ОБЛАСТЬ ТЕХНИКИ
[0001]
Настоящее изобретение относится к способу получения альдегида. Более конкретно, настоящее изобретение относится к способу получения альдегида реакцией олефина с водородом и монооксидом углерода в присутствии каталитического комплекса металла 8-10 группы и фосфина, такого как каталитический комплекс родия и фосфина.
Кроме того, настоящее изобретение относится к способу получения спирта с использованием альдегида, полученного способом получения альдегида выше.
УРОВЕНЬ ТЕХНИКИ
[0002]
В качестве способа получения альдегида, имеется способ получения альдегида гидроформилированием олефина водородом и монооксидом углерода в присутствии каталитического комплекса металла 8-10 группы и фосфина.
[0003]
Катализатор, применяемый в реакции гидроформилирования олефина, содержит дорогой металл 8-10 группы, такой как родий, и поэтому идеально применять катализатор на полупостоянной основе. Соответственно, применяют способ, в котором продукт реакции отделяют от реакционного раствора, и реакционный раствор, содержащий катализатор в качестве остатка перегонки, возвращают в реакционную зону и применяют повторно, или способ, в котором продукт реакции отгоняют и отделяют от реакционной зоны с применением отдувки газом и реакцию проводят непрерывно, в то время как содержащий катализатор реакционный раствор остается в зоне реакции.
[0004]
Однако в реакции гидроформилирования образуется и накапливается побочный продукт с высокой температурой кипения, такой как побочный продукт конденсации альдегида, что делает необходимым непрерывный или периодический отвод части реакционного раствора за пределы зоны реакции. Поскольку извлеченный реакционный раствор содержит катализатор, помимо побочного продукта с высокой температурой кипения, предложен способ его извлечения.
[0005]
Например, патентные документы 1 и 2 описывают способ, в котором раствор реакции гидроформилирования, содержащий накопленный в нем побочный продукт с высокой температурой кипения, смешивают со спиртом, водой и водородом, посредством этого осаждая и извлекая координированный с водородом родий-фосфиновый каталитический комплекс.
[0006]
Патентный документ 3 описывает способ извлечения, в котором раствор реакции гидроформилирования, содержащий комплекс металла 8 группы, в котором в качестве лиганда применяется третичное фосфорорганическое соединение, такое как трифенилфосфин, приводят в контакт с окислителем в присутствии свободного третичного фосфорорганического соединения, полярного органического растворителя, воды и основного вещества с осаждением твердого комплекса металла 8 группы.
[0007]
Кроме того, патентный документ 4 описывает способ, в котором алкилфосфин, полученный частичным замещением лиганда, такого как триарилфосфин, алкильной группой α-олефина, обрабатывают газообразным кислородом и превращают в его соответствующий фосфиноксид, и посредством этого реактивируют дезактивированный катализатор.
ЛИТЕРАТУРА ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
[Патентный документ]
[0008]
[Патентный документ 1] JP-A-S57-122948
[Патентный документ 2] JP-A-2006-151826
[Патентный документ 3] JP-A-S57-72995
[Патентный документ 4] JP-A-S57-87845
СУЩНОСТЬ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Проблемы, которые будет решать настоящее изобретение
[0009]
Однако согласно способам, описанным в патентном документе 1 и патентном документе 2, каталитический комплекс нельзя извлечь в достаточной степени данными способами. Кроме того, согласно способу, описанному в патентном документе 3, поскольку применяют основное соединение, существует проблема, заключающаяся в том, что, например, необходима операция промывки или нейтрализации для удаления основного вещества перед возвратом твердого комплекса в зону реакции и повторным применением, и способ становится громоздким. Кроме того, согласно способу, описанному в патентном документе 4, высокоактивный каталитический комплекс не может быть удовлетворительно извлечен даже данным способом.
[0010]
Цель настоящего изобретения заключается в обеспечении способа получения альдегида, в котором эффективно извлекают высокоактивный каталитический комплекс из реакционного раствора, который выводится за пределы реакционной зоны, чтобы предотвратить накопление высококипящего побочного продукта
Способы решения данных проблем
[0011]
В результате интенсивных исследований с учетом вышеуказанной цели авторы настоящего изобретения обнаружили, что когда окисляют реакционный раствор после реакции гидроформилирования и, кроме того, данный раствор обрабатывают, применяя плохой растворитель и водород, высокоактивный каталитический комплекс можно эффективно извлекать с высоким выходом. На основании данного результата было осуществлено настоящее изобретение.
[0012]
Более конкретно, основное содержание настоящего изобретения содержится в следующих пунктах [1]-[14].
[1] Способ получения альдегида реакцией гидроформилирования взаимодействия олефина с водородом и монооксидом углерода в присутствии каталитического комплекса металла 8-10 группы и фосфина, включающий следующие стадии (1) и (2):
(1) стадию извлечения реакционного раствора, содержащего накопленный в нем высококипящий побочный продукт, из реакционной зоны и окисления путем приведения извлеченного реакционного раствора в контакт с газом, содержащим кислород, и
(2) осуществляемую после стадии (1) стадию смешения плохого растворителя и водорода с реакционным раствором, затем кристаллизации катализатора в виде комплекса металла 8-10 группы и фосфина посредством кристаллизации, и извлечение закристаллизовавшегося каталитического комплекса из реакционного раствора.
[2] Способ получения альдегида по [1], в котором в ходе окисления алкил-замещенный фосфин в реакционном растворе превращают в алкил-замещенный фосфиноксид.
[3] Способ получения альдегида по [1] или [2], в котором при окислении разлагают кластерный комплекс в реакционном растворе.
[4] Способ получения альдегида по [2], в котором степень окисления алкил-замещенного фосфина составляет от 5 до 80%.
[5] Способ получения альдегида по любому из [1]-[4], в котором газ, содержащий кислород, представляет собой, по меньшей мере, один газ, выбранный из группы, состоящей из кислорода, воздуха и газа, полученного добавлением азота к воздуху.
[6] Способ получения альдегида по любому из [1]-[5], в котором окисление проводят при 85-180°C.
[7] Способ получения альдегида по любому из [1]-[6], в котором плохой растворитель представляет собой смесь воды и спирта.
[8] Способ получения альдегида по любому из [1]-[7], в котором окисление и кристаллизацию проводят при условиях от нейтральных до кислых.
[9] Способ получения альдегида по любому из [1]-[8], в котором каталитический комплекс, извлеченный выше на стадии (2), подают в зону реакции гидроформилирования.
[10] Способ получения альдегида по любому из [1]-[9], в котором металл 8-10 группы предтавляет собой родий.
[11] Способ получения альдегида по любому из [1]-[10], в котором окисление проводят в течение 1-5 часов.
[12] Способ получения спирта, включающий применение альдегида, полученного способом по любому из [1]-[11].
[13] Способ получения спирта, включающий получение альдегида способом по любому из [1]-[11], с последующим получением спирта из альдегида.
[14] Способ получения альдегида реакцией гидроформилирования путем взаимодействия олефина с водородом и монооксидом углерода в присутствии каталитического комплекса металла 8-10 группы и фосфина, включающий следующие стадии (X) и (Y):
(X) стадию извлечения реакционного раствора, содержащего накопленный в нем высококипящий побочный продукт, из реакционной зоны, и окисления путем применения извлеченного реакционного раствора в следующих операциях (a) и (b):
(a) превращение алкил-замещенного фосфина в реакционном растворе в алкил-замещенный фосфиноксид; и
(b) разложение кластерного комплекса в реакционном растворе, и
(Y) осуществляемую после стадии (X) стадию смешения плохого растворителя и водорода с реакционным раствором, затем кристаллизации каталитического комплекса металла 8-10 группы и фосфина кристаллизацией, и извлечение закристаллизовавшегося каталитического комплекса из реакционного раствора.
Эффект настоящего изобретения
[0013]
Согласно настоящему изобретению можно обеспечить способ получения альдегида, способный извлекать высокоактивный каталитический комплекс, в частности, дорогой металл 8-10 группы в каталитическом комплексе, при высоком соотношении. Данный способ является предпочтительным с точки зрения энергоэффективности и является превосходным с экономической точки зрения и экологической точки зрения.
