Область техники
Данное изобретение относится к способам регулирования процессов гидроформилирования для получения нормальных (N) и изо (I) альдегидов при определенном соотношении N:I.
Уровень техники
В данной области техники известно, что альдегиды могут быть без труда получены взаимодействием олефин-ненасыщенного соединения с монооксидом углерода и водородом в присутствии солюбилизированного катализатора на основе комплекса родия с триорганофосфорным лигандом, и что предпочтительный тип таких процессов включает непрерывное гидроформилирование. Например, в патенте США № 3527809 описано гидроформилирование альфа-олефинов с получением альдегидов при низких температурах и давлениях. В данном способе при определенном наборе переменных, в присутствии некоторых триорганофосфорных лигандов используют некоторые родиевые комплексы для обеспечения эффективного катализа гидроформилирования олефинов водородом и монооксидом углерода.
Среди катализаторов, описанных в патенте США № 3527809 – соединения, содержащие родий и триарилфосфорные лиганды, в частности, триарилфосфиновые лиганды, примером которых является трифенилфосфин («TPP»). В промышленных процессах гидроформилирования десятки лет успешно используют родий-TPP катализатор, и ключевым аспектом производства является применение большого избытка TPP относительно родия. Например, промышленные процессы гидроформилирования пропилена часто осуществляют при концентрациях TPP 10-12 процентов по массе относительно общей массы реакционной среды. Столь высокие концентрации TPP используют для достижения требуемой региоселективности в отношении продукта и для повышения стабильности катализатора.
Для процессов гидроформилирования региоселективность по продукту обычно выражают как отношение линейного (или нормального) продукта к разветвленному (или изо) альдегидному продукту. В данном контексте указанное отношение линейного (или нормального) продукта к разветвленному (или изо) альдегидному продукту описано как «отношение N:I» или «N:I». Несмотря на то, что родий-TPP катализаторы являются эффективной технологией, трудно увеличить отношение N:I до значений более около 10:1. Несмотря на то, что разветвленный продукт имеет определенную ценность, часто предпочтительным является линейный продукт. Селективность в отношении линейных продуктов может быть увеличена благодаря использованию различных промоторов катализатора, например, известно, что определенные хелатообразующие органополифосфорные лиганды (например, некоторые бисфосфиты) демонстрируют значение N:I более 10:1, но такое изменение промышленной установки подразумевает выгрузку существующего катализатора, выделение родия методом извлечения благородного металла («PMR»), возможное изменение оборудования и т.д. Снижение производительности, затраты на PMR и приобретение технологического оборудования, сопутствующие таким мероприятиям, являются весьма дорогостоящими.
Желательно обеспечить простой, экономически эффективный способ регулирования соотношения N:I в широком диапазоне.
Сущность изобретения
Данное изобретение относится к способам регулирования процесса гидроформилирования для получения нормальных (N) и изо (I) альдегидов при таком соотношении N:I, которое обеспечивает ряд преимуществ в различных вариантах реализации. Например, в соответствии с некоторыми вариантами реализации, неожиданно было установлено, что катализатор, состоящий из переходного металла, монофосфина и тетрафосфина, может быть использован для обеспечения соотношения N:I в широком диапазоне (например, в различных вариантах реализации от 3:1 до более 35:1). Кроме того, в некоторых вариантах реализации скорость деактивации катализатора и количество тетрафосфина, расходуемого в единицу времени (расход лиганда) являются весьма низкими.
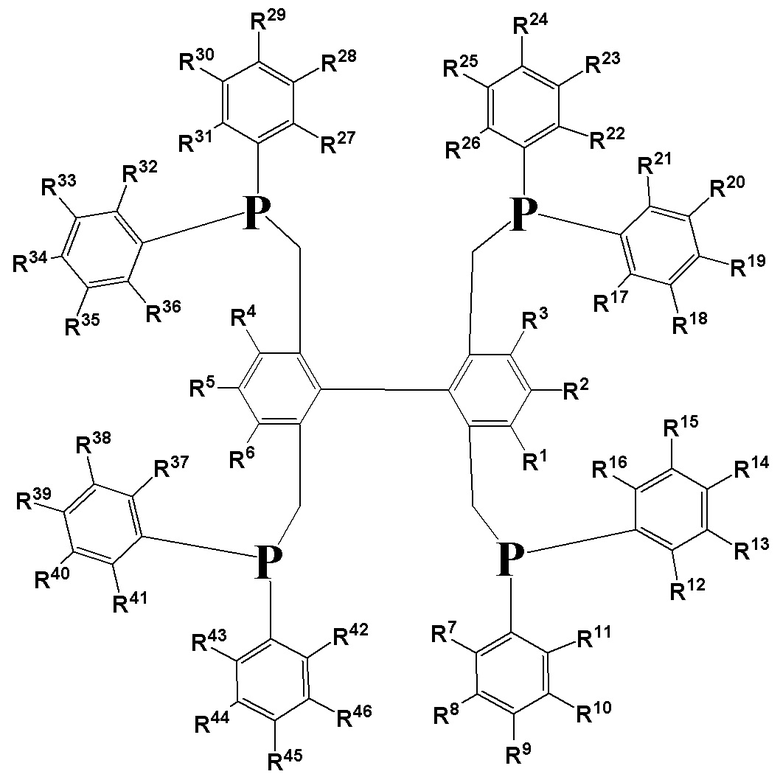
В одном аспекте способ регулирования процесса гидроформилирования для получения нормальных (N) и изо (I) альдегидов, включающий приведение в контакт олефина с монооксидом углерода, водородом и катализатором, содержащим (A) переходный металл, (B) монофосфин и (C) тетрафосфин, имеющий следующую структуру:
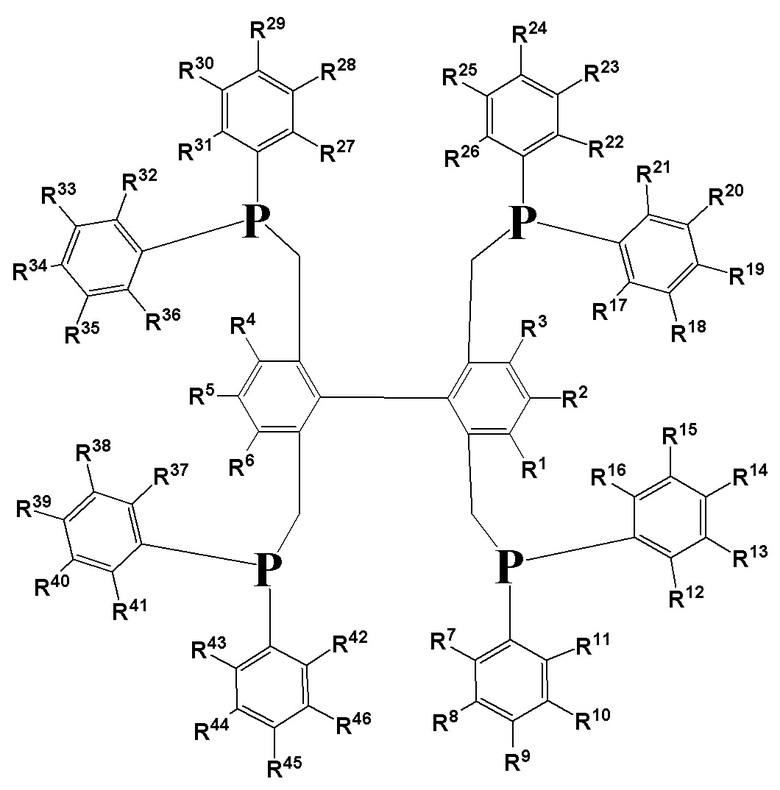
где каждый P представляет собой атом фосфора, и каждый R1-R46 независимо представляет собой водород, C1–C8 алкильную группу, арильную группу, алкарильную группу или галоген, указанное приведение в контакт осуществляют в одной или более реакционных зон, и при условиях гидроформилирования с получением смеси нормальных (N) и изо (I) альдегидов в соотношении N:I, включает по меньшей мере одно из:
1. увеличения соотношения N:I в результате добавления дополнительного количества тетрафосфина в реакционную зону;
2. уменьшения соотношения N:I в результате добавления дополнительного количества монофосфина в реакционную зону; или
3. увеличения соотношения N:I в результате испарения свободного монофосфина.
Эти и другие варианты реализации более подробно описаны в следующем подробном описании изобретения.
Подробное описание
Все ссылки на периодическую таблицу элементов и различные группы указанной таблицы относятся к версии, опубликованной в книге CRC Handbook of Chemistry and Physics, 72е изд. (1991-1992) CRC Press, на с. I-11.
Если не указано иное, явно не следует из контекста, все доли и проценты выражены по массе, и все методы испытаний являются актуальными на дату подачи данной заявки. В контексте практики патентования изобретений США содержание любых упомянутых патентов, патентных заявок или публикаций включено посредством ссылки в полном объеме (или их эквивалентная версия для США включена таким же образом посредством ссылки), особенно в отношении описания определений (до той степени, в которой они не противоречат определениям, специально приведенным в данном описании) и общих знаний в данной области техники.
В данном контексте термины в единственном числе, «по меньшей мере один» и «один или более» использованы взаимозаменяемо. Термины «содержит», «включает» и их варианты не имеют ограничивающего значения, если указанные термины встречаются в описании и формуле изобретения.
Также в данном контексте указание числовых диапазонов с помощью конечных точек включает все значения, входящие в данный диапазон (например, от 1 до 5 включает 1, 1,5, 2, 2,75, 3, 3,80, 4, 5 и т.д.). В контексте данного изобретения следует понимать, в соответствии с общими знаниями специалистов в данной области техники, что числовой диапазон включает и охватывает все возможные поддиапазоны, которые входят в данный диапазон. Например, диапазон от 1 до 100 предусматривает от 1,01 до 100, от 1 до 99,99, от 1,01 до 99,99, от 40 до 60, от 1 до 55 и т.д. Кроме того, в данном контексте указание числовых диапазонов и/или числовых значений, включая такие указания в формуле изобретения, можно читать как включающие термин «около». В таких случаях термин «около» относится к числовым диапазонам и/или числовым значениям, которые являются по существу такими же, как указаны в данном документе.
В данном контексте «м.д. мас.» означает миллионные доли по массе.
