Область техники, к которой относится настоящее изобретение
Настоящее изобретение касается объединения лазерного излучения по меньшей мере из четырех волоконных выходов в один оптический компонент и управления выходом соответствующих источников лазерного излучения, подающих излучение в указанные волоконные выходы, так что возможна подача далее по волокну выходного излучения четырех или более отдельных лазеров. Кроме того, изобретение касается объединения лазерного излучения по меньшей мере из трех волоконных выходов, расположенных по окружности в один оптический компонент и управления выходом соответствующих источников лазерного излучения, подающих излучение в указанные волоконные выходы, так что возможна подача далее выходного излучения трех или более отдельных лазеров. Дополнительно, изобретение касается применения выходного излучения волоконных лазеров для сварки нескольких заготовок.
Предшествующий уровень техники настоящего изобретения
Применение многолучевых устройств для обработки материалов весьма распространено. Например, одиночные оптические волокна, поставляющие выходное излучение одиночного лазера, могут находиться в оптической связи с дифракционными оптическими элементами, способными обеспечивать некогерентное выходное излучение, направленное на несколько точек, как это изложено в http://www.tailorweld.eu/overview/concept. К сожалению, такая конфигурация работает только в том случае, когда для применения необходимо, чтобы каждый из обрабатываемых участков на заготовке подвергался воздействию лазерного луча, который идентичен другому, включая длину волны, мощность и длительность импульсов. Существует потребность в лазерной системе, которая способна подавать на заготовку несколько лучей, причем эти несколько лучей не когерентны и различаются по своим свойствам.
Развитие волоконного лазера дошло до такого уровня, когда доступно множество длин волн в широком спектре мощностей, длительностей и частотой повторения импульсов. В самом деле, разработано множество вариантов применения, выгодно использующих разнообразие доступного лазерного излучения. Например, в международной заявке WO/2013/019204 авторы изобретения рассматривали возможность применения мультилазерной системы для удаления покрытия с нержавеющей стали, а затем для резки стали - во всех случаях с использованием комбинированного луча. В конце концов была найдена однолазерная система, сделавшая эту мультилазерную систему ненужной. Камнем преткновения в том, что касается выхода этой системы на рынок, однако, была необходимость в сложной оптике в лазерной головке для подачи комбинированного рабочего луча. Кроме того, поскольку лазеры представляли собой отдельные системы, было обнаружено, что применение центрального процессора для управления системами не является достаточно динамичной средой управления, чтобы изменять рабочие параметры лазера так, чтобы удовлетворять требованиями приложения.
Тем не менее, концепция комбинации выходного излучения нескольких лазеров хорошо разработана, включая комбинацию выходного излучения различных лазеров со вводом в один волоконно-оптический кабель. Патент США №5,048,911 представляет применение зеркал для создания параллельных выходных лучей, которые затем фокусируют со вводом в один волоконно-оптический кабель, который должен подавать параллельные выходные лучи. Для таких систем, однако, необходим целый ряд оптических устройств, что влечет за собой усложнение, которое дополнительно увеличивает расходы, не говоря уже о возможностях ухудшения качества выходного излучения.
Патент США №6,229,940 требует применения множества соединителей и линз для выработки получения выходных лазерных лучей, которые комбинируют каскадным способом. Кроме того, налагаемое ограничение в виде одной моды света не отражает широкого разнообразия вариантов применения, где приемлем, если не желателен, многомодовый свет. [006] Обеспечиваемые прежним способом работы выровненные волоконно-оптические сборки не соответствуют потребностям промышленной среды, где такие решения прежнего рода оказываются несостоятельными из-за чувствительности к затратам и потребностей в прочности. В самом деле, в патенте США US 20040081396 требуется руководство по регистрации для выравнивания волокон и расположенной ниже по ходу оптики в целях коллимации лучей.
Кроме того, после освоения соединения волоконных систем с оптическими элементами их комбинируют с линзами для компенсации эффектов коллимации, и в этом случае оптический элемент представляет собой линзу, или выполняют комбинацию ряда волокон и их соответствующих выходов, как в патенте США 7,130,113.
Ранее заявитель участвовал в разработке многолучевых лазерных систем, приведенных, например, в публикации под серийным № США 62/036,740, поданной 13 августа 2014 г, и германской заявке на патент № DE 102015207279.7, поданной 22 апреля 2015 г., причем содержание каждого из этих документов полностью включено в настоящий документ посредством ссылки. К сожалению, трехлучевая конфигурация, раскрытая в этих прежних заявках, не оптимизирована для того, чтобы удовлетворять требованиям, предъявляемым к точечной сварке. Более того, эта комбинация неспособна решить сложные задачи шовной сварки, при которых требуется осцилляция.
Настоящее изобретение обращается к проблеме, возникающей из-за потребности в дорогих сканерах для лазерной точечной сварки. Обычные лазерные аппараты для точечной сварки используют одиночный луч, который необходимо вращать вокруг места исходного контакта с заготовкой, чтобы создать спиральный или винтовой сварной шов на чрезвычайно малом пространстве. Для таких лазерных сварных соединений необходимы дорогие сканеры, чтобы гарантировать целостность такого спирального или винтового сварного соединения.
