2, Кристаллизатор по п.1, о т л ичающийся тем, что надставка снабжена уплотнителем, установленным на нижнем торце ее стенок и контактирую1дим с рабочими стенками кристаллизатора.
3.Кристаллизатор по п.1, о т л ичающийся тем, что оМ снабжен/ пористой вставкой с системой подачи с.жатого газа, установленной в нижней части кристаллизатора,
4. Кристаллизатор по п.1, отличающийся тем, что надставка снабжена патрубком для подачи сжатого газа в зазор между рабочими стенками кристаллизатора и стенками надставки.
5.Крйсгаллизатор по пп.1-4, о тЛ. ичающийся тем, что он снабжен средством для определения длины, контактируемой с жидким металлом, и средством для изменения указанной
длины в зависимости от скорости литья.
6.Кристаллизатор по пп.1-4, о тличающийся тем, что он снабжен средством для автоматического изменения интёнсивностей потока охладителя в кристаллизатор и к слитку в зависимости от скорости литья.


| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ | 1997 |
|
RU2162767C2 |
| Способ получения слитков методом вакуумно-дугового переплава | 2023 |
|
RU2811550C1 |
| Устройство для непрерывного или полунепрерывного литья металлических заготовок | 1989 |
|
SU1836182A3 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛИТКОВ | 1994 |
|
RU2082544C1 |
| МАШИНА ДЛЯ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ МЕТАЛЛА | 2000 |
|
RU2249493C2 |
| Установка непрерывной разливки роторного типа | 1988 |
|
SU1713726A1 |
| УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ ЦИЛИНДРИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2788042C1 |
| МАШИНА ДЛЯ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ МЕТАЛЛА | 2000 |
|
RU2248858C2 |
| ГОЛОВНАЯ ЧАСТЬ КРИСТАЛЛИЗАТОРА ДЛЯ ВЕРТИКАЛЬНОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПОД НАГРУЗКОЙ ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ УДЛИНЕННОЙ ФОРМЫ | 1998 |
|
RU2198764C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ АЛЮМИНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ | 1992 |
|
RU2009004C1 |

