Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для оценки толщины затвердевшей корочки в кристаллизаторе и способу оценки толщины затвердевшей корочки в кристаллизаторе.
Уровень техники
В машине для непрерывного литья заготовок расплавленная сталь непрерывно нагнетается из разливочного устройства, охлаждается кристаллизатором, в который встроена охлаждаемая водой труба, и извлекается из нижней части кристаллизатора. При выполнении процесса непрерывного литья заготовок всё в большей степени требуется повышение производительности за счет высокоскоростного литья. Однако повышение скорости литья уменьшает толщину затвердевшей корочки литого сляба в нижней концевой части кристаллизатора или обусловливает неравномерное распределение толщины затвердевшей корочки. Соответственно, когда область с небольшой толщиной затвердевшей корочки поступает к выходу из кристаллизатора, может иметь место так называемый прорыв, при котором затвердевшая корочка разрушается, что ведет к вытеканию жидкой стали. Если происходит прорыв, работа прекращается на длительное время, что значительно снижает производительность. Следовательно, существует потребность в разработке способа, обеспечивающего точное прогнозирование опасности прорыва с выполнением высокоскоростного литья; для решения указанной проблемы был предложен ряд способов. Например, в Патентной литературе 1 описывается способ, в котором толщина затвердевшей корочки в заданном месте от поверхности расплавленного металла в направлении выхода кристаллизатора оценивается на основе профиля потока тепла до тех пор, пока расплавленная сталь не достигнет выхода кристаллизатора от поверхности расплавленного металла, и на основе этого прогнозируется толщина затвердевшей корочки у выхода кристаллизатора.
Перечень противопоставленных документов
Патентная литература
Патентная литература 1: выложенная заявка на патент Японии № 2011-79023
Патентная литература 2: выложенная заявка на патент Японии № 2016-16414
Непатентная литература 1: Material Transactions, том 45 (1981 г.), № 3, стр. 242
Сущность изобретения
Техническая проблема
Однако способ, описанный в Патентной литературе 1, рассматривает тепло, подводимое к границе затвердевания потоком жидкой стали в кристаллизаторе только в нормальном состоянии. Таким образом, в способе, описанном в Патентной литературе 1, считается, что при отклонении теплосодержания из-за неустановившегося изменения потока жидкой стали оценочная величина толщины затвердевшей корочки может варьироваться. Кроме того, в способе, описанном в Патентной литературе 1, вычисление теплопереноса выполняется по одной координате, и оценивается только распределение в направлении высоты толщины затвердевшей корочки. Однако, даже когда положение высоты одно и то же, толщина затвердевшей корочки фактически варьируется в направлении ширины и направлении толщины кристаллизатора. Таким образом, с помощью способа, описанного в Патентной литературе 1, нельзя прогнозировать локальное утонение затвердевшей корочки в направлении ширины и направлении толщины кристаллизатора.
С учетом вышеописанной проблемы настоящее изобретение предлагает устройство для оценки толщины затвердевшей корочки в кристаллизаторе и способ для оценки толщины затвердевшей корочки в кристаллизаторе, которые позволяют с высокой точностью оценивать толщину затвердевшей корочки в кристаллизаторе, включая направление ширины и направлении толщины кристаллизатора.
Решение проблемы
Устройство для оценки толщины затвердевшей корочки в кристаллизаторе по настоящему изобретению содержит: входное устройство, выполненное с возможностью приема входных данных о результатах измерений температуры и компонентов жидкой стали в промежуточном ковше оборудования для непрерывного литья заготовок, о результатах измерения ширины, толщины и скорости литья слябовой заготовки, отливаемой в указанном оборудовании для непрерывного литья заготовок, и о распределении скорости потоков жидкой стали в кристаллизаторе; базу данных моделей, выполненную с возможностью хранения математического выражения модели и параметра, относящегося к реакции затвердевания жидкой стали в кристаллизаторе указанного оборудования для непрерывного литья заготовок; преобразователь, выполненный с возможностью преобразования скорости потока жидкой стали в кристаллизаторе, вводимой во входное устройство, в параметр теплопроводности; и устройство расчета модели теплопереноса, выполненное с возможностью оценки толщины затвердевшей корочки в кристаллизаторе на основе распределения температуры кристаллизатора и стали в кристаллизаторе, вычисляемых посредством решения трехмерного нестационарного уравнения теплопроводности с использованием результатов измерений температуры и компонентов жидкой стали в промежуточном ковше указанного оборудования для непрерывного литья заготовок, указанных результатов измерения ширины, толщины и скорости литья слябовой заготовки, отливаемой в указанном оборудовании для непрерывного литья заготовок, указанного математического выражения модели, указанного параметра и указанного параметра теплопроводности, вычисляемого преобразователем.
В вышеописанном устройстве для оценки толщины затвердевшей корочки в кристаллизаторе по настоящему изобретению преобразователь выполнен с возможностью преобразования скорости потока жидкой стали в области, имеющей температуру выше температуры солидуса жидкой стали и ниже температуры ликвидуса жидкой стали, в параметр теплопроводности.
В вышеописанном устройстве для оценки толщины затвердевшей корочки в кристаллизаторе по настоящему изобретению устройство расчета модели теплопереноса выполнено с возможностью вычисления величины усадки при затвердевании жидкой стали на основе распределения температуры стали в кристаллизаторе и вычисления общего коэффициента теплопереноса между кристаллизатором и затвердевшей корочкой на основе величины усадки при затвердевании.
В вышеописанном устройстве для оценки толщины затвердевшей корочки в кристаллизаторе по настоящему изобретению устройство расчета модели теплопереноса выполнено с возможностью вычисления трехмерного нестационарного теплопереноса посредством вертикального расположения моделей расчета двухмерного нестационарного теплопереноса, разделенных в направлении высоты кристаллизатора.
Способ оценки толщины затвердевшей корочки в кристаллизаторе по настоящему изобретению включает в себя этап ввода данных для ввода результатов измерения температуры и компонентов жидкой стали в промежуточном ковше оборудования для непрерывного литья заготовок, результатов измерения ширины, толщины и скорости литья слябовой заготовки, отливаемой в указанном оборудовании для непрерывного литья заготовок, и распределения скорости потоков жидкой стали в кристаллизаторе; этап преобразования для преобразования скорости потока жидкой стали в кристаллизаторе, введенной на этапе ввода, в параметр теплопроводности; и этап расчета модели теплопереноса, на котором оценивают толщину затвердевшей корочки на основе распределения температуры кристаллизатора и стали в кристаллизаторе, вычисляемых посредством решения трехмерного нестационарного уравнения теплопроводности с использованием указанных результатов измерения температуры и компонентов жидкой стали в промежуточном ковше указанного оборудования для непрерывного литья заготовок, указанных результатов измерения ширины, толщины и скорости литья слябовой заготовки, отливаемой в указанном оборудовании для непрерывного литья заготовок, математического выражения модели и параметра, относящегося к реакции затвердевания жидкой стали в кристаллизаторе указанного оборудования для непрерывного литья заготовок, и указанного параметра теплопроводности, вычисленного на этапе преобразования.
В вышеописанном способе для оценки толщины затвердевшей корочки в кристаллизаторе по настоящему изобретению этап преобразования включает в себя этап преобразования скорости потока жидкой стали в области, имеющей температуру выше температуры солидуса жидкой стали и ниже температуры ликвидуса жидкой стали, в параметр теплопроводности.
В вышеописанном способе для оценки толщины затвердевшей корочки в кристаллизаторе по настоящему изобретению этап расчета модели теплопереноса включает в себя этап вычисления величины усадки при затвердевании жидкой стали на основе распределения температуры стали в кристаллизаторе и вычисления общего коэффициента теплопереноса между кристаллизатором и затвердевшей корочкой на основе величины усадки при затвердевании.
В вышеописанном способе для оценки толщины затвердевшей корочки в кристаллизаторе по настоящему изобретению этап расчета модели теплопереноса включает в себя этап выполнения расчета трехмерного нестационарного теплопереноса посредством вертикального расположения двухмерных моделей расчета нестационарного теплопереноса, разделенных в направлении высоты кристаллизатора.
Полезные эффекты изобретения
С помощью устройства для оценки толщины затвердевшей корочки в кристаллизаторе и способа оценки толщины затвердевшей корочки в кристаллизаторе по настоящему изобретению можно с высокой точностью оценивать толщину затвердевшей корочки в кристаллизаторе, включая направление ширины и направление толщины кристаллизатора.
