Область техники, к которой относится изобретение
Настоящее изобретение относится к сборочному узлу из детали на основе алюминия и стальной детали, закаленной под давлением, снабженной сплавным покрытием, которое включает в себя кремний, железо, цинк, необязательно магний, причем остаток представляет собой алюминий, по меньшей мере, на одной поверхности этой детали, расположенной таким образом, чтобы находиться в контакте с деталью на основе алюминия.
Эти сборочные узлы предназначены, например, для использования в производстве деталей автомобильного кузова, таких как дверной проём и тому подобное, однако без ограничения указанным.
Для сложных деталей транспортного средства, таких как передний/задний брус буфера; усилители дверей; усилители светового пучка; промежуточный усилитель стойки; усилители пола кузова; туннельный усилитель; брус платформы; для крестовины крыши, как известно, используются стальные детали, закаленные под давлением, с нанесенным сплавным покрытием на основе алюминия. Действительно, указанные стальные детали, закаленные под давлением, обеспечивают безопасность и хорошую коррозионную стойкость, благодаря барьерному эффекту покрытия.
Уровень техники
Постоянная потребность в поиске снижения массы с целью уменьшения выбросов CO2 приводит к необходимости нахождения комплексных решений, в частности, комбинации алюминия и стальных деталей, закаленных под давлением, с нанесенным сплавным покрытием на основе алюминия. Однако указанная комбинация вызывает сложные явления развития коррозии двух материалов.
В заявке на патент EP1669153 описана сварная конструкция стали с алюминием, которая включает в себя:
- горячее алитирование покрытого алюминием стального листа, имеющего слой покрытия, состоящего (в масс.%) из 3-12% Si, 0,5-5% Fe, причем остаток представляет собой алюминий, исключая неизбежные примеси, и слой тройного Al-Fe-Si сплава образуется на поверхности раздела между стальным субстратом и слоем покрытия; и
- точечную сварку листа алюминия или алюминиевого сплава с покрытым-Al стальным листом;
- где отношение площадей слоя бинарного сплава Al-Fe ко всей границе соединения Al/Fe регулируется до 90% или меньше, причем существует область, свободная от Al-Fe сплава, между слоем бинарного сплава Al-Fe и слоем тройного Al-Fe-Si сплава.
Однако горячее алитирование покрытого алюминием стального листа включает в себя холоднокатаный стальной лист, то есть, не стальные детали, закаленные под давлением, с которыми невозможно производить сложные детали. Кроме того, коррозионная стойкость такого сборочного узла со временем становится слишком низкой, и поэтому существует потребность в усовершенствовании этого способа.
Более того, известно, что сборочный узел стальной детали, закаленной под давлением, с алюминиевой обшивкой обладает низкой коррозионной стойкостью, поскольку сталь повышает скорость коррозии алюминиевой обшивки.
Раскрытие сущности изобретения
Поэтому задачей настоящего изобретения состоит в получении сборочного узла стальной детали, закаленной под давлением, с деталью на основе алюминия, который обладает отличной коррозионной стойкостью по сравнению со сборочным узлом уровня техники.
Изобретение относится к сборочному узлу по любому из пунктов 1- 4 формулы изобретения.
Настоящее изобретение относится к способу производства указанного сборочного узла по любому из пунктов 5 - 8.
Кроме того, изобретение относится к детали по пункту 9 или 10 транспортного средства по пункту 11.
Наконец, изобретение относится к применению сборочного узла по пункту 12.