В контексте данного изобретения термин «углеводород» включает все допустимые соединения, содержащие по меньшей мере один атом водорода и один атом углерода. Такие допустимые соединения также могут содержать один или более гетероатомов. В широком аспекте допустимые углеводороды включают ациклические (с гетероатомами или без них) и циклические, разветвленные и неразветвленные, карбоциклические и гетероциклические, ароматические и неароматические органические соединения, которые могут быть замещенными или незамещенными.
В данном контексте термин «замещенный» включает все допустимые заместители органических соединений, если не указано иное. В широком аспекте допустимые заместители включают ациклические и циклические, разветвленные и неразветвленные, карбоциклические и гетероциклические, ароматические и неароматические заместители органических соединений. Иллюстративные заместители включают, например, алкил, алкилокси, арил, арилокси, гидроксиалкил, аминоалкил, в которых количество атомов углерода может составлять от 1 до 20 или более, предпочтительно от 1 до 12, а также гидрокси, галоген и амино. Допустимых заместителей может быть один или более, и они могут быть одинаковыми или различными для соответствующих органических соединений. Данное описание никоим образом не ограничено допустимыми заместителями органических соединений.
В данном контексте термин «гидроформилирование» включает, но не ограничивается ими, все процессы гидроформилирования, которые включают превращение одного или более замещенных или незамещенных олефиновых соединений или реакционной смеси, содержащей одно или более замещенных или незамещенных олефиновых соединений, в один или более замещенных или незамещенных альдегидов или в реакционную смесь, содержащую один или более замещенных или незамещенных альдегидов. Альдегиды могут быть асимметричными или несимметричными.
Термины «реакционная текучая среда», «реакционная среда» и «раствор катализатора» в данном контексте использованы взаимозаменяемо и могут включать, но не ограничиваются ими, смесь, содержащую: (a) катализатор на основе комплекса переходного металла с монофосфином (например, катализатор на основе комплекса родия с трифенилфосфином), (b) катализатор на основе комплекса переходного металла с тетрафосфином (например, катализатор на основе комплекса родия с тетрафосфином), (c) свободный монофосфин (например, трифенилфосфин), (d) свободный тетрафосфин, (e) альдегидные продукты, полученные в результате реакции, (f) непрореагировавшие реагенты, (g) растворитель для указанных катализаторов на основе комплексов переходных металлов и указанных свободных фосфиновых лигандов и необязательно (h) продукты разложения монофосфинового лиганда и тетрафосфинового лиганда. Реакционная среда может включать, но не ограничивается ими, (a) текучую среду в реакционной зоне, (b) поток текучей среды на пути в зону выделения, (c) текучую среду в зоне выделения, (d) возвратный поток, (e) текучую среду, выходящую из реакционной зоны или зоны выделения, (f) текучую среду во внешнем охладителе и (g) продукты разложения лиганда.
Термин «продукты разложения лиганда» включает, но не ограничивается ими, любые и все соединения, образующиеся в результате одного или более химических превращений по меньшей мере одной из молекул тетрафосфина и/или монофосфина, загруженного в реакционную среду. Такие соединения могут включать, но не ограничиваются ими, трифосфиновые или дифосфиновые соединения, полученные в результате промотированного родием расщепления исходного тетрафосфина, а также более мелкие фрагменты фосфина, образующиеся в результате указанных побочных реакций расщепления. Предусмотрено также, что продукты разложения лиганда включают алкилдиарилфосфины, которые, как известно, присутствуют в растворах катализатора гидроформилирования на основе комплекса родия с триарилфосфином (см., например, патент США № 4297239, кол. 5). Дополнительно предусмотрено, что продукты разложения лиганда включают любые и все соединения, которые образуются в результате окисления фосфиновых фрагментов. Например, продукты разложения лиганда могут включать оксиды фосфина, образованные из монофосфина, введенного в процесс, в результате частичного или полного окисления тетрафосфина, введенного в процесс, или в результате окисления фосфиновых соединений, образованных в результате промотированных родием побочных реакций (например, окисления трифосфиновых соединений, образованных из исходного тетрафосфина).
В данном контексте термины «тетрадентатный фосфин» и «тетрафосфин» использованы взаимозаменяемо и включают соединения, содержащие четыре фосфиновых атома, каждый из которых связан с тремя атомами углерода.
В данном контексте термин «монодентатный фосфин» и «монофосфин» использованы взаимозаменяемо и включают соединения, которые содержат один фосфиновый атом, связанный с тремя атомами углерода.
В данном контексте термины «родиевый комплекс», «катализатор на основе родиевого комплекса» и «каталитический комплекс» использованы взаимозаменяемо и включают по меньшей мере один атом родия с лигандами, связанными или координированными посредством электронного взаимодействия. Примеры таких лигандов включают, но не ограничиваются ими, монофосфин, тетрадентатный фосфин, монооксид углерода, пропилен и водород.
В данном контексте термин «свободный» фосфин включает молекулы монофосфина или тетрафосфина, которые не связаны или не координированы с родием.
В целом, данное изобретение относится к способам регулирования соотношения N:I альдегидов, полученных способом гидроформилирования. Каталитическая композиция содержит два лиганда, монофосфин и тетрафосфин, и соотношение полученных N:I альдегидов может быть увеличено или уменьшено посредством добавления одного или другого лиганда в реакционную зону. Некоторые варианты реализации предложенных способов способствуют получению альдегидов в неожиданно широком диапазоне соотношений N:I без недостатков, часто связанных с заменой лиганда, используемого в каталитической композиции.
В одном аспекте способ регулирования процесса гидроформилирования для получения нормальных (N) и изо (I) альдегидов, включающий приведение в контакт олефина с монооксидом углерода, водородом и катализатором, содержащим (A) переходный металл, (B) монофосфин и (C) тетрафосфин, имеющий следующую структуру:
где каждый P представляет собой атом фосфора, и каждый R1-R46 независимо представляет собой водород, C1–C8 алкильную группу, арильную группу, алкарильную группу или галоген, указанное приведение в контакт осуществляют в одной или более реакционных зон, и при условиях гидроформилирования с получением смеси нормальных (N) и изо (I) альдегидов в соотношении N:I, включает по меньшей мере одно из:
1. увеличения соотношения N:I в результате добавления дополнительного количества тетрафосфина в реакционную зону;
2. уменьшения соотношения N:I в результате добавления дополнительного количества монофосфина в реакционную зону; или
3. увеличения соотношения N:I в результате испарения свободного монофосфина.
В некоторых вариантах реализации переходный металл содержит родий. В некоторых вариантах реализации олефин представляет собой пропилен.
В некоторых вариантах реализации монофосфин представляет собой один или более из следующих: трифенилфосфин, трис(о-толил)фосфин, тринафтилфосфин, три(п-метоксифенил)фосфин, три(м-хлорфенил)фосфин, трибензилфосфин, трициклогексилфосфин, дициклогексилфенилфосфин, циклогексилдифенилфосфин и триоктилфосфин. В некоторых вариантах реализации ионофосфин представляет собой трифенилфосфин. В некоторых вариантах реализации предложенный катализатор содержит смесь различных видов монофосфинов.
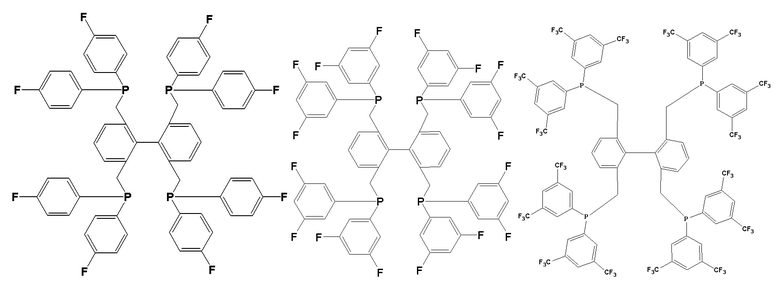
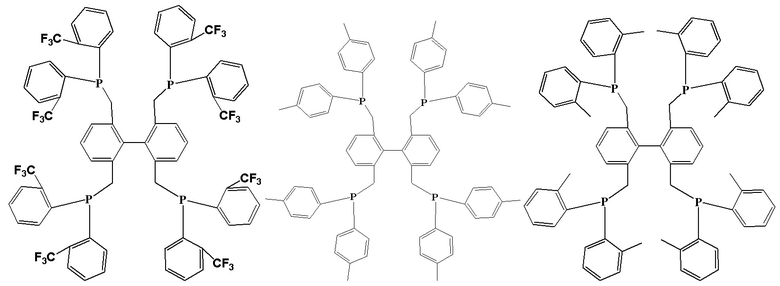
В некоторых вариантах реализации каждый из R1-R46 в структуре тетрафосфина представляет собой водород. В некоторых вариантах реализации катализатор содержит один или более из следующих тетрафосфинов:
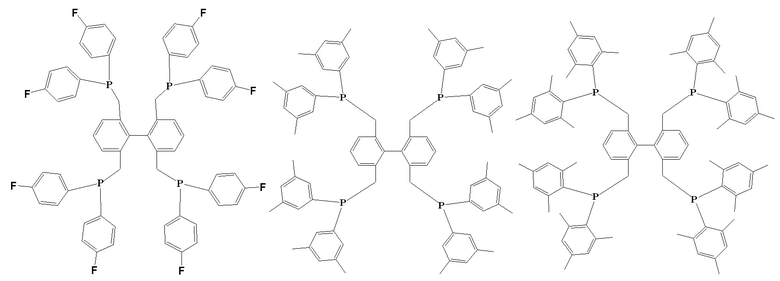
В некоторых вариантах реализации переходный металл содержит родий, монофосфин представляет собой трифенилфосфин, каждый из R1-R46 представляет собой водород, и олефин содержит пропилен.