Краткое описание чертежей
[0014]
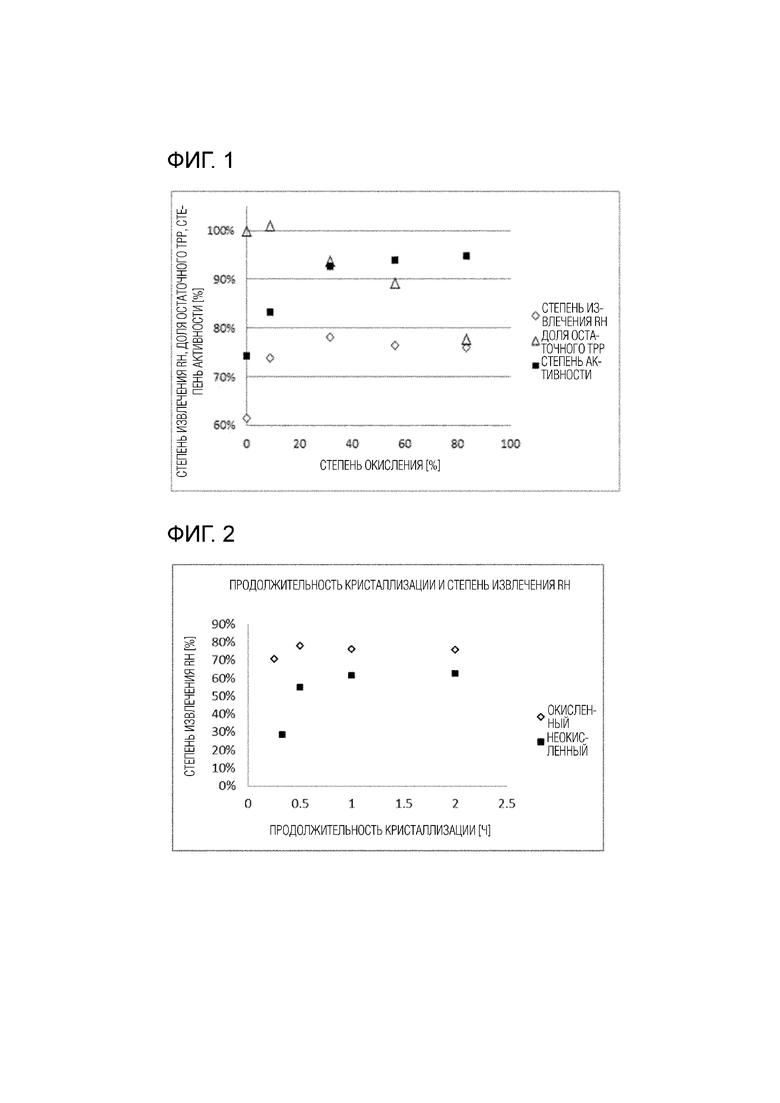
[Фигура 1] Фигура 1 представляет собой построенную фигуру, которая показывает соотношение между степенью окисления и степенью извлечения родийфосфинового каталитического комплекса (расчет на основе атома родия), содержанием остаточного TPP (трифенилфосфин) и степенью активности родиевого комплекса примеров 1-4 и сравнительного примера 1.
[Фигура 2] Фигура 2 представляет собой построенную фигуру, которая показывает соотношение между продолжительностью кристаллизации и степенью извлечения родийфосфинового каталитического комплекса (расчет на основе атома родия) в примерах 8-11 и сравнительных примерах 2-5.
Способ осуществления настоящего изобретения
[0015]
Настоящее изобретение описано подробно ниже.
Первый способ настоящего изобретения представляет собой способ получения альдегида реакцией гидроформилирования реакцией олефина с водородом и монооксидом углерода в присутствии каталитического комплекса металла 8-10 группы и фосфина, включающий следующие стадии (1) и (2):
(1) стадия извлечения реакционного раствора, содержащего накопленный в нем высококипящий побочный продукт, из реакционной зоны и окисления путем приведения извлеченного реакционного раствора в контакт с газом, содержащим кислород, и
(2) стадию, после стадии (1), смешения плохого растворителя и водородом с реакционным раствором, затем кристаллизации каталитического комплекса металла 8-10 группы и фосфина кристаллизацией, и извлечения закристаллизовавшегося каталитический комплекс из реакционного раствора.
[0016]
Кроме того, второй способ настоящего изобретения представляет собой способ получения альдегида реакцией гидроформилирования реакцией олефина с водородом и монооксидом углерода в присутствии каталитического комплекса металла 8-10 группы и фосфина, включающий следующие стадии (X) и (Y):
(X) стадию извлечения реакционного раствора, содержащего накопленный в нем высококипящий побочный продукт, из реакционной зоны, и окисления путем осуществления следующих стадий (a) и (b) для извлечения реакционного раствора:
(a) алкил-замещенный фосфин в реакционном растворе превращают в алкил-замещенный фосфиноксид; и
(b) разлагают кластерный комплекс в реакционном растворе, и
(Y) смешивают, после стадии (X), плохой растворитель и водород с реакционным раствором, затем кристаллизуют каталитический комплекс металла 8-10 группы и фосфина кристаллизацией, и извлекают закристаллизовавшийся каталитический комплекс из реакционного раствора.
[0017]
В настоящем изобретении металл 8-10 группы представляет собой металл, принадлежащий к металлам групп 8-10 в длинном варианте Периодической таблицы. Среди других, рутений, кобальт, родий, палладий и платина являются предпочтительными, поскольку они имеют высокую активность в случае применения в качестве катализатора, и, в частности, предпочтительно применять родий, поскольку он обладает высокой активностью.
[0018]
Фосфин может быть достаточным, если он представляет собой фосфин, обладающий способностью быть монодентатным лигандом или мультидентатным лигандом, и включает, например, триарилфосфин и триарилфосфин, содержащий заместитель по фенильной группе, который является инертным в условиях реакции гидроформилирования. В частности, фосфин включает трифенилфосфин; фосфин, содержащий фенильную группу, замещенную алкильной группой, такой как трис (п-толил)фосфин, триксилилфосфин и трис(п-этилфенил)фосфин; фосфин, содержащий фенильную группу, замещенную алкоксигруппой, такой как трис (п-метоксифенил)фосфин; и т.д., и среди прочих, трифенилфосфин является предпочтительным, поскольку он является химически стабильным, исходя из его низкой активности, и он является легко доступным.
[0019]
Каталитический комплекс металла 8-10 группы и фосфина можно получить известной реакцией комплексообразования из соединения металла 8-10 группы и фосфина. Кроме того, соединение металла 8-10 группы и фосфин можно подавать в зону реакции гидроформилирования, получая комплекс металла 8-10 группы и фосфина в реакционной зоне. В данном случае, фосфин можно непосредственно вводить в реакционную зону, но, учитывая простоту обращения и т.д., предпочтительно вводить после растворения его в реакционной среде (растворитель, применяемый при проведении реакции гидроформилирования).
[0020]
Соединение металла 8-10 групп включает, например, водорастворимую неорганическую соль или неорганическое комплексное соединение, такое как хлорид родия, хлорид палладия, хлорид рутения, хлорид платины, бромид родия, йодид родия, сульфат родия, нитрат родия, нитрат палладия, хлорид родий аммония и хлорид натрия родия; и водорастворимую соль органической кислоты, такую как формиат родия, ацетат родия, ацетат палладия, пропионат родия, пропионат палладия и октаноат родия. Кроме того, также можно применять соответствующие комплексы металлов. Среди них, с учетом активности реакции и стоимости катализатора, предпочтительно применять ацетат родия.
[0021]
Реакцию гидроформилирования проводят реакцией олефина с водородом и монооксидом углерода в присутствии каталитического комплекса металла 8-10 группы и фосфина. Хотя число атомов углерода в олефине конкретно не ограничено, его примеры включают число атомов углерода от 2 до 20. Олефин, имеющий число атомов углерода от 2 до 20, может представлять собой, например, α-олефин, такой как этилен, пропилен, 1-бутен, 1-пентен, 1-гексен и 1-октен, или внутренний олефин, такой как 2-бутен, 2-пентен, 3-гексен и 4-октен.
[0022]
Что касается реакционной среды реакции гидроформилирования, предпочтительной является среда, допускающая растворение сырья и каталитического комплекса металла 8-10 групп и фосфина, имеющая более высокую температуру кипения, чем образующийся альдегид, и не обладающая ингибирующим эффектом на реакцию. Ее примеры включают ароматический углеводород, такой как бензол, толуол и ксилол, алифатический углеводород, такой как гексан и октан, сложные эфиры, такие как бутилацетат и сложный эфир бутилбутирата, и кетоны. Концентрация каталитического комплекса металла 8-10 групп и фосфина в реакционной среде в пересчете на атом металла 8-10 групп обычно составляет от 1/млн до 10% весу, и фосфин, применяемый в качестве лиганда, обычно присутствует в избыточном количестве в реакционной среде, чтобы, например, повысить стабильность каталитического комплекса.
[0023]
Реакцию гидроформилирования можно проводить в известных условиях. Например, в случае применения каталитического комплекса родия и фосфина, условия соответственно выбираются в диапазонах парциального давления водорода от 0,01 до 20 МПа, парциального давления монооксида углерода от 0,01 до 20 МПа, общего давления от 0,02 до 30 МПа, парциального давления водород/парциального давления монооксида углерода от 0,1 до 10, температуры реакции от 60 до 200°C, концентрации Rh (родия) от нескольких частей на миллион по массе до нескольких мас.%, P (свободный органический фосфорный лиганд)/Rh от 2 до 10000 (мольное отношение) и продолжительности реакции от нескольких минут до десятка часов.
[0024]
В реакции гидроформилирования, альдегид, содержащий количество углеродов n+1, можно получить из исходного олефина, содержащего количество углеродов n (n равно, например, целому от 2 до 20). Данный альдегид включает пропиональдегид, бутилальдегид, пентилальдегид, гексилальдегид, гептилальдегид, октилальдегид, нонилальдегид, децилальдегид и т.д. Обычно, альдегид получают в виде смеси линейной формы и разветвленной формы.
[0025]
Реакцию гидроформилирования проводят в описанных выше условиях реакции, применяя обычно проточный реактор, но можно также применять реактор с периодической загрузкой.
[0026]
Основная система проточной реакции (в которой применяют вышеупомянутый реактор проточного типа) включает систему отгонки и систему циркуляции жидкости.
