Изобретение относится к цветной металлургии, в частности, к способам переработки промпродуктов, содержащих металлы платиновой группы, золото и серебро (ДМ).
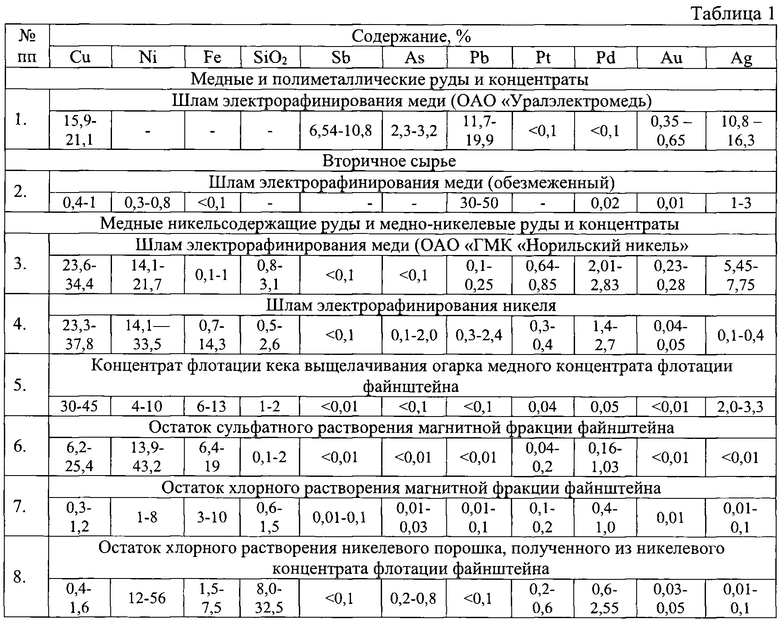
Промпродукты, содержащие ДМ, получаемые при производстве катодных меди и никеля, в зависимости от типа и состава исходных руд и способа получения товарного металла, имеют различный набор примесей (Таблица 1).
Этот набор примесей (оксидов и других соединений, упорных к растворам кислот и щелочей) наряду с легковскрываемыми соединениями цветных металлов (сульфиды, сульфаты) должны быть удалены на стадии получения коллективных или селективных концентратов ДМ, пригодных для аффинажа, что обусловливает необходимость поиска эффективных способов для их удаления.
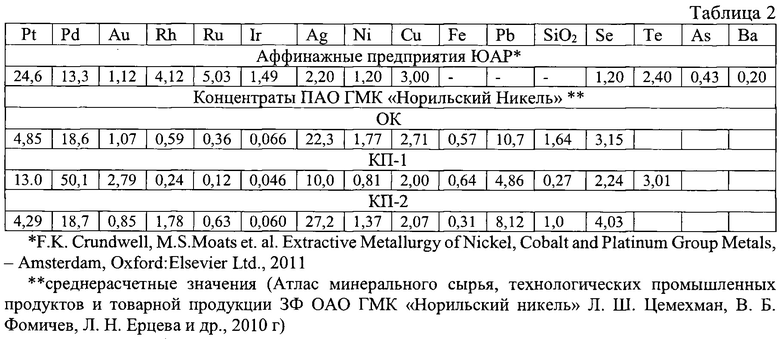
Состав типичных концентратов платиновых металлов, передаваемых на аффинажные производства, представлен в Таблице 2.
В научно-технической литературе описано множество способов переработки промпродуктов, содержащих драгоценные металлы, часть из которых промышленно реализована.
Так, например, при переработке остатков от выщелачивания медно-никелевых файнштейнов и магнитной фракции файнштейна на предприятиях Южной Африки используется комбинация процессов автоклавного сернокислотного выщелачивания, что обеспечивает отделение от платиновых металлов основного количества цветных металлов, железа, серы, а также некоторого количества прочих примесей ([1] С.А. Мастюгин, Н.А. Волкова, С.С. Набойченко, М.А. Ласточкина. Шламы электролитического рафинирования меди и никеля, 2013 г; [2] F.K. Crundwell, M.S. Moats et al. Extractive Metallurgy of Nickel, Cobalt and Platinum Group Metals, [Книга]. - Amsterdam, Oxford: Elsevier Ltd., 2011).
Промышленно реализован способ переработки шламов электрорафинирования никеля на основе двухстадийной жидкофазной сульфатизации с последующим водным выщелачиванием и переработкой растворов для выделения из них серебра и металлов-спутников платины в самостоятельные концентраты. Технологическая схема обеспечивает высокие показатели извлечения металлов, однако весьма чувствительна к составу исходного материала: при переработке сырья, обогащенного оксидами кремния и алюминия, происходит не только серьезное ухудшение качества товарных концентратов, но и нарушение хода технологического процесса за счет формирования настылей в процессе сульфатизации. Способ обеспечивает получение трех концентратов: платино-палладиево-золотого, серебряного и металлов-спутников платины ([1] С.А. Мастюгин, Н.А. Волкова, С.С. Набойченко, М.А. Ласточкина. Шламы электролитического рафинирования меди и никеля, 2013 г; [3] И.Д. Резник, Г.П. Ермаков, Я.М. Шнеерсон. - Никель. Том 3. М.: Наука и технологии, 2003, 608 с.).
Комбинированная технологическая схема, сочетающая процессы обжига, выщелачивания, осаждения из растворов, плавки и электролиза ([1] С.А. Мастюгин, Н.А. Волкова, С.С. Набойченко, М.А. Ласточкина. Шламы электролитического рафинирования меди и никеля, 2013 г; [3] И.Д. Резник, Г.П. Ермаков, Я.М. Шнеерсон. - Никель. Том 3. М.: Наука и технологии. 2003. 608 с.) существенно менее чувствительна к составу исходного сырья. Она позволяет перерабатывать широкую номенклатуру исходного сырья за счет возможности вывода серы и селена в газовую фазу на стадии обжига, а оксидов кремния, алюминия, магния, кальция, а также сульфатов свинца и бария в шлаки на стадии восстановительной плавки. Получаемые концентраты отличаются высоким качеством и хорошей вскрываемостью при гидрохлорировании.
Недостатком способа является многооперационность, чередование пиро- и гидрометаллургических операций, что по совокупности приводит к высокой себестоимости процесса и создает предпосылки к повышенным потерям драгоценных металлов.
