Область техники
Изобретение относится к металлургии, в частности к литейному производству, и может быть использовано для разливки жидкого металла, предпочтительно из алюминиевых сплавов, в цилиндрические слитки на вертикальных литейных машинах как полунепрерывного, так и непрерывного литья с прямым охлаждением слитков водой.
Уровень техники
В настоящее время на литейных заводах для производства цилиндрических слитков широко используются литейные машины вертикального полунепрерывного литья с прямым охлаждением слитков водой с использованием кристаллизаторов различной конструкции. В последнее время нашли применение литейные машины с использованием кристаллизаторов с тепловыми насадками, графитовыми вставками, кристаллизаторов, оборудованными системами автоматической подачи смазки, подачи газа в зону образования мениска. Все эти решения дают эффект в повышении качества продукции и производительности литейных машин.
Литейные машины для литья цилиндрических слитков обеспечивают литье одновременно большого количество слитков за счет установки рядами кристаллизаторов с распределением металла по общему коллектору равномерно на каждый слиток.
Жидкий металл заливается в кристаллизаторы через огнеупорные втулки, соединённые с общим коллектором и обеспечивающие одинаковый расход металла. В нижней части кристаллизатора устанавливается подвижная затравка (поддон), обеспечивающая первичное заполнение металла для начала формирования донной части слитка. При перемещении поддона относительно оси литья производится вытягивание формирующего слитка из кристаллизатора.
Кристаллизация металла начинается при касании стенок кристаллизатора с образованием первичной корки, толщина которой будет зависеть от диаметра кристаллизатора, его высоты, скорости литья и расхода охлаждающей жидкости, поступающие по каналам стенок кристаллизатора с внутренней стороны. Кристаллизация, при которой формируются стенки будущего слитка без прямого контакта с охлаждающей жидкостью, называется основной или первичной. При вторичной кристаллизации производится окончательное формирование слитка за счет непосредственной подачи воды на поверхность стенок слитка.
Кристаллизация в зоне первичного охлаждения осуществляется жидким хладагентом в соответствии с известной ранней технологией, когда использованный хладагент направляется через общую камеру, в которой установлены кристаллизаторы, в камеру кристаллизатора, откуда по внутренним каналам кристаллизатора в зону вторичного охлаждения непосредственно на формирующиеся слиток. Камера кристаллизатора образуется сборкой из отдельных элементов с установкой промежуточных уплотнений обеспечивающих достаточную герметичность соединений. Тем не менее, даже если при установке кристаллизатора было обеспечено достаточное усилие для деформации уплотнений, со временем происходит их износ и утечки все равно могут происходить, что может привести к серьезным авариям и травмам на производстве.
Известны кристаллизаторы для вертикального литья слитков из алюминия и алюминиевых сплавов с применением указанных выше технических решений отечественных и зарубежных фирм, например, Wagstaff, Hycast, JASPER GmbH, Norsk Hydro ASA и другие.
В патенте US 4597432, опубликован 01.07.1986, описано и показано оборудование указанного выше типа, в котором воду при утечке через уплотнения отводят вверх к верхней стороне камеры, в которой смонтированы кристаллизаторы, где просочившаяся вода сливается в сторону от жидкого металла. Такое решение хотя и обеспечивает отвод утечек воды от горячих частей кристаллизатора, которые могут быть разрушены при контакте с водой, но не исключает наличие таких случаев при неправильной установке уплотнений. Также такое устройство не содержит системы предупреждения в случае появления утечек или решения проблемы простоя между операциями литья слитков.
В патенте US 4693298, опубликован 15.09.1987, описано устройство для литья металлов с контролируемым прямым охлаждением слитка во время литья. В устройстве кристаллизатор содержит литейную камеру, футерованную проницаемыми элементами для подачи масла, имеет литник для подачи расплава, зону первичного охлаждения литейной камеры и зону вторичного охлаждения, которая расположена непосредственно ниже первичной зоны охлаждения и в которой предусмотрено прямое охлаждение слитка водой. Устройство также снабжено дополнительным контуром для подачи сжатого воздуха, канал которого соединяется с каналом подачи охлаждающей жидкости, поступающей в зону вторичного охлаждения. При подаче сжатого воздуха происходит выброс воды в зону вторичного охлаждения, тем самым срывается паровая рубашка на поверхности отливаемого слитка и улучшается охлаждение.
Недостатком данного устройства является то, что подаваемый в систему воздух выдавливает воду не только в сторону отливаемого слитка, но и в камеру, откуда поступает вода. Повторное заполнение каналов водой занимает некоторое время, которое отливаемый слиток не будет охлаждаться.
В патенте RU 113685, опубликован 27.02.2012, указывается, что для расширения диапазона регулирования интенсивности охлаждения слитка, увеличения скорости теплопередачи и отвода тепла через стенку кристаллизатора, улучшения качества литой поверхности слитка - увеличения корочки на поверхности слитка, уменьшения поверхностных ликвационных наплывов и глубины залегания неслитин (или глубинное окончание ликвационных полос) кристаллизатор выполнен с уменьшенной конусностью, а корпус выполнен с наличием камеры приемки и распределения охлаждающей жидкости, изолированных и концентрично расположенных относительно друг друга кольцевой камеры начального охлаждения и кольцевой камеры дополнительного охлаждения, при этом поступление охлаждающей жидкости в камеру начального охлаждения осуществляется посредством отдельных подводящих каналов через камеру приемки и распределения охлаждающей жидкости, а нижний торец камеры начального охлаждения и камеры дополнительного охлаждения образуется общим съемным вкладышем, в котором выполнены кольцевой пояс выпускных отверстий камеры начального охлаждения и кольцевой пояс выпускных отверстий камеры дополнительного охлаждения. Поставленная задача решается тем, что в устройстве для непрерывного вертикального литья цилиндрических слитков из алюминиевых сплавов, содержащем кристаллизатор, корпус с охлаждающими камерами, подводящими и отводящими охлаждающими каналами, систему подвода жидкой смазки, в корпусе выполнены камера приема и распределения охлаждающей жидкости, и изолированные и концентрично расположенные относительно друг друга кольцевая камера начального охлаждения и кольцевая камера дополнительного охлаждения. При этом устройство снабжено подводящими каналами для поступления охлаждающей жидкости в камеру начального охлаждения через камеру приема и распределения охлаждающей жидкости, двумя патрубками для подачи охлаждающей жидкости в камеру приема и распределения охлаждающей жидкости и двумя патрубками для подачи охлаждающей жидкости в камеру дополнительного охлаждения, нижний торец камеры начального охлаждения и камеры дополнительного охлаждения образован общим съемным вкладышем, в котором выполнены кольцевой пояс выпускных отверстий камеры начального охлаждения и кольцевой пояс отверстий камеры дополнительного охлаждения.
В указанной полезной модели не решен вопрос стабилизации теплового баланса кристаллизатора, что снижает качество отливаемых слитков и значительно уменьшает скорость литья, тем самым производительность литейных машин с такими кристаллизаторами низкая.
