Изобретение относится к литейному производству, более конкретно - к непрерывной разливке цветных металлов и сплавов, и может быть использовано при литье слитков различных форм и размеров сечения из сплавов как с узким, так и с широким температурным интервалом кристаллизации, в том числе из сплавов, склонных к горячеломкости.
Известны однокамерные кристаллизаторы скольжения (далее - КС), в том числе КС блочного исполнения с первичным прямоточным или противоточным охлаждением их внутренней стенки (гильзы), контактирующей непосредственно с расплавом и служащей формообразователем слитка [1, с.11, рис. 2а, в, г], [2, с.235, рис. 666; c.255, рис. 736 и 737] [3].
Недостатком известных однокамерных КС является низкая надежность их работы, т.к. при достаточно значительном снижении напора охладителя в подводящей магистрали (что весьма вероятно в реальных производственных условиях) КС такой конструкции, как правило, выходят из строя из-за необратимой термической деформации стенок гильзы вследствие полного вытекания охладителя.
Известны также двухкамерные КС, содержащие гильзу и корпус с распределительной камерой, камерой первичного охлаждения, разделенных вертикальной стенкой, и донной частью, причем движение охладителя в распределительной камере противоточное, а в камере первичного охлаждения - прямоточное [1, с. 11, рис. 2б; с. 13, рис.4а; с.129, рис.63] [4]. При этом вышеназваннные КС либо собраны из отдельных весьма непростых узлов, либо, с целью компоновки перечисленных элементов, оснащены несколькими фланцами, прокладками и др., соединяемыми крепежными деталями, что усложняет их сборку, эксплуатацию и уменьшает надежность работы оборудования. В некоторых конструкциях двухкамерных КС питание охлаждающей жидкостью нижней части кристаллизатора осуществляется автономно, что, помимо указанных недостатков, требует повышенного расхода охладителя вследствие раздельной его подачи, усложняет систему питания, затрудняет ее обслуживание [5].
Главный технологический недостаток упомянутых выше устройств - значительная неравномерность скорости охлаждения по сечению и длине слитка, вызывающая трещинообразование под воздействием температурных напряжений, особенно слитков из сплавов, склонных к горячеломкости, и вынуждающая снижать скорость литья и, соответственно, производительность.
Для компенсации указанных недостатков и интенсификации процесса литья известные устройства снабжают системами экранно-сосредоточенного охлаждения, а именно: в нижней части одно- или двухкамерных КС (или под ними) с прямоточным первичным охлаждением гильзы и выходом (частично или полностью) охладителя на экран, дополнительно, с целью вторичного охлаждения слитка, устанавливают спрейерные устройства различного исполнения [1.c.12 и 13, рис. 3 и 4 и др.]. Однако спрейерные устройства весьма не просты по конструкции, громоздки, затрудняют наблюдение за выходящим из кристаллизатора слитком и контроль процесса в зоне вторичного охлаждения, требуют повышенного расхода охладителя. Сложная конструкция спрейера вызывает значительные затраты времени и средств на его изготовление, сборку и эксплуатацию.
Наиболее близким предлагаемому изобретению является двухкамерный кристаллизатор скольжения, содержащий скомпонованный из отдельных узлов корпус с распределительной камерой, камерой первичного охлаждения, камерой вторичного охлаждения, верхним фланцем, донной частью и закрепленную в корпусе гильзу [2, с.245, рис. 692]. Кроме того, для вторичного охлаждения слитка устройство по прототипу дополнительно оснащено кольцевым спрейером с автономным подводом к нему охладителя, причем спрейер надевается непосредственно на кристаллизатор снизу и таким образом замыкает кристаллизатор, образуя конструктивно его донную часть.
При использовании известного технического решения, например, с целью получения слитков из сплавов с широким температурным интервалом кристаллизации (к ним относятся, в частности, все оловянные бронзы, кадмиевая бронза БрКд1, сложнолегированные латуни типа ЛМцАЖКС 70-7-5,5-2-2-1, ЛМцАЖН и другие), а также из сплавов, подверженных горячеломкости, появляются следующие недостатки.
