Изобретение относится к системе для очистки и/или дополнительной экспозиции тела, изготовленного способом аддитивного производства из вещества, отверждаемого излучением, причем система содержит очистной бак для очистки тела и/или экспозиционную камеру для дополнительной экспозиции тела, причем система дополнительно содержит транспортное устройство, имеющее привод для перемещения платформы наращивания относительно очистного бака и/или экспозиционной камеры.
Изобретение также относится к способу очистки и/или дополнительной экспозиции тела, изготовленного способом аддитивного производства из вещества, отверждаемого излучением в очистном баке или в экспозиционной камере, причем тело на платформе наращивания перемещается относительно очистного бака и/или экспозиционной камеры транспортным устройством, имеющим привод.
Система может, например, быть частью оборудования для автоматической очистки и/или дополнительной экспозиции. Данные тела обычно могут наращиваться слоями. Транспортное устройство соответствует кинематике для перемещения тела вдоль по меньшей мере одной оси. Платформа наращивания может присоединяться с возможностью отсоединения к транспортному устройству и, например, сцепляться с транспортным устройством с использованием захватного механизма или блокировки.
Устройства и способы аддитивного производства или послойного наращивания трехмерного (3D) тела из вещества, отверждаемого излучением (то есть светочувствительного) также известны как 3D-печать, аддитивное производство или быстрое макетирование. Таким образом, информация поперечного сечения вещества, отверждаемого слоями электромагнитным излучением подходящей длины волны и интенсивности, например, фотосмолы, обычно создается способом проекции маски или лазерным источником. В аппаратах порождающего производства, которые позволяют осуществлять такой процесс печати, пиксельно-управляемая DLP (цифровая обработка света), MEMS (микроэлектромеханические системы), LC (жидкокристаллические) дисплеи, дисплеи на LED или управляемые лазеры по большей части используются для экспозиции поперечного сечения или отдельных слоев. Таким образом экспозиция порождает твердый слой из жидкого, светочувствительного вещества. Таким образом, этот слой прилипает к носителю (например, платформе наращивания или ранее созданному слою) и отсоединяется или удаляются от базовой поверхности путем подъема носителя. На всех последующих этапах производства, отвержденный слой, на своей части, отсоединенной от базовой поверхности, функционирует как носитель. Таким образом, трехмерное тело последовательно вытягивается из светочувствительного вещества и, таким образом, изготавливается.
После успешного процесса печати, создаваемое трехмерное тело, которое все еще остается неспеченной порошковой заготовкой, должно быть надлежащим образом очищено, высушено, отпущено и, наконец, дополнительно экспонировано, в зависимости от материала, для получения конечного продукта/конечного компонента, имеющего надлежащие механические параметры и стабильную геометрию. Эти этапы, то есть, в частности, очистка ("промывка") и дополнительная экспозиция, известны под общим названием "дополнительная обработка". Раскрытый здесь способ используется для упомянутой дополнительной обработки по меньшей мере одного тела, наращиваемого слоями, выполненного из вещества, отверждаемого излучением, например, смолы, отверждаемой светом, которая прилипает к платформе наращивания. Для каждого сформированного тела, то есть созданного путем послойного отверждения светом, соответствующая дополнительная обработка должна осуществляться так, чтобы компонент имел фиксированные и заданные механические свойства изготовленного тела. Настоящее изобретение относится, в частности, к дополнительной обработке, т.е. когда тело подвергается чистовой обработке в отношении уложенных друг на друга слоев. В ходе дополнительной обработки, никакие дополнительные слои не добавляются к стопке слоев, образующих неспеченную порошковую заготовку.
Прежде всего, тело очищается от неотвержденной и жидкой фотосмолы, которая все еще увлажняет поверхность. Эта очистка может осуществляться в одном или нескольких процессах промывки. После осуществления промывки, тело освобождается от очистителя, например, путем его сдувания или испарения при повышенной температуре. В зависимости от очистителя, он испаряется даже при комнатной температуре. Затем сухое, очищенное тело помещается в блоке дополнительной экспозиции. Блок дополнительной экспозиции в данном случае имеет источник излучения, который испускает излучение подходящей интенсивности и длины волны, то есть способный дополнительно вулканизировать неспеченную порошковую заготовку/тело. Последующее отверждение может происходить в атмосфере защитного газа, например, в атмосфере азота. Дополнительная экспозиция осуществляется в указанный период времени, в зависимости от материала и компонента. После дополнительной экспозиции тело достигает своей окончательной механической прочности или окончательных свойств и может использоваться для назначенной конечной цели.
Известной проблемой в данном случае является недостаток информации о том, как неспеченная порошковая заготовка ведет себя в ходе дополнительной обработки, или возникают ли проблемы в ходе автоматизированная дополнительная обработка. Соответственно, обычно предполагается, что тело не будет отсоединяться от платформы наращивания на этапах дополнительной обработки, и что другие проблемы не возникнут.
EP 1876012 A1 относится к устройству для изготовления трехмерного тела путем отвержения отверждаемого материала над базовой поверхностью, с использованием источника излучения подходящей длины волны, платформы наращивания, контейнера для приема отверждаемого материала, гибкой пленки или фольги в зоне наращивания тела, устройства перемещения для перемещения платформы наращивания, датчика силы и блока управления, подключенного к датчику силы для управления устройством перемещения. Датчик силы предназначен для измерения силы или параметра, связанного с силой между изготовленным телом и базовой поверхностью в процессе печати. Измеренное значение выводится на блок управления для адаптации движения или скорости движения платформы наращивания посредством устройства перемещения. Как только и при условии, что тело отсоединяется от базовой поверхности и больше не касается ее, датчик силы не обеспечивает никакой полезной информации о состоянии тела или платформы наращивания.
US 2018/297285 A1 относится к аналогичной конфигурации, включающей в себя датчик силы, также для аддитивного производства, что повышает важность задачи повышения скорости печати по сравнению с EP 1876012 A1. Датчик силы используется для захвата силы в ходе отсоединения изготовленного тела и/или регистрации момента отсоединения.
KR 20200023713 A также имеет дело с аддитивным производством и проблемой отсоединения последнего созданного слоя. В ней раскрыт способ определения толщины последнего созданного слоя посредством измерения силы.
US 2009/0283109 A1 предусматривает устройство для очистки и дополнительной экспозиции тел, выполненных из фотосмолы, которые наращиваются слоями. Это оборудование, которое наносит очиститель, через распылительную головку, на аддитивно изготовленные тела, которые уже отсоединены от платформы наращивания, в корзине, которая установлена с возможностью вращения и поворота. Оборудование имеет источник излучения для дополнительной вулканизации тела, который облучает тело сверху. Вращение тела, обеспечиваемое оборудованием, используется как для высушивания тела, так и для дополнительной вулканизации.
EP 3521003 A1 описывает конфигурацию дополнительной экспозиции для порождающих компонентов, которая включает в себя блок дополнительной экспозиции и очистную установку в вертикальном направлении. В этом случае, две секции соединены перекрываемым каналом. Оборудование имеет устройство управления, которое управляет подъемным устройством, перегородку между камерами и установку очистки и дополнительной экспозиции. Фокус делается на пространственно-экономично вертикальной конфигурации в этой традиционной технике.
В WO2019/209732A1 раскрыт экстрактор смолы для аддитивного производства. Избыток смолы отделяется методом центрифугирования от поверхности отпечатанного объекта путем вращения ротора, на котором установлена платформа-носитель, к которой присоединен объект.
Известные устройства и способы дополнительной обработки тел, наращиваемых слоями, не полностью автоматизированы и не допускают никакого захвата и/или управления отдельными параметрами процесса на их основании. Необходимы усовершенствованные и полностью автоматизированные устройства дополнительной обработки, в частности, для автоматизации и регулировки параметров дополнительной обработки, которые являются надежными благодаря захвату критически важных данных.
Задача изобретения состоит в создании вышеупомянутых устройства и способа, который, простейшим и наиболее надежным возможным путем, отслеживает и в необязательном порядке управляет полностью автоматическим устройством дополнительной обработки и, таким образом, допускает быструю и надежную дополнительную обработку тел, наращиваемых слоями, с минимальными возможными отходами.
