Настоящее изобретение относится к реконфигурируемому оберточному устройству, способу реконфигурирования оберточного устройства и способу применения реконфигурируемого оберточного устройства и, более конкретно, к изготовлению стержней для изделий, генерирующих аэрозоль.
Настоящее изобретение относится к оборудованию для изготовления изделия, генерирующего аэрозоль, которое может содержать субстрат, образующий аэрозоль, для генерирования вдыхаемого аэрозоля при нагревании нагревательным элементом устройства, генерирующего аэрозоль. Настоящее изобретение относится также к способам применения и реконфигурирования оборудования для изготовления изделия, генерирующего аэрозоль.
Обернутые стержни формируют при изготовлении изделий, генерирующих аэрозоль, например, представляющие собой любое из следующего: субстрат, образующий аэрозоль, опорный элемент, элемент, охлаждающий аэрозоль, и мундштук.
Обернутый стержень может быть сформирован путем пропускания полотна оберточного материала и сердцевины через узел, называемый «гарнитурой», в котором полотно обертывают и запечатывают вокруг сердцевины. Гарнитурный узел имеет продолговатый формовочный канал с открытой стороной, проходящей вдоль его длины, и колодку, расположенную близко по меньшей мере к части открытой стороны, и ленту, которая пропускается через формовочный канал, вдоль вогнутой поверхности формовочного канала. Полотно захватывается на ленту и пропускается через формовочный канал, при этом сердцевина расположена на ленте. Формовочный канал и колодка взаимодействуют для обертывания полотна вокруг сердцевины, при этом по меньшей мере часть ложа гарнитуры образует в целом цилиндрический канал между колодкой, лентой и формовочным каналом. Нагревательный элемент может быть предусмотрен в части колодки для термоотверждения адгезива между перекрывающимися участками обернутого полотна.
При использовании и лента и формовочный канал изнашиваются, что приводит к нежелательному увеличению размера изготавливаемых обернутых стержней. Для поддержания качества изготовления необходимо заменять изношенные ленты и изношенные узлы формовочных каналов, что привносит дополнительные затраты в процесс изготовления и снижает эффективность изготовления.
Согласно первому аспекту предложено реконфигурируемое оберточное устройство для формирования по существу цилиндрического обернутого элемента путем обертывания сердцевины в материал в виде полотна, содержащее реконфигурируемое ложе гарнитуры, имеющее продолговатый формовочный канал, для поддержки конвейерной ленты, проходящей по длине указанного продолговатого формовочного канала для перемещения материала в виде полотна, и при этом продолговатый формовочный канал имеет продолговатую открытую сторону.
Согласно второму аспекту предложен способ реконфигурирования ложа гарнитуры в оберточном устройстве для образования по существу цилиндрического обернутого элемента путем обертывания сердцевины в материал в виде полотна, при этом оберточное устройство содержит реконфигурируемое ложе гарнитуры, имеющее продолговатый формовочный канал для поддержки конвейерной ленты, проходящей по длине продолговатого формовочного канала, для перемещения материала в виде полотна, и при этом продолговатый формовочный канал имеет продолговатую открытую сторону,
при этом ложе гарнитуры содержит основание и заменяемый вкладыш формовочного канала, содержащее формовочный канал и соединенное с возможностью разъема с основанием, при этом способ включает отделение и замену вкладыша формовочного канала.
В предпочтительных вариантах осуществления заменяемый вкладыш формовочного канала по меньшей мере частично поддерживает конвейерную ленту.
Согласно третьему аспекту предложен способ изготовления по существу цилиндрического обернутого элемента при помощи оберточного устройства, содержащего:
реконфигурируемое ложе гарнитуры, имеющее продолговатый формовочный канал для поддержки конвейерной ленты, проходящей вдоль длины продолговатого формовочного канала, для перемещения материала в виде полотна, причем продолговатый формовочный канал имеет продолговатую открытую сторону;
конвейерную ленту, проходящую вдоль длины продолговатого формовочного канала; и образующий продолговатый формовочный канал приводной механизм для приведения конвейерной ленты в движение вдоль длины продолговатого формовочного канала,
при этом способ включает:
приведение конвейерной ленты и перемещаемого на ней материала в виде полотна в движение вдоль продолговатого формовочного канала приводным механизмом;
размещение сердцевины на материале, перемещаемом лентой; и
обертывание сердцевины в материал в виде полотна.
Ложе гарнитуры может содержать:
основание; и
заменяемый вкладыш формовочного канала, образующий продолговатый формовочный канал и соединенный с основанием с возможностью отделения.
Оберточное устройство может содержать продолговатую колодку, выполненную смежно с и проходящую вдоль продолговатой открытой стороны продолговатого формовочного канала для контакта с возможностью скольжения по меньшей мере с одним из следующего: обернутой сердцевиной, сердцевиной и материалом в виде полотна.
Оберточное устройство может содержать одно или оба из следующего:
продолговатая колодка выполнена с возможностью перемещения в направлении ложа гарнитуры поперечно длине продолговатого формовочного канала; и
ложе гарнитуры выполнено с возможностью перемещения в направлении продолговатой колодки поперечно длине продолговатого формовочного канала.
Оберточное устройство может содержать конвейерную ленту, проходящую вдоль длины продолговатого формовочного канала, для перемещения материала в виде полотна.
Оберточное устройство может содержать приводной механизм для приведения конвейерной ленты в движение вдоль длины продолговатого формовочного канала.
Оберточное устройство может содержать:
продолговатую колодку, выполненную смежно с и проходящую вдоль продолговатой открытой стороны продолговатого формовочного канала для контакта с возможностью скольжения по меньшей мере с одним из следующего: обернутой сердцевиной, сердцевиной и материалом в виде полотна, и
способ может включать одно или оба из следующего:
продолговатая колодка выполнена с возможностью перемещения в направлении ложа гарнитуры поперечно длине продолговатого формовочного канала; и
ложе гарнитуры выполнено с возможностью перемещения в направлении продолговатой колодки поперечно длине продолговатого формовочного канала.