Во-первых, КС, содержащий корпус и гильзу и дополнительно оснащенный спрейерным устройством, представляет собой сложную нерациональную конструкцию, где каждый из упомянутых узлов (корпус, гильза, спрейер и др.) собран из отдельных деталей (рис. 692, с. 245 из [2] выполнен схематично и, разумеется, не отражает всей степени сложности реальной конструкции используемого в производстве кристаллизатора). Вследствие этого удорожается изготовление, затрудняются сборка, приведение в рабочее состояние и эксплуатация КС, снижается надежность его работы.
Во-вторых, устройство вторичного спрейерного охлаждения вызывает повышенный расход охладителя, требует его автономной подачи, усложняет систему питания кристаллизатора из-за необходимости иметь дополнительные трубопроводы, шланги, патрубки, запорные вентили и т.д.
В-третьих, такая система вторичного охлаждения не обеспечивает рассредоточение охладителя по высоте и периметру слитка для создания так называемого мягкого режима охлаждения, необходимого при литье горячеломких сплавов и желательного для повышения скорости разливки металла. Недостаток усугубляется тем, что нижняя часть гильзы не имеет контакта с охладителем, и, кроме того, между нижней кромкой гильзы и первыми ударам струи охладителя из спрейера на слитке остается неохлаждаемая зона, наличие которой также сдерживает увеличение скорости разливки из-за возможного прорыва жидкого металла.
В-четвертых, в случае несанкционированного отключения подачи охладителя кристаллизатор по прототипу не обеспечивает кратковременную работу в режиме испарительного охлаждения из-за малого объема камер корпуса и сложной организации потоков охладителя внутри корпуса, что приводит к выходу из строя гильзы вследствие необратимой термической деформации ее стенки и резко снижает надежность работы кристаллизатора в целом.
В основе изобретения поставлена задача устранения этих недостатков, а именно: облегчение сборки и обслуживания кристаллизатора, повышение надежности его работы, упрощение системы питания кристаллизатора охладителем, повышение скорости разливки сплавов, склонных к горячеломкости.
Поставленная задача решается тем, что в известном кристаллизаторе скольжения для непрерывного литья слитков, включающем корпус с распределительной камерой, зоной первичного охлаждения, камерой вторичного охлаждения, верхним фланцем, донной частью, и закрепленную в корпусе гильзу с нижним фланцем, которым она опирается на корпус, согласно изобретению корпус выполнен неразъемным, зона первичного охлаждения состоит из верхней камеры и нижней камеры, которая отделена от верхней и распределительной камер горизонтальной кольцевой перегородкой с внутренним диаметром, равным наружному диаметру гильзы, причем гильза закреплена в корпусе посредством эластичных уплотнений, размещенных в верхнем фланце, донной части и горизонтальной кольцевой перегородке, с возможностью свободного перемещения в осевом и диаметральном направлениях в пределах ее теплового расширения. Кроме того, согласно изобретению, высота верхней камеры зоны первичного охлаждения составляет 0,7... 0,9 высоты гильзы, а в нижнем фланце гильзы расположены отверстия, выполненные под разными углами к вертикальной оси кристаллизатора.
Изобретение поясняется чертежом, где изображен продольный разрез кристаллизатора скольжения.
Кристаллизатор включает неразъемный корпус 1 с распределительной камерой 2, верхней камерой 3 и нижней камерой 4 зоны первичного охлаждения, горизонтальной кольцевой перегородкой 5, которая отделяет нижнюю камеру 4 от верхней камеры 3 и распределительной камеры 2, верхним фланцем 6, донной частью 7, а также закрепленную в корпусе 1 гильзу 8 с нижним фланцем 9, в котором под разными углами расположены отверстия 10. Камеры 3 и 4 зоны первичного охлаждения последовательно соединены вертикальными каналами 11, расположенными на корпусе 1 кристаллизатора. Высота верхней камеры 3 зоны первичного охлаждения составляет 0,7...0,9 высоты гильзы 8. Гильза 8 закреплена в корпусе 1 посредством эластичных уплотнений 12, размещенных в верхнем фланце 6, горизонтальной кольцевой перегородке 5 и донной части 7. Нижняя камера 4 зоны первичного охлаждения, образованная стенкой гильзы 8, горизонтальной кольцевой перегородкой 5, наружной стенкой корпуса 1 и его донной частью 7, является одновременно объемом корпуса 1 с возможностью подачи на него охладителя на слиток через отверстия 10, расположенные в нижнем фланце 9 гильзы 8 и выполненные под разными углами к вертикальной оси кристаллизатора. К нижней части приемной камеры 13 корпуса 1 прикреплен патрубок 14 для подвода охладителя.
