Предлагаемый способ относится к области металлургии, в частности управления процессом получения непрерывно литых заготовок с равномерной макроструктурой для прокатки металлических изделий.
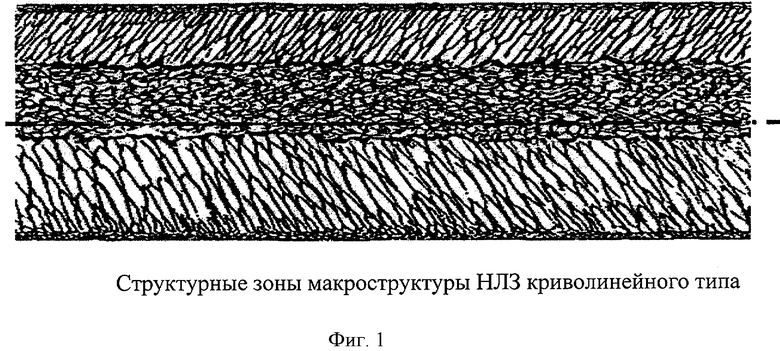
В настоящее время не удается получить крупных непрерывно литых заготовок, например, слябов сечением 1800×250 мм с равномерной макроструктурой. В качестве примера и для наглядного представления проблемы, решаемой предлагаемым техническим предложением, на фиг.1 приведены схемы расположения реальной макроструктуры зон непрерывно литых заготовок. Безусловно, такое явление снижает стабильность механических свойств готовой продукции, получаемой из таких заготовок, например проката труб и других изделий.
Возросшие требования к качеству прокатных изделий, например, необходимость повышения давлений в подводных газопроводах со 100 атмосфер до 200 атмосфер, как, например, при прокладке газопроводов под Балтийским морем, в настоящее время требуют экстренного решения вопросов получения непрерывно литых заготовок с равномерной макроструктурой. В отсутствие финансовых ресурсов наиболее экономичным и быстрым решением этой проблемы является ее решение за счет изменения режимов управления процессом кристаллизации или структуризации жидкого металла на стадии перехода из жидкого состояния в твердофазное, т.е. изменением режимов и средств охлаждения получаемых заготовок в стадии их кристаллизации.
Известны статические способы управления процессом охлаждения заготовок в зоне вторичного охлаждения (ЗВО).
Статические методы не рассматривают режимы управления охлаждением заготовки при переходных - нестационарных режимах разливки заготовок.
Примером такого метода является способ охлаждения сляба в ЗВО [Патент RU №2173604 от 20.09.2001 г.], в котором расход воды в каждой i-й зоне охлаждения зависит линейным образом от скорости разливки. Зависимость расходов воды от скорости разливки является эмпирической и учитывает химический состав стали, ширину заготовки, температуру поверхности заготовки на выходе из последней зоны охлаждения, температуру металла в промковше.
Применение этого способа приводит к тому, что расходы охладителя изменяются скачкообразно, и при уменьшении скорости разливки происходит значительный разогрев поверхности сляба, а при увеличении скорости разливки происходит переохлаждение. Это вызывает дополнительные термические напряжения и неравномерность структуры заготовки, что отрицательно отражается на качестве сляба. Достоинством этого метода является простота его реализации. Примером статического управления является используемый на МНЛЗ ОАО «ММК» способ управления, где для разливаемых марок стали при конкретном сечении установлены зависимости расходов по секциям ЗВО от скорости, т.е. устанавливают связь расходов воды на охлаждение заготовки от скорости разливки при отсутствии прямого контроля температуры и размеров жидкой фазы металла в кристаллизаторе.
Известны также динамические способы управления процессом охлаждения заготовки.
Эти способы управления учитывают переходные режимы разливки. Поскольку эти методы являются более совершенными, рассмотрим их более подробно.
Известны способы регулирования охлаждения слитка при непрерывной разливке металла [патенты РФ №2243062 от 04.11.2003 г. и а.с. 1155353 кл. 7 B22D 11/16, 1985 г.], включающие подачу дифференцированного количества охладителя к отдельным секциям вторичного охлаждения, установку времени регулирования в зависимости от направления изменения скорости вытягивания слитка и изменения расхода охладителя за время регулирования по линейному закону с конечным установившимся значением расхода охладителя, соответствующим изменившейся скорости.