Из патента RU 100931, опубликован 10.01.2011, известно устройство для литья слитков круглого сечения из алюминия и алюминиевых сплавов, содержащее кристаллизатор первичной зоны охлаждения, зону вторичного прямого охлаждения слитка водой, которая поступает из отверстий, расположенных в нижней части кристаллизатора и перемещаемый поддон, при этом воду в кристаллизатор подают по патрубкам, последовательно расположенным и установленным под углом 30° к цилиндрической образующей поверхности, при этом отношение высоты сечения отверстия патрубка к ширине 3,5:1,0. Утверждается, что предлагаемая конструкция устройства предотвращает возможное образование паровых пробок, местных возмущений жидкости в кристаллизаторе, что способствует повышению скорости движения жидкости, равномерному отводу тепла от поверхности кристаллизатора и снижению вероятности образования горячих и холодных трещин при литье слитков из алюминиевых сплавов. Однако, в данном устройстве также не решена проблема стабилизации теплового баланса кристаллизатора, что существенно влияет на качество отливаемых слитков.
Известны также кристаллизаторы Компании «JASPER», представленные на официальном сайте jasper-gmbh.de, недостатком которых является то, что хоть они и установлены сверху литейного стола и их тепловая насадка не граничит с водой, но из-за конструкции литейной оснастки лотки для раздачи жидкого расплава в кристаллизаторы необходимо снимать при каждой замене кристаллизатора. В результате данной операции часть керамического уплотнения (волокно) приходится убирать, это приводит к попаданию уплотнения в расплав и затем в кристаллизатор, что в последствии может приводить к браку отливаемого слитка.
Известно техническое решение по патенту RU 2268105, опубликован 20.01.2006, в котором описано устройство для охлаждения прямоточного кристаллизатора установки для полунепрерывной разливки металла, в частности, алюминия, содержащее, по меньшей мере, один кристаллизатор, открытый сверху, смонтированный в раме, объединенной с водораспределительным коробом, и перемещаемый поддон, закрывающий кристаллизатор снизу в начале каждой стадии операции. При этом кристаллизатор содержит литейную камеру, футерованную проницаемыми элементами для подачи масла и/или газа, имеет литник для подачи расплава, зону первичного охлаждения литейной камеры и зону вторичного охлаждения, которая расположена непосредственно ниже первичной зоны охлаждения и в которой предусмотрено прямое охлаждение слитка водой. Также устройство снабжено отдельным контуром повторного охлаждения кристаллизатора, содержащим по меньшей мере один охлаждающий канал в стенке кристаллизатора и систему трубопроводов для подачи и отвода охладителя. Устройство дополнительно снабжено отдельным контуром повторного охлаждения кристаллизатора, содержащим по меньшей мере один охлаждающий канал в стенке кристаллизатора, два уплотнительных кольца, установленных над охлаждающим каналом и/или камерой охлаждения, и канал или просверленное отверстие, выполненное между уплотнительными кольцами, проходящее сквозь стенку водораспределительного короба и предназначенное для отвода воды, протекающей за первое из уплотнительных колец. Кроме того, в RU2268105 описано более усовершенствованная конструкция установки кристаллизатора отличающемся, например, от патента US 4597432 тем, что в канале, отводящем воду при утечке хладагента из камеры кристаллизатора установлен датчик для определения утечки воды, соединённый с просверленным отверстием, выполненным между уплотнительными кольцами, и источником света или звуковым сигналом для генерации предупредительного сигнала об утечке.
Недостатками данной конструкции кристаллизатора является установка дополнительного контура для охлаждения стенок кристаллизатора после завершения литья. Контур для повторного охлаждения каждого кристаллизатора подводится и отводится по отдельному трубопроводу с внешней стороны стенки каждого кристаллизатора и ошибочно предполагается, что это обеспечит более ускоренную выемку слитков после завершения литья, так как нет необходимости ждать остывания стенок кристаллизатора. Но на самом деле все известные технологии литья цилиндрических слитков обеспечивают выемку слитков только после кристаллизации металла в донной части, при этом стенки кристаллизаторов не нагреваются до такой степени, чтобы влиять на время нахождения слитков в литейной машине. Также недостатком в данной конструкции кристаллизатора является установка двойного комплекта уплотнительных колец, с просверленным отверстием для каждого кристаллизатора, обеспечивающего отвод воды сквозь стенку водораспределительного короба прямо наружу с боковой стороны рамы установки для разливки, что усложняет конструкцию, как и установка резистивного датчика для определения утечки воды, соединённого с просверленным отверстием.
Известное техническое решение по патенту RU 2268105, являющееся наиболее близким по технической сущности, выбрано за прототип.
Предлагаемое изобретение на кристаллизатор для вертикального литья цилиндрических слитков из алюминиевых сплавов имеет следующие технические отличия от прототипа:
– подача охлаждающей жидкости из стола литейной машины в кристаллизатор реализована таким образом, что отсутствует риск попадания охлаждающей жидкости в расплав металла. Это реализовано с помощью перепускного канала, который передаёт охлаждающую жидкость из стола литейной машины в корпус кристаллизатора, в отличие от прототипа, где подача охлаждающей жидкости происходит напрямую из стола литейной машины через корпус кристаллизатора с промежуточным уплотнением;
– кольцо, прижимающее тепловую насадку, выполнено из высокоуглеродистой стали. В прототипе имеется тепловая насадка, так называемая «утеплённая прибыльная надставка», которая не крепится к кристаллизатору, а зажимается между раздаточным желобом («металлический коллектор») и кристаллизатором;
– для равномерного распределения воды и теплоотвода в кристаллизаторе, камера охлаждающей жидкости разделена на две камеры: камера смешения охлаждающей жидкости и камера шторного распределения охлаждающей жидкости. В прототипе эта камера выполнена в промежуточном пространстве между стенкой кристаллизатора и водораспределительного короба рамы (литейного стола). В отличие от прототипа в заявляемом кристаллизаторе эта камера выполнена внутри корпуса кристаллизатора, и соединена с литейным столом перепускным каналом;
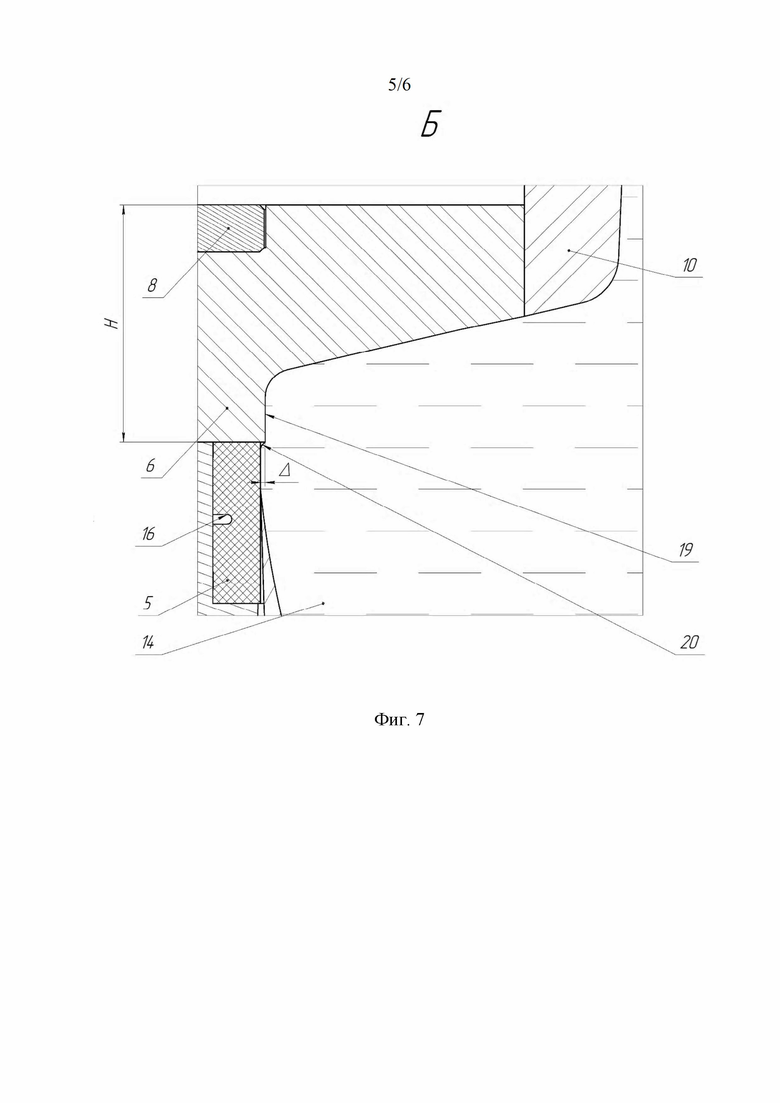
– конструкция тепловой насадки для стабилизации теплового баланса в кристаллизаторе выполнена в виде усеченного конуса с цилиндрическим выступом 19 (фиг. 7);
– графитовое кольцо выполнено с углубленной канавкой для смазки.