Зачистная система представляет собой способ, в котором реакционный раствор, содержащий катализатор, удерживают в реакторе, олефин и оксо газ подают непрерывно, и альдегид, полученный реакцией, испаряют внутри реактора и выводят из системы.
[0027]
С другой стороны, система циркуляции жидкости представляет собой способ, в котором олефин, оксо газ и реакционную среду, содержащую катализатор, непрерывно подают в реактор, и реакционный раствор, содержащий полученный альдегид, катализатор, реакционную среду и т.д., непрерывно извлекают из реактора наружу. Реакционный раствор, извлеченный из реактора, разделяют на полученный альдегид и реакционный раствор, содержащий катализатор, например, операцией разделения, такой как отгонка с непрореагировавшим газом или перегонка. Полученный альдегид выводят за пределы системы, а реакционный раствор, содержащий катализатор, возвращают в реактор и рециркулируют.
[0028]
В случае зачистной системы, побочный продукт реакции гидроформилирования, который представляет собой высококипящий побочный продукт, накапливается в реакционном растворе, содержащем катализатор, удерживаемом в реакторе, и, следовательно, обычно, часть реакционного раствора, содержащего катализатор, периодически выводится за пределы реакционной зоны. В случае системы циркуляции жидкости, при продолжении рециклировании реакционного раствора, содержащего катализатор, побочный продукт, который представляет собой высококипящий побочный продукт, накапливается в реакционной зоне и, следовательно, часть реакционного раствора, содержащего катализатор, непрерывно или периодически выводится за пределы реакционной зоны.
В этой связи, количество выводимого реакционного раствора, можно подходящим образом определить в зависимости от количества получаемого высококипящего побочного продукта.
[0029]
Кроме того, обычно, когда реакционный раствор выводится за пределы реакционной зоны, катализатор и фосфин в количествах, соответствующих катализатору и фосфину, содержащимся в извлеченном реакционном растворе, заново подаются в реакционную зону.
Вышеуказанный высококипящий побочный продукт реакции гидроформилирования представляет собой альдегидный конденсат и т.д., который генерируется конденсацией альдегида, который представляет собой целевой продукт реакции гидроформилирования.
[0030]
В реакционном растворе, содержащем накопленный в нем высококипящий побочный продукт, присутствуют фосфин и фосфин, который является алкил-замещенным (в настоящем изобретении далее, фосфин, который является алкил-замещенным, называют “алкил-замещенный фосфин”). Кроме того, когда применяют родий в качестве металла 8-10 группы, например, в реакционном растворе, в котором накапливается высококипящий побочный продукт, присутствует родиевый комплекс, такой как:
комплекс, в котором фосфин координируется с родием (например, RhH(PPh3)4, который представляет собой комплекс, в котором трифенилфосфин (PPh3) координируется с родием (Rh));
комплекс, в котором монооксид углерода и фосфин координируются с родием (например, RhH(CO)(PPh3)3);
комплекс, в котором монооксид углерода и алкил-замещенный фосфин координируются с родием (например, RhH(CO)(PPh3)(PPh2R)2 или RhH(CO)(PPh2R)3, где R представляет собой алкильную группу) и т.д.;
родиевый кластерный комплекс, в котором соединены несколько атомов родия, и монооксид углерода и фосфин координированы с ними; и
родиевый кластерный комплекс, в котором алкил-замещенный фосфин координирован с родиевым кластерным комплексом выше.
[0031]
Среди них, комплекс, в котором алкил-замещенный фосфин координируется с родием, и родиевый кластерный комплекс проявляет низкую активность в качестве каталитического комплекса. Кроме того, комплекс (включая кластерный комплекс), в котором координирован алкил-замещенный фосфин, обладает высокой растворимостью в плохом растворителе и менее склонен к кристаллизации, по сравнению с комплексом, в котором алкил-замещенный фосфин не координирован. Кроме того, комплекс, в котором алкил-замещенный фосфин не координирован, и, по меньшей мере, водород и фосфин координированы, обладает высокой активностью и предпочтительно функционирует в качестве каталитического комплекса в реакции гидроформилирования.
Хотя родий применяют в качестве примера выше, то же самое можно сказать о других металлах 8-10 групп.
[0032]
В первом варианте осуществления настоящего изобретения, предпочтительно, чтобы реакционный раствор, содержащий накопленный в нем высококипящий побочный продукт, такой как побочный продукт конденсации альдегида, окислялся контактом с газом, содержащим кислород, и алкил-замещенный фосфин посредством этого окислялся и превращался в соответствующий алкил-замещенный фосфиноксид. Данное превращение приводит к тому, что подавляется продуцирование комплекса, координированного с алкил-замещенным фосфином, и можно предотвратить снижение реакционной активности в качестве каталитического комплекса и снижение степени извлечения комплекса металла 8-10 группы и фосфина.
Алкил-замещенный фосфин обладает более высокой совместимостью с металлом 8-10 группы по сравнению с фосфином и склонен к окислению.
[0033]
Кроме того, в первом варианте осуществления настоящего изобретения, предпочтительно, чтобы окисление приводило к разложению комплекса, в котором координирован алкил-замещенный фосфин, или кластерного комплекса. Более того, комплекс, полученный данным разложением, можно извлекать в виде высокоактивного каталитического комплекса, проведением кристаллизации с описанным далее плохим растворителем и водородом.
В этой связи, когда применяют родий в качестве металла 8-10 группы, примеры высокоактивного каталитического комплекса включают RhH(CO)(PPh3)3 или RhH(PPh3)4.
[0034]
Степень окисления (%) алкил-замещенного фосфина составляет предпочтительно 5-80%, более предпочтительно 10-70% и самое предпочтительное 30-60%.
[0035]
Если степень окисления является большей, чем нижний предел диапазона отношений выше, она является предпочтительной, поскольку количество комплекса с координированным алкил-замещенным фосфином в реакционном растворе снижается; и степень извлечения металлов групп 8-10 увеличивается. Кроме того, если степень окисления является меньшей, чем верхний предел диапазона отношений выше, окисление фосфина подавляется, и количество фосфина, повторно применяемого в реакционной зоне, не снижается, что является предпочтительным.
[0036]
В этой связи, степень окисления (%) алкил-замещенного фосфина представлена {(количество алкил-замещенного фосфина в реакционном растворе до окисения-количество алкил-замещенного фосфина в реакционном растворе после окисления)/количество алкил-замещенного фосфина в реакционном растворе перед окислением}×100
Изменение количества алкил-замещенного фосфина и т.д. перед и после окисления можно обнаружить общепринятым способом анализа, таким как газовая хроматография.
[0037]
На стадии (1) в первом варианте осуществления в настоящем изобретении проводят извлечением реакционного раствора из реакционной зоны, с последующим контактом реакционного раствора с газом, содержащим кислород, для окисления. Предпочтительные примеры газа, содержащего кислород, включают кислород, воздух и газ, полученный добавлением инертного газа, такого как азот, к воздуху.
[0038]
Окисление в первом варианте осуществления в настоящем изобретении предпочтительно проводят при температуре 85-180°C, более предпочтительно 90-180°C, даже более предпочтительно 110-180°C, особенно предпочтительно 110-160°C и самое предпочтительное 110-150°C.
[0039]
Если температура является большей, чем нижний предел вышеуказанного диапазона, она является предпочтительной, поскольку конверсия алкил-замещенного фосфина в его соответствующий оксид является достаточной, и степень извлечения каталитического комплекса металла 8-10 групп и фосфина является еще большей. Если температура является меньшей, чем верхний предел вышеуказанного диапазона, окисление фосфина подавляется, и количество фосфина, повторно применяемого в реакционной зоне, не снижается, что является предпочтительным.
Когда температура окисления составляет от 110 до 150°C, разложение кластерного комплекса дополнительно активизируется, и высокоактивный комплекс металла 8-10 группы, такой как родиевый комплекс, увеличивается.
[0040]
Продолжительность окисления в первом варианте осуществления в настоящем изобретении изменяется в зависимости от других условий, таких как температура, но, обычно, составляет приблизительно от нескольких минут до нескольких часов, и 1-5 часов являются предпочтительными.
[0041]
В настоящем изобретении после окисления, плохой растворитель и водород смешивают с реакционным раствором, затем кристаллизуется каталитического комплекса металла 8-10 группы и фосфина, такой как RhH(CO)(PPh3)3 или RhH(PPh3)4, и закристаллизовавшийся каталитический комплекс извлекают из реакционного раствора.
[0042]
Плохой растворитель указывает на растворитель, в котором соединение металла 8-10 группы имеет меньшую растворимость, чем в реакционном растворе, и предпочтительно представляет собой растворитель, который сохраняет гомогенную фазу с реакционным раствором и не участвует в реакции в реакционной зоне. Конкретно, плохой растворитель включает метанол, этанол, (н-, изо-) пропанол, (н-, изо-, трет-) бутанол, ацетон и их смесь с водой. С точки зрения степени извлечения каталитического комплекса металла 8-10 группы и фосфина, смесь воды и спирта, имеющего количество углеродов 1-3, является предпочтительной. Что касается смешиваемого соотношения (объемное соотношение), вода:спирт предпочтительно составляет 5:1-1:5 и более предпочтительно 1:1-1:4. Если доля воды является большей, чем нижний предел, степень извлечения является высокой по причине растворимости комплекса. Кроме того, если доля воды является меньшей, чем верхний предел, реакционный раствор склонен образовывать однородную фазу, и, как правило, получают хорошую степень извлечения.