Как показало математическое моделирование процесса затвердевания слитка при регулировании по этому способу, температура поверхности участков слитка, отлитых в нестационарном режиме разливки, вызванном изменением скорости вытягивания слитка, значительно отличается от оптимально-технологической температуры поверхности участков заготовки, отлитых в установившемся режиме, что является причиной неравномерности структуры получаемой заготовки.
Также известен способ управления охлаждением сляба при стационарных и переходных режимах разливки [Парфенов Е.П., Смирнов А.А., Кошкин А.В., Корзунин Л.Г. Динамическая система вторичного охлаждения для машин непрерывного литья заготовок. // Металлург, 1999. №11, с.53-54.]. Для различных стационарных режимов разливки для каждой зоны охлаждения рассчитывают необходимый средний коэффициент теплоотдачи, а затем строят зависимость коэффициента теплоотдачи в зонах от скорости разливки для диапазона возможных скоростей. При изменении скорости заливки коэффициенты теплоотдачи по линейной функции от времени изменяют в течение переходного режима от одного стационарного значения до другого.
Недостатком этого способа является то, что система управления может обрабатывать лишь ступенчатое изменение скорости разливки и не может работать в режиме реального времени. Подобный этому способу описан способ в источнике [Патент RU №2185927 от 18.10.1999. МКИ: 7BD 11/22].
Также к способу динамического управления можно отнести способ, известный по патенту RU №2232666 от 24.07.2003 г. - прототип (опубликован 20.07.2004. Бюлл. №20).
В этом способе управления охлаждением сляба в зоне вторичного охлаждения МНЛЗ расход воды по зонам определяют из выражения:

где Gi - расход воды в i-й зоне охлаждения, м/ч; i=1,2,…,N - индекс, определяющий номер зоны вторичного охлаждения; τ - текущее время, отсчитываемое с момента начала разливки, с; Zi - характерные координаты зон, например середин зон, м, отсчитываемые от мениска; li - длины зон, м; Вi - охлаждаемая ширина сляба в i-й зоне, м; gi(α) - функция, обратная к зависимости α(gi), gi - удельный расход охладителя (м3/м2ч) в i-й зоне охлаждения, α -коэффициент теплоотдачи на поверхности сляба в этой зоне, причем зависимости α(gi) (i=1,2,…,N) могут различаться для отдельных зон; α(τ*) - зависимость коэффициента теплоотдачи на поверхности сляба (Вт/м2) от времени τ*, которая определяется в зависимости от режима охлаждения для заданной марки стали расчетным путем при решении задачи затвердевания при заданном изменении температуры поверхности сляба t=t(τ*); τ*=τ*(Zτ) - время (с), проведенное в МНЛЗ элементом сляба, который в текущий момент времени т находится в точке z технологической оси, и которое определяется численно из интегрального уравнения:

где v(τ′) - изменение скорости разливки во времени, м/с;
В рассматриваемом решении используется сравнительно простой в реализации и весьма эффективный способ управления охлаждением сляба в ЗВО слябовой МНЛЗ при стационарных и переходных режимах разливки. Вычислительная программа работает в режиме реального времени, но ее быстродействие значительное, поскольку не требуется непрерывно решать задачу затвердевания. Однако в предыдущих обоих технических решениях управляющие воздействия формируются лишь по результатам прогнозируемых в моделях, т.е. по вероятностным методам или усредненным значениям технологических параметров. Это, безусловно, не может дать качественных заготовок без брака. Тем более все математические зависимости для получения прогнозируемых параметров носят эмпирический характер, что в совокупности дает тоже заготовки с эмпирическими или вероятностными характеристиками.
К недостаткам этого способа, принятого за прототип, относятся:
- требуется множество расчетов, погрешности которых, умножаясь между собой, не позволяют получить точность управления процессом охлаждения, а следовательно, МНЛЗ будет давать большое количество бракованных заготовок по кристаллическому составу или прочностным показателям изделий из них (проката и т.д.);
- охлаждающий агент со временем будет загрязняться или засоливаться, что изменит характеристики форсунок и охлаждающие (теплосъемные) свойства охлаждающего агента, а также требует сложных очистных сооружений;
- не способен учитывать с достаточной точностью суммарного теплосъема роликов с заготовки;
- не позволяет контролировать с большим быстродействием съем тепла роликами;
- не позволяет экономить химически очищенную воду, если она требуется;
- не обеспечивает контролировать «хвостовую» (где завершается кристаллизация) жидкой фазы в заготовке и формировать оптимальную производительность МНЛЗ при точном поддержании расстояния незакристаллизованной части заготовки до ножниц.