Краткое описание чертежей
Фиг. 1 – схематический вид конфигурации устройства для оценки толщины затвердевшей корочки в кристаллизаторе по варианту выполнения настоящего изобретения;
фиг. 2 – схематический вид примера конфигурации одномерной модели расчета нестационарного теплопереноса;
фиг. 3 – график примера зависимости между скоростью потока жидкой стали и величиной уменьшения тепла в кристаллизаторе;
фиг. 4 – график примера зависимости между теплопроводностью полузатвердевшей области и величиной уменьшения тепла в кристаллизаторе;
фиг. 5 – график примера зависимости между скоростью потока жидкой стали и теплопроводностью в полузатвердевшей области;
фиг. 6 – схема процесса для оценки толщины затвердевшей корочки в кристаллизаторе по варианту выполнения настоящего изобретения;
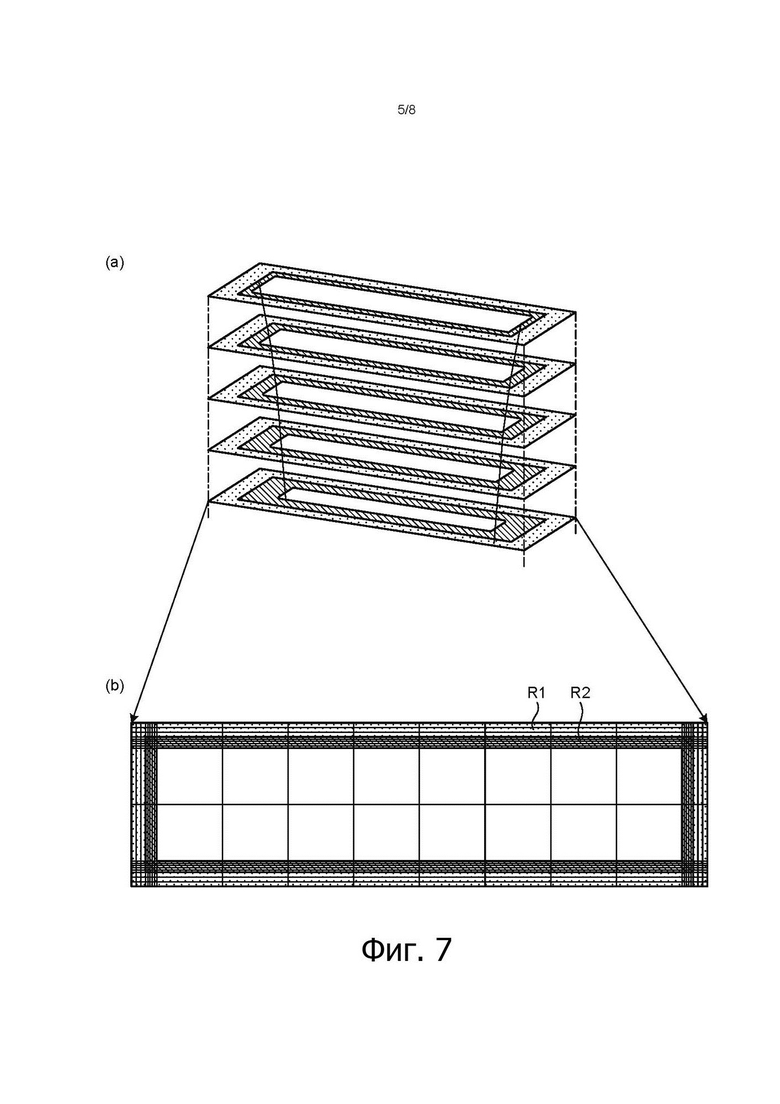
фиг. 7 – схематический вид примера конфигурации трехмерной модели расчета нестационарного теплопереноса;
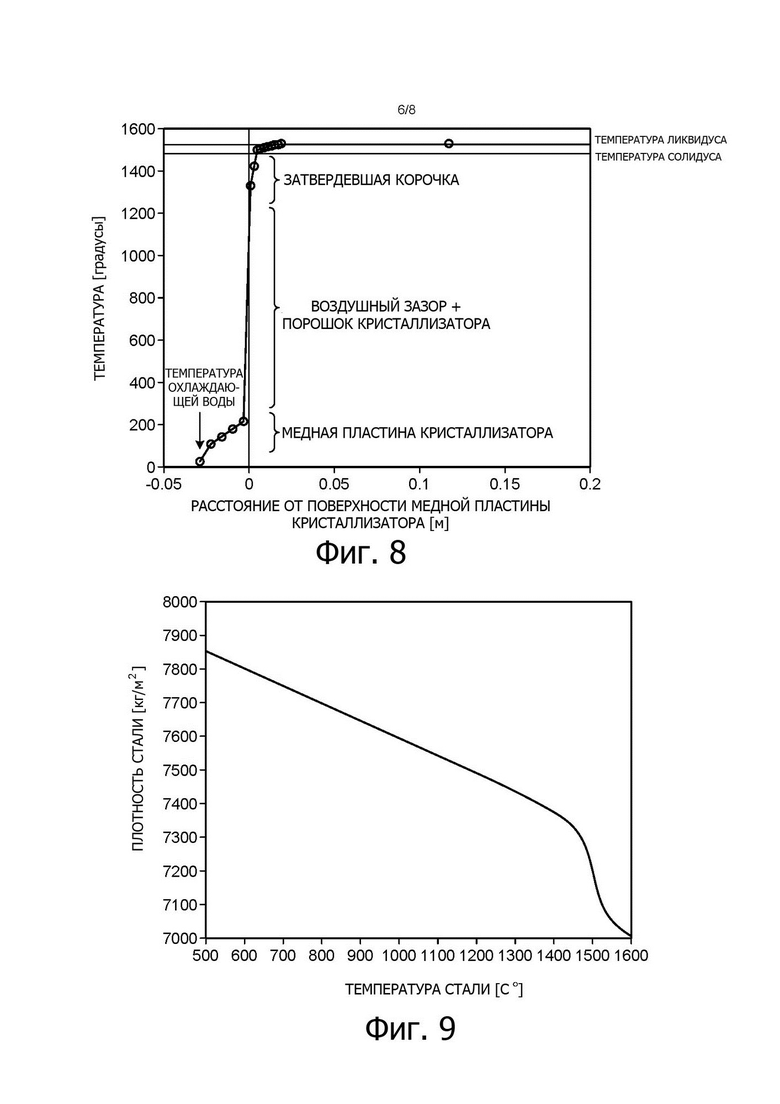
фиг. 8 – график примера зависимости между расстоянием от поверхности медной пластины кристаллизатора и температурой;
фиг. 9 – схема, показывающая пример зависимости между температурой стали и ее плотностью;
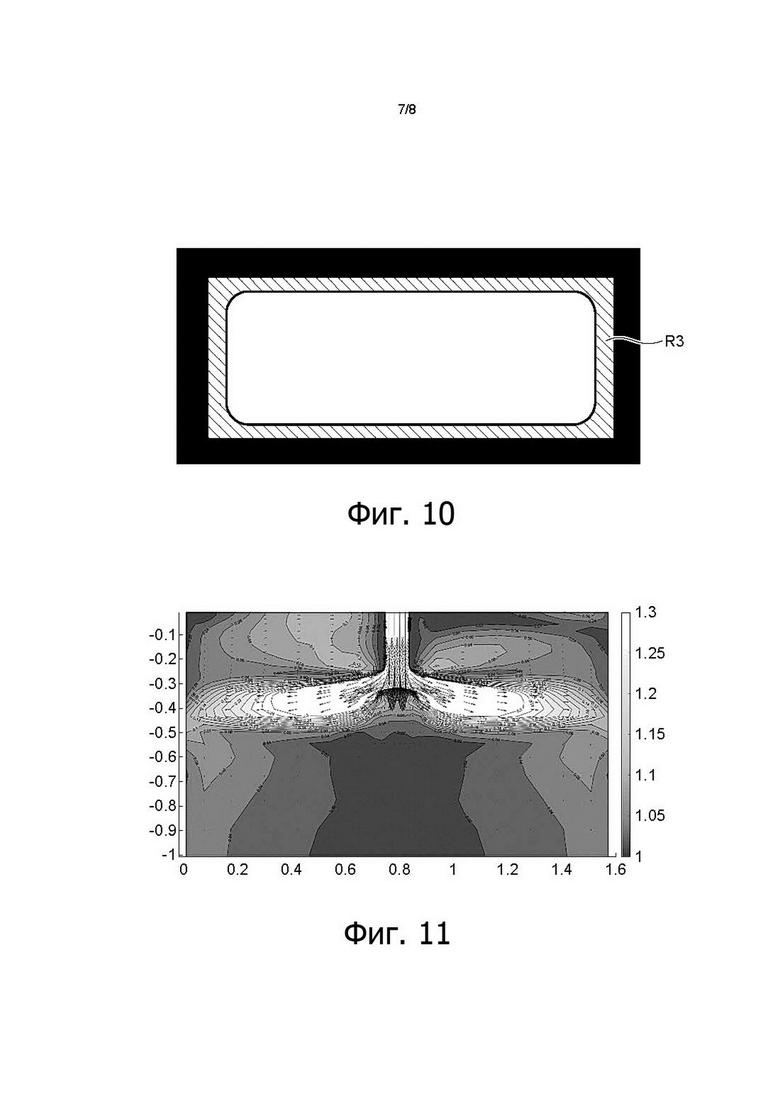
фиг 10 – изображение примера распределения толщины затвердевшей корочки, полученной в случае, когда трехмерная модель расчета нестационарного теплопереноса вычисляется без использования распределения потоков жидкой стали в качестве входного условия;
фиг. 11 - изображение примера трехмерного распределения потоков жидкой стали в кристаллизаторе;
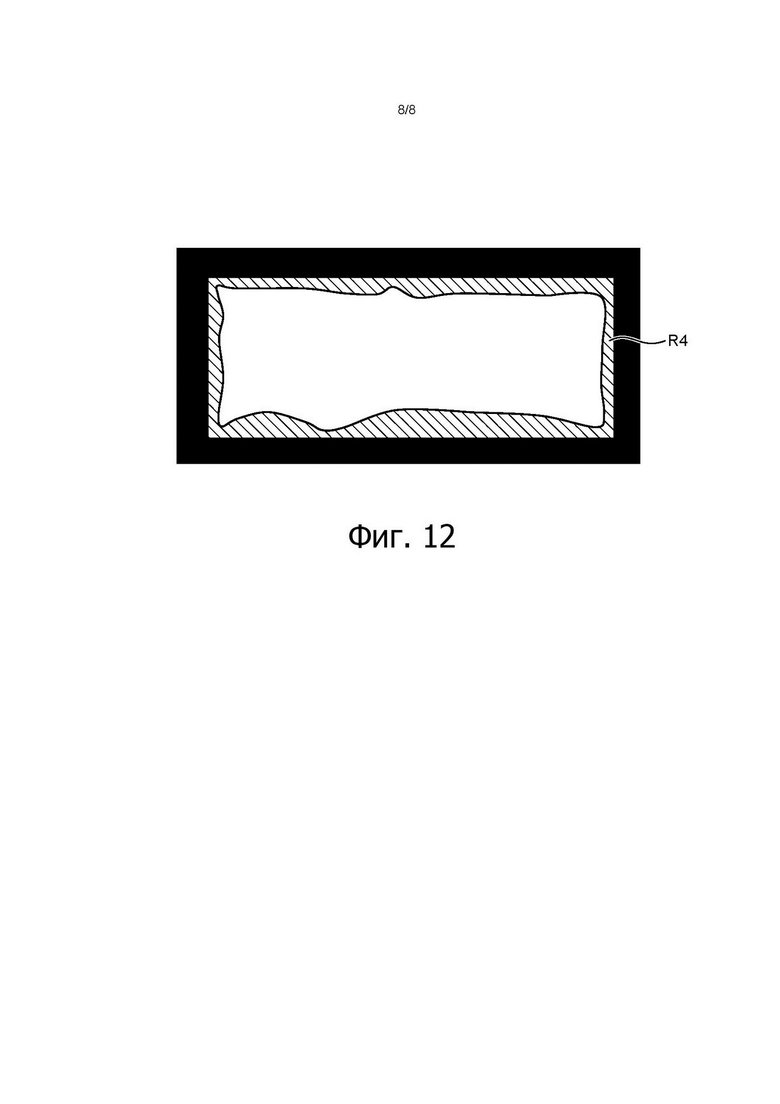
фиг. 12 – изображение примера распределения толщины затвердевшей корочки полученного в случае, когда трехмерная модель расчета нестационарного теплопереноса вычисляется с использованием трехмерного распределения потоков жидкой стали в кристаллизаторе в качестве входного условия.