Способ может включать реконфигурирование ложа гарнитуры для обеспечения более узкого формовочного канала.
Указанное оберточное устройство может содержать конвейерную ленту, проходящую вдоль длины продолговатого формовочного канала для перемещения материала в виде полотна, при этом способ может содержать реконфигурирование ложа гарнитуры для обеспечения более широкого формовочного канала, при этом способ дополнительно включает замену конвейерной ленты.
В контексте настоящего документа термин «устройство, генерирующее аэрозоль» используется для описания устройства, которое взаимодействует с субстратом, образующим аэрозоль, изделия, генерирующего аэрозоль, с генерированием аэрозоля. Предпочтительно устройство, генерирующее аэрозоль, представляет собой курительное устройство, которое взаимодействует с субстратом, образующим аэрозоль, изделия, генерирующего аэрозоль, с генерированием аэрозоля, который пользователь может непосредственно вдыхать в свои легкие через рот. Устройство, генерирующее аэрозоль, может представлять собой держатель для курительного изделия.
Предпочтительно изделие, генерирующее аэрозоль, представляет собой курительное изделие, которое генерирует аэрозоль, который пользователь может непосредственно вдыхать в свои легкие через рот. Более предпочтительно изделие, генерирующее аэрозоль, представляет собой курительное изделие, которое генерирует никотиносодержащий аэрозоль, который пользователь может непосредственно вдыхать в свои легкие через рот.
В контексте настоящего документа термин «субстрат, образующий аэрозоль» используется для описания субстрата, способного при нагреве высвобождать летучие соединения, которые могут образовывать аэрозоль. Аэрозоль, генерируемый субстратами, образующими аэрозоль, изделий, генерирующих аэрозоль, описанных в настоящем документе, может быть видимым или невидимым и может содержать пары (например, тонкодисперсные частицы веществ, находящихся в газообразном состоянии, которые при комнатной температуре обычно являются жидкими или твердыми), а также газы и капли жидкости конденсированных паров.
Субстрат, образующий аэрозоль, может быть выполнен в виде сложенного полотна (также именуемого плиссированным полотном). Сложенное полотно может представлять собой, но без ограничения, гомогенизированный табачный материал, например TCL (формованный табачный лист), и обернут в оберточную бумагу.
В контексте данного документа термин «элемент, охлаждающий аэрозоль» используется для описания элемента, имеющего большую площадь поверхности и низкое сопротивление втягиванию. При использовании аэрозоль, образованный летучими соединениями, высвобожденными из субстрата, образующего аэрозоль, перед вдыханием пользователем проходит по элементу, охлаждающему аэрозоль, и охлаждается им. В отличие от фильтров и других мундштуков с высоким сопротивлением втягиванию элементы, охлаждающие аэрозоль, имеют низкое сопротивление втягиванию. Камеры и полости в генерирующем аэрозоль изделии также не считаются охлаждающими аэрозоль элементами.
В контексте настоящего документа термин «устройство, генерирующее аэрозоль» используется для описания устройства, которое взаимодействует с субстратом, образующим аэрозоль, изделия, генерирующего аэрозоль, с генерированием аэрозоля. Предпочтительно устройство, генерирующее аэрозоль, представляет собой курительное устройство, которое взаимодействует с субстратом, образующим аэрозоль, изделия, генерирующего аэрозоль, с генерированием аэрозоля, который пользователь может непосредственно вдыхать в свои легкие через рот. Устройство, генерирующее аэрозоль, может представлять собой держатель для курительного изделия.
Обертка может представлять собой обертку из фильтровальной бумаги. Предпочтительно, наружная обертка представляет собой сигаретную бумагу. Однако это не является обязательным, и элементы изделий, генерирующих аэрозоль, могут быть окружены другими наружными обертками.
В контексте данного документа термин «формовочный канал» используется для описания канала для обертывания материала в виде полотна вокруг сердцевины по мере прохождения материала в виде полотна и сердцевины вдоль указанного канала. По меньшей мере впускной участок формовочного канала, в котором материал в виде полотна постепенно оборачивается вокруг сердцевины, при использовании, имеет радиус кривизны, который уменьшается по направлению к концу, расположенному ниже по потоку. На конце, расположенном раньше по потоку, при использовании, канал может быть по существу плоским или иметь большой радиус кривизны, где в формовочный канал вводят необернутые материалы. По меньшей мере выпускной участок формовочного канала проходит наружу по направлению к концу, расположенному ниже по потоку, например, имеет радиус кривизны, который увеличивается по направлению к концу, расположенному ниже по потоку, и может стать плоским на конце, расположенном ниже по потоку.
В контексте данного документа термин «реконфигурируемое ложе гарнитуры» используется для описания композитной структуры, образующей формовочный канал или часть длины формовочного канала, которая может быть модифицирована для компенсации износа, замены других частей или и того, и другого. Одна из частей композитной структуры может составлять полную поверхность формовочного канала, перпендикулярную длине формовочного канала. Альтернативно, каждая из нескольких частей может составлять часть всей поверхности формовочного канала, перпендикулярную длине формовочного канала.
В контексте данного документа термин «реконфигурирование» используется для описания модификации, которая может быть выполнена быстро. Удаление заменяемого вкладыша формовочного канала для реконфигурирования ложа гарнитуры может потребовать отвинчивания не более чем двух крепежных винтов или крепежных болтов.
Реконфигурирование ложа гарнитуры может включать изменение размера формовочного канала, например, изменение ложа гарнитуры для обеспечения формовочного канала, который является более узким или более широким.
Заменяемый вкладыш формовочного канала существенно меньше, чем целое ложе гарнитуры. Перпендикулярно длине формовочного канала и в месте вдоль длины формовочного канала, в котором площадь поперечного сечения формовочного канала является наименьшей (или, в которой радиус кривизны формовочного канала является наименьшим), площадь поперечного сечения заменяемого вкладыша формовочного канала может быть меньше, чем площадь поперечного сечения ложа гарнитуры, при соотношении по меньшей мере 10:1, по меньшей мере 5:1 или по меньшей мере 2:1.