С этой целью изобретение предусматривает устройство по п. 1 и способ по п. 6. Преимущественные варианты осуществления и усовершенствования заданы в зависимых пунктах формулы изобретения.
В системе вышеупомянутого типа, согласно изобретению, предполагается, что транспортное устройство имеет датчик силы, причем датчик силы выполнен с возможностью захвата силы, действующей на платформу наращивания и обеспечения сигнала силы, и подключен к блоку обработки для управления приводом и/или вывода параметров процесса на основании сигнала силы. Например, датчик силы может быть выполнен с возможностью захвата силы, действующей на платформу наращивания в ходе и/или после дополнительной обработки (например, очистки и/или дополнительной экспозиции) тела, и блок обработки может быть выполнен с возможностью управления приводом и/или вывода параметров процесса на основании сигнала силы в ходе и/или после дополнительной обработки тела.
Согласно способу вышеупомянутого типа, в начале, согласно изобретению, сила, действующая на платформу наращивания захватывается с использованием датчика силы, обеспечивающего сигнал силы в ходе и/или после очистки и/или дополнительной экспозиции, и блок обработки, подключенный к датчику силы, управляет приводом и/или выводит параметр процесса на основании сигнала силы. Способ относится в частности к применению к телам, которые еще не полностью дополнительно обработаны, то есть, не полностью очищены и отверждены.
В общем случае, датчик силы (точнее говоря: по меньшей мере одна датчик силы) может быть выполнен с возможностью измерения сигнала силы в по меньшей мере одном пространственном направлении, причем сигнал силы действует на платформу наращивания и/или на тело, переносимое платформой наращивания. В этом контексте, под датчиком силы подразумевается любой датчик, которая захватывает силу или параметр, связанный с силой, и из которой можно вывести или выявить силу (которая соответствует непрямому измерению силы). Изобретение не ограничивается конкретному принципу физического измерения.
Сила, которая может быть захвачена или зарегистрирована датчиком силы, в частности, может содержать силу, передаваемую через транспортное устройство, например, между приводом транспортного устройства и платформой наращивания или на крепежное средство платформы наращивания или на крепежное средство транспортного устройства. В принципе, датчик силы может быть сконструирован и предназначен для измерения по меньшей мере одного компонента силы (то есть в по меньшей мере одном пространственном направлении), которая действует на платформу наращивания и/или на тело в ходе и после процесса очистки и дополнительной экспозиции.
Блок обработки может иметь микропроцессор или микроконтроллер. Кроме того, блок обработки может быть подключен к памяти данных, который содержит данные и/или программные команды для обработки значения силы, захваченные с использованием датчика силы. Блок обработки может быть подключен к устройству ввода/вывода, например, сенсорному экрану, для эксплуатации блока обработки оператором. Действия, необходимые для изготовления или дополнительной обработки 3D тела, могут выполняться автоматически путем обеспечения блока обработки. Напротив, в отсутствие блока обработки оператору придется осуществлять эти действия вручную, для чего датчик силы может быть подключен по меньшей мере к блоку отображения для вывода захваченных значений.
Приводом для перемещения платформы наращивания в целом может быть любой исполнительный механизм. Например, это может быть блок привода для регулируемой по высоте платформы наращивания. В случае управления приводом с использованием блока обработки, блок обработки, таким образом, может быть выполнен с возможностью, например, управления блоком привода для регулируемой по высоте платформы наращивания как функции сигнала силы, захваченного с использованием датчика силы. Значения силы, захваченные датчиком силы, могут передаваться на блок обработки и обрабатываться там. Напротив, блок обработки может быть выполнен с возможностью обработки значения, захваченные датчиком силы, например, сигнала силы от датчика силы, и его получения или приема с этой целью. Когда блок обработки подключен к блоку привода для регулируемой по высоте платформы наращивания и выполнен с возможностью управления блоком привода, высота платформы наращивания может регулироваться блоком обработки как функция захваченной силы. Блок привода позволяет подвергать платформу наращивания и, таким образом, тело обработке или дополнительной обработке (путем промывки и/или дополнительной экспозиции), перемещая его по меньшей мере вдоль одной оси. В необязательном порядке, блок привода, платформа наращивания и/или тело, сконструированы для перемещения платформы наращивания и/или тела в определенные точки дополнительной обработки в оборудовании дополнительной обработки. Блок привода может иметь электрический двигатель, например, шаговый двигатель, подключенный к платформе наращивания. В частности, электрический двигатель может быть подключен к регулируемому по высоте стержню, соединенному с платформой наращивания через датчик силы, выполненный с возможностью измерения силы в по меньшей мере одном направлении. Экспозиционная камера может иметь источник света, например, кластер и/или решетку источников света, в частности видимого света или UV света. Интенсивность излучения и/или время экспозиции в целом оказывают влияние на окончательные свойства тела, подвергнутого дополнительной вулканизации или окончательной вулканизации с использованием этой интенсивности излучения и/или времени экспозиции.
Чтобы иметь возможность быстро управлять системой, предпочтительно, чтобы датчик силы соединялся через блок обработки с базой данных, которая имеет первоначальную информацию (например, данные CAD, объем, плотность материала и/или вес) о теле для определения, присутствует (зафиксировано) ли тело на платформе наращивания, когда оно первоначально расположено в очистном баке (или "промывном баке") в оборудовании дополнительной обработки. Это не позволяет осуществлять бессмысленное/пустое выполнение этапа промывки и дополнительной экспозиции или всей последовательности дополнительной обработки в отсутствие компонента на платформе наращивания.
Кроме того, состояния ошибки в процессе дополнительной обработки можно в необязательном порядке достоверно устанавливать и/или избегать с использованием блока обработки. Кроме того, устройство дополнительной обработки, точнее говоря, блок обработки, может быть выполнен с возможностью автоматически распознавать ошибки в последовательности процесса и информировать пользователя о них или реагировать надлежащим образом на возникающие ошибки посредством контроллера.
Раскрытая система в необязательном порядке может содержать блок печати, подходящий для аддитивного производства тела из вещества, отверждаемого излучением, причем система имеет два различных режима работы: первый режим работы, в котором может эксплуатироваться блок печати, и второй режим работы, в котором блок печати свободен, и очистной бак и/или экспозиционная камера может использоваться. Датчик силы выполнен с возможностью использования по меньшей мере во втором режиме работы системы, т.е. когда система выполнена с возможностью осуществления дополнительных задач обработки.
В объеме настоящего изобретения, система может быть альтернативно специализированной системой дополнительной обработки, например, предназначенная для очистки и/или дополнительной экспозиции тела, изготовленного способом аддитивного производства. Например, система может не содержать блок печати, пригодный для аддитивного производства.
В необязательном порядке, блок обработки может быть выполнен с возможностью сравнения сигнала силы с заранее заданным предполагаемым значением для текущего этапа процесса и, в зависимости от результирующего отклонения, остановки привода и/или вывода сигнала ошибки и/или задания параметра способа. Соответственно, в раскрытом способе, блок обработки может сравнивать сигнал силы с заранее заданным предполагаемым значением для текущего этапа процесса и, в зависимости от результирующего отклонения, останавливать привод и/или выводить сигнал ошибки и/или задавать параметр способа.
В необязательном порядке, можно предусмотреть, что отсоединение по меньшей мере одного тела от платформы наращивания на подэтапе способа дополнительной обработки обнаруживается из силы, захваченной с использованием датчика. Когда тело отсоединяется от платформы наращивания, например, вследствие неполной адгезии и/или сжатия компонента, которое происходит в ходе дополнительной экспозиции, причем изменение веса платформы наращивания может определяться через датчик силы, и может выводиться, например, ошибка. Например, для определения отсоединения тела до, в ходе или после подэтапа дополнительной обработки, причем датчик силы может считываться блоком обработки по меньшей мере в интервале времени, например, от 0,01 c (секунды) до 60 с или непрерывно и, при необходимости, по сравнению с целевым значением (предполагаемым значением).