В некоторых вариантах реализации количество монофосфина в реакционной зоне составляет более 1,5 процента по массе относительно общей массы реакционной среды в реакционной зоне. В некоторых вариантах реализации количество монофосфина в реакционной зоне составляет от 1,5 до 13 процентов по массе относительно общей массы реакционной среды в реакционной зоне. В некоторых вариантах реализации количество тетрафосфина в реакционной зоне составляет более 0,06 процента по массе относительно общей массы реакционной среды в реакционной зоне. В некоторых вариантах реализации количество тетрафосфина в реакционной зоне составляет от 0,1 до 9 процентов по массе относительно общей массы реакционной среды в реакционной зоне. В некоторых вариантах реализации количество монофосфина в реакционной зоне составляет более 1,5 процента по массе, и количество тетрафосфина в реакционной зоне составляет более 0,06 процента по массе, каждое значение относительно общей массы реакционной среды в реакционной зоне. В некоторых вариантах реализации количество монофосфина в реакционной зоне составляет от 1,5 до 13 процентов по массе, и количество тетрафосфина в реакционной зоне составляет от 0,1 до 9 процентов по массе, каждое значение относительно общей массы реакционной среды в реакционной зоне.
Водород и монооксид углерода могут быть получены из любого пригодного источника, включая крекинг и перегонку нефти.
Синтез-газ – название газовой смеси, которая содержит различные количества CO и H2. Способы его получения общеизвестны. Водород и CO обычно являются главным компонентами синтез-газа, но синтез-газ может содержать CO2 и инертные газы, такие как N2 и Ar. Молярное отношение H2 к CO в значительной степени варьируется, но обычно составляет от 1:100 до 100:1 и предпочтительно от 1:10 до 10:1. Синтез-газ доступен в продаже, и его часто используют в качестве источника топлива или промежуточного продукта для получения других химических соединений. Наиболее предпочтительное молярное отношение H2:CO для химического производства составляет от 3:1 до 1:3, и обычно требуемое значение составляет от 1:2 до 2:1 для большинства процессов гидроформилирования. Смеси синтез-газа являются предпочтительным источником водорода и CO.
Олефиновые исходные реагенты, которые можно использовать в реакциях гидроформилирования, предусмотренных данным изобретением, могут быть ненасыщенными в концевом или внутреннем положении, и могут быть неразветвленными, разветвленными или циклическими по структуре. Такие олефины могут содержать от 2 до 20 атомов углерода и могут содержать одну или более этилен-ненасыщенных групп. Кроме того, такие олефины могут содержать группы или заместители, которые не оказывают существенного неблагоприятного влияния на процесс гидроформилирования, такие как карбонил, карбонилокси, окси, гидрокси, оксикарбонил, галоген, алкокси, арил, алкил, галогеналкил и т.п. Иллюстративные олефин-ненасыщенные соединения включают альфа-олефины, внутренние олефины, алкилалкеноаты, алкенилалканоаты, алкенилалкиловые простые эфиры, алкенолы и т.п., например, этилен, пропилен, 1-бутен, 2-пентен, 1-гексен, 1-октен, 1-децен, 1-додецен, 1-октадецен, 2-бутен, изобутилен, 2-метилбутен, 2-гексен, 3-гексен, 2-гептен, циклогексен, димеры пропилена, тримеры пропилена, тетрамеры пропилена, димеры бутена, тримеры бутена, 2-этил-1-гексен, стирол, 3-фенил-1-пропен, 1,4-гексадиен, 1,7-октадиен, 3-циклогексил-1-бутен и т.п. Конечно, следует понимать, что при необходимости можно использовать смеси различных олефиновых исходных материалов. Варианты реализации данного изобретения могут быть особенно пригодны для гидроформилирования C3 и высших олефинов. Так, в некоторых вариантах реализации олефин-ненасыщенные исходные материалы представляют собой альфа-олефины, содержащие от 3 до 20 атомов углерода, и внутренние олефины, содержащие от 3 до 20 атомов углерода, а также смеси исходных материалов, таких как альфа-олефины и внутренние олефины.
В процессе гидроформилирования преимущественно используют растворитель. Можно использовать любой пригодный растворитель, который не препятствует процессу гидроформилирования. В качестве иллюстрации, пригодные растворители для процессов гидроформилирования на родиевом катализаторе включают растворители, описанные, например, в патентах США 3527809; 4148830; 5312996; и 5929289. Неограничивающие примеры пригодных растворителей включают насыщенные углеводороды (алканы), ароматические углеводороды, простые эфиры, альдегиды, кетоны, нитрилы, спирты, сложные эфиры и продукты конденсации альдегидов. Конкретные примеры растворителей включают: тетраглим, пентаны, циклогексан, гептаны, бензол, ксилол, толуол, диэтиловый эфир, тетрагидрофуран, бутиральдегид и бензонитрил. Органический растворитель также может содержать растворенную воду до предела насыщения. Иллюстративные предпочтительные растворители включают кетоны (например, ацетон и метилэтилкетон), сложные эфиры (например, этилацетат, ди-2-этилгексилфталат, 2,2,4-триметил-1,3-пентандиола моноизобутират), углеводороды (например, толуол), нитроуглеводороды (например, нитробензол), простые эфиры (например, тетрагидрофуран (ТГФ)) и сульфолан. В процессах гидроформилирования на родиевом катализаторе может быть предпочтительно использовать, в качестве основного растворителя, альдегидные соединения, соответствующие альдегидным продукта, которые необходимо получить, и/или более высококипящие жидкие побочные продукты конденсации альдегидов, например, которые могут образовываться in situ во время процесса гидроформилирования, как описано, например, в US 4148830 и US 4247486. Основной растворитель, как правило, в конечном итоге содержит и альдегидные продукты, и более высококипящие жидкие побочные продукты конденсации альдегидов («тяжелые соединения»), что обусловлено сущностью непрерывного процесса. Количество растворителя не является особенно критичным и должно быть лишь достаточным для обеспечения реакционной среды с требуемой концентрацией переходного металла. Как правило, количество растворителя составляет от около 5 процентов до около 95 процентов по массе относительно общей массы реакционной среды. Можно использовать смеси растворителей.
Катализатор по данному изобретению содержит переходный металл, монофосфин и тетрафосфин. В некоторых особенно пригодных вариантах реализации катализатор содержит родий, монофосфин и тетрафосфин. Наиболее пригодный катализатор не содержит связанных с металлом галогенов, таких как хлор, и содержит водород, монооксид углерода и по меньшей мере один из монофосфина и тетрафосфина, связанный в комплекс с металлическим родием, с образованием катализатора, растворимого в вышеупомянутой жидкой фазе и стабильного в условиях реакции.
Переходный металл может включать металлы 8, 9 и 10 группы, выбранные из родия (Rh), кобальта (Co), иридия (Ir), рутения (Ru), железа (Fe), никеля (Ni), палладия (Pd), платины (Pt), осмия (Os) и их смесей, и предпочтительные металлы представляют собой родий, кобальт, иридий и рутений, более предпочтительно родий, кобальт и рутений, особенно родий.
Количество доступных центров координации у таких металлов известно из уровня техники. Так, каталитические частицы, которые могут содержать смесь комплексных катализаторов, могут содержать мономерные, димерные или формы нуклеарности более высокого порядка, которые предпочтительно характеризуются по меньшей мере одной связанной в комплекс молекулой, содержащей органофосфин, на одну молекулу металла, например, родия. Например, предусмотрено, что каталитические частицы предпочтительного катализатора, используемого в реакции гидроформилирования, могут быть связаны в комплекс с монооксидом углерода и водородом, помимо органофосфиновых лигандов, с учетом использования монооксида углерода и газообразного водорода в реакции гидроформилирования.
В некоторых предпочтительных вариантах реализации переходный металл представляет собой родий. Родий может быть введен в жидкую фазу в виде предварительно полученного катализатора, например, стабильного кристаллического твердого вещества, гидридокарбонил-трис(трифенилфосфина) родия, RhH(CO)(PPh3)3. Родий может быть введен в жидкую среду в форме предшественника, который in situ превращается в катализатор. Примерами такой формы предшественника являются карбонил-трифенилфосфин-ацетилацетонат родия, Rh2O3, Rh4(CO)12, Rh6(CO)16, и дикарбонил-ацетилацетонат родия. Оба каталитических соединения, которые обеспечивают активные частицы в реакционной среде, и их получение известны из уровня техники, см. Brown et al., Journal of the Chemical Society, 1970, сс. 2753-2764.
Обычно оптимальная концентрация катализатора зависит от концентрации альфа-олефина, такого как пропилен. Например, чем выше концентрация пропилена, тем обычно ниже концентрация катализатора, необходимая для достижения требуемой степени превращения в альдегидные продукты в реакторе данного размера. Учитывая то, что парциальные давления и концентрации взаимосвязаны, использование более высокого парциального давления пропилена приводит к увеличению доли пропилена в «отходящем газе» из жидкой среды. Поскольку может потребоваться отдувка части газового потока из зоны выделения продукта перед возвратом в жидкую среду с целью удаления части пропана, который может присутствовать, то чем выше содержание пропилена в «отходящем газе», тем больше пропилена теряется в пропановом продувочном потоке. Таким образом, необходимо сбалансировать экономическую ценность потерь пропилена в пропановом продувочном потоке с капиталосбережением, связанным с более низкой концентрацией катализатора.
Катализаторы на основе комплексов родия могут быть в гомогенной или гетерогенной форме. Например, могут быть предварительно получены катализаторы на основе комплекса родия с гидридокарбонилфосфиновым лигандом и введены в реакционную смесь гидроформилирования. Более предпочтительно, катализаторы на основе комплексов родия с фосфиновым лигандом могут быть получены из предшественника родиевого катализатора, который может быть введен в реакционную смесь для in situ образования активного катализатора. Например, в реакционную смесь могут быть введены предшественники родиевого катализатора, такие как дикарбонил-ацетилацетонат родия, Rh2O3, Rh4(CO)12, Rh6(CO)16, Rh(NO3)3 и т.п., вместе с монофосфином и/или тетрафосфином для in situ образования активного катализатора. В предпочтительном варианте реализации в качестве родиевого предшественника используют дикарбонил-ацетилацетонат родия, и его объединяют в растворителе с по меньшей мере одним из монофосфина и тетрафосфина и вводят в реактор вместе с синтез-газом для in situ образования активного катализатора. При необходимости можно добавлять дополнительное количество монофосфина и/или тетрафосфина для достижения и сохранения требуемых концентраций. В любом случае достаточно, чтобы монооксид углерода, водород, монофосфин и тетрафосфин были лигандами, способными связываться в комплекс с металлом, и чтобы активный катализатор на основе комплекса металла с лигандом присутствовал в реакционной смеси в условиях, используемых для реакции гидроформилирования.