Устройство работает следующим образом. До начала разливки металла вентиль на подводящем трубопроводе патрубка 14 устанавливают в положение, обеспечивающее потребный расход охладителя (воды) для вторичного охлаждения. Так, например, при получении слитков диаметром 200 мм из бронзы КМц 3-1 устанавливают расход воды, равный 3 м3/ч. Вода, направление движения которой показано на чертеже стрелками, поступающая в приемную камеру 13 корпуса 1 от патрубка 14, движется противоточным способом (т.е. в направлении, противоположном направлению вытягивания слитка из КС) внутри приемной камеры 13, далее - прямоточно через распределительную камеру 2, затем противоточным способом через верхнюю камеру 3 первичной зоны, охлаждая при этом гильзу 3. Далее воду направляют прямоточно по вертикальным каналам 11, расположенным на корпусе 1 по его периметру (например, в количестве 4-х штук, размещенных через 90o), в нижнюю камеру 4 первичной зоны, где вода, двигаясь прямоточным способом, продолжает охлаждать гильзу 8, выходит из нижней камеры 4 через отверстия 10, расположенные в нижнем фланце 9 гильзы 8 под разными углами к вертикальной оси кристаллизатора, и осуществляет охлаждение, рассредоточенное по длине слитка.
Преимущества предлагаемого устройства по сравнению с известными, кратко сформулированные в поставленной задаче изобретения, достигаются следующим образом.
1. Облегчение сборки и обслуживания кристаллизатора.
Простоту сборки кристаллизатора обеспечивают:
- во-первых, за счет неразъемности корпуса, изготовленного как единая цельносварная конструкция, объединяющая в себе все каналы, камеры и зоны охлаждения, выполненные в известных устройствах как отдельные узлы, из которых собирают корпус;
- во-вторых, за счет легкости установки гильзы в кристаллизатор и извлечения ее из него, поскольку гильза своим нижним фланцем свободно опирается на донную часть корпуса по контактной поверхности, а также за счет крепления гильзы в верхней части КС крышкой путем объемного сжатия эластичного уплотнительного кольца в пазе верхнего фланца корпуса. При освобождении винтов, прижимающих через крышку верхнее эластичное уплотнение, гильзу с незначительным усилием извлекают и заменяют новой.
Облегчение обслуживания (эксплуатации) предлагаемого устройства предопределяется вышеизложенным вследствие простоты монтажа - демонтажа гильзы и приведения КС в рабочее состояние без предварительной настройки путем его установки на рабочее место и подсоединении шланга с охлаждающей жидкостью к его единственному патрубку.
Повышение надежности работы кристаллизатора с одновременным снижением расхода охладителя достигают:
- во-первых, оригинальными конструктивными решениями корпуса, который выполнен неразъемным, а подвод охладителя к системам первичного и вторичного охлаждения осуществлен последовательно от единого патрубка;
- во-вторых, надежным охлаждением поверхности гильзы по всей ее высоте как за счет отсутствия воздушных пробок, которые уносятся противоточным движением воды при заполнении верхней камеры, так и за счет прямоточности потока в нижней камере первичной зоны;
- в-третьих, тем, что нижняя камера первичной зоны является одновременно камерой вторичного охлаждения, которая для этого ограничена снизу донной частью и нижним фланцем гильзы с отверстиями; это позволяет избежать наличия такого сложного узла как отдельное спрейерное устройство с автономным подводом охладителя, а также следить за выходящим из КС слитком и контролировать процесс в зоне вторичного охлаждения;
- в-четвертых, тем, что при падении давления охлаждающей жидкости в подводящей системе или при прекращении ее подачи охлаждение гильзы в верхней камере первичной зоны обеспечивают за счет объемов жидкости как в самой верхней камере, так и в распределительной и, частично, в приемной камерах;
- в-пятых, дополнительным сжатием эластичных уплотнений за счет термического расширения гильзы при выходе ее на рабочий температурный режим, чем обеспечивается улучшение герметичности камер кристаллизаторы.