Согласно дополнительному варианту осуществления раскрытых системы и способа, можно предусмотреть, что заранее заданное предполагаемое значение загружается из базы данных для сравнения для сравнения целевого веса компонента или платформы наращивания с идеальным значением веса из базы данных после по меньшей мере одного процесса промывки. Например, можно определить, все ли еще очищающая жидкость увлажняет обработанное тело и насколько, и достаточно ли уже очищено тело (например, жидкая остаточная смола больше не прилипает к компоненту) и, таким образом, подходит для дополнительной экспозиции. Предполагаемое значение может быстро вычисляться на любом подэтапе дополнительной обработки как функция по меньшей мере одного параметра способа из блока обработки и возможно из известной геометрии тела и/или данных материала. Соответственно, предполагаемое значение силы может вычисляться блоком обработки для конкретного значения параметра способа или для нескольких конкретных значений нескольких параметров процесса. Блок обработки также может вычислять последовательность предполагаемых значений силы для последовательности конкретных значений одного или более параметров способа. Вычисление может осуществляться с использованием имитационного программного обеспечения, например, с использованием веса компонента.
В частности, можно предусмотреть, что время стекания капель очищающей жидкости определяется на основании вычисленных данных и затем может сравниваться, например, путем снижения сигнала силы или веса тела с течением времени, для предотвращения или минимизации загрязнение оборудования дополнительной обработки или его частей очищающей жидкостью и/или растворенной смолой. В частности, можно предусмотреть, что состояние очистки может определяться как функция целевого веса тела. Например, можно указать максимальное время стекания капель или время испарения (для летучих растворителей), и по истечении этого времени можно определить разность между целевым весом и фактическим весом. Если разность больше от 0,1% до 10%, например, жидкая, нерастворенная смола может оставаться на компоненте. Это означает, что процесс промывки не увенчался успехом и требует повтора.
Кроме того, можно предусмотреть, что, на основании значения силы, захваченной датчиком, высота/положение платформы наращивания или скорость движения относительно компонента и геометрические граничные условия оборудования дополнительной обработки и/или время стекания капель или время высушивания очищающей жидкости и/или вес по меньшей мере одного компонента определяется в качестве параметра способа в блоке обработки, когда платформа наращивания совместно с компонентом отклоняется от положения покоя за счет перемещений платформы наращивания. Таким образом, сравнивая предполагаемое значение с силой, захваченной датчиком на указанной высоте платформы наращивания, или присутствием тела, скорость движения платформы наращивания и/или количество очищающей жидкости, оставшейся на теле после промывки, и/или перемещение тела заканчиваются, когда очищающая жидкость закачиваются. Например, с увеличением длительности так называемого времени стекания капель очищающей жидкости, вес тела и, таким образом, захваченная сила уменьшается и все более приближается к чистому (сухому) весу тела, что позволяет делать заключение о степени очистки тела. Однако смола, которую труднее растворить, обуславливает большее значение силы даже после промывки, поскольку больше смолы прилипает к компоненту. Такие характерные свойства используемого отверждаемого вещества может учитываться при определении предполагаемого значения.
В порядке альтернативы определенных захваченных отдельных значений силы, относительное или абсолютное изменение силы в ходе по меньшей мере подсекции процесса очистки также может использоваться блоком обработки для управления вышеупомянутыми переменными управления процесса.
Датчик силы может содержать (по меньшей мере) один тензометр для экономичной реализации. Например, так называемый тензометрический датчик иди тензометрический мост может использоваться для определения силы и обеспечивают сигнал силы. Можно делать выводы о прогрессии силы путем измерения параметров, связанных со значением силы (например, тока двигателя привода транспортного устройства).
Кроме того, блок обработки может быть выполнен с возможностью определения и вывода состояния тела, состояния системы и/или состояния части системы на основании сигнала силы. Соответственно, в дополнительном необязательном варианте раскрытого способа, блок обработки может определять и выводить состояние тела, состояние системы и/или состояние части системы на основании сигнала силы.
Согласно дополнительному варианту, блок обработки может быть выполнен с возможностью сравнения сигнала силы с предполагаемым значением и/или с диапазоном предполагаемого значения и адаптации движения, скорости движения, ускорения и/или времени обработки транспортного устройства на основании сигнала силы. Аналогично, в раскрытом способе, можно предусмотреть, что блок обработки сравнивает сигнал силы с предполагаемым значением и/или с диапазоном предполагаемого значения и адаптирует движение, скорость движения, ускорение и/или время обработки транспортного устройства на основании сигнала силы. В этом случае, блок обработки функционирует как блок управления для управления транспортным устройством, например, по меньшей мере одним приводом или блоком позиционирования транспортного устройства. Предполагаемое значение или диапазон предполагаемого значения может указываться статически и/или по меньшей мере частично как функция времени (то есть, как ход предполагаемых значений и/или как ход по меньшей мере одного предела диапазона предполагаемых значений). Альтернативно или дополнительно, предполагаемое значение может также задаваться как функция по меньшей мере одного (другого) параметра способа и вычисляться блоком обработки. Предполагаемые значения могут храниться в памяти, например, в форме идеальной модели или хода переменных состояния и/или состояний в ходе отдельных этапов процесса, что позволяет загружать их оттуда блоком обработки и по сравнению с сигналом силы. Например, может определяться захваченная в данный момент сила или изменение захваченной силы с течением времени (например, дифференциал или производная по времени) и по меньшей мере один параметр способа может задаваться или управляться как функция разности между захваченной силой или ее изменением с течением времени с одной стороны и соответствующим предполагаемыми значением (или ходом предполагаемых значений) с другой стороны, или только как функция изменения захваченной силы с течением времени. Значение параметра способа также может захватываться датчиком силы. В частности, повторно сравнивая силу, захваченную с использованием датчика силы, с предполагаемым значением и/или с диапазоном предполагаемых значений силы, параметр способа можно задавать или регулировать до целевого значения. Параметр способа может задаваться самим блоком обработки или управляться таким образом.
В частности, например, изменения сигнала силы, захваченного с использованием датчика силы, можно обрабатывать в блоке обработки, подключенном к датчику силы в математической модели, и по меньшей мере один параметр способа можно обрабатывать как функцию по меньшей мере одного захваченного сигнала силы (например, измеренного значения силы), и/или изменение захваченных сигналов силы можно задавать согласно значению и/или поведению, смоделированному на основе математической спецификации. Базовая математическая модель также может использовать в качестве входного значения, например, временной график и/или (другой) параметр способа.
В контексте раскрытого способа, сигнал силы может захватываться в ходе и/или после каждого частичного этапа процесса и, при необходимости, оцениваться (например, сравниваться с предполагаемым значением).
Например, блок обработки может быть выполнен с возможностью взаимодействия с датчиком силы для управления и оптимизации процесса промывки (то есть, очистки изготовленного тела). Согласно дополнительному варианту осуществления способа, можно предусмотреть, например, что насыщенность очищающей жидкости может определяться как функция значений, захваченных с использованием датчика силы. Плотность очищающей жидкости постоянно увеличивается с каждым процессом промывки благодаря растворению неотвержденной фотосмолы из компонента в ходе процесса очистки. Если теперь пустая платформа наращивания или платформа наращивания, нагруженная телом, вводится в очистной бак, и промывочная жидкость заливается (например, нагнетается) в него, фактическую силу плавучести можно сравнивать с целевым значением с использованием датчика силы. В случае отклонения до определенной степени, плотность очищающей жидкости увеличивается и, таким образом, она насыщается растворенной смолой до определенной степени. Если эта насыщенность и, таким образом, сила плавучести превышает пороговое значение, заданное в базе данных, например, то можно предположить, что очищающая жидкость является насыщенной. Дополнительно или альтернативно, уровень заполнения очищающей жидкости в очистном баке может определяться на основании силы плавучести, которая может определяться с использованием датчика силы и может определяться, достигала ли она определенное значение. Это значение может быть, например, минимальным уровнем заполнения или максимальным уровнем заполнения.
Блок обработки может, в необязательном порядке, на основании сигнала силы, определять в качестве параметров способа отклонение транспортного устройства (или на основании соответствующей высоты платформы наращивания) и/или высоту тела относительно очистного бака и/или экспозиционной камеры и/или скорость движения транспортного устройства и/или вес тела и/или объем тела и/или время ожидания (например, до окончания очистки, высушивания или дополнительной экспозиции). Это определение может обеспечиваться как мгновенный снимок или как непрерывный мониторинг, например, пока тело перемещалось с использованием транспортное устройство. Объем тела можно, например, вывести из силы плавучести тела в жидкости, измеренной с использованием датчика силы. Предпочтительно допустить, что сила, захваченная с использованием датчика, может использоваться для того, чтобы делать выводы об очищающей жидкости “захваченной” вследствие геометрии тела, то есть о формировании колодцев/полостей, где может храниться или удерживаться очищающая жидкость (резервуаров).