Представленные варианты конфигурации удовлетворяют потребности в прецизионной точечной и осцилляционной сварке с применением многолучевых лазерных систем, обеспечивающих недорогие и прочные оптические элементы, способные выдавать некогерентные лазерные лучи в заранее заданной конфигурации, в которой можно управлять параметрами выходного излучения. Более того, для варианта исполнения шовной осцилляционной сварки представлено отличное от механического решение, способное дать более надежный результат, чем имеющиеся на настоящее время системы с механической осцилляцией.
Наконец, настоящее изобретение устраняет необходимость в сканере для лазерной точечной сварки; в самом деле, поскольку все пятно сварки может иметь диаметр 2,5-5 мм, оно может дать производителям возможность уменьшить в размере если не вовсе устранить все перемычки (опоры), в настоящее время необходимые для более крупных аппаратов для лазерной или контактной сварки.
Краткое раскрытие настоящего изобретения
Настоящее изобретение представляет лазерную систему для обеспечения выходного излучения по меньшей мере трех множественных некогерентных лазеров с независимым управлением; если они подаются с расположением по окружности или иным образом, то выходного излучения по меньшей мере четырех множественных некогерентных лазеров, которые подают (вводят) в соответствующие оптические волокна. В предпочтительном варианте осуществления изобретения выходные лучи лазеров генерируются волоконным лазером. Еще в одном предпочтительном варианте осуществления соответствующие волокна для множественных выходных лучей сплавлены в групповой оптический элемент, прилегающий к наконечнику рабочего волокна.
Настоящее изобретение обеспечивает предпочтительный вариант осуществления множественных выходных лазерных лучей для точечной сварки, при которой 6, а более предпочтительно 7 выходных лучей лазера комбинируют для создания пятна сварки. В более предпочтительном варианте осуществления с выходными лучами лазера работают скорее последовательно, а не одновременно, но все же во временных рамках, составляющих предпочтительно менее секунды на весь процесс сварки.
Расположение шести волокон шестиугольником может также обеспечить виртуальную функцию осцилляции для шовной сварки, если лазеры активировать последовательно, в то время как заготовка или лазер передвигаются друг относительно друга вдоль такого шва.
В предпочтительном варианте осуществления изобретения лазерная система согласно настоящему изобретению обеспечена лазерной системой первого класса, так что она может производить точечную или шовную (с осцилляцией) сварку без ограничений лазерного рабочего модуля.
Лазерные системы согласно настоящему изобретению в особенности приспособлены для сварки. Соответственно, настоящее изобретение представляет способы сварки, которые используют конфигурацию с выходным излучением волоконной мультилазерной системы, раскрытую в настоящем документе.
Конкретнее, настоящее изобретение представляет способ сварки нескольких заготовок с применением выходного излучения нескольких волоконных лазеров из одного рабочего кабеля, причем способ включает в себя: обеспечение лазерной системы, включающей в себя как минимум три волоконных лазерных модуля, если выходы волокон расположены по окружности, или в ином случае как минимум четыре волоконных лазерных модуля, каждый из которых выполнен с возможностью работы независимо от других, и отдельно обеспечивает выходное излучение волоконного лазера; запуск последовательности [воздействий] выходного излучения отдельных волоконных лазеров каждого из по меньшей мере трех волоконных лазерных модулей, если выходы волокон расположены по окружности, или в ином случае как минимум четырех волоконных лазерных модулей, каждый из которых выполнен с возможностью оптической связи с заготовкой; и каждый отдельный выход волоконного лазера выполнен с возможностью подавать количество энергии, достаточное для внесения вклада в картину взаимодействия с материалом, причем комбинация каждого выходного луча лазера вносит свой вклад в заранее заданное сварное соединение достаточной прочности.
В предпочтительном варианте осуществления последовательность активации выходного излучения отдельных волоконных лазеров выполнена с возможностью обеспечивать точечную сварку. В другом предпочтительном варианте осуществления последовательность активации выходного излучения отдельных волоконных лазеров выполнена с возможностью обеспечивать шовную сварку со множеством заготовок. Более предпочтительно, шовную сварку можно охарактеризовать как осцилляционную сварку.