Описание вариантов осуществления изобретения
Ниже приведено детальное описание конфигурации устройства для оценки толщины затвердевшей корочки в кристаллизаторе по варианту выполнения настоящего изобретения и его функционирования со ссылкой на приложенные чертежи.
Конфигурация устройства для оценки толщины затвердевшей корочки в кристаллизаторе
Прежде всего, со ссылкой на фиг. 1 будет приведено описание конфигурации устройства для оценки толщины затвердевшей корочки в кристаллизаторе согласно варианту осуществления настоящего изобретения.
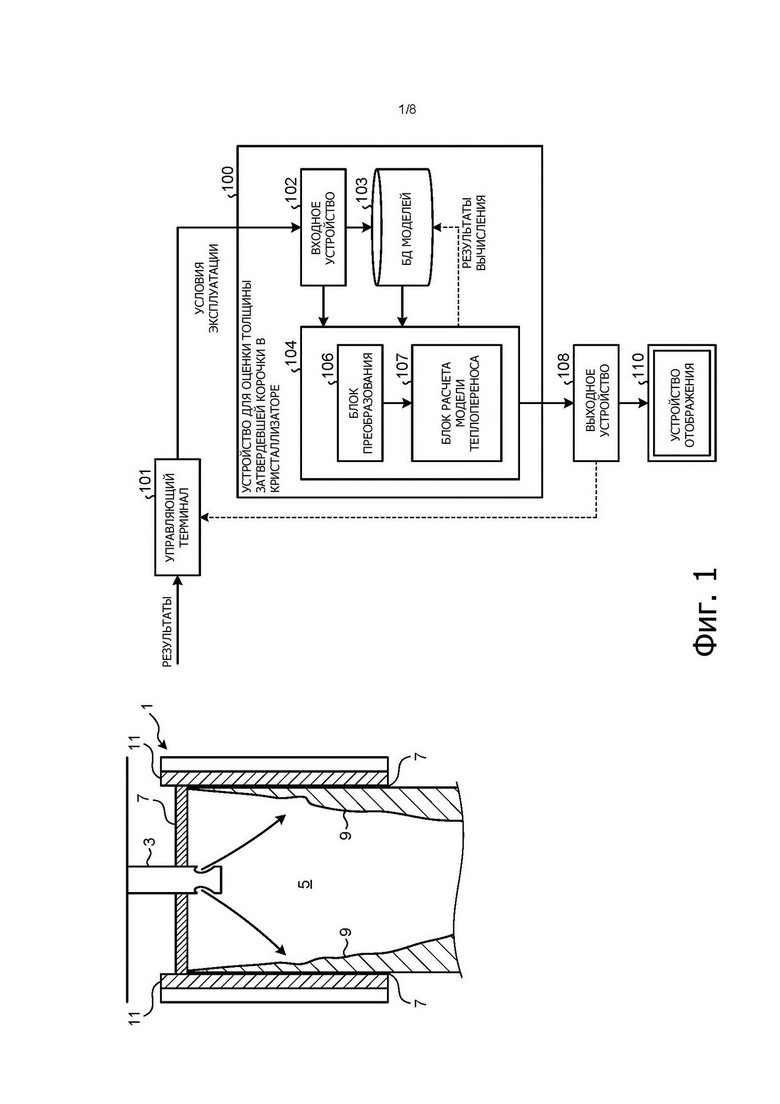
На фиг. 1 представлен схематический вид, показывающий компоновку устройства для оценки толщины затвердевшей корочки в кристаллизаторе согласно варианту осуществления настоящего изобретения. Как показано на фиг. 1, устройство 100 для оценки толщины затвердевшей корочки в кристаллизаторе согласно варианту осуществления настоящего изобретения является устройством для оценки толщины затвердевшей корочки 9 (толщины затвердевшей корочки в кристаллизаторе), образованной посредством затвердевания жидкой стали 5 в кристаллизаторе 1 в оборудовании для непрерывного литья заготовок в сталелитейной промышленности. Полученная информация (результаты измерения) о глубине погружения погружного стакана 3 в оборудовании для непрерывного литья заготовок и скорости заливки расплава, расстоянии между медными пластинами 11 для выполнения литья, которое соответствует ширине и толщине слябовой заготовки, отливаемого в оборудовании для непрерывного литья, а также о компонентах и температуре жидкой стали 5 в промежуточном ковше оборудования для непрерывного литья заготовок передается на управляющий терминал 101. Следует отметить, что позиция 7 на фиг. 1 обозначает порошок для кристаллизатора.
