Область техники, которой относится изобретение
Данное изобретение относится к технической области контроля пустых стеклянных емкостей, например, таких как бутылки, банки, флаконы, с целью выявления возможных размерных дефектов или дефектов типа включений.
В частности, данное изобретение относится к измерению размеров и к контролю дефектов типа включений на пустых стеклянных емкостях, передвигающихся по конвейеру после их изготовления, чтобы определить, соблюдают ли такие емкости требуемые размерные критерии и критерии отсутствия дефектов.
После изготовления пустые стеклянные емкости проходят различные виды контроля на присутствие дефектов, в том числе контроль присутствия включений, или размерный контроль.
Как известно, в таких емкостях существует риск наличия одной или нескольких локальных зон плохого распределения стекла, ухудшающих эстетичный вид или, что более серьезно, снижающих механическую прочность емкостей. Кроме того, присутствие включений в стеклянной емкости обычно представляет собой серьезную проблему качества, так как почти всегда приводит к снижению механической прочности.
Чтобы измерить толщину стенки емкости, например, в документе ЕР 0 320 139 или в документе ЕР 0 584 673 предложен так называемый триангуляционный метод, согласно которому световой пучок направляют на стенку емкости с не равным нулю углом падения и собирают световые пучки, отраженные наружной поверхностью и внутренней поверхностью стенки.
Альтернативой вышеуказанному оптическому триангуляционному методу является измерение при помощи так называемого «оптического конфокального хроматического» способа, описанного в заявке DE 10 2007 044 530 или в заявке FR2738343A1. Согласно этому способу, излучают световой пучок с хроматическим кодированием, затем пучки, отраженные внутренней и наружной сторонами, попадают на датчик, позволяющий анализировать длину волны отраженных пучков, и определяют толщину в зависимости от длин волн указанных отраженных пучков.
В документе ЕР 2 676 127 описано устройство, позволяющее производить измерение толщины стеклянной стенки емкостей в нескольких точках измерения, распределенных на области контроля друг над другом по определенной высоте емкости вдоль центральной оси. Способ контроля предназначен для выявления дефектов распределения материала в прозрачных емкостях, имеющих центральную ось и стенку, ограниченную между наружной поверхностью и внутренней поверхностью.
Описанные выше оптические измерения широко распространены, так как они являются бесконтактными и быстрыми, но они требуют приведения во вращение емкостей для измерения толщины на окружности. Следовательно, эти принципы невозможно применить для измерения емкостей, движущихся линейно на конвейере во время их изготовления.
Следует также отметить, что приведение во вращение емкостей, необходимое для оптического измерения толщины, является дорогим. Действительно, приведение во вращение требует использования сложного оборудования маневрирования. Необходимо останавливать емкости, которые поступательно подходят по конвейеру, приводить их во вращение во время измерения и опять возобновлять их поступательное движение на конвейере. При этом емкости входят в контакт с направляющими, с роликами, со звездочками. Регулировки являются трудоемкими и требуют применения оборудования, адаптированного к каждому формату емкостей (переменное оборудование). Наконец, скорости ограничены до 300-400 емкостей в минуту, тогда как современное производство стеклянных емкостей на самых современных линиях превышает в настоящее время 700 емкостей в минуту. Следовательно, в некоторых случаях необходимо дублировать измерительную аппаратуру.
Кроме измерений толщины стенки, пустые стеклянные емкости обычно подвергают измерениям на уровне горловины или венчика емкости (внутренний/наружный диаметры, герметичность, высота) и горлышка емкости (внутренний диаметр, внутренний профиль, протяжка).