1. КРИСТАЛЛИЗАТОР ДЛЯ НЕ- Г ПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ АЛЮМИНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ, содержащий : водоохлаждаемой металлический корпус и рабочие стенки, о т л и ч а ib щ и и с я тем, что, с целью повышения качества.поверхности слитков, он снабжен огнеупорной надставкой, расположенной на верхнем торце 1фист Шлизатора, при этом стенки надставки размещены внутри рабочей полости кристаллизатора с зазором относительно его рабочих стенок, а надставка имеет привод вертикального перемеще, ния. 00 00 А СП со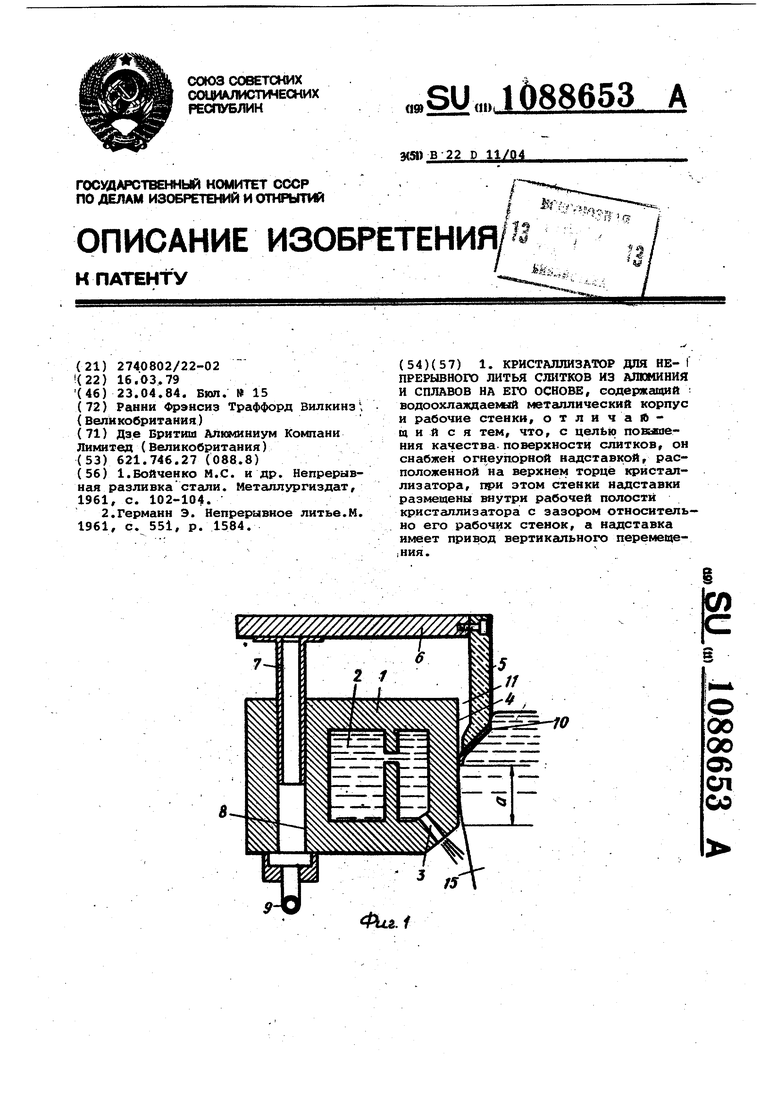
Изобретение относится к металлургии, конкретнее к непрерывной разливке, металлов и сплавов.
Известен кристаллизатор для непрерывного литья слитков, содержащий водоохлаждаемый металлический корпус и рабочие стенки 1 .
Наиболее близким к изобретению по технической сущности и достигаемому результату является кристаллизатор для непрерывного литья слитков из алюминия и сплавов на его основе, содержащий водоохлаждаемый металлический корпус и рабочие cTeH-J ки С2 .
Основным недостатком известных кристаллизаторов является низкое качество поверхности отливаемых слитков.
. Целью, изобретения является повышение качества поверхности слитков.
Поставленная цель достигается тем, что кристаллизатор для непрерывного литья слитков из алюминия и сплавов на его основе, содержащий водоохлаждаемый металлический kopnyc и рабочие стенки, снабжен огнеупорной надставкой, расположенной на верхнем торце кристаллизатора, при этом стенки надставки размещены внутри рабочей полости кристаллизатора с зазором относительно его рабочих стенок, а надставка имеет привод вер тикального перемещения.
Кроме того, нaдcтaвka;снабжена уплотнителем, установленным, на нижнем торце ее стенок и контактирующим с рабочими стенками кристаллизатора.
Причем кристаллизатор снабжен пористой вставкой и. системой подачи сжатого газа, установленной в нижней части кристаллизатора.
При этом надставка снабжена патрубком для подачи сжатого газа в зазор между рабочими стенками кристаллизатора и стенками надставки. 5 Кристаллизатор снабжен средством для определения длины, контактируемой с жидким металлом, и средством для изменения указанной длины в зави симости от скорости литья.
oi Кристаллизатор снабжен средством для автоматического изменения интёнсивностей потока охладителя в кристаллизатор и к слитку в зависимости от скорости, литья.