Краткое описание фигур
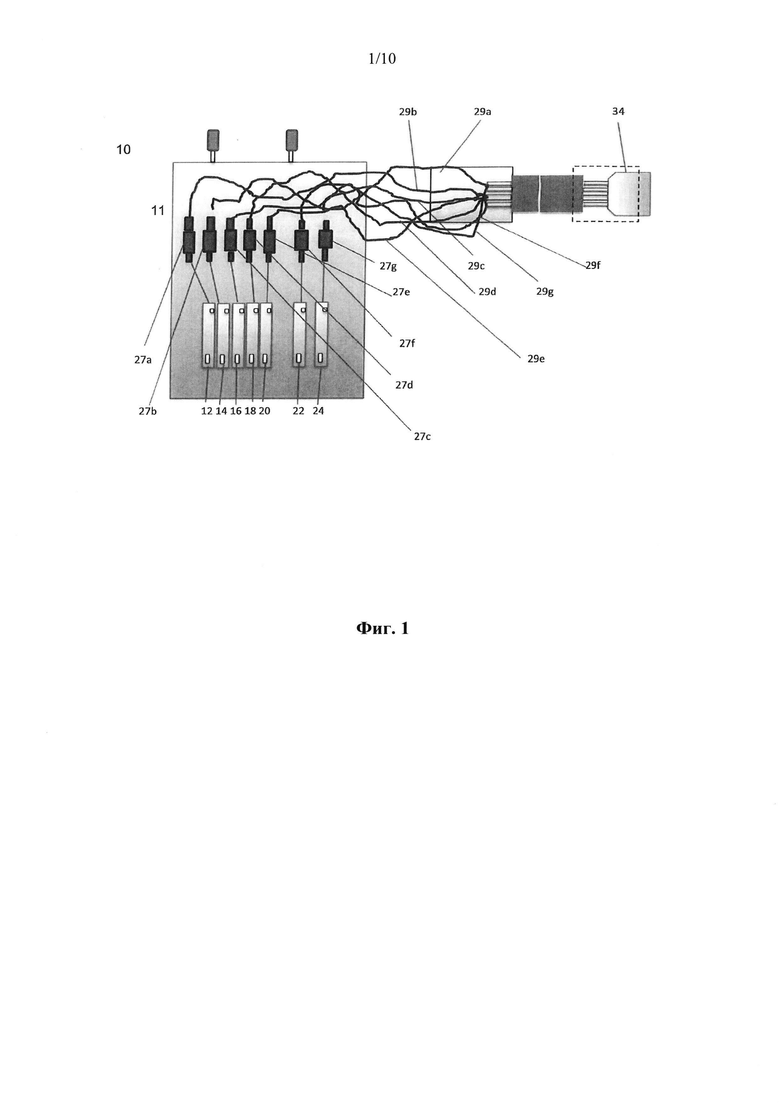
Вышеприведенные и другие аспекты, свойства и преимущества изобретения станут более очевидны с помощью нижеследующих фигур, где: [020] ФИГ. 1 представляет собой изображение части многолучевой лазерной системы согласно настоящему изобретению в разрезе.
ФИГ. 2 представляет собой увеличенное изображение части группового оптического элемента и подающих волокон системы согласно ФИГ. 1.
ФИГ. 3а представляет собой пример сечения отдельных подающих волокон от лазерных модулей варианта осуществления для точечной сварки.
ФИГ. 3b демонстрирует относительные и абсолютные положения выходов подающих волокон с ФИГ.З при контакте с заготовкой.
ФИГ. 4 демонстрирует схематическое изображение аналого-цифрового управления для системы согласно настоящему изобретению.
ФИГ. 5а демонстрирует распределение интенсивности сфокусированного отображения лучей варианта осуществления настоящего изобретения, представленного на ФИГ. 3а.
ФИГ. 5b демонстрирует распределение интенсивности расфокусированного отображения лучей варианта осуществления настоящего изобретения, представленного на ФИГ. 3а.
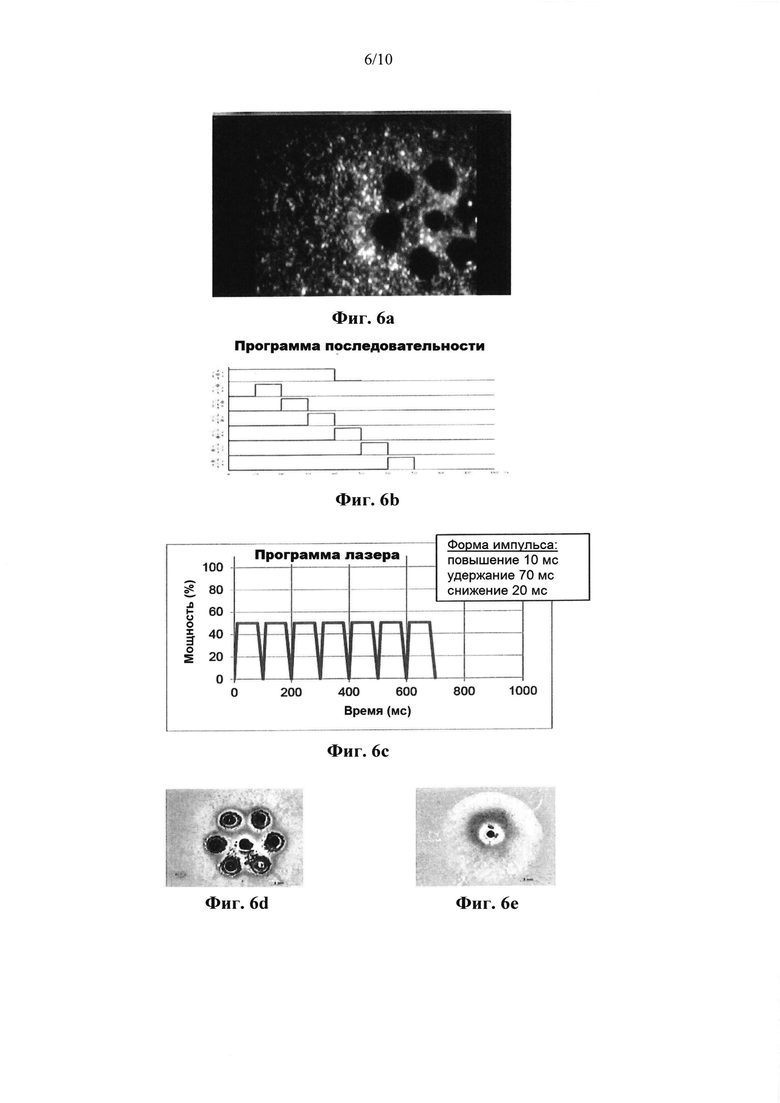
ФИГ. 6а - это фотография практически завершенной точечной сварки, когда лучи остаются сфокусированными.