Кроме того, можно предусмотреть, что продолжающееся присутствие компонента на платформе наращивания можно обнаруживать из сигнала силы совместно с дополнительной автоматизацией. Например, свободна ли платформа наращивания для нового использования, может определяться из веса или инерции платформы наращивания.
Наконец, ошибка позиционирования или ошибка автоматического занятия платформы наращивания может обнаруживаться, когда сила, захваченная с использованием датчика силы, измеряется до занятия платформы наращивания, и, будучи измерена после занятия, превышает заранее определенное значение. Значение силы предпочтительно захватывается с использованием датчика силы, и движение платформы наращивания регулируется на ее основании в противоположную сторону блоком обработки во избежание повреждения вследствие избыточных сил в системе.
В контексте непрерывного мониторинга, можно обнаруживать, например, явление столкновения (удара) и превышение некоторых заранее определенных пороговых значений силы, причем сила, развиваемая на платформе наращивания в качестве носителя тела, способна изменяться посредством отклонений, связанных с процессом. Например, согласно дополнительному варианту осуществления системы, можно предусмотреть, что определенная сила сравнивается с максимально допустимой силой в ходе способа/позиционирования и манипуляции платформой наращивания, с телом или без него, чтобы своевременно предупредить столкновения с частями оборудования и/или потерянными телами и, таким образом обнаруживать (например, при наличии в очистном баке) или предотвращать его. Неправильное (например, неполное) отсоединение тела от платформы наращивания могут приводить к столкновению, когда платформа наращивания приближается к месту обработки и также может приводить к увеличению значения силы, которое регистрируется блоком обработки и приводит, например, к необходимости остановки транспортного устройства.
Изобретение более подробно объяснено далее с использованием предпочтительных, неограничительных иллюстративных вариантов осуществления со ссылкой на чертежи:
фиг. 1 - схематическое продольное сечение системы для очистки и дополнительной экспозиции тела, наращиваемого слоями;
фиг. 2 - схематический более детализированный вид транспортного устройства системы согласно фиг. 1, на этот раз без тела;
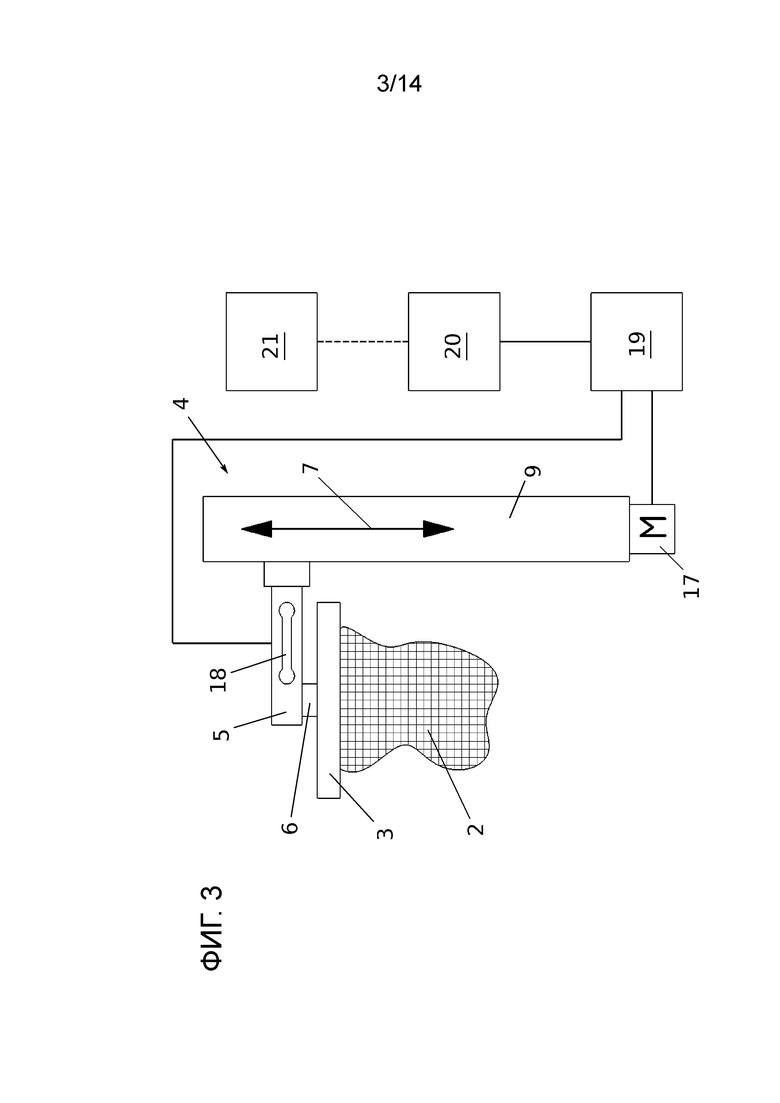
фиг. 3 - схематический вид согласно фиг. 2, на этот раз, когда тело располагается на платформе наращивания;
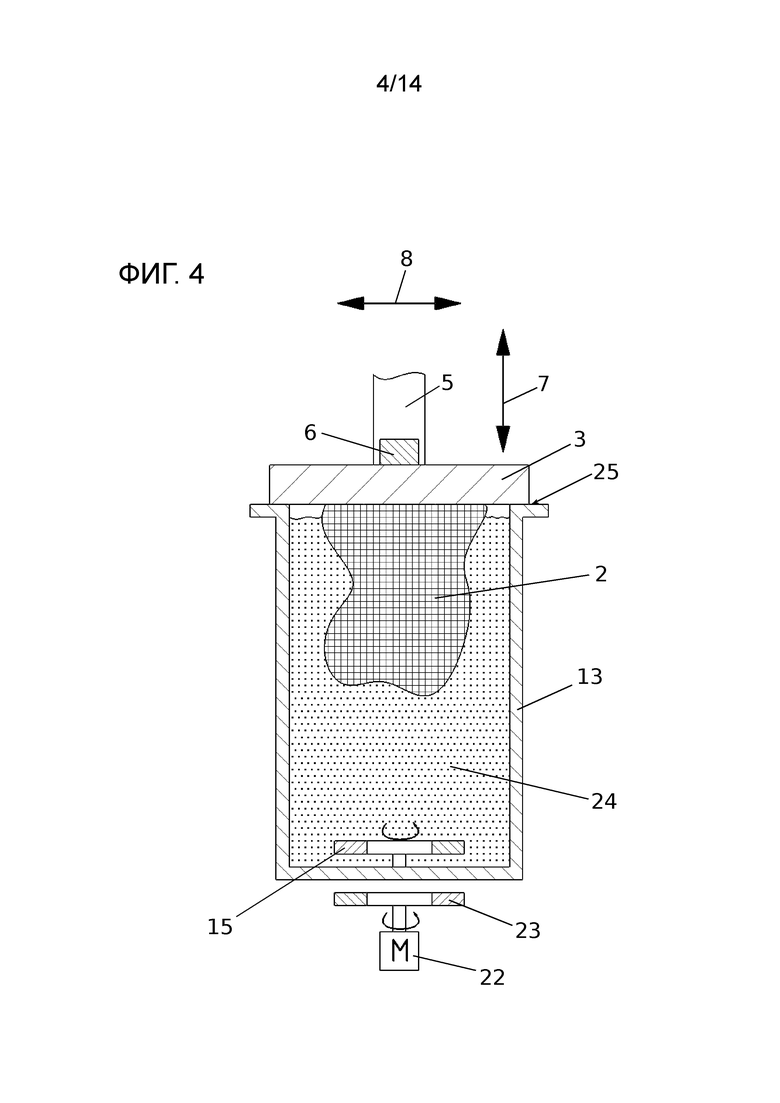
фиг. 4 - схематическое продольное сечение детали системы, имеющей очистной бак;
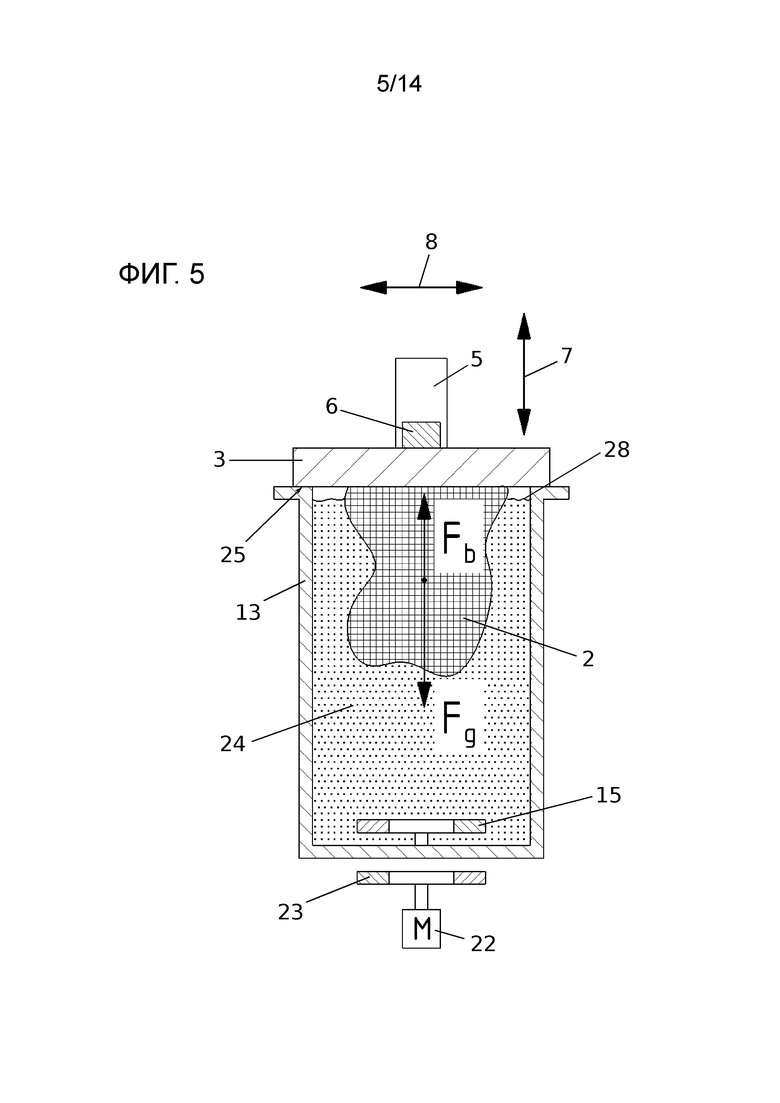
