ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
По настоящей заявке испрашивается приоритет китайской патентной заявки № 202011527427.9, озаглавленной «HEAT-BALANCED SINTERING METHOD BASED ON LAYERED COMPOSITE HEAT SUPPLY», поданной 22 декабря 2020 года в China National Intellectual Property Administration, которая полностью включена в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к производственному процессу спекания, в частности к способу теплосбалансированного спекания, основанному на послойной комбинированной подаче тепла, который относится к области техники спекания.
УРОВЕНЬ ТЕХНИКИ
Процесс спекания является ключевым звеном в процессе производства чугуна. Принцип заключается в смешивании различного порошкообразного железосодержащего сырья с соответствующим количеством топлива и плавня и добавлении необходимого количества воды. После смешивания и гранулирования, материал претерпевает ряд физических и химических изменений на оборудовании для спекания, его спекают в агломераты, и затем отправляют в доменную печь для следующей обработки. Спекание является основной технологией обработки сырья в области производства чугуна и стали в Китае, и более 75% сырья для доменных печей приходится на аглоруду. Однако спекание является типовой отраслью с высоким потреблением энергии и высоким уровнем загрязнения. Его потребление энергии занимает второе место в черной металлургии, и его загрязняющая нагрузка составляет 40% от черной металлургии и занимает первое место. При повышающейся жесткости требований по защите окружающей среды, исследования и развитие чистой технологии производства спекания и оборудования с высокой энергоэффективностью и низким уровнем выбросов, имеют большое значение для поддержки модернизации сталелитейной промышленности в Китае и достижения зеленого и устойчивого развития.
В известном процессе спекания, все тепло, необходимое для процесса спекания, обеспечивается сжиганием твердого топлива, такого как кокс, в слоях материала. С одной стороны, такой режим подачи тепла приводит к увеличению расхода твердого топлива, необходимого для процесса спекания с соответственно большим образованием загрязняющих веществ при горении. С другой стороны, режим горения кокса в слоях материала приводит к неравномерному распределению температуры в зоне горения, что влияет на качество аглоруды; и между тем, местная высокая температура вызывает образование загрязняющих газов, таких как диоксины.
На фигуре 1 представлен схематический вид конструкции синтеровочной машины известного уровня техники. Распределительное устройство предусмотрено в головной части синтеровочной машины, и запальный горн установлен в задней части распределительного устройства. Множество тележек синтеровочной машины установлены на синтеровочной машине встык, колеса тележек синтеровочной машины расположены на направляющих синтеровочной машины так, что тележки двигаются по направляющим синтеровочной машины. Нижняя воздушная камера расположена под направляющей, верхняя часть воздушной камеры расположена непосредственно по направлению к днищу тележек, и нижняя часть воздушной камеры соединена с первичным спекающим газоотводом.
Перед спеканием, сырьевая смесь железной руды, кокса, доломита и т.д. загружается в тележку синтеровочной машины в передней части синтеровочной машины. Когда тележка заполняется спекаемым материалом, она движется под крышкой запального горна, запальное сопло воспламеняет кокс на поверхности спекаемых материалов, образуя тонкую зону горения на поверхности слоев материала, и тележка продолжает двигаться по направляющим к задней части синтеровочной машины. Определенное отрицательное давление (обычно примерно 14 кПа) поддерживается внутри первичного спекающего газоотвода, чтобы обеспечить статус истощения воздуха в тележке в верхней части синтеровочной машины, и воздух над слоями материала втягивается в слои спекаемых материалов. Под действием истощения воздуха, материал в нижней части слоев материала постепенно воспламеняется верхней зоной горения, и зона горения в поверхностном слое окончательно перемещается на дно тележки, чтобы завершить спекание материала Чистая руда после спекания выгружается в заднюю часть синтеровочной машины, и выхлопные газы, образующиеся в процессе спекания, удаляются из первичного газоотвода в нижней части.
Процесс спекания представляет собой типовой режим отсоса воздуха. После того, как слои спекаемых материалов воспламеняются с образованием зоны горения определенной толщины на поверхности слоев материала, под действием основного вытяжного вентилятора, слой горения постепенно смещается вниз, вплоть до нижних слоев материала. Вместе со сдвигом слоев спекаемых материалов сверху вниз, тепло также непрерывно мигрирует вниз от верхней части слоев материала. Для спекания сырья в диапазоне определенной высоты слоев материала, часть тепла в процессе спекания происходит от сгорания твердого топлива в слоях материала, и другая часть происходит от миграции тепла вниз от верхних слоев материала (то есть, тепла, аккумулированного верхними слоями материала). Очевидно, чем ближе находятся нижние слои материала, тем более очевиден эффект аккумуляции тепла в слоях материала, и, таким образом, тем меньше твердого топлива требуется для спекания. То есть, теория спекания показывает, что количество твердого топлива, необходимое для спекания слоев материала, постепенно уменьшается сверху вниз по направлению высоты спекаемых материалов. В существующем процессе спекания, твердое топливо и сырье для спекания распределены на тележке синтеровочной машины после равномерного перемешивания. Из-за разделения топлива в процессе распределения, частицы топлива большого размера сегрегируются в нижние слои материала, что приводит к меньшему количеству твердого топлива в верхних слоях материала и большему количеству топлива в нижних слоях материала в фактических слоях материала Это прямо противоположно количеству топлива, требуемому в соответствии с теорией спекания, в которой предусмотрено больше топлива в верхних слоях материала и меньше топлива в нижних слоях материала. Таким образом, существующий режим подачи тепла для спекания серьезно не соответствует теоретической модели потребности в тепле для спекания, и расход твердого топлива в процессе спекания относительно высок.
В существующей технологии спекания, все тепло, необходимое для процесса спекания, обеспечивается за счет твердого топлива, такого как кокс, смешанный со смесью материалов, что приводит к высокому расходу твердого топлива в процессе спекания. Следовательно, количество твердого топлива, такого как кокс, в смеси материалов является слишком большим, и токсичные составляющие топлива, такие как NOx и SOx, и продукты сгорания, такие как CO2, возникающие в процессе спекания, также увеличиваются, что приведет к огромным выбросам загрязняющих веществ в процессе спекания.
Существующая технология спекания использует способ единственной подачи тепла, при котором твердое топливо смешивается со смесью материалов, и твердое топливо сжигается в слоях материала для подачи тепла. Способ сжигания кокса для внутреннего сжигания слоев материала не способствует возникновению и развитию процесса горения кокса. В этом случае, во время действительного процесса спекания, зона горения является узкой, и распределение температуры в зоне горения является неравномерным, с существующей локальной высокой температурой, и, таким образом, это оказывает неблагоприятное воздействие на общее качество аглоруды.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Ввиду противоречия между существующим режимом подачи тепла для спекания и теорией спекания, целью настоящей заявки является предоставление способа теплосбалансированного спекания, основанного на послойной комбинированной подаче тепла. В указанном способе, вся смесь спекаемых материалов делится на множество слоистых единиц. В соответствии с различными характеристиками каждого слоя материала, режим комбинированной подачи тепла, такой как газовое топливо+твердое топливо или аккумулированное тепло+твердое топливо, применяют для получения идеального состояния сегрегации с большим количеством топлива в верхних слоях материала и меньшим количеством топлива в нижних слоях материала. Идеальное состояние сегрегации позволяет обеспечить спекание и подачу тепла в соответствии с теоретической потребностью в тепле для достижения цели снижения потребления твердого топлива и общего потребления тепла, а также снижения выбросов загрязняющих веществ в процессе спекания.
Согласно первому варианту осуществления настоящей заявки, представлен способ теплосбалансированного спекания, основанный на послойной комбинированной подаче тепла.
Способ теплосбалансированного спекания, основанный на послойной комбинированной подаче тепла, при котором смесь спекаемых материалов спекают в синтеровочной машине по направлению глубины тележки синтеровочной машины, смесь спекаемых материалов делят на множество единиц слоев, и на каждую единицу слоя подают тепло и спекают в зависимости от соответствующей распределенной доли подачи тепла.
В настоящей заявке, по направлению глубины тележки синтеровочной машины, смесь материалов для спекания делят на четыре слоя сверху вниз: поверхностный слой, верхний средний слой, средний слой и нижний слой. Доля подачи тепла к смеси спекаемых материалов в поверхностном слое в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, составляет a1, доля подачи тепла к смеси спекаемых материалов в верхнем среднем слое в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, составляет а2, доля подачи тепла к смеси спекаемых материалов в среднем слое в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, составляет а3, и доля подачи тепла к смеси спекаемых материалов в нижнем слое в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, составляет а4, где
 ,
,
a2=k2 × a1 (2),
a3 =k3 × (a1+a2) (3),
а4 =1-(а1+а2+а3) (4).
В уравнениях (1)-(4), d представляет собой средний размер частиц смеси спекаемых материалов, w1 представляет долю воды в смеси спекаемых материалов, w2 представляет долю плавня в смеси спекаемых материалов, w3 представляет собой долю зольной пыли в смеси спекаемых материалов, w4 представляет собой долю газовой золы в смеси спекаемых материалов, m представляет собой вместимость синтеровочной машины, v представляет собой скорость движения тележки синтеровочной машины, и k1, k2 и k3 представляют собой коэффициенты условий работы, где k1 находится в диапазоне 0,03-0,1, k2 находится в диапазоне 0,5-1, и k3 находится в диапазоне 0,2-0,5.
В настоящей заявке, подача тепла к смеси спекаемых материалов в поверхностном слое регулируется путем управления глубиной зажигания запального устройства в синтеровочной машине:
 ,
,
где De представляет собой глубину зажигания запального устройства, a1 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в поверхностном слое, в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, d представляет собой средний размер частиц смеси спекаемых материалов, w1 представляет собой долю воды в смеси спекаемых материалов, w2 представляет собой долю плавня в смеси спекаемых материалов, w3 представляет долю зольной пыли в смеси спекаемых материалов, w4 представляет долю газовой золы в смеси спекаемых материалов, k4 представляет собой коэффициент рабочих условий и k4 находится в диапазоне 0,2-0,7.
В настоящей заявке, тепло подают к смеси спекаемых материалов в верхнем среднем слое с помощью устройства для накопления тепла, и подача тепла из устройства накопления тепла составляет:
 ,
,
где Q представляет собой тепло, подаваемое устройством накопления тепла, а2 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в верхнем среднем слое, в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, а4 представляет собой долю количества тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, m представляет собой вместимость синтеровочной машины, v представляет собой скорость движения тележки синтеровочной машины, d представляет собой средний размер частиц смеси спекаемых материалов, k5 представляет собой коэффициент рабочих условий, и k5 находится в диапазоне 0,05-0,3.
В настоящей заявке, к смеси спекаемых материалов в среднем слое подается тепло путем впрыска горючего газа в смесь спекаемых материалов, при этом концентрация впрыскиваемого горючего газа составляет:
 ,
,
где C представляет собой концентрацию горючего газа, впрыскиваемого горючим устройство подачи газа, S1 представляет собой площадь впрыска горючего газа, S2 представляет собой площадь синтеровочной машины, a3 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в среднем слое, в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, требуемом всей смеси спекаемых материалов в процессе спекания, m представляет собой вместимость синтеровочной машины, v представляет собой скорость движения тележки синтеровочной машины, k6 представляет собой коэффициент рабочих условий, и k6 находится в диапазоне 0,1-0,3.
В настоящей заявке тепло, необходимое всей смеси спекаемых материалов в процессе спекания, составляет:
 ,
,
где Qобщее представляет собой тепло, необходимое для всей смеси спекаемых материалов в процессе спекания, d представляет собой средний размер частиц смеси спекаемых материалов, w1 представляет долю воды в смеси спекаемых материалов, w2 представляет долю плавня в смеси спекаемых материалов, w3 представляет собой долю зольной пыли в смеси спекаемых материалов, w4 представляет собой долю газовой золы в смеси спекаемых материалов, w5 представляет собой долю железорудного сырья в смеси спекаемых материалов, k7 представляет собой коэффициент рабочих условий, и k7 находится в диапазоне 0,1-0,5.
Согласно второму варианту осуществления настоящей заявки, представлен способ теплосбалансированного спекания, основанный на послойной комбинированной подаче тепла.
Способ теплосбалансированного спекания, основанный на послойной комбинированной подаче тепла, включает следующие стадии:
1) смешивание и распределение: приготовление железосодержащего сырья, плавня, твердого топлива, воды и распределение приготовленной смеси спекаемых материалов в тележке синтеровочной машины;
2) зажигание и спекание: установка запального устройства непосредственно над тележкой синтеровочной машины выше синтеровочной машины и зажигание смеси спекаемых материалов, которая распределена внутри тележки синтеровочной машины с помощью запального устройства, так что смесь спекаемых материалов в поверхностном слое в тележке синтеровочной машины начинает спекаться; одновременно всасывание воздуха над смесью спекаемых материалов в тележке синтеровочной машины в воздушную камеру, установленную под тележкой синтеровочной машины так, чтобы смесь спекаемых материалов в тележке синтеровочной машины спекалась от поверхностного слоя к нижнему слою тележки синтеровочной машины;
3) накопление тепла и подача тепла: установка устройства накопления тепла ниже запального устройства и над тележкой синтеровочной машины, впрыск высокотемпературного газа на поверхность смеси спекаемых материалов после зажигания и спекания устройством накопления тепла так, чтобы высокотемпературный газ подавал тепло к смеси спекаемых материалов в верхнем среднем слое, расположенном ниже смеси спекаемых материалов в поверхностном слое;
4) впрыск горючего газа: установка устройства впрыска горючего газа ниже устройства для накопления тепла и над тележкой синтеровочной машины, после накопления тепла и подачи тепла, впрыск горючего газа на поверхность смеси спекаемых материалов с помощью устройства впрыска горючего газа, так что горючий газ попадает в смесь спекаемых материалов и сгорает в слоях материала так, чтобы подавать тепло к смеси спекаемых материалов в среднем слое, расположенном ниже смеси спекаемых материалов в верхнем среднем слое;
5) впрыск пара: установка устройства для впрыска пара ниже устройства для впрыска горючего газа и над тележкой синтеровочной машины; и после впрыска горючего газа, впрыск пара на поверхность смеси спекаемых материалов с помощью устройства для впрыска пара, чтобы пар попадал в смесь спекаемых материалов и передавал тепло, накопленное в смеси спекаемых материалов в поверхностном слое, смеси спекаемых материалов в верхнем среднем слое и смеси спекаемых материалов в среднем слое в тележке синтеровочной машины, в смесь спекаемых материалов в нижнем слое, расположенном ниже смеси спекаемых материалов в среднем слое;
6) завершение спекания: после завершения спекания выгрузка материала из тележки синтеровочной машины.
В настоящей заявке, на стадии 1) массовая доля твердого топлива к общему количеству смеси спекаемых материалов составляет 0,2-2,5%, предпочтительно, 0,3-2%, более предпочтительно, 0,4-1,5%, еще более предпочтительно, 0,5%-1,0%.
Предпочтительно, экзотермическое тепло от сгорания всех видов твердого топлива в смеси спекаемых материалов составляет от 50 до 90%, предпочтительно, от 55 до 85% и более предпочтительно, от 60 до 80% тепла, необходимого для процесса спекания.
В настоящей заявке, по направлению высоты слоя материала смеси спекаемых материалов, слой материала смеси спекаемых материалов делится на смесь спекаемых материалов в поверхностном слое, смесь спекаемых материалов в верхнем среднем слое, смесь спекаемых материалов в среднем слое и смесь спекаемых материалов в нижнем слое, сверху вниз.
Смесь спекаемых материалов в поверхностном слое в тележке синтеровочной машины спекается за счет тепла, подаваемого запальным устройством, и тепла, подаваемого твердым топливом в смеси спекаемых материалов. Смесь спекаемых материалов в верхнем среднем слое в тележке синтеровочной машины спекается теплом, подаваемым устройством для накопления тепла, теплом, подаваемым твердым топливом в смеси спекаемых материалов, и запасом тепла в смеси спекаемых материалов в поверхностном слое. Смесь спекаемых материалов в среднем слое в тележке синтеровочной машины спекается теплом, подаваемым сгоранием впрыснутого горючего газа, теплом, подаваемым твердым топливом в смеси спекаемых материалов, запасом тепла в смеси спекаемых материалов в поверхностном слое и/или смеси спекаемых материалов в среднем верхнем слое. Смесь спекаемых материалов в нижнем слое в тележке синтеровочной машины спекается запасом тепла, передаваемым паром, и теплом, подаваемым твердым топливом в смеси спекаемых материалов.
В настоящей заявке, по направлению движения тележки синтеровочной машины, в синтеровочной машине последовательно предусмотрены секция зажигания, секция накопления тепла, секция впрыска горючего газа и секция впрыска пара. Предпочтительно, длины секции зажигания, секции накопления тепла, секции впрыска горючего газа и секции впрыска пара составляют 5%-12%, 10%-50%, 15%-75% и 10%-70% синтеровочной машины, соответственно.
Предпочтительно, толщина смеси спекаемых материалов в поверхностном слое, толщина смеси спекаемых материалов в верхнем среднем слое, толщина смеси спекаемых материалов в среднем слое и толщина смеси спекаемых материалов в нижнем слой составляет 5%-12%, 10%-50%, 15%-75% и 10%-70% от общей толщины слоев материала в смеси спекаемых материалов, соответственно.
В настоящей заявке, на стадии 1) железосодержащее сырье включает сырье из железной руды, зольную пыль и газовую золу. Доля тепла, требуемая для спекания смеси спекаемых материалов в поверхностном слое в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания составляет:
 .
.
Доля тепла, необходимого для спекания смеси спекаемых материалов в верхнем среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, составляет:
а2=к2×а1 (2).
Доля тепла, необходимого для спекания смеси спекаемых материалов в среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, составляет:
а3 =к3×(а1+а2) (3).
Доля тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, составляет:
а4 =1-(а1+а2+а3) (4).
где a1 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в поверхностном слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, a2 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в верхнем среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, a3 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, d представляет собой средний размер частиц смеси спекаемых материалов, w1 представляет долю воды в смеси спекаемых материалов, w2 представляет собой долю плавня в смеси спекаемых материалов, w3 представляет собой долю зольной пыли в смеси спекаемых материалов, w4 представляет собой долю газовой золы в смеси спекаемых материалов, m представляет собой вместимость синтеровочной машины, v представляет собой скорость перемещения тележки для синтеровочной машины, k1, k2 и k3 представляют собой коэффициенты рабочих условий, где k1 находится в диапазоне 0,03-0,1, k2 находится в диапазоне 0,5-1 и k3 находится в диапазоне 0,2-0,5.
В настоящей заявке, в тепле для спекания смеси спекаемых материалов в поверхностном слое, 10%-30% тепла приходится на тепло, подаваемое запальным устройством, и 70%-90% тепла приходится на тепло, подаваемое твердым топливом в смеси спекаемых материалов.