В некоторых вариантах реализации каталитическую композицию получают в смесительном баке посредством объединения предшественника родиевого катализатора с монофосфином и/или тетрафосфином. Если предшественник родиевого катализатора перед добавлением в реактор объединяют только с одним из двух лигандов, то другой лиганд может быть добавлен в реактор отдельно для образования каталитической композиции в реакторе.
Количество катализатора на основе родиевого комплекса, присутствующего в реакционной среде, должно быть лишь минимальным количеством, необходимым для достижения требуемой производительности. Как правило, для большинства процессов в реакционной среде в реакторе гидроформилирования достаточны концентрации родия от 150 м.д. мас. до 1200 м.д. мас. в пересчете на свободный металл, при этом обычно предпочтительно использовать от 150 до 800 м.д. мас. металла, и более предпочтительно от 150 до 500 м.д. мас. родия.
Количество монофосфина в каталитической композиции (полностью полученной в смесительном баке или полученной в реакторе) составляет по меньшей мере 40 моль монофосфина на моль переходного металла (родия). В некоторых вариантах реализации количество монофосфина в каталитической композиции (полностью полученной в смесительном баке или полученной в реакторе) составляет от 40 до 350 моль монофосфина на моль переходного металла (родия). Количество тетрафосфина в каталитической композиции (полностью полученной в смесительном баке или полученной в реакторе) составляет по меньшей мере 1 моль тетрафосфина на моль переходного металла (родия). В некоторых вариантах реализации количество тетрафосфина в каталитической композиции (полностью полученной в смесительном баке или полученной в реакторе) составляет от 1 до 10 моль тетрафосфина на моль переходного металла (родия). Количество моль монофосфина или тетрафосфина измеряют высокоэффективной жидкостной хроматографией (ВЭЖХ), как описано в разделе «Примеры». Количество моль родия измеряют атомной абсорбцией.
Несмотря на то, что тетрафосфиновый лиганд, по всей видимости, может разлагаться с образованием одного или более монофосфиновых соединений, количество монофосфина в каталитических композициях и реакционной среде согласно вариантам реализации данного изобретения гораздо выше, чем можно ожидать в результате разложения. Другими словами, подавляющее количество монофосфина в каталитической композиции или реакционной среде добавляют или загружают в каталитическую композицию или реакционную среду для обеспечения требуемого количества (например, оно не образуется из тетрафосфина, присутствующего в каталитической композиции или реакционной среде).
Для промышленной эксплуатации концентрации лиганда необходимо поддерживать посредством периодического или непрерывного добавления. Для этого концентрации лиганда в реакционной смеси регулярно измеряют одним или более аналитическими приемами; обычно предпочтительной является высокоэффективная жидкостная хроматография (ВЭЖХ). Если в данном контексте не указано иное, то при упоминании количества лиганда в реакционной смеси концентрацию лиганда определяют с помощью ВЭЖХ, как описано в разделе «Примеры». Концентрации лиганда в таких анализах часто записывают в массовых процентах; поскольку часто удобно использовать ее в таких единицах при непрерывной эксплуатации. В некоторых вариантах реализации количество монофосфина в реакционной среде в реакторе процесса гидроформилирования составляет более или ровно 1,5 процента по массе относительно общей массы реакционной среды в реакторе. В некоторых вариантах реализации количество монофосфина в реакционной среде в реакторе процесса гидроформилирования составляет от 1,5 до 13 процентов по массе относительно общей массы реакционной среды в реакторе. В некоторых вариантах реализации количество тетрафосфина в реакционной среде в реакторе процесса гидроформилирования составляет более или ровно 0,06 процента по массе относительно общей массы реакционной среды в реакторе. В некоторых вариантах реализации количество тетрафосфина в реакционной среде в реакторе процесса гидроформилирования составляет от 0,1 до 9 процентов по массе относительно общей массы реакционной среды в реакторе. В некоторых вариантах реализации, если каждый из R1-R46 в тетрафосфине, изображенном выше, представляет собой водород, то количество тетрафосфина в реакционной среде в реакторе процесса гидроформилирования составляет от 0,1 до 4 процентов по массе относительно общей массы реакционной среды в реакторе. В качестве иллюстрации, предпочтительная композиция предшественника катализатора состоит по существу из солюбилизированного предшественника комплекса родия, по меньшей мере одного из монофосфина и тетрафосфина, и растворителя. Монофосфин и/или тетрафосфин легко вытесняет один из карбонильных лигандов в ацетилацетонатном комплексе-предшественнике родия, о чем свидетельствует выделение газообразного монооксида углерода. После введения в реактор композиции предшественника катализатора, затем можно необязательно добавлять дополнительное количество монофосфина или тетрафосфина для достижения требуемых концентраций в реакционной среде.
Соответственно, катализаторы на основе комплексов родия и лиганда в реакционной среде реактора гидроформилирования преимущественно содержат родий, связанный в комплекс с монооксидом углерода и по меньшей мере одним из монофосфина и тетрафосфина. В одном варианте реализации используют смеси комплексов родия и лиганда. Например, катализатор дополнительно содержит родий, связанный в комплекс с монооксидом углерода и тетрадентатным фосфином хелатным и/или нехелатным образом. Катализатор дополнительно содержит родий, связанный в комплекс с одной или более молекулами монофосфина и с монооксидом углерода.
Помимо катализатора на основе комплекса родия, в реакционной среде присутствует также свободный монофосфин (т.е. монофосфин, не связанный в комплекс с металлом), и он также может присутствовать в каталитической композиции до введения в реактор, в зависимости от конкретной композиции. Значение свободного лиганда описано в US 3527809, GB 1338225 и публикации Brown et al., supra., страницы 2759 и 2761. В некоторых вариантах реализации способ гидроформилирования по данному изобретению может включать от 1 процента по массе или более свободного монофосфина в реакционной среде. Реакционная среда также может содержать свободный тетрадентатный фосфин. В некоторых таких вариантах реализации концентрация свободного тетрадентатного фосфина может составлять от 0,1 до 10 моль на моль родия.
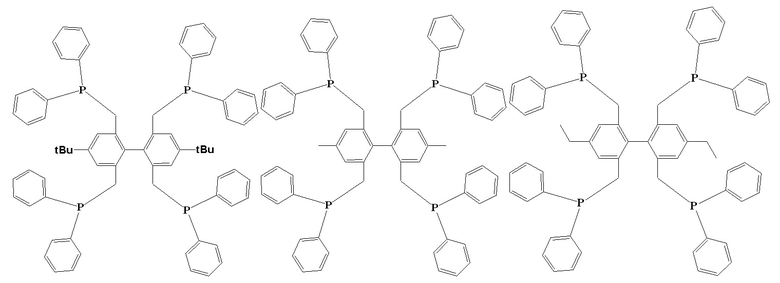
Монофосфиновые соединения, которые могут служить лигандами согласно вариантам реализации данного изобретения, представляют собой соединения формулы I:
 (Формула I)
(Формула I)
где P представляет собой атом фосфора, и каждый из Y1-Y3 независимо представляет собой арильную группу, алкарильную группу, циклоалкильную группу, бензильную группу C3–C8 алкильную группу, алкоксильную группу из 1-8 атомов углерода, арилокси-группу или галоген. Иллюстративные примеры включают, но не ограничиваются ими, трифенилфосфин, трис(о-толил)фосфин, тринафтилфосфин, три(п-метоксифенил)фосфин, три(м-хлорфенил)фосфин, трибензилфосфин, трициклогексилфосфин, дициклогексилфенилфосфин, циклогексилдифенилфосфин, триоктилфосфин и т.п. В некоторых вариантах реализации монофосфиновые соединения могут представлять собой стерически затрудненные фосфины, такие как описанные в патенте США № 4283562 и в патенте США № 5741945. Например, в некоторых вариантах реализации Y1-Y3 в формуле I независимо могут представлять собой замещенный или незамещенный C3–C8 алкил, замещенную или незамещенную C5–C8 циклоалкильную группу или замещенную или незамещенную C6–C12 арильную группу.
В некоторых вариантах реализации можно использовать смеси монофосфинов.
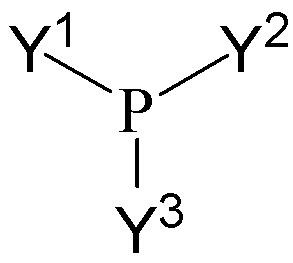
Тетрафосфиновые соединения, которые могут служить лигандами согласно вариантам реализации данного изобретения, представляют собой соединения формулы II:
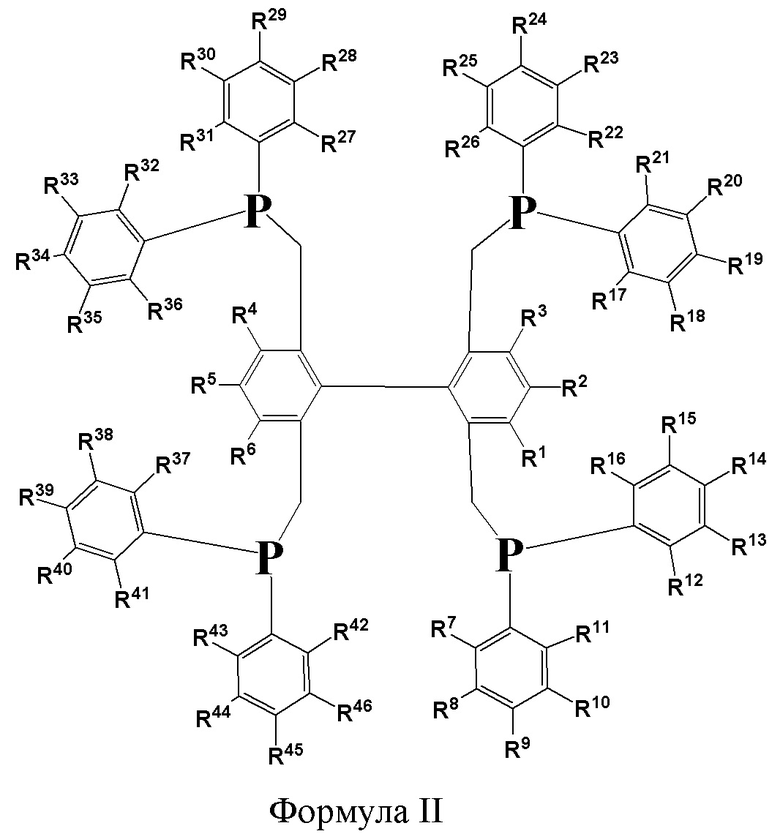
где каждый P представляет собой атом фосфора, и каждый из R1-R46 независимо представляет собой водород, C1–C8 алкильную группу, арильную группу, алкарильную группу, галогеналкильную группу или галоген. В предпочтительном варианте реализации каждый из R1-R46 представляет собой водород. Другие примеры тетрафосфинов, которые можно использовать в некоторых вариантах реализации, описаны в других местах данного описания.