В контексте данного документа термин «вкладыш формовочного канала» используется для описания заменяемого элемента, который составляет формовочный канал или часть длины формовочного канала и присоединен к основанию с возможностью отделения, которое остается на месте при замене вкладыша формовочного канала. При использовании «конвейерная лента», скорее всего, будет располагаться на заменяемом вкладыше (вкладышах) формовочного канала, что будет приводить к трению и износу заменяемого вкладыша (вкладышей) формовочного канала.
В контексте данного документа термин «конвейерная лента» обозначает полосу материала, которая уложена вдоль длины формовочного канала, и приводится в движение вдоль формовочного канала при использовании для перемещения на ней полотна оберточного материала и сердцевины. Конвейерная лента также называется гарнитурной лентой или гарнитурой. В контексте данного документа термин «приводной механизм» представляет собой механизированное устройство для приведения конвейерной ленты в движение вдоль формовочного канала. Конвейерная лента может представлять собой бесконечный контур.
В контексте данного документа термин «колодка» используется для описания элемента, который образует поверхность, которая является комплементарной формовочному каналу ложа гарнитуры, для взаимодействия с формовочным каналом для обертывания оберточного материала вокруг материала сердцевины при использовании.
В поперечном сечении перпендикулярно длине формовочного канала, заменяемый вкладыш формовочного канала меньше, чем основание, в связи с чем может быть возможно заменить заменяемый вкладыш формовочного канала без отделения конвейерной ленты от остальной части ложа гарнитуры (которая содержит по меньшей мере основание).
При использовании, конвейерная лента может удерживаться под натяжением посредством механизма натяжения ленты, например, натяжного шкива, который может быть установлен с возможностью вращения на смещаемом рычаге. Для замены ложа гарнитуры механизм натяжения может ослаблен, чтобы ослабить конвейерную ленту, давая возможность извлечь конвейерную ленту из формовочного канала, затем ложе гарнитуры реконфигурируется, после чего конвейерная лента вставляется в формовочный канал и снова натягивается посредством повторного приведения в действие механизма натяжения ленты.
Предпочтительно, ложе гарнитуры может быть реконфигурировано без необходимости полного извлечения одного или более из следующего: ложа гарнитуры, конвейерной ленты и колодки (при наличии). Реконфигурирование ложа гарнитуры без полного извлечения одного или более из следующего: ложа гарнитуры, конвейерной ленты и колодки, может обеспечить возможность осуществления периодического обслуживания оберточного устройства намного быстрее, чем в ином случае, снижая время простоя оберточного устройства и повышая эффективность изготовления. Полезно, что реконфигурирование оберточного устройства без полного извлечения ложа гарнитуры или колодки обеспечивает возможность исключения или уменьшения необходимости в квалифицированной повторной сборке и повторной настройке.
Обычно конвейерная лента заменяется чаще, чем известное ложе гарнитуры. Известно, что для уменьшения износа известного формовочного канала ложа гарнитуры изготавливаются из износостойкого материала, например нержавеющей стали, который может быть дополнительно оснащен упрочненным покрытием, например, покрытием из алмазоподобного углерода. За счет обеспечения удобного реконфигурирования ложа гарнитуры путем замены заменяемого вкладыша формовочного канала, обеспечивается возможность получения формовочного канала с использованием менее износостойкого материала (например, пластмассового материала), с повышенным износом ложа гарнитуры, который компенсируется за счет реконфигурирования ложа гарнитуры. Полезно, что, выполнение формовочного канала из менее износостойкого материала может уменьшить износ конвейерной ленты, что обеспечивает возможность уменьшения частоты периодического обслуживания и сокращения общего времени простоя оберточного устройства.
Полезно, что реконфигурирование ложа гарнитуры может обеспечить возможность длительного использования конвейерной ленты и/или ложа гарнитуры, даже когда они станут изношенными, что может увеличить продолжительность эксплуатации оберточного устройства до того, как возникнет необходимость замены конвейерной ленты. Продление времени работы частей может повысить эксплуатационную эффективность и снизить эксплуатационные затраты.
Предпочтительно, с помощью реконфигурирования ложа гарнитуры обеспечивается возможность поддержания как по существу цилиндрической формы, так и площади поперечного сечения обернутой сердцевины в пределах более узких допусков.