В тепле для спекания для смеси спекаемых материалов в верхнем среднем слое, 5-30% тепла приходится на тепло, подаваемое устройством накопления тепла, 50-90% тепла приходится на тепло, подаваемое твердым топливом в смеси спекаемых материалов, и 5-20% тепла приходится на тепло, подаваемое запасом тепла в смеси спекаемых материалов в поверхностном слое.
В тепле для спекания смеси спекаемых материалов в среднем слое, 5-70% тепла приходится на тепло, подаваемое при сгорании впрыскиваемого горючего газа, 10%-70% тепла приходится на тепло, подаваемое твердым топливом в смеси спекаемых материалов, и 5%-20% тепла приходится тепло, подаваемое запасом тепла в смеси спекаемых материалов в поверхностном слое и/или смеси спекаемых материалов в верхнем среднем слое.
В тепле для спекания смеси спекаемых материалов в нижнем слое, 20-45% тепла приходится на запас тепла, переносимый паром, и 55-80% тепла приходится на тепло, подаваемое твердым топливом в нижнем слое смеси спекаемых материалов.
В настоящей заявке, на стадии 2), запальное устройство представлено в секции зажигания синтеровочной машины. Указанное запальное устройство включает огнеупорную стенку печи, расположенную в верхней части тележки синтеровочной машины, и запальное сопло расположено на огнеупорной стене печи. Предпочтительно, запальные сопла расположены ровными рядами по ходу движения тележки синтеровочной машины, и ровные ряды запальных сопел расположены под углом друг против друга на верхней части огнеупорной стенки печи. Проекции отверстий сопел на переднем торце запальных сопел расположенных напротив друг друга, перекрываются на поверхности спекаемых материалов под наклоном. Во время зажигания, пламя, образованное двумя противоположными рядами запальных сопел, встречается на поверхности спекаемых материалов, образуя высокотемпературную зону зажигания, перпендикулярную направлению движения тележки синтеровочной машины. В то же время, высокотемпературный отходящий газ в запальном устройстве втягивается в слои спекаемых материалов для дополнительного нагрева смеси спекаемых материалов в поверхностном слое.
Предпочтительно, на стадии 2) глубина зажигания запального устройства составляет:
 ,
,
где De представляет собой глубину зажигания запального устройства, а1 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в поверхностном слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, d представляет собой средний размер частиц смеси спекаемых материалов, w1 представляет собой долю воды в смеси спекаемых материалов, w2 представляет собой долю плавня в смеси спекаемых материалов, w3 представляет собой долю зольной пыли в смеси спекаемых материалов, w4 представляет собой долю газовой золы в смеси спекаемых материалов, k4 представляет собой коэффициент рабочих условий, и k4 находится в диапазоне 0,2-0,7.
В настоящей заявке, на стадии 3), устройство накопления тепла представлено в секции накопления тепла синтеровочной машины. В секции накопления тепла, устройство накопления тепла впрыскивает высокотемпературный газ с постепенно снижающейся температурой на поверхность спеченного материала, который зажигают и спекают последовательно в направлении движения тележки синтеровочной машины, чтобы завершить постепенную подачу тепла к смеси спекаемых материалов в верхнем среднем слое, расположенном ниже смеси спекаемых материалов в поверхностном слое.
Предпочтительно, на стадии 3), тепло, подаваемое устройством для накопления тепла, составляет:
 ,
,
где Q представляет собой тепло, подаваемое устройством накопления тепла, а2 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в верхнем среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, m представляет собой вместимость синтеровочной машины, v представляет собой скорость движения тележки синтеровочной машины, d представляет собой средний размер частиц смеси спекаемых материалов, k5 представляет собой коэффициент рабочих условий, и k5 находится в диапазон 0,05-0,3.
В настоящей заявке, на стадии 4), устройство впрыска газа представлено в секции впрыска горючего газа синтеровочной машины. В секции впрыска горючего газа, горючий газ, впрыскиваемый устройством впрыска газа, смешивается с воздухом, всасываемым над тележкой синтеровочной машины, и затем втягивается в слои спекаемых материалов, в которых горючий газ сжигается, чтобы завершить дополнительную подачу тепла к смеси спекаемых материалов в среднем слое, расположенном ниже смеси спекаемых материалов в верхнем среднем слое.
Предпочтительно, в секции впрыска горючего газа представлены многосекционные зоны впрыска горючего газа, и количество горючего газа, впрыскиваемого устройством впрыска газа в каждую секцию зон впрыска газа, регулируют для достижения дополнительного ступенчатого нагрева смеси спекаемых материалов в среднем слое, расположенном ниже смеси спекаемых материалов в верхнем среднем слое.
Предпочтительно, на стадии 4), концентрация горючего газа, впрыскиваемого устройством для впрыска газа, составляет:
 ,
,
где C представляет собой концентрацию горючего газа, впрыскиваемого устройством для впрыска газа, S1 представляет площадь впрыска горючего газа, S2 представляет собой площадь синтеровочной машины, a3 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, m представляет собой вместимость синтеровочной машины, v представляет собой скорость движения тележки синтеровочной машины, k6 представляет собой коэффициент рабочих условий, и k6 находится в диапазоне 0,1-0,3.
В настоящей заявке, на стадии 5), устройство подачи пара представлено в секции впрыска пара синтеровочной машины. В секции впрыска пара, устройство впрыска пара впрыскивает пар на поверхность материала смеси спекаемых материалов, и пар втягивается в слои спекаемых материалов благодаря характеристикам сильной теплопередачи пара, и дополнительному использует тепло, накопленное в слоях спекаемых материалов, как тепло, дополнительное для завершения спекания смеси спекаемых материалов в нижнем слое, расположенном ниже спекания смеси материалов в среднем слое.
В настоящем изобретении тепло, необходимое всей смеси спекаемых материалов в процессе спекания, составляет:
 ,
,
где Qобщее представляет собой тепло, необходимое всей смеси спекаемых материалов в процессе спекания, d представляет собой средний размер частиц смеси спекаемых материалов, w1 представляет собой долю воды в смеси спекаемых материалов, w2 представляет собой долю плавня в смеси спекаемых материалов, w3 представляет собой долю зольной пыли в смеси спекаемых материалов, w4 представляет собой долю газовой золы в смеси спекаемых материалов, w5 представляет собой долю железорудного сырья в смеси спекаемых материалов, k7 представляет собой коэффициент рабочих условий, и k7 находится в диапазоне 0,1-0,5.
В настоящей заявке, на стадии 1), после завершения распределения смеси спекаемых материалов, на поверхность материала смеси спекаемых материалов с интервалами в направлении движения тележки синтеровочной машины наносят множество канавок.
Предпочтительно, на тележке синтеровочной машины, плоская поверхность материала и вогнутая поверхность материала, образованные после формирования канавок, расположены на одинаковом расстоянии или расположены с постепенно увеличивающимся или уменьшающимся интервалом расстояния от средней точки в направлении ширины поверхности материала смеси спекаемых материалов в качестве начала до обеих сторон. Предпочтительно, вогнутая поверхность материала имеет одну или несколько форм, выбранных из V-образной формы, полукруга и прямоугольника, предпочтительно, полукруга.
Предпочтительно, стадия 2) дополнительно включает стадию визуального распознавания и наблюдения за поверхностью материала, и, в частности, после завершения зажигания и спекания, поверхность материала смеси спекаемых материалов фотографируют для получения изображения в режиме реального времени поверхности спеченного материала, и состояние зажигания соответствующего положения поверхности спеченного материала определяют путем извлечения характеристик изображения, чтобы получить онлайн-мониторинг состояния зажигания поверхности спеченного материала в режиме реального времени.
Предпочтительно, стадия 6) дополнительно включает в себя стадию идентификации и контроля красного слоя поперечного сечения задней части машины, и, в частности, после завершения спекания отображается поперечное сечение задней части машины слоев спекаемых материалов, когда тележка синтеровочной машины переворачивается и разгружается, и общее состояние топлива в слоях спеченного материала определяется путем обработки изображений, чтобы провести онлайн-корректировку количества топлива в слоях спекаемых материалов в режиме реального времени.
Процесс спекания является типовым режимом работы с отсосом воздуха. После зажигания слоев спекаемых материалов с образованием зоны горения определенной толщины на поверхности слоев материала под действием основного вытяжного вентилятора, слой горения постепенно смещается вниз до нижней части слоев материала. Наряду со смещением слоев спекаемых материалов сверху вниз, тепло также непрерывно мигрирует вниз от верхней части слоев материала. Фигура 2 представляет поперечное сечение слоев материала смеси спекаемых материалов. На фигуре 3 схематически показан тепловой анализ слоев материала смеси спекаемых материалов. На фигурах 2 и 3, для смеси спекаемых материалов в зоне горения глубиной h и толщиной B, тепло, необходимое для спекания, равно Q3, причем часть тепла приходится на тепло Q2, выделяющееся при сгорании твердого топлива в смеси спекаемых материалов, и другая часть тепла приходится на тепло Q1 нисходящей миграции верхних слоев материала (т. е. тепло, накопленное верхними слоями материала). А именно:
Q3=Q1+Q2.
Тепло Q1, передаваемое из зоны чистой руды в зону горения, пропорционально толщине h зоны чистой руды. А именно:
Q1=k × Q0 × ч.
Получается, что тепло Q2 твердого топлива, которое необходимо получить в слоях материала смесь спекаемых материалов на глубине h составляет:
Q2=Q3 - k×Q0 ×ч
где Q3 представляет собой теоретическое тепло, требуемое слоями материала смеси спекаемых материалов на глубине h в процессе спекания, k представляет собой коэффициент теплопередачи, и Q0 представляет собой физическое тепло чистой руды на единицу толщины. Очевидно, что для слоев спекаемых материалов при одном и том же состоянии сырья, Q0, Q3 и k можно рассматривать как константы. Можно видеть, что количество твердого топлива, необходимое для слоев материала, обратно пропорционально глубине слоев материала. То есть, теория спекания показывает, что количество твердого топлива, необходимое для слоев спекаемых материалов постепенно уменьшается сверху вниз по высоте спекаемых материалов.
В существующем процессе спекания, твердое топливо и сырье для спекания распределены на тележке синтеровочной машины после равномерного перемешивания. Из-за разделения топлива в процессе распределения частицы топлива большого размера сегрегируют на дно слоев материала, что приводит к меньшему количеству твердого топлива в верхних слоях материала и большему количеству топлива в нижних слоях материала в реальных слоях материала. Это прямо противоположно топливу, требуемому в соответствии с теорией спекания, в которой больше топлива находится в верхних слоях материала и меньше топлива находится в нижних слоях материала.
Чтобы разрешить противоречие между существующим режимом спекания и режимом подачи тепла и теорией спекания, настоящая заявка предлагает новую послойную модель подачи тепла в слои спекаемых материалов. В отличие от режима единственной подачи тепла, заключающегося в подаче тепла от твердого топлива, применяемого в существующей технологии спекания, в настоящей заявке все слои материала смеси спекаемых материалов разделены на множество единиц слоев в направлении глубины тележки синтеровочной машины. Например, слои спекаемых материалов делятся на смесь спекаемых материалов в поверхностном слое, смесь спекаемых материалов в верхнем среднем слое, смесь спекаемых материалов в среднем слое и смесь спекаемых материалов в нижнем слое сверху вниз. Согласно разным характеристикам каждого слоя смеси спекаемых материалов, настоящая заявка предлагает несколько различных комбинированных режимов подачи тепла, таких как газовое топливо+твердое топливо или запас тепла+твердое топливо для каждого слоя смеси спекаемых материалов, соответственно.
В соответствии с эффектом накопления тепла спекания, в процессе спекания с отводом воздуха, температура низкотемпературного воздуха, всасываемого с поверхности слоев материала, непрерывно повышается при нагреве верхнего горячего аглоспека. При достижении зоны горения с наибольшей температурой, температура образовавшегося отходящего газа является самой высокой. Во время непрерывного движения вниз происходит теплообмен между высокотемпературным отходящим газом и низкотемпературным спекающимся материалом, и тепло поглощается нижними слоями материала, так что материал в нижнем слое получает больше тепла, чем в верхнем слое. В настоящем изобретении, во-первых, доля твердого топлива в смеси спекаемых материалов уменьшается в процессе смешивания и распределения, так что все слои материала смеси спекающегося материала находятся в состоянии нехватки топлива. В это время, из явления накопления тепла видно, что чем ближе оно находится к слоям спекаемых материалов в поверхностном слое, тем больше степень потери тепла. Недостаточное количество топлива дополняется комбинированной подачей тепла, такой как впрыск горючего газа на поверхность, так что можно получить идеальное распределение сегрегации топлива с большим количеством топлива в верхнем, и меньшим количеством топлива в нижнем слое во всех слоях материала. В частности, для каждого слоя смеси спекаемых материалов, комбинированный способ подачи тепла, принятый в настоящем изобретении, заключается в следующем: для смеси спекаемых материалов в поверхностном слое при наибольшей потребности в тепле, мощное запальное устройство используют для восполнения тепла, то есть тепло, необходимое для спекания смеси материалов в поверхностном слое, получается за счет тепла, подаваемого запальным устройством, и тепла, подаваемого твердым топливом в смеси спекаемых материалов. Для смеси спекаемых материалов в верхнем среднем слое ниже смеси спекаемых материалов в поверхностном слое, устройство для накопления тепла с незначительно более низкой мощностью используют для дополнения тепла, то есть тепло, необходимое для спекания смеси спекаемых материалов в верхнем среднем слое, происходит от тепла, подаваемого устройством для накопления тепла, тепла, подаваемого твердым топливом в смеси спекаемых материалов, и запаса тепла в смеси спекаемых материалов в поверхностном слое. Для смеси спекаемых материалов в среднем слое ниже смеси спекаемых материалов в верхнем среднем слое, тепло подается за счет впрыска горючего газа через устройство впрыска газа и сжигания горючего газа в слоях материала. То есть, тепло, необходимое для смеси спекаемых материалов в среднем слое, образуется за счет тепла, выделяемого при сгорании впрыскиваемого горючего газа, тепла, выделяемого твердым топливом в смеси спекаемых материалов, и запаса тепла в смеси спекаемых материалов в поверхностном слое и/или смесью спекаемых материалов в верхнем среднем слое. Для смеси спекаемых материалов в нижнем слое ниже смеси спекаемых материалов в среднем слое, пар впрыскивается через устройство впрыска пара. Благодаря характеристикам сильной теплопередачи пара, пар передает запас тепла из смеси спекаемых материалов в поверхностном слое, смеси спекаемых материалов в верхнем среднем слое, смеси спекаемых материалов в среднем слое на тележке синтеровочной машины, в смесь спекаемых материалов в нижнем слое так, чтобы подать туда тепло. То есть, тепло, необходимое для смеси спекаемых материалов в нижнем слое, является запасом тепла в верхних слоях материала, переносимым паром, и теплом, подаваемым твердым топливом в смеси спекаемых материалов. По сравнению с существующей технологией спекания, настоящее изобретение направлено на различные требования к теплу в каждом слое материала смеси спекаемых материалов. Тепло подается через запальное устройство, устройство накопления тепла, впрыск газа и впрыск пара так, чтобы увеличить температуру спекания верхних слоев материала и уменьшить разницу температур между верхним и нижним слоями материала, продлить время выдержки при высокой температуре и одновременно снизить скорость охлаждения спекаемых материалов, тем самым улучшая условия рудообразования и кристаллизации спекаемых материалов в верхнем слое и, таким образом, эффективно решая проблему недостаточного тепла в верхнем слое при избыточном тепле в нижнем слое в слоях материала при традиционном спекании, что может обеспечить точную подачу тепла.
В настоящем изобретении, на стадии 1), железосодержащее сырье включает железорудное сырье, зольную пыль и газовую золу. Основываясь на практическом опыте, в смеси спекаемых материалов в поверхностном слое, смеси спекаемых материалов в верхнем среднем слое, смеси спекаемых материалов в среднем слое и смеси спекаемых материалов в нижнем слое, отношение распределения подачи тепла в каждом слое слоев материала следующее:
Доля тепла, необходимого для спекания смеси спекаемых материалов в поверхностном слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания:
 .
.
Доля тепла, необходимого для спекания смеси спекаемых материалов в верхнем среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания составляет:
а2=к2×а1 (2).
Доля тепла, необходимого для спекания смеси спекаемых материалов в среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания составляет:
а3 =к3×(а1+а2) (3).
Доля тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания составляет:
а4 =1-(а1+а2+а3) (4).
где a1 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в поверхностном слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, a2 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в верхнем среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, a3 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, d представляет собой средний размер частиц смеси спекаемых материалов, w1 представляет долю воды в смеси спекаемых материалов, w2 представляет собой долю плавня в смеси спекаемых материалов, w3 представляет собой долю зольной пыли в смеси спекаемых материалов, w4 представляет собой долю газовой золы в смеси спекаемых материалов, m представляет собой вместимость синтеровочной машины, v представляет собой скорость перемещения тележки для синтеровочной машины, k1, k2 и k3 представляют собой коэффициенты рабочих условий, где k1 находится в диапазоне 0,03-0,1, k2 находится в диапазоне 0,5-1 и k3 находится в диапазоне 0,2-0,5.
Согласно уравнениям (1)-(4), путем замены таких параметров, как d для среднего размера частиц смеси спекаемых материалов, w1 для доли воды в смеси спекаемых материалов, w2 для доли плавня в смеси спекаемых материалов, w3 для доли зольной пыли в смеси спекаемых материалов, w4 для доли газовой золы в смеси спекаемых материалов, m для вместимости синтеровочной машины, v для скорости движения тележки синтеровочной машины, можно реализовать точный контроль подачи тепла в каждый слой слоев спекаемых материалов. Из уравнений (1)-(4) можно видеть, что среди тепла, необходимого для спекания всей смеси спекаемых материалов, доля тепла, необходимого для спекания смеси спекаемых материалов в поверхностном слое, доля тепла, необходимая для спекания смеси спекаемых материалов в верхнем среднем слое, и доля тепла, необходимая для спекания смеси спекаемых материалов в среднем слое, пропорциональны d для среднего размера частиц смеси спекаемых материалов, w1 для доли воды в смеси спекаемых материалов, w2 для доли плавня в смеси спекаемых материалов и m для вместимости синтеровочной машины, и все обратно пропорциональны w3 для доли зольной пыли в смеси спекаемых материалов, w4 для доли газовой золы в смеси спекаемых материалов и v для скорости движения тележки синтеровочной машины. Кроме того, доля тепла, требуемого для спекания смеси спекаемых материалов в нижнем слое, обратно пропорциональна d для среднего размера частиц смеси спекаемых материалов, w1 для доли воды в смеси спекаемых материалов, w2 для доли плавня в смеси спекаемых материалов и m для вместимости синтеровочной машины, и пропорциональны w3 для доли зольной пыли в смеси спекаемых материалов, w4 для доли газовой золы в смеси спекаемых материалов и v для скорости движения тележки синтеровочной машины.