Для осуществления такого контроля, как известно, используют одно или несколько устройств, каждое из которых содержит проверочную головку, предназначенную для опускания либо на точное расстояние в зависимости от типа емкости, либо для введения в контакт с емкостью, либо для приведения в положение опоры на емкость во время контроля. Классически проверочную головку применяют при помощи машины, которая имеет либо линейный конвейер, выполненный с возможностью удерживать емкости в точных положениях, либо предпочтительно звездочный конвейер с индексированным круговым движением для подачи емкостей на различные посты контроля. Каждую проверочную головку перемещают возвратно-поступательным вертикальным движением в случае звездочного конвейера, тогда как для линейного конвейера проверочная головка может дополнительно перемещаться горизонтально.
В документе FR 2 818 748 описано устройство контроля, содержащее головку, установленную на горизонтальной кулисе, которая закреплена на каретке, перемещаемой возвратно-поступательным вертикальным движением при помощи ремня, установленного между холостым шкивом и шкивом, приводимым в движение сервоприводом. Одним из недостатков такого устройства является относительно большая перемещаемая масса, что ограничивает скорость и ускорение перемещения проверочной головки. Вследствие этого скорость контроля сосудов оказывается ограниченной, что является основным недостатком в процессе конвейерного производства емкостей. Другой недостаток такого известного устройства проявляется, когда головка предназначена для вхождения в контакт с емкостью. Действительно, ход проверочной головки не определен по причине разброса высоты емкостей и дефектов, которые влияют на этот ход, не позволяя проверочной головке опускаться во время операции протяжки. Поэтому с учетом неопределенности этого хода и переносимой массы может произойти сильное столкновение между проверочной головкой и емкостью, что может привести к повреждению сосуда и/или проверочной головки.
В документе GB 1 432 120 описано устройство для контроля емкостей, содержащее несколько постов контроля, один из которых предназначен для контроля размерного соответствия венчиков и горлышек емкостей. Этот пост контроля содержит подвижный узел, перемещаемый при помощи системы механизированного привода возвратно-поступательным движением относительно корпуса устройства в направлении перемещения, параллельном оси симметрии емкостей. Этот подвижный узел оснащен наружным калибром для наружного контроля венчика емкостей и внутренним калибром для внутреннего контроля венчика и горлышка емкостей. Устройство, описанное в этом документе GB 1 432 120, имеет те же недостатки, что и устройство, раскрытое в документе FR 2 818 748.
В документе FR 2 965 344 предложено облегчить подвижную часть, комбинируя контактное обнаружение с динамичным управлением вертикальным движением, что делает решение значительно более быстрым, но все же недостатки, связанные с механическими движениями маневрирования емкостями, с переменным оборудованием и с контактом калибров с емкостями, остаются основными недостатками. В документе ЕР-2.622.305 тоже описана машина, в которой применяют калибры, входящие в контакт с емкостью.
В области отслеживания объема жидкости, содержащейся в емкости, в документе WO 2010/025539 описаны система и способ контроля при помощи рентгеновских лучей. Принцип контроля согласно этому документу состоит в определении проходимой лучами толщины жидкости на основании рентгенографического изображения (позиция 512 на фиг. 5а и 592 на фиг. 5b), чтобы определить уровень заполнения (мениск 520) и, следовательно, общий объем жидкости внутри емкости. Для этого способ предлагает вычитать из рентгенографического изображения ослабление, связанное с проходимыми толщинами стекла 508 и 506.
Однако в рентгенографическом изображении, проецируемом в направлении 502-504, невозможно определить ослабление, связанное со стеклом, и ослабление, связанное с содержащейся жидкостью. Для решения этой проблемы в этом документе предложено создать теоретическую трехмерную модель емкости на основании ее двухмерного рентгенографического изображения. Из рентгенографического изображения вычитают ослабление теоретической трехмерной модели емкости для определения измеренных ослаблений, при этом только ослабления жидкости позволяют приблизительно определить объем жидкости.