Система управления, с которой используются устройство 100 для оценки толщины затвердевшей корочки в кристаллизаторе и способ оценки толщины затвердевшей корочки в кристаллизаторе, в качестве основных компонентов содержит управляющий терминал 101, устройство 100 для оценки толщины затвердевшей корочки в кристаллизаторе, выходное устройство 108 и устройство 110 отображения. Управляющий терминал 101 образован устройством обработки информации, таким как персональный компьютер или рабочая станция, и собирает конечную информацию различного характера, такую как распределение толщины затвердевшей корочки в кристаллизаторе, температура медной пластины 11 и оценочное значение величины уменьшения тепла в кристаллизаторе.
Устройство 100 для оценки толщины затвердевшей корочки в кристаллизаторе образовано устройством обработки информации, таким как персональный компьютер или рабочая станция. Устройство 100 для оценки толщины затвердевшей корочки в кристаллизаторе содержит входное устройство 102, базу данных моделей (БД моделей) 103 и блок 104 арифметической обработки.
Входное устройство 102 является интерфейсом, для входа в который вводится конечная информация различного характера, относящаяся к оборудованию для непрерывного литья заготовок. Входное устройство 102 является клавиатурой, мышью, указательным устройством, устройством приема данных, графическим интерфейсом пользователя (GUI) и т.п. Входное устройство 102 принимает конечную информацию, значение для настройки параметров и т.п. извне и записывает эту информацию в БД моделей 103 или передает эту информацию в блок 104 арифметической обработки. Конечная информация вводится во входное устройство 102 с управляющего терминала 101. Конечная информация включает в себя глубину погружения погружного стакана 3 и скорость литья, расстояние между медными пластинами 11 кристаллизатора, соответствующее ширине и толщине отливаемой слябовой заготовки, и информацию о компонентах и информацию о температуре или т.п. жидкой стали 5.
БД моделей 103 является устройством хранения данных, которое хранит информацию о математических выражениях моделей, относящихся к реакции затвердевания жидкой стали 5 в оборудовании для непрерывного литья заготовок. БД моделей 103 хранит параметры математических выражений моделей в качестве информации о математических выражениях моделей, относящихся к реакции затвердевания жидкой стали 5. Кроме того, БД моделей 103 хранит информацию различного характера, которая вводится во входное устройство 102, и результаты вычислений в виде результатов фактических операций, вычисленных с помощью блока 104 арифметической обработки.
Блок 104 арифметической обработки образован устройством арифметической обработки, таким как центральный процессор (CPU), и управляет всеми действиями устройства 100 для оценки толщины затвердевшей корочки в кристаллизаторе. Блок 104 арифметической обработки функционирует как блок 106 преобразования и блок 107 расчета модели теплопереноса. Блок 106 преобразования и блока 107 расчета модели теплопереноса функционируют, когда блок 104 арифметической обработки выполняет, к примеру, компьютерную программу. Блок 104 арифметической обработки функционирует как блок 106 преобразования посредством выполнения компьютерной программы для блока 106 преобразования, и функционирует как блок 107 расчета модели теплопереноса посредством выполнения компьютерной программы для блока 107 расчета модели теплопереноса. Следует отметить, что блок 104 арифметической обработки может содержать специальное арифметическое устройство или арифметическую схему, функционирующую как блок 106 преобразования и блок 107 расчета модели теплопереноса.
На основе информации о модели и информации о фактических результатах операций, хранящейся в БД моделей 103, блок 106 преобразования преобразует абсолютное значение нормальной линейной составляющей для медной пластины 11 в скорости подачи жидкой стали в кристаллизаторе 1 в теплопроводность полузатвердевшей области, существующей между жидкой сталью 5 и затвердевшей корочкой 9.
На основе результата вычисления с помощью блока 106 преобразования и информации о фактических результатах операций и информации о модели, хранящейся в БД моделей 103, блок 107 расчета модели теплопереноса решает трехмерное нестационарное уравнение теплопроводности для оценки распределения температуры медной пластины 11 кристаллизатора и внутри кристаллизатора 1, величины уменьшения тепла в кристаллизаторе и распределения толщины затвердевшей корочки в кристаллизаторе.
Выходное устройство 108 выдает различные виды обрабатываемой информации устройства 100 для оценки толщины затвердевшей корочки в кристаллизаторе на управляющий терминал 101 и устройство 110 отображения. Устройство 110 отображения отображает и выводит различные виды информации из устройства 100 для оценки толщины затвердевшей корочки в кристаллизаторе, выходящей из выходного устройства 108.
Устройство 100 для оценки толщины затвердевшей корочки в кристаллизаторе, имеющее такую конфигурацию, выполняет следующую обработку для оценки толщины затвердевшей корочки в кристаллизаторе с целью оценки распределения толщины затвердевшей корочки в кристаллизаторе 1, включая в направлении ширины и направлении толщины кристаллизатора 1.
Преобразование скорости потока жидкой стали и теплопроводности полузатвердевшей области
Для оценки с высокой точностью изменения во времени трехмерного распределения толщины затвердевшей корочки в кристаллизаторе важно учитывать изменение во времени локального теплового потока, обусловленного изменением потока жидкой стали в неустановившемся режиме. Для этого необходимо увязать и выполнить расчет нестационарного трехмерного потока, относящийся к потоку жидкой стали, и расчет нестационарного трехмерного теплопереноса, относящийся к затвердеванию жидкой стали 5. Однако вышеописанное вычисление для увязывания имеет плохую сходимость и имеет недостаток, состоящий в длительном времени расчетов. Следовательно, в настоящем изобретении распределение скорости потоков жидкой стали в кристаллизаторе 1 преобразуется в теплопроводность полузатвердевшей области на основе предварительно созданного математического выражения для преобразования, тем самым вычисляя распределение толщины затвердевшей корочки в кристаллизаторе в отдельном блоке трехмерной модели нестационарного теплопереноса. Полузатвердевшая область является областью в процессе затвердевания между жидкой фазой жидкой стали 5 и затвердевшей корочкой 9. При наличии полузатвердевшей области невозможно точно определить границу раздела между затвердевшей корочкой 9 и жидкой сталью 5 в физической модели вычисления. Следовательно, сложно учесть теплоперенос на границе раздела между жидкой сталью 5 и затвердевшей корочкой 9 непосредственно в физической модели вычисления. Таким образом, в настоящем изобретении не коэффициент теплопередачи на границе затвердевания, а теплопроводность полузатвердевшей области имеет зависимость от скорости потока жидкой стали.