[0043]
Кроме того, хотя массовое отношение плохого растворителя и реакционного раствора определяют, исходя из типа плохого растворителя и состава реакционного раствора, плохой растворитель:реакционный раствор составляет предпочтительно приблизительно 10:1-1:2 и более предпочтительно 5:1-1:1. Поскольку доля плохого растворителя является низкой, размер аппарата для извлечения кристаллизацией можно уменьшить, но для того, чтобы получить достаточную степень извлечения, предпочтительно, чтобы количество плохого растворителя было большим.
[0044]
Реакционный раствор после окисления можно непосредственно смешивать с плохим растворителем и водородом или можно смешивать с плохим растворителем и водородом после удаления, по меньшей мере, части реакционной среды отгонкой и т.д.
[0045]
Смешением плохого растворителя и водорода с реакционным раствором, каталитический комплекс металла 8-10 группы и фосфина можно переводить в кристаллизуемую форму.
[0046]
Способ смешения плохого растворителя и водорода с реакционным раствором включает, например, способ первого смешения реакционного раствора с плохим растворителем и контактом полученного смешанного раствора с газообразным водородом, и способ смешения реакционного раствора с плохим растворителем в атмосфере водорода. В данном случае, парциальное давление водорода обычно составляет 0,1-10 МПа изб, и продолжительность контакта с газообразным водородом обычно составляет от нескольких минут до нескольких часов. Температура в момент контакта с водородом обычно составляет 0-95°C, предпочтительно 10-30°C.
[0047]
После смешения плохого растворителя и водорода с реакционным раствором, каталитический комплекс металла 8-10 группы и фосфина кристаллизуется поддержанием температуры реакционного раствора предпочтительно равным 0-95°C. Если температура кристаллизации является слишком высокой или слишком низкой, степень извлечения катализатора является недостаточной. Давление в момент проведения операции кристаллизации обычно составляет от нормального давления до 10 МПа изб. Продолжительность кристаллизации обычно составляет от нескольких минут до нескольких часов.
[0048]
Закристаллизовавшийся каталитический комплекс металла 8-10 группы и фосфина отделяют и отделяют от жидкости обычно применяемым способом разделения жидкой и твердой фазы. Конкретно, способ включает декантацию, разделение центрифугированием, фильтрацию и т.д., и в промышленности часто применяют разделение центрифугированием. Разделение и извлечение каталитического комплекса также предпочтительно осуществлять путем поддержания температуры смешанного раствора (реакционного раствора) от 0 до 95°C.
[0049]
В настоящем изобретении, реакционный раствор окисляют, и затем подвергают кристаллизации, посредством этого сокращают продолжительность кристаллизации, по сравнению со случаем проведения кристаллизации без окисления реакционного раствора, что вызывает увеличение степени извлечения и степени активности каталитического комплекса металла 8-10 группы и фосфина.
В настоящем изобретении, окисление и кристаллизацию проводят предпочтительно в нейтральных-кислых условиях, поскольку операции промывки и нейтрализации не являются обязательными перед повторным применением возвращением каталитического комплекса в реакционную зону.
[0050]
Предпочтительно, чтобы извлеченный каталитический комплекс металла 8-10 группы и фосфина растворяли в реакционной среде и подавали в зону реакции гидроформилирования.
[0051]
Степень активности извлеченного каталитического комплекса металла 8-10 группы и фосфина можно определить сравнением скорости реакции гидроформилирования A в реакции гидроформилирования, проводимой, применяя каталитический комплекс, и скорости реакции B той же реакции гидроформилирования, проводимой, применяя новый каталитический комплекс металла 8-10 группы и фосфина тем же способом.
Конкретно, степень активности (%) представлена следующей формулой: степень активности (%)=(скорость реакции A/скорость реакции B) × 100.
[0052]
Степень активности выше можно также определить сравнением скорости реакции каталитического комплекса между непосредственно перед обработкой реакционного раствора окислением и кристаллизацией настоящего изобретения и непосредственно после обработки. В этой связи, можно наблюдать скорость реакции, например, скорость снижения исходного олефина, монооксида углерода или водорода.
[0053]
В способе получения спирта в настоящем изобретении, применяют альдегиды, которые получают способом получения альдегида в настоящем изобретении.
Спирт можно получить непосредственной реакцией альдегидов с водородом, а именно реакцией гидрирования, или применением в реакции гидрирования после димеризации. В реакции гидрирования можно применять известные твердые катализаторы, в которых металлы, такие как никель, хром и медь, нанесены на носитель. Условия реакции обычно представляют собой температуру 60-200°C и давление водорода 0,1-20 МПа изб.
Примеры
[0054]
Хотя настоящее изобретение описано более подробно ниже со ссылкой на примеры, настоящее изобретение не ограничивается следующими примерами, при условии, что соблюдается его суть. В этой связи, степень окисления (%), степень извлечения Rh-фосфинового каталитического комплекса (%) (расчет на основе атома родия), содержание остаточного TPP (трифенилфосфин) (%) и степень активности (%) представляют собой величины, рассчитанные следующими формулами.
[0055]
Степень окисления (%)={(количество алкил-замещенного фосфина в реакционном растворе перед окислением-количество алкил-замещенного фосфина в реакционном растворе после окисления)/количество алкил-замещенного фосфина в реакционном растворе перед окислением}×100
Степень извлечения Rh-фосфинового каталитического комплекса (%) (расчет на основе атома родия)=(количество Rh в закристаллизовавшемся продукте после кристаллизации/количество Rh, содержащегося в реакционном растворе перед кристаллизацией) ×100
Содержание остаточного TPP (%)=(количество трифенилфосфина в реакционном растворе после окисления/количество трифенилфосфина в реакционном растворе перед окислением)×100
Степень активности (%)=(скорость реакции, когда реакцию гидроформилирования проводят, применяя извлеченный Rh-фосфиновый каталитический комплекс/скорость реакции, когда реакцию гидроформилирования проводят при тех же условиях, применяя новый Rh-фосфиновый каталитический комплекс)×100
[0056]
Пример 1
(Извлечение каталитического комплекса металла 8-10 группы и фосфина)
Реакцию гидроформилирования пропилена проводили, применяя ацетат родия в качестве соединения металла 8-10 группы и трифенилфосфин в качестве фосфинового лиганда. После завершения реакции, извлекали реакционный раствор. Затем, реакционный раствор удаляли перегонкой из реакционного раствора, получая жидкий остаток дистилляции, имеющий следующий состав.
В этой связи, жидкий остаток дистилляции был черным и прозрачным.
[0057]
н-Пропилдифенилфосфин: 1,18 (% по весу)
н-Пропилдифенилфосфиноксид: 0,52 (% по весу)
Трифенилфосфин: 26,53 (% по весу)
Трифенилфосфиноксид: 1,31 (% по весу)
другие (различные комплексы, высококипящие побочные продукты и т.д.): 70,46 (% по весу)
[0058]
В реактор с рубашкой из нержавеющей стали загружали 9,96 кг жидкого остатка дистилляции, и воздух и азот (N2) подавали при внутренней температуре 150°C в течение 0,5 часа при скорости подачи воздуха 1,50 (л/мин) и скорости подачи N2 4,50 (л/мин), осуществляя окислительную обработку. Жидкий остаток дистилляции после окислительной обработки анализировали и находили, что он имеет следующий состав, показывающий, что 9,3% по весу н-пропилдифенилфосфина окислилось. В этой связи, жидкий остаток дистилляции был желтого цвета и прозрачным. Кроме того, рассчитывали содержание остаточного TTP (%). Результаты показаны в таблице 1.
[0059]
н-Пропилдифенилфосфин: 1,07 (% по весу)
н-Пропилдифенилфосфиноксид: 0,66 (% по весу)
Трифенилфосфин: 26,82 (% по весу)
Трифенилфосфиноксид: 2,02 (% по весу)
Другие (различные комплексы, высококипящие побочные продукты и т.д.): 69,43 (% по весу)
[0060]
Затем, 80 г жидкого остатка дистилляции после окислительной обработки и 331 г смешанного растворителя изопропилового спирта и воды (изопропиловый спирт:вода=65:35 (массовое отношение)) помещали в автоклав с мешалкой с электромагнитной индукцией, имеющий объем 0,5 л, в атмосфере инертного газа. После плотного закрытия автоклава, вводили газообразный водород при температуре 15°C, достигая давления 0,9 МПа изб, при перемешивании содержимого при 611 об/мин, и систему выдерживали при давлении и температуре выше в течение 2 часов, осаждая родиевый комплекс. Затем, продували газообразный водород, и проводили отделение жидкой от твердой фазы обычным вакуумным фильтрованием. Количество отделенного родиевого комплекса определяли количественно, и определяли степень извлечения родиевого комплекса. Как результат, степень извлечения составляла 73,8% по весу в пересчете на атом родия.
[0061]
(Получение альдегида)
Извлеченный родиевый комплекс, трифенилфосфин и толуол смешивали для получения следующих концентраций, и затем 150 мл полученного в результате смешанного раствора помещали в автоклав с вертикальным перемешиванием, имеющий объем 0,5 л, в атмосфере азота, автоклав плотно закрывали.