В настоящем изобретении, тепло, необходимое всей смеси спекаемых материалов в процессе спекания, составляет:
 ,
,
где Qобщее представляет собой тепло, необходимое всей смеси спекаемых материалов в процессе спекания, d представляет собой средний размер частиц смеси спекаемых материалов, w1 представляет долю воды в смеси спекаемых материалов, w2 представляет долю плавня в смеси спекаемых материалов, w3 представляет собой долю зольной пыли в смеси спекаемых материалов, w4 представляет собой долю газовой золы в смеси спекаемых материалов, w5 представляет собой долю железорудного сырья в смеси спекаемых материалов, k7 представляет собой коэффициент рабочих условий, и k7 находится в диапазоне 0,1-0,5.
Согласно уравнению (8), путем замены таких параметров, как d для среднего размера частиц смеси спекаемых материалов, w1 для доли воды в смеси спекаемых материалов, w2 для доли плавня в смеси спекаемых материалов, w3 для доли зольной пыли в смеси спекаемых материалов, w4 для доли газовой золы в смеси спекаемых материалов и w5 для доли железорудного сырья в смеси спекаемых материалов, можно рассчитать тепло, необходимое для всей смеси спекаемых материалов в целом процессе спекания. Из уравнения (8) видно, что тепло, необходимое всей смеси спекаемых материалов во всем процессе спекания, пропорционально w1 для доли воды в смеси спекаемых материалов, w2 для доли плавня в смеси спекаемых материалов и w5 для доли железорудного сырья в смеси спекаемых материалов и обратно пропорционально w3 для доли зольной пыли в смеси спекаемых материалов, w4 для доли газовой золы в смеси спекаемых материалов и d для среднего размера частиц смеси спекаемых материалов. Объединяя уравнения (1)-(4) с уравнением (8), тепло, необходимое для спекания смеси спекаемых материалов в поверхностном слое, тепло, необходимое для спекания смеси спекаемых материалов в верхнем среднем слое, тепло, необходимое для спекания смеси спекаемых материалов в среднем слое, и тепло, необходимое для спекания смеси спекаемых материалов в нижнем слое, может быть получено, соответственно, таким образом, чтобы добиться точного контроля подачи тепла к каждому слою слоев спекаемых материалов.
Более предпочтительно, в настоящем изобретении, из тепла для спекания смеси спекаемых материалов в поверхностном слое, тепло, подаваемое запальным устройством, составляет 10%-30%, тепло, подаваемое твердым топливом в смеси спекаемых материалов, составляет 70%-90%. Из тепла для спекания смеси спекаемых материалов в верхнем среднем слое, тепло, подаваемое устройством накопления тепла, составляет 5%-30%, тепло, подаваемое твердым топливом в смесь спекаемых материалов, составляет 50%-90%, тепло, подаваемое запасом тепла смесью спекаемых материалов в поверхностном слое, составляет 5%-20%. Из тепла для спекания смеси спекаемых материалов в среднем слое, тепло, подаваемое при сжигании впрыскиваемого горючего газа составляет 5-70%, тепло, подаваемое твердым топливом в смеси спекаемых материалов, составляет 10-70%, тепло, подаваемое запасом тепла смесью спекаемых материалов в поверхностном слое и/или смесью спекаемых материалов в верхнем среднем слое, составляет 5%-20%. Из тепла для спекания смеси спекаемых материалов в нижнем слое, тепло, подаваемое запасом тепла, переносимым паром, составляет 20%-45%, и тепло, подаваемое твердым топливом в смеси спекаемых материалов, составляет 55%-80%.
Основываясь на вышеприведенной послойной модели подачи тепла в слои материала, в настоящей заявке, в направлении движения тележки синтеровочной машины последовательно предусмотрены секция зажигания, секция накопления тепла, секция впрыска горючего газа и секция впрыска пара в синтеровочной машине. В соответствии с вышеописанной послойной комбинированной подачей тепла в слои материала смеси спекаемых материалов, доля длины секции зажигания, длины секции накопления тепла, длины секции впрыска горючего газа и длины секции впрыска пара составляют 5% - 12%, 10% - 50%, 15% - 75% и 10% - 70% от общей длины синтеровочной машины, соответственно, например, длина секции зажигания, длина секции накопления тепла, длина секции впрыска горючего газа длина секции впрыска пара составляет 10%, 15%, 35% и 40% от общей длины синтеровочной машины, соответственно. Благодаря точной подаче тепла в соответствующие слои спекаемых материалов (то есть, смесь спекаемых материалов в поверхностном слое, смесь спекаемых материалов в верхнем среднем слое, смесь спекаемых материалов в среднем слое и смесь спекаемых материалов в нижнем слое), в секции зажигания, секции накопления тепла, секции впрыска горючего газа и секции впрыска пара, проблема недостаточного тепла в верхнем слое и избыточного тепла в нижнем слое при традиционном спекании может быть эффективно решена. С точки зрения подачи тепла, идеальное состояние сегрегации аглотоплива с большим количеством топлива в верхней части и меньшим в нижней, достигается так, чтобы режим подачи тепла для спекания соответствовал теоретической модели потребности в тепле для спекания, чтобы была реализована цель снижения расхода твердого топлива, общего потребления тепла и выбросов загрязняющих веществ в процессе спекания. Точная подача тепла делает распределение температуры в слоях спекаемых материалов равномерным, тем самым значительно улучшая качество спекания и реализуя зеленое, теплосбалансированное и низкоуглеродное спекание в прямом смысле.
В настоящем изобретении, способ спекания в основном включает такие процессы, как смешивание и распределение, зажигание и спекание, накопление тепла и подача тепла, впрыск горючего газа, впрыск пара и завершение спекания Процесс смешивания и распределения относится к смешиванию сырьевых материалов для спекания, таких как концентрированный рудный порошок, бентонит, негашеная известь, а также возвратная руда, с твердым топливом, таким как кокс, в определенной пропорции, чтобы образовать слои сырья для спекания определенной толщины (например, 400-1500 мм) и с хорошей воздухопроницаемостью. В настоящем документе, доля твердого топлива, такого как кокс, в смеси спекаемых материалов определяется в соответствии со следующими принципами: теплота, выделяемая при сгорании всех видов твердого топлива в смеси спекаемых материалов, составляет от 50% до 90% тепла, необходимого для процесса спекания (предпочтительно, от 60% до 90%); то есть, без использования других средств подачи тепла в процессе спекания, слои спекаемых материалов после смешивания и распределения находятся в условиях значительной нехватки топлива. Поэтому, по сравнению с существующей технологией спекания, настоящее изобретение снижает долю твердого топлива в смеси спекаемых материалов. В настоящем изобретении, массовая доля твердого топлива в общей смеси спекаемых материалов составляет 0,2-2,5%, предпочтительно, 0,3%-2%, более предпочтительно, 0,4%-1,5%, еще более предпочтительно, 0,5%-1%, так что все слои спекаемых материалов находятся в состоянии нехватки топлива Это видно из явления накопления тепла, в момент времени, чем ближе слой спекаемых материалов к поверхностному слою, тем больше степень потери тепла. При недостаточном количестве топлива, каждый слой слоев спекаемых материалов получает тепло от запального устройства, устройства накопления тепла, устройства впрыска горючего газа и устройства впрыска пара в последующие процессы, так что можно получить идеальное распределение сегрегации топлива с большим количеством топлива в верхних, и меньшим количеством топлива в нижних слоях всего материала.
После завершения смешивания и распределения наступает процесс зажигания и спекания. Процесс зажигания и спекания осуществляется запальным устройством. В настоящем изобретении, секция зажигания расположена выше синтеровочной машины, и в секции зажигания предусмотрено запальное устройство. После завершения смешивания и распределения, запальное устройство воспламеняет твердое топливо, такое как кокс, в поверхностном слое слоев сырья для спекания, образованные перемешиванием и распределением, образуя зону горения определенной толщины (например, 15-25 мм) в поверхностном слое слоев сырья, и в то же время на поверхность слоев спекаемых материалов непрерывно подается тепло (2-3 минуты) за счет использования высокотемпературного отходящего газа, образуемого запальным устройством, чтобы дополнить недостаточную теплоту смеси спекаемых материалов в поверхностном слое из-за недостаточного количества твердого топлива в течение процесса спекания Твердое топливо в зоне сгорания сгорает и выделяет тепло, так что смеси спекаемых материалов, такие как железосодержащее сырье в окружающей среде, нагреваются для повышения их температуры выше температуры спекания (около 1250°C) для завершения процесса плавления. В настоящем изобретении, состояние зажигания на поверхности спекаемых материалов напрямую влияет на воздухопроницаемость на поверхности материала и качество руды в поверхностном слое, и, таким образом, влияет на эффект спекания в послойной комбинированной модели подача тепла, предлагаемой настоящим изобретением. Поэтому настоящее изобретение предлагает запальное устройство, показанное на ФИГ.7, для реализации высокоэффективного зажигания поверхности спекаемых материалов и одновременно, дополнительного нагрева смеси спекаемых материалов в поверхностном слое. Запальное устройство по настоящему изобретению включает в себя огнеупорную стенку печи, расположенную на тележке синтеровочной машины, и запальное сопло, расположенное на огнеупорной стенке печи. Запальные сопла расположены ровными рядами по ходу движения тележки синтеровочной машины, и запальные сопла расположены под наклоном друг напротив друга наверху огнеупорной стенки печи. Проекции отверстий сопел на переднем конце противоположно расположенных запальных сопел перекрываются на поверхности спекаемых материалов вдоль наклонного направления расположенных запальных сопел. Углы наклона запальных сопел в одном ряду одинаковы, и углы наклона запальных в двух противоположно расположенных запальные соплах тоже одинаковые. При этом следует понимать, что отверстия сопел на переднем конце запальных форсунок относятся к отверстиям сопел запальных сопел, и «передний конец» относится к концу, на котором запальное сопло соединено с огнеупорной стенкой печи. Угол наклона запального сопла относится к углу, образованному запальным соплом и плоскостью, на которой расположен верх огнеупорной стенки печи. Выше синтеровочной машины относится к стороне синтеровочной машины рядом с положением для подачи и распределения.
Поддерживающий горение воздушный трубопровод и трубопровод для горючего газа дополнительно соединены с запальным соплом. Во время зажигания, горючий газ и воздух поступают в запальное сопло из трубопровода для горючего газа и поддерживающего горение воздушного трубопровода, соответственно. Горючий газ и воздух смешиваются, впрыскиваются и сжигаются в печи, окруженной огнеупорной стенкой печи, с образованием высокотемпературного газового пламени. Поскольку запальные сопла по настоящему изобретению расположены вышеупомянутым особым образом, пламя, образованное двумя противоположными рядами запальных сопел, встречается на поверхности спекаемых материалов, образуя высокотемпературную зону зажигания определенной ширины, перпендикулярную направлению движения тележки синтеровочной машины. Проходя через высокотемпературную зона зажигания, твердое топливо на поверхности слоев спекаемых материалов воспламеняется, образуя зону зажигания определенной глубины, тем самым завершая зажигание поверхности спекаемых материалов. При этом высокотемпературный отходящий газ в устройстве зажигания втягивается в слои спекаемых материалов для дополнительного нагрева смеси спекаемых материалов в поверхностном слое. Также, поскольку запальные сопла по настоящему изобретению расположены вышеупомянутым особым образом, пламя, образованное двумя противоположными рядами запальных сопел, встречается на поверхности смеси спекаемых материалов, то есть расположенные противоположно запальные сопла действуют в одном положении так, что запальное устройство или способ зажигания делают область зажигания в настоящем изобретении более глубокой и обеспечивают лучший эффект зажигания. То есть, новое расположение запального устройства по настоящему изобретению может в большей степени компенсировать недостаток тепла в секции зажигания из-за недостаточного количества твердого топлива. Запальное устройство по настоящему изобретению может удовлетворить максимальную потребность в тепле смеси спекаемых материалов в поверхностном слое и дать дополнительное тепло смеси спекаемых материалов в поверхностном слое, когда твердое топливо в смеси спекаемых материалов обеспечивает тепло.
В качестве предпочтительного решения, запальные сопла расположены в шахматном порядке на верхней части огнеупорной стенки печи. Каждое запальное сопло в заднем ряду расположено в соответствии с зазором между двумя соседними запальными соплами в переднем ряду Такое шахматное расположение переднего и заднего рядов запальных сопел обеспечивает равномерное расположение запальных сопел слева направо в направлении, перпендикулярном направлению движения тележки синтеровочной машины, чтобы обеспечить равномерное зажигание всей поверхности спекаемого материала и избежать возникновения ситуации неудачного зажигание или перезажигание на локальной поверхности спекаемых материалов.
Согласно практическому опыту, основанному на определенной пропорции подачи тепла к каждому слою слоев спекаемых материалов по настоящему изобретению, в запальном устройстве для подачи тепла к смеси спекаемых материалов в поверхностном слое, глубина зажигания De и доля тепла, необходимого для спекания вышеупомянутой смеси спекаемых материалов в поверхностном слое a1, имеет определенное соотношение, а именно:
 .
.
После завершения зажигания и спекания, наступает процесс накопления тепла и подачи тепла, который осуществляется устройством накопления тепла. В настоящем изобретении, секция накопления тепла расположена ниже секции зажигания, и секция накопления тепла снабжена устройством накопления тепла. В секции накопления тепла, устройство накопления тепла последовательно впрыскивает высокотемпературный газ с пониженной температурой на поверхность спеченного материала после зажигания и спекания в направлении движения тележки синтеровочной машины. В то же время, меры по накоплению тепла, такие как стена для накопления тепла, используют для снижения скорости охлаждения аглоруды в поверхностном слое и улучшения качества аглоруды в поверхностном слое, с одной стороны; и с другой стороны, непрерывного обеспечивания дополнительным теплом смеси спекаемых материалов в верхнем среднем слое, расположенном под смесью спекаемых материалов в поверхностном слое с использованием впрыснутого высокотемпературного газа в качестве носителя для восполнения недостаточного тепла для процесса спекания ниже смеси спекаемых материалов в поверхностном слое из-за недостаточного количества твердого топлива. Согласно эффекту накопления тепла спекания, накопление тепла происходит из горячей спеченной лепешки, и чем толще слои материала, тем сильнее эффект накопления тепла. То есть, смесь спекаемых материалов в нижнем слое может получить больше тепла, чем в верхнем слое. Поэтому по направлению высоты слоев материала смеси спекаемых материалов, чем ниже слой материала, тем меньше требуется подача дополнительного тепла. Соответственно, в настоящем изобретении, в направлении движения тележки синтеровочной машины на поверхность спекаемого материала впрыскивается высокотемпературный газ с пониженной температурой. То есть, в соответствии с различными потребностями в тепле разных положений впрыска, может быть реализована точная дополнительная подача тепла, и затем может быть реализована ступенчатая дополнительная подача тепла к смеси спекаемых материалов в верхних средних слоях. В настоящем документе, впрыскиваемый высокотемпературный газ, особо не ограничен, если он может обеспечивать дополнительное тепло слоям спекаемых материалов, например, отходящий при спекании газ или исходящий газ кольцевого охладителя.
Согласно практическому опыту, основанному на определенной пропорции подачи тепла к каждому слою слоев спекаемых материалов по настоящему изобретению, для устройства накопления тепла для подачи тепла к смеси спекаемых материалов в верхнем среднем слое, обеспечивается тепло Q и доля тепла, необходимого для спекания смеси спекаемых материалов в верхнем среднем слое a2, имеющие определенное отношение, а именно:
 .
.
После процесса накопления тепла и подачи тепла следует процесс впрыска горючего газа, и процесс впрыска горючего газа осуществляется устройством впрыска горючего газа. В настоящем изобретении, секция впрыска горючего газа расположена ниже секции накопления тепла, и секция впрыска горючего газа снабжена устройством впрыска горючего газа. В секции впрыска горючего газа, после того как температура аглоруды в поверхностном слое охлаждается ниже температуры зажигания горючего газа, устройство впрыска горючего газа впрыскивает горючий газ определенной концентрации на поверхность материала. Горючий газ проходит через слой чистой руды и достигает зоны горения в середине слоев материала. Горючий газ сгорает и выделяет тепло в зоне горения. Процесс спекания горючего газа и смеси спекаемых материалов в твердом топливе выделяют тепло. Тепло выделяется за счет сжигания газового топлива, чтобы восполнить недостаток тепла в процессе спекания смеси спекаемых материалов в среднем слое из-за недостаточного количества твердого топлива. В качестве предпочтительного решения, в настоящем изобретении предусмотрены многосекционные зоны впрыска горючего газа в секции впрыска горючего газа. Количество горючего газа, впрыскиваемого устройством впрыска газа в каждую зону впрыска горючего газа, регулируют для достижения распределения сегрегации горючего газа, при котором горючий газ постепенно уменьшается в направлении движения тележки синтеровочной машины так, что тепло, поступающее в слои спекаемых материалов, распределяется с получением большего количества топлива в верхнем слое и меньшего количества топлива в нижнем, и, таким образом, получается постепенная подача дополнительного тепла к смеси спекаемых материалов в среднем слое.
Согласно практическому опыту, исходя из конкретной пропорции подачи тепла к каждому слою слоев спекаемых материалов по настоящему изобретению, для устройства впрыска горючего газа для подачи тепла к смеси спекаемых материалов в среднем слое концентрация впрыскиваемого горючего газа C и доля тепла, необходимого для спекания смеси спекаемых материалов в среднем слое a3 имеют определенное отношение, а именно:
 .
.
После процесса впрыска горючего газа следует процесс впрыска пара, и процесс впрыска пара осуществляется устройством впрыска пара. В настоящем изобретении, секция впрыска пара расположена ниже секции впрыска горючего газа, и секция впрыска пара снабжена устройством для впрыска пара. В изобретении, используя характеристику удельной теплоемкости пара больше, чем у воздуха, эффект теплопередачи между слоями материала и газом усиливается, и миграция тепла чистой руды в верхнем среднем слое к сырью в нижнем слое завершается. При сильных теплопередающих характеристиках пара, недостаточное количество тепла в процессе спекания в нижней части, вызванное недостаточным количеством твердого топлива, дополняется запасом тепла спекаемым материалом, тем самым завершая подачу тепла и спекание смеси спекаемых материалов в нижнем слое. Кроме того, в настоящем изобретении вводится процесс впрыска пара. В дополнение к высокой удельной теплоемкости пара и хорошему эффекту теплопередачи, впрыск пара имеет некоторые другие полезные эффекты. Например, реакция диспропорционирования между водяным паром и частицами твердого топлива может улучшить условия сгорания твердого топлива в слоях спекаемого материала, тем самым увеличивая степень полного сгорания твердого топлива. Кроме того, водяной пар может также препятствовать образованию загрязняющих веществ, таких как диоксины, в процессе спекания.