Известны способы переработки промпродуктов медно-никелевого производства, содержащих платиновые металлы, использующие процессы гидрохлорирования исходных или предварительно обогащенных материалов с переводом в раствор платиновых металлов и золота и их последующим осаждением из раствора в виде коллективного или селективных концентратов ([4] В.Ф. Борбат, А.А. Шиндлер. Химия и химическая технология металлов платиновой группы. 2008 г.; [1] С.А. Мастюгин, Н.А. Волкова, С.С. Набойченко, М.А. Ласточкина. Шламы электролитического рафинирования меди и никеля, 2013 г; статьи: [5] Получение высокоселективных концентратов платиновых металлов из хлоридных растворов / А.К. Тер-Оганесянц, Д.А. Лапшин, Н.Н. Анисимова, Э.Ф. Грабчак, И.В. Илюхин // Цветные металлы. №7, 2007, С. 68-71; [6] A new process for treating slimes after copper and nickel electrorefining / A.C. Ter-Oganesyants, N.N. Anisimova, G.P. Kotukhova, G.N. Dylko // 34th Annual Hydrometallurgy Meeting of CIM. October 23rd - 27th. 2004. Banff. Alberta. Canada. P. 515-525; [7] Технология очистки платиновых концентратов от примесей / Н.Н. Анисимова, А.К. Тер-Оганесянц, Г.Н. Котухова [и др.]. // Тезисы докладов на XVII Международном Черняевском совещании по химии, анализу и технологии платиновых металлов. М., 2001, С. 202; [8] Гидрометаллургическая технология переработки электролитных шламов с получением высокоселективных концентратов платиновых металлов/Тер-Оганесянц А.К., Анисимова Н.Н., Шестакова Р.Д. [и др.]. // Цветные металлы. 2005, №10, С. 69-72; [9] Получение концентратов платиновых металлов из хлоридных растворов / Анисимова Н.Н., Котухова Г.П., Тер-Оганесянц А.К. [и др.]. // XVIII Междунар. Черняевская конф. по химии, аналитике и технологии платиновых металлов, Москва, 9-13 октября 2006 г.: тез. докл. - М., 2006, С. 164; [10] Автоклавное вскрытие платиносодержащих материалов / А.К. Тер-Оганесянц, Н.Н. Анисимова, Н.К, Грабчак Э.Ф. [и др.]. // XVIII Междунар. Черняевская конф. по химии, аналитике и технологии платиновых металлов, Москва, 9-13 октября 2006 г.: тез. докл. - М., 2006, С. 119).
Данные способы обеспечивают получение высококачественных концентратов платины, палладия и золота, однако имеют ряд недостатков.
К недостаткам способов, использующих гидрохлорирование исходных промпродуктов, содержащих драгоценные металлы (никелевых и медных шламов), является сильное обводнение схемы за счет работы с бедными по платиновым металлам исходными материалами, что создает предпосылки к повышенным потерям драгоценных металлов с отработанными растворами, а также применение процессов автоклавного водородного осаждения, сопряженного с повышенной опасностью производства.
Главным недостатком технологической схемы, включающей в себя предшествующее хлорированию обогащение промпродуктов, содержащих драгоценные металлы (никелевых и медных шламов), следует отнести громоздкость, «размазывание» металлов-спутников платины между несколькими товарными концентратами и отработанными растворами, что также создает предпосылки для дополнительных потерь драгоценных металлов.
Известны способы переработки промпродуктов, содержащих драгоценные металлы, на основе комбинаций гидрометаллургических и обогатительных процессов.
Так, флотация обезмеженных платиноидосодержащих медных шламов ([11] Грейвер Т.Н., Глазунова Г.В., Позднякова Н.Н., Ласточкина М.А. и др. Обогащение платиноидосодержащих шламов электрорафинирования меди комбината «Североникель», Цветные металлы, №12, 2004, С. 102-105), позволяла отделить основную массу примесей (оксидов никеля, диоксида кремния).
В автоклавно-флотационном способе обогащения шламов и других остатков, содержащих значительное количество оксидов никеля и железа ([12] RU 2 276195, Грейвер Т.Н, Волков Л.В., Шнеерсон Я.М., Ласточкина М.А. и др. Способ обогащения шламов электролиза никеля и других промпродуктов, содержащих платиновые металлы, золото и серебро. 2004 г.), проводят автоклавное окислительное выщелачивание и последующую флотацию.
Предшествующее флотации окислительное низкотемпературное автоклавное выщелачивание шламов в растворе серной кислоты позволяет селективно перевести в раствор цветные металлы, за исключением трудновскрываемых оксидов и ферритов никеля, и значительную часть серы и теллура, а также подготовить материал к флотации за счет разрушения в процессе выщелачивания конгломератов оксидных фаз с фазами драгоценных металлов. Разрушение конгломератов позволяет значительно снизить содержание платиновых металлов в хвостах флотации, т.е. уменьшить извлечение платиновых металлов в оборотные продукты и, соответственно, повысить прямое извлечение в целевой продукт - флотоконцентрат.
При применении данного способа к бедным по содержанию халькогенов промпродуктам не достигается эффективного разделения драгоценных металлов и примесных элементов. Это происходит за счет дополнительного удаления на стадии автоклавного выщелачивания цветных металлов и формирования высокодисперсных вторичных образований драгоценных металлов, обладающих пониженной флотационной активностью. Отсутствие в продуктах автоклавного выщелачивания элементарных халькогенов и/или халькогенидов, выступающих носителями драгоценных металлов при флотации, обусловливает невысокие показатели извлечения драгоценных металлов в целевой продукт, что является недостатком указанного способа.
Ближайшим аналогом заявляемого способа является флотационно-автоклавная схема переработки шламов электрорафинирования никеля ([13] Масленицкий И.Н. Флотационно-автоклавная схема обработки анодных шламов никелевого электролиза. «Цветные металлы», №7, 1959, С. 36-40).
Согласно способу, шлам репульпируют и флотируют в сернокислом растворе по схеме, включающей основную флотацию и двукратную перечистку концентрата при использовании в качестве реагентов собирателя - бутилового аэрофлота и вспенивателя - ИМ-68. После флотации в целях повышения качества концентрата его подвергали мокрой магнитной сепарации для удаления ферритов никеля.
Далее продукт магнитной сепарации выщелачивали в автоклаве под давлением кислорода при температуре 115-120°С и парциальном давлении кислорода 1,5-2,0 МПа в течение 2-3 часов, в результате чего получали коллективный концентрат платиновых металлов, содержащий до 60% их суммы.