В некоторых вариантах реализации можно использовать смеси тетрафосфинов.
Способы гидроформилирования и условия их эксплуатации хорошо известны. В типичном варианте реализации олефин (например, пропилен) гидроформилируют непрерывным или полунепрерывным способом, при этом продукт выделяют в зоне выделения, а концентрированный раствор катализатора возвращают в один или более реакторов. Процесс рецикла обычно включает выделение части жидкой реакционной среды, содержащей катализатор и альдегидный продукт, из реактора гидроформилирования, т.е. из реакционной зоны, либо непрерывно, либо периодически, и выделение из нее альдегидного продукта с помощью композитной мембраны, такой как описана в US 5430194 и US 5681473, или более традиционным и предпочтительным способом ее перегонки, т.е. разделения с помощью испарения, в одну или несколько стадий при нормальном, пониженном или повышенном давлении, сообразно обстоятельствам, в отдельной зоне перегонки; нелетучий остаток, содержащий металлический катализатор, возвращают в реакционную зону, как описано, например, в US 5288918. Конденсацию материалов в паровой фазе и их выделение и дальнейшую очистку, например, с помощью дополнительной перегонки, можно осуществлять любым традиционным способом, неочищенный альдегидный продукт можно подавать на дальнейшую очистку и разделение изомеров, при необходимости, а любые выделенные реагенты, например, олефиновый исходный материал и синтез-газ, можно рециркулировать в зону (реактор) гидроформилирования любым пригодным способом. Выделенный металлический катализатор, содержащий ретентат описанного мембранного разделения, или выделенный нелетучий остаток, содержащий металлический катализатор после описанного разделения с помощью испарения, можно рециркулировать в зону (реактор) гидроформилирования любым удобным способом.
В предпочтительном варианте реализации реакционная среда гидроформилирования содержит по меньшей мере некоторое количество шести основных ингредиентов или компонентов, т.е. альдегидного продукта, катализатора на основе комплекса родия и трифенилфосфинового лиганда, свободного трифенилфосфинового лиганда, катализатора на основе комплекса родия и тетрафосфинового лиганда, свободного тетрафосфинового лиганда и растворителя для указанных катализаторов и указанных свободных лигандов. Композиции реакционной смеси гидроформилирования могут содержать и обычно содержат дополнительные ингредиенты, такие как те, которые специально используют в процессе гидроформилирования, или те, которые образуются in situ во время указанного процесса. Примеры таких дополнительных ингредиентов включают непрореагировавший олефиновый исходный материал, газообразный монооксид углерода и водород и образованные in situ побочные продукты, продукты разложения лиганда и высококипящие жидкие побочные продукты конденсации альдегидов, а также другие инертные материалы типа сорастворителей или углеводородных добавок, в случае их использования.
Используемые условия реакции гидроформилирования могут варьироваться. Например, общее давление газа водорода, монооксида углерода и исходного олефина в процессе гидроформилирования может составлять от 1 до 69000 кПа. Однако обычно процесс предпочтительно проводят при общем давлении газа водорода, монооксида углерода и исходного олефина менее 14000 кПа, и более предпочтительно менее 3400 кПа. Минимальное общее давление ограничено, главным образом, количеством реагентов, необходимым для достижения требуемой скорости реакции. Более конкретно, парциальное давление монооксида углерода в процессе гидроформилирования предпочтительно составляет от 1 до 6900 кПа, и более предпочтительно от 21 до 5500 кПа, а парциальное давление водорода предпочтительно составляет от 34 до 3400 кПа, и более предпочтительно от 69 до 2100 кПа. Обычно молярное отношение газообразных H2:CO может составлять от 1:10 до 100:1 или выше, и более предпочтительно молярное отношение составляет от 1:10 до 10:1.
Как правило, процесс гидроформилирования можно осуществлять при любой пригодной температуре реакции. Преимущественно, процесс гидроформилирования осуществляют при температуре реакции от -25 °С до 200 °С, предпочтительно от 50 °С до 120 °С.
Процесс гидроформилирования можно осуществлять с применением одного или более пригодных реакторов, таких как, например, смесительный реактор непрерывного действия (CSTR), реактор Вентури, барботажный колонный реактор или суспензионный реактор. Оптимальный размер и форма реактора зависят от типа используемого реактора. Используемая реакционная зона может представлять собой одну емкость или может содержать две или более отдельных емкостей. Используемая зона выделения может представлять собой одну емкость или может содержать две или более отдельных емкостей. Реакционная зона(ы) и зона(ы) выделения, используемые по данному изобретению, могут находиться в одном реакторе или в разных реакторах. Например, технологии реактивного разделения, такие как реактивная перегонка и реактивное мембранное разделение, можно осуществлять в реакционной зоне(ах).
Процесс гидроформилирования при необходимости можно осуществлять с рециклом не израсходованных исходных материалов. Реакцию можно проводить в одной реакционной зоне или в нескольких реакционных зонах, а также последовательно или параллельно. Стадии реакции можно инициировать постепенным добавлением одного из исходных материалов к другому. Кроме того, стадии реакции можно объединять посредством совместного давления исходных материалов. Исходные материалы можно добавлять в каждую или во все реакционные зоны, расположенные последовательно. Если полное превращение нежелательно или недостижимо, то исходные материалы можно отделять от продукта, например, перегонкой, и затем исходные материалы возвращают в зону реакции.
Процесс гидроформилирования можно осуществлять в эмалированном реакторе, в реакторе из нержавеющей стали или в реакционном оборудовании подобного типа. Реакционная зона может быть оснащена одним или более внутренними и/или внешними теплообменниками для регулирования нежелательных колебаний температуры или для предотвращения возможного «выхода из-под контроля» температуры реакции.
Способ гидроформилирования по данному изобретению можно осуществлять в одну или более стадий или ступеней. Точное количество реакционных стадий или ступеней определяется наилучшим компромиссом между капитальными затратами и достижением высокой селективности, активности, срока службы и простоты эксплуатации катализатора, а также собственной реакционной способностью рассматриваемых исходных материалов и стабильностью исходных материалов и требуемого продукта реакции в данных условиях реакции.
В одном варианте реализации процесс гидроформилирования, применимый по данному изобретению, можно осуществлять в многоступенчатом реакторе, таком как описан, например, в US 5728893. Такие многоступенчатые реакторы могут быть выполнены с внутренними физическими барьерами, создающими более одной теоретической реакционной ступени на реактор.
Обычно предпочтительно осуществлять процесс гидроформилирования непрерывным образом. Непрерывные процессы гидроформилирования известны в данной области техники. Непрерывный процесс можно осуществлять за один проход, т.е. когда газообразную смесь, содержащую непрореагировавший олефиновый исходный материал(ы) и газообразный альдегидный продукт, удаляют из жидкой реакционной смеси, после чего из нее выделяют альдегидный продукт, а подпиточный олефиновый исходный материал(ы), монооксид углерода и водород подают в жидкую реакционную среду для следующего однократного прохода без рецикла непрореагировавшего олефинового исходного материала(ов). Такие типы рецикла известны в данной области техники и могут включать жидкостный рецикл жидкой среды, содержащей катализатор на основе фосфорорганического комплекса металла, выделенной из требуемого альдегидного продукта(ов) реакции, как описано, например, в US 4148830, или газовый рецикл, такой как описан, например, в US 4247486, а также при необходимости комбинацию жидкостного и газового рецикла. Наиболее предпочтительный процесс гидроформилирования включает непрерывный процесс жидкостного рецикла катализатора. Пригодные способы жидкостного рецикла катализатора описаны, например, в патентах США 4668651; 4774361; 5102505 и 5110990.
В одном варианте реализации смеси альдегидных продуктов могут быть отделены от других компонентов неочищенных реакционных смесей, в которых образованы альдегидные смеси, любым пригодным способом, таким как, например, экстракция растворителем, кристаллизация, перегонка, испарение, испарение распределяемой пленки, испарение падающей пленки, фазовое разделение, фильтрация или любая их комбинация. Может потребоваться удаление альдегидных продуктов из неочищенной реакционной смеси по мере их образования с помощью улавливающих агентов, как описано в WO 88/08835. Одним из способов отделения альдегидных смесей от других компонентов неочищенных реакционных смесей является мембранное разделение, которое описано, например, в патентах США 5430194 и 5681473.
Как указано выше, требуемые альдегиды могут быть выделены из реакционных смесей. Например, можно использовать технологии выделения, описанных в патентах США 4148830 и 4247486. Например, в непрерывном процессе жидкостного рецикла катализатора часть жидкой реакционной смеси (содержащей альдегидный продукт, катализатор и т.д.), т.е. реакционной среды, которую удаляют из реакционной зоны, может быть направлена в зону выделения, например, испаритель/сепаратор, где требуемый альдегидный продукт может быть выделен из жидкой реакционной среды перегонкой за одну или несколько стадий при нормальном, пониженном или повышенном давлении, конденсирован и собран в приемнике продукта, а затем при необходимости очищен. Затем оставшуюся жидкую реакционную смесь, содержащую нелетучий катализатор, можно возвращать в реактор, как и, в случае необходимости, любые другие летучие материалы, например, не прореагировавший олефин, вместе с водородом и монооксидом углерода, растворенными в жидкой реакционной смеси после их отделения от конденсированного альдегидного продукта, например, перегонкой любым традиционным способом.