В процессе спекания известного уровня техники, на поверхности смеси спекаемых материалов легко образуются поперечные или продольные трещины, которые неблагоприятны для реализации комбинированных режимов подачи тепла, таких как впрыск горючего газа. Особенно, трещины проникающие в зону чистой руду, приводят к прямому воздействию зоны горения, зажигая впрыскиваемый горючий газ так, что газ горит на поверхности слоя материала, а не в зоне горения, что дополнительно влияет на эффект подачи дополнительного тепла горючего газа. Для решения этой проблемы, в настоящем изобретении, после завершения распределения смеси спекаемых материалов, на поверхности смеси спекаемых материалов через определенные интервалы в направлении движения тележки синтеровочной машины делают многочисленные канавки. То есть, в отличие от плоской поверхности материала известного уровня техники, поверхность смеси спекаемых материалов в настоящем изобретении состоит из плоской поверхности материала и вогнутой поверхности материала, расположенных на расстоянии друг от друга. В изобретении, вся поверхность смеси спекаемых материалов разделена на множество небольших плоских поверхностей канавками, тем самым уменьшая поверхностное натяжение и эффективно предотвращая растрескивание поверхности из-за чрезмерного поверхностного натяжения, вызванного быстрым охлаждением объемной усадки аглоруды в поверхностном слое с образованием сквозного шва. В то же время, применение технологии по настоящему изобретению может эффективно увеличить площадь поверхности слоев материала, улучшить газопроницаемость аглоруды, и сделать так, чтобы впрыскиваемый газ (горючий газ или пар) легче абсорбировался слоями материала.
Ввиду того, что состояние зажигания на поверхности спекаемых материалов непосредственно влияет на воздухопроницаемость поверхности материала и качество руды в поверхностном слое. Поэтому, в качестве предпочтительного решения, настоящее изобретение дополнительно включает визуальное распознавание и стадию контроля поверхности материала. После завершения зажигания и спекания, поверхность смеси спекаемых материалов непрерывно фотографируют для получения изображения поверхности спекаемых материалов в реальном времени, и характеристические значения каждой точки на изображении, такие как уровень цвета, яркость, уровень серого, извлекаются для определения состояния зажигания поверхности спекаемых материалов в соответствующем месте (суперфузия, нормальное или чрезмерно сырое), тем самым реализуя онлайн-мониторинг состояния зажигания поверхности спекаемых материалов в режиме реального времени. Кроме того, визуальное распознавание и мониторинг поверхности материала также могут осуществлять определение до глубины зажигания.
Толщина красного слоя задней части машины является одним из ключевых критериев для оценки состояния топлива синтеровочной машины и регулировки пропорции топлива. В существующем процессе спекания, толщина красного слоя может определяться только невооруженным глазом человека, и точность суждения зависит от уровня опыта операторов. Одним из ключей к послойной комбинированной подаче тепла и спеканию по настоящему изобретению является контроль количества топлива в каждой части. Чтобы повысить точность контроля топлива в процессе спекания, настоящее изобретение также включает стадию идентификации и контроля красного слоя задней части машины. После завершения спекания, тележка синтеровочной машины переворачивается и разгружается. В это время, задняя часть машины полностью открыта, и эффект отображения является наилучшим. Во время производства, звуковой датчик улавливает звуковой сигнал, когда тележка синтеровочной машины переворачивается, и передает микропроцессору. Микропроцессор управляет тепловизором для отображения только что перевернутой задней части машины. После программной обработки изображения можно получить контурную карту температуры секции, и затем можно оценить общее состояние топлива слоев спекаемых материалов, чтобы реализовать онлайн-регулировку количества топлива в слоях спекаемых материалов в режиме реального времени.
По сравнению с известным уровнем техники, настоящее изобретение имеет следующие полезные технические эффекты:
1. Снижение расхода твердого топлива в процессе спекания: по сравнению с существующей технологией спекания, в настоящем изобретении используется комбинированный способ подачи тепла, включающий подачу тепла от запального устройства/подачу тепла от устройства накопления тепла/подачу тепла от горючего газа/накопленное тепло из пара, чтобы заменить часть твердого топлива. Это может эффективно снизить расход твердого топлива в процессе спекания. Применяя комбинированный способ подачи тепла в соответствии с настоящим изобретением, доля твердого топлива в смеси спекаемых материалов может быть уменьшена примерно на 0,5-1,5%, тем самым эффективно снижая расход твердого топлива в процессе спекания.
2. Оптимизация распределения температуры слоев спекаемых материалов: по сравнению с известным уровнем техники, доля твердого топлива в настоящем изобретении уменьшена, и часть твердого топлива заменена газовым топливом и накоплением тепла пара. По сравнению с подачей тепла одним твердым топливом, подача тепла при комбинированном режиме подачи тепла является более точной, что позволяет эффективно решить проблему недостаточного количества тепла в верхнем слое материала и избыточного тепла в нижнем слое материала при традиционном спекании. В комбинированном режиме подачи тепла, толщина зоны горения больше, и распределение температуры в зоне горения более равномерное, что позволяет эффективно избежать слишком высокой локальной температуры зоны горения, сделать распределение температуры в слоях спекаемых материалов более однородным и уместно и эффективно улучшать качество аглоруды.
3. Снижение выбросов загрязняющих газов в процессе спекания: большая часть выбросов загрязняющих газов, таких как NOx, и парниковых газов, таких как CO2, в процессе спекания образуется в результате сжигания твердого топлива. По сравнению с известным уровнем техники, доля твердого топлива в настоящем изобретении значительно снижается. Количество загрязняющих газов, образующихся при сжигании твердого топлива, соответственно, уменьшается. Поэтому выброс загрязняющих веществ, таких как NOx, в процессе спекания ниже, чем в существующем процессе спекания, реализуя зеленое теплосбалансированное и низкоуглеродное спекание в прямом смысле.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фигура 1 представляет собой схематический вид структуры синтеровочной машины известного уровня техники;
Фигура 2 представляет вид в разрезе слоев смеси спекаемых материалов;
Фигура 3 представляет схематический вид теплового анализа слоев смеси спекаемых материалов;
Фигура 4 представляет технологическую схему способа спекания по настоящему изобретению;
Фигура 5 представляет схематический вид послойной комбинированной подачи тепла в слои смеси спекаемых материалов по настоящему изобретению;
Фигура 6 представляет собой схематический вид структуры устройства, используемого в способе спекания по настоящему изобретению;
Фигура 7 представляет собой схематический вид структуры устройства зажигания по настоящему изобретению;
Фигура 8 представляет собой схематический вид поверхности материала смеси спекаемых материалов по настоящему изобретению.
Ссылочные знаки на чертежах:
1: тележка синтеровочной машины; 2: секция зажигания; 3: секция накопления тепла; 4: секция впрыска горючего газа; 5: секция впрыска пара; 6: запальное устройство; 601: огнеупорная стенка печи; 602: запальное сопло; 7: устройство для накопления тепла; 8: устройство для впрыска горючего газа; 9: устройство для впрыска пара; 10: канавка;
L1: смесь спекаемых материалов в поверхностном слое; L2: смесь спекаемых материалов в верхнем среднем слое; L3: смесь спекаемых материалов в среднем слое; L4: смесь спекаемых материалов в нижнем слое.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Согласно первому варианту осуществления настоящего изобретения, предложен способ теплосбалансированного спекания, основанный на послойной комбинированной подаче тепла.
Способ теплосбалансированного спекания, основанный на послойной комбинированной подаче тепла, где смесь спекаемых материалов спекается в синтеровочной машине. Вдоль направления глубины тележки 1 синтеровочной машины, смесь спекаемых материалов делится на множество слоев, и каждый слой снабжается теплом и спекается на основе соответствующей распределенной доли подачи тепла.
В настоящем изобретении, в направлении глубины тележки 1 синтеровочной машины, смесь спекаемых материалов делится на четыре слоя сверху вниз: поверхностный слой, верхний средний слой, средний слой и нижний слой. Доля подачи тепла к смеси спекаемых материалов в поверхностном слое в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, составляет а1, доля подачи тепла к смеси спекаемых материалов в верхнем среднем слое в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, составляет а2, доля подачи тепла к смеси спекаемых материалов в среднем слое в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, составляет а3, и доля подачи тепла к смеси спекаемых материалов в нижнем слое в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, составляет а4, где:
,
a2=k2 × a1 (2),
a3 =k3 × (a1+a2) (3),
а4 =1-(а1+а2+а3) (4).
В уравнениях (1)-(4), d представляет собой средний размер частиц смеси спекаемых материалов, w1 представляет долю воды в смеси спекаемых материалов, w2 представляет долю плавня в смеси спекаемых материалов, w3 представляет собой долю зольной пыли в смеси спекаемых материалов, w4 представляет собой долю газовой золы в смеси спекаемых материалов, m представляет собой вместимость синтеровочной машины, v представляет собой скорость движения тележки синтеровочной машины, и k1, k2 и k3 представляют собой коэффициенты условий работы, где k1 находится в диапазоне 0,03-0,1, k2 находится в диапазоне 0,5-1, и k3 находится в диапазоне 0,2-0,5.
В настоящей заявке, подача тепла к смеси спекаемых материалов в поверхностном слое регулируется путем управления глубиной зажигания запального устройства в синтеровочной машине:
,
где De представляет собой глубину зажигания запального устройства, a1 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в поверхностном слое, в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, d представляет собой средний размер частиц смеси спекаемых материалов, w1 представляет собой долю воды в смеси спекаемых материалов, w2 представляет собой долю плавня в смеси спекаемых материалов, w3 представляет долю зольной пыли в смеси спекаемых материалов, w4 представляет долю газовой золы в смеси спекаемых материалов, k4 представляет собой коэффициент рабочих условий и k4 находится в диапазоне 0,2-0,7.
В настоящей заявке, тепло подают к смеси спекаемых материалов в верхнем среднем слое с помощью устройства для накопления тепла, и подача тепла из устройства накопления тепла составляет:
,
где Q представляет собой тепло, подаваемое устройством накопления тепла, а2 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в верхнем среднем слое, в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, а4 представляет собой долю количества тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, m представляет собой вместимость синтеровочной машины, v представляет собой скорость движения тележки синтеровочной машины, d представляет собой средний размер частиц смеси спекаемых материалов, k5 представляет собой коэффициент рабочих условий, и k5 находится в диапазоне 0,05-0,3.
В настоящей заявке, к смеси спекаемых материалов в среднем слое подается тепло путем впрыска горючего газа в смесь спекаемых материалов, при этом концентрация впрыскиваемого горючего газа составляет:
,
где C представляет собой концентрацию горючего газа, впрыскиваемого горючим устройство подачи газа, S1 представляет собой площадь впрыска горючего газа, S2 представляет собой площадь синтеровочной машины, a3 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в среднем слое, в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, требуемом всей смеси спекаемых материалов в процессе спекания, m представляет собой вместимость синтеровочной машины, v представляет собой скорость движения тележки синтеровочной машины, k6 представляет собой коэффициент рабочих условий, и k6 находится в диапазоне 0,1-0,3.
В настоящей заявке тепло, необходимое всей смеси спекаемых материалов в процессе спекания, составляет:
,
где Qобщее представляет собой тепло, необходимое для всей смеси спекаемых материалов в процессе спекания, d представляет собой средний размер частиц смеси спекаемых материалов, w1 представляет долю воды в смеси спекаемых материалов, w2 представляет долю плавня в смеси спекаемых материалов, w3 представляет собой долю зольной пыли в смеси спекаемых материалов, w4 представляет собой долю газовой золы в смеси спекаемых материалов, w5 представляет собой долю железорудного сырья в смеси спекаемых материалов, k7 представляет собой коэффициент рабочих условий, и k7 находится в диапазоне 0,1-0,5.
Согласно второму варианту осуществления настоящей заявки, представлен способ теплосбалансированного спекания, основанный на послойной комбинированной подаче тепла.
Способ теплосбалансированного спекания, основанный на послойной комбинированной подаче тепла, включает следующие стадии:
1) смешивание и распределение: приготовление железосодержащего сырья, плавня, твердого топлива, воды и распределение приготовленной смеси спекаемых материалов в тележке синтеровочной машины;
2) зажигание и спекание: установка запального устройства 6 непосредственно над тележкой 1 синтеровочной машины выше синтеровочной машины и зажигание смеси спекаемых материалов, которая распределена внутри тележки 1 синтеровочной машины с помощью запального устройства 6, так что смесь спекаемых материалов в поверхностном слое L1 в тележке 1 синтеровочной машины начинает спекаться; одновременно всасывание воздуха над смесью спекаемых материалов в тележке 1 синтеровочной машины в воздушную камеру, установленную под тележкой 1 синтеровочной машины так, чтобы смесь спекаемых материалов в тележке 1 синтеровочной машины спекалась от поверхностного слоя к нижнему слою тележки синтеровочной машины1;
3) накопление тепла и подача тепла: установка устройства 7 накопления тепла ниже запального устройства 6 и над тележкой 1 синтеровочной машины, впрыск высокотемпературного газа на поверхность смеси спекаемых материалов после зажигания и спекания устройством 7 накопления тепла так, чтобы высокотемпературный газ подавал тепло к смеси спекаемых материалов в верхнем среднем слое L2, расположенном ниже смеси спекаемых материалов в поверхностном слое L1;
4) впрыск горючего газа: установка устройства 8 впрыска горючего газа ниже устройства 7 для накопления тепла и над тележкой 1 синтеровочной машины, после накопления тепла и подачи тепла, впрыск горючего газа на поверхность смеси спекаемых материалов с помощью устройства 8 впрыска горючего газа, так что горючий газ попадает в смесь спекаемых материалов и сгорает в слоях материала так, чтобы подавать тепло к смеси спекаемых материалов в среднем слое L3, расположенном ниже смеси спекаемых материалов в верхнем среднем слое L2;
5) впрыск пара: установка устройства 9 для впрыска пара ниже устройства 8 для впрыска горючего газа и над тележкой 1 синтеровочной машины; и после впрыска горючего газа, впрыск пара на поверхность смеси спекаемых материалов с помощью устройства 9 для впрыска пара, чтобы пар попадал в смесь спекаемых материалов и передавал тепло, накопленное в смеси спекаемых материалов в поверхностном слое L1, смеси спекаемых материалов в верхнем среднем слое L2 и смеси спекаемых материалов в среднем слое L3 в тележке 1 синтеровочной машины, в смесь спекаемых материалов в нижнем слое L4, расположенном ниже смеси спекаемых материалов в среднем слое L3;
6) завершение спекания: после завершения спекания выгрузка материала из тележки 1 синтеровочной машины.
В настоящей заявке, на стадии 1) массовая доля твердого топлива к общему количеству смеси спекаемых материалов составляет 0,2-2,5%, предпочтительно, 0,3-2%, более предпочтительно, 0,4-1,5%, еще более предпочтительно, 0,5%-1,0%.
Предпочтительно, экзотермическое тепло от сгорания всех видов твердого топлива в смеси спекаемых материалов составляет от 50 до 90%, предпочтительно, от 55 до 85% и более предпочтительно, от 60 до 80% тепла, необходимого для процесса спекания.
В настоящей заявке, по направлению высоты слоя материала смеси спекаемых материалов, слой материала смеси спекаемых материалов делится на смесь спекаемых материалов в поверхностном слое L1, смесь спекаемых материалов в верхнем среднем слое L2, смесь спекаемых материалов в среднем слое L3 и смесь спекаемых материалов в нижнем слое L4, сверху вниз.
Смесь спекаемых материалов в поверхностном слое L1 в тележке 1 синтеровочной машины спекается за счет тепла, подаваемого запальным устройством 6, и тепла, подаваемого твердым топливом в смеси спекаемых материалов. Смесь спекаемых материалов в верхнем среднем слое L2 в тележке 1 синтеровочной машины спекается теплом, подаваемым устройством 7 для накопления тепла, теплом, подаваемым твердым топливом в смеси спекаемых материалов, и запасом тепла в смеси спекаемых материалов в поверхностном слое L1. Смесь спекаемых материалов в среднем слое L3 в тележке 1 синтеровочной машины спекается теплом, подаваемым сгоранием впрыснутого горючего газа, теплом, подаваемым твердым топливом в смеси спекаемых материалов, запасом тепла в смеси спекаемых материалов в поверхностном слое L1 и/или смеси спекаемых материалов в среднем верхнем слое L2. Смесь спекаемых материалов в нижнем слое L4 в тележке 1 синтеровочной машины спекается запасом тепла, передаваемым паром, и теплом, подаваемым твердым топливом в смеси спекаемых материалов.
В настоящей заявке, по направлению движения тележки 1 синтеровочной машины, в синтеровочной машине последовательно предусмотрены секция 2 зажигания, секция 3 накопления тепла, секция 4 впрыска горючего газа и секция 5 впрыска пара. Предпочтительно, длины секции 2 зажигания, секции 3 накопления тепла, секции 4 впрыска горючего газа и секции 5 впрыска пара составляют 5%-12%, 10%-50%, 15%-75% и 10%-70% синтеровочной машины, соответственно.
Предпочтительно, толщина смеси спекаемых материалов в поверхностном слое L1, толщина смеси спекаемых материалов в верхнем среднем слое L2, толщина смеси спекаемых материалов в среднем слое L3 и толщина смеси спекаемых материалов в нижнем слое L4 составляет 5%-12%, 10%-50%, 15%-75% и 10%-70% от общей толщины слоев материала в смеси спекаемых материалов, соответственно.
В настоящей заявке, на стадии 1) железосодержащее сырье включает сырье из железной руды, зольную пыль и газовую золу. Доля тепла, требуемая для спекания смеси спекаемых материалов в поверхностном слое L1 в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания составляет:
.
Доля тепла, необходимого для спекания смеси спекаемых материалов в верхнем среднем слое L2, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, составляет:
а2=к2×а1 (2).
Доля тепла, необходимого для спекания смеси спекаемых материалов в среднем слое L3, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, составляет:
а3 =к3×(а1+а2) (3).
Доля тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое L4, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, составляет:
а4 =1-(а1+а2+а3) (4).
где a1 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в поверхностном слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, a2 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в верхнем среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, a3 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, d представляет собой средний размер частиц смеси спекаемых материалов, w1 представляет долю воды в смеси спекаемых материалов, w2 представляет собой долю плавня в смеси спекаемых материалов, w3 представляет собой долю зольной пыли в смеси спекаемых материалов, w4 представляет собой долю газовой золы в смеси спекаемых материалов, m представляет собой вместимость синтеровочной машины, v представляет собой скорость перемещения тележки для синтеровочной машины, k1, k2 и k3 представляют собой коэффициенты рабочих условий, где k1 находится в диапазоне 0,03-0,1, k2 находится в диапазоне 0,5-1 и k3 находится в диапазоне 0,2-0,5.
В настоящей заявке, в тепле для спекания смеси спекаемых материалов в поверхностном слое L1, 10%-30% тепла приходится на тепло, подаваемое запальным устройством 6, и 70%-90% тепла приходится на тепло, подаваемое твердым топливом в смеси спекаемых материалов.