Заявляемое изобретение направлено на повышение точности распределения теплосъема из условия равномерности кристаллизации жидкой фазы заготовок, производительности МНЛЗ с одновременным снижением количества бракованных заготовок, а также повышение экологичности работы МНЛЗ.
Отмеченные выше технические результаты достигаются тем, что в известном способе охлаждения заготовок на машинах непрерывного литья (МНЛЗ), включающем разделение зоны вторичного охлаждения (ЗВО) на подзоны, определение расхода охлаждающей воды по каждой подзоне в зависимости от коэффициента теплоотдачи (по времени) на поверхности заготовки, определяемого в соответствии с режимом охлаждения для заданной марки стали, температуры поверхности заготовки, в заданных технологическим регламентом точках его сечения, в зависимости от длины подзон и ширины заготовки в подзоне, фактической величины скорости разливки металла в кристаллизатор, а также скорости вытягивающих и полых направляющих роликов. Согласно заявленному изобретению через направляющие ролики пропускают охлажденную воду или другой охлаждающий агент с регулируемым или постоянным расходом; полость направляющих роликов заполняют медными или другими теплопроводящими шариками; расход воды через направляющие ролики МНЛЗ с криволинейными кристаллизаторами задают в зависимости от суммарной площади плоскостей заготовок в ЗВО кристаллизатора и значений его большего и меньшего радиусов кривизны; на входе в направляющий ролик и на выходе из него измеряют температуру охлаждающей воды и по разности температур определяют количество теплосъема в единицу времени, а по градиенту температур воды на выходах соседних роликов определяют характеристики устойчивости кристаллизации, время завершения кристаллизации и формируют величину технологически допустимой скорости вытяжки заготовки из кристаллизатора.
Прежде чем приступить к детализации получения положительного технического эффекта от реализации предлагаемого нами способа, дадим некоторые разъяснения.
При использовании всех известных способов охлаждения отливаемого слитка в ЗВО отвод тепла осуществляют через контакт слитка с направляющими роликами и через охлаждение струями воды из форсунок. При этом охлаждение через ролики обычно не контролируется вообще (только учитывается), а водно-струйное охлаждение регулируют за счет изменения расхода воды на охлаждающих форсунках.
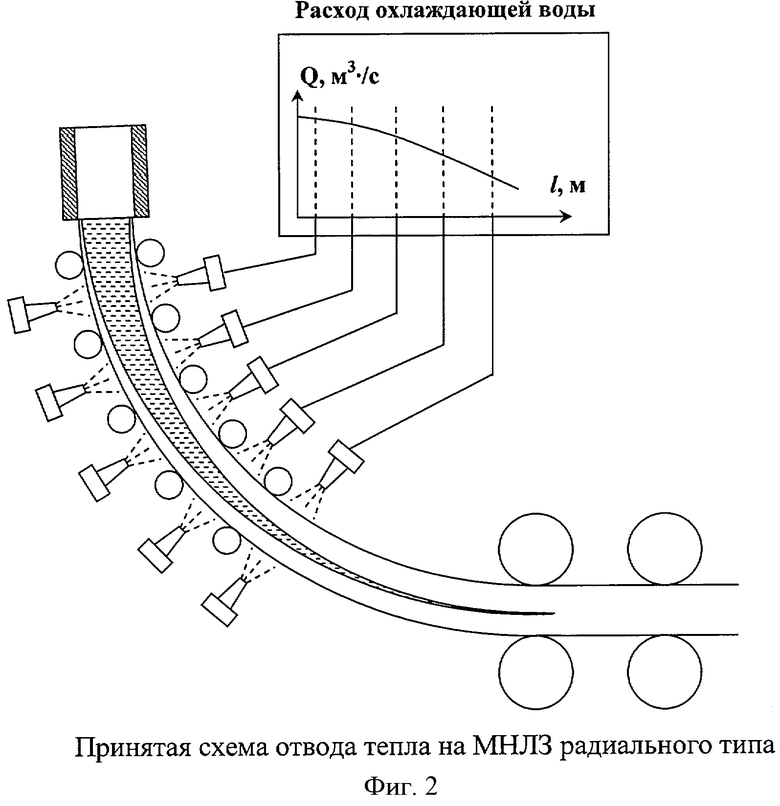
Существующие подходы (фиг.2) предполагают постепенное снижение интенсивности подачи воды, что обусловлено относительно низкой теплопроводностью стали (20-30 Вт/м·град). В литературе [Бровман М.Я. Непрерывная разливка металлов. - М.: Экомет, 2007, с.482] приведены результаты исследований, согласно которым корка толщиной δ>30-50 мм уже существенно ограничивает величину удельного теплосъема с единицы поверхности. Поэтому в целях экономии охладителя (например, химически очищенной воды) его расход снижают по мере удаления слитка от зеркала кристаллизатора из-за неэффективности объема на процесс кристаллизации.