Краткое описание чертежей
Теперь изобретение будет иллюстрировано с помощью индикационных примеров, приведенных только с целью информации, и без ограничения, где сделаны ссылки на прилагаемые чертежи, в которых:
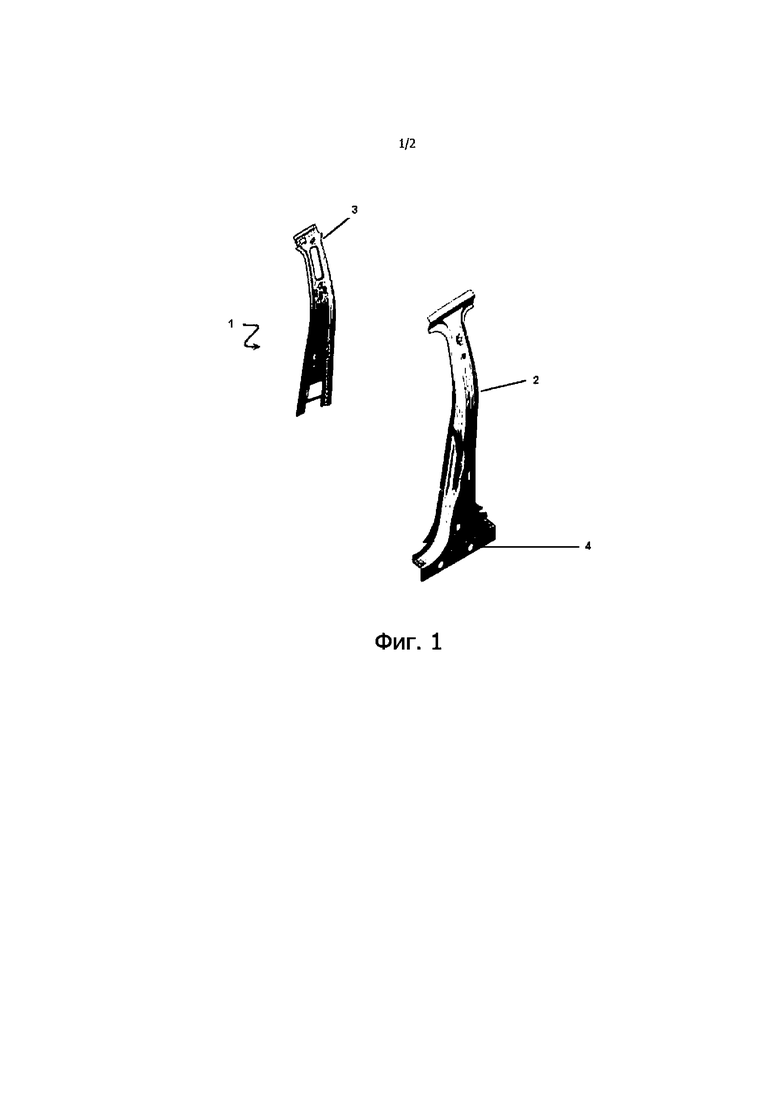
фиг. 1 схематично представляет сборочный узел согласно изобретению; и
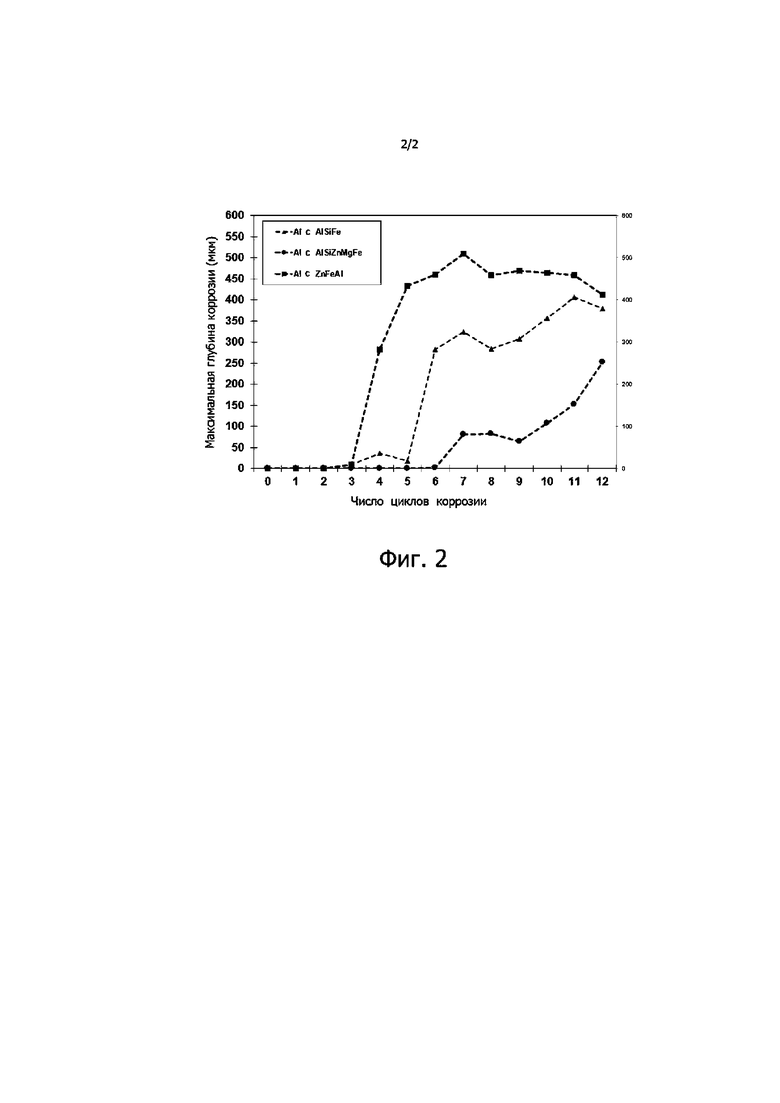
на фиг. 2 приведены результаты измерений, описывающие развитие максимальной глубины коррозии алюминиевой обшивки внутри сборочного узла согласно изобретению в сопоставлении с узлами по уровню техники.
Осуществление изобретения
Обозначение стальных деталей, закаленных под давлением, означает стальной лист после горячего формования или горячей штамповки, который имеет предел прочности при растяжении до 2500 МПа и более предпочтительно до 2000 MПа. Например, предел прочности при растяжении является больше или равным 500 МПа, предпочтительно больше или равным 1200 МПа, предпочтительно больше или равным 1500 МПа. Например, сталь выбирают из сортов: Usibor®1000, Usibor®1500, Ductibor®1000 и Usibor®2000.
Обозначение «элемент на основе алюминия» означает чистый алюминий и все его сплавы, содержащие по меньшей мере 85 масс.% алюминия, включая здесь сплавы серии от 1000 до 7000, которые содержат алюминий, без каких-либо дополнительных легирующих элементов, и сплавы различного состава:
- алюминий без легирующего элемента : 1000;
- алюминий + медь : 2000;
- алюминий + марганец : 3000;
- алюминий + кремний : 4000;
- алюминий + магний : 5000;
- алюминий + магний + кремний : 6000 и
- алюминий + цинк + магний : 7000.