Согласно примеру, описанному в этом документе, теоретическую трехмерную модель получают на основании рентгенографического изображения, снятого только в одном направлении проекции. Рентгенографическое изображение анализируют, чтобы узнать двухмерный профиль емкости, проецируемый в направлении проекции. Двухмерный профиль емкости служит для получения теоретической трехмерной формы емкости либо из библиотеки записанных в памяти моделей, либо посредством вращения двухмерного профиля с учетом предполагаемой формы осевой симметрии емкостей.
Согласно другому примеру выполнения, в этом документе предложено снимать рентгенографические изображения в разных направлениях, чтобы повысить точность определения положения мениска жидкости. Согласно этому примеру, способ предполагает определение положения мениска жидкости в первом рентгенографическом направлении, положение мениска жидкости во втором рентгенографическом направлении и выбор положения мениска жидкости для среднего положения мениска жидкости.
Независимо от примера выполнения, теоретическая трехмерная модель, построенная согласно этому документу, не соответствует реальной снимаемой емкости. Следовательно, измерения, в частности, измерения толщин, производимые на такой теоретической трехмерной модели, являются ошибочными. Кроме того, следует отметить, что единственно возможными измерениями толщины являются измерения в направлении, ортогональном к направлению рентгенографической проекции. Таким образом, размеры, такие как толщина стекла, в направлениях, не ортогональных к направлению рентгенографической проекции, будут точно такими же, как толщины в двухмерном профиле, то есть в направлениях, ортогональных к рентгенографическим проекциям. Эта гипотеза, которая проверяется только для идеальной или теоретической емкости, как предполагается в этом документе, разумеется, является ошибочной для емкости, на которой необходимо произвести точные измерения.
В документе JP S60 260807 предложено измерять толщину стенок трубы, поступательно перемещающейся вдоль оси трубы, посредством измерения при помощи рентгеновских лучей, исходящих из одного или нескольких источников, с каждым из которых связаны датчики. Источники и датчики расположены таким образом, чтобы получать рентгенографические проекции в плоскости, ортогональной к направлению перемещения трубы. Следовательно, рентгенографические проекции являются компланарными в плоскости проекции, которая является ортогональной к оси симметрии трубы. Направление этих рентгенографических проекций образует прямой угол (90°) по отношению к направлению перемещения. Этот метод не позволяет полностью распознавать внутреннюю и наружную поверхности трубы. Способ, описанный в этом документе, позволяет измерять только совокупную толщину двух стенок трубы в направлении проекции, без реконструкции трехмерной модели трубы, которая позволила бы произвести точные измерения в других направлениях.
Точно так же, в документе US 5 864 600 описан способ определения уровня заполнения сосуда при помощи источника рентгеновских лучей и датчика, расположенных поперечно с двух сторон от конвейера, транспортирующего сосуды. Эта система не позволяет производить измерения для поверхности, ориентированной не поперечно, так как в этом документе не предусмотрено трехмерное моделирование сосудов.
В документе US 2009/0262891 описана рентгеновская система обнаружения объектов, находящихся в багаже, поступательно перемещающемся по конвейеру. Эта система содержит импульсные генерирующие трубки или датчик, имеющий большой размер параллельно направлению перемещения. В этом документе предусмотрен метод реконструкции объекта, который не является удовлетворительным, так как отсутствие проекций в направлении перемещения не позволяет измерять размеры в направлении, ортогональном к направлению перемещения. Отсутствие рентгенографических проекций в угловом секторе не позволяет реализовать цифровую модель, которая должна обеспечивать точные измерения.
В документе DE 197 56 697 описано устройство, имеющее те же недостатки, что и система в документе US 2009/0262891.
В документе WO 2010/092368 описано устройство визуализации поступательно перемещающегося объекта при помощи рентгеновских лучей с использованием источника излучения и трех линейных датчиков.