Эксперимент, проведенный на внедренном в производство КС с диаметром гильзы 200 мм и высотой 275 мм при литье латуни Л63, показал, что при прекращении подачи охладителя оставшийся в камерах КС его объем, равный 4,4 л, обеспечил в аварийном испарительном режиме теплоотвод с поверхности гильзы до полного испарения охладителя в течение 6 мин. Этого времени (6 мин) вполне достаточно для своевременного принятия мер по предупреждению аварийной ситуации, т.е. прекращению разливки с целью предохранения гильзы от необратимой термической деформации.
Изложенное выше подтверждает повышение надежности работы предлагаемого КС по сравнению с известными устройствами.
2. Упрощение системы питания кристаллизатора охладителем.
Этот технический результат предлагаемого устройства был, по существу, обоснован при раскрытии предыдущих пунктов задачи изобретения. Целесообразно лишь указать, что компоновка каналов, камер и зон в одном неразъемном корпусе, включая (в качестве спрейерного устройства) нижнюю камеру зоны первичного охлаждения с отверстиями в нижнем фланце гильзы значительно упрощает систему питания кристаллизатора охладителем, позволяя осуществлять подвод воды через единственный патрубок, прикрепленный к корпусу кристаллизатора.
3. Повышение скорости разливки сплавов, склонных к горячеломкости.
Обеспечивают конструктивным решением по разделению зоны первичного охлаждения на две камеры: с противоточным движением охладителя в верхней и прямоточным - в нижней, которая одновременно является камерой вторичного охлаждения, снабженной отверстиями, расположенными в нижнем фланце гильзы и направленными под разными углами к продольной оси кристаллизатора. При такой компоновке поступающая в корпус холодная вода, двигаясь противотоком, охлаждает вначале ту часть гильзы (в верхней камере), внутри которой уке образовалась значительная корка затвердевшего металла, далее нагретая вода охлаждает верхнюю часть гильзы (в той же верхней камере), где находится весьма тонкая корка. Противоточное движение воды с благоприятным для теплового режима корки температурным градиентом способствует снижению вероятности трещинообразования при повышении скорости литья. Последовательное использование отработанного в первичной зоне охладителя для вторичного охлаждения слитка в сочетании с выбранными углами, шагом и диаметром отверстий (названные параметры системы вторичного охлаждения в данной заявке объектом изобретения не являются) в нижнем фланце гильзы позволяет получить:
- рассредоточенный многорядный выход охладителя на слиток в отличие от известных устройств, при использовании которых между нижним торцом гильзы и первыми ударами струй охладителя на слитке образуется так называемый "сухой" участок значительной протяженности, который сдерживает увеличение скорости литья из-за возможных прорывов жидкого металла;
- продольно-полосовое охлаждение по периметру слитка;
- удлиненную зону вторичного охлаждения.
Перечисленные преимущества вторичного охлаждения, в частности "мягкое" продольно-полосовое рассредоточенное по длине и периметру слитка охлаждение, реализуемые путем использования предлагаемого устройства, обеспечивают повышение скорости разливки сплавов, склонных к горячеломкости, а также оказывают положительное влияние на качество слитка и стабильность процесса литья без прорывов жидкого металла. Кроме того, при создании оптимальных условий схода струй охладителя на поверхность слитка по предлагаемому устройству, как показали эксперименты, улучшается качество поверхности и сокращается газированность слитка, повышается уровень безопасности условий труда.
Применение внедренной в производство заявляемой конструкции кристаллизатора оказалось особенно эффективным как для сплавов с широким температурным интервалом кристаллизации (перечисленных выше), так и для многочисленной группы сплавов, склонных к образованию литейных трещин (например, простые алюминиевые бронзы БрА5, БрА7, а также средне- и сложнолегированные бронзы БрАЖ9-4; БрАЖМц10-3-1,5; БрАЖНМц9-9-4-1 и др.).
С целью увеличения теплоотвода с поверхности гильзы в аварийном испарительном режиме, предохранения ее от необратимой термической деформации и, тем самым, повышения надежности работы кристаллизатора, высота верхней камеры зоны первичного охлаждения составляет 0,7...0,3 высоты гильзы (п.2 формулы изобретения).
Величину кольцевого объема между стенкой гильзы и наружной вертикальной стенной корпуса (т.е. суммарного объема верхней камеры первичной зоны и распределительной камеры) принимают в зависимости от теплофизических свойств отливаемого металла и требуемой интенсивности теплоотвода от стенки гильзы.