Далее дополнительно описаны примеры со ссылкой на сопроводительные чертежи, на которых:
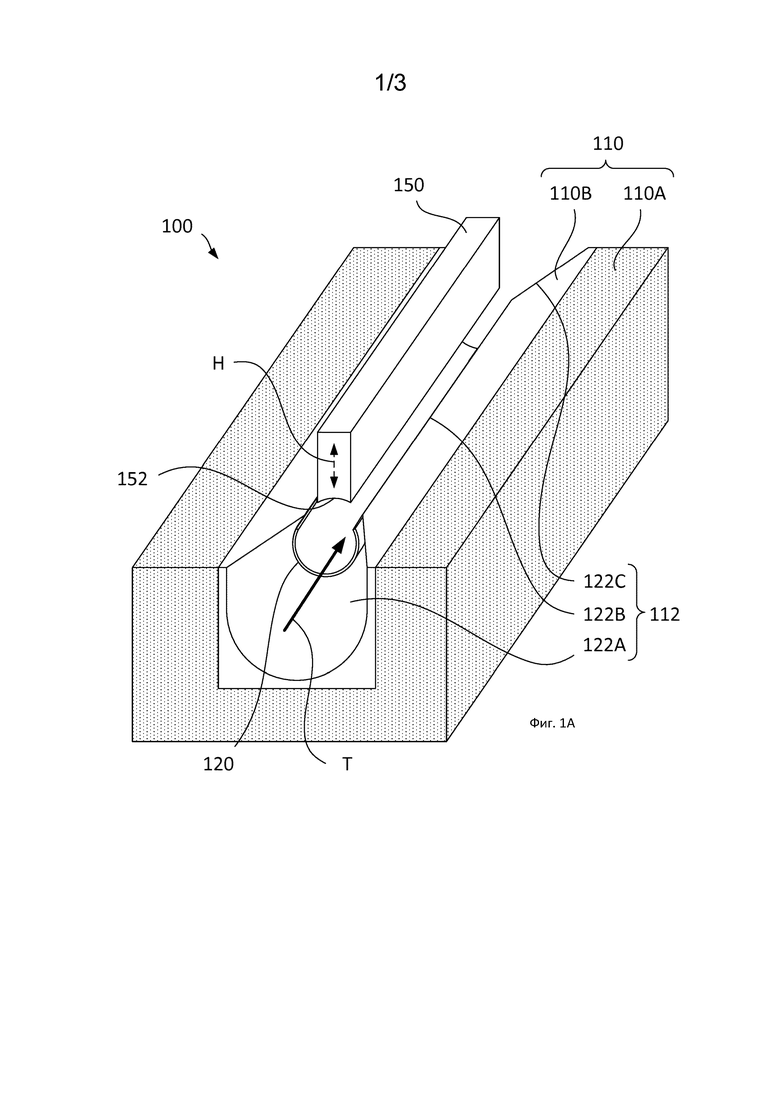
на фиг. 1А показан вид в перспективе первого реконфигурируемого оберточного устройства;
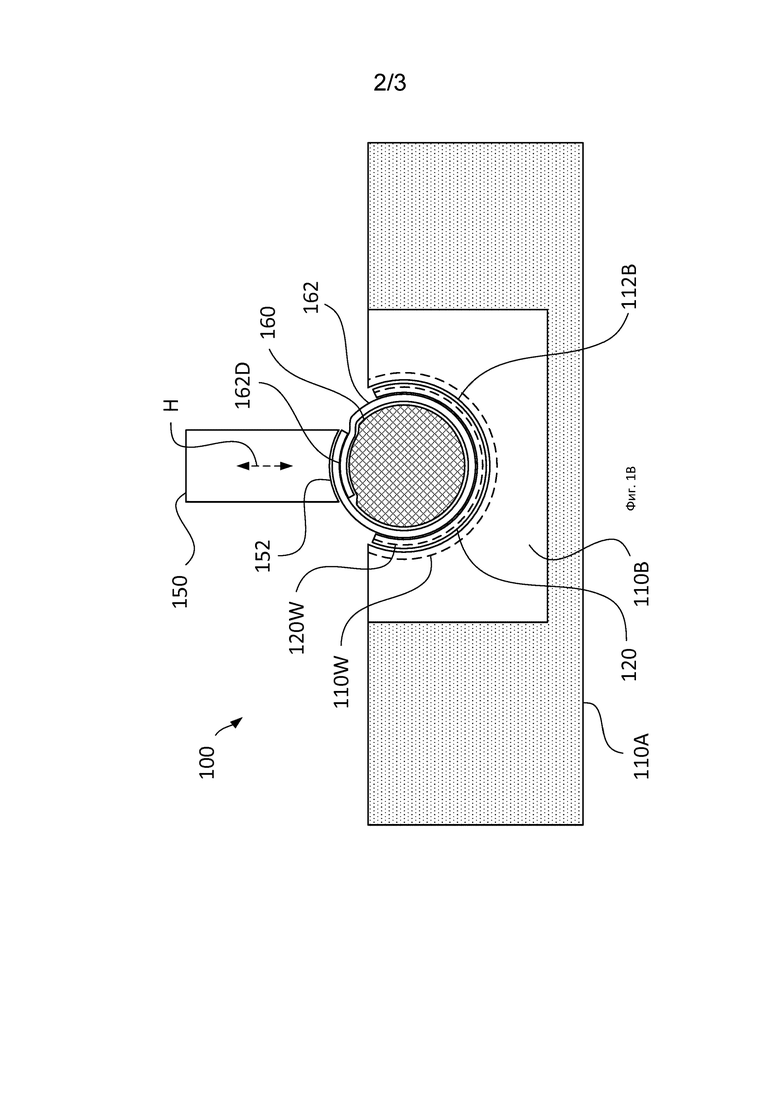
на фиг. 1B показан вид в поперечном разрезе через реконфигурируемого оберточного устройство, показанное на фиг. 1A; и
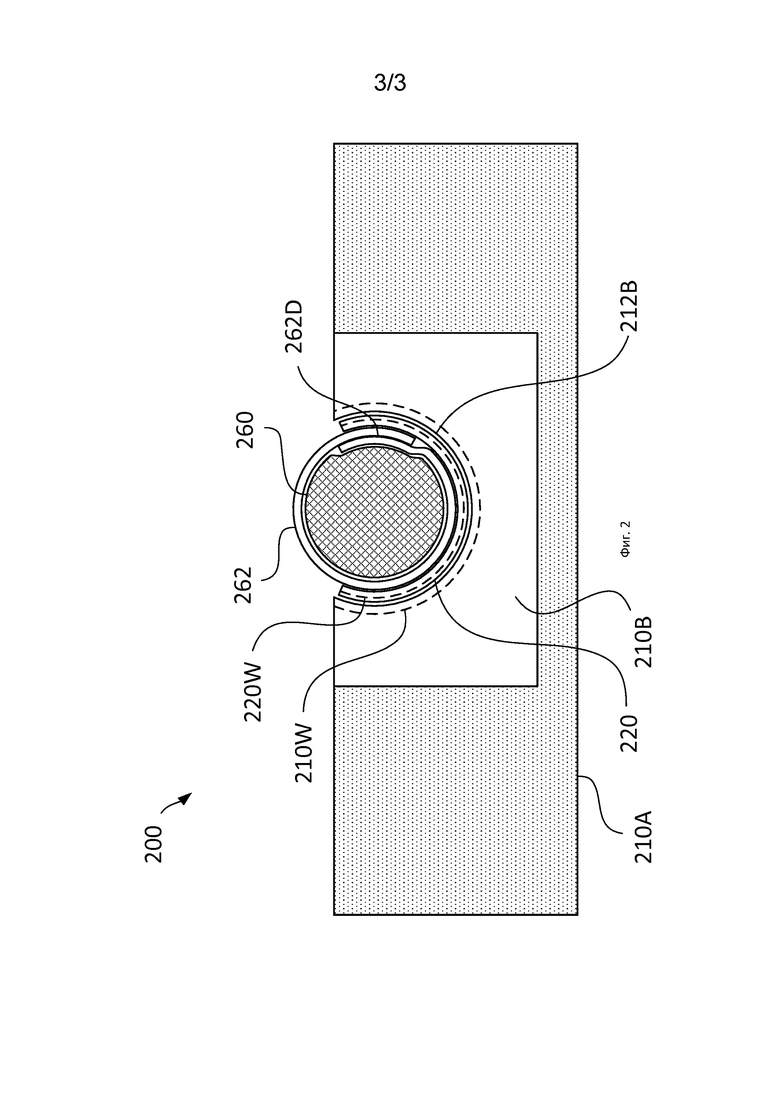
на фиг. 2 показан вид в поперечном разрезе второго реконфигурируемого оберточного устройства в неизношенном состоянии.
