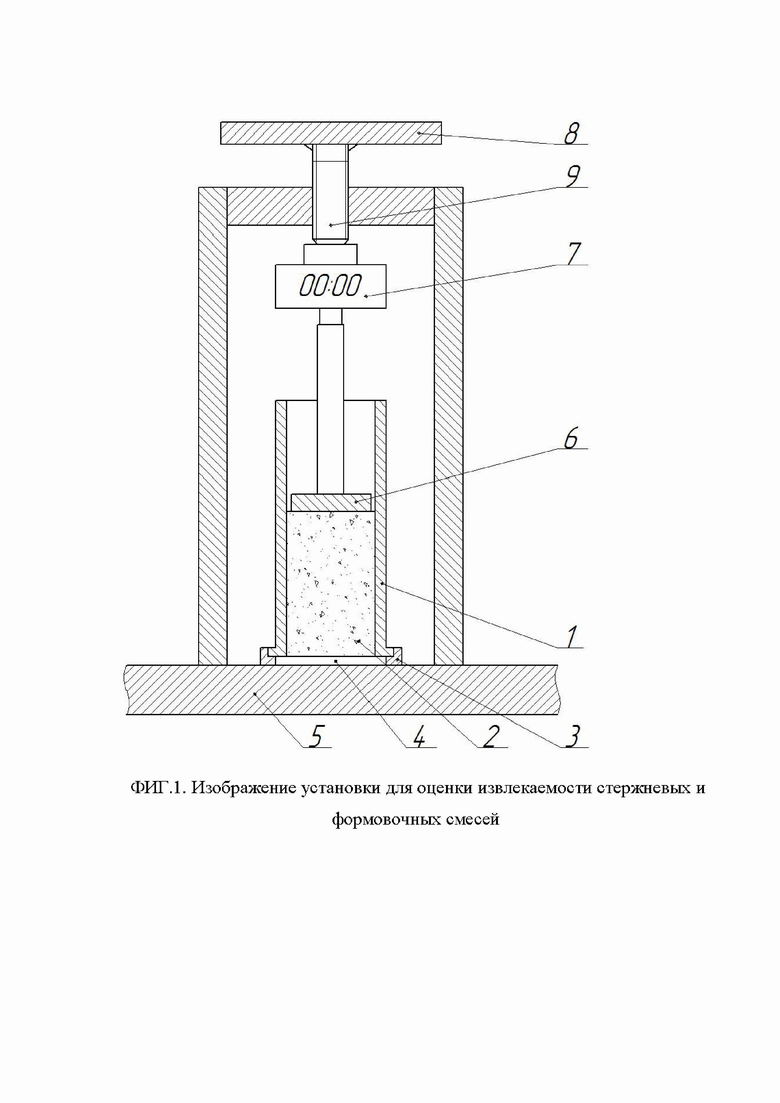
ФИГ. 1 - изображение установки для оценки извлекаемости стержневых и формовочных смесей.
В настоящее время в литейных цехах используются различные виды формовочных и стержневых смесей. Применение тех или иных компонентов в составе смеси влияет на технологические свойства форм и стержней, одним из которых является извлекаемость. Для улучшения извлекаемости также могут применяться специальные составы - разделительные покрытия. Некоторые смеси, в частности, холодно-твердеющие смеси (далее по тексту - ХТС), при полимеризации связующих имеют склонность к незначительному расширению объема, что затрудняет их извлекаемость из литейной оснастки. При плохой извлекаемости возможно появление таких дефектов форм и стержней, как подрывы, трещины, рыхлоты, что может приводить к браку отливок. Таким образом, на производстве часто возникает потребность в сравнительной оценке извлекаемости новой по составу смеси и применяемого разделительного покрытия.