[0062]
Родиевый комплекс (в пересчете на атом родия): 276 (мг/л)
Трифенилфосфин: 12,40 (% по весу)
Толуол: 87,50 (% по весу)
[0063]
После этого, 10 г пропилена помещали в автоклав, и температуру повышали до 110°C. Затем, смешанный газ водорода и монооксида углерода (водород:монооксид углерода=1:1 (массовое отношение)) вводили так, чтобы давление газа становилось равным 5,0 МПа изб, и реакцию гидроформилирования проводили в течение 1,5 часов, поддерживая давление и температуру выше. Скорость реакции гидроформилирования рассчитывали из степени снижения монооксида углерода в процессе реакции гидроформилирования, и определяли степень активности родиевого комплекса (степень активности). Полученная степень активности составляла 83,2%.
[0064]
Пример 2
(Извлечение каталитического комплекса металла 8-10 группы и фосфина)
Реакцию гидроформилирования пропилена проводили, применяя ацетат родия в качестве соединения металла 8-10 группы и трифенилфосфин в качестве фосфинового лиганда. После завершения реакции, извлекали реакционный раствор. Затем, реакционный раствор удаляли перегонкой из реакционного раствора, получая жидкий остаток дистилляции, имеющий следующий состав.
В этой связи, жидкий остаток дистилляции был черным и прозрачным.
[0065]
н-Пропилдифенилфосфин: 1,19 (% по весу)
н-Пропилдифенилфосфиноксид: 0,62 (% по весу)
Трифенилфосфин: 25,81 (% по весу)
Трифенилфосфиноксид: 1,78 (% по весу)
Другие (различные комплексы, высококипящие побочные продукты и т.д.): 70,60 (% по весу)
[0066]
В реактор с рубашкой из нержавеющей стали загружали 471 г жидкого остатка дистилляции, и подавали воздух и азот (N2) при внутренней температуре 150°C в течение 1 часа при скорости подачи воздуха 0,50 (л/мин) и скорости подачи N2 1,51 (л/мин), осуществляя окислительную обработку. Жидкий остаток дистилляции после окислительной обработки анализировали и находили, что он имеет следующий состав, показывающий, что окислилось 31,1% по весу н-нропилдифенилфосфина. В этой связи, жидкий остаток дистилляции был прозрачным и желтым и, таким образом, подтверждали, что кластерный комплекс разлагался. Кроме того, рассчитывали содержание остаточного TTP (%). Результаты показаны в таблице 1.
[0067]
н-Пропилдифенилфосфин: 0,82 (% по весу)
н-Пропилдифенилфосфиноксид: 0,99 (% по весу)
Трифенилфосфин: 24,18 (% по весу)
Трифенилфосфиноксид: 3,13 (% по весу)
Другие (различные комплексы, высококипящие побочные продукты и т.д.): 70,88 (% по весу)
[0068]
Затем, 80 г жидкого остатка дистилляции после окислительной обработки и 330 г смешанного растворителя изопропилового спирта и воды (изопропиловый спирт:вода=65:35 (массовое отношение)) помещали в автоклав с мешалкой с электромагнитной индукцией, имеющий объем 0,5 л, в атмосфере инертного газа. После плотного закрытия автоклава, вводили газообразный водород при температуре 15°C, достигая давления 0,9 МПа изб, при перемешивании содержимого при 611 об/мин, и систему выдерживали при давлении и температуре выше в течение 2 часов, осаждая родиевый комплекс. Затем, продували газообразный водород, и проводили отделение жидкой от твердой фазы обычным вакуумным фильтрованием. Количество отделенного родиевого комплекса определяли количественно, и степень извлечения родиевого комплекса определяли. Как результат, степень извлечения составляла 78,2% по весу в пересчете на атом родия.
[0069]
(Получение альдегида)
Извлеченный родиевый комплекс, трифенилфосфин и толуол смешивали для получения следующих концентраций, и затем 150 мл полученного в результате смешанного раствора помещали в автоклав с вертикальным перемешиванием, имеющий объем 0,5 л, в атмосфере азота, автоклав плотно закрывали.
[0070]
Родиевый комплекс (в пересчете на атом родия): 292 (мг/л)
Трифенилфосфин: 13,01 (% по весу)
Толуол: 86,98 (% по весу)
[0071]
После этого, 10 г пропилена помещали в автоклав, и температуру повышали до 110°C. Затем, смешанный газ водорода и монооксида углерода (водород:монооксид углерода=1:1 (массовое отношение)) вводили так, чтобы давление газа становилось равным 5,0 МПа изб, и реакцию гидроформилирования проводили в течение 1,5 часов, поддерживая давление и температуру выше. Степень активности реакции гидроформилирования рассчитывали из доли снижения монооксида углерода в процессе реакции гидроформилирования, и определяли степень активности родиевого комплекса (степень активности). Полученная степень активности составляла 92,7%.
[0072]
Пример 3
(Извлечение каталитического комплекса металла 8-10 группы и фосфина)
Реакцию гидроформилирования пропилена проводили, применяя ацетат родия в качестве соединения металла 8-10 группы и трифенилфосфин в качестве фосфинового лиганда. После завершения реакции, извлекали реакционный раствор. Затем, реакционный раствор удаляли перегонкой из реакционного раствора, получая жидкий остаток дистилляции, имеющий следующий состав.
В этой связи, жидкий остаток дистилляции был черным и прозрачным.
[0073]
н-Пропилдифенилфосфин: 1,16 (% по весу)
н-Пропилдифенилфосфиноксид: 0,68 (% по весу)
Трифенилфосфин: 25,70 (% по весу)
Трифенилфосфиноксид: 1,87 (% по весу)
Другие (различные комплексы, высококипящие побочные продукты и т.д.): 70,59 (% по весу)
[0074]
В реактор с рубашкой из нержавеющей стали загружали 454 г жидкого остатка дистилляции, и воздух и азот (N2) подавали при внутренней температуре 150°C в течение 2 часов при скорости подачи воздуха 0,50 (л/мин) и скорости подачи N2 1,51 (л/мин), осуществляя окислительную обработку. Жидкий остаток дистилляции после окислительной обработки анализировали и находили, что он имеет следующий состав, показывающий, что 56,0% по весу н-пропилдифенилфосфина окислилось. В этой связи, жидкий остаток дистилляции был прозрачным и желтым и, таким образом, подтверждали, что кластерный комплекс разлагался. Кроме того, рассчитывали содержание остаточного TTP (%). Результаты показаны в таблице 1.
[0075]
н-Пропилдифенилфосфин: 0,51 (% по весу)
н-Пропилдифенилфосфиноксид: 1,28 (% по весу)
Трифенилфосфин: 22,94 (% по весу)
Трифенилфосфиноксид: 4,56 (% по весу)
Другие (различные комплексы, высококипящие побочные продукты и т.д.): 70,71 (% по весу)
[0076]
Затем, 80 г жидкого остатка дистилляции после окислительной обработки и 330 г смешанного растворителя изопропилового спирта и воды (изопропиловый спирт:вода=65:35 (массовое отношение)) помещали в автоклав с мешалкой с электромагнитной индукцией, имеющий объем 0,5 л, в атмосфере инертного газа. После плотного закрытия автоклава, вводили газообразный водород при температуре 15°C, достигая давления 0,9 МПа изб, при перемешивании содержимого при 611 об/мин, и систему выдерживали при давлении и температуре выше в течение 2 часов, осаждая родиевый комплекс. Затем, продували газообразный водород, и проводили отделение жидкой от твердой фазы обычным вакуумным фильтрованием. Количество отделенного родиевого комплекса определяли количественно, и степень извлечения родиевого комплекса определяли. Как результат, степень извлечения составляла 76,4% по весу в пересчете на атом родия.
[0077]
(Получение альдегида)
Извлеченный родиевый комплекс, трифенилфосфин и толуол смешивали для получения следующих концентраций, и затем 150 мл полученного в результате смешанного раствора помещали в автоклав с вертикальным перемешиванием, имеющий объем 0,5 л, в атмосфере азота, автоклав плотно закрывали.
[0078]
Родиевый комплекс (в пересчете на атом родия): 248 (мг/л)
Трифенилфосфин: 12,45 (% по весу)
Толуол: 87,54 (% по весу)
[0079]
После этого, 10 г пропилена помещали в автоклав, и температуру повышали до 110°C. Затем, смешанный газ водорода и монооксида углерода (водород:монооксид углерода=1:1 (массовое отношение)) вводили так, чтобы давление газа становилось равным 5,0 МПа изб, и реакцию гидроформилирования проводили в течение 1,5 часов, поддерживая давление и температуру выше. Скорость реакции гидроформилирования рассчитывали из доли снижения монооксида углерода в процессе реакции гидроформилирования, и определяли степень активности родиевого комплекса (степень активности). Полученная степень активности составляла 93,9%.
[0080]
Пример 4
(Извлечение каталитического комплекса металла 8-10 группы и фосфина)
Реакцию гидроформилирования пропилена проводили, применяя ацетат родия в качестве соединения металла 8-10 группы и трифенилфосфин в качестве фосфинового лиганда. После завершения реакции, извлекали реакционный раствор. Затем, реакционный раствор удаляли перегонкой из реакционного раствора, получая жидкий остаток дистилляции, имеющий следующий состав.
В этой связи, жидкий остаток дистилляции был черным и прозрачным.