ФИГ. 6b отображает последовательность воздействий выходного излучения в предпочтительном варианте осуществления, демонстрируя, какое волокно [действует], а также длительность выходных сигналов друг относительно друга и весь цикл для точечной сварки на 6а.
ФИГ. 6с отображает программу лазера для последовательности, представленной на ФИГ. 6b. [030] ФИГ. 6d представляет собой вид сверху на точечное сварное соединение, созданное в рабочем процессе, зафиксированном на ФИГ. 6а-6с.
ФИГ. 6е представляет собой вид снизу на точечное сварное соединение, созданное в рабочем процессе, зафиксированном на ФИГ. 6а-6 с.
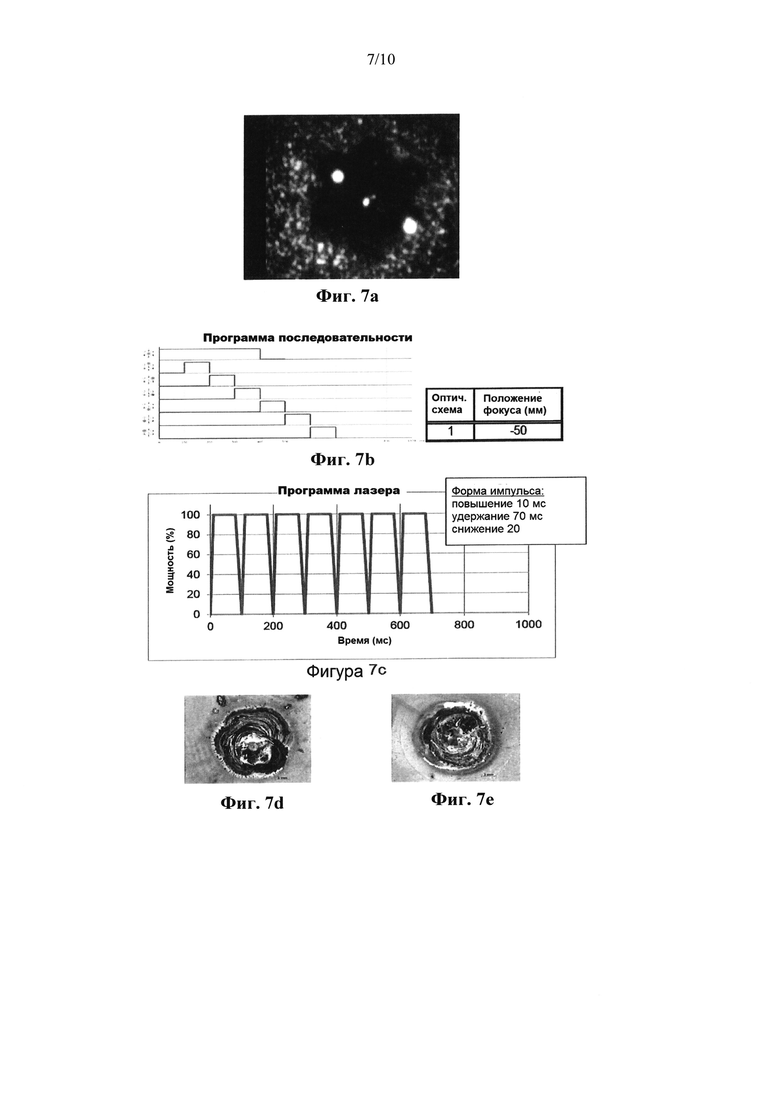
ФИГ. 7а - это фотография практически завершенной точечной сварки, когда лучи расфокусированы.
ФИГ. 7b отображает последовательность воздействий выходного излучения в предпочтительном варианте осуществления, демонстрируя, какое волокно [действует], а также длительность выходных сигналов друг относительно друга и весь цикл для одиночного точечного сварного соединения применительно к точечной сварке на 7а вместе с положением фокуса.
ФИГ. 7с отображает программу лазера для последовательности, представленной на ФИГ. 7b. [035] ФИГ. 7d представляет собой вид сверху на точечное сварное соединение, созданное в рабочем процессе, зафиксированном на ФИГ. 7а-7с.
ФИГ. 7е представляет собой вид снизу на точечное сварное соединение, созданное в рабочем процессе, зафиксированном на ФИГ. 7а-7с.
ФИГ. 8а представляет собой изображение точечного сварного соединения согласно настоящему изобретению в разрезе.
ФИГ. 8b - это изображение в разрезе другого точечного сварного соединения, созданного посредством настоящего изобретения.
ФИГ. 9а представляет собой вид сверху двух точечных сварных соединений, созданных посредством настоящего изобретения. [040] ФИГ. 9b представляет собой вид снизу двух точечных сварных соединений, созданных посредством настоящего изобретения.