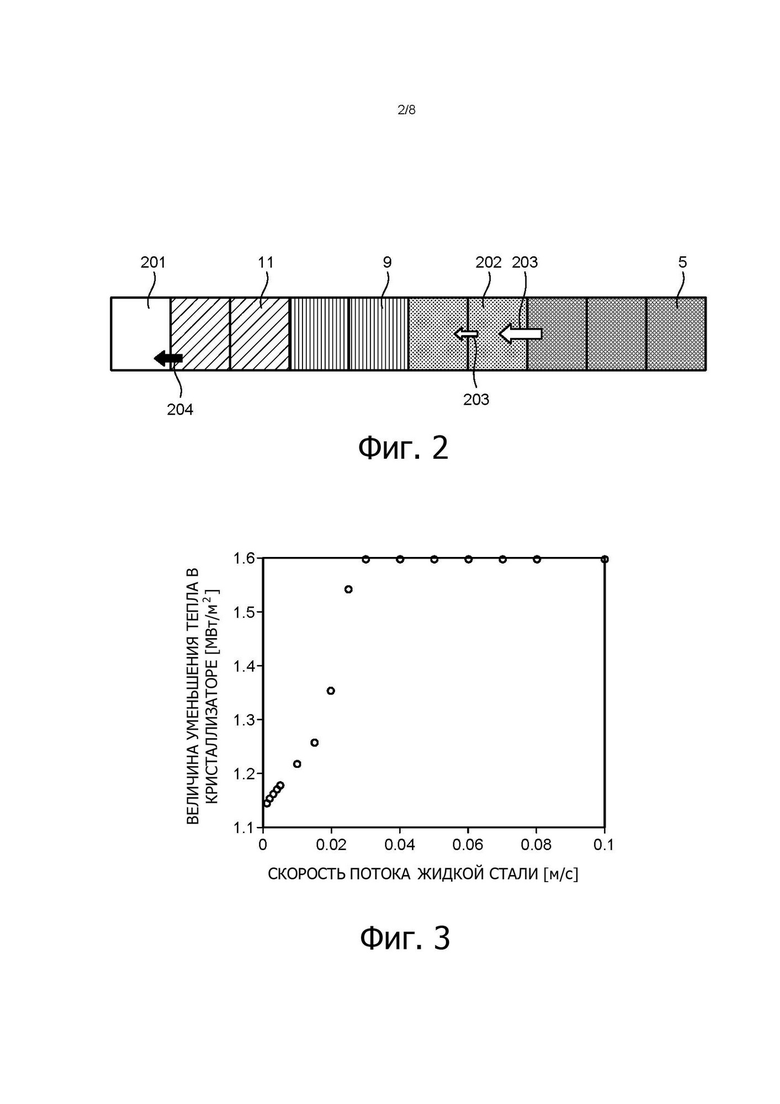
Ниже приведено описание способа получения математического выражения преобразования скорости потока жидкой стали и теплопроводности полузатвердевшей области. Вычисление связности для расчета нестационарного трехмерного потока, относящегося к потоку жидкой стали, и расчета нестационарного трехмерного теплопереноса, относящегося к затвердеванию жидкой стали 5, является сложным, в то время как расчеты нестационарного одномерного потока и нестационарного одномерного теплопереноса предпочтительно сходятся. Таким образом, в настоящем изобретении была создана одномерная модель расчета нестационарного теплопереноса, включающая в себя конвекционный член, как показано схематически на фиг. 2. Как показано на фиг. 2, для упрощения, в варианте осуществления изобретения, расчетные ячейки на обоих концах модели рассматривались как охлаждающая вода 201 для охлаждения медной пластины 11 и жидкая сталь 5, и было задано, что температура охлаждающей воды и температура жидкой стали являются постоянными. Кроме того, расчетная ячейка, в которой температура узла решетки находится в диапазоне от температуры TS солидуса до температуры TL ликвидуса, рассматривалась как полузатвердевшая область 202. Скорость потока жидкой стали уменьшалась с увеличением доли твердой фазы в полузатвердевшей области 202, так чтобы смоделировать явление диффузии проникающего потока (нагнетаемого потока) в боковые стороны на поверхности затвердевшей корочки. Доля твердой фазы в полузатвердевшей области 202 изменялась линейно, посредством установки этой доли равной 1 для расчетной ячейки, в которой температура стали является температурой TS солидуса, и установки доли твердой фазы равной 0 для расчетной ячейки, в которой температура стали является температурой TL ликвидуса. Вместе с тем известно, что в полузатвердевшей области 202 скорость потока жидкой стали резко уменьшается, когда доля твердой фазы увеличивается. Поэтому, соотношение между температурой стали и скоростью потока жидкой стали в полузатвердевшей области 202 было задано в виде экспоненциальной зависимости. Следует отметить, что позиции 203 и 204 на фиг. 2 иллюстрируют скорость потока жидкой стали и величину уменьшения тепла в кристаллизаторе соответственно. Одномерное нестационарное уравнение теплопроводности, содержащее конвекционный член, представленный в приведенном ниже математическом выражении (1), дискретизируется для вычисления температуры каждой расчетной ячейки.
 … (1)
… (1)
Здесь в математическом выражении (1) ρ [кг/м3] обозначает плотность, Cp [Дж/кг×K)] удельную теплоемкость, k [Вт/(м×K)] теплопроводность, T [K] температуру и u [м/с] скорость потока жидкой стали.
Температура каждой расчетной ячейки вычислялась до тех пор, пока состояние не становилось нормальным при условиях, приведенных в таблице 1, и тепловой поток от расчетной ячейки затвердевшей корочки 9 до расчетной ячейки медной пластины 11 кристаллизатора вычислялся в виде величины уменьшения тепла в кристаллизаторе. Фиг. 3 иллюстрирует соотношение между скоростью потока жидкой стали и расчетным значением величины уменьшения тепла в кристаллизаторе. Как показано на фиг. 3, при увеличении скорости потока жидкой стали расчетное значение величины уменьшения тепла в кристаллизаторе монотонно увеличивалось. Когда скорость потока жидкой стали превышала 0,03 [м/с], величина уменьшения тепла в кристаллизаторе становилась предельной. Считается, что это связано с тем, что под влиянием потока жидкой стали затвердевшая корочка 9 не образовывалась.
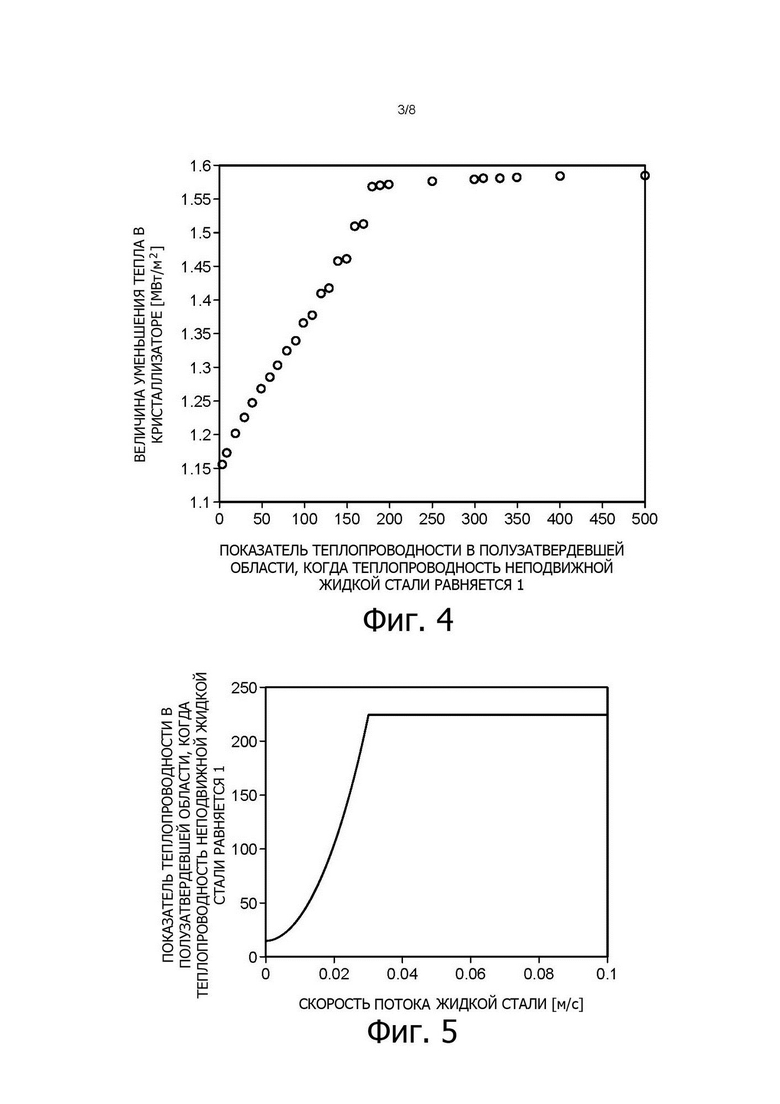
Таблица 1
После этого скорость потока жидкой стали была задана равной 0 [м/с] при условиях, показанных в таблице 1, и была изменена теплопроводность полузатвердевшей области. На фиг. 4 показана взаимосвязь между показателем теплопроводности полузатвердевшей области, если теплопроводность все еще жидкой стали равняется 1, и расчетным значением величины уменьшения тепла в кристаллизаторе. Как показано на фиг. 4, когда теплопроводность полузатвердевшей области высокая, физическое тепло, подаваемое в полузатердевшую область, увеличивается, что увеличивает расчетное значение величины уменьшения тепла в кристаллизаторе. Далее была исследована теплопроводность полузатвердевшей области на фиг. 4 для получения значения, равного значению величины уменьшения тепла в кристаллизаторе при каждой скорости потока жидкой стали, показанной на фиг. 3, и было получено математическое выражение для преобразования, показывающее взаимосвязь между скоростью потока жидкой стали и теплопроводностью полузатвердевшей области, проиллюстрированная на фиг. 5. Полученное математическое выражение для преобразования сохранено в БД моделей 103 на фиг. 1 и используется для расчета нестационарного трехмерного теплопереноса. Следует отметить, что, несмотря на то, что здесь был описан способ преобразования скорости потока жидкой стали в теплопроводность в полузатвердевшей области, скорость потока жидкой стали также может быть преобразована как параметр теплопроводности, включающий удельную теплоемкость и т.п.