Конкретно, выход за пределы указанного диапазона (0,7...0,9) приводит:
- при превышении верхнего предела, равного 0,9, - к неоправданному с позиции эффективности устройства снижению теплоотвода в нижней прямоточной камере первичной зоны вследствие уменьшения ее объема и к нарушению одного из условий решения задачи ("повышение скорости разливки"), т.к. при превышении верхнего предела, равного 0,9, объема нижней камеры становится недостаточным для создания непрерывного теплообмена как в течение всего процесса кристаллизации сплава (при первичном охлаждении), так и при вторичном охлаждении уже затвердевшего металла слитка;
- выполнение высоты верхней камеры менее 0,7 высоты гильзы ухудшает условия работы кристаллизатора, а именно: снижается эффективность охлаждения гильзы, ухудшается теплоотвод с ее поверхности, уменьшается скорость литья слитков. Кроме того, выход за нижний предел, равный 0,7, весьма негативно влияет на надежность КС, поскольку при этом снижается длительность аварийного испарительного режима вследствие уменьшения суммарного объема верхней камеры первичной зоны и распределительной камеры. Для иллюстрации изложенного ниже приведен расчет времени режима испарительного охлаждения для кристаллизатора диаметром 200 мм, высотой 275 мм и при отношении высоты верхней камеры к высоте гильзы, равном 0,8...0,84.
Исходные данные:
- суммарный объем воды верхней зоны первичной камеры и распределительной камеры Vв = 3,5 дм3;
- удельная теплоемкость воды Cв > 4,2 кДж/кгoC
- удельная теплота испарения воды 
- удельная теплоемкость твердой меди Cтв = 0,380 кДж/кгoC;
- удельная теплоемкость жидкой меди Cж = 0,608 кДж/кгoC
- удельная теплота кристаллизации меди L = 214 кДж/кг
- температура плавления меди tпл = 1083oC;
- температура литья меди tл = 1200oC;
- температура на поверхности слитка tсл = 750oC.
Из [1, c. 107, рис. 47a] для кристаллизатора высотой 275 мм при скорости литья слитка латуни Л63, равной 4 м/ч, следует, что максимальная толщина корки в кристаллизаторе составляет 35 мм. Простой расчет показывает, что для рассматриваемой конструкции устройства количество металла, затвердевающего в единицу времени в кристаллизаторе, составит 3,039 кг/мин=m.
Мощность, рассеиваемая кристаллизатором в первичной камере, согласно формуле из [1,с. 107]:
q=Cтвm(tпл-tсл)+Lm+Cжm(tл-tпл)=0,38•3,039(1083-750)+214•3,039+0,608•3,039(1200-1083)= 1247,4 кДж/мин
Теплосодержание воды в кристаллизаторе:
Расчетное время работы кристаллизатора в испарительном режиме:
Полученный результат удовлетворительно коррелирует с результатом экспериментальной проверки предлагаемого устройства, приведенным выше. Выбор конкретного значения из интервала 0,7...0,9 зависит от общей высоты КС: для "низких" КС (высотой 200...300 мм) желательно придерживаться нижнего предела (0,7), для "высоких" (350...450 мм) - соответственно верхнего (0,9).
Таким образом, конструкция кристаллизатора с указанным соотношением высоты верхней камеры первичной зоны и высоты гильзы в пределах 0,7...0,9 позволяет в разных режимах работы получить суммарный теплосъем с поверхности гильзы, близкий к максимальному.
Источники информации
1. Кац А. М. , Шадек Е. Г. Теплофизические основы непрерывного литья слитков цветных металлов и сплавов. М.; Металлургия, 1983, 208 c.
2. Германн Эрхард. Непрерывное литье. М.: Металлургиздат, 1961, 815 с.
3. А.с. СССР N 1016048. Опубл.07.05.83. Бюл. N 17.
4. А.с. СССР N 725790. Опубл. 15.04.80. Бюл. N 13.