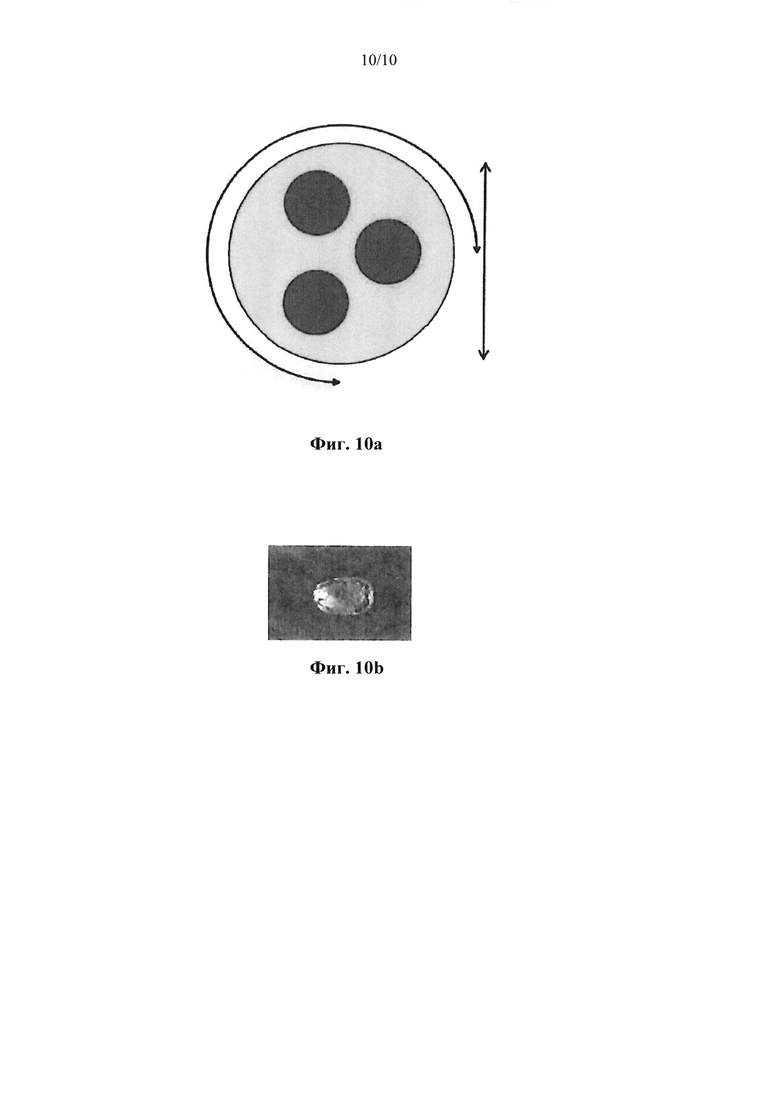
ФИГ. 10а - это изображение в разрезе варианта осуществления настоящего изобретения, при котором три выхода волокон расположены по окружности.
ФИГ 10b представляет собой изображение сварного соединения, созданного посредством конфигурации, заданной на ФИГ. 10а.
Подробное раскрытие настоящего изобретения
Ниже следует подробное рассмотрение вариантов осуществления настоящего изобретения. Во всех тех случаях, когда это возможно, на фигурах и в описании при упоминании одинаковых или сходных деталей или стадий используются одни и те же или сходные численные условные обозначения. Фигуры представлены в упрощенном виде и без строгого соблюдения масштаба. Применение в отношении фигур терминов, обозначающих направления (верх, низ и т.д.) или движения (вперед, назад и т.д.) возможно только из соображений удобства и ясности изложения.
Термин "связь" и сходные термины необязательно означают прямые и непосредственные соединения, но включают также соединения через промежуточные элементы или устройства.
На ФИГ. 1 представлено изображение одного из вариантов осуществления настоящего изобретения, в котором лазерная система 10 выдает три различных выходных луча через подающие оптические волокна 29a-29g, которые объединены в групповой оптический элемент 34. Предпочтительно, подающие оптические волокна 29a-29g объединены в групповой оптический элемент 34 путем сплавления. Подающие оптические волокна и групповой оптический элемент 34 предпочтительно изготовлены из одинаковых материалов, например, кварца, так что коэффициенты преломления у них одинаковы. Более предпочтительно, коэффициент преломления группового оптического элемента 34 и каждого из подающих оптических волокон равен 1,45.
Корпус 11 лазерной системы 10 содержит лазерные модули 12, 14, 16, 18, 20, 22 и 24.
В рамках настоящего изобретения лазерные модули 12, 14, 16, 18 и 20 обеспечивают идентичное выходное излучение в подающие оптические волокна 29a-29g. Каждый модуль представляет собой иттербиевый волоконный лазерный модуль мощностью 1200 Вт.
Для простоты сборки использованы сумматоры 27a-27g. Более подробно эти сумматоры описаны в Международной заявке на патент № PCT/US 2014/018688, принадлежащей Заявителю и настоящим полностью включенной посредством ссылки. У сумматора 21 имеется выходное волокно 26 в оптической связи с волоконным соединителем 28.
В данном варианте осуществления лазерные модули обеспечивают выходное излучение с длиной волны 1070 нм, так как имеют иттербиевые (Yb) активные волокна, но предусмотрены любые длины волн, например, волокна с легированием эрбием (Er), торием (Th), гольмием (Но) или любая их комбинация, не говоря уже о волоконных лазерах, у которых частота выходного излучения сдвигается воздействием нелинейных оптических кристаллов, рамановских волокнах и т.п., если исходить из предположения, что конфигурация точечной сварки требует вырабатываемых этими лазерами длин волн.
В то время как свет, испускаемый согласно настоящему изобретению, многомодовый, так как это требуется по условиям применения, возможна также выдача одномодового света, если этого требует конкретный вариант применения. Один из модулей, например, волокно, используемое первым по порядку, которое предпочтительно расположено в центре сборки, предпочтительно может быть одномодовым, в то время как наружные лазеры, формирующие контур шестиугольника, многомодовые.