Изобретение относится к сборочному узлу 1 по меньшей мере из элемента 2 на основе алюминия и стальной детали 3, закаленной под давлением, которая имеет по меньшей мере на одной поверхности сплавное покрытие, содержащее кремний, железо, цинк, необязательно магний, причем остаток представляет собой алюминий, неизбежные примеси и, возможно, один или несколько дополнительных элементов, выбранных из Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Sr, Ni или Bi, причем указанная стальная деталь 3, закаленная под давлением, соединяется с указанным элементом 2 на основе алюминия.
Хотя электрохимический потенциал одной покрытой стальной детали, закаленной под давлением, находится между -0,68 и -0,75 В, то есть, весьма близок к потенциалу стали, который находится между -0,6 и -0,78 В, относительно насыщенного каломельного электрода (SCE), что приводит к плохой протекторной защите, сборочный узел согласно настоящему изобретению обладает высокой коррозионной стойкостью по сравнению со сборочным узлом уровня техники. Авторы изобретения установили, что существует синергизм между элементом на основе алюминия и стальной деталью, закаленной под давлением со сплавным покрытием, содержащим кремний, железо, цинк, необязательно магний, причем остаток представляет собой алюминий. Конечно, предполагается, что оксидный слой присутствует на поверхности сплавного покрытия стальной детали, закаленной под давлением. Указанный оксидный слой обладает барьерным эффектом, приводящим к уменьшению скорости коррозии и уменьшению электролитического сочетания между алюминиевым компонентом и стальной деталью, закаленной под давлением. Таким образом, несмотря ни на что, коррозионная стойкость в зоне сборочного узла значительно улучшается.