Раскрытие изобретения
Основной задачей изобретения является расширение технологических возможностей устройства (повышение качества выпускаемой продукции, снижение времени подготовки к производству слитков, и снижение затрат на приобретение хранение и обслуживание) с применением менее затратных технических решений за счет:
– массива и собственной конструкции тепловой насадки, выполненной на основании расчёта теплового баланса для каждого типоразмера отливаемого слитка, что стабилизирует тепло, снижает потери тепла по оси литья при формировании слитка и переходе литейных параметров от старта до рабочей скорости литья для каждого типоразмера отливаемого слитка;
– конструкции графитового кольца и распределения смазки по углубленной канавке, где открывается возможность применять графитовые кольца с разной плотностью. Углубление канавки уменьшает слой материала графитового кольца, который необходимо преодолеть смазочному материалу. Данное решение позволяет получать равномерное распределение смазочного материала вдоль зоны первичного охлаждения, в то время как графитовое кольцо может быть произведено с различной или с не равномерной плотностью;
– вторичного шторного охлаждения, что дает более равномерный теплоотвод от слитка, уменьшая образование поверхностных дефектов.
Предложено новое устройство для вертикального литья цилиндрических слитков из алюминиевых сплавов, а также соответствующее устройство кристаллизатора с системой охлаждения для вертикального литья цилиндрических слитков из алюминиевых сплавов.
Техническим результатом изобретения является повышение качества поверхности слитков и структуры их корковой зоны в связи с усовершенствованным охлаждением слитков при литье, и безопасность использования кристаллизатора при литье с одновременным охлаждением.
Изобретение поясняется чертежами, на которых изображены:
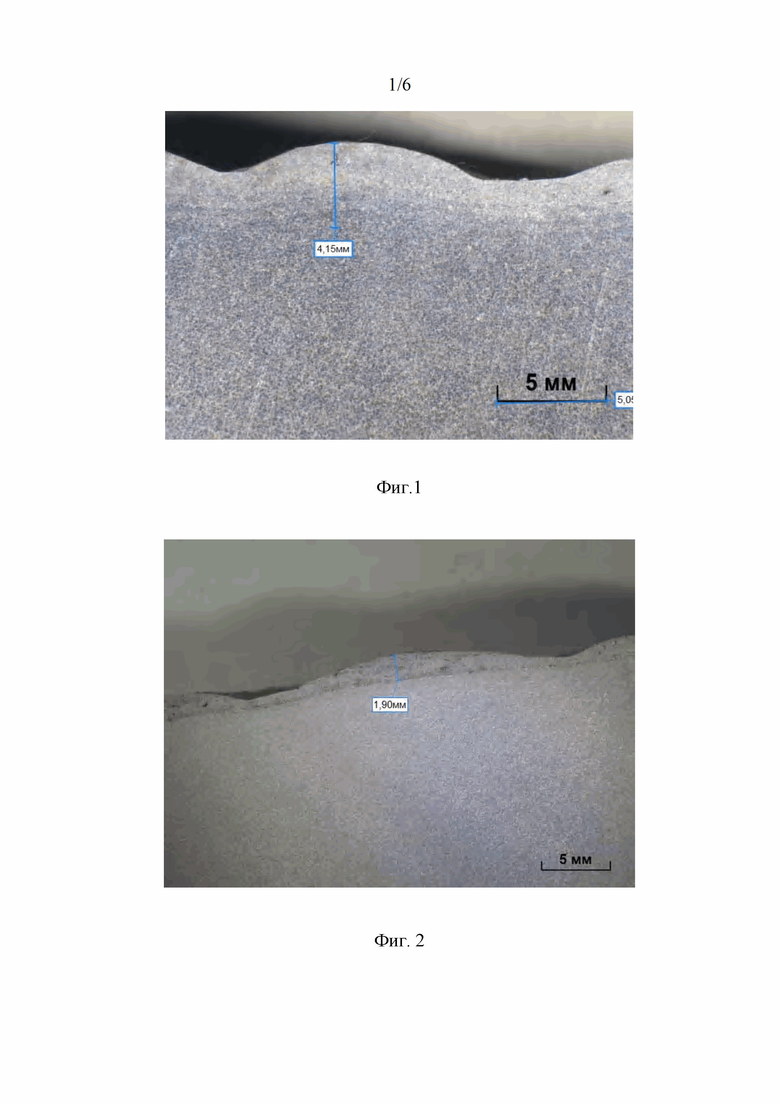
Фиг. 1 – характерный вид ликвационного наплыва на поверхности слитка сплава 6026, диаметром 308 мм в разрезе, литьё на другой оснастке (было).
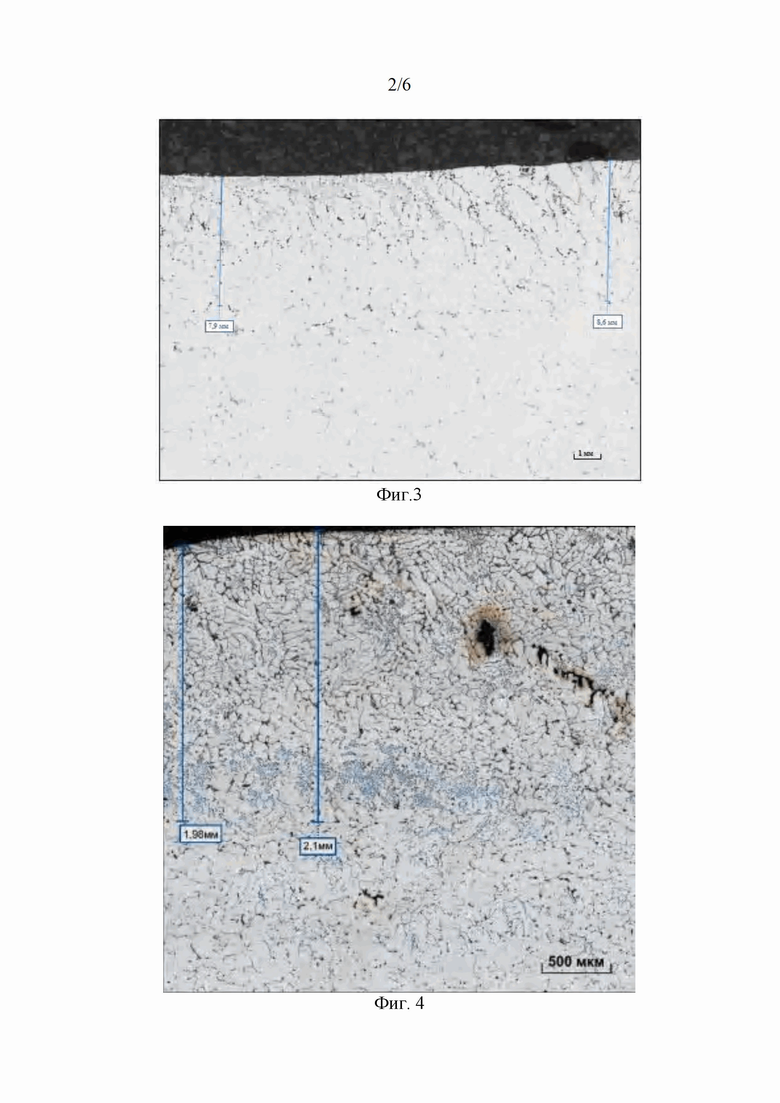
Фиг. 2 – характерный вид ликвационного наплыва на поверхности слитка сплава 6026, диаметром 308 мм в разрезе, литьё на кристаллизаторе представленной конструкции (стало).