Одинаковые номера позиций относятся к одинаковым элементам во всех случаях. В описанных примерах одинаковые элементы были обозначены одинаковыми номерами, хотя в некоторых случаях они имеют один или более номеров, отличающихся друг от друга на величину, кратную 100. Например, на разных фигурах 100 и 200 использованы для указания реконфигурируемого оберточного устройства.
На фиг. 1А показан вид в перспективе первого реконфигурируемого оберточного устройства 100, и на фиг. 1В показан вид в поперечном разрезе оберточного устройства при использовании.
Реконфигурируемое оберточное устройство 100 имеет ложе гарнитуры 110 с формовочным каналом 112, проходящим вдоль его длины. Конвейерная лента 120 проходит вдоль поверхности формовочного канала 112, и обе они открыты вдоль длины формовочного канала, при этом открытая сторона обращена к продолговатой колодке 150.
В показанном ложе гарнитуры 110 формовочный канал 112 имеет впускной участок 112А, средний участок 112В и выпускной участок 112С. Средний участок 112B имеет постоянный радиус кривизны вдоль своей длины. Впускной участок 112A сужается в направлении от впуска формовочного канала 112 и в направлении среднего участка 112B. Выпускной участок 112C расширяется в направлении выпускного отверстия и в направлении от среднего участка 112C.
Конвейерная лента 120 может представлять собой бесконечную ленту, и на фиг. 1A изображена только часть конвейерной ленты, представляющая собой часть в пределах среднего участка 112B формовочного канала 112. Предусмотрен ременной приводной механизм (не показан) для приведения конвейерной ленты 120 в движение вдоль формовочного канала 112 в направлении T транспортировки. Колодка 150 имеет вогнутую поверхность 152, в поперечном сечении перпендикулярную длине формовочного канала 112, которая обращена к открытой стороне формовочного канала 112. Формовочный канал 112, конвейерная лента 120 и вогнутая поверхность 152 колодки 150 расположены соответственно и имеют комплементарную форму для размещения по существу цилиндрического элемента, например, в целом цилиндрической сердцевины 160, обернутой в оберточную бумагу 162. Несмотря на то, что продолговатая колодка 150 присутствует в оберточном устройстве 100 по фиг. 1B, она является необязательной и может отсутствовать (например, как показано на фиг. 2).
Первое ложе гарнитуры 110 выполнено из композитной конструкции, имеющей основание 110A и заменяемый вкладыш 110B формовочного канала, который соединен с основанием с возможностью разъема. Продолговатый формовочный канал 112 может быть целиком образован заменяемым вкладышем 110B формовочного канала, как показано на фиг. 1A, что позволяет заменять полную длину формовочного канала за счет замены только заменяемого вкладыша формовочного канала.
Формовочный канал 112, конвейерная лента 120 и вогнутая поверхность 152 колодки 150 (при наличии) расположены соответственно и имеют комплементарную форму для формирования и транспортировки по существу цилиндрического элемента, захваченного на конвейерную ленту например, в целом цилиндрической сердцевины 160, обернутой в оберточную бумагу 162. При использовании, ременной приводной механизм приводит в действие конвейерную ленту 120 вдоль формовочного канала 112 в направлении T транспортировки (указано на фиг. 1A), оберточная бумагу 162 размещается на конвейерной ленте 120 и проходит вдоль нее, сердцевину 160 размещают на оберточной бумаге и обертывают оберточную бумагу вокруг сердцевины. По мере того как конвейерная лента 120 протягивает оберточную бумагу 162 и сердцевину 160 вдоль впускного участка 112А и среднего участка 112В формовочного канала 112, оберточная бумага постепенно оборачивается вокруг сердцевины до тех пор, пока обернутая сердцевина не выйдет из формовочного канала вдоль выпускного участка 112С. При прохождении вдоль формовочного канала 112 (например, в среднем участке 112B) оберточная бумага 162 запечатана вокруг сердцевины 160.
В показанном реконфигурируемом оберточном узле 100 показанная колодка 150 имеет постоянную форму поперечного сечения вдоль своей длины и проходит вдоль среднего участка 112B формовочного канала 112. Однако для улучшения характеристик обертывания колодка 150 может иметь форму, которая изменяется вдоль длины формовочного канала 112. Тем не менее, колодка 150 может проходить вдоль части длины или по всей длине впускного участка 112А, вдоль части длины или по всей длине среднего участка 112В, вдоль части длины или по всей длине выпускного участка 112С, или она может проходить вдоль части или вдоль всех смежных участков 112А, 112В, 112С формовочного канала 112. Предпочтительно, все участки 112A, 112B и 112C формовочного канала 112 поддерживают конвейерную ленту 120. Формовочный канал 112 может поддерживать конвейерную ленту 120 непосредственно или опосредованно.