Обработка для оценки толщины затвердевшей корочки в кристаллизаторе
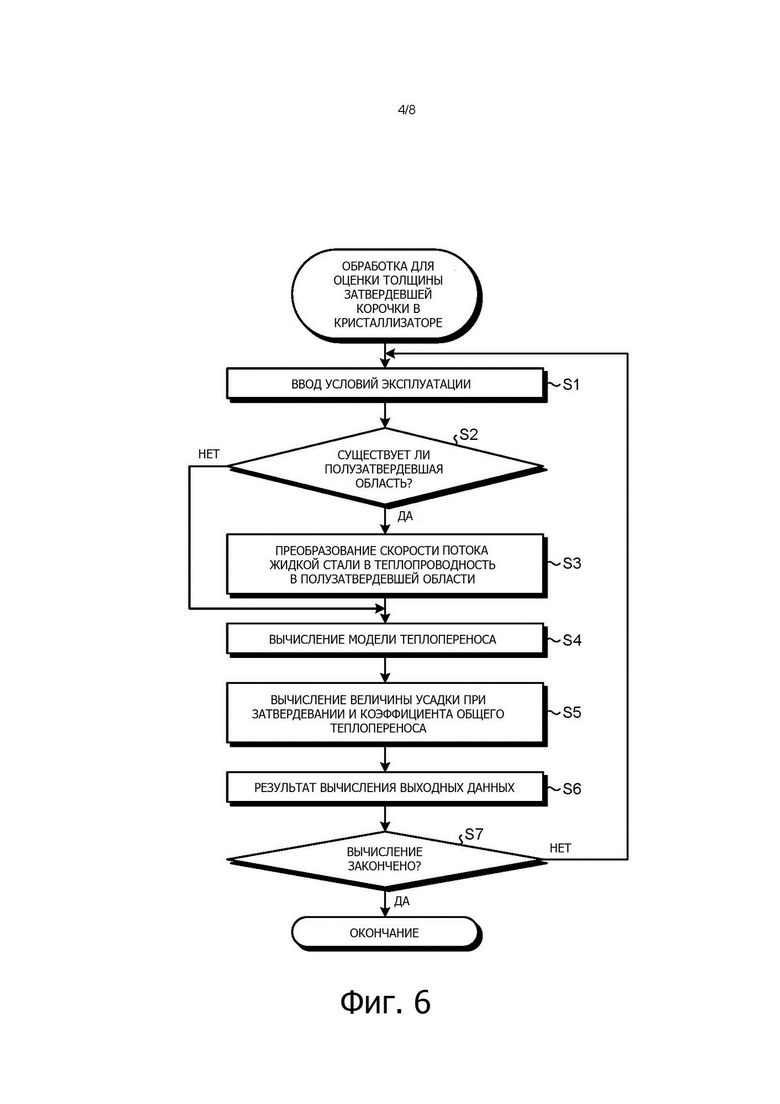
На фиг. 6 представлена схема, показывающая процесс для оценки толщины затвердевшей корочки в кристаллизаторе согласно варианту осуществления настоящего изобретения. Запуск схемы, представленной на фиг. 6, начинается синхронизованно по времени с началом литья, и обработка для оценки толщины затвердевшей корочки в кристаллизаторе перемещается к процессу этапа S1.
Во время процесса на этапе S1 блок 104 арифметической обработки запрашивает с управляющего терминала 101 значение измерения и значение анализа, относящиеся к жидкой стали 5 и кристаллизатору 1. В нормальном режиме работы в ходе непрерывного литья заготовок во время стандартного цикла собирается полученная информация о скорости литья и расстоянии между медными пластинами 11 в кристаллизаторе, которое соответствует ширине и толщине отливаемой слябовой заготовки. Для упрощения в варианте осуществления изобретения предполагается, что полученная информация, относящаяся к кристаллизатору 1, собирается каждую секунду. Кроме того, полученная информация о компонентах жидкой стали 5 и температуре собирается в промежуточном ковше нерегулярно или с постоянным временным интервалом. Кроме того, для распределения скорости потока жидкой стали 5 в варианте осуществления изобретения могут использоваться расчетные значения скорости потока жидкой стали 5, собранные с постоянным временным интервалом, или оценочные значения скорости потока жидкой стали, полученные посредством вычисления расчетной трехмерной модели нестационарного потока, как показано, например, в Патентной литературе 2. Таким образом, процесс этапа S1 завершается и обработка для оценки толщины затвердевшей корочки в кристаллизаторе переходит к процессу этапа S2.
В процессе на этапе S2 блок 106 преобразования определяет, существует ли полузатвердевшая область в кристаллизаторе, на основе информации, собранной при выполнении процесса этапа S1. Более конкретно, блок 106 преобразования определяет, существует ли область, в которой температура жидкой стали 5 находится в диапазоне от температуры TS солидуса до температуры TL ликвидуса, на основе информации о температуре жидкой стали 5, собранной в ходе процесса этапа S1, тем самым, определяя, существует ли полузатвердевшая область в кристаллизаторе 1. В результате определения, что в кристаллизаторе 1 существует полузатвердевшая область («Да» на этапе S2), блок 106 преобразования переводит обработку для оценки толщины затвердевшей корочки в кристаллизаторе к процессу этапа S3. Вместе с тем, если в кристаллизаторе 1 не существует полузатвердевшая область («Нет» на этапе S2), блок 106 преобразования переводит обработку для оценки толщины затвердевшей корочки в кристаллизаторе к этапу S4.
В процессе этапа S3 блок 106 преобразования преобразует скорость потока жидкой стали в полузатвердевшей области, обнаруженной в процессе этапа S2, в теплопроводность, используя математическое выражение преобразования скорости потока жидкой стали и теплопроводности полузатвердевшей области, хранящееся в БД моделей 103. Таким образом, процесс этапа S3 завершен, и обработка для оценки толщины затвердевшей корочки в кристаллизаторе переходит к процессу этапа S4.
В ходе процесса этапа S4 блока 107 расчета модели теплопереноса выполняет расчет нестационарного трехмерного теплопереноса, используя информацию, собранную в ходе процесса этапа S1, а также этапа S3, и информацию БД моделей 103. На фиг. 7 проиллюстрирован пример построенной трехмерной модели расчета нестационарного теплопереноса. Область R1 на фиг. 7 показывает область медной пластины 11 кристаллизатора, и ее внутренняя сторона показывает область жидкой стали 5 или затвердевшей корочки 9. В варианте осуществления изобретения направление высоты кристаллизатора 1 было разделено с равными интервалами dz = 50 [мм]. Кроме того, направления ширины и толщины кристаллизатора 1 были разделены с интервалами 2 мм только в области R2, где ожидается рост затвердевшей корочки, а в центральной части жидкой стали 5 разделение было таким, чтобы интервалы расчетных ячеек изменялись в соответствии с шириной и толщиной слябовой заготовки при фиксированном количестве ячеек. Следует отметить, что в явлении теплопереноса в направлении высоты кристаллизатора 1 число Пекле Pe, найденное с помощью математического выражения (2), составляет порядка 104.
 … (2)
… (2)
В математическом выражении (2) L [м] обозначает длину кристаллизатора 1. Число Пекле Pe является безразмерной величиной, обозначающей соотношение между конвекцией и диффузией во время движения тепла. Большее число Пекле Pe означает большее влияние конвекции во время движения тепла. Другими словами, вклад конвекционного члена значительно выше вклада теплопроводности. Поэтому теплопроводность не учитывается в направлении высоты кристаллизатора, и предполагается, что жидкая сталь 5 опускается со скоростью литья. При таком предположении можно воспроизвести эффект трехмерной модели расчета нестационарного теплопереноса посредством вертикального расположения двухмерных моделей расчета нестационарного теплопереноса. Затем температуру расчетной ячейки в направлениях ширины и толщины кристаллизатора 1 вычисляли посредством дискретизации приведенного ниже математического выражения (3), представляющего уравнение нестационарной двухмерной теплопроводности,
 … (3)
… (3)
Кроме того, температура охлаждающей воды Twater была постоянной, и граничные условия на границе раздела между медной пластиной 11 кристаллизатора и охлаждающей водой соответствовали приведенному ниже математическому выражению (4) закона охлаждения Ньютона, в котором используется коэффициент теплопереноса воды hwater.
 … (4)
… (4)
На фиг. 8 показана взаимосвязь между температурой и расстоянием от поверхности медной пластины 11 кристаллизатора, которая получена посредством расчета нестационарного двухмерного уравнения теплопроводности в математическом выражении (3) до тех пор, пока состояние не становится нормальным. Температура TL ликвидуса и температура TS солидуса были получены с помощью уравнения регрессии для компонентов стали и температуры, используемых в фактических операциях. Расчетная ячейка, имеющая температуру ниже температуры TS солидуса в области жидкой стали, рассматривалась в качестве затвердевшей корочки 9, и была вычислена толщина затвердевшей корочки. Кроме того, расчетные ячейки в области жидкой стали, имеющие температуру выше TL ликвидуса, в достаточной степени перемешиваются, и, поэтому, температура была задана одинаковой на каждом временнóм шаге. Таким образом, процесс этапа S4 завершен, и обработка для оценки толщины затвердевшей корочки в кристаллизаторе переходит к процессу этапа S5.