В документе US 2006/0058974 описана система цифровой рентгенографии, позволяющая снимать цифровые изображения, в частности, резервуаров или канализаций, и преобразовывать эти цифровые изображения в карту абсолютной толщины, характеризующую проверяемый объект. Цифровые данные, получаемые при помощи каждого чувствительного элемента, калибруют, например, корректируя колебания путей рентгеновских лучей между источником рентгеновских лучей и датчиком, корректируя изменения реакции по пространственной частоте, корректируя изменения геометрического профиля проверяемого объекта и корректируя материал, содержащийся внутри и/или вокруг объекта. Эту технологию нельзя применить для размерного контроля емкостей, движущихся на конвейере.
Анализ известных технических решений приводит к выводу, что существует потребность в новой технологии, позволяющей производить размерные измерения на емкостях без изменения их целостности и с одновременным сохранением высокой скорости транспортировки этих емкостей.
Данное изобретение призвано удовлетворить эту потребность и предложить новую бесконтактную технологию измерения, позволяющую производить точные размерные измерения на емкостях, передвигающихся на конвейере с высокой скоростью.
Включения являются дефектами в толщине стенки емкостей, которые отражают свет. Обычно их контролируют с отражением света на дефекте. Для обнаружения включений освещают область изделия под точными углами падения при помощи источников света, излучающих в направлении указанной области направленные (сходящиеся или мало расходящиеся) световые пучки. Освещаемую область наблюдают при помощи датчиков света, например, фотодиодов, как в документе ЕР0053151, сетей фотодиодов или датчиков изображений, таких как линейные или матричные камеры, как в документах ЕР1147405 и ЕР2082217. Это наблюдение осуществляют под точными углами наблюдения, при которых падающий свет, отражаемый дефектом типа включения, будет приниматься/наблюдаться датчиками света, которые будут принимать свет только при прохождении включения во время вращения изделия вокруг его вертикальной оси. Действительно, известные технологии обнаружения, как правило, требуют вращения проверяемого изделия вокруг центральной оси по меньшей мере на 360 градусов угла.
Вместе с тем, существуют устройства, которые позволяют производить обнаружение некоторых включений, когда изделие перемещается поступательно. В документе US4293219 предложено решение без камеры. В этом решении датчики содержат, каждый, только один фоточувствительный элемент, собирающий весь отраженный свет, воспринимаемый в приемном конусе, определенном фокусным расстоянием его линзы и его апертурой. Решение не дает возможности различать ни форму наблюдаемых отражающих объектов, ни их точное расположение в поле датчиков, поэтому невозможно разграничить небольшие объекты, то есть делать различие между небольшими включениями и небольшими помехами.
Машина ARGOS, выпускаемая в продажу заявителем, является машиной обнаружения включений при поступательном движении при помощи камер, которая не требует вращения изделия вокруг его центральной оси. Камеры улучшают обнаружение, так как снимают изображения каждой освещаемой области. Машина предназначена для обнаружения включений на венчике и на части плеча емкости. В ней применяют головку освещения и наблюдения, в которой излучатели направленного света и эндоскопические головки сгруппированы в зависимости от диаметра венчика изделия. Головка освещения и наблюдения образует туннель, через который проходит горловина емкостей во время их поступательного движения через установку для контроля. Эндоскопы используют для приведения числа изображений, снимаемых в разных направлениях обзора, к небольшому числу датчиков. Например, все эндоскопы, предназначенные для обнаружения вертикальных включений (при касательном освещении по часовой стрелке или против часовой стрелки), связаны столько с одной камерой. Производят съемку только одного изображения на каждое изделие для данного типа включений.
В документе ЕР2434276 описана машина, которая обнаруживает включения на горловине емкости, комбинируя два ортогональных поступательных движения, поскольку вертикальное поступательное движение сочетается с горизонтальным поступательным движением перемещения, то есть не при простом поступательном движении. Для обеспечения вертикального перемещения необходимо предусмотреть устройство маневрирования. Но это устройство является громоздким и занимает место вокруг емкостей, закрывая части емкости, которые не смогут быть проверены, по крайней мере в случае емкостей небольшой высоты.