Предложенный способ оценки извлекаемости стержневых и формовочных смесей осуществляется в лабораторных условиях, приближенных к реальным, следующим образом. Подготовленный экспериментальный образец смеси предварительно уплотняется в гильзе (поз.1) с нанесенным разделительным покрытием тремя ударами на стандартном лабораторном копре марки 5033А (ГОСТ 23409.13-78). В частном варианте исполнения способа, гильза изготавливается из того же материала, что и модельно-стержневая оснастка: алюминий, чугун, сталь, пластик. Если в состав смеси входят компоненты, например ХТС, требующие время для прохождения процесса полимеризации, то необходимо в зависимости от типа ХТС процесса провести предварительную выдержку смеси внутри гильзы, либо произвести продувку газообразными веществами соответствующими типу ХТС процесса в течение необходимого промежутка времени, с целью гарантированного достижения образцом смеси целевых параметров физико-механических свойств, а затем непосредственно проводить измерения показателя извлекаемости. Далее проводится измерение на установке, изображенной на фиг.1, предназначенной для оценки образцов формовочной и стержневой смеси на извлекаемость. Для этого гильза (поз.1) с образцом смеси (поз.2) устанавливается на кольцо (поз.3), расположенное в основании установки и обеспечивающее гарантированный зазор (поз.4) между образцом смеси (поз.2) и основанием корпуса (поз.5) установки. Сверху на образец устанавливается поршень (поз.6) соединенный с динамометром (поз.7). Посредством механического привода (поз.8) прижимной винт (поз.9) приводится в движение и упирается в площадку динамометра (поз.7) и передает усилие поршню (поз.6). В результате поршень воздействует на образец смеси (поз.2), которая противодействует усилию поршня за счет сил трения о поверхность гильзы (поз.1) до тех пор, пока образец смеси (поз.2) не сдвинется относительно гильзы (поз.1) в направлении зазора (поз.4). Во время воздействия поршня (поз.6) на образец смеси (поз.2) на динамометре (поз.7) фиксируется усилие, прилагаемое к поршню (поз.6), которое увеличивается от нулевого до максимального значения. В качестве показателя извлекаемости образца смеси принимается максимально достигнутое усилие, зафиксированное на динамометре (поз.6) в ньютонах до момента непосредственного сдвига образца смеси (поз.2) относительно гильзы (поз.1) в направлении зазора (поз.4).
Далее, полученное значение показателя извлекаемости образца экспериментального состава смеси сравнивают с эталонным значением извлекаемости. В качестве эталонного значения показателя извлекаемости для конкретного типа стержневой или формовочной смеси принимается показатель извлекаемости соответствующего по назначению образца смеси и применяемого с ним разделительного покрытия, полученных по действующей технологии и обеспечивающих показатель брака отливок, не превышающий установленные планово-нормативные значения. Сравнение полученного значения показателя извлекаемости с эталонным значением показателя извлекаемости осуществляется следующим образом: если полученный показатель извлекаемости не превышает эталонный показатель извлекаемости более чем на 10%, то экспериментальный состав смеси и применяемое разделительное покрытие считаются пригодными к применению в производстве; если полученное значения показателя извлекаемости превышает эталонное значением показателя извлекаемости более чем на 10%, то необходимо провести доработки либо по экспериментальному составу смеси, либо по разделительному покрытию, либо по обоим составам.
Таким образом, предлагаемый способ оценки извлекаемости стержневых и формовочных смесей позволяет подобрать оптимальный состав формовочной и стержневой смеси для обеспечения необходимых технологических свойств форм и смесей, а также разделительных покрытий, что в свою очередь позволяет улучшить качество литейных форм и стержней, а, следовательно, и отливок.