фиг. 5 - схема очистного бака согласно фиг. 4 с действующими силами;
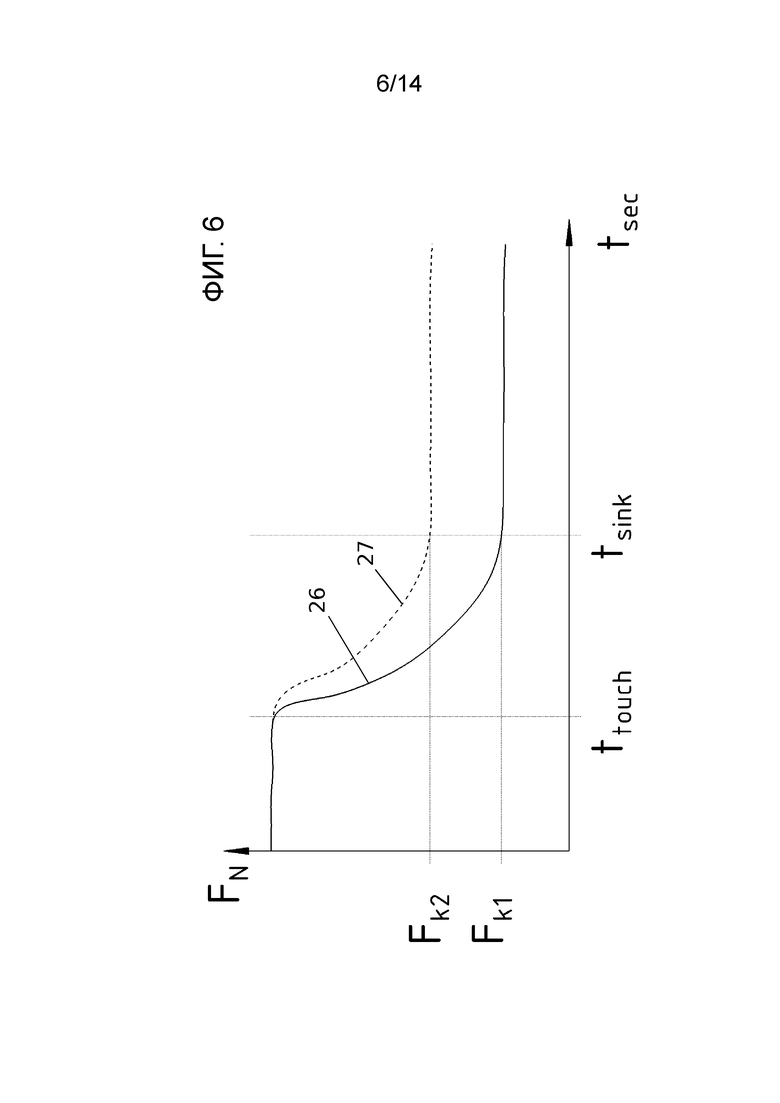
фиг. 6 - схематическая диаграмма, имеющая иллюстративный временной профиль сигнала силы, при погружении в очищающую жидкость наподобие показанных на фиг. 5, с разными плотностями жидкости плотности;
фиг. 7 - схема системы, показанной на фиг. 1, где тело отделяется в ходе движения;
фиг. 8 - схематическая диаграмма, имеющая иллюстративный временной профиль сигнала силы, когда тело спонтанно отсоединяется от платформы наращивания согласно фиг. 7;
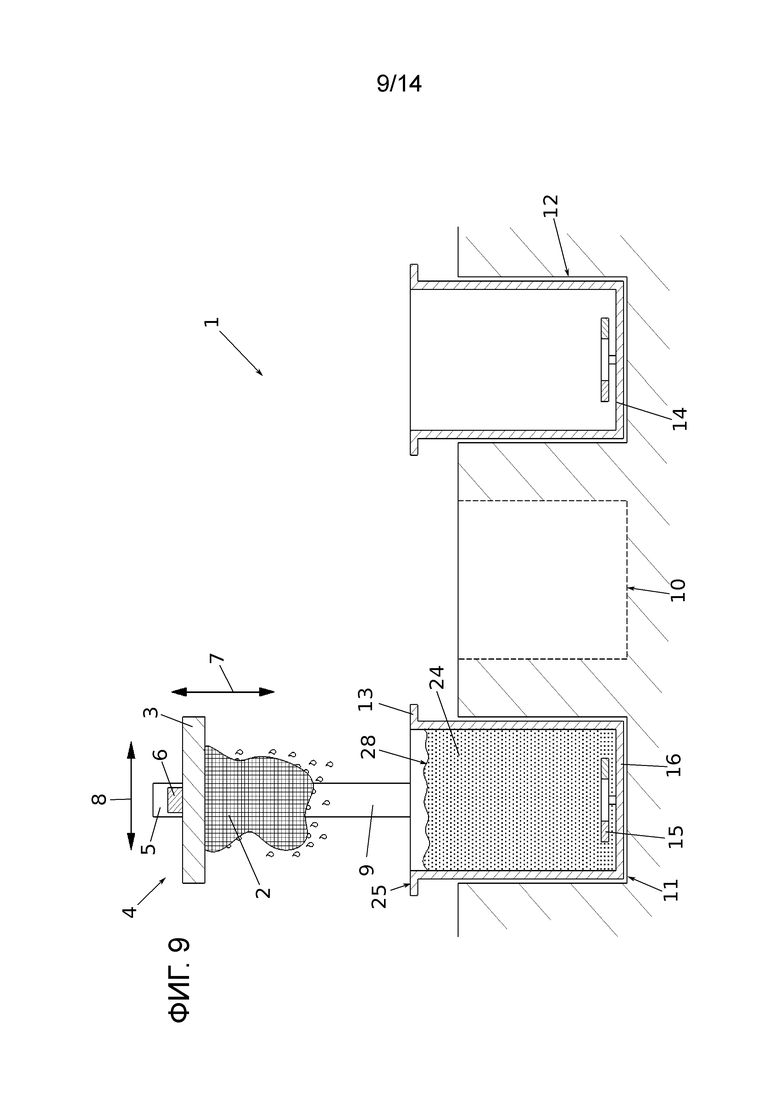
фиг. 9 - схема системы, показанной на фиг. 1, где тело смочено очищающей жидкостью после промывки;
фиг. 10 - схематическая диаграмма, имеющая иллюстративный временной профиль сигнала силы, когда очищающая жидкость стекает каплями согласно фиг. 9;
фиг. 11 - схематическая диаграмма, имеющая иллюстративный временной профиль сигнала силы, когда очищающая жидкость высушивается и сдувается согласно фиг. 9;
фиг. 12 - схема системы, показанной на фиг. 1, имеющей не полностью высушенное тело;
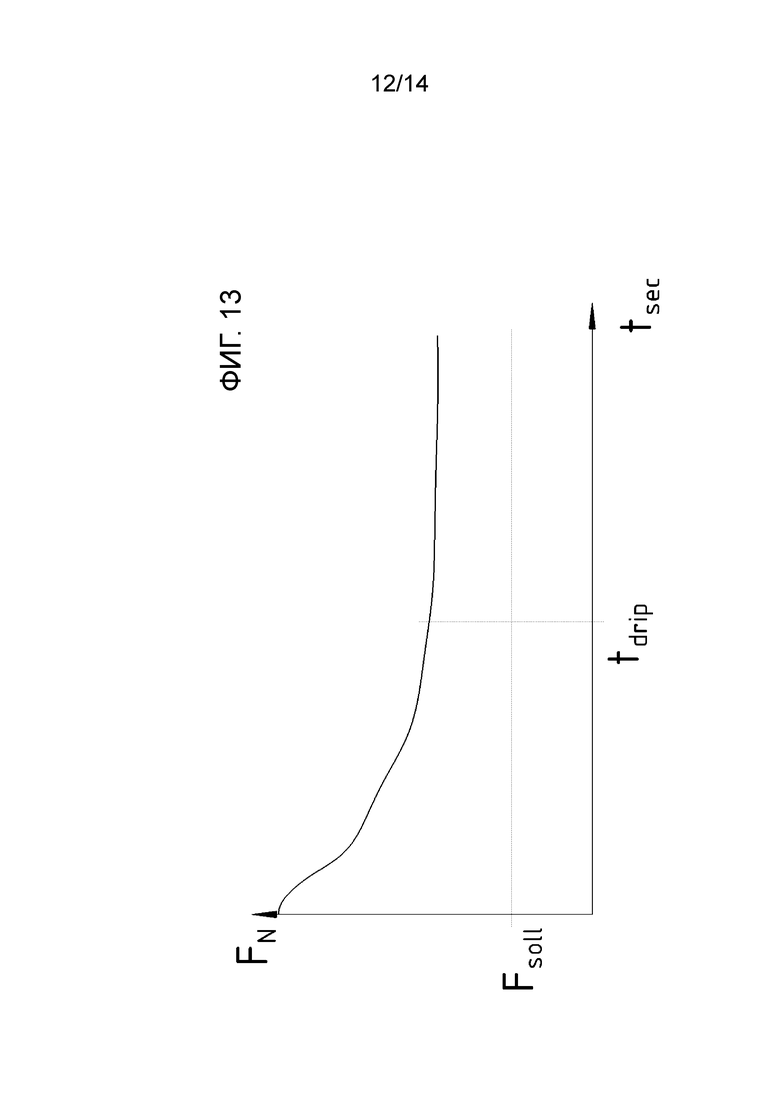
фиг. 13 - схематическая диаграмма, имеющая иллюстративный временной профиль сигнала силы, когда очищающая жидкость не полностью стекла каплями согласно фиг. 12;
фиг. 14 - схема системы, показанной на фиг. 1, имеющей возможное столкновение неправильно отсоединенного тела; и
фиг. 15 - схематическая диаграмма, имеющая иллюстративный временной профиль сигнала силы при наличии столкновения согласно фиг. 14.
В проиллюстрированных чертежах, части устройства, которые не служат для описания соответствующих чертежей, для ясности исключены.
Система 1 для очистки и/или дополнительной экспозиции тела 2. Тело 2 ранее было изготовлено из вещества, отверждаемого излучением посредством способа аддитивного производства. Производство осуществляется на платформе 3 наращивания. В ситуации, проиллюстрированной на фиг. 1, платформа 3 наращивания соединена с транспортным устройством 4 системы 1. Например, кронштейн 5 транспортного устройства 4 может иметь связь 6 для соединения с соответственно сконфигурированной платформой 3 наращивания. С использованием транспортного устройства 4, присоединенная платформа 3 наращивания может перемещаться в вертикальном направлении 7 (то есть нормально к поверхности наращивания платформы наращивания) и в горизонтальном направлении 8. Для вертикального движения, транспортное устройство 4 имеет мачту 9, которая располагается на рейке (не показана) для горизонтального движения. Система 1 имеет блок 10 дополнительной экспозиции и два приемника 11, 12 для очистных баков 13, 14 для очистки тела 2. Устройство 15 циркуляции в форме