Во время изготовления, когда оберточная бумага 162 обернута вокруг сердцевины 160, двухслойная область 162D может проходить вдоль вогнутой поверхности 152 колодки 150 (или подобным образом, двухслойная область 262B может проходить вдоль вогнутой поверхности формовочного канала 112, как показано на фиг. 2).
Между слоями в двухслойной области 162D может быть предусмотрен контактный клей, и адгезия может быть облегчена посредством контакта между двухслойной областью и конвейерной лентой 120 и/или формовочным каналом 112. Альтернативно или дополнительно, между слоями в двухслойной области 162D может быть нанесен термореактивный клей. По меньшей мере часть вогнутой поверхности 152 колодки 150 (или поверхности формовочного канала 212 в компоновке по фиг. 2) может быть снабжена областью нагрева (не показана), которая нагревает двухслойную область 162D для высушивания или плавления клея между слоями, и при этом вогнутая поверхность 152 колодки 150 (или поверхность формовочного канала 212 в компоновке по фиг. 2) может быть необязательно снабжена также охлаждающей областью (не показана) для охлаждения клея.
При длительном использовании конвейерная лента 120 может износиться и стать тоньше, например, стать изношенной до пунктирной линии, обозначенной 120W. Альтернативно или дополнительно, заменяемый вкладыш формовочного канала 110B может износиться под воздействием конвейерных лент 120, например, износиться до пунктирной линии, обозначенной 110W. Это может быть обусловлено трением, вызываемым, при использовании, движущейся конвейерной лентой 120, поддерживаемой заменяемыми вкладышами формовочного канала 110B и контактирующей с ними. В некоторых вариантах осуществления конвейерная лента поддерживается заменяемым вкладышем (вкладышами) формовочного канала. В некоторых вариантах осуществления конвейерная лента непосредственно поддерживается заменяемым вкладышем (вкладышами) формовочного канала.
Когда пользователь или автоматизированный контрольный механизм (не показан) обнаруживает износ одного или обоих заменяемых вкладышей формовочного канала 110B и конвейерной ленты 120, вкладыш формовочного канала 110B может быть отсоединен от основания 110A и заменен дополнительным вкладышем формовочного канала. Вкладыш формовочного канала, или заменяемый вкладыш формовочного канала, могут поддерживать конвейерную ленту 120. Вкладыш формовочного канала или заменяемый вкладыш формовочного канала могут поддерживать конвейерную ленту 120, непосредственно или опосредованно. Предпочтительно, вкладыш формовочного канала, или заменяемый вкладыш формовочного канала, выполнен с возможностью поддержки конвейерной ленты 120. Предпочтительно, вкладыш формовочного канала, или заменяемый вкладыш формовочного канала, непосредственно поддерживает конвейерную ленту 120.
В случае обнаружения износа конвейерной ленты 120 и последующего использования конвейерной ленты, заменяемый вкладыш формовочного канала 110B может быть заменен на другой заменяемый вкладыш формовочного канала, имеющий такую форму, чтобы компенсировать износ конвейерной ленты, имеющий формовочный канал меньшего диаметра, например, имеющий меньший диаметр среднего участка 112B.
В случае обнаружения износа заменяемого вкладыша формовочного канала 110В при возможности последующего использования конвейерной ленты 120, заменяемый вкладыш формовочного канала может быть заменен другим заменяемым вкладышем формовочного канала, который имеет форму, соответствующую изношенному заменяемому вкладышу формовочного канала, например, имеет форму, которая соответствует форме предыдущего заменяемого вкладыша формовочного канала, когда тот был новым, или имеет форму, которая компенсирует конвейерную ленту, которая изношена, но при этом недостаточно изношена для того, чтобы ее заменить.
В случае, если необходимо одновременно заменить вкладыш формовочного канала 110В и конвейерную ленту 120, их можно заменить заменяемым вкладышем формовочного канала, имеющим форму, которая дополняет новую конвейерную ленту.
Дополнительно, высота колодки 150 (при наличии) над основанием формовочного канала 112 (например, на среднем участке 112B) может быть отрегулирована, H, в соответствии с реконфигурацией ложа гарнитуры 110, и в соответствии с износом конвейерной ленты 120.
Реконфигурируемое оберточное устройство 100, показанное на фиг. 1A и 1B, содержит продолговатую колодку 150. Тем не менее, в качестве альтернативы, продолговатая колодка может отсутствовать в реконфигурируемых оберточных устройствах.
На фиг. 2 показан вид в поперечном разрезе второго реконфигурируемого оберточного устройства 200 в неизношенном состоянии, которое в целом подобно первому реконфигурируемому оберточному устройству 100 по фиг. 1B.
Второе реконфигурируемое оберточное устройство 200 отличается от первого реконфигурируемого оберточного устройства 100 отсутствием продолговатой колодки 150.
Реконфигурируемое оберточное устройство 200 имеет ложе гарнитуры 210 с формовочным каналом 212, проходящим вдоль его длины. Конвейерная лента 220 проходит вдоль поверхности формовочного канала 212, и обе они открыты вдоль длины формовочного канала. Конвейерная лента 220 может представлять собой бесконечную ленту, и только часть конвейерной ленты изображена на фиг. 2. Для приведения конвейерной ленты 220 в движение вдоль формовочного канала 212 в направлении транспортировки (Т, показано на фиг. 1А) предусмотрен ременной приводной механизм (не показан).
Второе ложе гарнитуры 210 выполнено из композитной конструкции, имеющей основание 210A и заменяемый вкладыш 210B формовочного канала, который соединен с основанием с возможностью отделения, при этом предусмотрен продолговатый формовочный канал 212 во вкладыше формовочного канала.