[0081]
н-Пропилдифенилфосфин: 1,20 (% по весу)
н-Пропилдифенилфосфиноксид: 0,67 (% по весу)
Трифенилфосфин: 25,98 (% по весу)
Трифенилфосфиноксид: 1,80 (% по весу)
Другие (различные комплексы, высококипящие побочные продукты и т.д.): 70,35 (% по весу)
[0082]
В реактор с рубашкой из нержавеющей стали загружали 462 г жидкого остатка дистилляции, и воздух и азот (N2) подавали при внутренней температуре 150°C в течение 4 часов при скорости подачи воздуха 0,5 (л/мин) и скорости подачи N2 1,5 (л/мин), осуществляя окислительную обработку. Жидкий остаток дистилляции после окислительной обработки анализировали и находили, что он имеет следующий состав, показывающий, что 83,3% по весу н-пропилдифенилфосфина окислилось. В этой связи, жидкий остаток дистилляции был прозрачным и желтым и, таким образом, подтверждали, что кластерный комплекс разлагался. Кроме того, рассчитывали содержание остаточного TTP (%). Результаты показаны в таблице 1.
[0083]
н-Пропилдифенилфосфин: 0,20 (% по весу)
н-Пропилдифенилфосфиноксид: 1,58 (% по весу)
Трифенилфосфин: 20,16 (% по весу)
Трифенилфосфиноксид: 6,89 (% по весу)
Другие (различные комплексы, высококипящие побочные продукты и т.д.): 71,17 (% по весу)
[0084]
Затем, 80 г жидкого остатка дистилляции после окислительной обработки и 330 г смешанного растворителя изопропилового спирта и воды (изопропиловый спирт:вода=65:35 (массовое отношение)) помещали в автоклав с мешалкой с электромагнитной индукцией, имеющий объем 0,5 л, в атмосфере инертного газа. После плотного закрытия автоклава, вводили газообразный водород при температуре 15°C, достигая давления 0,9 МПа изб, при перемешивании содержимого при 611 об/мин, и систему выдерживали при давлении и температуре выше в течение 2 часов, осаждая родиевый комплекс. Затем, продували газообразный водород, и проводили отделение жидкой от твердой фазы обычным вакуумным фильтрованием. Количество отделенного родиевого комплекса определяли количественно, и определяли степень извлечения родиевого комплекса. Как результат, степень извлечения составляла 76,0% по весу в пересчете на атом родия.
[0085]
(Получение альдегида)
Извлеченный родиевый комплекс, трифенилфосфин и толуол смешивали, получая следующие концентрации, и затем 150 мл полученного в результате смешанного раствора помещали в автоклав с вертикальным перемешиванием, имеющий объем 0,5 л, в атмосфере азота, автоклав плотно закрывали.
[0086]
Родиевый комплекс (в пересчете на атом родия): 293 (мг/л)
Трифенилфосфин: 12,39 (% по весу)
Толуол: 87,60(% по весу)
[0087]
После этого, 10 г пропилена помещали в автоклав, и температуру повышали до 110°C. Затем, смешанный газ водорода и монооксида углерода (водород:монооксид углерода=1:1 (массовое отношение)) вводили так, чтобы давление газа становилось равным 5,0 МПа изб, и реакцию гидроформилирования проводили в течение 1,5 часов, поддерживая давление и температуру выше. Скорость реакции гидроформилирования рассчитывали из доли снижения монооксида углерода в процессе реакции гидроформилирования, и определяли степень активности родиевого комплекса (степень активности). Полученная степень активности составляла 94,8%.
[0088]
Пример 5
(Извлечение каталитического комплекса металла 8-10 группы и фосфина)
Реакцию гидроформилирования пропилена проводили, применяя ацетат родия в качестве соединения металла 8-10 группы и трифенилфосфин в качестве фосфинового лиганда. После завершения реакции, извлекали реакционный раствор. Затем, реакционный раствор удаляли перегонкой из реакционного раствора, получая жидкий остаток дистилляции, имеющий следующий состав.
В этой связи, жидкий остаток дистилляции был черным и прозрачным.
[0089]
н-Пропилдифенилфосфин: 1,29 (% по весу)
н-Пропилдифенилфосфиноксид: 0,55 (% по весу)
Трифенилфосфин: 26,33 (% по весу)
Трифенилфосфиноксид: 1,43 (% по весу)
Другие (различные комплексы, высококипящие побочные продукты и т.д.): 70,40 (% по весу)
[0090]
В реактор с рубашкой из нержавеющей стали загружали 10,1 кг жидкого остатка дистилляции, и воздух и азот (N2) подавали при внутренней температуре 90°C в течение 2 часов при скорости подачи воздуха 1,50 (л/мин) и скорости подачи N2 4,50 (л/мин), осуществляя окислительную обработку. Жидкий остаток дистилляции после окислительной обработки анализировали и находили, что он имеет следующий состав, показывающий, что 34,9% по весу н-пропилдифенилфосфина окислилось. В этой связи, жидкий остаток дистилляции был прозрачным и желтым и, таким образом, подтверждали, что кластерный комплекс разлагался. Кроме того, рассчитывали содержание остаточного TTP (%). Результаты показаны в таблице 1.
[0091]
н-Пропилдифенилфосфин: 0,84 (% по весу)
н-Пропилдифенилфосфиноксид: 0,92 (% по весу)
Трифенилфосфин: 25,93 (% по весу)
Трифенилфосфиноксид: 2,49 (% по весу)
Другие (различные комплексы, высококипящие побочные продукты и т.д.): 69,82 (% по весу)
[0092]
Затем, 80 г жидкого остатка дистилляции после окислительной обработки и 330 г смешанного растворителя изопропилового спирта и воды (изопропиловый спирт:вода=65:35 (массовое отношение)) помещали в автоклав с мешалкой с электромагнитной индукцией, имеющий объем 0,5 л, в атмосфере инертного газа. После плотного закрытия автоклава, вводили газообразный водород при температуре 15°C, достигая давления 0,9 МПа изб, при перемешивании содержимого при 611 об/мин, и систему выдерживали при давлении и температуре выше в течение 2 часов, осаждая родиевый комплекс. Затем, продували газообразный водород, и проводили отделение жидкой от твердой фазы обычным вакуумным фильтрованием. Количество отделенного родиевого комплекса определяли количественно, и определяли степень извлечения родиевого комплекса. Как результат, степень извлечения составляла 74,6% по весу в пересчете на атом родия.
[0093]
(Получение альдегида)
Извлеченный родиевый комплекс, трифенилфосфин и толуол смешивали для получения следующих концентраций, и затем 150 мл полученного в результате смешанного раствора помещали в автоклав с вертикальным перемешиванием, имеющий объем 0,5 л, в атмосфере азота, автоклав плотно закрывали.
[0094]
Родиевый комплекс (в пересчете на атом родия): 274 (мг/л)
Трифенилфосфин: 12,45 (% по весу)
Толуол: 87,54 (% по весу)
[0095]
После этого, 10 г пропилена помещали в автоклав, и температуру повышали до 110°C. Затем, смешанный газ водорода и монооксида углерода (водород:монооксид углерода=1:1 (массовое отношение)) вводили так, чтобы давление газа становилось равным 5,0 МПа изб, и реакцию гидроформилирования проводили в течение 1,5 часов, поддерживая давление и температуру выше. Скорость реакции гидроформилирования рассчитывали из доли снижения монооксида углерода в процессе реакции гидроформилирования, и определяли степень активности родиевого комплекса (степень активности). Полученная степень активности составляла 82,2%.
[0096]
Пример 6
(Извлечение каталитического комплекса металла 8-10 группы и фосфина)
Реакцию гидроформилирования пропилена проводили, применяя ацетат родия в качестве соединения металла 8-10 группы и трифенилфосфин в качестве фосфинового лиганда. После завершения реакции, извлекали реакционный раствор. Затем, реакционный раствор удаляли перегонкой из реакционного раствора, получая жидкий остаток дистилляции, имеющий следующий состав.
В этой связи, жидкий остаток дистилляции был черным и прозрачным.
[0097]
н-Пропилдифенилфосфин: 1,03 (% по весу)
н-Пропилдифенилфосфиноксид: 0,51 (% по весу)
Трифенилфосфин: 25,15 (% по весу)
Трифенилфосфиноксид: 1,63 (% по весу)
Другие (различные комплексы, высококипящие побочные продукты и т.д.): 71,68 (% по весу)
[0098]
В реактор с рубашкой из нержавеющей стали загружали 498 г жидкого остатка дистилляции, и воздух и азот (N2) подавали при внутренней температуре 110°C в течение 2 часов при скорости подачи воздуха 0,04 (л/мин) и скорости подачи N2 0,16 (л/мин), осуществляя окислительную обработку. Жидкий остаток дистилляции после окислительной обработки анализировали и находили, что он имеет следующий состав, показывающий, что 63,1% по весу н-пропилдифенилфосфина окислилось. В этой связи, жидкий остаток дистилляции был прозрачным и желтым и, таким образом, подтверждали, что кластерный комплекс разлагался. Кроме того, рассчитывали содержание остаточного TTP (%). Результаты показаны в таблице 1.