В то время как все лазерные модули согласно настоящему изобретению представляют собой модули непрерывного излучения (CW), работающие в порядке очереди, возможна замена лазерами с квазинепрерывным излучением, в зависимости от требований варианта применения при сварке. В самом деле, предусмотренная конфигурация включает применение модуля CW для центрального пятна с одновременным использованием квазинепрерывных модулей (QCW) для выходного лазерного излучения на периферии.
На ФИГ. 2 изображение в разобранном состоянии части соединения подающих оптических волокон 29a-29d (29e-29g расположены за ними) в групповой оптический элемент 34. В данном варианте осуществления групповой оптический элемент 34 и подающие оптические волокна 29a-29g окружены внешней оболочкой 33 с целью формирования рабочего кабеля. Соответствующие волокна объединены в групповой оптический элемент 34. Более предпочтительно, соответствующие волокна объединены в групповой оптический элемент 34 сплавлением по поверхности 36.
ФИГ. 3а представляет изображение сечения подающих оптических волокон 29a-29g вблизи от места 36 их объединения (сплавления) в групповой оптический элемент 34. Как видно специалисту в этой области, семь волокон отделены друг от друга промежутками, так что получается заранее заданное расположение. В варианте осуществления настоящего изобретения все семь волокон характеризуются наружным диаметром в 200 мкм. У среднего волокна диаметр внутренней части (сердцевины) уменьшен и составляет 50 мкм, в то время как подающие волокна на периферии имеют соответствующие диаметры (сердцевины) в 100 мкм. Настоящее изобретение не ограничено этим вариантом осуществления, но было обнаружено, что этот вариант осуществления позволяет выполнять точечную сварку наилучшим образом. Было обнаружено, что этот конкретный вариант осуществления настоящего изобретения создает высококачественные точечные сварные соединения алюминия и различных алюминиевых сплавов и стали горячей обработки Usibor® 1500 и 22MnB5 (Usibor® - товарный знак компании "АрселорМиттал").
Поскольку в настоящее время производятся подающие волокна множества форм, предусматривается, что возможно применение волокон различной формы, равно как и диаметра, но представляется, что продемонстрированная конфигурация обеспечивает удовлетворяющую требованиям сварку. Более того, настоящее изобретение предусматривает еще одно кольцо из подающих волокон и соответствующих лазерных модулей, которое можно разместить снаружи от окружности, образованной шестью (волокнами). Предпочтительно, дополнительное кольцо подающих волокон включает в себя 19 подающих волокон, находящихся в оптической связи с соответствующими источниками лазерного излучения.
На ФИГ. 3а приведена фотография заготовки, обработанной сфокусированным выходным излучением из сборки подающих волокон, конструктивно исполненной согласно ФИГ. 3а. Каждое отдельное пятно имеет менее 1 мм в диаметре, а общий диаметр пятна сварки меньше 5 мм.
Лазерные модули согласно настоящему изобретению предпочтительно могут работать независимо друг от друга, но тем не менее могут предпочтительно подчиняться объединяющей управляющей схеме для создания возможности динамической настройки их выходного излучения. ФИГ. 4 демонстрирует стандартный формат управления, при котором управляемые независимо друг от друга лазерные модули дополнительно управляются посредством применения цифро-аналогового контроллера. Это позволяет управлять независимо работающими лазерными модулями параллельно. Специалистам в отрасли видно, что управлять этим предпочтительным вариантом осуществления настоящего изобретения может ряд управляющих схем. Например, в рамках настоящего изобретения для программирования мощности и ширины выходного излучения модулей использовали программное обеспечение LaserNet, предоставляемое в качестве стандартного пакета управляющего ПО с лазерами, поставляемыми от фирмы IPG Laser GmbH. Для задания времени активации каждого из модулей использовали редактор последовательностей. Как дополнительно изложено ниже, ФИГ. 6а-6b и 7а-7b представляют создание точечного сварного соединения согласно настоящему изобретению приблизительно за 700 мс. Время, в течение которого настоящее изобретение способно обеспечить полное точечное сварное соединение, включая активацию всех 7 волоконных выходов в предпочтительном варианте осуществления, находится в пределах диапазона между 300 мс и 1 секундой. Хотя более медленная сварка и предусматривается, она не выдерживает конкуренции с существующими технологиями.
ФИГ. 5а и 5b демонстрируют распределение интенсивности двух рабочих вариантов настоящего изобретения. 5а относится к применению сфокусированного режима работы настоящего изобретения, в то время как ФИГ. 5b демонстрирует изображение подхода именно с подачей расфокусированного луча. При использовании обоих режимов лучи применяют последовательно, но в случае расфокусированного выходного луча пятно сварки становится более однородным, чем в случае сфокусированного варианта.
Что касается оборудования, в которое оптимально интегрировать лазер согласно настоящему изобретению, то было бы предпочтительно встраивать его в лазерную систему класса 1, которая исключает потребность в лазерном модуле. В самом деле, единственный путь, который позволяет настоящему изобретению заменить контактные сварочные аппараты в заводском цеху, это наличие у него такого же, если не лучшего уровня безопасности. Соответственно, лучше всего реализовывать конструктивное исполнение лазерной системы согласно настоящему изобретению в виде лазерной системы класса 1, как это раскрыто в публикациях РСТ №№ WO 2014/063153 от 24 апреля 2014 г., WO 2014/063151 от 24 апреля 2014 г., патенте США №8,766,136, выданном в июле 2014 г., причем содержание всех указанных публикаций настоящим полностью включено в настоящую заявку посредством ссылки.