Более конкретно, перегонку и выделение требуемого альдегидного продукта из реакционной среды, содержащей катализатор на основе комплекса металла с фосфорорганическим соединением, можно проводить при любой пригодной и требуемой температуре. Обычно предпочтительно, что такую перегонку проводят при относительно низких температурах, например, ниже 150°С, и более предпочтительно при температуре в диапазоне от 50°С до 140°С. В одном варианте реализации такую перегонку альдегида проводят при пониженном давлении, например, при общем давлении газа, которое существенно ниже, чем общее давление газа, используемое при гидроформилировании, в случае низкокипящих альдегидов (например, C4–C6), или под вакуумом, в случае высококипящих альдегидов (например, C7 или более). Например, обычной практикой является обработка жидкой реакционной среды, содержащей продукт, выведенной из реактора гидроформилирования, при пониженном давлении для испарения значительной части не прореагировавших газов, растворенных в жидкой среде, которая теперь содержит гораздо более низкую концентрацию синтез-газа, чем его концентрация в реакционной среде в зоне перегонки, например, в испарителе/сепараторе, где происходит перегонка требуемого альдегидного продукта. Обычно для большинства целей достаточным является давление перегонки в диапазоне от вакуумного давления до общего давления газа 340 кПа.
В одном варианте реализации в зоне выделения можно использовать текучие газы для облегчения перегонки альдегида. Такой отпарной газ испаряется, как описано, например, в US 8404903.
Повышенные концентрации, высокие температуры и низкие парциальные давления, которые возникают в зоне выделения, могут отрицательно влиять на катализатор, как с точки зрения деактивации катализатора, так и/или усиления разложения лиганда.
Иллюстративные оптически неактивные альдегидные продукты процессов гидроформилирования по вариантам реализации данного изобретения зависят от олефина, используемого в качестве реагента, и могут включать, например, пропиональдегид, н-бутиральдегид, изобутиральдегид, н-валеральдегид, 2-метил-1-бутиральдегид, гексаналь, гидроксигексаналь, 2-метил-1-гептаналь, нонаналь, 2-метил-1-октаналь, деканаль, адипальдегид, 2-метилглутаральдегид, 2-метиладипальдегид, 3-гидроксипропиональдегид, 6-гидроксигексаналь, алкенали, например, 2-, 3- и 4-пентеналь, алкил-5-формилвалерат, 2-метил-1-нонаналь, 2-метил-1-деканаль, 3-пропил-1-ундеканаль, пентадеканаль, 3-пропил-1-гексадеканаль, эйкозаналь, 2-метил-1-трикозаналь, пентакозаналь, 2-метил-1-тетракозаналь, нонакозаналь, 2-метил-1-октакозаналь, гентриаконтаналь и 2-метил-1-триаконтаналь и т.п.
В некоторых вариантах реализации, в которых пропилен представляет собой олефин, подвергаемый реакции гидроформилирования, продукт представляет собой смесь н-бутиральдегида и 2-метилпропиональдегида. Как отмечено ранее, отношение линейного (N) к разветвленным (I) изомерам, например, отношение н-бутиральдегида к 2-метилпропиональдегиду (изобутиральдегиду) обычно описывают как отношение N:I или просто N:I.
В одном варианте реализации катализатор содержит родий, трифенилфосфин в концентрации, обычно используемой в промышленных процессах (например, 10-12% мас.) и один или более эквивалентов тетрафосфина. В таком варианте реализации N:I можно увеличить простым добавлением тетрафосфина без необходимости в выгрузке или удалении из системы технологической жидкости. Данный конкретный вариант реализации исключает необходимость в загрузке полностью нового катализатора и, следовательно, исключает затраты, связанные с извлечением благородного металла (PMR), и может быть реализован за более короткий период времени, что позволяет избежать необходимость в продолжительных перерывах в работе. Полученный катализатор обеспечивает получение более высокого процентного содержания н-бутиральдегида относительно изобутиральдегида, чем родий-TPP катализатор.
В одном варианте реализации каталитическая композиция содержит родий, трифенилфосфин в концентрации (например, 5-6% мас.), которая ниже обычно используемой в промышленных процессах (например, 10% мас. или более), и один или более эквивалентов тетрафосфина. Например, при промышленной эксплуатации, если существующий раствор родий-TPP катализатора изношен, но еще может обеспечивать достижение производственных задач, необходимо сделать выбор в пользу удаления части катализатора (например, 50% технологической жидкости) с последующим добавлением некоторого количества свежего родия и тетрафенилфосфина. Несмотря на то, что такой вариант реализации подразумевает некоторые расходы на PMR части удаленной технологической жидкости, итоговое отношение N:I будет больше, чем для исходного родий-TPP катализатора.
В одном варианте реализации катализатор содержит родий, трифенилфосфин (например, 2-4% мас.) и один или более эквивалентов тетрафосфина. Например, на промышленном заводе по выпуску родий-TPP, где раствор катализатор достиг окончания эксплуатационного ресурса вследствие неизбежной деактивации, можно выбрать удаление всей существующей технологической жидкости и загрузку свежего катализатора, состоящего из родия, 2-4% мас. трифенилфосфина и одного или более эквивалентов тетрафосфина. Такой процесс обеспечивает более высокую селективность в отношении линейного альдегида, чем исходный родий-TPP катализатор. И если родий в исходной технологической жидкости необходимо извлекать, то осуществление способа по данному изобретению не требует дорогостоящей очистки реакционной системы или дополнительного технологического оборудования.
В одном варианте реализации катализатор содержит родий, один или более эквивалентов тетрафосфина и трифенилфосфин (например, 1,5-2% мас.). Например, в способе с использованием катализатора, состоящего из родия и тетрафосфина, можно выбрать добавление трифенилфосфина для снижения отношения N:I. Несмотря на то, что линейный изомер обычно является более ценным, при промышленной эксплуатации может быть сделан выбор в пользу получения большего количества изоальдегида вследствие изменения спроса на продукты.
В одном варианте реализации катализатор содержит родий, один или более эквивалентов тетрафосфина и монофосфин (например, по меньшей мере 1,5% мас.). Например, в способе с использованием катализатора, состоящей из родия и монофосфина (т.е. отличного от TPP), можно выбрать добавление тетрафосфина для увеличения отношения N:I.
В одном варианте реализации раствор катализатора, содержащий родий, один или более эквивалентов тетрафосфина и монофосфин подвергают таким условиям зоны разделения катализатора и продукта, в которых происходит предпочтительное испарение по меньшей мере части свободного монофосфина. Иначе говоря, снижение концентрации монофосфина в реакционной жидкости вследствие испарения (например, образования паров) приводит к увеличению наблюдаемого отношения N:I. Тогда как тетрафосфины являются высокомолекулярными соединения с исключительно низкой летучестью, летучесть монофосфинов является известной, и возможность регулирования их концентрации в реакционной среде известна специалистам в данной области техники. Например, в патенте США № 5110990 описано, как минимизировать испарение монофосфинов в реакционной среде, так что специалистам в данной области техники понятно, что испарение монофосфина в реакционной среде может быть ускорено не только способами, описанными в указанном патенте.
Некоторые варианты реализации данного изобретения более подробно описаны далее в следующем разделе «Примеры».
ПРИМЕРЫ
Все доли и проценты в следующих примерах выражены относительно массы, если не указано иное. Концентрация лиганда A выражена в эквивалентах по количеству моль лиганда A на моль родия. Давления в следующих примерах выражены в фунтах на квадратный дюйм избыточного давления, если не указано иное. Все работы, такие как получение растворов катализатора, проводили в инертной атмосфере, если не указано иное. Сравнительные эксперименты не являются вариантами реализации данного изобретения.
Состав газа (мол. %) измеряли с помощью газовой хроматографии (ГХ) и парциальных давлений и затем рассчитывали на основании общего давления по закону Рауля.
Концентрацию свободного тетрадентатного фосфина измеряли высокоэффективной жидкостной хроматографией (ВЭЖХ). Для предотвращения окисления во время анализа проводили дериватизацию фосфинов до стабильных сульфидов фосфина, смешивая с разбавителем, насыщенным серой (50: 50 по объему ацетонитрил: ТГФ, насыщенный элементарной серой).
Внешние стандартные анализы ВЭЖХ проводили на ВЭЖХ приборе Agilent серии 1200 Infinity, оснащенном защитной колонкой UHPLC SB-C8 3,0 мм, 1,8 мкм, с последующей аналитической колонкой Zorbax SB-C8 (3,0 x150 мм). В качестве градиента растворителя использовали 55% воды, остальное ацетонитрил в течение 4 минут; затем доводили до соотношения 20: 80 вода: ацетонитрил за 22 минуты и, наконец, возвращали к исходному составу за остальные 35 минут времени записи хроматограммы. Скорость потока растворителя составляла 1,00 мл/мин., температуру колонки поддерживали при 40 °С. В систему вводили два микролитра образца; многоволновой УФ детектор устанавливали на 240 нм.
Получение лиганда A
В приведенных примерах использовали тетрадентатное фосфиновое соединение, лиганд A, и его получали следующим образом.
Синтез 1,1’-бифенил-2,2’,6,6’-тетракарбоновой кислоты. В реактор объемом 5 л, оснащенный рубашкой, верхнеприводной мешалкой, нижним сливным клапаном и конденсатором с водяным охлаждением, загружали 1 л метиленхлорида и 50 г (0,247 моль) пирена. Смесь перемешивали до растворения пирена, после чего добавляли 0,25 л ацетонитрила, 1,5 л деионизированной воды и 2,0 г хлорида рутения (III). Полученную двухфазную смесь энергично перемешивали и охлаждали до 18 °С, пропуская охлаждающую жидкость через рубашку. Затем небольшими частями добавляли периодат натрия (всего 500 г; 2,34 моль) в течение 2,5 часа, поддерживая температуру реактора 23-27 °С. Реакционная смесь, которая изначально была коричневой, быстро стала темно-коричневой и, наконец, коричневато-зеленой. После перемешивания в течение ночи (18 часов) смешивание прекращали и оставляли смесь для разделения слоев. Нижний слой сливали в воронку Бюхнера, собирая неочищенный зеленовато-коричневый твердый продукт, который промывали метиленхлоридом (2 Х 500 мл) и сушили на фильтре под потоком воздуха. Затем твердое вещество возвращали в реактор и кипятили с 1,5 л ацетона в течение 1 часа. После охлаждения до комнатной температуры сливали желтый раствор в воронку Бюхнера и концентрировали фильтрат на ротационном испарителе с получением желтого твердого вещества. Неочищенный продукт, тетракислоту, сушили в вакуумной печи при 70°С в течение ночи и использовали без дополнительной очистки.