Тогда тепловая энергия в большей степени поглощается кристаллизовавшейся частью слитка, а жидкая фаза начинает переохлаждаться. Как следствие, в сердцевине слитка происходит неконтролируемая кристаллизация с образованием дендритных структур, задерживающих неметаллические включения, приводящих к пористости и пр., что, в конечном счете, и снижает качественные показатели изделия из такого слитка или повышает объем брака.
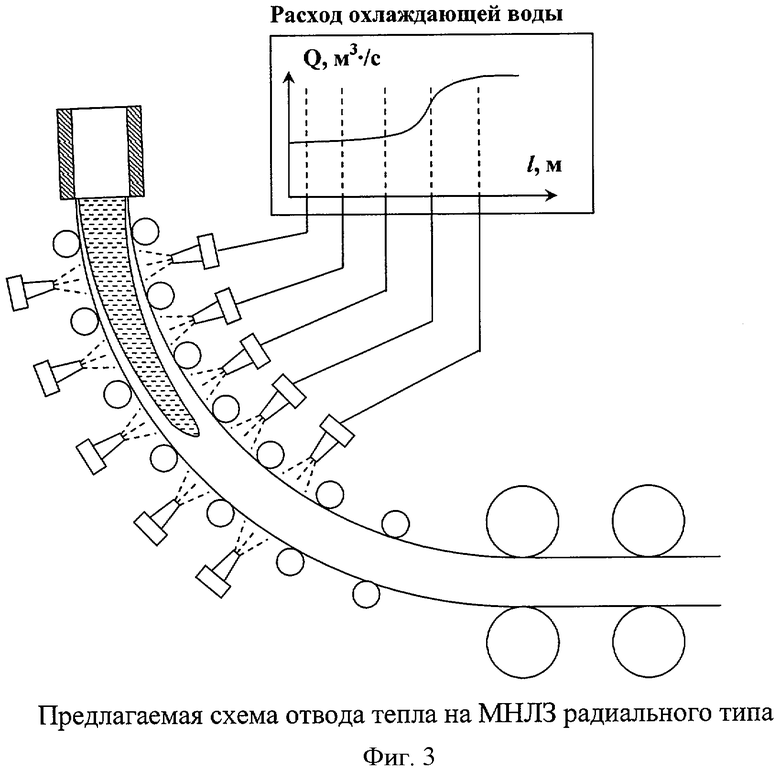
Для решения этой проблемы необходимо интенсифицировать процесс отвода тепла (как показано на фиг.3), добиваясь «устойчивой» кристаллизации (при этом более легкие неметаллические включения, не задерживаясь в дендритных структурах, будут свободно (не претерпевая стесненного движения частиц) всплывать в жидкой лунке). В ходе исследований «устойчивости» кристаллизации была выявлена зависимость между знаком производной скорости роста корки по ее толщине:

Дальнейшие исследования производной позволили определить значение толщины δ0 корки, при которой теряется устойчивость кристаллизации:

λ - коэффициент теплопроводности металла в твердой фазе;
λ' - коэффициент теплопроводности металла в жидкой фазе;
h - толщина слитка;
Δtn - перегрев жидкой фазы;
tn - температура поверхности слитка;
t0 - температура затвердевания слитка.