В дополнение к лазерной системе, представленной выше, настоящее изобретение также представляет улучшенный способ создания точечных лазерных сварных соединений, позволяющий устранить сканеры из оборудования, необходимого, для быстрого создания прочных и надежных сварных соединений посредством применения множественных волоконных выходов, которые нет необходимости перемещать, если они однажды направлены в нужное место роботом или если им заранее придано нужное положение.
В предпочтительном варианте осуществления лазеры активируются в последовательном режиме. Было обнаружено, что способ благоприятен для создания сварных соединений в оцинкованной стали, высокопрочной стали, а также в алюминии и алюминиевых сплавах, поскольку у такого материала имеются либо покрытия, либо окислы, которые необходимо испарить и выпустить. В самом деле, эксперименты, проведенные заявителем с одновременной активацией всех выходов волоконных лазеров, привели к формированию существенного количества сварочных брызг, из-за чего размер сварочной ванны был меньше желаемого.
В дополнение к параметрам, представленным на ФИГ. 6а-6 с и 7а-7с, заявитель обнаружил, что применение бокового обдува ("кроссджет") обеспечивает формирование превосходных точечных сварных соединений. ФИГ 8а-9b представляют примеры таких сварных соединений.
На фигуре 10а представлен вариант осуществления настоящего изобретения, при котором три выхода расположены по окружности. В этом варианте осуществления волокна запускаются последовательно, но это не является требованием настоящего изобретения.
Было обнаружено, что эта конфигурация обеспечивает превосходные сварные соединения гальванически оцинкованной стали, стали с покрытием, нанесенным методом горячего погружения, а также алюминия и различных алюминиевых сплавов и стали горячей обработки Usibor® 1500 и 22 MnB5 (Usibor® - товарный знак компании "АрселорМиттал").
Фигура 10b - это изображение сварного соединения, созданного посредством предпочтительного варианта осуществления с расположением, представленным на фигуре 10а.
Специалисту в отрасли видно или с помощью всего лишь рутинных экспериментов можно определить множество эквивалентов конкретным вариантам осуществления изобретения, описанным в настоящем документе. Раскрытые схемы можно использовать с применением любых систем формирования светового изображения, но движущую силу структур и способов сварки, раскрытых в настоящем документе, составляют раскрытые многолучевые системы подачи лазерного излучения.
Следовательно, подразумевается, что вышеприведенные варианты осуществления представлены только в качестве примеров и что в пределах, заданных прилагаемой формулой изобретения и ее эквивалентов, возможна практическая реализация настоящего изобретения, отличающаяся от конкретного описания. Настоящее изобретение относится к каждому отдельному свойству, системе, материалу и/или способу, описанному в настоящем документе.
Кроме того, любая комбинация двух или более таких свойств, систем, материалов и/или способов, если такие свойства, системы, материалы и/или способы не являются взаимно несовместимыми, включена в объем настоящего изобретения.






Изобретение относится к лазерной системе с многолучевым выходным излучением (варианты) и способу сварки заготовок. Система представляет мультиволоконную лазерную систему, подающую выходное излучение по меньшей мере по трем волокнам, расположенным по окружности или же выходное излучение по меньшей мере четырех отдельных лазеров из одного рабочего кабеля. Изобретение позволяет управлять по меньшей мере тремя лазерными модулями и подавать, соответственно, их выходное излучение в заранее заданной последовательности внутри одного рабочего кабеля, обеспечивая таким образом множество стадий обработки заготовки, которая ранее требовала отдельной оптической системы для каждого луча. Выходное излучение по меньшей мере трех лазеров оптимизировано для применения в создании точечных сварных соединений, шовных сварных соединений или виртуальных осцилляционных сварных соединений при использовании для шовной сварки. 3 н. и 17 з.п. ф-лы, 10 ил.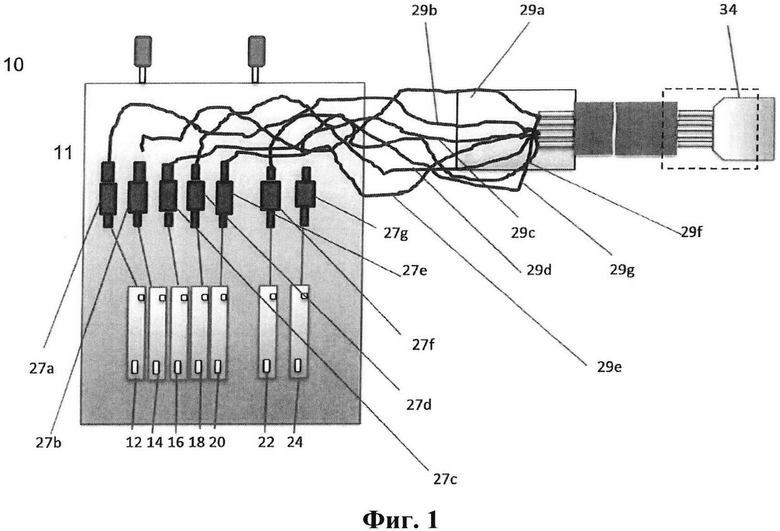
1. Лазерная система с многолучевым выходным излучением для создания множества выходных лучей лазера, подаваемых к заготовке, включающая в себя
по меньшей мере три расположенных на расстоянии друг от друга и по окружности выходных волокна, или по меньшей мере четыре расположенных на расстоянии друг от друга выходных волокна, находящихся в оптической связи с отдельными лазерными модулями, управляемыми отдельно от других с возможностью подачи к указанной заготовке выходного излучения по меньшей мере от трех отдельных волоконных лазеров,
программное обеспечение, выполненное с возможностью управлять свойствами выходного излучения каждого лазера, последовательностью и временем, в которое выходное излучение каждого лазера подается к указанной заготовке, и
групповой оптический элемент, в котором объединено каждое из указанных выходных волокон, выполненный с возможностью получать выходные излучения отдельных лазеров из выходных волокон и выдавать выходные излучения отдельных, разделенных в пространстве волоконных лазеров.