Одна из задач изобретения состоит в том, чтобы предложить линию контроля, которая может обнаруживать возможные включения в горловине и дне емкости и которая может измерять по меньшей мере внутренний диаметр горловины и/или по меньшей мере толщину стенки корпуса емкости в контексте контроля емкости на высокой скорости.
Раскрытие сущности изобретения
Изобретением предложена линия контроля пустых стеклянных емкостей одной серии.
Каждая емкость серии имеет стенку, ограниченную внутренней поверхностью и наружной поверхностью, имеющую центральную ось и образующую сверху вниз вдоль центральной оси: горловину, заканчивающуюся венчиком, верхняя сторона которого образует верхнюю плоскость емкости, перпендикулярную к центральной оси, плечо, корпус и дно емкости, которое образует нижнюю плоскость емкости, перпендикулярную к центральной оси.
Линия контроля содержит устройство транспортировки, которое обеспечивает за счет контакта по меньшей мере с одной контактной областью емкостей транспортировку емкостей вдоль траектории перемещения, при этом емкости проходят через объем транспортировки, расположенный вдоль траектории перемещения.
Линия контроля содержит несколько установок, расположенных, каждая, на разных постах вдоль траектории перемещения.
На посту контроля венчика установка контроля венчика может обнаруживать бесконтактно при помощи световых лучей дефекты типа включений в горловине (5) емкостей. Установка (200) содержит:
а1) проверочную зону установки контроля венчика, в которой должна находиться горловина емкости для проверки, при этом указанная зона содержит верхнюю опорную плоскость, которая должна совпадать с верхней плоскостью емкости в ходе проверки, и содержит опорную ось, которая должна совпадать с центральной осью емкости при положении емкости в ходе проверки;
а2) участок устройства транспортировки, который обеспечивает в проверочной зоне установки транспортировку емкостей по прямолинейному участку траектории перемещения в горизонтальной плоскости транспортировки, перпендикулярной к центральной оси емкостей;
а3) ряд из нескольких направленных световых излучателей, которые распределены в угловом направлении вокруг опорной оси установки и которые выдают, каждый, в направлении проверочной зоны установки направленный световой пучок вдоль его собственной оси пучка таким образом, чтобы проверочная зона освещалась направленными световыми пучками под множеством разных углов азимута в проекции на верхней опорной плоскости;
а4) несколько световых приемников, которые распределены в угловом направлении вокруг опорной оси установки и которые имеют, каждый, ось обзора и угол поля обзора вокруг этой оси обзора;
а5) оптические элементы, расположенные с двух сторон от соответствующей опорной плоскости, причем эти оптические элементы принадлежат либо к световым излучателям установки, либо к световым приемникам установки, но при этом все они находятся за пределами объема транспортировки.
На посту контроля дна установка контроля дна может обнаруживать бесконтактно при помощи световых лучей дефекты типа включений в дне емкостей. Установка содержит:
b1) проверочную зону установки контроля дна, в которой должно находиться дно емкости для проверки, при этом указанная зона содержит нижнюю опорную плоскость, которая должна совпадать с нижней плоскостью емкости в ходе проверки, и содержит опорную ось, которая должна совпадать с центральной осью емкости при положении емкости в ходе проверки;
b2) участок устройства транспортировки, который обеспечивает в проверочной зоне установки транспортировку емкостей по прямолинейному участку траектории перемещения в горизонтальной плоскости транспортировки, перпендикулярной к центральной оси емкостей;
b3) ряд из нескольких направленных световых излучателей, которые распределены в угловом направлении вокруг опорной оси установки и которые выдают, каждый, в направлении проверочной зоны установки направленный световой пучок вдоль его собственной оси пучка таким образом, чтобы проверочная зона освещалась направленными световыми пучками под множеством разных углов азимута в проекции на нижней опорной плоскости;
b4) несколько фоточувствительных приемников, которые распределены в угловом направлении вокруг опорной оси установки и которые имеют, каждый, ось обзора и угол поля обзора вокруг этой оси обзора;
b5) оптические элементы, расположенные с двух сторон от соответствующей нижней опорной плоскости, причем эти оптические элементы принадлежат либо к световым излучателям установки, либо к световым приемникам установки, но при этом все они находятся за пределами объема транспортировки.