Согласно изобретению, первый элемент на основе алюминия может иметь форму обшивки 2. Указанная обшивка 2 имеет подходящие размеры, приспособленные для последующего применения сборочного узла согласно изобретению. В предпочтительном осуществлении рассматриваемый сборочный узел 1 представляет собой центральную стойку. Предпочтительно обшивка на основе алюминия расположена снаружи транспортного средства.
Обшивка на основе алюминия 2 может дополнительно включать, по меньшей мере на одной части поверхности, одно или несколько защитных покрытий, таких как покрытия типа фосфатирования и/или электрофореза, которые обычно наносят на транспортные средства, подготовленные к окраске. Сборку узла со второй покрытой стальной деталью 3, закаленной под давлением, обычно проводят до перехода неокрашенного кузова в ванны, содержащие покрытия типа для фосфатирования и/или электрофореза. Покрывают детали, расположенные снаружи зоны сборочного узла. Зона сборочного узла может быть покрыта только частично из-за малой глубины проникновения покрытия внутрь зоны сборочного узла.
Таким образом, второй элемент сборочного узла согласно изобретению представляет собой стальную деталь 3, закаленную под давлением, которая имеет по меньшей мере на одной поверхности сплавное покрытие, содержащее (в процентах по массе) от 0,1 до 15,0% кремния, от 15,0 до 70% железа, от 0,1 до 20,0% цинка, от 0,1 до 4,0% магния, причем остаток представляет собой алюминий, неизбежные примеси и, возможно, один или несколько дополнительных элементов, выбранных из Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Ni, Sr или Bi.
Содержание по массе каждого дополнительного элемента обычно составляет меньше, чем 0,3%. Ко всему прочему, дополнительные элементы могут обеспечить возможность улучшения ковкости или адгезии покрытия на стальном элементе. Специалист в этой области техники, которому известно влияние этих свойств на характеристики покрытия, будет знать особенно их использовании согласно желательной дополнительной или сопряжённой цели.
Наконец, покрытие может содержать остаточные элементы, происходящие, например, из ванны с покрытием, когда применение включает нанесение покрытия способом окунания. Покрытие может загрязняться примесями, происходящими из загружаемых слитков или появляющимися при погружении стального элемента в ванну с покрытием.
Предпочтительно сплавное покрытие стальной детали, закаленной под давлением, содержит между 5,0 и 14 масс.% цинка и, например, между 7,0 и 12,0 масс.%.
Предпочтительно сплавное покрытие стальной детали, закаленной под давлением, содержит от 0,1 до 6,0 масс.% кремния и, например, между 2,0 и 6,0 масс.% кремния.
Предпочтительно сплавное покрытие стальной детали, закаленной под давлением, содержит от 1,0 до 4,0 масс.% магния.
Преимущественно, сплавное покрытие стальной детали, закаленной под давлением, содержит между 40 и 60 масс.% железа. Железо происходит из загружаемых слитков или появляется при пропускании стального элемента в ванну с покрытием и из стали во время аустенизационной обработки.
Предпочтительно сплавное покрытие содержит интерметаллический слой Fe3Al и слой взаимной диффузии Fe-Si-Al.
Преимущественно, микроструктура металлического покрытия содержит фазу Zn2Mg, или фазу Mg2Si, или обе фазы.
Обычно металлическое покрытие имеет толщину меньше, чем или равную 30 мкм или даже 25 мкм, и больше, чем или равную 3 мкм, или даже 5 мкм.
Как уже упомянуто выше, оба элемента 2 и 3 собраны таким образом, что покрытая поверхность стальной детали 3, закаленной под давлением, находится по меньшей мере в частичном контакте с элементом 2 на основе алюминия. В предпочтительно варианте осуществления сборочный узел может быть выполнен, в частности, путем адгезионного связывания, сварки, уплотнения, обжатия, заклёпывания или расплющивания обоих элементов в зоне 4 сборочного узла, расположенной, например, как показано на фиг. 1.
Например, сварка может быть осуществлена как точечная сварка, лазерная абляционная сварка или электродуговая сварка.