В тепле для спекания для смеси спекаемых материалов в верхнем среднем слое L2, 5-30% тепла приходится на тепло, подаваемое устройством 7 накопления тепла, 50-90% тепла приходится на тепло, подаваемое твердым топливом в смеси спекаемых материалов, и 5-20% тепла приходится на тепло, подаваемое запасом тепла в смеси спекаемых материалов в поверхностном слое L1.
В тепле для спекания смеси спекаемых материалов в среднем слое L3, 5-70% тепла приходится на тепло, подаваемое при сгорании впрыскиваемого горючего газа, 10%-70% тепла приходится на тепло, подаваемое твердым топливом в смеси спекаемых материалов, и 5%-20% тепла приходится тепло, подаваемое запасом тепла в смеси спекаемых материалов в поверхностном слое L1 и/или смеси спекаемых материалов в верхнем среднем слое L2.
В тепле для спекания смеси спекаемых материалов в нижнем слое L4, 20-45% тепла приходится на накопленное тепло, переносимое паром, и 55-80% тепла приходится на тепло, подаваемое твердым топливом в нижнем слое смеси спекаемых материалов.
В настоящей заявке, на стадии 2), запальное устройство 6 представлено в секции 2 зажигания синтеровочной машины. Указанное запальное устройство 6 включает огнеупорную стенку 601 печи, расположенную в верхней части тележки 1 синтеровочной машины, и запальное сопло 602 расположено на огнеупорной стенке 601 печи. Предпочтительно, запальные сопла 602 расположены ровными рядами по ходу движения тележки 1 синтеровочной машины, и ровные ряды запальных сопел 602 расположены под углом друг против друга на верхней части огнеупорной стенки 601 печи. Проекции отверстий сопел 602 на переднем торце запальных сопел расположенных напротив друг друга, перекрываются на поверхности спекаемых материалов под наклоном. Во время зажигания, пламя, образованное двумя противоположными рядами запальных сопел 602, встречается на поверхности спекаемых материалов, образуя высокотемпературную зону зажигания, перпендикулярную направлению движения тележки 1 синтеровочной машины. В то же время, высокотемпературный отходящий газ в запальном устройстве 6 втягивается в слои спекаемых материалов для дополнительного нагрева смеси спекаемых материалов в поверхностном слое L1.
Предпочтительно, на стадии 2) глубина зажигания запального устройства 6 составляет:
,
где De представляет собой глубину зажигания запального устройства, а1 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в поверхностном слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, d представляет собой средний размер частиц смеси спекаемых материалов, w1 представляет собой долю воды в смеси спекаемых материалов, w2 представляет собой долю плавня в смеси спекаемых материалов, w3 представляет собой долю зольной пыли в смеси спекаемых материалов, w4 представляет собой долю газовой золы в смеси спекаемых материалов, k4 представляет собой коэффициент рабочих условий, и k4 находится в диапазоне 0,2-0,7.
В настоящей заявке, на стадии 3), устройство 7 накопления тепла представлено в секции 3 накопления тепла синтеровочной машины. В секции 3 накопления тепла, устройство 7 накопления тепла впрыскивает высокотемпературный газ с постепенно снижающейся температурой на поверхность спеченного материала, который зажигают и спекают последовательно в направлении движения тележки 1 синтеровочной машины, чтобы завершить постепенную подачу тепла к смеси спекаемых материалов в верхнем среднем слое L2, расположенном ниже смеси спекаемых материалов в поверхностном слое L1.
Предпочтительно, на стадии 3), тепло, подаваемое устройством 7 для накопления тепла, составляет:
,
где Q представляет собой тепло, подаваемое устройством накопления тепла, а2 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в верхнем среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, m представляет собой вместимость синтеровочной машины, v представляет собой скорость движения тележки синтеровочной машины, d представляет собой средний размер частиц смеси спекаемых материалов, k5 представляет собой коэффициент рабочих условий, и k5 находится в диапазон 0,05-0,3.
В настоящей заявке, на стадии 4), устройство 8 впрыска газа представлено в секции 4 впрыска горючего газа синтеровочной машины. В секции 4 впрыска горючего газа, горючий газ, впрыскиваемый устройством 8 впрыска газа, смешивается с воздухом, всасываемым над тележкой 1 синтеровочной машины, и затем втягивается в слои спекаемых материалов, в которых горючий газ сжигается, чтобы завершить дополнительную подачу тепла к смеси спекаемых материалов в среднем слое L3, расположенном ниже смеси спекаемых материалов в верхнем среднем слое L2.
Предпочтительно, в секции (4) впрыска горючего газа представлены многосекционные зоны впрыска горючего газа, и количество горючего газа, впрыскиваемого устройством 8 впрыска газа в каждую секцию зон впрыска газа, регулируют для достижения дополнительного ступенчатого нагрева смеси спекаемых материалов в среднем слое L3, расположенном ниже смеси спекаемых материалов в верхнем среднем слое L2.
Предпочтительно, на стадии 4), концентрация горючего газа, впрыскиваемого устройством для впрыска газа 8, составляет:
,
где C представляет собой концентрацию горючего газа, впрыскиваемого устройством для впрыска газа, S1 представляет площадь впрыска горючего газа, S2 представляет собой площадь синтеровочной машины, a3 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, m представляет собой вместимость синтеровочной машины, v представляет собой скорость движения тележки синтеровочной машины, k6 представляет собой коэффициент рабочих условий, и k6 находится в диапазоне 0,1-0,3.
В настоящей заявке, на стадии 5), устройство подачи пара 9 представлено в секции 5 впрыска пара синтеровочной машины. В секции 5 впрыска пара, устройство 9 впрыска пара впрыскивает пар на поверхность материала смеси спекаемых материалов, и пар втягивается в слои спекаемых материалов. Благодаря характеристикам сильной теплопередачи пара, и дополнительно используя тепло, накопленное в слоях спекаемых материалов, как тепло, дополнительное для завершения спекания смеси спекаемых материалов в нижнем слое L4, расположенном ниже спекания смеси материалов в среднем слое L3.
В настоящем изобретении тепло, необходимое всей смеси спекаемых материалов в процессе спекания, составляет:
,
где Qобщее представляет собой тепло, необходимое всей смеси спекаемых материалов в процессе спекания, d представляет собой средний размер частиц смеси спекаемых материалов, w1 представляет собой долю воды в смеси спекаемых материалов, w2 представляет собой долю плавня в смеси спекаемых материалов, w3 представляет собой долю зольной пыли в смеси спекаемых материалов, w4 представляет собой долю газовой золы в смеси спекаемых материалов, w5 представляет собой долю железорудного сырья в смеси спекаемых материалов, k7 представляет собой коэффициент рабочих условий, и k7 находится в диапазоне 0,1-0,5.
В настоящей заявке, на стадии 1), после завершения распределения смеси спекаемых материалов, на поверхность материала смеси спекаемых материалов с интервалами в направлении движения тележки 1 синтеровочной машины наносят множество канавок 10.
Предпочтительно, на тележке синтеровочной машины, плоская поверхность материала и вогнутая поверхность материала, образованные после формирования канавок 10, расположены на одинаковом расстоянии или расположены с постепенно увеличивающимся или уменьшающимся интервалом расстояния от средней точки в направлении ширины поверхности материала смеси спекаемых материалов в качестве начала до обеих сторон. Предпочтительно, вогнутая поверхность материала имеет одну или множество форм, выбранных из V-образной формы, полукруга и прямоугольника, предпочтительно, полукруга.
Предпочтительно, стадия 2) дополнительно включает стадию визуального распознавания и наблюдения за поверхностью материала. В частности, после завершения зажигания и спекания, поверхность материала смеси спекаемых материалов фотографируют для получения изображения в режиме реального времени поверхности спеченного материала, и состояние зажигания соответствующего положения поверхности спеченного материала определяют путем извлечения характеристик изображения, чтобы получить онлайн-мониторинг состояния зажигания поверхности спеченного материала в режиме реального времени.
Предпочтительно, стадия 6) дополнительно включает в себя стадию идентификации и контроля красного слоя поперечного сечения задней части машины, и, в частности, после завершения спекания отображается поперечное сечение задней части машины слоев спекаемых материалов, когда тележка синтеровочной машины 1 переворачивается и разгружается, и общее состояние топлива в слоях спеченного материала определяется путем обработки изображений, чтобы провести онлайн-корректировку количества топлива в слоях спекаемых материалов в режиме реального времени.
Пример 1
На фигуре 4 показан способ теплосбалансированного спекания, основанный на послойной комбинированной подаче тепла, который включает следующие стадии:
1) смешивание и распределение: приготовление железосодержащего сырья, плавня и твердого топлива и распределение приготовленной смеси спекаемых материалов в тележке 1 синтеровочной машины;
2) зажигание и спекание: установка устройства 6 зажигания непосредственно над тележкой 1 синтеровочной машины над синтеровочной машиной и зажигание смеси спекаемых материалов, которая распределяется внутри тележки 1 синтеровочной машины с помощью запального устройства 6, так что смесь спекаемых материалов в поверхностном слое L1 в тележке 1 синтеровочной машины начинает спекаться; спекание смеси спекаемых материалов в поверхностном слое L1 в тележке 1 синтеровочной машины за счет тепла, подаваемого запальным устройством 6, и тепла, подаваемого твердым топливом в смесь спекаемых материалов, при одновременном отсосе воздуха над смесью спекаемых материалов в тележке 1 синтеровочной машины в воздушную камеру, установленную под тележкой 1 синтеровочной машины, так что смесь материалов для спекания в тележке 1 синтеровочной машины спекается от поверхностного слоя к нижнему слою тележки 1 синтеровочной машины;
3) накопление тепла и подача тепла: установка устройства 7 накопления тепла после запального устройства 6 и над тележкой 1 синтеровочной машины, впрыск высокотемпературного газа на поверхность материала смеси спекаемых материалов после зажигания и спекания теплом с помощью устройства 7 для накопления тепла, так что высокотемпературный газ снабжает теплом смесь спекаемых материалов в верхнем среднем слое L2, расположенную ниже смеси спекаемых материалов в поверхностном слое L1; спекание смеси спекаемых материалов в верхнем среднем слое L2 в тележке 1 синтеровочной машины за счет тепла, подаваемого устройством 7 накопления тепла, тепла, подаваемого твердым топливом в смеси спекаемых материалов, и тепла, накопленного смесью спекаемых материалов в поверхностном слое L1.
4) впрыск горючего газа: установка устройства 8 впрыска горючего газа после устройства 7 накопления тепла и над тележкой 1 синтеровочной машины, после накопления тепла и подачи тепла, впрыскивание горючего газа на поверхность материала смеси спекаемых материалов с помощью устройства 8 впрыска горючего газа, так что горючий газ поступает в смесь спекаемых материалов и сгорает в слоях материала для подачи тепла к смеси спекаемых материалов в среднем слое L3, расположенной ниже смеси спекаемых материалов в верхнем среднем слое L2; спекание смеси спекаемых материалов в среднем слое L3 в тележке 1 синтеровочной машины за счет тепла, подаваемого при сгорании впрыскиваемого горючего газа, тепла, подаваемого твердым топливом в смеси спекаемых материалов, тепла, накопленного смесью спекаемых материалов в поверхностном слое L1 и/или смесью спекаемых материалов в верхнем среднем слое L2;
5) впрыск пара: установка устройства 9 для впрыска пара ниже устройства 8 для впрыска горючего газа и над тележкой 1 синтеровочной машины; и после впрыска горючего газа, впрыск пара на поверхность материала смеси спекаемых материалов с помощью устройства 9 для впрыска пара, так что пар поступает в смесь спекаемых материалов и передает тепло, накопленное смесью спекаемых материалов в поверхностном слое L1, смесью спекаемых материалов в верхнем среднем слое L2 и смесью спекаемых материалов в среднем слое L3 в тележке 1 синтеровочной машины, в смесь спекаемых материалов в нижнем слое L4, расположенном ниже смеси спекаемых материалов в среднем слое L3; спекание смеси спекаемых материалов в нижнем слое L4 в тележке 1 синтеровочной машины за счет накопленного тепла, передаваемого паром, и тепла подаваемого твердым топливом в смесь спекаемых материалов;
6) завершение спекания: выгрузка материала из тележки 1 синтеровочной машины после завершения спекания.
Как показано на фигуре 5, по направлению высоты слоев материала слоя материала смеси спекаемых материалов, слои материала смеси спекаемых материалов были разделены на смесь спекаемых материалов в поверхностном слое L1, смесь спекаемых материалов в верхнем среднем слое L2, смесь спекаемых материалов в среднем слое L3 и смесь спекаемых материалов в нижнем слое L4, сверху вниз. Толщина смеси спекаемых материалов в поверхностном слое L1, толщина смеси спекаемых материалов в верхнем среднем слое L2, толщина смеси спекаемых материалов в среднем слое L3 и толщина смеси спекаемых материалов в нижнем слое L4 составляет 10%, 15%, 35% и 40% от общей толщины смеси спекаемых материалов, соответственно.
Пример 2
Повторяют пример 1, за исключением того, что: на стадии 1) массовая доля твердого топлива в общей смеси спекаемых материалов составляет 1,5%.
Пример 3
Повторяют пример 2 был повторен, за исключением того, что: тепло, выделяющееся при сгорании всех видов твердого топлива в смеси спекаемых материалов, составляет 70% тепла, необходимого для процесса спекания.
Пример 4
Как показано на фигуре 6, повторяют пример 3, был повторен, за исключением того, что: в направлении движения тележки 1 синтеровочной машины последовательно располагают секцию зажигания 2, секцию накопления тепла 3, секцию подачи горючего газа 4 и секцию подачи пара 5. Длина секции 2 зажигания, длина секции 3 накопления тепла, длина секции 4 впрыска горючего газа и длина секции 5 впрыска пара составляют 10%, 15%, 35% и 40% общей длины синтеровочной машины, соответственно.
Пример 5
Повторяют пример 4, за исключением того, что: на стадии 1) железосодержащее сырье включает железорудное сырье, зольную пыль и газовую золу. Доля тепла, требуемого для спекания смеси спекаемых материалов в поверхностном слое L1 в тепле, требуемом для всей смеси спекаемых материалов в процессе спекания а1 составляет:
.
Доля тепла, необходимого для спекания смеси спекаемых материалов в верхнем среднем слое L2, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания а2, составляет:
а2=к2×а1 (2).
Доля тепла, необходимого для спекания смеси спекаемых материалов в среднем слое L3, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания а3, составляет:
а3 =к3×(а1+а2) (3).
Доля тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое L4, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания а4, составляет:
а4 =1-(а1+а2+а3) (4).
где d представляет собой средний размер частиц смеси спекаемых материалов, w1 представляет долю воды в смеси спекаемых материалов, w2 представляет собой долю плавня в смеси спекаемых материалов, w3 представляет собой долю зольной пыли в смеси спекаемых материалов, w4 представляет собой долю газовой золы в смеси спекаемых материалов, m представляет собой вместимость синтеровочной машины, v представляет собой скорость перемещения тележки для синтеровочной машины, k1, k2 и k3 представляют собой коэффициенты рабочих условий, и k1=0,06, k2=0,7, k3=0,3.
Пример 6
Повторяют пример 5, за исключением того, что: среди тепла для спекания смеси спекаемых материалов в поверхностном слое L1, 15% тепла приходится на тепло, подаваемое запальным устройством 6, и 85% тепла приходится на тепло, подаваемое твердым топливом в смеси спекаемых материалов.
Среди тепла для спекания смеси спекаемых материалов в верхнем среднем слое L2, 20% тепла приходится на тепло, подаваемое устройством 7 накопления тепла, 65% тепла приходится на тепло, подаваемое твердым топливом в смеси спекаемых материалов, и 15% тепла приходится на тепло, накопленное смесью спекаемых материалов в поверхностном слое L1.
Среди тепла для спекания смеси спекаемых материалов в среднем слое L3, 20% тепла приходится на тепло, поступающее от сжигания впрыскиваемого горючего газа, 60% тепла приходится на тепло, подаваемое твердым топливом в смеси спекаемых материалов, и 20% тепла приходится на тепло, накопленное смесью спекаемых материалов в поверхностном слое L1 и смесью спекаемых материалов в верхнем среднем слое L2.
Среди тепла для спекание смеси спекаемых материалов в нижнем слое L4, 45% тепла приходится на накопленное тепло, переданное паром, и 55% тепла приходится на тепло, подаваемое твердым топливом в смеси спекаемых материалов.
Пример 7
Как показано на фигуре 7, повторяют пример 6, за исключением того, что: на стадии 2) в секции 2 зажигания синтеровочной машины представлено запальное устройство 6. Запальное устройство 6 включает в себя огнеупорную стенку 601 печи, расположенную на верхней части тележки 1 синтеровочной машины, и запальное сопло 602, расположенное на огнеупорной стенке 601 печи. Запальные сопла 602 расположены в 2 ряда по ходу движения тележки 1 синтеровочной машины, и 2 ряда запальных сопел 602 располагаются под наклоном друг против друга на верхней части огнеупорной стенки 601 печи. Проекции отверстий сопел на переднем конце расположенных напротив друг друга запальных сопел 602 перекрываются на поверхности спекаемых материалов в наклонном направлении, Во время зажигания, пламя, образованное двумя противоположными рядами запальных сопел 602, встречается на поверхности спекаемых материалов, образуя высокотемпературную зону зажигания, перпендикулярную направлению движения тележки 1 синтеровочной машины. В то же время, высокотемпературный отходящий газ в запальном устройстве 6 подается в слои спекаемых материалов для подачи дополнительного тепла в смесь спекаемых материалов в поверхностном слое L1.
Пример 8
Повторяют пример 7, за исключением того, что: на стадии 2) глубина зажигания De запального устройства 6 составляет:
,
где a1 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в поверхностном слое, в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, d представляет собой средний размер частиц смеси спекаемых материалов, w1 представляет собой долю воды в смеси спекаемых материалов, w2 представляет собой долю плавня в смеси спекаемых материалов, w3 представляет долю зольной пыли в смеси спекаемых материалов, w4 представляет долю газовой золы в смеси спекаемых материалов, k4 представляет собой коэффициент рабочих условий и k4=0,5.
Пример 9
Повторяют пример 8, за исключением того, что: на стадии 3) устройство 7 накопления тепла устанавливают в секции 3 накопления тепла синтеровочной машины. В секции 3 накопления тепла, устройство 7 накопления тепла впрыскивает высокотемпературный газ с постепенным снижением температуры на поверхности спекаемых материалов, которую последовательно зажигают и спекают в направлении движения тележки 1 синтеровочной машины, чтобы завершить ступенчатое нагревание в дополнение к смеси спекаемых материалов в верхнем среднем слое L2, расположенном ниже смеси спекаемых материалов в поверхностном слое L1. Высокотемпературным газом является отходящий газ спекания.