ротора предусмотрен в очистных баках 13, 14 на дне 16 бака 13, 14. Тело 2 и, возможно, транспортный контейнер, может транспортироваться на платформе 3 наращивания между этими установками 10, 11, 12 посредством транспортного устройства 4. То есть тело 2 может подниматься вертикально из транспортного контейнера, перемещаться горизонтально над очистным баком 13 и затем опускаться вертикально в очистной бак 13. После очистки тело 2 может, например, перемещаться над блоком 10 дополнительной экспозиции и затем опускаться вертикально в блок 10 дополнительной экспозиции. Блок 10 дополнительной экспозиции может, например, иметь (частично прозрачную) экспозиционную камеру для дополнительной экспозиции тела 2, имеющую соответствующие источники света, направленные в камеру.
Как показано более подробно на фиг. 2, транспортное устройство 4 содержит привод 17 для вышеописанного вертикального и горизонтального движения присоединенной платформы 3 наращивания. Транспортное устройство 4 также содержит датчик 18 силы. Датчик 18 силы содержит тензометр, который располагается на кронштейне 5 между мачтой 9 транспортного устройства 4 и связью 6 для платформы 3 наращивания и который регистрирует деформацию этого кронштейна 5. Таким образом, датчик 18 силы выполнен с возможностью захвата силы, действующей на платформу 3 наращивания, причем сила развивается транспортным устройством 4 (например, приводом 17) и/или телом 2 (например, сила тяжести) и/или извне (например, сила плавучести, см. ниже). Датчик 18 силы подключен к блоку 19 обработки. Блок 19 обработки выполнен с возможностью управления приводом 17 и вывода параметров процесса на основании сигнала силы от датчика 18 силы на пользовательский интерфейс 20. Пользовательский интерфейс 20 выполнен с возможностью осуществления связи с памятью 21 данных, где, например, хранится модель тела 2 и спецификации дополнительной обработки тела 2. Память 21 данных может составлять, например, часть транспортного контейнера. Блок 19 обработки выполнен с возможностью определения и вывода состояния тела 2, состояния платформы 3 наращивания или состояния очистного бака 13, 14 (точнее говоря: его уровня заполнения) на основании сигнала силы. С этой целью блок 19 обработки выполнен с возможностью сравнения сигнала силы с предполагаемым значением или с диапазоном предполагаемого значения и адаптации движения, скорости движения, ускорения и/или времени обработки транспортного устройства на основании сигнала силы. В частности, блок 19 обработки может останавливать привод 17 и/или выводить сигнал ошибки и/или задавать параметр способа как функцию различия между сигналом силы и предполагаемым значением.