В оборотные продукты - хвосты флотации и магнитный продукт извлекается 3,7% Pd, поэтому эти продукты предлагается плавить на сульфидный сплав, который после дробления и измельчения присоединять к исходному шламу.
Недостатком данного способа является необходимость дополнительной операции -магнитной сепарации для получения богатого концентрата ДМ, а также плавка с получением сульфидного сплава.
Из знаний о фазовом и химическом составе никелевых шламов, можно сделать вывод, что основу хвостов флотации и магнитной сепарации составляют оксиды и ферриты никеля.
Для обеспечения возможности эффективной плавки данного материала на сульфидный сплав, необходимо использовать сульфидный материал на основе железа в качестве коллектора (прочие сульфиды не позволят перевести никель в сульфидную форму и приведут к получению большого объема тугоплавких шлаков, отделение которых от сульфидного сплава будет весьма затруднительным), а также флюсы, для обеспечения возможностей протекания реакций шлакования железа.
Присоединение полученного никелевого штейна позволит, с одной стороны, повысить извлечение драгоценных металлов, с другой - приведет к разубоживанию пенного продукта флотации и увеличению потока материала на автоклавное выщелачивание. Кроме того, проведение энергозатратного процесса плавки может привести к заметному повышению себестоимости процесса в целом. Эти два обстоятельства являются недостатком предложенного способа.
Другим, на наш взгляд главным, недостатком данного способа является проведение автоклавного выщелачивания в условиях, не обеспечивающих возможности более или менее полного отделения металлов-спутников платины от платины, палладия и золота. Данное обстоятельство приводит к пониженному извлечению в товарную продукцию металлов-спутников платины на стадии аффинажа.
Предлагаемое изобретение направлено на решение задач получения селективных концентратов драгоценных металлов - платины, палладия и золота, а также концентрата металлов-спутников платины.
Технический результат заключается в сокращении длительности технологического цикла получения концентратов, повышении их качества за счет первичного отделения родия, рутения и иридия от платины, палладия и золота, сокращении расхода серной кислоты и количества растворов цветных металлов, передаваемых в цикл основного производства.
Указанный технический результат по варианту 1 достигается тем, что в способе переработки промпродуктов, содержащих драгоценные металлы, полученных при производстве катодного никеля, включающем репульпацию, флотацию и гидрометаллургическую обработку, согласно способу, репульпацию проводят перед флотацией в растворе серной кислоты, содержащей ионы Cu(II) при температуре 60-80°С, затем проводят флотацию с введением в пульпу сульфгидрильного собирателя, пептизатора шламов и депрессора оксидов и силикатов с одно-трехкратной перечисткой пенного и камерного продуктов, затем проводят автоклавное выщелачивание при температуре 140-200°С, парциальном давлении кислорода 0,01-0,1 МПа, концентрации серной кислоты 50-200 г/дм3.
Согласно способу, флотацию проводят с введением в пульпу сульфгидрильного собирателя (например, бутилового ксантогената), пептизатора и депрессора силикатов (например, жидкого стекла) с одно-трехкратной перечисткой пенного и камерного продуктов.
Согласно способу, перечищенный пенный продукт подвергают сгущению/фильтрации/центрифугированию (необязательно) и передают на автоклавное выщелачивание.
Согласно способу, пульпу автоклавного выщелачивания подвергают необязательной обработке раствором восстановителя (например, сульфатом железа, изопропиловым спиртом, этиленгликолем и др.) при температуре 70-90°С, а затем фильтруют.
Согласно способу, отфильтрованный раствор автоклавного выщелачивания подвергают необязательной обработке раствором восстановителя (например, сульфатом железа, изопропиловым спиртом, этиленгликолем и др.) при температуре 70-90°С, а затем фильтруют и промывают водой.
Согласно способу, кек, полученный после фильтрации пульпы автоклавного выщелачивания, после необязательной обработки раствором восстановителя, подвергают репульпации (необязательной) в растворе серной кислоты концентрацией 150-250 г/дм3 при температуре 70-100°С, а затем фильтруют и промывают водой.
Согласно способу, раствор репульпации кека автоклавного выщелачивания, а также воды промывки осадков, используются для приготовления пульпы автоклавного выщелачивания.
Указанный технический результат по варианту 2 достигается тем, что в способе переработки промпродуктов, содержащих драгоценные металлы, полученных при производстве катодного никеля, включающем репульпацию, флотацию и гидрометаллургическую обработку, согласно способу, пенный продукт флотации подвергают высокотемпературной жидкофазной сульфатизации при температуре 250-300°С, разбавлению пульпы до концентрации серной кислоты 200-350 г/дм3 и последующему выщелачиванию при температуре 80-100°С, а полученный кек фильтруют и промывают водой.
Согласно способу, выщелачивание разбавленной пульпы сульфатизации проводят с необязательной добавкой раствора восстановителя (например, сульфата железа, изопропилового спирта, этиленгликоля и др.) при температуре 70-90°С, а затем фильтруют и промывают кек водой.
Согласно способу, выщелачивание пульпы сульфатизации проводят без добавки восстановителя, а затем фильтруют.
Согласно способу, отфильтрованный раствор подвергают обработке раствором восстановителя (например, сульфата железа, изопропилового спирта, этиленгликоля и др.) при температуре 70-90°С, а затем фильтруют и промывают водой.
Ниже предлагаемый способ будет описываться со ссылкой на приложенный графический материал.
В таблице 1 представлен состав промпродуктов, содержащих ДМ, полученных при переработке различных руд и концентратов разными способами.
В таблице 2 представлены типичные составы концентратов платиновых металлов, поступающих на аффинаж.
В таблице 3 представлен состав остатка хлорного растворения порошка никелевого трубчатых печей.
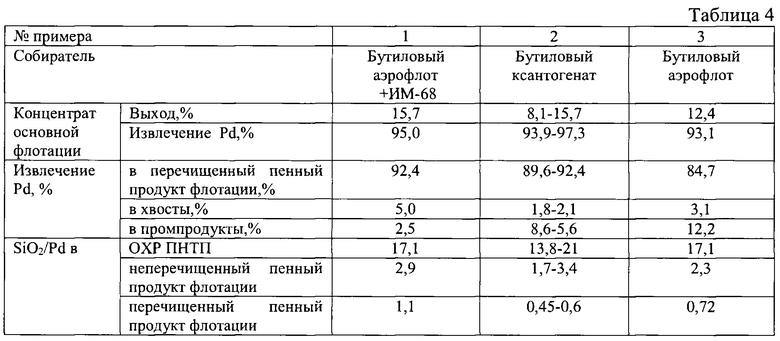
В таблице 4 представлены результаты примеров реализации способа (репульпация-флотация).