Указанное обжатие может заключаться в простом складывании одного элемента вокруг другого, как показано на фиг. 1, где элемент 2 расположен таким образом, чтобы огибать элемент 3. Разумеется это может быть осуществлено с помощью любого другого типа механической сборки, известного специалисту в этой области техники.
Кроме того, можно монтировать обшивку согласно изобретению с помощью структурного связывания, используя клей или конструкционный герметизирующий материал, который обеспечивает сборку узла таким образом, чтобы механические напряжения, которые действуют на один или другой из элементов 2, 3, передаются на другой элемент 3, 2. Слои клея и/или герметизирующего материала являются очень тонкими (обычно меньше, чем 5 мм, или даже меньше, чем 1 мм и даже меньше, чем 200 мкм), обычно полагают, что такой соединённый сборочный узел соответствует введению в контакт двух элементов 2, 3 таким же образом, как простой механический сборочный узел.
Вполне очевидно, что возможно сочетание структурного связывания и механической сборки с целью увеличения надёжности сборочного узла.
Кроме того, изобретение относится к способу производства сборочного узла согласно настоящему изобретению, включающему:
А. Предоставление стального листа, предварительно покрытого, по меньшей мере на одной поверхности, предварительным покрытием, содержащим в процентах по массе, от 0,1 до 20,0% кремния, от 0 до 10% железа, от 0,1 до 25,0% цинка, от 0,1 до 6,0% магния, причем остаток представляет собой алюминий, неизбежные примеси и возможно один или несколько дополнительных элементов, выбранных из Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Ni или Bi,
В. Разрезание предварительно покрытого стального листа с получением заготовки,
С. Аустенизационная обработка заготовки с целью получения полностью аустенитной микроструктуры в стали,
D. Перемещение заготовки в прессовый штамп,
E. Горячее формование заготовки,
F. Охлаждение заготовки с целью получения стальной детали (3), закаленной под давлением, которая имеет, по меньшей мере на одной поверхности, сплавное покрытие, содержащее кремний, железо, цинк, необязательно магний, причем остаток представляет собой алюминий, неизбежные примеси и возможно один или несколько дополнительных элементов, выбранных из Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Ni или Bi, и
G. Сборка стальной детали, закаленной под давлением, которая имеет по меньшей мере на одной поверхности указанное сплавное покрытие, с элементом на основе алюминия.
Например, на этапе A), стальной лист может быть предварительно покрыт путем горячего алитирования, физическим осаждением паров или путем электроосаждения. Предпочтительно стальной лист предварительно покрывают путем горячего алитирования.
После предварительного покрытия стального листа предварительным покрытием согласно настоящему изобретению, лист разрезают на этапе B), чтобы получить заготовку.
Предпочтительно на этапе C) проводят аустенизационную обработку заготовку в печи без защитной атмосферы при температуре аустенизации между 800 и 1100°C, более предпочтительно между 800 и 1000°C и преимущественно между 880 и 930°C. Указанную заготовку преимущественно выдерживают в течение времени пребывания tm между 1 и 12 минут, предпочтительно между 3 и 9 минут. В течение термической обработки, до горячего формования, покрытие образует слой сплава, который включает в себя кремний, железо, цинк, необязательно магний, причем остаток представляет собой алюминий, и который обладает высокой стойкостью к коррозии, истиранию, износу и усталостной прочностью. Железо из стали диффундирует в предварительное покрытие.
На этапе E), заготовка перемещается в прессовый штамп, где подвергается горячему формованию, например, при температуре между 600 и 900°C. Горячее формование может осуществляться, как горячая штамповка или профилирование роликами. Предпочтительно заготовка подвергается горячей штамповке.
Затем, на этапе F), деталь охлаждается в прессовом штампе или после перемещения в специальное устройство охлаждения.
Предпочтительно, на этапе G), стальная деталь (3), закаленная под давлением, соединяется с указанным элементом (2) на основе алюминия путем адгезионного связывания, сварки, уплотнения, обжатия, заклёпывания или расплющивания.