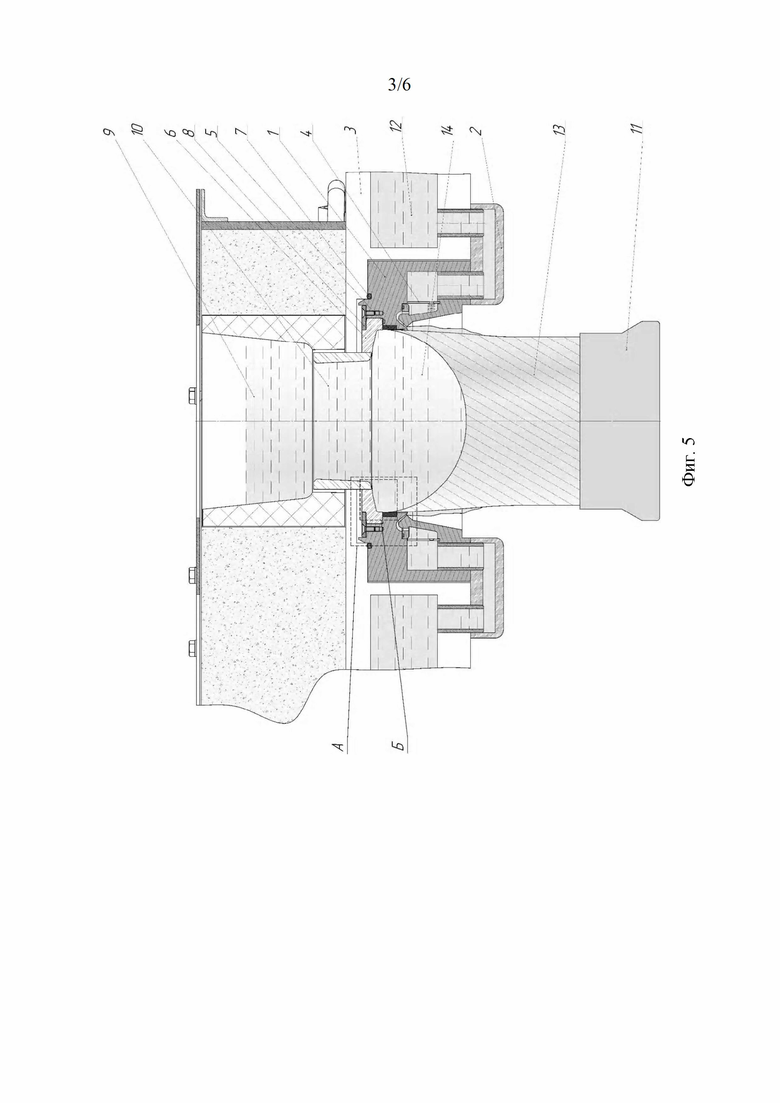
Фиг. 3 – характерный вид микроструктуры зоны обратной сегрегации (ISZ) слитка из сплава 6026, диаметром 308 мм, где, литьё на другой оснастке (было).
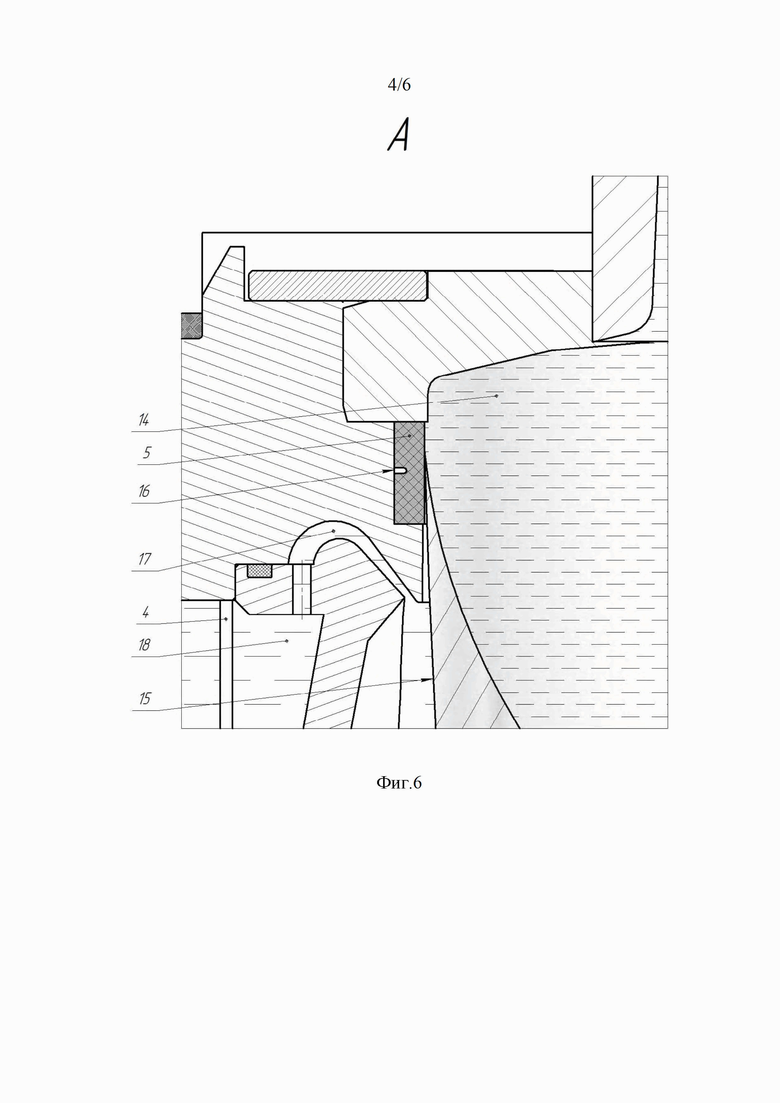
Фиг. 4 – характерный вид микроструктуры зоны обратной сегрегации (ISZ) слитка из сплава 6026, диаметром 308 мм, где, литьё на кристаллизаторе представленной конструкции (стало).
Фиг. 5 – продольный разрез кристаллизатора.
Фиг. 6 – выносной элемент А фиг. 5 в увеличенном масштабе.
Фиг. 7 – выносной элемент Б фиг. 5 (конструкция тепловой насадки по заявляемому устройству).