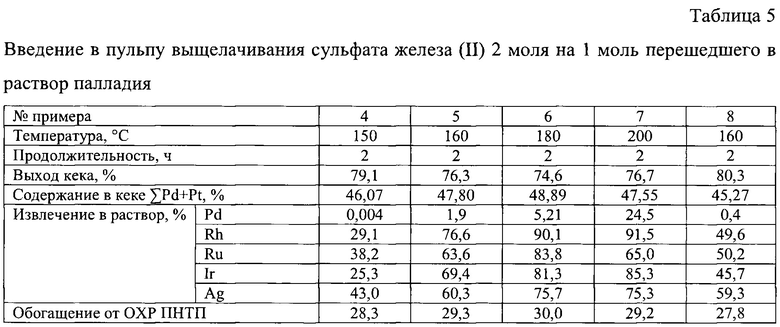
В таблице 5 представлены результаты примеров реализации способа переработки флотационного концентрата (автоклавное выщелачивание).
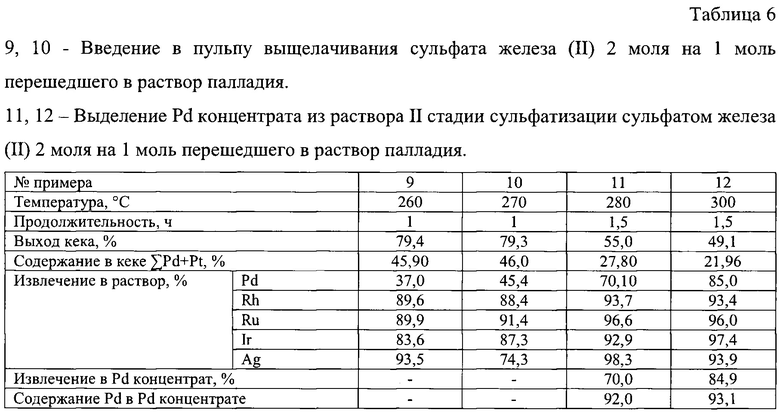
В таблице 6 представлены результаты примеров реализации способа переработки флотационного концентрата (сульфатизация).
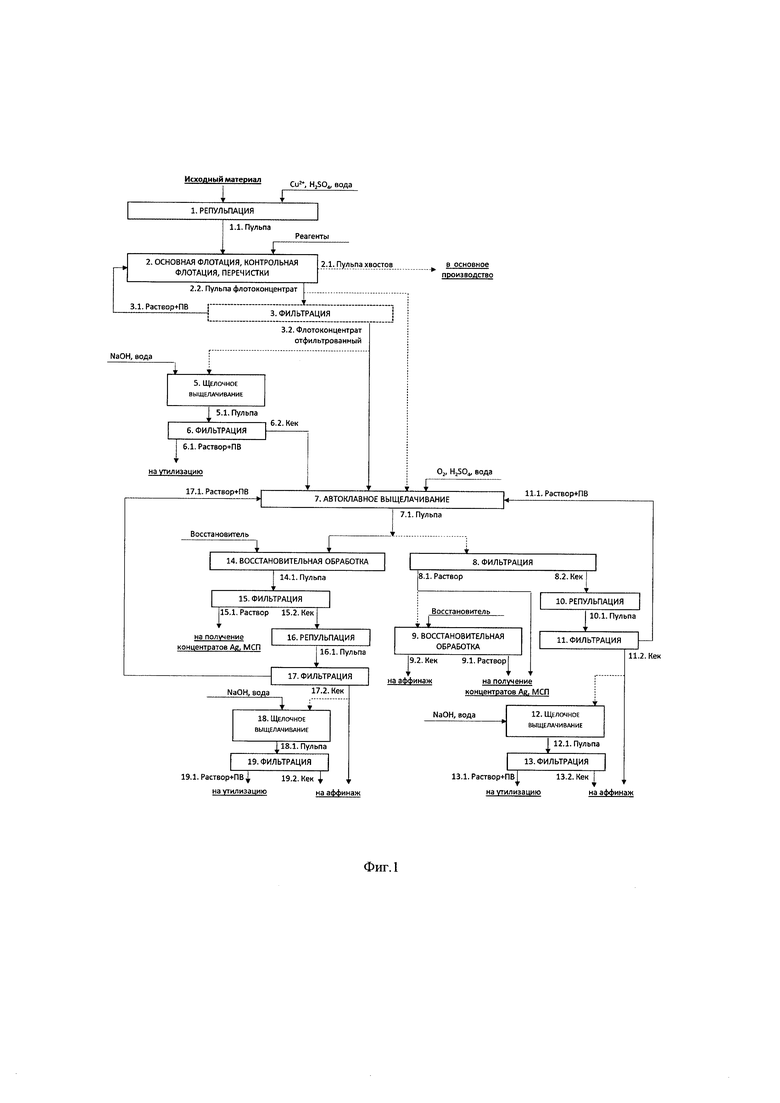
На Фиг. 1 представлена схема переработки промпродуктов, содержащих драгоценные металлы, полученных при производстве катодного никеля, по варианту 1.