5. Усовершенствованная система охлаждения при непрерывном литье. Экспрессинформация ЦНИИЦВЕТМЕТ экономики и информации. Серия VII. Обработка цветных металлов. N 25, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор для непрерывного литья слитков | 1982 |
|
SU1039641A1 |
| Кристаллизатор для непрерывного литья слитков | 1977 |
|
SU725790A1 |
| УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ ЦИЛИНДРИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2788042C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ СЛИТКОВ | 2019 |
|
RU2725377C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРЯМОТОЧНОГО КРИСТАЛЛИЗАТОРА УСТАНОВКИ ДЛЯ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ | 2001 |
|
RU2268105C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК | 1989 |
|
RU2037360C1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ ОТЛИВКИ СЛИТКОВ ПРИ ВЕРТИКАЛЬНОЙ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1996 |
|
RU2105633C1 |
| ПЛАВИЛЬНО-РАФИНИРОВОЧНЫЙ АГРЕГАТ | 1998 |
|
RU2132524C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133650C1 |
Изобретение относится к непрерывной разливке сплавов из цветных металлов и может быть использовано при литье сплавов с широким температурным интервалом кристаллизации и склонных к горячеломкости. Зона первичного охлаждения включает верхнюю и нижнюю камеры. Нижняя камера отделена от верхней камеры и распределительной камеры горизонтальной кольцевой перегородкой. Гильза кристаллизатора закреплена в корпусе посредством эластичных уплотнений с возможностью ее свободного осевого и диаметрального теплового расширения. Высота верхней камеры составляет 0,7-, 9 высоты гильзы. В нижнем фланце гильзы расположены отверстия, выполненные под разными углами к вертикальной оси кристаллизатора. Изобретение позволяет повысить надежность кристаллизатора и скорость литья, упростить его охлаждение, облегчить сборку и обслуживание кристаллизатора. 2 з.п. ф-лы, 1 ил.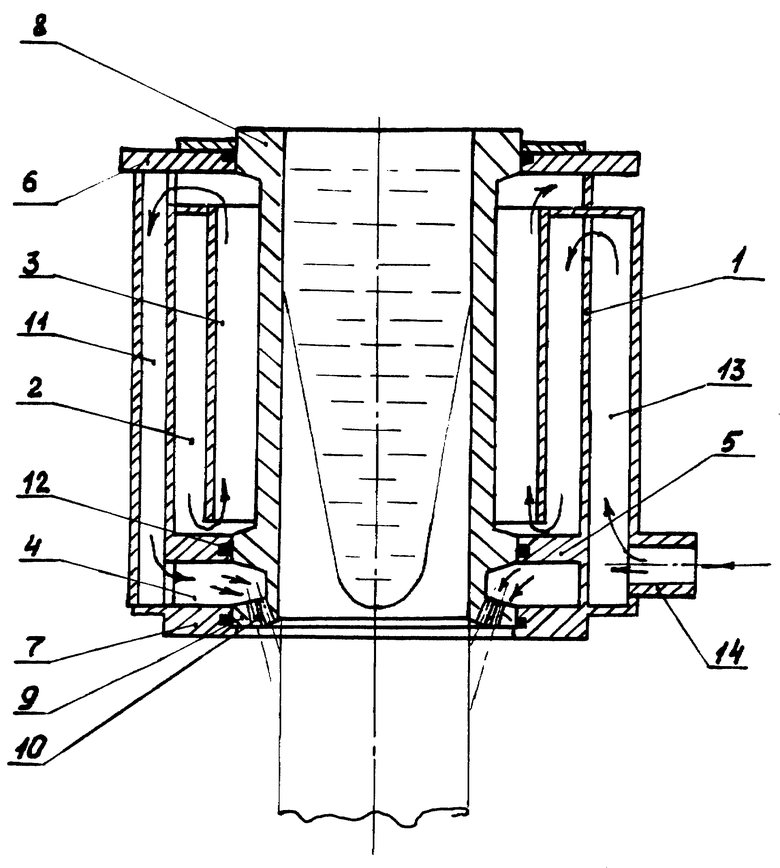
| Э.ГЕРМАНН | |||
| Непрерывное литье | |||
| - М.: Государственное научно-техническое издание по черной и цветной металлургии, 1961, с.245, 692 ил | |||
| US 4450887, 29.05.1984 | |||
| Способ получения винилацетата | 1972 |
|
SU449034A1 |
| JP 5949103 А, 30.11.1984 | |||
| DE 3424457 В, 16.01.1986. | |||