Применительно к автомобилям, после этапа фосфатирования, деталь помещают в ванну для электроосаждения. Обычно толщина фосфатного слоя находится между 1 и 2 мкм, и толщина слоя электроосаждения находится между 15 и 25 мкм, предпочтительно она меньше или равна 20 мкм. Слой электрофореза обеспечивает дополнительную защиту от коррозии.
После этапа электроосаждения, могут быть осаждены другие окрашивающие слои, например, грунтовочный слой краски, базовый слой и слой кроющей краски.
До применения электроосаждения на деталь, ее предварительно обезжиривают и фосфатируют для того, чтобы обеспечить адгезию при электрофорезе.
Изобретение относится к закаленной под давлением стальной детали для транспортного средства, включающей в себя по меньшей мере один сборочный узел 1 согласно изобретению.
Изобретение относится к закаленной под давлением стальной детали согласно настоящему изобретению и представляет собой передний брус буфера, задний брус буфера, усилитель двери, вертикальный усилитель ветрового стекла, усилитель центральной стойки, усилители пола и крыши кузова, крестовина крыши или приборной панели.
Изобретение относится к транспортному средству, которое включает по меньшей мере указанную стальную деталь, закаленную под давлением.
Наконец, изобретение относится к применению сборочного узла согласно настоящему изобретению для производства стальных деталей, закаленных под давлением, или транспортного средства.
С учетом выявления улучшенных рабочих характеристик за счет применения сборочных узлов согласно изобретению, будут подробно изложены некоторые конкретные примеры осуществления изобретения в сравнении с узлами на основе уровня техники.
Примеры
Стальные листы сорта Usibor® были покрыты сплавами цинка или алюминия различного состава, как показано в таблице 1, имеющих одинаковую толщину 20 мкм на обеих сторонах. Затем указанные стальные листы были закалены под давлением при 900°C в течение 5 минут для того, чтобы получить детали, имеющие состав сплава, указанный в таблице 2. Затем образцы сборочных узлов покрывали обшивками, выполненными из алюминия AA6061 и указанных покрытых деталей, закаленных под давлением.
Обшивки, выполненные из алюминия AA6061 и указанных покрытых деталей, закаленных под давлением, соединяли клеящей лентой, оставляя зазор 120 мкм в зоне сборочного узла согласно стандарту SEP1160. Затем края обшивки соединяли вместе электрическими проводами для создания электрогальванической связи. В зоне сборочного узла отсутствовало покрытие.
Сборку образцов алюминиевой обшивки и стальных деталей, закаленных под давлением, подвергали испытанию ВDA 233-102, в котором образцы проходили ряд циклов обработки, причем продолжительность каждого цикла составляла одну неделю, с последовательностью субциклов A, B и C по 24 часа каждый:
- Цикл A: цикл, включающий обработку в течение периода 3 часа, путем размещения образца в распыленном солевом тумане при 35°C;
- Цикл B: цикл в течение 24 ч без обработки в распыленном солевом тумане при температуре, изменяющейся между 25°C и 50°C, при относительной влажности, изменяющейся между 70% и 95%;
- Цикл C: цикл без обработки в распыленном солевом тумане, при температуре, изменяющейся между -15°C и 50°C, при относительной влажности, изменяющейся между 70% и 95%.
Используемым солевым раствором является водный раствор, содержащий 1% масс.% хлористого натрия.
В конце каждого цикла первый образец подвергают измерениям глубины коррозии путем травления алюминиевого элемента методом лазерного триангуляционного картирования по всей поверхности образца, с последующим выделением максимального наблюдаемого значения в микрометрах (мкм).
Результаты, полученные после 6 и 12 циклов, обобщены и представлены в таблице 3, причем подробные результаты по циклам приведены на фиг. 2.
Таблица 1. Составы покрытий стальных листов
Стальные листы до закалки под давлением имели следующий состав покрытий:
После закалки под давлением при 900°C в течение 5 минут стал детали покрывали сплавным покрытием, имеющим состав, указанный ниже в таблице 2.