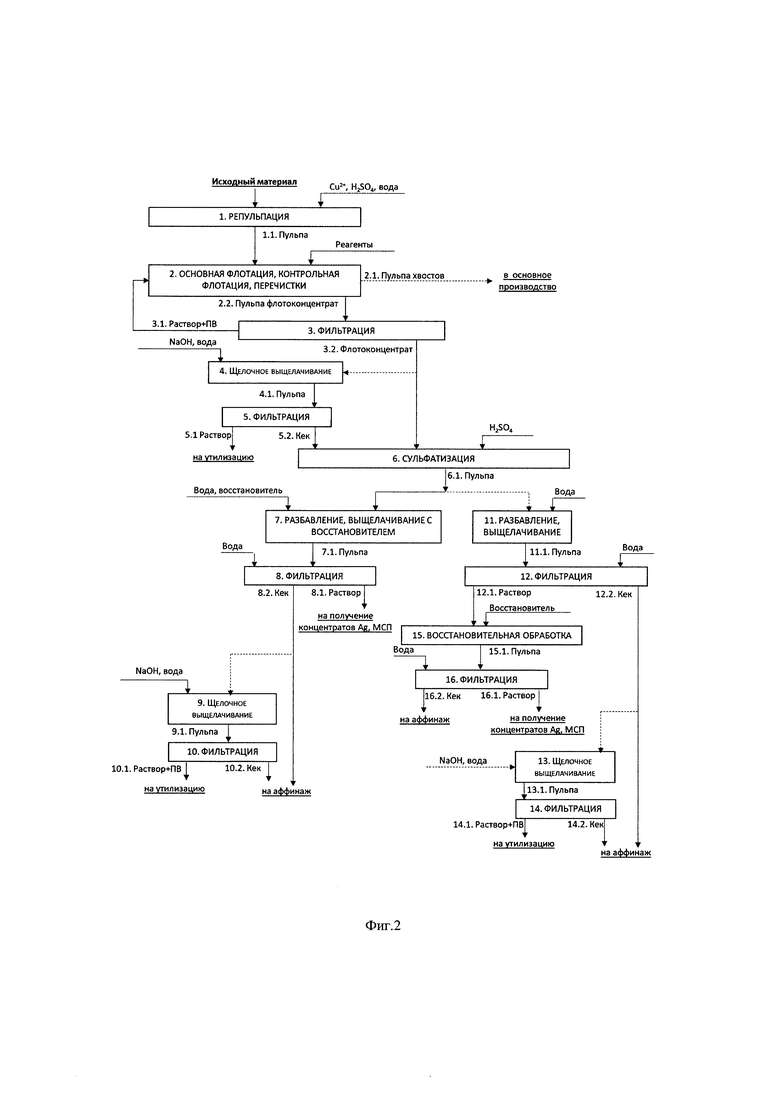
На Фиг. 2 представлена схема переработки промпродуктов, содержащих драгоценные металлы, полученных при производстве катодного никеля, по варианту 2.
Сущность предлагаемого изобретения состоит в следующем.
Промпродукты никелевого производства, например остаток хлорного растворения порошка никелевого трубчатых печей, который характеризуется высоким отношением SiO2:Pd - порядка 8-24 (на порядок выше, чем в шламах электрорафинирования никеля), что делает задачу получения богатых концентратов платиновых металлов из этого продукта особенно трудной (Таблица 3).
Продукт содержит платиновые металлы, золото, серебро, селен и теллур, металлический никель, оксид никеля, феррит никеля (NiFe2O4), шпинельную фазу (FeAl2O4, NiCo2O4, MgAl2O4), диоксид кремния, CaSO4⋅0.5H2O (бассанит), минералы ряда плагиоклазов: NaAlSi3O8 (альбит) - CaAl2Si2O8 (анортит) и моноклинных пироксенов (диопсид-авгит).
Головные операции технологической схемы по вариантам 1 и 2 предполагаемого изобретения, а именно репульпация и флотация, идентичны, как по своим задачам, так и условиям для их решения (Фиг. 1, 2).
Проведение перед флотацией операции репульпации в растворе, содержащем 60-150 г/дм3 серной кислоты и не менее 5 г/дм3 Cu(II), при температурах 60-90°С позволяет перевести в раствор имеющийся металлический никель взаимодействием с ионами Cu(II), часть цветных металлов, мышьяка и подготовить материал к флотации за счет активации его поверхности пленками и прожилками металлической меди.
Увеличение концентрации серной кислоты и меди в растворе не приводят к повышению показателей последующей переработки материала; снижение этих величин не обеспечивает полноты удаления присутствующего в исходном материале металлического никеля и активации материала.
Указанный температурный диапазон выбран, исходя из баланса между скоростью процесса (с понижением температуры она закономерно падает) и энергозатратами на нагрев и поддержание температуры пульпы.
Флотацию рекомендуется проводить в растворе репульпации, при содержании твердой фазы в пульпе 10-35% с использованием реагентов: сульфгидрильного собирателя, например, бутилового ксантогената, пептизатора шламов и депрессора оксидов и силикатов, например, жидкого стекла. Следует отметить, что возможно применение других реагентов, обладающих аналогичными свойствами.
Проведение флотации в более жидких пульпах приведет к увеличению необходимого объема оборудования, в более густых - к нарушению устойчивости процесса флотации при работе в замкнутом по промпродуктам цикле за счет повышения механического захвата тонкодисперсной силикатной составляющей хвостов пеной.
Для получения стабильного по качеству (соотношение SiO2/Pd ~ 0,4-1) пенного продукта его следует один-три раза перечищать в тех же режимах, что и при первичной флотации.
В хвосты флотации, как и в ближайшем аналоге, извлекается менее 3% суммы ДМ. Они могут либо направляться на восстановительную плавку с получением металлизированного сплава, содержащего 3-8% серы, который затем передается на операцию хлорного растворения порошка никелевого трубчатых печей (ПНТП), либо перерабатываться в цикле получения файнштейна.
По совокупности операций репульпация - флотация, масса промпродукта, содержащего драгоценные металлы, полученного при производстве катодного никеля, характеризующегося высоким отношением SiO2:Pd (8-24), сокращается и повышается содержание в нем ДМ в 10-20 раз. При этом извлечение оксида никеля в пенный продукт составляет до 0,4-1,1% и диоксида кремния до 3,3-8% при извлечении платиновых металлов более 97%.
Далее реализация способа по вариантам 1 и 2 различна.
Согласно способу по варианту 1, перечищенный пенный продукт флотации с соотношением SiO2/Pd 0,4-1, подвергают автоклавному выщелачиванию при температуре 140-200°С, парциальном давлении кислорода 0,01-0,1 МПа, концентрации серной кислоты 50-200 г/дм3, то есть в условиях, обеспечивающих глубокое окисление его компонентов с извлечением в раствор основной части цветных металлов, железа, серы, редких халькогенов, серебра и металлов-спутников платины.
Выход за указанный температурный диапазон приводит к снижению извлечения в раствор металлов-спутников платины: при снижении температуры до менее 140°С за счет неполного вскрытия их соединений, при повышении - до более 200°С - за счет высокотемпературного гидролиза и вторичного осаждения в кек.
Снижение концентрации серной кислоты в растворе приводит к снижению извлечения в раствор металлов-спутников, повышение - снижает коррозионную стойкость конструкционных материалов, наиболее широко применяемых для изготовления автоклавного оборудования.
Указанный диапазон парциального давления кислорода обусловлен удовлетворительной скоростью окисления материала. При выходе за нижнюю границу, продолжительность выщелачивания значительно увеличивается, за верхнюю - возрастают требования к аппаратурному оформлению процесса.