Пример 10
Повторяют пример 9, за исключением того, что: на стадии 3) тепло Q, подаваемое устройством 7 накопления тепла, составляет:
,
где а2 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в верхнем среднем слое, в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, а4 представляет собой долю количества тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, m представляет собой вместимость синтеровочной машины, v представляет собой скорость движения тележки синтеровочной машины, d представляет собой средний размер частиц смеси спекаемых материалов, k5 представляет собой коэффициент рабочих условий, и k5=0,1.
Пример 11
Повторяют пример 10, за исключением того, что: на стадии 4), стадию впрыска газа проводят, предоставляя устройство 8 впрыска газа в секции 4 впрыска горючего газа над тележкой 1 синтеровочной машины. В секции 4 впрыска горючего газа, горючий газ, впрыскиваемый устройством 8 впрыска газа, смешивается с воздухом, всасываемым над тележкой 1 синтеровочной машины, и затем втягивается в слои спекаемых материалов, в которых горючий газ сжигается, чтобы завершить дополнительную подачу тепла к смеси спекаемых материалов в среднем слое L3, расположенном ниже смеси спекаемых материалов в верхнем среднем слое L2.
Пример 12
Повторяют пример 11, за исключением того, что: многосекционные зоны впрыска горючего газа представлены в секции 4 впрыска горючего газа, и количество горючего газа, впрыскиваемого устройством 8 впрыска газа в каждую секцию зон впрыска газа, регулируют для достижения ступенчатой подачи дополнительного тепла в смесь спекаемых материалов в среднем слое L3, расположенном ниже смеси спекаемых материалов в верхнем среднем слое L2.
Пример 13
Повторяют пример 11, за исключением того, что: на стадии 4) концентрация С горючего газа, впрыскиваемого устройством для впрыска газа 8, составляет:
,
где S1 представляет площадь впрыска горючего газа, S2 представляет собой площадь синтеровочной машины, a3 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, m представляет собой вместимость синтеровочной машины, v представляет собой скорость движения тележки синтеровочной машины, k6 представляет собой коэффициент рабочих условий, где k6=0,2.
Пример 14
Повторяют пример 13, за исключением того, что: на стадии 5), стадию впрыска пара проводят установкой устройства подачи пара 9 в секции 5 впрыска пара над тележкой 1 синтеровочной машины. В секции 5 впрыска пара, устройство 9 впрыска пара впрыскивает пар на поверхность материала смеси спекаемых материалов, и пар втягивается в слои спекаемых материалов. Благодаря характеристикам сильной теплопередачи пара, и дополнительно используя тепло, накопленное в слоях спекаемых материалов, как тепло, дополнительное для завершения спекания смеси спекаемых материалов в нижнем слое L4, расположенном ниже спекания смеси материалов в среднем слое L3.
Пример 15
Повторяют пример 14, за исключением того, что: тепло Qобщее, требуемое всей смеси спекаемых материалов в процессе спекания, составляет:
,
где d представляет собой средний размер частиц смеси спекаемых материалов, w1 представляет собой долю воды в смеси спекаемых материалов, w2 представляет собой долю плавня в смеси спекаемых материалов, w3 представляет собой долю зольной пыли в смеси спекаемых материалов, w4 представляет собой долю газовой золы в смеси спекаемых материалов, w5 представляет собой долю железорудного сырья в смеси спекаемых материалов, k7 представляет собой коэффициент рабочих условий, и k7 находится в диапазоне 0,35.
Пример 16
Как показано на рисунке 8, повторяют пример 15, за исключением того, что: на стадии 1), после завершения распределения смеси спекаемых материалов, на поверхность материала смеси спекаемых материалов с интервалами в направлении движения тележки 1 синтеровочной машины наносят восемь канавок 10. В тележке 1 синтеровочной машины, плоская поверхность материала и вогнутая поверхность материала, образовавшаяся после формирования канавок 10, располагаются на одинаковом расстоянии друг от друга. Поверхность вогнутого материала имеет форму полукруга.
Пример 17
Повторяют пример 16, за исключением того, что: стадия 2) дополнительно включает стадию визуального распознавания и наблюдения за поверхностью материала, в частности: после завершения зажигания и спекания, поверхность материала смеси спекаемых материалов непрерывно фотографируют для получения изображения в режиме реального времени поверхности спеченного материала. Состояние зажигания соответствующего положения поверхности спеченного материала определяют путем извлечения характеристик изображения, чтобы получить онлайн-мониторинг состояния зажигания поверхности спеченного материала в режиме реального времени.
Пример 18
Повторяют пример 17, за исключением того, что: стадия 6) дополнительно включает в себя стадию идентификации и контроля красного слоя поперечного сечения задней части машины. В частности, после завершения спекания отображается поперечное сечение задней части машины слоев спекаемых материалов, когда тележка синтеровочной машины 1 переворачивается и разгружается, и общее состояние топлива в слоях спеченного материала определяется путем обработки изображений, чтобы провести онлайн-корректировку количества топлива в слоях спекаемых материалов в режиме реального времени.
Пример 19
Повторяют пример 18, за исключением того, что: на стадии 1) массовая доля твердого топлива в общей массе спекаемых материалов составляет 0,5%.
Пример 20
Повторяют пример 18, за исключением того, что: на стадии 1) массовая доля твердого топлива в общей смеси спекаемых материалов составляет 1,0%.
Пример 21
Повторяют пример 18, за исключением того, что: на стадии 1) массовая доля твердого топлива в общей смеси спекаемых материалов составляет 2,0%.
Пример 22
Повторяют пример 18, за исключением того, что: на стадии 1) массовая доля твердого топлива в общей массе спекаемых материалов составляет 2,5%.
Пример 23
Повторяют пример 22, за исключением того, что тепло, выделяющееся при сгорании всех видов твердого топлива в смеси спекаемых материалов, составляет 90% тепла, необходимого для процесса спекания.
Пример 24
Повторяют пример 23, за исключением того, что: плоская поверхность материала и вогнутая поверхность материала, образованные после формирования канавок 10, расположены с постепенно увеличивающимся интервалом на расстоянии от средней точки в направлении ширины поверхности материала спекаемой смеси материалов в качестве начала до с обеих сторон. Вогнутая поверхность материала имеет V-образную форму.
Пример применения 1
Способ теплосбалансированного спекания, основанный на послойной комбинированной подаче тепла, включает следующие стадии:
1) Смешивание и распределение: готовят 82,3% железорудного сырья, 6% плавня, 1,0% твердого топлива, 1% зольной пыли, 2,7% газовой золы и 7% воды. Приготовленную смесь спекаемых материалов распределялась по тележке 1 синтеровочной машины. В настоящем документе, твердым топливом является кокс. Тепло, выделяющееся при сгорании всех видов твердого топлива в смеси спекаемых материалов, составляет 60% тепла, необходимого для процесса спекания.
После завершения распределения смеси спекаемых материалов, делают множество канавок 10 на поверхности материала смеси спекаемых материалов с интервалами в направлении движения тележки 1 синтеровочной машины. Плоская поверхность материала и вогнутая поверхность материала, образовавшиеся после образования канавок 10, расположены на равном расстоянии на тележке 1 синтеровочной машины. Вогнутая поверхность материала имеет форму полукруга.
2) Зажигание и спекание: непосредственно над тележкой 1 синтеровочной машины устанавливают запальное устройство 6. Запальное устройство 6 зажигает смесь спекаемых материалов, которая распределена внутри тележки 1 синтеровочной машины, так чтобы смесь спекаемых материалов в поверхностном слое L1 в тележке 1 синтеровочной машины начала спекаться. На смесь спекаемых материалов в поверхностном слое L1 в тележке 1 синтеровочной машины подают тепло с помощью запального устройства 6 и твердого топлива в смеси спекаемых материалов. В то же время, воздух над смесью спекаемых материалов в тележке засасывался в воздушную камеру, установленную под тележкой 1 синтеровочной машины таким образом, чтобы смесь спекаемых материалов в тележке 1 синтеровочной машины спекалась от поверхностного слоя до нижнего слоя тележки.
3) Накопление тепла и подача тепла: после устройства 6 зажигания и над тележкой 1 синтеровочной машины устанавливают устройство 7 накопления тепла. Устройство 7 накопления тепла впрыскивает высокотемпературный газ на поверхность материала смеси спекаемых материалов после зажигания и спекания, так что смесь спекаемых материалов в верхнем среднем слое L2, расположенная ниже смеси спекаемых материалов в поверхностном слое L1, нагревается высокотемпературным газом. Смесь спекаемых материалов в верхнем среднем слое L2 в тележке 1 синтеровочной машины спекается за счет тепла, подаваемого устройством 7 накопления тепла, тепла, подаваемого твердым топливом в смеси спекаемых материалов, и тепла, накопленного смесью спекаемых материалов в поверхностном слое L1.
4) Впрыск горючего газа: после устройства 7 накопления тепла и над тележкой 1 синтеровочной машины устанавливают устройство 8 впрыска горючего газа. После накопления тепла и подачи тепла, устройство 8 впрыска горючего газа впрыскивает горючий газ на поверхность материала смеси спекаемых материалов, так, чтобы горючий газ попал в смесь спекаемых материалов и сгорел в слоях материалов так, чтобы подать тепло к смеси спекаемых материалов в среднем слое L3, расположенной ниже смеси спекаемых материалов в верхнем среднем слое L2. Смесь спекаемых материалов в среднем слое L3 в тележке 1 синтеровочной машины спекают теплом, подаваемым при сгорании впрыскиваемого горючего газа, теплом, подаваемым твердым топливом в смеси спекаемых материалов, и запасом тепла в смеси спекаемых материалов в поверхностном слое L1 и смеси спекаемых материалов в верхнем среднем слое L2.
Впрыск пара: устройство 9 для впрыска пара устанавливают после устройства 8 для впрыска горючего газа и над тележкой 1 синтеровочной машины. После впрыска горючего газа, устройство 9 для впрыска пара впрыскивает пар на поверхность материала смеси спекаемых материалов так, чтобы пар попал в смесь спекаемых материалов и перенес накопленное тепло смеси спекаемых материалов в поверхностном слое L1, смеси спекаемых материалов в верхнем среднем слое L2 и смеси спекаемых материалов в среднем слое L3 при спекании в тележке 1 синтеровочной машины в смесь спекаемых материалов в нижнем слое L4, расположенную ниже смеси спекаемых материалов в среднем слое L3. Смесь спекаемых материалов в нижнем слое L4 спекается за счет накопленного тепла, переносимого паром, и тепла, поступающего от твердого топлива в смеси спекаемых материалов.
6) Завершение спекания: после завершения спекания материал выгружают из тележки 1 синтеровочной машины.
Как упоминалось выше, в этом примере, по направлению высоты слоев материала смеси спекаемых материалов, слои материала смеси спекаемых материалов разделены на смесь спекаемых материалов в поверхностном слое L1, смесь спекаемых материалов в верхнем среднем слое L2, смесь спекаемых материалов в среднем слое L3 и смесь спекаемых материалов в нижнем слое L4 сверху вниз. Толщина смеси спекаемых материалов в поверхностном слое L1, толщина смеси спекаемых материалов в верхнем среднем слое L2, толщина смеси спекаемых материалов в среднем слое L3 и толщина смеси спекаемых материалов в нижнем слое L4 составляют 10%, 15%, 35% и 40% от общей толщины смеси спекаемых материалов, соответственно.
В этом примере, по направлению движения тележки 1 синтеровочной машины на синтеровочной машине последовательно расположены секция 2 зажигания, секция 3 накопления тепла, секция 4 впрыска горючего газа и секция 5 впрыска пара. Длина секции 2 зажигания, длина секции 3 накопления тепла, длина секции 4 впрыска газа и длина секции 5 впрыска пара составляет 10%, 15%, 35% и 40% от общей длины синтеровочной машины, соответственно.
В этом примере, доля тепла, требуемого для спекания смеси спекаемых материалов в поверхностном слое L1 в тепле, требуемом для всей смеси спекаемых материалов в процессе спекания а1 составляет:
 =38,1% (1).
=38,1% (1).
Доля тепла, необходимого для спекания смеси спекаемых материалов в верхнем среднем слое L2, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания а2, составляет:
a2 = k2×a1=26,7% (2).
Доля тепла, необходимого для спекания смеси спекаемых материалов в среднем слое L3, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания а3, составляет:
a3 =k3×(a1+a2) =19,4% (3).
Доля тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое L4, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания а4, составляет:
a4 =1-(a1+a2+a3) =15,8% (4).
где d представляет собой средний размер частиц смеси спекаемых материалов, и d=0,5 см. w1 представляет долю воды в смеси спекаемых материалов, и w1=7%. w2 представляет собой долю плавня в смеси спекаемых материалов, и w2=6%. w3 представляет собой долю зольной пыли в смеси спекаемых материалов, и w3=1%. w4 представляет собой долю газовой золы в смеси спекаемых материалов, и w4=2,7%. m представляет собой вместимость синтеровочной машины, и m=880 т/ч. v представляет собой скорость перемещения тележки для синтеровочной машины, и v=120 м/ч. k1, k2 и k3 представляют собой коэффициенты рабочих условий, и k1=0,06, k2=0,7, k3=0,3.
В этом примере тепло, необходимое всей смеси спекаемых материалов в процессе спекания Qобщее, составляет:
 =1,422 ГДж/t-s (8),
=1,422 ГДж/t-s (8),
где w5 представляет собой долю железорудного сырья в смеси спекаемых материалов, и w=82,3%. k7 представляет собой коэффициент рабочих условий, и k7 находится в диапазоне 0,35.
В этом примере, из тепла для спекания смеси спекаемых материалов в поверхностном слое L1, тепло, подаваемое запальным устройством 6, и тепло, подаваемое твердым топливом в смеси спекаемых материалов, составляет 15% и 85%, соответственно.
Из тепла для спекания смеси спекаемых материалов в верхнем среднем слое L2, тепло, подаваемое устройством 7 накопления тепла, тепло, подаваемое твердым топливом в смеси спекаемых материалов, и тепло, накопленное смесью спекаемых материалов в поверхностном слое L1, составляет 20%, 65% и 15%, соответственно.
Из тепла для спекания смеси спекаемых материалов в среднем слое L3, тепло, подаваемое при сгорании впрыскиваемого горючего газа, тепло, подаваемое твердым топливом в смеси спекаемых материалов, тепло, накопленное смесью спекаемых материалов в поверхностном слое L1 и смесью спекаемых материалов в верхнем среднем слое L2, составляет 20%, 60% и 20%, соответственно.
Их тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое L4, запас тепла, передаваемый паром, и тепло, подаваемое твердым топливом в смеси спекаемых материалов, составляют 45% и 55%, соответственно.
На стадии 2) в данном примере зажигание и этап спекания выполняют с помощью устройства 6 зажигания, расположенного в секции 2 зажигания над тележкой 1 синтеровочной машины. Устройство 6 зажигания включает в себя огнеупорную стенку 601 печи, расположенную в верхней части тележки 1 синтеровочной машины, и запальное сопло 602, расположенное на огнеупорной стенке 601 печи. Запальные сопла 602 расположены в 2 ряда в направлении движения тележке 1 синтеровочной машины, и 2 ряда запальных сопел 602 расположены под наклоном друг к другу в верхней части огнеупорной стенки 601 печи. Проекции отверстий сопел на переднем конце противоположно расположенных запальных сопел 602 перекрываются на поверхности спекаемых материалов вдоль наклонного направления. Во время зажигания, пламя, образованное двумя противоположными рядами запальных сопел 602, встречается на поверхности спекаемых материалов, образуя высокотемпературную зону зажигания, перпендикулярную направлению движения тележки 1 синтеровочной машины. В то же время, высокотемпературный отходящий газ в запальном устройстве 6 втягивался в слои спекаемых материалов для дополнительного нагрева смеси спекаемых материалов в поверхностном слое L1. На этой стадии, глубина зажигания De запального устройства 6 составляет:
 =0,03м (5),
=0,03м (5),
где k4 представляет собой коэффициент рабочих условий, и k4=0,5.
На стадии 3) стадию накопления тепла и подачи тепла проводят с применением устройства 7 накопления тепла устанавливают в секции 3 накопления тепла синтеровочной машины 1. В секции 3 накопления тепла, устройство 7 накопления тепла впрыскивает высокотемпературный газ с постепенным снижением температуры на поверхности спекаемых материалов, которую последовательно зажигают и спекают в направлении движения тележки 1 синтеровочной машины, чтобы завершить ступенчатое нагревание в дополнение к смеси спекаемых материалов в верхнем среднем слое L2, расположенном ниже смеси спекаемых материалов в поверхностном слое L1. На этой стадии, тепло Q, подаваемое устройством 7 накопления тепла, составляет:
 =0,291 ГДж/t-s (6),
=0,291 ГДж/t-s (6),
где k5 представляет собой коэффициент рабочих условий, и k5=0,1.
На стадии 4), стадию впрыска горючего газа проводят, предоставляя устройство 8 впрыска газа в секции 4 впрыска горючего газа над тележкой 1 синтеровочной машины. В секции 4 впрыска горючего газа, горючий газ, впрыскиваемый устройством 8 впрыска газа, смешивается с воздухом, всасываемым над тележкой 1 синтеровочной машины, и затем втягивается в слои спекаемых материалов, в которых горючий газ сжигается, чтобы завершить дополнительную подачу тепла к смеси спекаемых материалов в среднем слое L3, расположенном ниже смеси спекаемых материалов в верхнем среднем слое L2. Кроме того, многосекционные зоны впрыска горючего газа представлены в секции 4 впрыска горючего газа. Количество горючего газа, впрыскиваемого устройством 8 впрыска газа в каждую секцию зон впрыска газа, регулируют для достижения ступенчатой подачи дополнительного тепла в смесь спекаемых материалов в среднем слое L3, расположенном ниже смеси спекаемых материалов в верхнем среднем слое L2. На этой стадии, концентрация С горючего газа, впрыскиваемого устройством для впрыска газа 8, составляет:
 =3,5% (7),
=3,5% (7),
где S1 представляет площадь впрыска горючего газа, и S1=100 м2. S2 представляет собой площадь синтеровочной машины, и S2=360 м2. k6 представляет собой коэффициент рабочих условий, и k6=0,2.
На стадии 5), стадию впрыска пара проводят установкой устройства подачи пара 9 в секции 5 впрыска пара над тележкой 1 синтеровочной машины. В секции 5 впрыска пара, устройство 9 впрыска пара впрыскивает пар на поверхность материала смеси спекаемых материалов, и пар втягивается в слои спекаемых материалов. Благодаря характеристикам сильной теплопередачи пара, и дополнительно используя тепло, накопленное в слоях спекаемых материалов, как тепло, дополнительное для завершения спекания смеси спекаемых материалов в нижнем слое L4, расположенном ниже спекания смеси материалов в среднем слое L3.