В ситуации, проиллюстрированной на фиг. 2, платформа 3 наращивания свободна, то есть, ни одно тело не присоединено к платформе 3 наращивания. Сигнал силы от датчика 18 силы соответствует весу платформы 3 наращивания, когда транспортное устройство 4 неподвижно. То есть на основании сигнала силы блок 19 обработки может определять, что платформа 3 наращивания присоединена к транспортному устройству 4, а также вес упомянутой платформы 3 наращивания. Для более точного измерения, платформа 3 наращивания, имеющая мачту 9, может быть задана в вертикальном движении или колебаниях. Инертную массу платформы 3 наращивания можно вывести из результирующего временного профиля сигнала силы.
В ситуации, проиллюстрированной на фиг. 3, транспортное устройство 4 несет платформу 3 наращивания, на которой располагается (к которой прилипло) тело 2. В этом случае, вес тела 2 совместно с платформой 3 наращивания можно вывести из сигнала силы. Если вес платформы 3 наращивания известен (либо по умолчанию, либо измерен заранее, как на фиг. 2), вес тела 2 может определяться отдельно. Вес тела 2 можно сравнивать с предполагаемым весом на основании модели. Предполагаемый вес вычисляется из плотности материала, используемого для изготовления (фотореактивного вещества) и заполненного объема тела 2. Используемая плотность может быть плотностью после отверждения, то есть, когда растворитель полностью осажден или отделен. Таким образом, процесс дополнительной обработки может выводиться из разности между определенным и предполагаемым весом. В частности, по-прежнему прилипшие остатки материала можно распознавать сразу после процесса промывки, и процесс промывки может продолжаться. После процесса промывки можно отслеживать капанье и слив очищающей жидкости.
Такой процесс промывки в очистном баке 13 более подробно проиллюстрирован на фиг. 4. Как можно видеть в данном случае, ротор 15 (например, с постоянными магнитами) вращается магнитоприводным магнитом 23, который располагается под баком 13 и присоединен к электрическому двигателю 22. В результате, очищающая жидкость 24 циркулирует и гомогенизируется в баке 13. Остатки материала, прилипшие к телу 2, например, отвержденные в меньшей степени, смываются очищающей жидкостью 24 таким образом и собираются в баке 13. В ходе этого процесса, платформа 3 наращивания опускается в очистной бак 13, плотно закрывая его край 25 для предотвращения выходу очищающей жидкости. Контакт между платформой 3 наращивания и краем 25 бака, и любое контактное давление может определяться и отслеживаться с использованием датчика 18 силы. Тело 2 по существу полностью погружается в очищающую жидкость 24 вследствие правильного уровня заполнения очищающей жидкости 24.
Действующие силы, которые захватываются датчиком 18 силы, изображены на фиг. 5. С одной стороны, согласно фиг. 3, сила тяжести Fg действует согласно весу тела 2. С другой стороны, и противоположно силе тяжести Fg, сила плавучести Fb действует вследствие веса очищающей жидкости 24, перемещенной телом. Таким образом, сила плавучести Fb зависит, с одной стороны, от погруженного объема тела 2 и также от плотности перемещенной очищающей жидкости 24. Погруженный объем тела 2 в свою очередь зависит от уровня заполнения очищающей жидкости 24 в очистном баке 13.
Фиг. 6 демонстрирует временной профиль сигнала силы FN, когда тело 2 опускается в очистной бак 13 в двух разных ситуаций 26, 27 (сплошная или пунктирная линия) для одного и того же тела 2. Изображены момент времени ttouch первого контакта с очищающей жидкостью 24 телом 2, то есть, когда тело 2 достигает уровня 28 жидкости (см. фиг. 5), и момент времени tsink полного опускания тела 2 в очищающую жидкость 24. Влияние размещения платформы 3 наращивания на краю 25 очистного бака 13 для простоты не показано. Момент времени ttouch по существу одинаков в обеих ситуациях, то есть, уровень заполнения также одинаков. Тем не менее, ситуации отличаются в сигнале силы, захваченной в момент времени tsink, где сигнал силы в первом случае 26 (сплошная линия) падает до силы Fk1 и во втором случае 27 (пунктирная линия) падает до (более высокой) силы Fk2. Это различие обусловлено разной плотностью очищающей жидкости 24. В первом случае 26, эта плотность выше, то есть, сила плавучести Fb выше и, таким образом, компенсирует большую часть веса Fg тела. Таким образом, результирующая сила Fk1 ниже. Во втором случае 27, плотность очищающей жидкости 24 ниже, благодаря чему, результирующая сила Fk2 остается более высокой. Таким образом, плотность очищающей жидкости 24, которая может определяться блоком 19 обработки, может использоваться для диагностический цели. Например, пользователю можно порекомендовать менять очищающую жидкость 24, когда состав очищающей жидкости 24 очевидно уже не подходит для промывки вследствие изменения плотности.
Фиг. 7 демонстрирует ситуацию, в которой тело 2 отсоединяется от платформы 3 наращивания в ходе транспортировки и падает. Это событие может распознаваться блоком 19 обработки. Временной профиль сигнала силы FN, соответствующий этой ситуации проиллюстрирован в упрощенной форме на фиг. 8. В данном случае изображен момент времени отсоединения tsep. Резкое изменение сигнала силы FN и отклонение от предполагаемого значения Fset соответствует отсоединению тела 2 (или платформы 3 наращивания). Этот случай можно распознавать, например, по тому факту, что вывод сигнала силы (то есть, наклон боковой поверхности в момент времени tsep) превышает предельное значение предполагаемых изменений (например, при погружении в очистной бак).
Фиг. 9 демонстрирует ситуацию после промывки тела 2 в очистном баке 13 согласно фиг. 4, причем тело 2 полностью поднято вертикально из очищающей жидкости 24. Сразу после подъема тела 2 очищающая жидкость 24 стекает каплями обратно в очистной бак 13. Тело 2 удерживается в этом положении, пока очищающая жидкость 24 в основном не скапает. Во избежание задержек, предпочтительно распознавать этот момент времени как функцию геометрии тела 2. С этой целью также может использоваться датчик 18 силы. Временная зависимость сигнала силы FN в ходе этого процесса проиллюстрирована на фиг. 10. Блок 19 обработки отслеживает сигнал силы FN и регистрирует момент времени tdrip, когда сигнал силы FN достаточно приближается к предполагаемому значению Fset (то есть вплоть до заранее заданного допустимого отклонения). После подъема система 1 ожидает момента времени tdrip и затем продолжает дальнейшую дополнительную обработку (например, с дополнительной экспозиции). Альтернативно, капанье, после определенного количества капающая очищающая жидкость 24 (распознаваемая по изменению захваченной силе тяжести после его подъема), может дополняться путем сдувания. Этот случай проиллюстрирован в упрощенной форме на фиг. 11. В данном случае, воздуходувка включается в момент времени tdrip и действует до наступления момента времени tdry достаточного высушивания. Этот момент времени tdry распознается по тому факту, что сигнал силы FN оказывается в диапазоне Fsetmin-Fsetmax предполагаемых значений. Воздуходувка может деактивироваться в момент времени tdry, после чего продолжается дальнейшая дополнительная обработка (например, с дополнительной экспозицией).
Ошибка в процессе капанья для простоты проиллюстрирована на фиг. 12 преувеличенной. В этом случае, тело 29 образует “резервуар”, в котором удерживается очищающая жидкость 24. Таким образом, в этом случае, очищающая жидкость 24 собирается телом 29 из очистного бака 13 и не может капать. Этот случай можно распознавать блоком 19 обработки из того факта, что сигнал силы FN, как показано на фиг. 13, недостаточно приближается к предполагаемому значению Fset для тела 29, с которого падают капли. В данном случае, по истечении предполагаемого (или максимального) время стекания капель tdrip, оставшееся отклонение можно распознавать, и ошибка может выводиться и дополнительная обработка может прерываться или отменяться.