В зависимости от условий автоклавного выщелачивания в раствор также в той или иной мере извлекается палладий (чем выше температура выщелачивания, тем больше переход). Его концентрация в растворе может колебаться в широких пределах и составлять от первых мг/дм3 до нескольких г/дм3.
При соизмеримом с металлами-спутниками платины содержании в растворе палладия, для повышения степени их разделения, пульпу автоклавного выщелачивания подвергают обработке раствором восстановителя в количестве близком к стехиометрически необходимому на осаждение палладия (например, сульфатом железа, изопропиловым спиртом, этиленгликолем и др.), что обеспечивает глубокое вторичное осаждение в кек палладия.
В случае высокого извлечения палладия в раствор на стадии автоклавного выщелачивания, его восстановление (например, сульфатом железа, изопропиловым спиртом, этиленгликолем и др.) может быть реализовано из отфильтрованного раствора. Полученный палладиевый концентрат затем фильтруется и направляется на получение аффинированного металла.
Как в случае осаждения палладия в пульпе, так и из раствора, заметное превышение стехиометрического расхода может привести к вторичному осаждению в кек серебра и, соответственно, снижению качества концентрата.
Для повышения извлечения металлов-спутников платины в раствор, кек, полученный после сгущения/фильтрации/центрифугирования пульпы автоклавного выщелачивания (как той, в которой осаждали палладий, так и отфильтрованной без его осаждения в пульпе), может быть подвергнут репульпации в растворе серной кислоты концентрацией 150-250 г/дм3 при температуре 70-100°С, а затем отфильтрован и промыт водой. Полученный при этом раствор и промывные воды могут быть использованы для приготовления пульпы автоклавного выщелачивания.
Проведение репульпации в более «мягких» условиях (более низких концентрации серной кислоты и/или температуре) не позволит повысить извлечение в раствор металлов-спутников платины, в более «жестких» - потребует более сложного аппаратурного оформления за счет повышения агрессивности растворов.
Согласно способу по варианту 2, перечищенный пенный продукт флотации с соотношением SiO2/Pd 0,4-1, подвергают высокотемпературной жидкофазной сульфатизации при температуре 250-300°С, то есть в условиях, обеспечивающих глубокое окисление его компонентов с извлечением в раствор основной части цветных металлов, железа, серы, редких халькогенов, серебра и металлов-спутников платины, разбавлению пульпы до концентрации серной кислоты 200-350 г/дм3 водой и последующему выщелачиванию при температуре 80-100°С.
Выбранный температурный диапазон для реализации процесса сульфатизации обусловлен устойчивостью соединений металлов-спутников платины в горячей концентрированной серной кислоте с одной стороны, и давлением паров серной кислоты - с другой. Таким образом, при температуре менее 250°С наблюдается заметное снижение извлечения в жидкую часть пульпы металлов-спутников платины, а более 300° - заметные потери серной кислоты с парами без улучшения показателей процесса.
Для стабилизации комплексов металлов-спутников платины, на сульфатизацию может добавляться сульфат калия.
Как и в случае автоклавного выщелачивания, в процессе сульфатизации часть палладия переходит в сульфатную форму. Поэтому для повышения степени разделения палладия и металлов-спутников платины, выщелачивание разбавленной пульпы сульфатизации проводят с необязательной добавкой раствора восстановителя (например, сульфата железа, изопропилового спирта, этиленгликоля и др.) в количестве близком к стехиометрически необходимому на осаждение палладия.
Превышение данной величины может привести к вторичному осаждению в кек серебра и, соответственно, снижению качества концентрата.
Также палладий может быть осажден и из отфильтрованного раствора. В этом случае выщелачивание разбавленной пульпы сульфатизации проводят без добавки восстановителя.
Высокая кислотность раствора выщелачивания пульпы сульфатизации (200-350 г/дм3) препятствует развитию гидролитических процессов, что обусловливает отсутствие необходимости повторной репульпации кека, как в случае автоклавного выщелачивания.
Способ по варианту 1 и 2 осуществляют в соответствии с приведенными ниже примерами.
Пример 1 по ближайшему аналогу.
Остаток хлорного растворения порошка никелевого трубчатых печей (ОХР ПНТП) распульповали в растворе H2SO4 - 30 г/дм3, собиратель - бутиловый аэрофлот - 250 г/т, пенообразователь - спиртовая смесь ИМ-68 - 100 г/т. Реагенты подавали в камеру для флотации. Продолжительность флотации составляла 30 мин. Пенный продукт (черновой концентрат) подвергался операции перечистной флотации, продолжительностью 10 мин.
Результаты флотации по ближайшему аналогу представлены в Таблице 4.
Примеры 2-12 иллюстрируют процесс по заявляемому способу.
В частности, примеры 2-3 иллюстрируют головные операции технологической схемы (репульпацию-флотацию), идентичные для вариантов 1 и 2 способа. Примеры 4-8 -переработку полученного при флотации пенного продукта методом автоклавного выщелачивания (вариант 1). Примеры 9-12 иллюстрируют переработку полученного при флотации пенного продукта методом жидкофазной сульфатизации (вариант 2).
Примеры 2-3. Репульпацию ОХР ПНТП проводили в растворе H2SO4 - 60 г/дм3 и 5 г/дм3 Cu(II) при температуре 80°С в течение 1 ч при Ж:Т=2, пульпу охлаждали до 60°С и проводили операцию кондиционирования пульпы, расход жидкого стекла 400 г/т, продолжительность 10 мин. Пульпу переносили в камеру для флотации и проводили:
- операция основной флотации (V-1 л), расход собирателей - 350-400 г/т, подача в камеру, продолжительность 10 мин, плотность пульпы - 270 г/дм3;
- операция контрольной флотации, расход собирателей - 350-400 г/т, подача в камеру, продолжительность 10 мин;
- операция перечистной флотации чернового концентрата (V-0,5 л), без подачи реагентов, продолжительность 10 мин, плотность пульпы 90-120 г/дм3.
Результаты флотации по способу представлены в Таблице 4.
Примеры 4-8 (вариант 1) - Пенный продукт флотации выщелачивали в литровом автоклаве при температуре 150-200° С, отношении Ж:Т=8, парциальном давлении кислорода 0,4 МПа, интенсивности перемешивания 2800 мин-1 в течение 2 часов, обеспечивая конечную кислотность 50-100 г/дм3. Пульпу фильтровали. В раствор извлекается, %: Ni - 88-89; Cu - 85-91; Fe - 69-88; Со - 82-85; As - 68-72, Те - 80-90; Se - 3,5-5,4.