[0099]
н-Пропилдифенилфосфин: 0,38 (% по весу)
н-Пропилдифенилфосфиноксид: 1,17 (% по весу)
Трифенилфосфин: 21,46 (% по весу)
Трифенилфосфиноксид: 5,64 (% по весу)
Другие (различные комплексы, высококипящие побочные продукты и т.д.): 71,35 (% по весу)
[0100]
Затем, 80 г жидкого остатка дистилляции после окислительной обработки и 330 г смешанного растворителя изопропилового спирта и воды (изопропиловый спирт:вода=65:35 (массовое отношение)) помещали в автоклав с мешалкой с электромагнитной индукцией, имеющий объем 0,5 л, в атмосфере инертного газа. После плотного закрытия автоклава, вводили газообразный водород при температуре 15°C, достигая давления 0,9 МПа изб, при перемешивании содержимого при 611 об/мин, и систему выдерживали при давлении и температуре выше в течение 2 часов, осаждая родиевый комплекс. Затем, продували газообразный водород, и проводили отделение жидкой от твердой фазы обычным вакуумным фильтрованием. Количество отделенного родиевого комплекса определяли количественно, и определяли степень извлечения родиевого комплекса. Как результат, степень извлечения составляла 76,5% по весу в пересчете на атом родия.
[0101]
(Получение альдегида)
Извлеченный родиевый комплекс, трифенилфосфин и толуол смешивали для получения следующих концентраций, и затем 150 мл полученного в результате смешанного раствора помещали в автоклав с вертикальным перемешиванием, имеющий объем 0,5 л, в атмосфере азота, автоклав плотно закрывали.
[0102]
Родиевый комплекс (в пересчете на атом родия): 276 (мг/л)
Трифенилфосфин: 12,20 (% по весу)
Толуол: 87,70 (% по весу)
[0103]
После этого, 10 г пропилена помещали в автоклав, и температуру повышали до 110°C. Затем, смешанный газ водорода и монооксида углерода (водород:монооксид углерода=1:1 (массовое отношение)) вводили так, чтобы давление газа становилось равным 5,0 МПа изб, и реакцию гидроформилирования проводили в течение 1,5 часов, поддерживая давление и температуру выше. Скорость реакции гидроформилирования рассчитывали из доли снижения монооксида углерода в процессе реакции гидроформилирования, и определяли степень активности родиевого комплекса (степень активности). Полученная степень активности составляла 92,9%.
[0104]
Пример 7
(Извлечение каталитического комплекса металла 8-10 группы и фосфина)
Реакцию гидроформилирования пропилена проводили, применяя ацетат родия в качестве соединения металла 8-10 группы и трифенилфосфин в качестве фосфинового лиганда. После завершения реакции, извлекали реакционный раствор. Затем, реакционный раствор удаляли перегонкой из реакционного раствора, получая жидкий остаток дистилляции, имеющий следующий состав.
В этой связи, жидкий остаток дистилляции был черным и прозрачным.
[0105]
н-Пропилдифенилфосфин: 1,15 (% по весу)
н-Пропилдифенилфосфиноксид: 0,58 (% по весу)
Трифенилфосфин: 25,33 (% по весу)
Трифенилфосфиноксид: 1,50 (% по весу)
Другие (различные комплексы, высококипящие побочные продукты и т.д.): 71,44 (% по весу)
[0106]
В реактор с рубашкой из нержавеющей стали загружали 498 г жидкого остатка дистилляции, и воздух и азот (N2) подавали при внутренней температуре 150°C в течение 2 часов при скорости подачи воздуха 1,51 (л/мин) и скорости подачи N2 4,51 (л/мин), осуществляя окислительную обработку. Жидкий остаток дистилляции после окислительной обработки анализировали и находили, что он имеет следующий состав, показывающий, что 46,1% по весу н-пропилдифенилфосфина окислилось. В этой связи, жидкий остаток дистилляции был черным и прозрачным. Кроме того, рассчитывали содержание остаточного TTP (%). Результаты показаны в таблице 1.
[0107]
н-Пропилдифенилфосфин: 0,62 (% по весу)
н-Пропилдифенилфосфиноксид: 1,08 (% по весу)
Трифенилфосфин: 22,47 (% по весу)
Трифенилфосфиноксид: 3,82 (% по весу)
Другие (различные комплексы, высококипящие побочные продукты и т.д.): 72,01 (% по весу)
[0108]
Затем, 80 г жидкого остатка дистилляции после окислительной обработки и 330 г смешанного растворителя изопропилового спирта и воды (изопропиловый спирт:вода=65:35 (массовое отношение)) помещали в автоклав с мешалкой с электромагнитной индукцией, имеющий объем 0,5 л, в атмосфере инертного газа. После плотного закрытия автоклава, вводили газообразный водород при температуре 15°C, достигая давления 0,9 МПа изб, при перемешивании содержимого при 611 об/мин, и систему выдерживали при давлении и температуре выше в течение 2 часов, осаждая родиевый комплекс. Затем, продували газообразный водород, и проводили отделение жидкой от твердой фазы обычным вакуумным фильтрованием. Количество отделенного родиевого комплекса определяли количественно, и определяли степень извлечения родиевого комплекса. Как результат, степень извлечения составляла 82,5% по весу в пересчете на атом родия.
[0109]
(Получение альдегида)
Извлеченный родиевый комплекс, трифенилфосфин и толуол смешивали для получения следующих концентраций, и затем 150 мл полученного в результате смешанного раствора помещали в автоклав с вертикальным перемешиванием, имеющий объем 0,5 л, в атмосфере азота, автоклав плотно закрывали.
[0110]
Родиевый комплекс (в пересчете на атом родия): 225 (мг/л)
Трифенилфосфин: 11,89 (% по весу)
Толуол: 88,10 (% по весу)
[0111]
После этого, 10 г пропилена помещали в автоклав, и температуру повышали до 110°C. Затем, смешанный газ водорода и монооксида углерода (водород:монооксид углерода=1:1 (массовое отношение)) вводили так, чтобы давление газа становилось равным 5,0 МПа изб, и реакцию гидроформилирования проводили в течение 1,5 часов, поддерживая давление и температуру выше. Скорость реакции гидроформилирования рассчитывали из доли снижения монооксида углерода в процессе реакции гидроформилирования, и определяли степень активности родиевого комплекса (степень активности). Полученная степень активности составляла 98,6%.
[0112]
Сравнительный пример 1:
(Извлечение каталитического комплекса металла 8-10 группы и фосфина)
Реакцию гидроформилирования пропилена проводили, применяя ацетат родия в качестве соединения металла 8-10 группы и трифенилфосфин в качестве фосфинового лиганда. После завершения реакции, извлекали реакционный раствор. Затем, реакционный раствор удаляли перегонкой из реакционного раствора, получая жидкий остаток дистилляции, имеющий следующий состав.
В этой связи, жидкий остаток дистилляции был черным и прозрачным. Кроме того, рассчитывали содержание остаточного TTP (%). Результаты показаны в таблице 1.
[0113]
н-Пропилдифенилфосфин: 1,20 (% по весу)
н-Пропилдифенилфосфиноксид: 0,62 (% по весу)
Трифенилфосфин: 25,94 (% по весу)
Трифенилфосфиноксид: 1,75 (% по весу)
Другие (различные комплексы, высококипящие побочные продукты и т.д.): 70,49 (% по весу)
[0114]
Затем, 80 г жидкого остатка дистилляции и 330 г смешанного растворителя изопропилового спирта и воды (изопропиловый спирт:вода=65:35 (массовое отношение)) помещали в автоклав с мешалкой с электромагнитной индукцией, имеющий объем 0,5 л, в атмосфере инертного газа. После плотного закрытия автоклава, вводили газообразный водород при температуре 15°C, достигая давления 0,9 МПа изб, при перемешивании содержимого при 611 об/мин, и систему выдерживали при давлении и температуре выше в течение 2 часов, осаждая родиевый комплекс. Затем, продували газообразный водород, и проводили отделение жидкой от твердой фазы обычным вакуумным фильтрованием. Количество отделенного родиевого комплекса определяли количественно, и определяли степень извлечения родиевого комплекса. Как результат, степень извлечения составляла 61,6% по весу в пересчете на атом родия.
[0115]
(Получение альдегида)
Извлеченный родиевый комплекс, трифенилфосфин и толуол смешивали для получения следующих концентраций, и затем 150 мл полученного в результате смешанного раствора помещали в автоклав с вертикальным перемешиванием, имеющий объем 0,5 л, в атмосфере азота, автоклав плотно закрывали.
[0116]
Родиевый комплекс (в пересчете на атом родия): 247 (мг/л)
Трифенилфосфин: 14,50 (% по весу)
Толуол: 85,40 (% по весу)
[0117]
После этого, 10 г пропилена помещали в автоклав, и температуру повышали до 110°C. Затем, смешанный газ водорода и монооксида углерода (водород:монооксид углерода=1:1 (массовое отношение)) вводили так, чтобы давление газа становилось равным 5,0 МПа изб, и реакцию гидроформилирования проводили в течение 1,5 часов, поддерживая давление и температуру выше. Скорость реакции гидроформилирования рассчитывали из доли снижения монооксида углерода в процессе реакции гидроформилирования, и определяли степень активности родиевого комплекса (степень активности). Полученная степень активности составляла 74,7%.
[0118]
[Таблица 1]
Таблица 1
[0119]
В этой связи, в примерах 1-4 и сравнительном примере 1, соотношение между степенью окисления и степенью извлечения родиевого комплекса, содержание остаточного TTP и степенью активности родиевого комплекса показано на фигуре 1.