Наконец, фиг. 14 демонстрирует случай ошибки, когда тело 2 само отсоединилось от платформы 3 наращивания над очистным баком 13 и теперь лежит поперек очистного бака 13. В этом случае платформа 3 наращивания будет сталкиваться с телом 2, опускаясь в очистной бак 13. Соответствующий временной профиль сигнала силы FN показан на фиг. 15. При опускании, сила внезапно начинает увеличиваться, наклон, соответствующий силе, прилагаемой приводом 17 транспортного устройства 4, и который также предполагается, например, при размещении на краю 25 очистного бака 14. По этой причине само по себе быстрое положительное изменение силы не является причинной отмены. Как только сила достигает заранее заданного максимального значения Fmax, однако блок 19 обработки останавливает привод 17 транспортного устройства 4 во избежание повреждения системы 1. Поскольку в этот момент времени погружения в очищающую жидкость 24 согласно фиг. 6 не зарегистрировано, блок 19 обработки может определять, наличие ошибки и отменять дополнительную обработку и отображать соответствующее указание с сообщением об ошибке пользователю.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК ДОПОЛНИТЕЛЬНОЙ ЭКСПОЗИЦИИ | 2020 |
|
RU2819941C1 |
| СТЕРЕОЛИТОГРАФИЧЕСКОЕ УСТРОЙСТВО АДДИТИВНОГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2810685C2 |
| РАСПОЗНАВАНИЕ ДЕФОРМАЦИИ ЕМКОСТЕЙ | 2019 |
|
RU2771523C1 |
| БЛОК МАТЕРИАЛА ДЛЯ УСТРОЙСТВА АДДИТИВНОГО ПРОИЗВОДСТВА | 2020 |
|
RU2800276C2 |
| СПОСОБ И КОНСТРУКЦИЯ ДЛЯ ОЧИСТКИ КАНАЛА | 2017 |
|
RU2739516C1 |
| СПОСОБ И КОНСТРУКЦИЯ ДЛЯ ОЧИСТКИ КАНАЛА | 2017 |
|
RU2711116C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ КОРНЕВОГО КАНАЛА | 2017 |
|
RU2711426C1 |
| СТЕРЕОЛИТОГРАФИЧЕСКОЕ УСТРОЙСТВО, ИМЕЮЩЕЕ БЛОК ОБНАРУЖЕНИЯ ДЛЯ ОПТИЧЕСКОЙ РЕГУЛИРОВКИ И ИЗМЕНЕНИЯ ИЗОБРАЖЕНИЯ | 2020 |
|
RU2808298C2 |
| ПЕРЕДВИЖНАЯ УСТАНОВКА ДЛЯ ГИДРОСТРУЙНОЙ ОЧИСТКИ КОРПУСОВ РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА И РАССНАРЯЖЕНИЯ БОЕПРИПАСОВ | 2000 |
|
RU2195629C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОРИЕНТАЦИИ ТРЕХМЕРНОЙ МОДЕЛИ ДЛЯ АДДИТИВНОГО ПРОИЗВОДСТВА | 2020 |
|
RU2819300C2 |








Группа изобретений относится к системе и способу очистки и дополнительной экспозиции тела, изготовленного способом аддитивного производства из вещества, отверждаемого излучением. Система содержит очистной бак для очистки тела и/или экспозиционной камеры для дополнительной экспозиции тела. Система дополнительно содержит транспортное устройство, имеющее привод для перемещения платформы наращивания относительно очистного бака и/или экспозиционной камеры. Транспортное устройство содержит датчик силы. Датчик силы выполнен с возможностью захвата силы, действующей на платформу наращивания, и обеспечения сигнала силы, и подключен к блоку обработки для управления приводом и/или вывода параметров процесса на основании сигнала силы. Как часть способа тело на платформе наращивания перемещается относительно очистного бака и/или экспозиционной камеры транспортным устройством, содержащим привод. В ходе и/или после очистки и/или дополнительной экспозиции сила, действующая на платформу наращивания, захватывается с использованием датчика силы, обеспечивающего сигнал силы, и блок обработки, подключенный к датчику силы, управляет приводом и/или выводит параметр процесса на основании сигнала силы. 2 н. и 8 з.п. ф-лы, 15 ил.
1. Система (1) для по меньшей мере очистки и дополнительной экспозиции тела (2), изготовленного способом аддитивного производства из вещества, отверждаемого излучением, причем система (1) содержит очистной бак (13) для очистки тела (2) очищающей жидкостью (24) и экспозиционную камеру для дополнительной экспозиции тела (2), отличающаяся тем, что дополнительно содержит транспортное устройство (4), имеющее привод (17) для опускания платформы (3) наращивания в очистной бак (13) или в экспозиционную камеру, причем транспортное устройство (4) содержит датчик (18) силы, при этом датчик (18) силы выполнен с возможностью захвата, в ходе очистки, силы, действующей на платформу (3) наращивания, развиваемой приводом (17), силы тяжести тела (2) и силы плавучести, обусловленной очищающей жидкостью (24), перемещающейся в ходе очистки, и обеспечения сигнала силы, и дополнительно содержит блок (19) обработки, выполненный с возможностью управления приводом (17) и вывода параметров процесса на основании сигнала силы.
2. Система (1) по п. 1, отличающаяся тем, что блок (19) обработки выполнен с возможностью сравнения сигнала силы с заранее заданным предполагаемым значением для текущего этапа процесса и остановки привода (17) и вывода сигнала ошибки или задания параметра процесса как функции результирующего отклонения.
3. Система (1) по п. 1 или 2, отличающаяся тем, что датчик (18) силы содержит тензометр.
4. Система (1) по любому из пп. 1-3, отличающаяся тем, что блок (19) обработки выполнен с возможностью, на основании сигнала силы, определения и вывода по меньшей мере одного из состояния тела (2), состояния системы (1) и состояния части системы (1).
5. Система (1) по любому из пп. 1-4, отличающаяся тем, что блок (19) обработки выполнен с возможностью сравнения сигнала силы с предполагаемым значением или с диапазоном предполагаемого значения и адаптации по меньшей мере одного из движения, скорости движения, ускорения и времени обработки транспортного устройства (4) на основании сигнала силы.
6. Способ очистки и дополнительной экспозиции тела (2), изготовленного способом аддитивного производства из вещества, отверждаемого излучением в очистном баке (13) очищающей жидкостью (24) и в экспозиционной камере для дополнительной экспозиции соответственно, отличающийся тем, что тело (2) на платформе (3) наращивания опускают в очистной бак (13) для очистки или в экспозиционную камеру для дополнительной экспозиции транспортным устройством (4), содержащим привод (17), причем в ходе очистки сила, действующая на платформу (3) наращивания, развиваемая приводом (17), вследствие силы тяжести тела (2) и вследствие выталкивающей силы очищающей жидкости (24), перемещающейся в ходе очистки, захватывается с использованием датчика (18) силы, и обеспечивается сигнал силы, и блок (19) обработки, подключенный к датчику (18) силы, управляет приводом (17) и выводит параметр процесса на основании сигнала силы.
7. Способ по п. 6, отличающийся тем, что блок (19) обработки сравнивает сигнал силы с заранее заданным предполагаемым значением для текущего этапа процесса и, в соответствии с результирующим отклонением, останавливает привод (17) и выводит сигнал ошибки или задает параметр процесса.
8. Способ по любому из пп. 6 или 7, отличающийся тем, что блок (19) обработки определяет и выводит по меньшей мере одно из состояния тела (2), состояния системы (1) и состояния части системы на основании сигнала силы.
9. Способ по любому из пп. 6-8, отличающийся тем, что блок (19) обработки сравнивает сигнал силы с предполагаемым значением или с диапазоном предполагаемого значения и адаптирует по меньшей мере одно из движения, скорости движения, ускорения и времени обработки транспортного устройства на основании сигнала силы.
10. Способ по любому из пп. 6-8, отличающийся тем, что блок (19) обработки, на основании сигнала силы, определяет в качестве параметра процесса по меньшей мере одно из отклонения транспортного устройства (4), высоты тела (2) относительно очистного бака (13) или экспозиционной камеры, скорости движения транспортного устройства (4) и веса тела (2).
| EP 1876012 A1, 09.01.2008 | |||
| УСТРОЙСТВО ДЛЯ АВТОМАТИЗИРОВАННОЙ ФИНИШНОЙ ОБРАБОТКИ ИЗДЕЛИЙ, ИЗГОТОВЛЕННЫХ 3D ПЕЧАТЬЮ | 2016 |
|
RU2625848C1 |
| WO 2018111548 A1, 21.06.2018 | |||
| WO 2018169824 A1, 20.09.2018 | |||
| WO 2019209732 A1, 31.10.2019. | |||