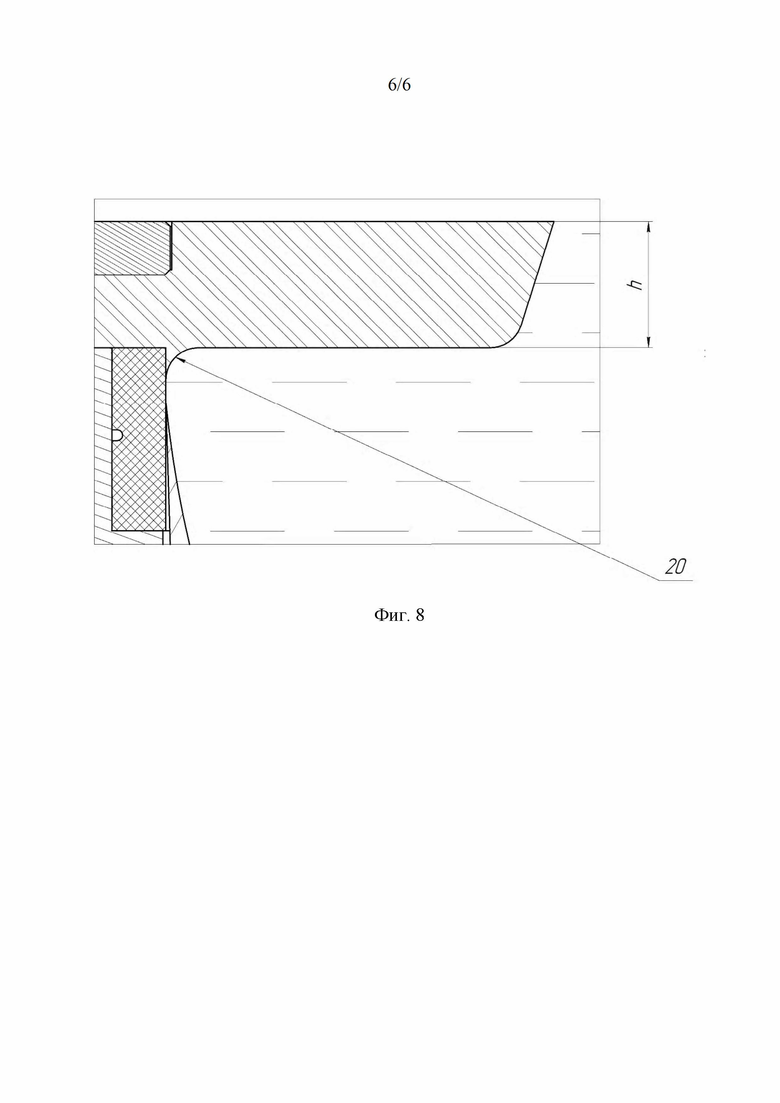
Фиг. 8 – конструкция тепловой насадки кристаллизатора по прототипу.
Как частный пример, при производстве цилиндрических слитков из сплавов серии 2ХХХ и 6ХХХ на машинах полунепрерывного литья вертикального типа и при использовании кристаллизаторов представленной конструкции качество поверхности слитков улучшилось. Высота ликвационных наплывов на поверхности слитков сплава 6026 диаметром 308 мм с содержанием висмута 0,6%, свинца 0,4% составила 0,4 - 2,1 мм. При этом при литье того же сплава на другой литейной оснастке высота ликвационных наплывов была от 2 до 8 мм. Характерный вид ликвационных наплывов в разрезе показан на фиг. 1 и фиг. 2 (на чертежах изображено усреднённое значение). Оценка качества микроструктуры в области поверхности слитков показала, что зона обратной сегрегации (сокращенно на англ. ISZ) составила 0,9 - 2,4 мм (было от 2,5 до 12 мм), характерная микроструктура приведена на фиг. 3 и фиг. 4.
Технический результат достигается за счет того, что устройство для литья цилиндрических слитков, содержащее по меньшей мере один кристаллизатор с корпусом, который может быть выполнен разборным, и системой охлаждения, поддон, закрывающий кристаллизатор снизу, литейную машину с раздаточным лотком для подачи жидкого металла, зону первичного охлаждения жидкого металла и зону вторичного охлаждения жидкого металла, расположенную ниже зоны первичного охлаждения, согласно заявляемому изобретению, содержит тепловую насадку с тепловой втулкой, выполненную с возможностью прохождения жидкого металла от раздаточного лотка в зону первичного охлаждения, при этом система охлаждения размещена в корпусе кристаллизатора и разделена на камеру шторного распределения охлаждающей жидкости и камеру смешения охлаждающей жидкости, при этом упомянутые камеры соединены между собой посредством отверстий, равномерно распределенных по периметру корпуса кристаллизатора, а литейная машина снабжена литейным столом и по меньшей мере одним перепускным каналом подачи охлаждающей жидкости, размещенным в нижней части литейного стола и соединенным с барьером, выполненным с возможностью равномерного распределения охлаждающей жидкости внутри корпуса кристаллизатора, при этом тепловая насадка выполнена в виде усеченного конуса с цилиндрическим выступом.
Способствуют достижению технического результата следующие дополнительные признаки:
Тепловая насадка может быть выполнена из теплоизоляционного материала, армированного керамическими волокнами со связующим материалом, имеющего высокую прочность, выдерживающего термоудары, имеющего низкую теплопроводность, такой материал не смачивается расплавом алюминия и его сплавами.
Тепловая втулка может быть выполнена заодно с раздаточным лотком с возможностью съема и замены разборного корпуса кристаллизатора без необходимости снятия раздаточного лотка с литейного стола литейной машины.
Устройство графитового кольца с углубленной канавкой для подачи смазки и размещенное непосредственно под тепловой насадкой таким образом, что нижняя горизонтальная поверхность тепловой насадки образует выступ на расстояние не менее чем 0,1 мм и не более чем 1 мм над верхней горизонтальной поверхностью графитового кольца. Выступ обеспечивает образование прочного мениска без разрыва пленки расплава.
Устройство может быть снабжено уплотнительными кольцами для соединения разборных частей корпуса кристаллизатора.
Кристаллизатор для вертикального литья цилиндрических слитков из алюминиевых сплавов представляет собой отдельный разборный блок, распределяющий поданную в него охлаждающую жидкость равномерно вдоль периметра сформированного цилиндрического слитка с заданным расходом, обеспечивающим оптимальный теплоотвод с поверхности сформированного цилиндрического слитка, и позволяющий обеспечить требуемое качество поверхности. Блок кристаллизатора крепится к литейной машине таким образом, что раздача расплава через тепловую насадку не имеет контакта с охлаждающей жидкостью, и что при замене кристаллизатора демонтаж лотковой системы раздачи расплава не требуется, при этом форма тепловой насадки и графитового кольца позволяет не использовать подачу газа в зону первичной кристаллизации слитка.
Краткое описание конструкции
На фиг. 5 показан продольный разрез кристаллизатора, на фиг. 6 показан выносной элемент А фиг. 5 в увеличенном масштабе, на фиг. 8 показана конструкция тепловой насадки кристаллизатора по прототипу, на фиг. 7 показан выносной элемент Б фиг. 5 (конструкция тепловой насадки по заявляемому устройству).