[0120]
Примеры 8-11
В автоклаве с мешалкой с электромагнитной индукцией, имеющем объем 0,5 л, в атмосфере инертного газа, помещали 80 г жидкого остатка дистилляции после окислительной обработки примера 3 и 330 г смешанного растворителя изопропилового спирта и воды (изопропиловый спирт:вода=65:35 (массовое отношение)). После плотного закрытия автоклава, вводили газообразный водород при температуре 15°C, достигая давления 0,9 МПа изб, при перемешивании содержимого при 611 об/мин. При давлении и температуре выше, продолжительность выдерживания (продолжительность кристаллизации) изменяли так, чтобы она была равной 15 минутам (пример 8), 0,5 часу (пример 9), 1 часу (пример 10) и 2 часам (Пример 11). Количество осажденного родиевого комплекса определяли количественно тем же способом, как в примере 3, и определяли степень извлечения (в пересчете на атом родия) родиевого комплекса. Фигура 2 показывает соотношение между продолжительностью кристаллизации и степенью извлечения.
[0121]
Сравнительные примеры 2-5
В автоклаве с мешалкой с электромагнитной индукцией, имеющем объем 0,5 л, в атмосфере инертного газа, помещали 80 г жидкого остатка дистилляции перед окислительной обработкой примера 3 и 330 г смешанного растворителя изопропилового спирта и воды (изопропиловый спирт:вода=65:35 (массовое отношение)). После плотного закрытия автоклава, вводили газообразный водород при температуре 15°C, достигая давления 0,9 МПа изб, при перемешивании содержимого при 611 об/мин. При давлении и температуре выше, продолжительность выдерживания (продолжительность кристаллизации) изменяли так, чтобы она была равной 20 минутам (сравнительный пример 2), 0,5 часу (сравнительный пример 3), 1 часу (сравнительный пример 4) и 2 часам (сравнительный пример 5). Количество осажденного родиевого комплекса определяли количественно тем же способом, как в примере 3, и определяли степень извлечения (в пересчете на атом родия) родиевого комплекса. Фигура 2 показывает соотношение между продолжительностью кристаллизации и степенью извлечения.
[0122]
Как показано на фигуре 2, продолжительность кристаллизации до достижения максимальной степени извлечения составляет 0,5 часа в случае проведения окисления реакционного раствора, но составляет 1 час, когда окисление не проводили. Из данных результатов понятно, что путем окисления реакционного раствора, в добавление к увеличению степени извлечения, продолжительность кристаллизации сокращается, и можно эффективно извлекать Rh-фосфиновый каталитический комплекс.
[0123]
Хотя настоящее изобретение подробно объяснено с использованием конкретных вариантов осуществления, специалисту в данной области техники ясно, что различные изменения и модификации можно вносить без отклонения от сути и объема настоящего изобретения. Настоящая заявка основана на японской патентной заявке, поданной 15 ноября 2017 г. (заявка на патент № 2017-219776), которая полностью включена в настоящее изобретение с помощью ссылки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения масляного альдегида | 1981 |
|
SU1757458A3 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЬДЕГИДОВ | 2016 |
|
RU2719438C2 |
| КОМПОЗИЦИЯ КАТАЛИЗАТОРА, СОДЕРЖАЩАЯ КОМБИНАЦИЮ МОНОФОСФИНОВОГО, ТЕТРАФОСФИНОВОГО ЛИГАНДА, И СПОСОБ ГИДРОФОРМИЛИРОВАНИЯ С ЕЕ ПРИМЕНЕНИЕМ | 2019 |
|
RU2804660C2 |
| СПОСОБ МНОГОСТУПЕНЧАТОГО ГИДРОФОРМИЛИРОВАНИЯ ОЛЕФИНОВ C-C В АЛЬДЕГИДЫ И/ИЛИ СПИРТЫ | 2001 |
|
RU2296739C2 |
| СПОСОБЫ РЕГУЛИРОВАНИЯ ПРОЦЕССОВ ГИДРОФОРМИЛИРОВАНИЯ | 2019 |
|
RU2788171C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЬДЕГИДОВ C-C | 2007 |
|
RU2354642C2 |
| СПОСОБ НЕПРЕРЫВНОГО ГИДРОФОРМИЛИРОВАНИЯ ОЛЕФИНОВ С-С В АЛЬДЕГИДЫ | 2014 |
|
RU2562971C1 |
| Способ получения среды гидроформилирования | 1980 |
|
SU1704628A3 |
| СПОСОБЫ ЗАМЕДЛЕНИЯ ДЕАКТИВАЦИИ КАТАЛИЗАТОРА И/ИЛИ ЗАМЕДЛЕНИЯ РАСХОДА ТЕТРАФОСФИНОВОГО ЛИГАНДА В ПРОЦЕССАХ ГИДРОФОРМИЛИРОВАНИЯ | 2019 |
|
RU2795878C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЬДЕГИДОВ, СОДЕРЖАЩИХ 3-21 АТОМОВ УГЛЕРОДА | 2001 |
|
RU2270829C2 |
Настоящее изобретение относится к способу получения альдегида и к способу получения спирта, включающего получение альдегида заявленным способом. Способ получения альдегида заключается в реакции гидроформилирования путем взаимодействия олефина с водородом и монооксидом углерода в присутствии каталитического комплекса металла 8-10 группы и фосфина. При этом способ включает следующие стадии (1) и (2): (1) стадию извлечения реакционного раствора, содержащего накопленный в нем высококипящий побочный продукт, из реакционной зоны и окисления при температуре 85-180°C путем приведения извлеченного реакционного раствора в контакт с газом, содержащим кислород, и (2) осуществляемую после стадии (1) стадию смешения плохого растворителя и водорода с реакционным раствором, затем кристаллизации катализатора в виде комплекса металла 8-10 группы и фосфина, и извлечения закристаллизовавшегося каталитического комплекса из реакционного раствора. Плохой растворитель представляет собой растворитель, который сохраняет гомогенную фазу с реакционным раствором и не участвует в реакции в реакционной зоне, и в котором соединение металла 8-10 группы имеет меньшую растворимость, чем в реакционном растворе. Технический результат - обеспечение способа получения альдегида, в котором эффективно извлекают высокоактивный каталитический комплекс из реакционного раствора, который выводится за пределы реакционной зоны, чтобы предотвратить накопление высококипящего побочного продукта. 2 н. и 11 з.п. ф-лы, 2 ил., 1 табл., 16 пр.
1. Способ получения альдегида реакцией гидроформилирования путем взаимодействия олефина с водородом и монооксидом углерода в присутствии каталитического комплекса металла 8-10 группы и фосфина, включающий следующие стадии (1) и (2):
(1) стадию извлечения реакционного раствора, содержащего накопленный в нем высококипящий побочный продукт, из реакционной зоны и окисления при температуре 85-180°C путем приведения извлеченного реакционного раствора в контакт с газом, содержащим кислород, и
(2) осуществляемую после стадии (1) стадию смешения плохого растворителя и водорода с реакционным раствором, затем кристаллизации катализатора в виде комплекса металла 8-10 группы и фосфина, и извлечения закристаллизовавшегося каталитического комплекса из реакционного раствора, где плохой растворитель представляет собой растворитель, который сохраняет гомогенную фазу с реакционным раствором и не участвует в реакции в реакционной зоне, и в котором соединение металла 8-10 группы имеет меньшую растворимость, чем в реакционном растворе.
2. Способ получения альдегида по п. 1, в котором в ходе окисления алкил-замещенный фосфин в реакционном растворе превращают в алкил-замещенный фосфиноксид.
3. Способ получения альдегида по п. 1 или 2, в котором при окислении разлагают кластерный комплекс в реакционном растворе.
4. Способ получения альдегида по п. 2, в котором степень окисления алкил-замещенного фосфина составляет от 5 до 80%.
5. Способ получения альдегида по любому из пп. 1-4, в котором газ, содержащий кислород, представляет собой, по меньшей мере, один газ, выбранный из группы, состоящей из кислорода, воздуха и газа, полученного добавлением азота к воздуху.
6. Способ получения альдегида по любому из пп. 1-5, в котором плохой растворитель представляет собой смесь воды и спирта.
7. Способ получения альдегида по п. 6, в котором указанный спирт представляет собой спирт, выбранный из группы, включающей метанол, этанол, н-пропанол, изо-пропанол, н-бутанол, изо-бутанол и трет-бутанол.
8. Способ получения альдегида по п. 6, в котором указанный спирт представляет собой изо-пропанол.
9. Способ получения альдегида по любому из пп. 1-8, в котором окисление и кристаллизацию проводят при условиях от нейтральных до кислых.
10. Способ получения альдегида по любому из пп. 1-9, в котором каталитический комплекс, извлеченный на стадии (2), подают в зону реакции гидроформилирования.
11. Способ получения альдегида по любому из пп. 1-10, в котором металл 8-10 группы представляет собой родий.
12. Способ получения альдегида по любому из пп. 1-11, в котором окисление проводят в течение 1-5 часов.
13. Способ получения спирта, включающий получение альдегида способом по любому из пп. 1-12, с последующим получением спирта из указанного альдегида.
| Способ гидроформилирования олефинов | 1980 |
|
SU994461A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ДЕМОНСТРАЦИОННОЕ УСТРОЙСТВО | 1992 |
|
RU2092907C1 |
| US 20050209489 A1, 22.09.2005 | |||
| Способ декобальтизации продуктов гидрокарбоксилирования олефинов | 1976 |
|
SU952834A1 |