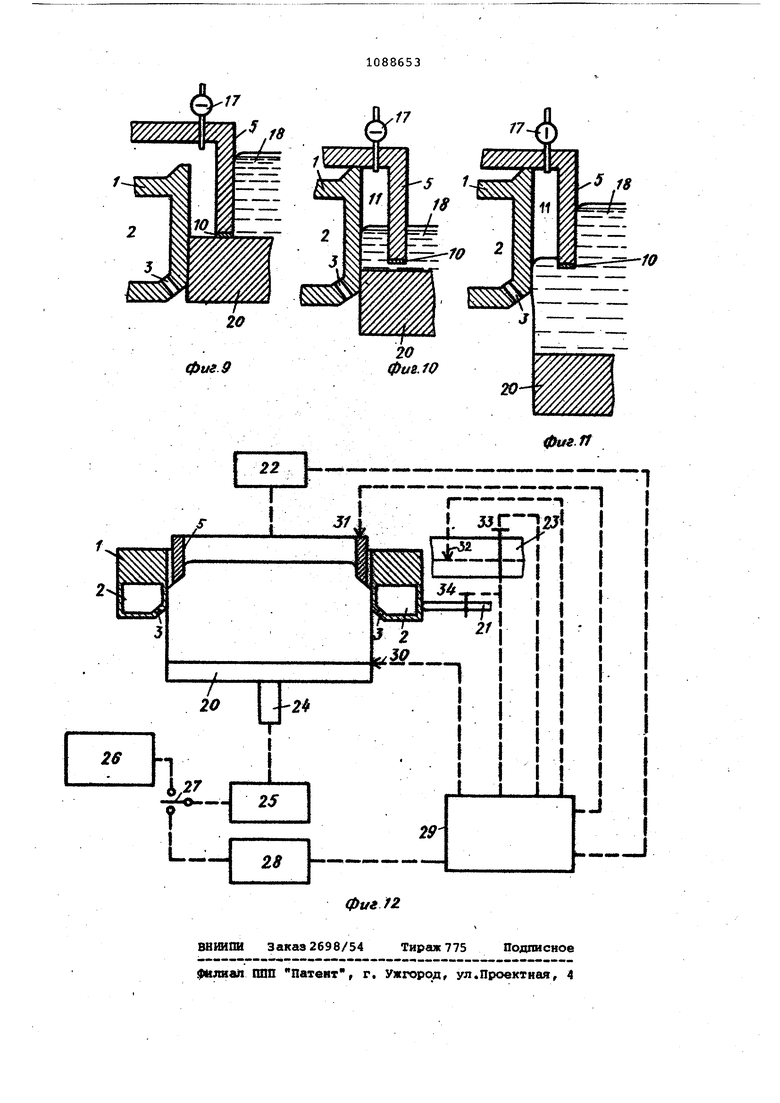
5 На фиг. 1 изображен кристаллизатор, общий вид, продольный разрез; на фиг. 2-11 - варианты выполнения кристаллизатораJ на фиг. 12 - схема регулирующего устройства для полуавтоматического и автоматического процесса литья.
Кристаллизатор, для непрерывного литья слитков из алюминия и сплавов на его основе (фиг. 1) состоит из
металлического корпуса 1 с полостью
т 2 для охладителя и отверстием 3 для выхода охладителя,И рабочих стенок 4 . Кр1исталлизатор СёСКже имеет огнеупорную надставку 5, расположенную на его верхнем торце и закрепленную на
0 кольцевом элементе б, который установлен на верхних концах поршней 7, размещенных в цилиндрических камерах 8, а последние выполнены в теле металлического корпуса 1 кристалли5 затора. В цилиндрических камерах 8 по трубопроводам 9 подведен сжатый воздух, с помощью которого осущест вляется вертикальное перемещение поршней 7 и огнеупорной надставки 5.
0 Огнеупорная надставка 5 выполнена из огнеупорных волокон, например силиката алюг-шния или углеродистых волокон, а ее нижний торец скошен на угол примерно 45- и к нему при- креплен уплотнитель 10, из материала Фиберфракс. для обеспечения скользящего контакта с рабочими стенками 4 кристаллизатора и предотвращения затекания металла в зазор 11 между стенками криста ллизатора и надставки. В зазор 11 можно подавать смазку. На фиг. 2 показана надставка в рабочем положении, когда длина ра.бочих стенок кристаллизатора, контактирующих с металлом, сокращается от а до В На фиг. 3 показано поперечное сечение надставки, нижнему торцу которой придана такая конфигурация, чтобы она соответствовала кривой мениска жидкого металла у рабочих стенок кристаллизатора. На фиг. 4 изображен вариант выполнения кристаллизатора, в котором напор металла поддерживается в боковом направлении давлением воздуха, поступающего из пористой вставки 12, расположенной в нижней части кристаллазатора. Зоздух к пористой вставке 12 подается из каналов 13, выполненных в кожухе 14. Формирующийся слиток 15 охлаждается водой, подаваемой из вра щающейся трубы 16. Кроме воздуха, дл обеспечения боковой поддержки слитка можно использовать азот, аргон, двуокись углерода или другой газ, менее активный к алюминию, чем воздух. На фиг. 5-7 изображен вариант выполнения кристаллизатора, который снабжен патрубком 17 для подачи сжатого газа, например аргона или азота, в зазор 11 между рабочилш стенками 4 кристаллизатора и стенками огнупорной надставки 5, что обеспечивает заданный уровень металла 18 в кристаллизаторе и оптимальное качество поверхности слитка. Зазор 11 имеет ширину от 1 до 3 см, а выход газа . из него предотвращает уплотнение 19. еНа фиг. 8 показан вариант выполнения кристаллизатора, снабженного патрубком 17 для подачи сжатого газа в зазор 11 между рабочими стенками 4 и стенками огнеупорной надставки 5, пористой вставки 12 и вращакяцейся трубри 16 для подачи воды на елиток 15. На фиг. 9-11 изображен вариант выполнения кристаллизатора, в котором огнеупорная надставка 5 с уплотнителем 10 в начальной стадии литья контактирует с поддоном 20,что предупреждает попадание металла в зазор 11 и образование трещин при литье сплавов, склонных к трещинообразованию. На фиг. 12 изображена схема регулируквдего устройства для полуавтоматического процесса литья. На ней показан