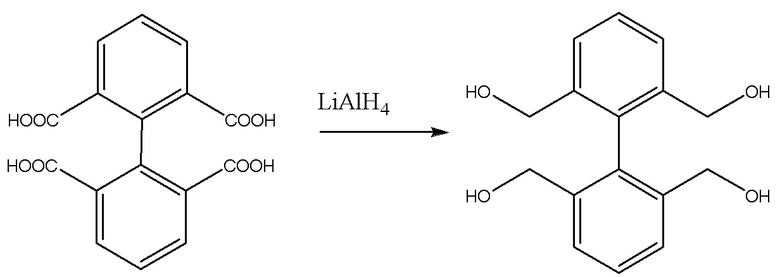
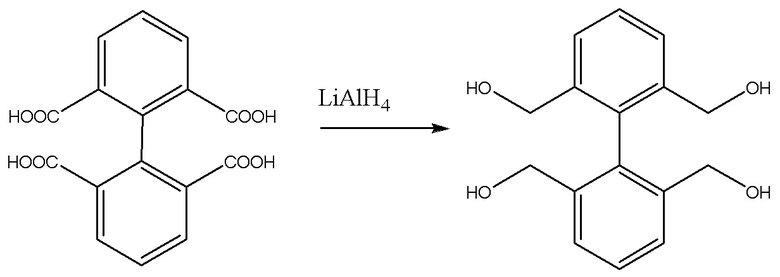
Синтез 1,1’-бифенил-2,2’,6,6’-тетраметанола. Реактор объемом 5 л, который использовали на предыдущей стадии, сушили и продували азотом в течение ночи. Загружали неочищенную 1,1’-бифенил-2,2’,6,6’-тетракарбоновую кислоту (50,0 г, 0,152 моль) вместе с 1,5 л ТГФ в атмосфере азота. Полученный раствор перемешивали и охлаждали до 0°С, пропуская охлажденную жидкость через рубашку реактора. Затем через перистальтический насос добавляли раствор алюмогидрида лития в ТГФ (1 М; 666 мл, 0,665 моль) в течение 2 часов. В течение этого времени смесь энергично перемешивали и поддерживали температуру реактора при 0-2°С; для обеспечения безопасности в реактор подавали слабый поток азота, а отходящий поток пропускали конденсатор для очистки реактора от выделяющегося водорода. После завершения добавления алюмогидрида лития содержимое реактора перемешивали в холодном состоянии еще 15 минут, затем оставляли медленно нагреваться до комнатной температуры. После перемешивания при комнатной температуре в течение 30 минут содержимое реактора нагревали до 65°С и перемешивали в течение ночи под слабым потоком азота. На следующее утро реактор охлаждали до 0°С и гасили, медленно добавляя 25 мл воды через перистальтический насос, затем 50 мл 10% NaOH и 75 мл воды при 0-7°С в течение 1,5 часа. В процессе гашения выделялся водород, и поэтому осуществляли продувание с применением азота. Погашенный раствор оставляли медленно нагреваться до комнатной температуры и затем сливали из реактора в воронку Бюхнера. Собранное твердое вещество промывали горячим ТГФ (3 Х 300 мл). Летучие вещества удаляли из объединенного фильтрата на ротационном испарителе с получением 35 г светло-желтого твердого вещества. Твердое вещество растворяли в горячем этаноле, фильтровали и удаляли растворитель на ротационном испарителе. После высушивания в течение ночи в вакуумной печи получали 32,3 г светло-желтого продукта (выход 77,1%, чистота около 97%). 1H ЯМР (400 МГц, ДМСО). δ 7,46 (д, J = 6,8 Гц, 4H), 7,39 (дд, J = 8,6, 6,4 Гц, 2H), 4,99 (т, J=5,3 Гц, 4H), 3,94 (д, J = 5,3 Гц, 8H) м.д. 13C ЯМР (400 МГц, ДМСО) δ 139,3, 133,1, 127,3, 125,4, 60,4 м.д.
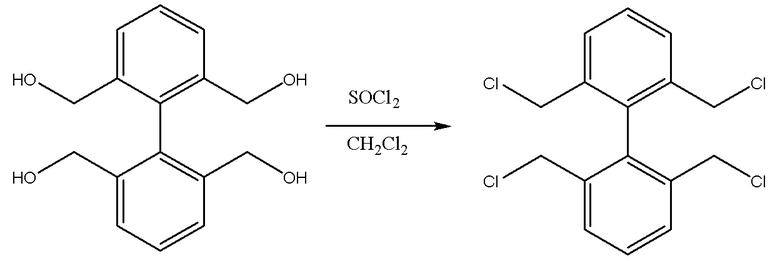
Синтез 2,2’6,6’-тетракис(хлорметил)-1,1’-бифенила. Реактор объемом 5 л сушили и продували азотом в течение ночи, и затем загружали 1,1’-бифенил-2,2’,6,6’-тетраметанол (45 г; 0,164 моль), метиленхлорид (450 мл) и диметилформамид (1 мл). Полученный желтый раствор перемешивали и охлаждали до 0°С. Затем медленно добавляли тионилхлорид (1,071 г, 9,01 моль) через перистальтический насос в течение 2 часов, поддерживая температуру реактора около 0°С; во время добавления реактор продували азотом для удаления образующихся HCl и SO2, при этом отходящие газы пропускали через водяной скруббер. Затем реакционный раствор оставляли нагреваться до комнатной температуры и перемешивали в течение 30 минут, после чего нагревали до кипения с обратным холодильником (около 45°С) в течение ночи. На следующий день раствор охлаждали до 15°С и выгружали из реактора. Метиленхлорид удаляли перегонкой при атмосферном давлении, а остаточный тионилхлорид удаляли вакуумной перегонкой. Полученный остаток сушили сначала на ротационном испарителе, затем сушили в вакуумной печи при 60°С в течение ночи с получением 58,1 г желтого твердого вещества. (выход 100%, чистота около 95%). 1H ЯМР (400 МГц, CDCl2) δ 7,66 – 7,60 (м, 4H), 7,56 (дд, J= 8,8, 6,4 Гц, 2H), 4,28 (с, 8H) м.д. 13C ЯМР (400 МГц, CDCl2) δ 136,9, 135,5, 131,3, 130,3, 45,0 м.д.
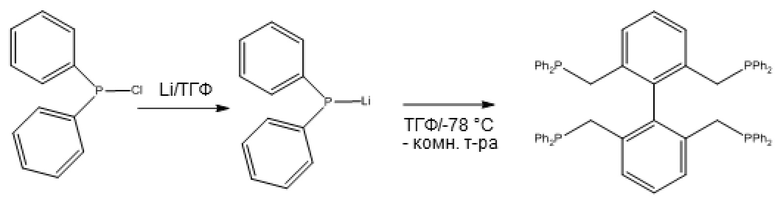
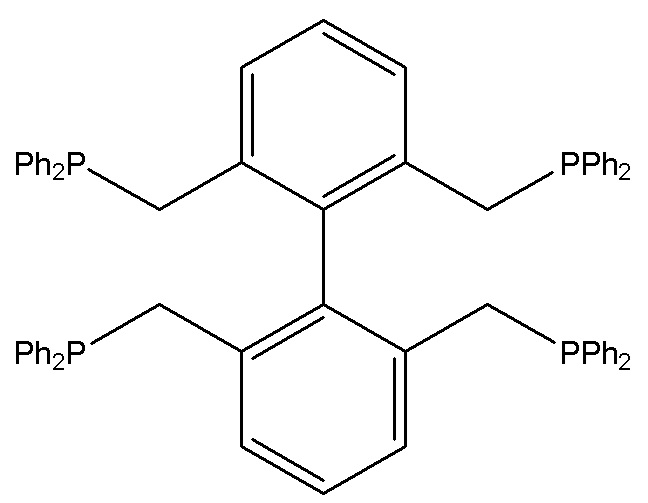
Синтез (бифенил-2,2’,6,6’-тетраметандиил)тетракис(дифенилфосфина) (лиганд A). Литиевую проволоку (2,1 г, 300 ммоль) нарезали на мелкие кусочки и загружали в колбу объемом 250 мл в сухом боксе вместе с безводным ТГФ (130 мл). Суспендированный раствор переносили в линию Шленка и охлаждали на бане с ледяной водой в атмосфере азота. По каплям добавляли хлордифенилфосфин (28,1 мл, 151,7 ммоль) при 0°С в течение 50 минут и затем перемешивали еще 30 минут при 0 °С. В течение этого времени цвет менялся с мутно-желтого на красный. Раствор переносили в сухой бокс и перемешивали при комнатной температуре в течение ночи. На следующее утро раствор фильтровали через канюлю в чистую, сухую круглодонную колбу объемом 500 мл, переносили в линию Шленка и охлаждали до -78°С. По каплям добавляли раствор 2,2’6,6’-тетракис(хлориметил)-1,1’-бифенила (12,7 г, 37 ммоль) в ТГФ (60 мл) в течение 50 минут и затем перемешивали в холодном состоянии еще 20 минут. Затем раствор оставляли медленно нагреваться до комнатной температуры, и затем переносили в сухой бокс и перемешивали в течение ночи. Затем добавляли дегазированный метиленхлорид (300 мл) и воду (150 мл) и оставляли полученную смесь для разделения. Нижний слой переносили в круглодонную колбу и концентрировали на ротационном испарителе при 30°С с получением раствора неочищенного продукта в ТГФ. Нагревая полученный раствор при 65°С под потоком азота, медленно добавляли дегазированный этанол (100 мл). Во время добавления этанола начинал образовываться осадок белого твердого вещества. Затем смесь оставляли остывать и помещали в холодильник на ночь; полученное твердое вещество собирали на следующий день фильтрованием в сухом боксе и промывали этанолом (2 х 50 мл). После высушивания под вакуумом в течение ночи получали требуемый продукт в виде белого порошка (выход 90%, чистота 99%). 31P ЯМР (400 МГц, CDCl3) δ – 14,5 м.д. 1H ЯМР (400 МГц, CDCl3) δ 7,30-7,17 (м, 40 H), 6,91-6,82 (м, 2H), 6,72 (д, J = 7,7 Гц, 4H), 3,21 (с, 8H) м.д. Лиганд A, тетрадентатный фосфин, имеет следующую структуру:
Сравнительный лиганд B
Сравнительный лиганд B представляет собой BISBI (ни монофосфин, ни тетрадентатный фосфин), который, как известно, образует активный и селективный катализатор гидроформилирования. Способы получения BISBI и примеры его применения в качестве лиганда гидроформилирования представлены, например, в патенте США № 4694109. BISBI, использованный в сравнительных примерах, описанных ниже, приобретали у компании Proactive Molecular Research of Alachua, штат Филадельфия, и использовали в том виде, в котором он был при поставке. Структура BISBI (лиганда B) представлена на фиг. 2.