Кристаллизатор для вертикального литья цилиндрических слитков из алюминиевых сплавов содержит следующие конструктивные элементы:
1 – разборный корпус кристаллизатора;
2 – перепускной канал для передачи охлаждающей жидкости из стола литейной машины в корпус кристаллизатора;
3 – стол литейной машины;
4 – барьер;
5 – графитовое кольцо с углубленной канавкой;
6 – тепловая насадка;
7 – уплотнительные кольца;
8 – фиксирующая пластина;
9 – раздаточный лоток;
10 – тепловая втулка;
11 – поддон (затравка);
12 – охлаждающая жидкость;
13 – цилиндрический слиток;
14 – зона заливки и первичного охлаждения жидкого металла;
15 – зона вторичного охлаждения, сформированного в зоне первичного охлаждения слитка;
16 – канавка для распределения смазки;
17 – камера шторного распределения охлаждающей жидкости;
18 – камера смешения охлаждающей жидкости;
19 – цилиндрический выступ тепловой насадки;
20 – зона образования мениска.
Разборный корпус 1 состоит из одной, двух или более частей, и образует внутри себя полость для распределения охлаждающей жидкости, а также зону для первичного и вторичного охлаждения металла.
Одна из частей разборного корпуса кристаллизатора 1 разделяет его на две камеры: камеру смешения охлаждающей жидкости 18 и камеру шторного распределения охлаждающей жидкости 17, где соединение этих двух камер выполнено в виде отверстий, размер которых определяется расчетом в зависимости от заданного технологией литья расхода охлаждающей жидкости, выполненных равномерно по периметру корпуса и обеспечивающих необходимый расход охлаждающей жидкости (м3/час), который задается технологией литья для каждого диаметра слитка (фиг. 6).
Перепускной канал 2 передает охлаждающую жидкость из стола литейной машины 3 в корпус кристаллизатора 1, что обеспечивает отсутствие вероятности контакта охлаждающей жидкости с жидким металлом, что в свою очередь обеспечивает безопасность использования кристаллизатора.
Барьер 4 равномерно распределяет охлаждающую жидкость внутри корпуса кристаллизатора 1.
Графитовое кольцо 5 с углублённой канавкой 16 равномерно распределяет смазку по всей площади зоны первичного охлаждения.
Тепловая насадка 6 стабилизирует тепловой баланс при формировании слитка и переходе литейных параметров от старта до рабочей скорости литья.
Уплотнительные кольца 7 необходимы для дополнительного уплотнения составных частей корпуса кристаллизатора друг относительно друга.
Фиксирующая пластина 8 крепит тепловую насадку 6 к корпусу кристаллизатора.
Раздаточный лоток 9 и тепловая втулка 10 подают жидкий металл в зону первичного охлаждения 14.
Поддон (затравка) 11 предназначен для первоначального формирования донной части цилиндрического слитка и дальнейшего формирования самого цилиндрического слитка 13.
Осуществление изобретения
Заявляемое устройство работает следующим образом.
Жидкий металл (алюминиевый расплав) поступает из раздаточного лотка 9 через тепловую втулку 10 в зону первичного охлаждения 14 корпуса кристаллизатора с температурой выше температуры ликвидуса на 50-100°С, в зависимости от свойств и содержания легирующих элементов сплава. Перед заполнением кристаллизатора расплавом в корпус кристаллизатора 1 из стола литейной машины 3 через пропускной канал 2 подается охлаждающая жидкость, распределяемая равномерно внутри корпуса кристаллизатора посредством барьера 4, с минимальным расходом. Расход охлаждающей жидкости, выходящий из камеры шторного распределения 17, может определяться визуально по ее струям, которые должны образовать водяную шторку в зоне вторичного охлаждения 15. С помощью программного обеспечения для кристаллизатора устанавливаются режимы расхода подачи охлаждающей жидкости и смазки на графитовое кольцо 5, распределяемую равномерно через канавку 16, как перед началом литья, так и с выходом на рабочую скорость литья. Режим расхода смазки заключается в установке параметров: давление в системе подачи смазки, количество импульсов подачи смазки, время простоя между импульсами. Далее поддон 11 заводится в кристаллизатор до нижнего уровня графитового кольца 5. Для горячего запуска литейной машины поддон 11 вводится на расстояние 1-2 мм до нижнего уровня графитового кольца 5, а для холодного запуска на расстояние до 5 мм, но не более. После этого алюминиевый расплав начинают подавать в кристаллизатор. При заполнении кристаллизатора и тепловой насадки 6 кристаллизатора производится запуск литья на литейной машине. Литейная машина состоит из литейного стола 3 с распределяемой внутри неё охлаждаемой жидкостью 12, раздаточного лотка (желоба) 9, по которому подаётся расплавленный металл, кристаллизатора, литейной платформы, на которую крепится поддон (затравка) 11, кессон и различное вспомогательное оборудование.
Управление литьём обеспечивается программным обеспечением по разработанным/заданным технологическим параметрам литья. Технологические параметры литья для каждого диаметра цилиндрического слитка 13 и вида сплава в программном обеспечении разделены на три стадии: «начало литья», «рабочий режим литья», «окончание литья».
На стадии «начало литья», в зависимости от свойств сплава и температуры, расплав после заполнения кристаллизатора выдерживается несколько секунд до формирования донной части цилиндрического слитка 13, затем производится запуск платформы (на чертежах не показана), на которой крепится поддон 11 и начинается процесс литья. Параметры литья на стадии «начало литья» учитывают начальную скорость литья, расход охлаждающей жидкости, смазки, время литья для формирования донной части цилиндрического слитка 13 и время разгона скорости литья до рабочей скорости. В период «начало литья» расплав, находящийся между горизонтальной и вертикальной частью тепловой насадки 6, образует мениск и окисную пленку, которые переходят на графитовое кольцо 5 для первичного охлаждения образовавшегося цилиндрического слитка 13, при этом условия охлаждения и смазки, поступающей на слиток через канавку для распределения смазки 16, выполненную в графитовом кольце 5, устанавливаются такими, чтобы не было разрывов мениска (окисной пленки) и не было образования дефектов цилиндрического слитка 13 (неслитина, наплыв, трещина).
Образование дефектов цилиндрического слитка 13 напрямую связано с конструкцией кристаллизатора, тепловой насадки 6 и графитового кольца 5. При литье в кристаллизатор с графитовым кольцом 5 для исключения дефектов цилиндрического слитка 13 (неслитина, наплыв, трещина) учитывается расчет оптимального теплового баланса, выполненный известным методом конечных элементов, создаваемого конструкцией тепловой насадки 6, размерами графитового кольца 5, количеством проходящей через графитовое кольцо 5 смазки, и конструкцией зоны вторичного охлаждения 15 в кристаллизаторе.
Конструкция тепловой насадки в прототипе имеет вид, изображенный на фиг. 8, где h – высота тепловой насадки, а зона образования мениска показана позицией 20. Такая конструкция тепловой насадки имеет более тонкий слой теплоизоляционного материала h, что в свою очередь приводит к захолаживанию металла и к образованию разрыва мениска – в следствии чего появляются разрывы в плёнке и проливы. С увеличением толщины слоя теплоизоляционного материала тепловой насадки 6 за счет того, что насадка выполнена в виде усеченного конуса с цилиндрическим выступом 19, (фиг. 7, размер H), эта проблема уходит – более толстый слой теплоизоляционного материала ограничивает теплопередачу от холодных частей литейной машины к горячей части тепловой насадки, что предотвращает захолаживание жидкого металла при касании последнего с тепловой насадкой 6, что в свою очередь снижает риск образования разрыва мениска. При этом нижняя горизонтальная поверхность цилиндрического выступа 19 тепловой насадки 6 параллельна верхней горизонтальной плоскости графитового кольца 5 и выступает над ним на некоторое смещение (выступ) Δ равный, по меньшей мере 0,1 мм, но не более 1 мм, благодаря чему размер зоны образования мениска стремится к нулю, тогда как в прототипе она значительно больше. В прототипе это место показано радиусным переходом. Представленная конструкция тепловой насадки 6 предотвращает такие дефекты поверхности слитка, как неслитины и надиры.