По совокупности операций флотация - автоклавное выщелачивание кек обогащается в 28,3-30 раз. Извлечение в раствор Pd, Ag и металлов-спутников платины зависит от температуры и содержания H2SO4; Pt практически не извлекается (Таблица 5).
Примеры 9-12 (вариант 2) - Пенный продукт флотации подвергали жидкофазной сульфатизации в вариантных условиях, пульпу выщелачивали в воде до концентрации серной кислоты 200-350 г/л при температуре 80-100°С в течение часа (Таблица 6).
Далее в примерах 9, 10 в пульпу выщелачивания вводили сульфат железа (II) из расчета 2 моля на 1 моль перешедшего в раствор палладия. Пульпу фильтровали.
В примерах 11, 12 пульпу фильтровали без введения восстановителя и далее в отфильтрованный раствор вводили восстановитель из расчета 2 моля на 1 моль перешедшего в раствор палладия. Осаждение Pd-концентрата проводили в течение часа при температуре 80°С. Выделившийся Pd концентрат фильтровали, из раствора фильтрации можно выделить концентрат металлов спутников платины известными методами.
В примерах 9-12 в раствор извлекается, %: Ni - 92-93; Cu - 95-96; Fe - 87-88; Со - 91-92; As - 56-59, Те - 70-74; Se - 3,5-5,4.
По совокупности операций флотация - автоклавное выщелачивание кек обогащается в 28,2 раза. Извлечение в раствор Pd, Ag и металлов-спутников платины зависит от температуры; Pt практически не извлекается (Таблица 5).
Таким образом, предлагаемое изобретение решает задачу получения селективных концентратов драгоценных металлов - платины, палладия и золота, а также концентрата металлов-спутников платины за счет сокращения длительности технологического цикла получения концентратов, сокращения расхода серной кислоты и количества растворов цветных металлов, передаваемых в цикл основного производства.

Список цитируемых источников
1. С.А. Мастюгин, Н.А. Волкова, С.С. Набойченко, М.А. Ласточкина. Шламы электролитического рафинирования меди и никеля, 2013 г.
2. F.K. Crundwell, M.S. Moats et al. Extractive Metallurgy of Nickel, Cobalt and Platinum Group Metals, [Книга]. - Amsterdam, Oxford: Elsevier Ltd., 2011.
3. Г.П. Ермаков, Я.M. Шнеерсон. - Никель. Том 3. М.: Наука и технологии. 2003.
4. В.Ф. Борбат, А.А. Шиндлер Химия и химичекая технология металлов платиновой группы. 2008 г.
5. Получение высокоселективных концентратов платиновых металлов из хлоридных растворов / А.К. Тер-Оганесянц, Д.А. Лапшин, Н.Н. Анисимова, Э.Ф. Грабчак, И.В. Илюхин // Цветные металлы. №7. 2007. С. 68-71.
6. A new process for treating slimes after copper and nickel electrorefining / A.C. Ter-Oganesyants, N.N. Anisimova, G.P. Kotukhova, G.N. Dylko // 34th Annual Hydrometallurgy Meeting of CIM. October 23rd -27th. 2004. Banff. Alberta. Canada. P. 515-525.
7. Технология очистки платиновых концентратов от примесей / Н.Н. Анисимова, А.К. Тер-Оганесянц, Г.Н. Котухова [и др.]. // Тезисы докладов на XVII Международном Черняевском совещании по химии, анализу и технологии платиновых металлов. М., 2001. С. 202.
8. Гидрометаллургическая технология переработки электролитных шламов с получением высокоселективных концентратов платиновых металлов / Тер-Оганесянц А.К., Анисимова Н.Н., Шестакова Р.Д. [и др.]. // Цветные металлы. 2005. №10. С. 69-72.
9. Получение концентратов платиновых металлов из хлоридных растворов / Анисимова Н.Н., Котухова Г.П., Тер-Оганесянц А.К. [и др.]. // XVIII Междунар. Черняевская конф. по химии, аналитике и технологии платиновых металлов, Москва, 9-13 октября 2006 г.: тез. докл. - М., 2006., С. 164.
10. Автоклавное вскрытие платиносодержащих материалов / А.К. Тер-Оганесянц, Н.Н. Анисимова, Н.Н., Грабчак Э.Ф. [и др.]. // XVIII Междунар. Черняевская конф. по химии, аналитике и технологии платиновых металлов, Москва, 9-13 октября 2006 г.: тез. докл. - М., 2006. С. 119.
11. Грейвер Т.Н., Глазунова Г.В., Позднякова Н.Н., Ласточкина М.А. и др. Обогащение платиноидосодержащих шламов электрорафинирования меди комбината «Североникель», Цветные металлы, №12, 2004, с. 102-105.
12. RU 2 276195 Грейвер Т.Н, Волков Л.В., Шнеерсон Я.М., Ласточкина М.А. и др. Способ обогащения шламов электролиза никеля и других промпродуктов, содержащих платиновые металлы, золото и серебро. 2004 г.