Таблица 2. Составы стальных деталей со сплавным покрытием
*: согласно настоящему изобретению
Таблица 3. Максимальная глубина коррозии
после 6 циклов (мкм)
после 12 циклов (мкм)
*: согласно настоящему изобретению
Образец 3 согласно настоящему изобретению демонстрирует значительное улучшение коррозионной стойкости, по сравнению с образцами 1 и 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРОЧНАЯ ЕДИНИЦА, СОДЕРЖАЩАЯ ПО МЕНЬШЕЙ МЕРЕ ДВЕ МЕТАЛЛИЧЕСКИЕ ПОДЛОЖКИ | 2019 |
|
RU2765968C1 |
| СБОРОЧНАЯ ЕДИНИЦА, СОДЕРЖАЩАЯ ПО МЕНЬШЕЙ МЕРЕ ДВЕ МЕТАЛЛИЧЕСКИЕ ПОДЛОЖКИ | 2019 |
|
RU2762309C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ДЕТАЛИ С ПОКРЫТИЕМ | 2020 |
|
RU2803941C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ | 2019 |
|
RU2754765C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАКАЛЕННОЙ ДЕТАЛИ, НЕ ПОДВЕРЖЕННОЙ РАСТРЕСКИВАНИЮ ПОД ВОЗДЕЙСТВИЕМ ЖИДКОГО МЕТАЛЛА | 2016 |
|
RU2685617C1 |
| ЛИСТОВАЯ СТАЛЬ С НАНЕСЕННЫМ МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ НА ОСНОВЕ АЛЮМИНИЯ | 2016 |
|
RU2684801C1 |
| СТАЛЬ ДЛЯ ЗАКАЛКИ В ШТАМПЕ И ЗАКАЛЕННАЯ В ШТАМПЕ ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ИЗ ТАКОЙ СТАЛИ | 2016 |
|
RU2686728C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОСФАТИРУЕМОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ СТАЛИ С НАНЕСЕННЫМ МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ НА ОСНОВЕ АЛЮМИНИЯ | 2016 |
|
RU2682508C1 |
| ПОКРЫТИЕ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ПЛОСКИХ СТАЛЬНЫХ ИЗДЕЛИЙ ДЛЯ КОМПОНЕНТОВ ДЛЯ УПРОЧНЕНИЯ ПРЕСС-ФОРМЫ И СПОСОБ ПОЛУЧЕНИЯ ИХ | 2019 |
|
RU2774499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКАЛЕННЫХ ПОД ПРЕССОМ ДЕТАЛЕЙ ИЗ СТАЛЬНЫХ ЛИСТОВ ИЛИ СТАЛЬНЫХ ЛЕНТ С ПОКРЫТИЕМ НА ОСНОВЕ АЛЮМИНИЯ И ЗАКАЛЕННАЯ ПОД ПРЕССОМ ДЕТАЛЬ ИЗ НИХ | 2017 |
|
RU2704340C1 |
Изобретение относится к сборочным узлам деталей транспортного средства и может быть использовано, например, при производстве деталей автомобильного кузова. Сборочный узел для деталей транспортного средства содержит по меньшей мере элемент на основе алюминия и элемент из закаленной под давлением стальной детали, которая имеет по меньшей мере на одной поверхности сплавное покрытие, содержащее, мас.%: от 0,1 до 15,0 кремния, от 15,0 до 70 железа, от 0,1 до 20,0 цинка, от 0,1 до 4,0 магния, остальное - алюминий, неизбежные примеси и, необязательно, один или несколько дополнительных элементов, выбранных из Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Sr, Cr, Ni или Bi, при этом элемент из закаленной стальной детали соединен с элементом на основе алюминия. Изобретение направлено на повышение коррозионной стойкости узлов детали. 7 н. и 7 з.п. ф-лы, 2 ил., 3 табл., 3 пр.
1. Сборочный узел (1) для деталей транспортного средства из по меньшей мере элемента (2) на основе алюминия и закаленной под давлением стальной детали (3), указанная закаленная стальная деталь имеет по меньшей мере на одной поверхности сплавное покрытие, содержащее, в процентах по массе, от 0,1 до 15,0% кремния, от 15,0 до 70% железа, от 0,1 до 20,0% цинка, от 0,1 до 4,0% магния, причем остаток представляет собой алюминий, неизбежные примеси и, необязательно, один или несколько дополнительных элементов, выбранных из Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Sr, Cr, Ni или Bi, при этом указанная закаленная стальная деталь (3) соединена с указанным элементом (2) на основе алюминия.