Формовочный канал 212 и конвейерная лента 220 имеют форму для формирования и транспортировки по существу цилиндрического элемента, перемещаемого на конвейерной ленте, например, в целом цилиндрической сердцевины 260, обернутой в оберточную бумагу 262. При использовании, ременной приводной механизм приводит в действие конвейерную ленту 220 вдоль формовочного канала 212 (например, в направлении T транспортировки, как указано на фиг. 1A), оберточная бумага 262 размещается на конвейерной ленте 220 и проходит вдоль нее, сердцевину 260 размещают на оберточной бумаге и обертывают оберточную бумагу вокруг сердцевины. Для облегчения представления формовочный канал 212 был показан с однородной формой поперечного сечения (перпендикулярно длине формовочного канала). Однако для улучшения характеристик обертывания формовочный канал 212 может иметь форму, которая изменяется вдоль длины формовочного канала.
Во время изготовления, когда оберточная бумага 262 обернута вокруг сердцевины 260, двухслойная область 262D может проходить вдоль вогнутой поверхности формовочного канала 212. Между слоями в двухслойной области 262D может быть предусмотрен контактный клей, и адгезия может обеспечиваться посредством контакта между двухслойной областью и конвейерной лентой 220 и/или формовочным каналом 212. Альтернативно или дополнительно, между слоями в двухслойной области 262D может быть нанесен термореактивный клей. По меньшей мере часть вогнутой поверхности формовочного канала 212 может быть снабжена областью нагрева (не показана), которая нагревает двухслойную область 262D для высушивания или плавления клея, и формовочный канал 212 необязательно может быть снабжен охлаждающей областью (не показана) для охлаждения двухслойной области.
При длительном использовании конвейерная лента 220 может износиться и стать тоньше, например, стать изношенной до пунктирной линии, обозначенной 220W. Альтернативно или дополнительно, заменяемый вкладыш формовочного канала 210B может износиться под воздействием конвейерных лент 220, например, износиться до пунктирной линии, обозначенной 210W.
Когда пользователь или автоматизированное контрольное устройство (не показано) обнаруживает износ одного или обоих из заменяемого вкладыша формовочного канала 210B и конвейерной ленты 220, вкладыш формовочного канала может быть отсоединен от основания 210A и заменен дополнительным вкладышем формовочного канала, имеющим такую форму, чтобы компенсировать износ конвейерной ленты (например, имеющим формовочный канал меньшего диаметра), имеющий форму, соответствующую изношенному заменяемому вкладышу формовочного канала (например, имеющий исходный форму предыдущего вкладыша формовочного канала), или форму, которая компенсирует и корректирует обе формы износа.
Реконфигурирование ложа гарнитуры может обеспечить возможность длительного использования конвейерной ленты и/или ложа гарнитуры, даже когда они станут изношенными, что может увеличить продолжительность эксплуатации оберточного устройства до того, как возникнет необходимость замены конвейерной ленты или формовочного канала. Продление времени работы частей может повысить эксплуатационную эффективность и снизить эксплуатационные затраты.
С помощью реконфигурирования обеспечивается возможность поддержания как по существу цилиндрической формы, так и площади поперечного сечения обернутой сердцевины в пределах более узких допусков.
Фигуры, представленные в данном документе, являются схематическими и выполнены не в масштабе.
По всему описанию и формуле настоящего описания слова «содержать» и «заключать в себе» и их варианты означают «включающий, но без ограничения», и они не предназначены для исключения (и не исключают) других частей, добавок, компонентов, целых чисел или этапов. По всему описанию и формуле изобретения этой заявки единственное число охватывает множественное число, если контекст не требует иного. В частности, когда применяется форма единственного числа, описание изобретения следует понимать как предполагающее множественность, а также единственность, если контекст не требует иного.
Признаки, целые числа, характеристики, соединения, химические вещества или группы, описанные в отношении конкретного аспекта, варианта осуществления или примера настоящего изобретения, следует рассматривать как применимые к любому другому аспекту, варианту осуществления или примеру, описанному в контексте настоящего документа, за исключением несовместимых с ним. Все признаки, раскрытые в настоящей заявке (включая любые прилагаемые формулу изобретения, реферат и графические материалы), и/или все этапы любого способа или процесса, таким образом раскрытые, могут быть объединены в любой комбинации, за исключением комбинаций, в которых по меньшей мере некоторые из таких признаков и/или этапов являются взаимоисключающими. Настоящее изобретение не ограничивается подробностями любых вышеуказанных вариантов осуществления. Настоящее изобретение распространяется на любой новый признак или любую новую комбинацию признаков, раскрытых в настоящем описании (включая любые прилагаемые формулу изобретения, реферат и графические материалы), или на любой новый этап или любую новую комбинацию этапов любого способа или процесса, раскрытых в нем.
Обращаем внимание читателя на все публикации и документы, которые были опубликованы в связи с данной областью применения одновременно с настоящим описанием или раньше него и открыты для публичного просмотра вместе с настоящим описанием, причем содержание всех таких публикаций и документов включено в настоящее описание посредством ссылки.