На посту рентгенографического измерения рентгенографическая установка может автоматически измерять линейные размеры по меньшей мере одной проверяемой области емкостей, причем эта установка имеет:
с1) по меньшей мере один источник рентгеновской трубки, находящийся за пределами проходимого объема и создающий направленный расходящийся пучок рентгеновских лучей для прохождения по меньшей мере через одну проверяемую область, содержащую по меньшей мере часть горловины и/или часть корпуса емкости;
с2) участок устройства транспортировки, который обеспечивает в проверочной зоне установки транспортировку емкостей по прямолинейному участку траектории перемещения в горизонтальной плоскости транспортировки, перпендикулярной к центральной оси емкостей;
с3) один или несколько датчиков рентгенографических изображений, находящихся за пределами объема транспортировки, чтобы принимать исходящие из источника рентгеновские лучи, при этом источник или источники и датчики (Ci) рентгенографических изображений расположены таким образом, чтобы каждый датчик изображений принимал рентгенографическую проекцию проверяемой области при помощи лучей, исходящих из источника, когда емкость пересекает эти лучи, при этом направления рентгенографической проекции этих рентгенографических проекций отличаются друг от друга;
с4) систему считывания, соединенную с датчиками рентгенографических изображений, чтобы считывать для каждой емкости во время ее перемещения по меньшей мере три рентгенографические изображения проверяемой области, полученные в результате по меньшей мере трех разных рентгенографических проекций проверяемой области с разными направлениями рентгенографической проекции;
с5) компьютерную систему, анализирующую указанные по меньшей мере три рентгенографические изображения проверяемой области, полученные в результате по меньшей мере трех разных рентгенографических проекций, чтобы определить по меньшей мере внутренний диаметр горловины в плоскости, не ортогональной к направлению рентгенографической проекции, и/или толщину стенки корпуса в плоскости, не ортогональной к направлению рентгенографической проекции.
Другие отличительные признаки заявленной линии контроля, которые являются факультативными, но могут быть комбинированы между собой, представлены в нижеследующих параграфах.
Она может содержать на посту контроля плеча и/или корпуса, отличном от постов контроля венчика, контроля дна и рентгенографического измерения, установку контроля плеча и/или корпуса, которая может бесконтактно обнаруживать при помощи световых лучей дефекты типа включений в плече и/или корпусе емкостей, при этом установка содержит:
d1) проверочную зону установки контроля плеча и/или корпуса, в которой должно находиться плечо и/или корпус емкости для проверки, при этом указанная зона содержит промежуточную опорную плоскость, которая должна пересекать плечо и/или корпус емкости в ходе проверки, и содержит опорную ось, которая должна совпадать с центральной осью емкости при положении емкости в ходе проверки;
d2) участок устройства транспортировки, который обеспечивает в проверочной зоне установки транспортировку емкостей по прямолинейному участку траектории перемещения в горизонтальной плоскости транспортировки, перпендикулярной к центральной оси емкостей;
d3) ряд из нескольких направленных световых излучателей, которые распределены в угловом направлении вокруг опорной оси установки и которые выдают, каждый, в направлении проверочной зоны установки направленный световой пучок вдоль его собственной оси пучка таким образом, чтобы проверочная зона освещалась направленными световыми пучками под множеством разных углов азимута в проекции на промежуточной опорной плоскости;
d4) несколько световых приемников, которые распределены в угловом направлении вокруг опорной оси установки и которые имеют, каждый, ось обзора и угол поля обзора вокруг этой оси обзора;
d5) оптические элементы, расположенные с двух сторон от промежуточной опорной плоскости, причем эти оптические элементы принадлежат либо к световым излучателям установки, либо к световым приемникам установки, но при этом все они находятся за пределами объема транспортировки.