Способ также включает стадию визуального распознавания и наблюдения за поверхностью материала. После завершения зажигания и спекания, поверхность материала смеси спекаемых материалов фотографируют для получения изображения поверхности спекаемых материалов в режиме реального времени, и состояние зажигания соответствующего положения поверхности спекаемых материалов определяют путем извлечения характеристик изображения, чтобы получить онлайн-мониторинг состояния зажигания поверхности спекаемых материалов в режиме реального времени.
Способ также включает стадию идентификации и контроля красного слоя поперечного сечения задней части машины: после завершения спекания, получают изображение поперечного сечения задней части машины слоев спекаемых материалов при переворачивании и разгрузке тележки 1 синтеровочной машины, и затем путем обработки изображения определяют общее состояние топлива в слоях спекаемых материалов, чтобы получить онлайн-регулировку количества топлива в слоях спекаемых материалов в режиме реального времени.
Сравнительный пример 1
Готовят 82,3% железорудного сырья, 6% плавня, 4,5% твердого топлива, 1% зольной пыли, 2,7% газовой золы и 3,5% воды, и полученную смесь спекаемых материалов распределяют в тележке синтеровочной машины, и затем производят зажигание и спекание. В настоящем примере, твердым топливом является кокс.
В примере применения 1 и сравнительном примере 1, охлаждение с помощью кольцевой холодной машины после спекания проводят для получения аглоруды. Соответствующие данные каждого примера тестируют и записывают, как показано в Таблице 1 ниже.
Таблица 1. Данные эффективности при тестировании
Из таблицы 1 видно, что по сравнению с известным уровнем техники, способ теплосбалансированного спекания, основанный на послойной комбинированной подаче тепла по настоящему изобретению может эффективно снизить потребление твердого топлива в процессе спекания. Распределение температуры слоев спекаемого материала является более равномерным и подходящим. Качество аглоруды эффективно улучшается, и выброс загрязняющих веществ, таких как NOx и парниковых газов, таких как CO2, в процессе спекания значительно снижают, что является настоящим экологичным теплосбалансированным и низкоуглеродным способом спекания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нагрева спекаемого материала и устройство для его осуществления | 1981 |
|
SU971898A1 |
| ТЕХНОЛОГИЧЕСКИЙ СПОСОБ СОВМЕСТНОГО СПЕКАНИЯ ТВЕРДЫХ ОТХОДОВ И УТИЛИЗАЦИИ МЕТОДОМ ОКОМКОВАНИЯ | 2022 |
|
RU2828206C2 |
| Способ спекания гранулированной шихты | 1991 |
|
SU1821456A1 |
| Способ утилизации твердых отходов, основанный на процессе спекания и окомкования (варианты) | 2022 |
|
RU2841375C1 |
| Способ агломерации железорудных материалов | 1988 |
|
SU1564199A1 |
| НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЯ | 2020 |
|
RU2785456C1 |
| Способ спекания рудных материалов | 1978 |
|
SU1036773A1 |
| ЗАЖИГАТЕЛЬНЫЙ ГОРН АГЛОМЕРАЦИОННОЙ МАШИНЫ | 1995 |
|
RU2097668C1 |
| Способ агломерации и устройство для его осуществления | 1985 |
|
SU1423614A1 |
| Горн агломерационной машины | 1981 |
|
SU1016654A1 |
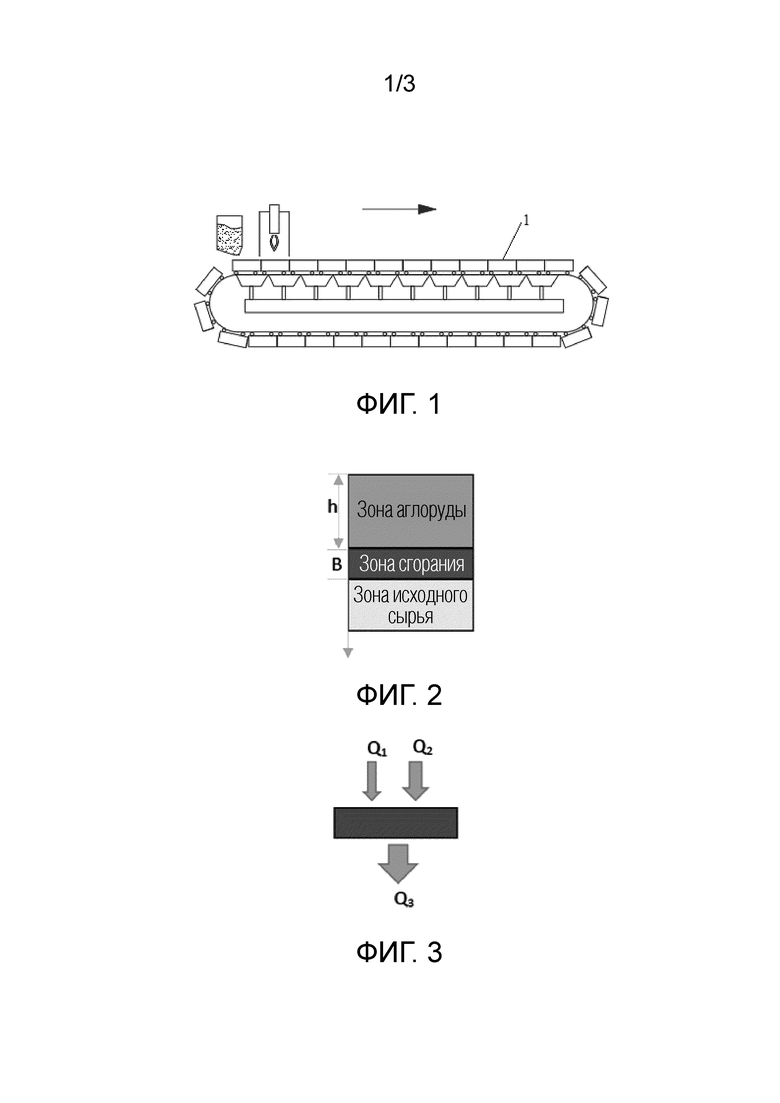
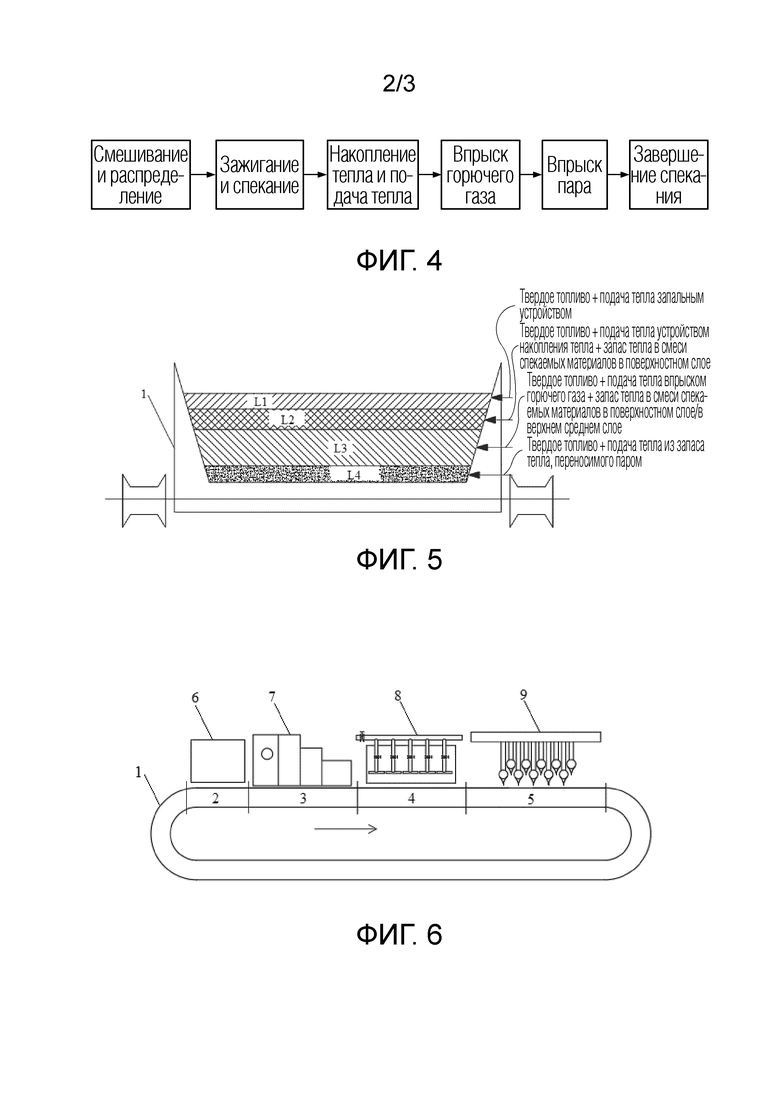
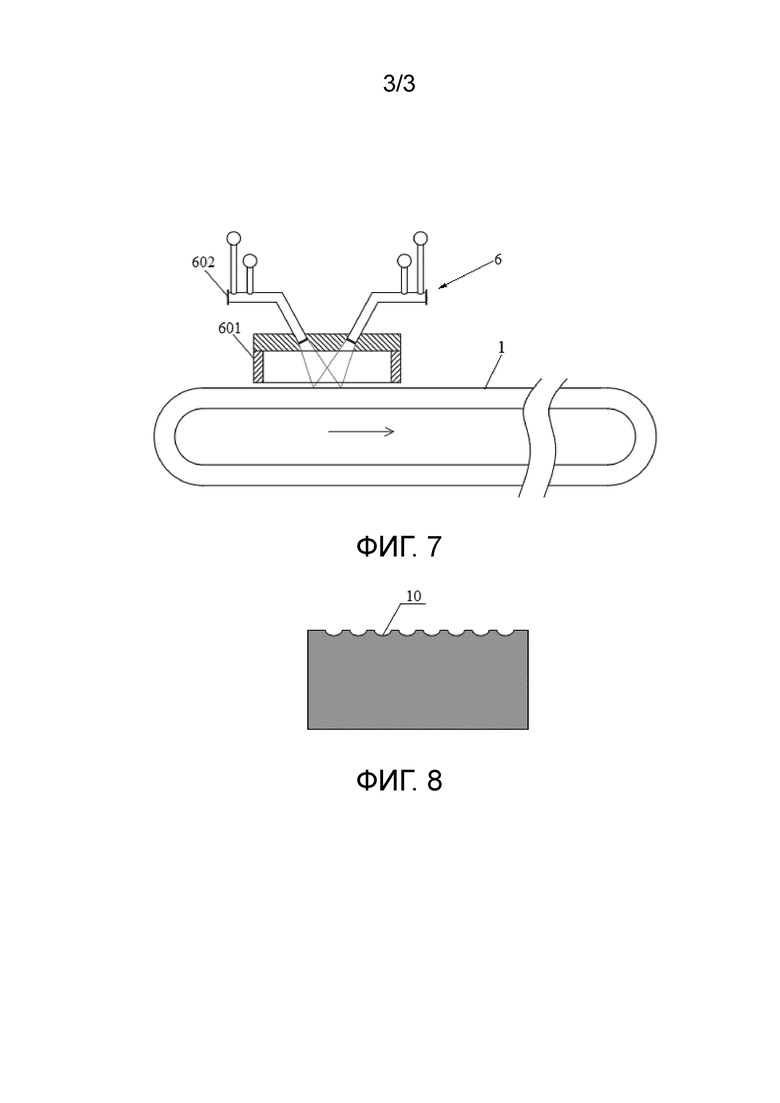
Изобретение относится к способу теплосбалансированного спекания, основанному на послойной комбинированной подаче тепла. Способ включает: 1) подготовку железосодержащего сырья, плавня, твердого топлива, воды и распределение приготовленной смеси спекаемых материалов на тележке синтеровочной машины; 2) зажигание смеси спекаемых материалов, которая распределена на тележке синтеровочной машины, так что смесь спекаемых материалов в поверхностном слое тележки синтеровочной машины начинает спекаться; 3) впрыск высокотемпературного газа на поверхность материала смеси спекаемых материалов после зажигания, так что высокотемпературный газ отдает тепло смеси спекаемых материалов в верхнем среднем слое; 4) впрыск горючего газа на поверхность материала смеси спекаемых материалов после накопления тепла и подачи тепла, так что горючий газ сгорает в слоях материала для подачи тепла к смеси спекаемых материалов в среднем слое; 5) впрыск пара на поверхность материала смеси спекаемых материалов после впрыска горючего газа, так что смесь спекаемых материалов в нижнем слое получает тепло за счет запаса тепла в паре. Обеспечивается равномерное распределение температуры слоев спекаемого материала и снижение расхода твердого топлива. 2 н. и 34 з.п. ф-лы, 8 ил., 1 табл., 26 пр.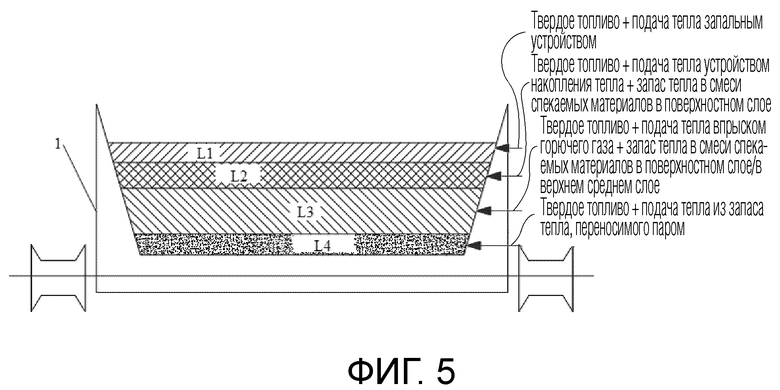
1. Способ теплосбалансированного спекания, основанный на послойной комбинированной подаче тепла, отличающийся тем, что смесь спекаемых материалов спекают в синтеровочной машине по направлению глубины тележки (1) синтеровочной машины, при этом смесь спекаемых материалов делят на слои и каждый слой нагревают и спекают на основе соответствующим образом распределенных долей подачи тепла;
причем по направлению глубины тележки (1) синтеровочной машины смесь спекаемых материалов делят сверху вниз на четыре слоя: поверхностный слой, верхний средний слой, средний слой и нижний слой, причем доля подачи тепла к смеси спекаемых материалов в поверхностном слое в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, составляет а1, доля подачи тепла к смеси спекаемых материалов в верхнем среднем слое в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, составляет а2, доля подачи тепла к смеси спекаемых материалов в среднем слое в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, составляет а3 и доля подачи тепла к смеси спекаемых материалов в нижнем слое в тепле, необходимом всей смеси спекаемых материалов в процессе спекания, составляет а4,
 ;
;
a2=k2 × a1 (2);
a3 =k3 × (a1+a2) (3);
а4 =1-(а1+а2+а3) (4);
где, в уравнениях (1)-(4), d представляет собой средний размер частиц смеси спекаемых материалов, см; w1 представляет долю воды в смеси спекаемых материалов, %; w2 представляет долю плавня в смеси спекаемых материалов, %; w3 представляет собой долю зольной пыли в смеси спекаемых материалов, %; w4 представляет собой долю газовой золы в смеси спекаемых материалов, %; m представляет собой вместимость синтеровочной машины, т/ч; v представляет собой скорость движения тележки синтеровочной машины, м/ч; и k1, k2 и k3 представляют собой коэффициенты условий работы, где k1 находится в диапазоне 0,03-0,1, k2 находится в диапазоне 0,5-1 и k3 находится в диапазоне 0,2-0,5.
2. Способ по п. 1, отличающийся тем, что подачу тепла к смеси спекаемых материалов в поверхностном слое регулируют путем контроля глубины зажигания запального устройства (6) в синтеровочной машине:
 ,
,
где De представляет собой глубину зажигания запального устройства, м; а1 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в поверхностном слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, %; a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, %; d представляет собой средний размер частиц смеси спекаемых материалов, см; w1 представляет собой долю воды в смеси спекаемых материалов, %; w2 представляет собой долю плавня в смеси спекаемых материалов, %; w3 представляет собой долю зольной пыли в смеси спекаемых материалов, %; w4 представляет собой долю газовой золы в смеси спекаемых материалов, %; k4 представляет собой коэффициент рабочих условий и k4 находится в диапазоне 0,2-0,7.
3. Способ по п.1 или 2, отличающийся тем, что тепло подают к смеси спекаемых материалов в верхнем среднем слое с помощью устройства (7) накопления тепла, при этом подача тепла устройством (7) накопления тепла составляет
 ,
,
где Q представляет собой тепло, подаваемое устройством накопления тепла, ГДж/t-s; а2 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в верхнем среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, %; a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, %; m представляет собой вместимость синтеровочной машины, т/ч; v представляет собой скорость движения тележки синтеровочной машины, м/ч; d представляет собой средний размер частиц смеси спекаемых материалов, см; k5 представляет собой коэффициент рабочих условий и k5 находится в диапазоне 0,05-0,3.
4. Способ по п.1 или 2, отличающийся тем, что к смеси спекаемых материалов в среднем слое подают тепло путем впрыска горючего газа в смесь спекаемых материалов, при этом концентрация впрыскиваемого горючего газа составляет
 ,
,
где C представляет собой концентрацию горючего газа, впрыскиваемого устройством для впрыска газа, %; S1 представляет площадь впрыска горючего газа, м2; S2 представляет собой площадь синтеровочной машины, м2; a3 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, %; a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, %; m представляет собой вместимость синтеровочной машины, т/ч; v представляет собой скорость движения тележки синтеровочной машины, м/ч; k6 представляет собой коэффициент рабочих условий и k6 находится в диапазоне 0,1-0,3.
5. Способ по п.3, отличающийся тем, что к смеси спекаемых материалов в среднем слое подают тепло путем впрыска горючего газа в смесь спекаемых материалов, где концентрация впрыскиваемого горючего газа составляет
,
где C представляет собой концентрацию горючего газа, впрыскиваемого устройством для впрыска газа, %; S1 представляет площадь впрыска горючего газа, м2; S2 представляет собой площадь синтеровочной машины, м2; a3 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, %; a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, %; m представляет собой вместимость синтеровочной машины, т/ч; v представляет собой скорость движения тележки синтеровочной машины, м/ч; k6 представляет собой коэффициент рабочих условий и k6 находится в диапазоне 0,1-0,3.
6. Способ по любому из пп.1, 2 и 5, отличающийся тем, что тепло, необходимое всей смеси спекаемых материалов в процессе спекания, составляет
 ,
,
где Qобщее представляет собой тепло, необходимое всей смеси спекаемых материалов в процессе спекания, ГДж/t-s; d представляет собой средний размер частиц смеси спекаемых материалов, см; w1 представляет собой долю воды в смеси спекаемых материалов, %; w2 представляет собой долю плавня в смеси спекаемых материалов, %; w3 представляет собой долю зольной пыли в смеси спекаемых материалов, %; w4 представляет собой долю газовой золы в смеси спекаемых материалов, %; w5 представляет собой долю железорудного сырья в смеси спекаемых материалов, %; k7 представляет собой коэффициент рабочих условий и k7 находится в диапазоне 0,1-0,5.