13. Масленицкий И.Н. Флотационно-автоклавная схема обработки анодных шламов никелевого электролиза. «Цветные металлы», №7, 1959, с. 36-40).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ СВИНЦОВИСТЫХ ШЛАМОВ ЭЛЕКТРОРАФИНИРОВАНИЯ МЕДИ (ВАРИАНТЫ) | 2011 |
|
RU2451759C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕЛЕКТИВНЫХ КОНЦЕНТРАТОВ БЛАГОРОДНЫХ МЕТАЛЛОВ | 2003 |
|
RU2241773C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПРОМПРОДУКТОВ МЕДНО-НИКЕЛЕВОГО ПРОИЗВОДСТВА | 2000 |
|
RU2160319C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕЛЕКТИВНЫХ КОНЦЕНТРАТОВ БЛАГОРОДНЫХ МЕТАЛЛОВ | 2001 |
|
RU2215801C2 |
| Способ переработки сульфидных концентратов, содержащих пирротин, пирит, халькопирит, пентландит и драгоценные металлы | 2019 |
|
RU2712160C1 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ ПИРРОТИН-ПЕНТЛАНДИТОВЫХ КОНЦЕНТРАТОВ, СОДЕРЖАЩИХ ДРАГОЦЕННЫЕ МЕТАЛЛЫ | 2016 |
|
RU2626257C1 |
| Способ очистки платино-палладиевых хлоридных растворов от золота, селена, теллура и примесей неблагородных металлов | 2021 |
|
RU2787321C2 |
| СПОСОБ ОБОГАЩЕНИЯ ШЛАМОВ ЭЛЕКТРОЛИЗА НИКЕЛЯ И ДРУГИХ ПРОДУКТОВ, СОДЕРЖАЩИХ ПЛАТИНОВЫЕ МЕТАЛЛЫ, ЗОЛОТО И СЕРЕБРО | 2004 |
|
RU2276195C1 |
| Способ получения аффинированного палладия | 2021 |
|
RU2775785C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОСТАТКОВ СИНТЕЗА КАРБОНИЛЬНОГО ПРОИЗВОДСТВА НИКЕЛЯ | 2000 |
|
RU2159294C1 |
Изобретение относится к цветной металлургии, а именно, к переработке промпродуктов, содержащих металлы платиновой группы, полученных при производстве катодного никеля. Способ включает репульпацию, флотацию и гидрометаллургическую обработку. Репульпацию проводят перед флотацией в растворе серной кислоты, содержащей ионы Cu(II) при температуре 60-80°С, затем проводят флотацию с введением в пульпу сульфгидрильного собирателя, пептизатора шламов и депрессора оксидов и силикатов с одно-трехкратной перечисткой пенного и камерного продуктов, затем проводят автоклавное выщелачивание при температуре 140-200°С, парциальном давлении кислорода 0,01-0,1 МПа, концентрации серной кислоты 50-200 г/дм3. В другом варианте способа пенный продукт флотации подвергают высокотемпературной жидкофазной сульфатизации при температуре 250-300°С, разбавлению пульпы до концентрации серной кислоты 200-350 г/дм3 и последующему выщелачиванию при температуре 80-100°С, а полученный кек фильтруют и промывают водой. Технический результат заключается в сокращении длительности технологического цикла получения концентратов, повышении их качества за счет первичного отделения родия, рутения и иридия от платины, палладия и золота, сокращении расхода серной кислоты и количества растворов цветных металлов, передаваемых в цикл основного производства. 2 н. и 9 з.п. ф-лы, 2 ил., 6 табл., 12 пр.
1. Способ переработки промпродуктов, содержащих драгоценные металлы, полученных при производстве катодного никеля, включающий репульпацию, флотацию и гидрометаллургическую обработку, отличающийся тем, что репульпацию проводят перед флотацией в растворе серной кислоты, содержащей ионы Cu(II) при температуре 60-80°С, затем проводят флотацию с введением в пульпу сульфгидрильного собирателя, пептизатора шламов и депрессора оксидов и силикатов с одно-трехкратной перечисткой пенного и камерного продуктов, затем проводят автоклавное выщелачивание при температуре 140-200°С, парциальном давлении кислорода 0,01-0,1 МПа, концентрации серной кислоты 50-200 г/дм3.
2. Способ по п. 1, отличающийся тем, что флотацию проводят с введением в пульпу сульфгидрильного собирателя, например, бутилового ксантогената, пептизатора и депрессора силикатов, например, жидкого стекла с одно-трехкратной перечисткой пенного и камерного продуктов.
3. Способ по п. 1, отличающийся тем, что перечищенный пенный продукт необязательно подвергают сгущению/фильтрации/центрифугированию и передают на автоклавное выщелачивание.
4. Способ по п. 1, отличающийся тем, что пульпу автоклавного выщелачивания подвергают необязательной обработке раствором восстановителя, например, сульфата железа, изопропилового спирта, этиленгликоля при температуре 70-90°С, а затем фильтруют.
5. Способ по п. 1, отличающийся тем, что отфильтрованный раствор автоклавного выщелачивания подвергают необязательной обработке раствором восстановителя, например, сульфата железа, изопропилового спирта, этиленгликоля при температуре 70-90°С, а затем фильтруют и промывают водой.
6. Способ по п. 1, отличающийся тем, что кек, полученный после фильтрации пульпы автоклавного выщелачивания, после необязательной обработки раствором восстановителя, подвергают необязательной репульпации в растворе серной кислоты концентрацией 150-250 г/дм3 при температуре 70-100°С, а затем фильтруют и промывают водой.
7. Способ по п. 1, отличающийся тем, что раствор репульпации кека автоклавного выщелачивания, а также воды промывки осадков, используются для приготовления пульпы автоклавного выщелачивания.
8. Способ переработки промпродуктов, содержащих драгоценные металлы, полученных при производстве катодного никеля, включающий репульпацию, флотацию и гидрометаллургическую обработку, отличающийся тем, что пенный продукт флотации подвергают высокотемпературной жидкофазной сульфатизации при температуре 250-300°С, разбавлению пульпы до концентрации серной кислоты 200-350 г/дм3 и последующему выщелачиванию при температуре 80-100°С, а полученный кек фильтруют и промывают водой.
9. Способ по п. 8, отличающийся тем, что выщелачивание разбавленной пульпы сульфатизации проводят с необязательной добавкой раствора восстановителя, например, сульфата железа, изопропилового спирта, этиленгликоля при температуре 70-90°С, а затем фильтруют и промывают кек водой.
10. Способ по п. 8, отличающийся тем, что выщелачивание пульпы сульфатизации проводят без добавки восстановителя, а затем фильтруют.
11. Способ по п. 8, отличающийся тем, что отфильтрованный раствор подвергают обработке раствором восстановителя, например, сульфата железа, изопропилового спирта, этиленгликоля при температуре 70-90°С, а затем фильтруют и промывают водой.
| МАСЛЕНИЦКИЙ И.Н | |||
| Флотационно-автоклавная схема обработки анодных шламов никелевого электролиза., Цветные металлы, 1959, N7, с.36-40 | |||
| СПОСОБ ОБОГАЩЕНИЯ ШЛАМОВ ЭЛЕКТРОЛИЗА НИКЕЛЯ И ДРУГИХ ПРОДУКТОВ, СОДЕРЖАЩИХ ПЛАТИНОВЫЕ МЕТАЛЛЫ, ЗОЛОТО И СЕРЕБРО | 2004 |
|
RU2276195C1 |
| Способ гидрометаллургического обогащения шламов медно-никелевого производства | 1976 |
|
SU594201A1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЗОЛОТА ИЗ УПОРНЫХ РУД, КОНЦЕНТРАТОВ И ВТОРИЧНОГО СЫРЬЯ | 1997 |
|
RU2120486C1 |
| US 4002544 A1, 11.01.1977 | |||
| CN 105420501 B, 16.06.2017. | |||