В ходе процесса этапа S5 блок 107 расчета модели теплопереноса вычисляет величину усадки при затвердевании и общий коэффициент теплопереноса между кристаллизатором 1 и затвердевшей корочкой 9, используя информацию, собранную в процессе этапа S1 и этапа S4, и информацию БД моделей 103. В кристаллизаторе 1 предусмотрен конус от верхней части к нижней части, учитывающий усадку при затвердевании. Из-за того, что величина усадки при затвердевании превышает конус в верхней части кристаллизатора 1, воздух, называемый воздушным зазором, существующим между затвердевшей корочкой 9 и медной пластиной 11 кристаллизатора, становится толстым. Вместе с тем, в нижней части кристаллизатора 1 скорость роста затвердевшей корочки постепенно уменьшается, и величина усадки при затвердевании становится меньше конуса. Таким образом, воздушный зазор может стать небольшим. Воздушный зазор имеет большое термическое сопротивление и имеет значительный вклад в величину уменьшения тепла в кристаллизаторе и толщину затвердевшей корочки. Поэтому, важно воспроизводить величину усадки при затвердевании на модели. Таким образом, величина усадки при затвердевании была вычислена. Прежде всего, температурная зависимость плотности стали была задана, например, как показано на фиг. 9 (см. Непатентную литературу 1), и процентная величина усадки rshrink затвердевшей корочки была определена согласно математическому выражению (5).
 … (5)
… (5)
В математическом выражении (5) ρ0 обозначает плотность жидкой стали, которая соответствует температуре жидкой стали сразу же после выпуска стали, и ρ1 обозначает плотность жидкой стали, которая соответствует температуре наружной поверхности затвердевшей корочки. Процентная величина усадки, полученная для каждой расчетной ячейки в модели теплопереноса, умножается на ширину dx каждой расчетной ячейки, и вычисляется разница между суммой в направлении ширины и шириной слябовой заготовки, в результате чего получают величину усадки при затвердевании. Кроме того, конус dtaper, найденный с помощью нижеприведенного математического выражения (6), был выведен из величины усадки при затвердевании для вычисления воздушного зазора dair в каждом положении по высоте, используя нижеприведенное математическое выражение (7).
 … (6)
… (6)
 … (7)
… (7)
В математических выражениях (6), (7) C1 [%⋅м] обозначает конусность, w [м] - ширину слябовой заготовки, и Δh [м] - расстояние в направлении высоты от мениска. Кроме того, на границе раздела между медной пластиной 11 кристаллизатора и затвердевшей корочкой имеется слой порошка 7 кристаллизатора помимо воздушного зазора. Поэтому, общий коэффициент теплопереноса hall между кристаллизатором и затвердевшей корочкой, учитывающий величину усадки при затвердевании, был вычислен с помощью нижеприведенного математического выражения (8).
 … (8)
… (8)
Следует отметить, что предпочтительно параметры A, B, d0 в математическом выражении (8) подгоняются в соответствии с фактическими данными и предварительными входными данными в БД моделей 103. Таким образом, процесс этапа S5 завершен, и обработка для оценки толщины затвердевшей корочки в кристаллизаторе переходит к процессу этапа S6.
В ходе процесса этапа S6 блок 104 арифметической обработки сохраняет результат вычислений в БД моделей 103 и выходном устройстве 108. Таким образом, процесс этапа S6 завершен, и обработка для оценки толщины затвердевшей корочки в кристаллизаторе переходит к процессу этапа S7.
В ходе процесса этапа S7 блок 104 арифметической обработки определяет, завершено ли литье. В результате определения, если литье завершено («Да» на этапе S7), блок 104 арифметической обработки завершает последовательность обработки для оценки толщины затвердевшей корочки в кристаллизаторе. Вместе с тем, если литье не завершено ((«Нет» на этапе S7), блок 104 арифметической обработки обновляет временнóй шаг и возвращает обработку для оценки толщины затвердевшей корочки в кристаллизаторе к процессу этапа S1.
Как ясно из вышеприведенного описания, в способе оценки толщины затвердевшей корочки в кристаллизаторе согласно варианту осуществления настоящего изобретения блок 106 преобразования преобразует скорость потока жидкой стали в кристаллизаторе 1 в теплопроводность, и блок 107 расчета модели теплопереноса решает трехмерное нестационарное уравнение теплопроводности, используя теплопроводность, вычисленную блоком 106 преобразования, так чтобы рассчитать распределение температуры кристаллизатора 1 и стали в кристаллизаторе 1 для оценки толщины затвердевшей корочки в кристаллизаторе. Таким образом, возможно с высокой точностью оценить толщину затвердевшей корочки в кристаллизаторе 1, в том числе в направлении ширины и в направлении толщины кристаллизатора 1.
Вариант осуществления изобретения
Когда трехмерная модель нестационарного теплопереноса рассчитывалась без использования в качестве входного условия распределения потоков жидкой стали, было получено практически однородное распределение толщины затвердевшей корочки и в направлении ширины, и в направлении толщины кристаллизатора, как показано в области наклонных линий R3 на фиг. 10. Вместе с тем, когда трехмерная модель нестационарного теплопереноса рассчитывалась с добавлением, в качестве входного условия, трехмерного распределения потоков жидкой стали в кристаллизаторе, как показано на фиг. 11, что было получено с помощью способа оценки состояния потока жидкой стали, описанного в Патентной литературе 2, было получено распределение толщины затвердевшей корочки, варьируемое и в направлении ширины, и в направлении толщины кристаллизатора, как показано в области наклонных линий R4 на фиг. 12. Таким образом, было подтверждено, что настоящее изобретение позволяет с высокой точностью оценивать толщину затвердевшей корочки в кристаллизаторе 1, в том числе, в направлении ширины и в направлении толщины кристаллизатора 1.
Выше описан вариант, в котором применено настоящее изобретение, созданное настоящими изобретателями. Однако описание и чертежи, составляющие часть раскрытия настоящего изобретения, посредством указанного примера не ограничивают настоящее изобретения. Например, если получена измерительная информация, относящаяся к температуре медной пластины кристаллизатора и величине уменьшения тепла в кристаллизаторе, при вычислении модели теплопереноса применяют обработку по вычислению коррекции для корректировки неизвестных искажений, благодаря чему предполагается получить дополнительное повышение точности оценки распределения толщины затвердевшей корочки. Таким образом, другие варианты осуществления изобретения, примеры, методы работы и т.п., разработанные специалистами в данной области техники на основе указанного варианта осуществления изобретения, включены в объем настоящего изобретения.
Промышленная применимость
Настоящее изобретение позволяет предоставить устройство для оценки толщины затвердевшей корочки в кристаллизаторе и способ оценки толщины затвердевшей корочки в кристаллизаторе, которые позволяют с высокой точностью оценивать толщину затвердевшей корочки в кристаллизаторе, в том числе, в направлении ширины и в направлении толщины кристаллизатора.