Тогда при управлении вторичным охлаждением слитка необходимо организовать такое охлаждение слитка, чтобы в любой момент времени фактическая толщина корки не превышала критическую:
∀τδ(τ)<δ0,
а так как δ0 напрямую зависит от температуры поверхности слитка, то, изменяя эту температуру, мы можем планомерно «отодвигать» границу, добиваясь равномерности кристаллизации (фиг.4).
Для этого предлагается усовершенствовать способ отвода тепла и разработать способ управления комбинированным охлаждением заготовки (т.е. управление и форсунками, и роликами).
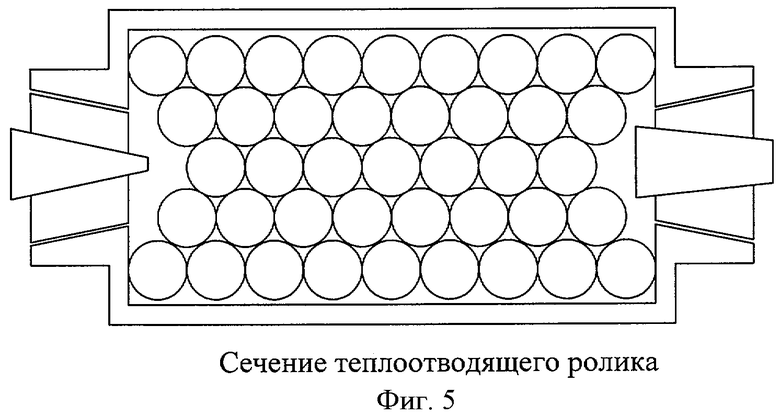
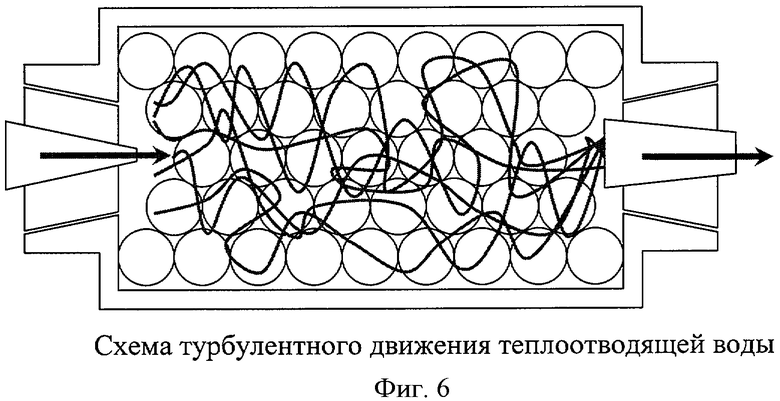
С учетом новых сведений о модернизации механизма формирования кристаллического состава заготовки в кристаллизаторе после выполнения всех операций прототипа через направляющие ролики пропускают охлаждающую воду. Теплосъем при этом равномерно увеличивается со всех сторон заготовки. Для увеличения теплосъема полость направляющих роликов заполняется шариками (фиг.5) из меди или другого теплопроводящего материала, что создает турбулентное течение потока охлаждающей воды и сглаживает колебания теплосъема; плюс теплоемкость ролика возрастает за счет интенсивного перемешивания охлаждающей воды (фиг.6). При этом также увеличивается механическая жесткость направляющего ролика. Очевидно также, что при этом охлаждающая вода будет иметь постоянный удельный теплосъем, т.к. она не контактирует с нежелательными веществами (солями минералов, пылью, окалиной и пр.). Обеспечивается также экологичность работы МНЛЗ, упрощается прямой контроль температуры и дефектов корки охлаждаемой заготовки.
Задание расхода воды через направляющие ролики МНЛЗ с криволинейными кристаллизаторами в зависимости от суммарной площади плоскостей заготовок в ЗВО и размеров большого и малого радиусов обеспечивает установление средней величины расхода воды через направляющие ролики, при котором кристаллизация остается устойчивой при управлении (изменении расхода воды в допустимых пределах) процессом кристаллизации из условия обеспечения желаемой макроструктуры заготовки.
Измерение температуры охлаждающей воды на входах и выходах направляющих роликов позволяет рассчитывать величину теплосъема в единицу времени и все прочие параметры теплообмена между заготовкой и охлаждающими элементами. Это в свою очередь позволяет более точно управлять процессом кристаллизации. Изменение градиента температур на выходах соседних роликов позволяет точно определить характеристики устойчивости кристаллизации, время завершения кристаллизации и объективно формировать величину технологически допустимой скорости вытяжки заготовки из кристаллизатора.