2. Сборочный узел по п. 1, в котором сплавное покрытие включает в себя интерметаллический слой Fe3Al и слой взаимной диффузии Fe-Si-Al.
3. Сборочный узел по п. 1 или 2, в котором микроструктура металлического покрытия включает в себя фазу Zn2Mg, или Mg2Si, или обе фазы.
4. Сборочный узел по любому из пп. 1-3, в котором закаленная под давлением стальная деталь (3) соединена с указанным элементом (2) на основе алюминия по меньшей мере одним из способов, выбранных из: адгезионного соединения, сварки, уплотнения, обжатия, заклёпывания или расплющивания.
5. Способ получения сборочного узла для деталей транспортного средства по любому из пп. 1-4, включающий:
A) предоставление стального листа, предварительно покрытого на по меньшей мере одной поверхности предварительным покрытием, содержащим, в процентах по массе, от 0,1 до 20,0% кремния, от 0 до 10% железа, от 0,1 до 25,0% цинка, от 0,1 до 6,0% магния, причем остаток представляет собой алюминий, неизбежные примеси и необязательно один или несколько дополнительных элементов, выбранных из Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Ni или Bi,
B) разрезание предварительно покрытого стального листа для получения заготовки,
C) аустенизационную обработку заготовки для получения полностью аустенитной микроструктуры в стали,
D) перемещение заготовки в прессовый штамп,
E) горячее формование заготовки,
F) охлаждение заготовки для получения закаленной под давлением стальной детали (3), которая имеет по меньшей мере на одной из свои поверхностей сплавное покрытие, содержащее, в процентах по массе, от 0,1 до 15,0% кремния, от 15,0 до 70% железа, от 0,1 до 20,0% цинка, от 0,1 до 4,0% магния, причем остаток представляет собой алюминий, неизбежные примеси и необязательно один или несколько дополнительных элементов, выбранных из Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Ni или Bi, и
G) сборку закаленной под давлением стальной детали, имеющей на по меньшей мере одной из своих поверхностей указанное сплавное покрытие, с элементом на основе алюминия.
6. Способ по п. 5, в котором на этапе C) аустенизационную обработку проводят при температуре между 800 и 1100°C.
7. Способ по п. 5 или 6, в котором на этапе E) горячее формование осуществляют в виде горячей штамповки или профилирования роликами.
8. Способ по любому из пп. 5-7, в котором на этапе G) закаленную под давлением стальную деталь (3) соединяют с указанным элементом (2) на основе алюминия посредством адгезионного соединения, сварки, уплотнения, обжатия, заклёпывания или расплющивания.
9. Деталь для транспортного средства, содержащая по меньшей мере один сборочный узел (1) по любому из пп. 1-4.
10. Деталь по п. 9, которая представляет собой передний брус буфера, задний брус буфера, усилитель двери, вертикальный усилитель ветрового стекла, усилитель центральной стойки, усилители пола и крыши кузова, крестовину крыши или приборной панели.
11. Транспортное средство, содержащее по меньшей мере одну деталь для транспортного средства по п. 9 или 10.
12. Применение сборочного узла по любому из пп. 1-4 для производства деталей по любому из пп. 9 или 10.
13. Применение сборочного узла по любому из пп. 1-4 для производства транспортного средства по п. 11.
14. Применение способа получения сборочного узла по любому из пп. 5-8 для получения деталей транспортного средства.
| US 2017291246 A1, 12.10.2017 | |||
| WO 2018220430 A1, 06.12.2018 | |||
| WO 2017006144 A1, 12.01.2017 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ДЕТАЛЕЙ С ПОКРЫТИЕМ И ДЕТАЛИ, ПОЛУЧЕННЫЕ ТАКИМ СПОСОБОМ | 2010 |
|
RU2490133C2 |
| Штамм СоRYNевастеRIUм аммоNIаGеNеS - продуцент инозин-5 @ -монофосфата | 1991 |
|
SU1806200A3 |