В каждой из проверочных зон установок контроля венчика, контроля дна и рентгенографического измерения устройство транспортировки обеспечивает предпочтительно в проверочной зоне установки транспортировку емкостей вдоль траектории перемещения без контролируемого вращения вокруг их центральной оси.
В каждой из проверочных зон установок контроля венчика, контроля дна и рентгенографического измерения устройство транспортировки обеспечивает предпочтительно в проверочной зоне установки транспортировку емкостей вдоль траектории перемещения таким образом, что они являются неподвижными во вращении вокруг их центральной оси.
Между каждой из установок контроля венчика, контроля дна и рентгенографического измерения устройство транспортировки обеспечивает предпочтительно транспортировку емкостей вдоль траектории перемещения без контролируемого вращения вокруг их центральной оси.
Устройство транспортировки может быть образовано на каждом из постов соответствующим участком транспортировки устройства транспортировки, который обеспечивает транспортировку каждой емкости через пост, будучи в контакте с емкостью, и один из участков транспортировки, связанных соответственно с постами контроля венчика, контроля дна и рентгенографического измерения, обеспечивает контакт с первой контактной областью емкостей, тогда как другой из участков транспортировки, связанных соответственно с постами контроля венчика, контроля дна и рентгенографического измерения, обеспечивает контакт с второй контактной областью емкостей, отличной от первой контактной области.
На каждом посту зона контакта емкостей с участком устройства транспортировки, который предпочтительно связан с этим постом, отличается от зоны емкостей, проверяемой на этом посту.
В каждой из установок контроля венчика, контроля дна и рентгенографического измерения устройство транспортировки обеспечивает транспортировку емкостей предпочтительно без вертикального перемещения.
Предпочтительно устройство транспортировки обеспечивает транспортировку емкостей без вертикального перемещения на линии контроля ни на трех постах контроля венчика, контроля дна и рентгенографического измерения, ни между постами контроля венчика, контроля дна и рентгенографического измерения.
Емкости предпочтительно транспортируются без контролируемого вращения вокруг их центральной оси ни на трех постах контроля венчика, контроля дна и рентгенографического измерения, ни между постами контроля венчика, контроля дна и рентгенографического измерения.
Установка контроля венчика может содержать оптические элементы направленных световых излучателей, расположенные над верхней опорной плоскостью, и оптические элементы световых излучателей, расположенные под верхней опорной плоскостью, но за пределами объема транспортировки.
Установка контроля венчика может содержать оптические элементы световых приемников, расположенные над верхней опорной плоскостью, и оптические элементы световых приемников, расположенные под верхней опорной плоскостью, но за пределами объема транспортировки.
Установка контроля дна может содержать оптические элементы направленных световых излучателей, расположенные под нижней опорной плоскостью, и оптические элементы направленных световых излучателей, расположенные над нижней опорной плоскостью, но за пределами объема транспортировки.
Установка контроля дна может содержать оптические элементы световых приемников, расположенные под нижней опорной плоскостью, и оптические элементы световых приемников, расположенные над нижней опорной плоскостью, но за пределами объема транспортировки.
Установка контроля дна может содержать направленные световые излучатели, распределенные таким образом, чтобы проверочная зона освещалась направленными световыми пучками под множеством разных углов возвышения относительно опорной плоскости.
Каждая емкость серии емкостей может иметь единый идентификатор. При этом линия контроля может содержать по меньшей мере один считыватель единого идентификатора емкостей, проверяемых линией контроля, и может содержать компьютерную систему, которая получает:
- от установки контроля венчика по меньшей мере одну данную контроля венчика для проверяемой емкости;
- от установки контроля дна по меньшей мере одну данную контроля дна для проверяемой емкости;
- от установки рентгенографического измерения по меньшей мере одно измерение линейного размера для проверяемой емкости.