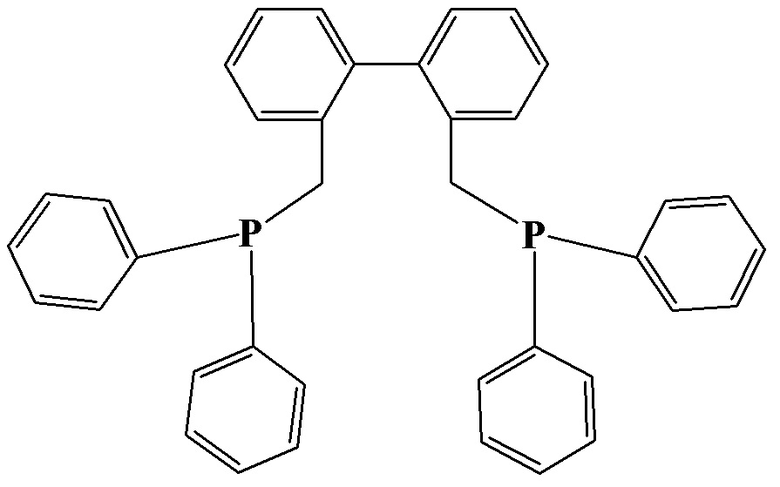
Фиг. 2. Сравнительный лиганд B; BISBI.
Общий способ
Если не указано иное, примеры и сравнительные эксперименты проводили в проточных реакторах Фишера-Портера объемом 90 мл, оснащенных средствами точного регулирования температуры и газовых потоков. Отходящие из реакторов газы анализировали с помощью встроенной ГХ для определения парциальных давлений. Смешивание в проточном реакторе осуществляли с помощью непрерывного потока газа из барботера в нижней части реактора. Такая конструкция реактора подробно описана в патенте США № 5731472, содержание которого включено в данный документ посредством ссылки.
Скорости реакции выражены в моль альдегида, полученного на единицу объема раствора катализатора, в единицу времени (моль/л-час); указанное значение дополнительно делили на парциальное давление пропилена для подавления влияния небольших неизбежных колебаний скорости подачи пропилена (скорость/олефин). Селективность по продукту выражали как отношение линейного (нормального) альдегида к разветвленному (изо) альдегиду (N:I).
ПРИМЕР 1
В реактор загружали тетраглим (20 мл), родий (300 м.д.) и трифенилфосфин (TPP) (12% мас.). Гидроформилирование проводили при 10 фунт/кв.дюйм CO, 50 фунт/кв.дюйм H2 и 20 фунт/кв.дюйм пропилена при 90°С. Измеряли исходную скорость реакции и отношение N:I. После проведения реакции в течение ночи добавляли лиганд A (4 экв.) и определяли влияние на характеристики.
Результаты для примера 1 представлены в таблице 1.
Таблица 1
Результаты, представленные в таблице 1, демонстрируют возможность увеличения отношения N:I процесса, включающего использование родия и TPP, причем TPP присутствует в концентрациях, типичных для промышленной эксплуатации, посредством простого добавления лиганда A.
ПРИМЕРЫ 2-5.
В каждый из четырех реакторов загружали тетраглим (20 мл), родий (200 м.д.), лиганд A (1,5 или 5 экв. относительно родия) и TPP (5 или 10% мас.). Гидроформилирование проводили при 20 фунт/кв.дюйм CO, 50 фунт/кв.дюйм H2 и 20 фунт/кв.дюйм пропилена при 90°С. Измеряли скорость гидроформилирования и отношение N:I.
Результаты для примеров 2-5 представлены в таблице 2.
Таблица 2
Результаты, представленные в таблице 2, демонстрируют возможность изменения соотношения N:I посредством изменения концентраций лигандов. В частности, увеличение концентрации лиганда A приводит к увеличению N:I (например, пример 2 по сравнению с примером 3); напротив, увеличение концентрации TPP приводит к снижению N:I (например, примет 2 по сравнению с примером 4 и пример 3 по сравнению с примером 5). Также показано, что отношение N/I может быть увеличено от около 19 (пример 2) до около 28 посредством добавления лиганда A (пример 3), но снова снижено до около 23 посредством добавления TPP (пример 5); таким образом, первоначальное изменение является обратимым.
ПРИМЕРЫ 6-10
В каждый из шести реакторов загружали тетраглим (20 мл), родий (200 м.д.), лиганд A (1,5 экв. относительно родия) и различные количества TPP. Гидроформилирование проводили при 20 фунт/кв.дюйм CO, 50 фунт/кв.дюйм H2 и 20 фунт/кв.дюйм пропилена при 90°C. Результаты для примеров 6-10 представлены в таблице 3.
Таблица 3
Наглядно показана зависимость N:I от концентрации TPP.
СРАВНИТЕЛЬНЫЕ ЭКСПЕРИМЕНТЫ A-D
Повторяли способ, описанный в примерах 2-5, за исключением использования сравнительного лиганда B. Поскольку сравнительный лиганд B содержит два фосфорсодержащих фрагмента на молекулу, по сравнению с четырьмя фосфорсодержащими фрагментами на молекулу лиганда A, использовали двойное количество лиганда B. Результаты для сравнительных экспериментов A-D обобщены в таблице 4.
Таблица 4
Катализаторы, содержащие родий, TPP и сравнительный лиганд B, демонстрируют, в целом, более низкую скорость гидроформилирования и не обеспечивают получение N:I свыше 13 в условиях эксперимента. Не ограничиваясь теорией, относительно низкая скорость реакции и N:I позволяют предположить, что родий-BISBI катализатор легче ингибируется под действием TPP и, следовательно, полученная смесь активных комплексов содержит меньшее количество активного и селективного родий-BISBI комплекса.
Напротив, катализаторы, содержащие родий, TPP и лиганд A, в тех же условиях демонстрируют более высокую скорость, а также значение N:I от 14 до около 28 (см. таблицу 2). Таким образом, селективность в отношении линейного альдегида может быть увеличена более чем на 3% с использованием способа в соответствии с некоторыми вариантами реализации данного изобретения, что может обеспечивать существенную финансовую выгоду при промышленной эксплуатации.
Изобретение относится к способу регулирования процессов гидроформилирования для получения нормальных (N) и изо (I) альдегидов при определенном соотношении N:I. В одном аспекте способ регулирования процесса гидроформилирования включает приведение в контакт олефина с монооксидом углерода, водородом и катализатором, содержащим (A) переходный металл, (B) монофосфин и (C) тетрафосфин, имеющий структуру, описанную в данном документе. Указанное приведение в контакт осуществляют в одной или более реакционных зонах и в условиях гидроформилирования с получением смеси нормальных (N) и изо (I) альдегидов в соотношении N:I; предложенный способ включает по меньшей мере одно из увеличения соотношения посредством добавления дополнительного количества тетрафосфина в реакционную зону; снижения соотношения N:I посредством добавления дополнительного количества монофосфина в реакционную зону; или увеличения соотношения N:I посредством испарения свободного монофосфина. Предлагаемый способ позволяет эффективно регулировать соотношение N:I в широком диапазоне. 8 з.п. ф-лы, 4 табл., 10 пр.
1. Способ регулирования процесса гидроформилирования для получения альдегидов, включающий приведение в контакт олефина с монооксидом углерода, водородом и катализатором, содержащим (A) переходный металл, (B) монофосфин и (C) тетрафосфин, имеющий следующую структуру:
где каждый P представляет собой атом фосфора, и каждый R1-R46 независимо представляет собой водород, C1–C8 алкильную группу, арильную группу, алкарильную группу или галоген, указанное приведение в контакт осуществляют в одной или более реакционных зон, и при условиях гидроформилирования с получением смеси нормальных (N) и изо (I) альдегидов в соотношении N:I, указанный способ включает по меньшей мере одно из:
(1) увеличения соотношения N:I в результате добавления дополнительного количества тетрафосфина в реакционную зону;
(2) уменьшения соотношения N:I в результате добавления дополнительного количества монофосфина в реакционную зону; или
(3) увеличения соотношения N:I в результате испарения свободного монофосфина.
2. Способ по п. 1, отличающийся тем, что монофосфин представляет собой трифенилфосфин.
3. Способ по п. 1 или 2, отличающийся тем, что переходный металл содержит родий.
4. Способ по любому из предшествующих пунктов, отличающийся тем, что каждый из R1-R46 представляет собой водород.
5. Способ по любому из предшествующих пунктов, отличающийся тем, что олефин представляет собой пропилен.
6. Способ по любому из предшествующих пунктов, отличающийся тем, что количество монофосфина в реакционной зоне составляет более или равно 1,5 процента по массе относительно общей массы реакционной среды в реакционной зоне.
7. Способ по любому из предшествующих пунктов, отличающийся тем, что количество монофосфина в реакционной зоне составляет от 1,5 до 13 процентов по массе относительно общей массы реакционной среды в реакционной зоне.
8. Способ по любому из предшествующих пунктов, отличающийся тем, что количество тетрафосфина в реакционной зоне составляет более или равно 0,06 процента по массе относительно общей массы реакционной среды в реакционной зоне.
9. Способ по любому из предшествующих пунктов, отличающийся тем, что количество тетрафосфина в реакционной зоне составляет от 0,1 до 9 процентов по массе относительно общей массы реакционной среды в реакционной зоне.
| SHICHAO YU ET AL, "SYNRHESIS AND APPLICATION OF TETRAPHOSPHANE LIGANDS IN RHODIUM-CATALYZED HYDROFORMYLATION OF TERMINAL OLEFINS: HIGH REGIOSELECTIVITY AT HIGH TEMPERATURE", CHEMISTRY - A EUROPEAN JOURNAK, VOL | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| YONGJUN YAN et al., "RETAINING CATALYST PERFORMANCE AT HIGH TEMPERATURE: THE USE OF A TETRAPHOSPHINE | |||