Способ оценки извлекаемости стержневых и формовочных смесей внедрен в технологическом производстве в АО «Научно-производственная корпорация «Уралвагонзавод» и подтвердил свою технико-экономическую эффективность, по сравнению с ранее используемыми способами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения и оценки термопрочности стержневых или формовочных смесей и комплекс для его осуществления | 2021 |
|
RU2786793C1 |
| Способ определения индекса пластичности формовочных и стержневых смесей | 2018 |
|
RU2682262C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФОРМАЦИИ ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХ СМЕСЕЙ | 2022 |
|
RU2791858C1 |
| Способ определения извлекаемости стержней и форм | 1987 |
|
SU1407657A1 |
| Способ расчета свойств формовочных песков, способ расчета компонентного состава формовочных и/или стержневых смесей, устройство для расчета свойств формовочных песков и/или компонентного состава формовочных и/или стержневых смесей, машиночитаемый носитель данных для его осуществления | 2016 |
|
RU2654384C2 |
| Способ изготовления литейных форм и стержней по технологии формовки холодно-твердеющих смесей (ХТС) в модельно-стержневую оснастку, формообразующая которой изменяет геометрию за короткое время | 2022 |
|
RU2804514C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ СТЕРЖНЕВЫХ И ФОРМОВОЧНЫХ СМЕСЕЙ | 1973 |
|
SU405047A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБЪЕМА И СОСТАВОВ ТОКСИЧНЫХ ГАЗОВЫДЕЛЕНИЙ | 2010 |
|
RU2455109C2 |
| СПОСОБ ОТВЕРЖДЕНИЯ ЖИДКОСТЕКОЛЬНОЙ СМЕСИ ПРИ ИЗГОТОВЛЕНИИ ФОРМ И СТЕРЖНЕЙ | 2021 |
|
RU2764908C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЖИВУЧЕСТИ ХОЛОДНОТВЕРДЕЮЩИХ ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХ СМЕСЕЙ | 2022 |
|
RU2797839C1 |
Изобретение относится к литейному производству. Способ оценки извлекаемости стержневых и формовочных смесей заключается в изготовлении экспериментального образца смеси и его предварительном уплотнении в гильзе с нанесенным разделительным покрытием, которая затем помещается в установку, предназначенную для измерения показателя извлекаемости, содержащую в основании кольцо, обеспечивающее гарантированный зазор между образцом смеси и основанием установки, механический привод, приводящий в движение прижимной винт и передающий усилие поршню, соединенному с динамометром, фиксирующим числовое значение максимального усилия, прилагаемого на образец смеси до момента его непосредственного сдвига относительно гильзы в направлении зазора. Изобретение позволяет подобрать оптимальный состав формовочной и стержневой смеси для обеспечения необходимых технологических свойств форм и смесей, а также разделительных покрытий, что в свою очередь позволяет улучшить качество литейных форм и стержней, а следовательно, и отливок. 2 з.п. ф-лы, 1 ил.
1. Способ оценки извлекаемости стержневых и формовочных смесей, включающий изготовление экспериментального образца смеси и его предварительное уплотнение в гильзе, отличающийся тем, что измерение показателя извлекаемости проводится с помощью установки, содержащей в основании кольцо, обеспечивающее гарантированный зазор между образцом смеси и основанием установки, механический привод, приводящий в движение прижимной винт и передающий усилие поршню, соединенному с динамометром.
2. Способ по п. 1, отличающийся тем, что гильза изготавливается из того же материала, что и модельно-стержневая оснастка: алюминий, чугун, сталь, пластик.
3. Способ по п. 1, отличающийся тем, что используется гильза с нанесенным разделительным покрытием.
| Способ определения извлекаемости стержней и форм | 1987 |
|
SU1407657A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СВОЙСТВ И/ИЛИ СОСТАВА ФОРМОВОЧНЫХ МАТЕРИАЛОВ ДЛЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2140074C1 |
| Способ определения сил взаимодействия стержня с нагреваемой оснасткой | 1980 |
|
SU921665A1 |
| Устройство для определения длительности твердения смесей | 1980 |
|
SU1004849A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ Л\НОГОСЛОЙНОЙ ТОНКОПЛЕНОЧНОЙ СТРУКТУРЫ | 0 |
|
SU253197A1 |