Материал графит имеет различную проницаемость, которая варьируется как от марки графита, так и от способа изготовления изделия из него. От этого параметра зависит то, сколько смазки будет на поверхности графитового кольца в зоне первичного охлаждения. Если смазки будет недостаточно (из-за низкой проницаемости материала кольца) на поверхности слитка начинают образовываться дефекты, такие как наплывы, рванины и трещины. Для того, чтобы уменьшить влияние различности материалов и различности технологии изготовления изделия, была разработана новая конструкция графитового кольца с углублённой канавкой 5. Это позволяет снизить количество материала, которое необходимо преодолеть смазке, дополнительно увеличенная канавка улучшает распределение смазочного материала вдоль рабочей поверхности в зоне заливки и первичного охлаждения жидкого металла 14.
В предложенной конструкции разборного корпуса кристаллизатора 1 охлаждение зоны заливки и первичного охлаждения жидкого металла 14 охлаждающей жидкостью снижено отдалением полости для распределения охлаждающей жидкости 12 от поверхности, где происходит заливка и первичное охлаждение (кристаллизация), что обеспечивает уменьшенный теплообмен между слитком и стенкой кристаллизатора 1. В то же время зона вторичного охлаждения 15 находится максимально близко к зоне первичного охлаждения 14, что позволяет уменьшить риск повторного расплавления (дефект «пролив расплава») свежеобразованной в зоне заливки и первичного охлаждения жидкого металла 14 корочки затвердевшего металла.
К тому же шторная конструкция подачи охлаждающей жидкости 12 в зоне вторичного охлаждения 15 обеспечивает более равномерное её распределение, что обеспечивает постоянство (повторяемость) процесса литья и уменьшает корковую зону.
Для каждого диаметра цилиндрического слитка 13 и вида сплава, для исключения образования дефектов, производится расчет параметров литья, которые взаимосвязаны с оптимальным тепловым балансом на стадии «начало литья».
На стадии «рабочий режим литья», согласно технологическим параметрам управляемым программным обеспечением, образовавшиеся цилиндрические слитки 13 после стадии «начало литья» переходят в скоростной режим литья с учетом сохранения теплового баланса и исключения образования дефектов. Расплав, также находящийся между горизонтальной и вертикальной поверхностью тепловой насадки 6, продолжает образовывать надежный мениск и окисную пленку, которые переходят на графитовое кольцо 5 для первичного охлаждения образовавшегося слитка. С повышением скорости литья по программе увеличивается расход охлаждающей жидкости и смазки.
На стадии «окончание литья», согласно технологическим параметрам, управляемыми программным обеспечением, литье переводится в плавный, затихающий режим со снижением скорости литья, расхода охлаждающей жидкости и смазки. Литье останавливается по программе, расход смазки закрывается, подача воды остается на минимальном расходе для отжига литниковой части цилиндрического слитка 13 во избежание образования трещины. После окончания литья перед выемкой цилиндрического слитка 13 выжидают окончательной кристаллизации жидкого металла внутри корпуса кристаллизатора 1 и тепловой насадки 6, после чего убирают стол литейной машины 3 и вынимают цилиндрический слиток 13.
Правовая охрана группы изобретений испрашивается для следующей совокупности признаков:
Устройство для вертикального литья цилиндрических слитков из алюминиевых сплавов, содержащее по меньшей мере один кристаллизатор с корпусом (1) и системой охлаждения, поддон (11), закрывающий кристаллизатор снизу, литейную машину с раздаточным лотком (9) для подачи жидкого металла в зону первичного охлаждения жидкого металла (14) и зону вторичного охлаждения жидкого металла (15), расположенную ниже зоны первичного охлаждения, содержащее тепловую насадку (6) с тепловой втулкой (10) и опционально (т.е. может содержаться или отсутствовать) с графитовым кольцом (5), выполненную с возможностью прохождения жидкого металла от раздаточного лотка (9) в зону заливки и первичного охлаждения жидкого металла (14), при этом система охлаждения размещена в корпусе кристаллизатора (1) и разделена на камеру шторного распределения охлаждающей жидкости (17) и камеру смешения охлаждающей жидкости (18), при этом указанные камеры (17, 18) соединены между собой посредством отверстий, равномерно распределенных по периметру корпуса кристаллизатора (1), а литейная машина снабжена литейным столом (3) и по меньшей мере одним перепускным каналом (2) подачи охлаждающей жидкости (12), размещенным в нижней части литейного стола (3) и соединенным с барьером (4), выполненным с возможностью равномерного распределения охлаждающей жидкости внутри корпуса кристаллизатора (1), при этом тепловая насадка (6) выполнена в виде усеченного конуса с цилиндрическим выступом (19).
Тепловая насадка (6) предпочтительно выполнена из теплоизоляционного материала, армированного керамическими волокнами со связующим материалом. Цилиндрический выступ (19) тепловой насадки (6) предпочтительно выполнен соосно с цилиндрической поверхностью графитового кольца (5). Тепловая втулка (10) может быть выполнена заодно с раздаточным лотком (9) с возможностью съема и замены корпуса кристаллизатора (1) без необходимости снятия раздаточного лотка (9) с литейного стола (3) литейной машины. Графитовое кольцо (5) предпочтительно выполнено с углубленной канавкой для подачи смазки (16) и размещено непосредственно под тепловой насадкой (6) таким образом, что нижняя горизонтальная поверхность тепловой насадки (6) образует выступ над верхней горизонтальной поверхностью графитового кольца (5). Тепловая насадка (6) предпочтительно содержит фиксирующую пластину (8) для крепления тепловой насадки (6) на корпусе кристаллизатора (1). Устройство может быть снабжено уплотнительными кольцами (7) для соединения разборных частей корпуса кристаллизатора (1) при наличии таковых.