Перечень номеров позиций
1 – кристаллизатор
3 – погружной стакан
7 – порошок кристаллизатора
9 – затвердевшая корочка
11 – медная пластина кристаллизатора
100 – устройство для оценки толщины затвердевшей корочки в кристаллизаторе
101 – управляющий терминал
102 – входное устройство
103 – база данных моделей (БД моделей)
104 – блок арифметической обработки
106 – блок преобразования
107 – блок расчета модели теплопереноса
108 – выходное устройство
110 – устройство отображения
201 – охлаждающая вода
202 – полузатвердевшая область
203 – скорость потока жидкой стали
204 – величина уменьшения тепла в кристаллизаторе
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОЦЕНКИ ТОЛЩИНЫ ЗАТВЕРДЕВШЕЙ ОБОЛОЧКИ В КРИСТАЛЛИЗАТОРЕ И СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2020 |
|
RU2796256C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ КОРДОВОЙ СТАЛИ | 2001 |
|
RU2234389C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2012 |
|
RU2494834C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛИ | 2017 |
|
RU2733525C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2184009C1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2015 |
|
RU2677560C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗАГОТОВОК НА МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ | 2009 |
|
RU2422242C2 |
Изобретение относится к непрерывной разливке стали. Устройство (100) для оценки толщины затвердевшей корочки (9) в кристаллизаторе (1) содержит входное устройство, базу данных моделей, преобразователь и устройство расчета модели теплопереноса. Входное устройство получает данные о температуре и компонентах стали в промежуточном ковше, ширине, толщине и скорости заготовки и распределении скорости потоков стали в кристаллизаторе. База данных хранит математические выражения моделей и параметр, относящийся к реакции затвердевания стали в кристаллизаторе. Преобразователь преобразовывает скорость потока стали в кристаллизаторе в теплопроводность стали полузатвердевшей области в кристаллизаторе. Устройство расчета модели теплопереноса оценивает толщину корочки в кристаллизаторе на основе распределения температуры кристаллизатора и стали в кристаллизаторе, вычисляемых трехмерным нестационарным уравнением теплопроводности с использованием результатов измерений входного устройства, и упомянутых параметров. Обеспечивается повышение точности оценки толщины затвердевшей корочки в кристаллизаторе, включая направления ширины и толщины кристаллизатора. 2 н. и 6 з.п. ф-лы, 12 ил., 1 табл., 1 пр.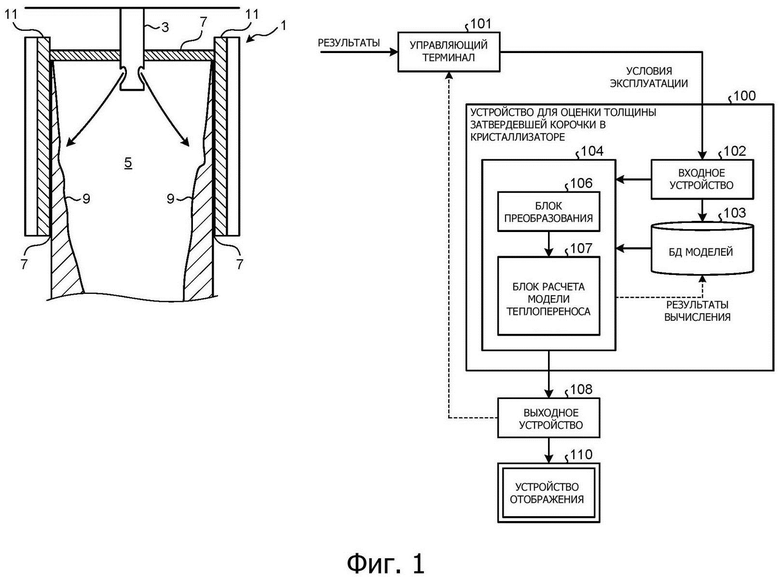
1. Устройство для оценки толщины затвердевшей корочки в кристаллизаторе, содержащее:
входное устройство, выполненное с возможностью приема входных данных о результатах измерения температуры и компонентов жидкой стали в промежуточном ковше оборудования для непрерывного литья заготовок, о результатах измерения ширины, толщины и скорости литья слябовой заготовки, отливаемой в указанном оборудовании для непрерывного литья заготовок, а также о распределении скорости потоков жидкой стали в кристаллизаторе;
базу данных моделей теплопереноса, выполненную с возможностью хранения математического выражения модели теплопереноса и параметра, относящегося к реакции затвердевания жидкой стали в кристаллизаторе указанного оборудования для непрерывного литья заготовок, представляющего собой по меньшей мере одно из: удельной теплоемкости меди, теплопроводности меди, теплопроводности жидкой стали, плотности жидкой стали, температур ликвидус и солидус, коэффициентов теплопередачи воздуха и охлаждающей воды;
преобразователь, выполненный с возможностью преобразования скорости потока жидкой стали в кристаллизаторе, вводимой во входное устройство, в теплопроводность стали полузатвердевшей области в кристаллизаторе; и
устройство расчета модели теплопереноса, выполненное с возможностью оценки толщины затвердевшей корочки в кристаллизаторе на основе распределения температуры кристаллизатора и стали в кристаллизаторе, вычисляемых посредством решения трехмерного нестационарного уравнения теплопроводности с использованием указанных результатов измерения температуры и компонентов жидкой стали в промежуточном ковше указанного оборудования для непрерывного литья заготовок, указанных результатов измерения ширины, толщины и скорости литья слябовой заготовки, отливаемой в указанном оборудовании для непрерывного литья заготовок, указанного математического выражения модели теплопереноса, указанного параметра, относящегося к реакции затвердевания жидкой стали в кристаллизаторе, представляющего собой по меньшей мере одно из: удельной теплоемкости меди, теплопроводности меди, теплопроводности жидкой стали, плотности жидкой стали, температур ликвидус и солидус, коэффициентов теплопередачи воздуха и охлаждающей воды; и указанной теплопроводности стали полузатвердевшей области в кристаллизаторе, определяемой с помощью преобразователя.
2. Устройство по п. 1, в котором преобразователь выполнен с возможностью преобразования скорости потока жидкой стали в теплопроводность стали полузатвердевшей области в кристаллизаторе в области, имеющей температуру выше температуры солидус жидкой стали и ниже температуры ликвидус жидкой стали.
3. Устройство по п. 1 или 2, в котором устройство расчета модели теплопереноса выполнено с возможностью
вычисления величины усадки при затвердевании жидкой стали на основе распределения температуры стали в кристаллизаторе и
вычисления общего коэффициента теплопереноса между кристаллизатором и затвердевшей корочкой на основе величины усадки жидкой стали при затвердевании.
4. Устройство по любому из пп. 1-3, в котором устройство расчета модели теплопереноса выполнено с возможностью вычисления трехмерного нестационарного теплопереноса посредством вертикального расположения двухмерных моделей расчета нестационарного теплопереноса, разделенных в направлении высоты кристаллизатора.
5. Способ оценки толщины затвердевшей корочки в кристаллизаторе, характеризующийся тем, что:
на этапе ввода данных вводят результаты измерения температуры и компонентов жидкой стали в промежуточном ковше оборудования для непрерывного литья заготовок, результаты измерения ширины, толщины и скорости литья слябовой заготовки, отливаемой в указанном оборудовании для непрерывного литья заготовок, и распределение скорости потоков жидкой стали в кристаллизаторе;
на этапе преобразования преобразовывают скорость потока жидкой стали в кристаллизаторе, введенную на этапе ввода, в теплопроводность стали полузатвердевшей области в кристаллизаторе; и
на этапе расчета модели теплопереноса оценивают толщину затвердевшей корочки в кристаллизаторе на основе распределения температуры кристаллизатора и стали в кристаллизаторе, вычисляемых посредством решения нестационарного трехмерного уравнения теплопроводности с использованием указанных результатов измерения температуры и компонентов жидкой стали в промежуточном ковше указанного оборудования для непрерывного литья заготовок, указанных результатов измерения ширины, толщины и скорости литья слябовой заготовки, отливаемой в указанном оборудовании для непрерывного литья заготовок, математического выражения модели теплопереноса и параметра, относящегося к реакции затвердевания жидкой стали в кристаллизаторе, представляющего собой по меньшей мере одно из: удельной теплоемкости меди, теплопроводности меди, теплопроводности жидкой стали, плотности жидкой стали, температур ликвидус и солидус, коэффициентов теплопередачи воздуха и охлаждающей воды, а также указанной теплопроводности стали полузатвердевшей области в кристаллизаторе, определенной на этапе преобразования.
6. Способ по п. 5, в котором на указанном этапе преобразования выполняют этап преобразования скорости потока жидкой стали в теплопроводность стали полузатвердевшей области в кристаллизаторе в области, имеющей температуру выше температуры солидус жидкой стали и ниже температуры ликвидус жидкой стали.
7. Способ по п. 5 или 6, в котором на этапе расчета модели теплопереноса выполняют этап вычисления величины усадки жидкой стали при затвердевании на основе распределения температуры стали в кристаллизаторе и вычисления общего коэффициента теплопереноса между кристаллизатором и затвердевшей корочкой на основе указанной величины усадки жидкой стали при затвердевании.
8. Способ по любому из пп. 5-7, в котором на этапе расчета модели теплопереноса выполняют этап расчета нестационарного трехмерного теплопереноса посредством вертикального расположения двумерных моделей расчета нестационарного теплопереноса, разделенных в направлении высоты кристаллизатора.
| JP 2016175114 A, 06.10.2016 | |||
| WO 2015115651 A1, 06.08.2015 | |||
| US 20150343530 A1, 03.12.2015 | |||
| US 20080264598 A1, 30.10.2008 | |||
| Устройство для измерения толщины корочки непрерывноотливаемой заготовки | 1981 |
|
SU959908A1 |
| Устройство для контроля толщины корочки слитка на выходе из кристаллизатора | 1981 |
|
SU1006049A1 |