7. Способ по п.3, отличающийся тем, что тепло, необходимое всей смеси спекаемых материалов в процессе спекания, составляет
,
где Qобщее представляет собой тепло, необходимое всей смеси спекаемых материалов в процессе спекания, ГДж/t-s; d представляет собой средний размер частиц смеси спекаемых материалов, см; w1 представляет собой долю воды в смеси спекаемых материалов, %; w2 представляет собой долю плавня в смеси спекаемых материалов, %; w3 представляет собой долю зольной пыли в смеси спекаемых материалов, %; w4 представляет собой долю газовой золы в смеси спекаемых материалов, %; w5 представляет собой долю железорудного сырья в смеси спекаемых материалов, %; k7 представляет собой коэффициент рабочих условий и k7 находится в диапазоне 0,1-0,5.
8. Способ теплосбалансированного спекания, основанный на послойной комбинированной подаче тепла, отличающийся тем, что включает следующие стадии:
1) смешивание и распределение: приготовление железосодержащего сырья, плавня, твердого топлива, воды и распределение приготовленной смеси спекаемых материалов в тележке (1) синтеровочной машины;
2) зажигание и спекание: установка запального устройства (6) непосредственно над тележкой (1) синтеровочной машины выше синтеровочной машины и зажигание смеси спекаемых материалов, которая распределена внутри тележки (1) синтеровочной машины с помощью запального устройства, так что смесь спекаемых материалов в поверхностном слое (L1) в тележке (1) синтеровочной машины начинает спекаться; одновременно всасывание воздуха над смесью спекаемых материалов в тележке (1) синтеровочной машины в воздушную камеру, установленную под тележкой (1) синтеровочной машины так, чтобы смесь спекаемых материалов в тележке (1) синтеровочной машины спекалась от поверхностного слоя к нижнему слою тележки (1) синтеровочной машины;
3) накопление тепла и подача тепла: установка устройства (7) накопления тепла ниже запального устройства (6) и над тележкой (1) синтеровочной машины, впрыск высокотемпературного газа на поверхность смеси спекаемых материалов после зажигания и спекания устройством (7) накопления тепла так, чтобы высокотемпературный газ подавал тепло к смеси спекаемых материалов в верхнем среднем слое (L2), расположенном ниже смеси спекаемых материалов в поверхностном слое (L1);
4) впрыск горючего газа: установка устройства (8) впрыска горючего газа ниже устройства (7) для накопления тепла и над тележкой (1) синтеровочной машины, после накопления тепла и подачи тепла впрыск горючего газа на поверхность смеси спекаемых материалов с помощью устройства (8) впрыска горючего газа, так что горючий газ попадает в смесь спекаемых материалов и сгорает в слоях материала так, чтобы подавать тепло к смеси спекаемых материалов в среднем слое (L3), расположенном ниже смеси спекаемых материалов в верхнем среднем слое (L2);
5) впрыск пара: установка устройства (9) для впрыска пара ниже устройства (8) для впрыска горючего газа и над тележкой (1) синтеровочной машины; и после впрыска горючего газа впрыск пара на поверхность смеси спекаемых материалов с помощью устройства (9) для впрыска пара, чтобы пар попадал в смесь спекаемых материалов и передавал тепло, накопленное в смеси спекаемых материалов в поверхностном слое (L1), смеси спекаемых материалов в верхнем среднем слое (L2) и смеси спекаемых материалов в среднем слое (L3) в тележке (1) синтеровочной машины, в смесь спекаемых материалов в нижнем слое (L4), расположенном ниже смеси спекаемых материалов в среднем слое (L3);
6) завершение спекания: после завершения спекания выгрузка материала из тележки (1) синтеровочной машины;
причем на стадии 1) железосодержащее сырье включает сырье из железной руды, зольную пыль и газовую золу, доля тепла, требуемая для спекания смеси спекаемых материалов в поверхностном слое (L1) в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, составляет
 ;
;
доля тепла, необходимого для спекания смеси спекаемых материалов в верхнем среднем слое (L2), в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, составляет
а2=к2×а1 (2);
доля тепла, необходимого для спекания смеси спекаемых материалов в среднем слое (L3), в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, составляет
а3 =к3×(а1+а2) (3);
доля тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое (L4), в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, составляет
а4 =1-(а1+а2+а3) (4);
где a1 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в поверхностном слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, %; a2 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в верхнем среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, %; a3 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в среднем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, %; a4 представляет собой долю тепла, необходимого для спекания смеси спекаемых материалов в нижнем слое, в тепле, необходимом для всей смеси спекаемых материалов в процессе спекания, %; d представляет собой средний размер частиц смеси спекаемых материалов, см; w1 представляет долю воды в смеси спекаемых материалов, %; w2 представляет собой долю плавня в смеси спекаемых материалов, %; w3 представляет собой долю зольной пыли в смеси спекаемых материалов, %; w4 представляет собой долю газовой золы в смеси спекаемых материалов, %; m представляет собой вместимость синтеровочной машины, т/ч; v представляет собой скорость перемещения тележки для синтеровочной машины, м/ч; k1, k2 и k3 представляют собой коэффициенты рабочих условий, где k1 находится в диапазоне 0,03-0,1, k2 находится в диапазоне 0,5-1 и k3 находится в диапазоне 0,2-0,5.
9. Способ по п.8, отличающийся тем, что на стадии 1) массовая доля твердого топлива к общему количеству смеси спекаемых материалов составляет 0,2-2,5%.
10. Способ по п.9, отличающийся тем, что на стадии 1) массовая доля твердого топлива к общему количеству смеси спекаемых материалов составляет 0,3-2%.
11. Способ по п.10, отличающийся тем, что на стадии 1) массовая доля твердого топлива к общему количеству смеси спекаемых материалов составляет 0,4-1,5%.
12. Способ по п.11, отличающийся тем, что на стадии 1) массовая доля твердого топлива к общему количеству смеси спекаемых материалов составляет 0,5-1,0%.
13. Способ по любому из пп.9-12, отличающийся тем, что экзотермическая теплота сгорания всех твердых топлив в смеси спекаемых материалов составляет от 50 до 90% тепла, необходимого для процесса спекания.
14. Способ по п.13, отличающийся тем, что экзотермическая теплота сгорания всех твердых топлив в смеси спекаемых материалов составляет от 55 до 85% тепла, необходимого для процесса спекания.
15. Способ по п.14, отличающийся тем, что экзотермическая теплота сгорания всех твердых топлив в смеси спекаемых материалов составляет от 60 до 80% тепла, необходимого для процесса спекания.
16. Способ по любому из пп.8-12 и 14, 15, отличающийся тем, что по направлению высоты слоя материала смеси спекаемых материалов слой материала смеси спекаемых материалов делят на смесь спекаемых материалов в поверхностном слое (L1), смесь спекаемых материалов в верхнем среднем слое (L2), смесь спекаемых материалов в среднем слое (L3) и смесь спекаемых материалов в нижнем слое (L4), сверху вниз,
смесь спекаемых материалов в поверхностном слое (L1) в тележке (1) синтеровочной машины спекают за счет тепла, подаваемого устройством зажигания (6), и тепла, подаваемого твердым топливом в смесь спекаемых материалов; смесь в верхнем среднем слое (L2) в тележке (1) синтеровочной машины спекают за счет тепла, подаваемого устройством (7) накопления тепла, тепла, подаваемого твердым топливом в смеси спекаемых материалов, и запаса тепла в смеси спекаемых материалов в поверхностном слое (L1); смесь спекаемых материалов в среднем слое (L3) в тележке (1) синтеровочной машины спекают за счет тепла, поступающего от сгорания впрыскиваемого горючего газа, тепла, подаваемого твердым топливом в смеси спекаемых материалов, запаса тепла в смеси спекаемых материалов в поверхностном слое (L1) и/или в смеси спекаемых материалов в верхнем среднем слое (L2); смесь спекаемых материалов в нижнем слое (L4) в тележке (1) синтеровочной машины спекают за счет запаса тепла, передаваемого паром, и тепла, поступающего от твердого топлива в смеси спекаемых материалов.
17. Способ по любому из пп. 8-12 и 14, 15, отличающийся тем, что по направлению движения тележки (1) синтеровочной машины секция (2) розжига, секция (3) накопления тепла, секция (4) впрыска горючего газа и секция (5) впрыска пара последовательно расположены в синтеровочной машине, и/или
толщина смеси спекаемых материалов в поверхностном слое (L1), толщина смеси спекаемых материалов в верхнем среднем слое (L2), толщина смеси спекаемых материалов в среднем слое (L3) и толщина смеси спекаемых материалов в нижнем слое (L4) составляют 5-12%, 10-50%, 15-75% и 10-70% от общей толщины смеси спекаемых материалов соответственно.
18. Способ по п.16, отличающийся тем, что по направлению движения тележки (1) синтеровочной машины секция (2) розжига, секция (3) накопления тепла, секция (4) впрыска горючего газа и секция (5) впрыска пара последовательно расположены в синтеровочной машине, и/или
толщина смеси спекаемых материалов в поверхностном слое (L1), толщина смеси спекаемых материалов в верхнем среднем слое (L2), толщина смеси спекаемых материалов в среднем слое (L3) и толщина смеси спекаемых материалов в нижнем слое (L4) составляют 5-12%, 10-50%, 15-75% и 10-70% от общей толщины смеси спекаемых материалов соответственно.
19. Способ по п.17, отличающийся тем, что длины секции (2) зажигания, секции (3) накопления тепла, секции (4) впрыска горючего газа и секции (5) впрыска пара составляют 5-12%, 10-50%, 15-75% и 10-70% от длины синтеровочной машины соответственно.
20. Способ по п.18, отличающийся тем, что длины секции (2) зажигания, секции (3) накопления тепла, секции (4) впрыска горючего газа и секции (5) впрыска пара составляют 5-12%, 10-50%, 15-75% и 10-70% от длины синтеровочной машины соответственно.
21. Способ по любому из пп.8-12, 14, 15 и 18-20, отличающийся тем, что из тепла для спекания смеси спекаемых материалов в поверхностном слое (L1) 10-30% тепла приходится на тепло, подаваемое запальным устройством (6), и 70-90% тепла приходится на тепло, подаваемое твердым топливом в смесь спекаемых материалов;
из тепла для спекания смеси спекаемых материалов в верхнем среднем слое (L2) 5-30% тепла приходится на тепло, подаваемое устройством (7) накопления тепла, 50-90% тепла приходится на тепло, подаваемое твердым топливом в смеси спекаемых материалов, и 5-20% тепла приходится на запас тепла из смеси спекаемых материалов в поверхностном слое (L1);
из тепла для спекания смеси спекаемых материалов в среднем слое (L3) 5-70% тепла приходится на тепло, выделяемое при сгорании впрыскиваемого горючего газа, 10-70% тепла приходится на тепло, выделяемое твердым топливом в смеси спекаемых материалов, и 5-20% тепла приходится на запас тепла из смеси спекаемых материалов в поверхностном слое (L1) и/или смеси спекаемых материалов в верхнем среднем слое (L2);
из тепла для спекания смеси спекаемых материалов в нижнем слое (L4) 20-45% тепла приходится на запас тепла, переносимый паром, и 55-80% тепла приходится на тепло, подаваемое твердым топливом в смеси спекаемых материалов.
22. Способ по любому из пп. 10-12, отличающийся тем, что на стадии 2) в секции (2) зажигания синтеровочной машины представлено запальное устройство (6), где запальное устройство (6) включает в себя огнеупорную стенку (601) печи, расположенную на верхней части тележки (1) синтеровочной машины, и запальное сопло (602), расположенное на огнеупорной стенке (601) печи.
23. Способ по п.22, отличающийся тем, что запальные сопла (602) расположены ровными рядами по ходу движения тележки (1) синтеровочной машины и ровные ряды запальных сопел (602) располагаются под наклоном друг против друга на верхней части огнеупорной стенки (601) печи, проекции отверстий сопел на переднем конце расположенных напротив друг друга запальных сопел (602) перекрываются на поверхности спекаемых материалов в наклонном направлении, во время зажигания пламя, образованное двумя противоположными рядами запальных сопел (602), встречается на поверхности спекаемых материалов, образуя высокотемпературную зону зажигания, перпендикулярную направлению движения тележки (1) синтеровочной машины; и в то же время высокотемпературный отходящий газ в запальном устройстве (6) подают в слои спекаемых материалов для подачи дополнительного тепла в смесь спекаемых материалов в поверхностном слое (L1).
24. Способ по любому из пп.18-20 и 23, отличающийся тем, что на стадии 3) устройство (7) накопления тепла представлено в секции (3) накопления тепла синтеровочной машины, где в секции (3) накопления тепла устройство (7) накопления тепла впрыскивает высокотемпературный газ с постепенно снижающейся температурой на поверхность спеченного материала, который зажигают и спекают последовательно в направлении движения тележки (1) синтеровочной машины, чтобы завершить постепенную подачу тепла к смеси спекаемых материалов в верхнем среднем слое (L2), расположенном ниже смеси спекаемых материалов в поверхностном слое (L1).
25. Способ по любому из пп.18-20 и 23, отличающийся тем, что на стадии 4) устройство (8) впрыска газа представлено в секции (4) впрыска горючего газа синтеровочной машины, где в секции (4) впрыска горючего газа горючий газ, впрыскиваемый устройством (8) впрыска газа, смешивается с воздухом, всасываемым над тележкой (1) синтеровочной машины, и затем втягивается в слои спекаемых материалов, в которых горючий газ сжигается, чтобы завершить дополнительную подачу тепла к смеси спекаемых материалов в среднем слое (L3), расположенном ниже смеси спекаемых материалов в верхнем среднем слое (L2).
26. Способ по п.24, отличающийся тем, что на стадии 4) устройство (8) впрыска газа представлено в секции (4) впрыска горючего газа синтеровочной машины, где в секции (4) впрыска горючего газа горючий газ, впрыскиваемый устройством (8) впрыска газа, смешивается с воздухом, всасываемым над тележкой (1) синтеровочной машины, и затем втягивается в слои спекаемых материалов, в которых горючий газ сжигается, чтобы завершить дополнительную подачу тепла к смеси спекаемых материалов в среднем слое (L3), расположенном ниже смеси спекаемых материалов в верхнем среднем слое (L2).
27. Способ по п.25, отличающийся тем, что в секции (4) впрыска горючего газа представлены многосекционные зоны впрыска горючего газа и количество горючего газа, впрыскиваемого устройством (8) впрыска газа в каждую секцию зон впрыска газа, регулируют для достижения дополнительного ступенчатого нагрева смеси спекаемых материалов в среднем слое (L3), расположенном ниже смеси спекаемых материалов в верхнем среднем слое (L2).
28. Способ по п.26, отличающийся тем, что в секции (4) впрыска горючего газа представлены многосекционные зоны впрыска горючего газа и количество горючего газа, впрыскиваемого устройством (8) впрыска газа в каждую секцию зон впрыска газа, регулируют для достижения дополнительного ступенчатого нагрева смеси спекаемых материалов в среднем слое (L3), расположенном ниже смеси спекаемых материалов в верхнем среднем слое (L2).
29. Способ по любому из пп.18-20, 23 и 26-28, отличающийся тем, что на стадии 5) устройство (9) подачи пара представлено в секции (5) впрыска пара синтеровочной машины, где в секции (5) впрыска пара устройство (9) впрыска пара впрыскивает пар на поверхность материала смеси спекаемых материалов и пар втягивается в слои спекаемых материалов, благодаря характеристикам сильной теплопередачи пара, и дополнительно используя тепло, накопленное в слоях спекаемых материалов, как тепло, дополнительное для завершения спекания смеси спекаемых материалов в нижнем слое (L4), расположенном ниже спекания смеси материалов в среднем слое (L3).
30. Способ по п.24, отличающийся тем, что на стадии 5) устройство (9) подачи пара представлено в секции (5) впрыска пара синтеровочной машины, где в секции (5) впрыска пара устройство (9) впрыска пара впрыскивает пар на поверхность материала смеси спекаемых материалов и пар втягивается в слои спекаемых материалов, благодаря характеристикам сильной теплопередачи пара, и дополнительно используя тепло, накопленное в слоях спекаемых материалов, как тепло, дополнительное для завершения спекания смеси спекаемых материалов в нижнем слое (L4), расположенном ниже спекания смеси материалов в среднем слое (L3).
31. Способ по любому из пп.8-12, 14, 15, 18-20, 23, 26-28, отличающийся тем, что на стадии 1) после завершения распределения смеси спекаемых материалов на поверхность материала смеси спекаемых материалов с интервалами в направлении движения тележки (1) синтеровочной машины наносят множество канавок (10).
32. Способ по п.31, отличающийся тем, что на тележке (1) синтеровочной машины плоская поверхность материала и вогнутая поверхность материала, образованные после формирования канавок (10), расположены на одинаковом расстоянии или расположены с постепенно увеличивающимся или уменьшающимся интервалом расстояния от средней точки в направлении ширины поверхности материала смеси спекаемых материалов в качестве начала до обеих сторон.
33. Способ по п.32, отличающийся тем, что вогнутая поверхность материала имеет одну или множество форм, выбранных из V-образной формы, полукруга и прямоугольника.
34. Способ по п.33, отличающийся тем, что поверхность материала имеет форму полукруга.
35. Способ по любому из пп.8-12, 14, 15, 18-20, 23, 26-28, 30 и 32-34, отличающийся тем, что стадия 2) дополнительно включает стадию визуального распознавания и наблюдения за поверхностью материала, и, в частности, после завершения зажигания и спекания поверхность материала смеси спекаемых материалов фотографируют для получения изображения в режиме реального времени поверхности спеченного материала, и состояние зажигания соответствующего положения поверхности спеченного материала определяют путем извлечения характеристик изображения, чтобы получить онлайн-мониторинг состояния зажигания поверхности спеченного материала в режиме реального времени.
36. Способ по любому из пп.8-12, 14, 15, 18-20, 23, 26-28, 30 и 32-34, отличающийся тем, что стадия 6) дополнительно включает в себя стадию идентификации и контроля красного слоя поперечного сечения задней части машины, и, в частности, после завершения спекания отображается поперечное сечение задней части машины слоев спекаемых материалов, когда тележка (1) синтеровочной машины переворачивается и разгружается, и общее состояние топлива в слоях спеченного материала определяется путем обработки изображений, чтобы провести онлайн-корректировку количества топлива в слоях спекаемых материалов в режиме реального времени.
| CN 110592370 B, 09.10.2020 | |||
| CN 107354294 A, 17.11.2017 | |||
| CN 103320605 A, 25.09.2013 | |||
| WO 2017159962 A1, 21.09.2017 | |||
| Заборная воронка для всасывающих инжекторов системы Фридмана | 1930 |
|
SU23094A1 |
| Способ нагрева спекаемого материала и устройство для его осуществления | 1981 |
|
SU971898A1 |