2. Система по п. 1, отличающаяся тем, что каждое из указанных выходных волокон сплавлено в групповой оптический элемент.
3. Система по п. 1, отличающаяся тем, что по меньшей мере один из указанных отдельных лазерных модулей представляет собой волоконный лазер.
4. Система по п. 1, отличающаяся тем, что она дополнительно содержит рабочий кабель, окружающий по меньшей мере четыре выходных волокна и групповой оптический элемент.
5. Система по п. 1, отличающаяся тем, что множество по меньшей мере из четырех волокон расположены на некотором расстоянии друг от друга так, что они представляют вершины многоугольника.
6. Система по п. 1, отличающаяся тем, что одно из по меньшей мере четырех волокон расположено относительно других так, что наружные выходные волокна расположены вокруг этого одного волокна.
7. Система по п. 1, отличающаяся тем, что она дополнительно содержит оптический компонент, размещенный ниже группового оптического элемента по направлению луча.
8. Система по п. 5, отличающаяся тем, что шесть выходных волокон образуют вершины шестиугольника.
9. Система по п. 6, отличающаяся тем, что шесть волокон образуют вершины шестиугольника, причем все они окружают одно волокно.
10. Система по п. 8 или 9, отличающаяся тем, что она дополнительно включает еще 12 выходных волокон, которые образуют вершины двенадцатиугольника, расположенного вокруг шести, которые образуют вершины шестиугольника.
11. Система по п. 9, отличающаяся тем, что она выполнена так, что одно волокно - это первое волокно, подающее выходное излучение на заготовку.
12. Система по п. 1, отличающаяся тем, что внутренние и/или внешние диаметры выходных волокон различны.
13. Система по п. 1, отличающаяся тем, что выходные волокна одномодовые.
14. Система по п. 1, отличающаяся тем, что выходные волокна многомодовые.
15. Система по п. 1, отличающаяся тем, что она дополнительно включает систему передачи лазерного излучения класса 1.
16. Способ сварки заготовок с использованием выходного излучения нескольких волоконных лазеров из одного рабочего кабеля, включающий в себя
создание лазерной системы, содержащей по меньшей мере три волоконных лазерных модуля для осуществления подачи с расположением по окружности, или по меньшей мере четыре волоконных лазерных модуля, каждый из которых выполнен с возможностью работы независимо от других и отдельно обеспечивает выходное излучение волоконного лазера,
запуск последовательности воздействий выходного излучения каждого из по меньшей мере трех волоконных лазеров, каждый из которых выполнен с возможностью оптической связи с заготовкой, и
каждый отдельный выход волоконного лазера выполнен с возможностью подачи количества энергии, достаточного для внесения вклада в картину взаимодействия с материалом, причем комбинация всех выходных лучей лазера обеспечивает достаточную прочность в заранее заданном сварном соединении.
17. Способ по п. 16, отличающийся тем, что последовательностью активации выходного излучения отдельных волоконных лазеров обеспечивают точечную сварку.
18. Способ по п. 16, отличающийся тем, что последовательностью активации выходного излучения отдельных волоконных лазеров обеспечивают шовную сварку со множеством заготовок.
19. Способ по п. 18, отличающийся тем, что заготовки и последовательность активации выходного излучения отдельных волоконных лазеров выполнены с возможностью обеспечивать шовную сварку в виде осцилляционной сварки.
20. Лазерная система с многолучевым выходным излучением для создания множества выходных лучей лазера, подаваемых к заготовке, включающая в себя
по меньшей мере три расположенных на расстоянии друг от друга и по окружности выходных волокна, находящихся в оптической связи с отдельными лазерными модулями, каждый из которых выполнен с возможностью управления отдельно от других, так что возможна подача к указанной заготовке выходного излучения как минимум трех отдельных лазеров,
программное обеспечение, выполненное с возможностью управлять свойствами выходного излучения каждого лазера, последовательностью и временем, в которое выходное излучение каждого лазера подается к указанной заготовке, и
групповой оптический элемент, в который объединено каждое из указанных выходных волокон, выполненный с возможностью получать выходные излучения отдельных лазеров из выходных волокон и выдавать выходные излучения отдельных, разделенных в пространстве волоконных лазеров.
| JP2004105970A, 08.04.2004 | |||
| US20100061410A1, 11.03.2010 | |||
| JPH10314973A, 02.12.1998 | |||
| US20070003196A1, 04.01.2007 | |||
| US20070223552A1, 27.09.2007 | |||
| УСТРОЙСТВО И СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ | 1994 |
|
RU2132761C1 |