Устройство кристаллизатора с системой охлаждения для вертикального литья цилиндрических слитков из алюминиевых сплавов, выполненное в виде отдельного блока, распределяющего поданную в него охлаждающую жидкость равномерно вдоль периметра сформированного цилиндрического слитка с заданным расходом, обеспечивающим оптимальный теплоотвод с поверхности сформированного цилиндрического слитка, при этом устройство кристаллизатора крепится к литейной машине таким образом, что раздача расплава через тепловую насадку не имеет контакта с охлаждающей жидкостью, система охлаждения размещена в корпусе кристаллизатора и разделена на камеру шторного распределения охлаждающей жидкости (17) и камеру смешения охлаждающей жидкости (18), при этом указанные камеры (17, 18) соединены между собой посредством отверстий, равномерно распределенных по периметру корпуса кристаллизатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ СЛИТКОВ | 2019 |
|
RU2725377C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ АЛЮМИНИЕВЫХ СЛИТКОВ | 2019 |
|
RU2742553C1 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| Установка для полунепрерывного литья плоских слитков | 2018 |
|
RU2714453C1 |
| Способ полунепрерывного литья слитков из алюминиевых сплавов | 2018 |
|
RU2697144C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ СЛИТКОВ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2281183C1 |
| СПОСОБ И МАШИНА ДЛЯ НЕПРЕРЫВНОГО ИЛИ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 2006 |
|
RU2468885C2 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 1999 |
|
RU2179494C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО СЛИТКА (ВАРИАНТЫ) | 2011 |
|
RU2486026C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1999 |
|
RU2152287C1 |
Изобретение относится к области литейного производства. Устройство для вертикального литья цилиндрических слитков из алюминиевых сплавов содержит кристаллизатор с корпусом (1) и системой охлаждения, поддон (11), литейную машину с раздаточным лотком (9) для подачи жидкого металла в зону (14) первичного и зону (15) вторичного охлаждения. Для прохождения металла от лотка (9) в зону заливки и зону первичного охлаждения имеется тепловая насадка (6) в виде усеченного конуса с выступом (19), тепловая втулка (10) и графитовое кольцо (5). Система охлаждения размещена в корпусе и разделена на камеру (17) шторного распределения охлаждающей жидкости и камеру (18) смешения охлаждающей жидкости. Камеры (17, 18) соединены отверстиями, равномерно распределенными по периметру корпуса (1). Литейная машина содержит литейный стол (3) с перепускным каналом (2) подачи охлаждающей жидкости в его нижней части, соединенным с барьером (4) для равномерного распределения охлаждающей жидкости внутри корпуса (1). Обеспечивается повышение качества слитка за счет снижения образования поверхностных дефектов. 2 н. и 6 з.п. ф-лы, 8 ил.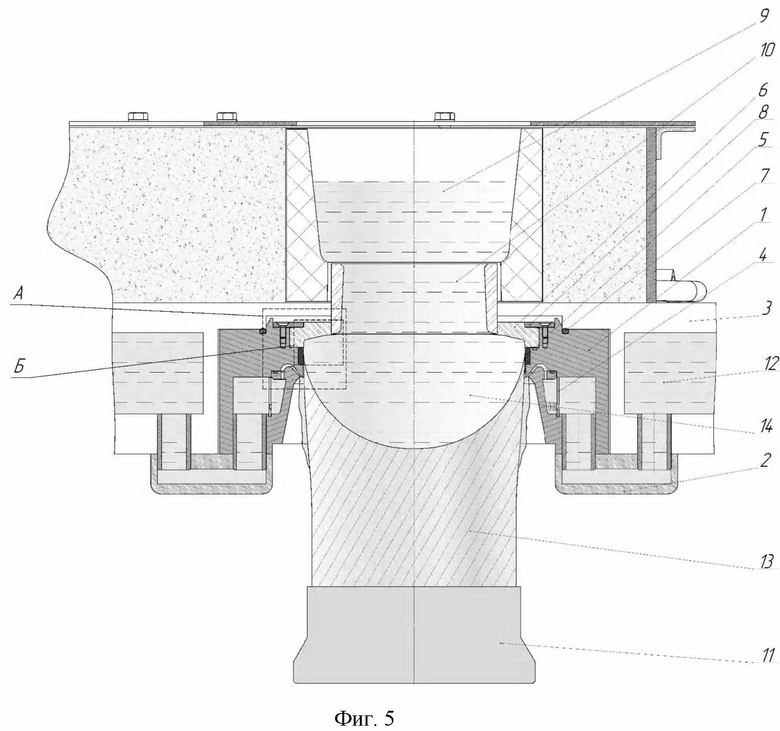
1. Устройство для вертикального литья цилиндрических слитков из алюминиевых сплавов, содержащее по меньшей мере один кристаллизатор с корпусом (1) и системой охлаждения, поддон (11), закрывающий кристаллизатор снизу, литейную машину с раздаточным лотком (9) для подачи жидкого металла в зону первичного охлаждения жидкого металла (14) и зону вторичного охлаждения жидкого металла (15), расположенную ниже зоны первичного охлаждения, отличающееся тем, что оно содержит тепловую насадку (6) с тепловой втулкой (10) и, опционально, с графитовым кольцом (5), выполненную с возможностью прохождения жидкого металла от раздаточного лотка (9) в зону заливки и первичного охлаждения жидкого металла (14), при этом система охлаждения размещена в корпусе кристаллизатора (1) и разделена на камеру шторного распределения охлаждающей жидкости (17) и камеру смешения охлаждающей жидкости (18), при этом указанные камеры (17, 18) соединены между собой посредством отверстий, равномерно распределенных по периметру корпуса кристаллизатора (1), а литейная машина снабжена литейным столом (3) и по меньшей мере одним перепускным каналом (2) подачи охлаждающей жидкости (12), размещенным в нижней части литейного стола (3) и соединенным с барьером (4), выполненным с возможностью равномерного распределения охлаждающей жидкости внутри корпуса кристаллизатора (1), при этом тепловая насадка (6) выполнена в виде усеченного конуса с цилиндрическим выступом (19).
2. Устройство по п. 1, отличающееся тем, что тепловая насадка (6) выполнена из теплоизоляционного материала, армированного керамическими волокнами со связующим материалом.
3. Устройство по п. 1, отличающееся тем, что цилиндрический выступ (19) тепловой насадки (6) выполнен соосно с цилиндрической поверхностью графитового кольца (5).
4. Устройство по п. 1, отличающееся тем, что тепловая втулка (10) выполнена заодно с раздаточным лотком (9) с возможностью съема и замены корпуса кристаллизатора (1) без необходимости снятия раздаточного лотка (9) с литейного стола (3) литейной машины.
5. Устройство по п. 1, отличающееся тем, что графитовое кольцо (5) выполнено с углубленной канавкой для подачи смазки (16) и размещено непосредственно под тепловой насадкой (6) таким образом, что нижняя горизонтальная поверхность тепловой насадки (6) образует выступ над верхней горизонтальной поверхностью графитового кольца (5).
6. Устройство по п. 1, отличающееся тем, что тепловая насадка (6) содержит фиксирующую пластину (8) для крепления тепловой насадки (6) на корпусе кристаллизатора (1).
7. Устройство по п. 1, отличающееся тем, что оно снабжено уплотнительными кольцами (7) для соединения разборных частей корпуса кристаллизатора (1) при наличии таковых.
8. Кристаллизатор с системой охлаждения для вертикального литья цилиндрических слитков из алюминиевых сплавов, выполненный в виде отдельного блока, распределяющего поданную в него охлаждающую жидкость равномерно вдоль периметра сформированного цилиндрического слитка с заданным расходом, обеспечивающим оптимальный теплоотвод с поверхности сформированного цилиндрического слитка, отличающийся тем, что он закреплен к литейной машине таким образом, что раздача расплава через тепловую насадку не имеет контакта с охлаждающей жидкостью, система охлаждения размещена в корпусе кристаллизатора и разделена на камеру шторного распределения охлаждающей жидкости (17) и камеру смешения охлаждающей жидкости (18), при этом указанные камеры (17, 18) соединены между собой посредством отверстий, равномерно распределенных по периметру корпуса кристаллизатора.
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРЯМОТОЧНОГО КРИСТАЛЛИЗАТОРА УСТАНОВКИ ДЛЯ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ | 2001 |
|
RU2268105C2 |
| US 4597432 A1, 01.07.1986 | |||
| US 9079242 B2, 14.07.2015 | |||
| Кристаллизатор для непрерывного литья слитков из алюминия и сплавов на его основе | 1979 |
|
SU1088653A3 |
| Аккумуляторная батарея | 1926 |
|
SU5756A1 |
| КРИСТАЛЛИЗАТОР С ДВУХЗОННЬШ ОХЛАЖДЕНИЕМ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 0 |
|
SU176047A1 |
| Кристаллизатор для непрерывной разлив-Ки МЕТАллОВ | 1973 |
|
SU835614A1 |