Таким образом, совокупность признаков предложенного изобретения позволяет не менее чем на 20-30% уменьшить объем некондиционных заготовок, в 2-3 раза сократить расход воды на форсунки (что приведет к сокращению объемов очистных сооружений, повышению надежности и экологичности работы МНЛЗ).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| СПОСОБ УПРАВЛЕНИЯ ВТОРИЧНЫМ ОХЛАЖДЕНИЕМ СЛЯБА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ПРИ СТАЦИОНАРНЫХ И ПЕРЕХОДНЫХ РЕЖИМАХ РАЗЛИВКИ | 2004 |
|
RU2286863C2 |
| СПОСОБ ДИНАМИЧЕСКОГО УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛЯБА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2232666C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛЯБА В ЗОНЕ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МНЛЗ КРИВОЛИНЕЙНОГО ТИПА | 2002 |
|
RU2229958C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ | 1992 |
|
RU2017571C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ КОРДОВОЙ СТАЛИ | 2001 |
|
RU2234389C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НА МНЛЗ ПРИ ИЗМЕНЕНИИ СКОРОСТИ ВЫТЯГИВАНИЯ СЛИТКА | 2013 |
|
RU2535836C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА | 2010 |
|
RU2433005C2 |

Изобретение относится к металлургии. Способ включает разделение зоны вторичного охлаждения на подзоны и определение расхода охлаждающей воды по каждой подзоне. Расход охлаждающей воды определяют в зависимости от коэффициента теплоотдачи по времени на поверхности заготовки, температуры поверхности заготовки, фактической величины скорости разливки металла в кристаллизатор, а также скорости вытягивающих и направляющих роликов. Охлаждение заготовок осуществляют посредством полых направляющих роликов. Через ролики пропускают охлаждающий агент с регулируемым или постоянным расходом и с созданием турбулентного течения потока. Обеспечивается повышение точности распределения теплосъема. 3 з.п. ф-лы, 6 ил.
1. Способ вторичного охлаждения заготовок на криволинейных машинах непрерывного литья, включающий разделение зоны вторичного охлаждения на подзоны, определение расхода охлаждающей воды по каждой подзоне в зависимости от коэффициента теплоотдачи по времени на поверхности заготовки, определяемого в соответствии с режимом охлаждения для заданной марки стали, температуры поверхности заготовки в заданных технологическим регламентом точках его сечения в зависимости от длины подзон и ширины заготовки в подзоне, фактической величины скорости разливки металла в кристаллизатор, а также скорости вытягивающих и направляющих роликов, отличающийся тем, что охлаждение заготовок осуществляют посредством полых направляющих роликов, через которые пропускают охлаждающий агент, с регулируемым или постоянным расходом и с созданием турбулентного течения потока.
2. Способ по п.1, отличающийся тем, что расход воды через направляющие ролики задают в зависимости от суммарной площади плоскостей заготовок в зоне вторичного охлаждения кристаллизатора и размеров его большого и малого радиусов.
3. Способ по п.1, отличающийся тем, что полость направляющих роликов заполняют шариками из меди или другого теплопроводящего материала.
4. Способ по п.1, отличающийся тем, что на входе в направляющий ролик и на выходе из него измеряют температуру охлаждающего агента, и по разности температур определяют количество теплосъема в единицу времени, а по градиенту температур охлаждающего агента на выходах соседних роликов определяют характеристики устойчивости кристаллизации, время завершения кристаллизации и формируют величину технологически допустимой скорости вытяжки заготовки из кристаллизатора.
| СПОСОБ ДИНАМИЧЕСКОГО УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛЯБА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2232666C1 |
| РОЛИК ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2120349C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2100132C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК НА МАШИНАХ КРИВОЛИНЕЙНОГО ТИПА | 1999 |
|
RU2173604C2 |
| СПОСОБ УПРАВЛЕНИЯ ВТОРИЧНЫМ ОХЛАЖДЕНИЕМ СЛЯБА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ПРИ СТАЦИОНАРНЫХ И ПЕРЕХОДНЫХ РЕЖИМАХ РАЗЛИВКИ | 2004 |
|
RU2286863C2 |