кристаллизатор, состоящий из металлического корпуса 1 с полостью 2 для выхода охладителя.. Вода подводится к кристаллизатору по трубам 21. На схеме также изображена огнеупорная надставка 5 с приводным механизмом 22, например электрическим, желоб 23 для подачи металла и поддон 20, расположенный на неподвижном плунжере 24, соединенном с приводом 25. Привод 25 имеет ручной регулятор 26, соединенный с двухходовым переключателем 27, иавтоматический регулятор 28. Схема также снабжена логическим механизмом 29, связанным с датчиком 30 положения подставки,элементами 31 устройства- и датчиком 32 уровня металла,в желобе 23, регулятором 33 потока металла в желобе, контрольно-измерительным устройством для воды и регулятором 34 потока воды. Вся информация поступает в логический механизм 29 и он управляет процессом литья согласно программе. Работа кристаллизатора дпя непрерывного литья слитков из алюминия и алюминиевых сплавов осуществляется следу йцим образом. Жидкий металл подают, например, из желоба в кристаллизатор, в который предварительно введен поддон и установлена огнеупорная надставка. После заполнения металлом кристаллизатора огнеупорная надставка опускается в рабочее положение, чтобы максимально уменьшить контакт металла с -рабочими стенками кристаллизатора. Для предотвращения попадания металла в зазор между рабочими стенками кристаллизатора и стенками огнеупорной надставки,последняя снабжена уплотнителем 10, установленным на ее нижнем торце, или патрубком 17 дпя подачи сжатого газа. Вертикальное перемещение огнеупорной надставки осуществляют с помощью привода, а охлаждение формирукяцегося слитка - с помощью охладителя, подаваемого из отверстия 3 кристаллизатора или вращающейся трубы 16. Вытягивание слитка осуществляют путем опускания поддона 20 с помощью плунжера 24. П р и м е р. Отливали роликовую ftnopy (башмак) сечением БОЛ 17,5 см из чистого алюминия. Процесс разливки начинался с установки огнеупорной надставки в таком положении, чтобы 3,5 см поверхности рабочих стенок кристаллизатора находилось в контакте с жидким металлом. При таком поло жении надставки имели место поверхностные дефекты. Затем надставку опускали до такого положения, чтобы уолько 1,5 см поверхности рабочих стенок были в контакте с жидким металлом. При этом поверхность слитка стала хорошая и дефектов не наблюдалось. В процессе разливки в зазор 11 между, рабочими стенками кристаллизатора и огнеупорной надставкой подавали сжатый воздух под давлением 750 мм вод.ст. Для достижения опти..Мсшышх условий литья процесс разливки можно вести а полуавтоматическом или автоматическом режиме по программе, зёшоженной в логическом |«4еханизме 29. Скорость литья составляет 10
13 см/мин.
использование предлагаемого кристаллизатора позволяет устранить поBepxHocTHirJe дефекты и значительно повысить качество поверхности отливаемых слитков из алюминия и сплавов на его основе.
10
S .IS
фиг.П
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| и др | |||
| Непрерывная разливкастали | |||
| Металлургиздат, 1961, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Непрерывное литье.М | |||
| Судно | 1925 |
|
SU1961A1 |
| Рабочее колесо паровой турбины | 1922 |
|
SU551A1 |
| Устройство для охлаждения цилиндровых крышек двигателей внутреннего горения большой мощности | 1924 |
|
SU1584A1 |