Способ реконфигурирования ложа гарнитуры в оберточном устройстве (100) для формирования по существу цилиндрического обернутого элемента путем обертывания сердцевины (160) в материал в виде полотна (162), содержащее реконфигурируемое ложе гарнитуры (110), имеющее продолговатый формовочный канал (112), для поддержки конвейерной ленты (120), проходящей по длине указанного продолговатого формовочного канала (112) для перемещения материала в виде полотна (162), при этом продолговатый формовочный канал (112) имеет продолговатую открытую сторону. Способ включает в себя отделение и замену вкладыша формовочного канала на другой заменяемый вкладыш формовочного канала, имеющий такую форму, чтобы компенсировать изношенную конвейерную ленту. 6 з.п. ф-лы, 3 ил.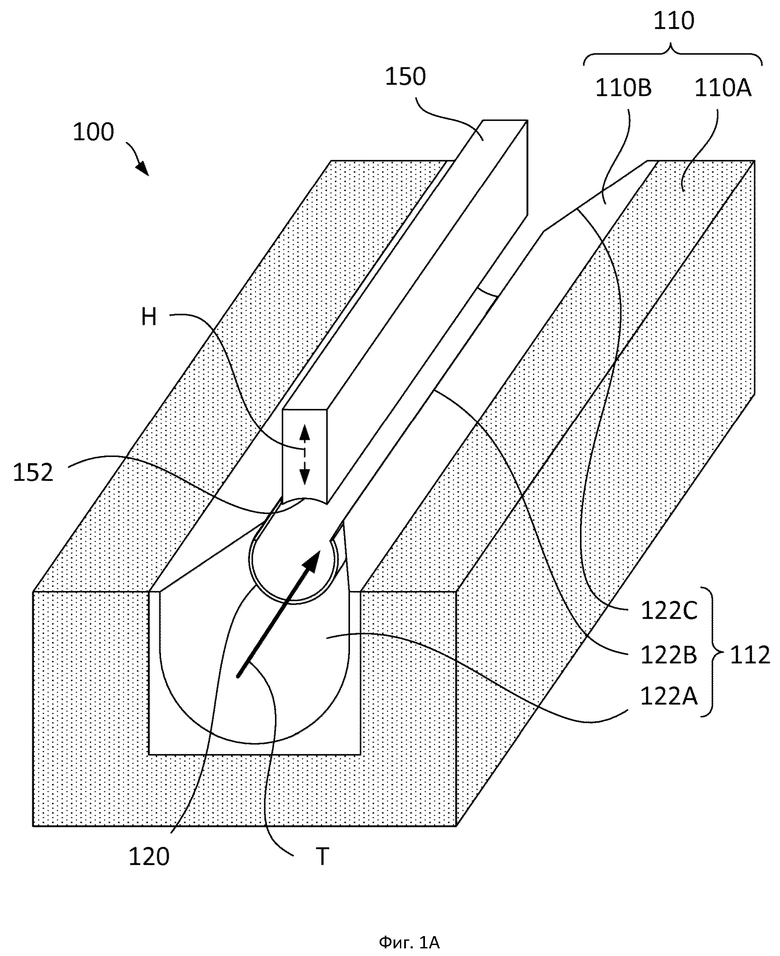
1. Способ реконфигурирования ложа гарнитуры в оберточном устройстве для формирования по существу цилиндрического обернутого элемента путем обертывания сердцевины в материал в виде полотна, при этом оберточное устройство содержит реконфигурируемое ложе гарнитуры, имеющее продолговатый формовочный канал для поддержки конвейерной ленты, проходящей по длине продолговатого формовочного канала, для перемещения материала в виде полотна, и при этом продолговатый формовочный канал имеет продолговатую открытую сторону,
при этом ложе гарнитуры содержит основание и заменяемый вкладыш формовочного канала, снабженный продолговатым формовочным каналом и соединенный с основанием с возможностью отделения, при этом способ включает в себя отделение и замену вкладыша формовочного канала,
и при этом заменяемый вкладыш формовочного канала заменяется на другой заменяемый вкладыш формовочного канала, имеющий такую форму, чтобы компенсировать изношенную конвейерную ленту.
2. Способ реконфигурирования ложа гарнитуры по п. 1, отличающийся тем, что реконфигурирование ложа гарнитуры включает в себя обеспечение более узкого формовочного канала.
3. Способ по п. 1 или 2, отличающийся тем, что оберточное устройство содержит:
продолговатую колодку, выполненную смежно с и проходящую вдоль продолговатой открытой стороны продолговатого формовочного канала для контакта с возможностью скольжения по меньшей мере с одним из следующего: обернутой сердцевиной, сердцевиной и материалом в виде полотна,
при этом способ включает в себя одно или оба из следующего:
продолговатая колодка выполнена с возможностью перемещения в направлении ложа гарнитуры поперечно длине продолговатого формовочного канала; и
ложе гарнитуры выполнено с возможностью перемещения в направлении продолговатой колодки поперечно длине продолговатого формовочного канала.
4. Способ реконфигурирования ложа гарнитуры по любому из предыдущих пунктов, отличающийся тем, что дополнительно включает в себя этап реконфигурации ложа гарнитуры без необходимости полного извлечения ложа гарнитуры и/или конвейерной ленты.
5. Способ реконфигурирования ложа гарнитуры по п. 3, отличающийся тем, что дополнительно включает в себя этап реконфигурации ложа гарнитуры без необходимости полного извлечения колодки.
6. Способ реконфигурирования ложа гарнитуры по любому из предыдущих пунктов, отличающийся тем, что заменяемый вкладыш формовочного канала заменяется на другой заменяемый вкладыш формовочного канала в случае обнаружения износа конвейерной ленты с последующим использованием конвейерной ленты.
7. Способ реконфигурирования ложа гарнитуры по любому из предыдущих пунктов, отличающийся тем, что заменяемый вкладыш формовочного канала заменяется на другой заменяемый вкладыш формовочного канала, имеющий формовочный канал меньшего диаметра.
| EP 3320788 A1, 16.05.2018 | |||
| US 20170013872 A1, 19.01.2017 | |||
| DE 102010051894 A1, 24.05.2012 | |||
| Способ грануляции шлакового расплава | 1984 |
|
SU1293136A1 |
| Способ подготовки поверхности InSb подложки для выращивания гетероструктуры методом молекулярно-лучевой эпитаксии | 2016 |
|
RU2642879C1 |
| US 7077145 B2, 18.07.2006 | |||
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ПАЧЕК В БЛОКИ | 1992 |
|
RU2084380C1 |
| НАПРАВЛЯЮЩИЙ БАШМАК ДЛЯ БАРАБАННОГО/ШНЕКОВОГО КОМБАЙНА И БЫСТРОИЗНАШИВАЮЩИЕСЯ ВКЛАДЫШИ ДЛЯ НАПРАВЛЯЮЩИХ БАШМАКОВ | 2008 |
|
RU2453699C2 |
| НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО В СБОРЕ ДЛЯ НАПРАВЛЯЮЩИХ СТРУГА | 2015 |
|
RU2641151C1 |