В этом случае компьютерная система линии контроля может быть выполнена с возможностью создавать информативный отчет, связывающий единый идентификатор емкости, указанную по меньшей мере одну данную контроля венчика, указанную по меньшей мере одну данную контроля дна и по меньшей мере одно измерение для этой проверяемой емкости, и с возможностью сохранения этого информативного отчета в электронной памяти.
Компьютерная система линии контроля может получать от установки контроля плеча и/или корпуса по меньшей мере одну данную контроля плеча и/или корпуса для проверяемой емкости, которая связана с другими данными в информативном отчете.
Компьютерная система линии контроля может быть выполнена с возможностью осуществления компьютерной обработки на информативных отчетах группы емкостей серии.
Компьютерная система линии контроля может быть выполнена с возможностью управлять корректирующим действием на параметре производства емкостей на основании компьютерной обработки на информативных отчетах группы емкостей серии.
Определение по меньшей мере внутреннего диаметра горловины и/или по меньшей мере толщины стенки корпуса может включать в себя построение, для каждой емкости, цифровой геометрической модели проверяемой области емкости.
Указанная цифровая геометрическая модель может содержать трехмерные координаты совокупности точек, вычисленные на основании указанных по меньшей мере трех рентгенографических изображений, причем эта совокупность точек принадлежит к внутренней и/или наружной поверхности стенки емкости, при этом по меньшей мере две точки находятся в плоскости, не ортогональной к направлению рентгенографической проекции, и указанный по меньшей мере внутренний диаметр и/или указанная по меньшей мере измеряемая толщина стенки корпуса могут быть измерены на цифровой геометрической модели в плоскости, не ортогональной к направлению рентгенографической проекции.
Краткое описание чертежей
На фиг. 1 показан схематичный вид сверху рентгенографической установки, позволяющей измерять при помощи рентгеновских лучей размеры на линейно перемещающихся емкостях;
на фиг. 2 показан схематичный вид в перспективе сбоку рентгенографической установки, позволяющей измерять при помощи рентгеновских лучей размеры на емкости;
на фиг. 3 показан схематичный вид в разрезе с показом части проверяемой емкости;
на фиг. 4 показан схематичный вид в перспективе объема, проходимого или образуемого емкостями во время их линейного перемещения;
на фиг. 5 показан схематичный вид сверху примера выполнения заявленной установки, содержащей три источника рентгеновских лучей;
на фиг. 6 показан схематичный вид спереди в поперечном направлении установки, показанной на фиг. 5;
на фиг. 7 показан схематичный вид сбоку установки, показанной на фиг. 5;
на фиг. 8 показан схематичный вид, иллюстрирующий определение полезного угла между двумя направлениями проекции;
на фиг. 9 показан схематичный вид, иллюстрирующий определение полезного угла между двумя направлениями проекции;
на фиг. 10 показан схематичный вид в перспективе, иллюстрирующий позиционирование датчиков изображений относительно перемещения проверяемых емкостей;
на фиг. 11 показан схематичный вид в перспективе, иллюстрирующий позиционирование датчиков изображений относительно перемещения проверяемых емкостей;
на фиг. 12 показан схематичный вид примера выполнения заявленной установки с применением матричных датчиков изображений;
на фиг. 13 показан вид матрицы элементов, чувствительных к рентгеновским лучам, где показаны две отдельные зоны, соответствующие двум матричным датчикам изображений;
на фиг. 14 показан вид цифровой геометрической модели емкости, полученной согласно заявленному способу, когда проверяемая область содержит горловину;
на фиг. 15 показан вертикальное сечение и четыре горизонтальных сечения цифровой геометрической модели емкости, которая получена согласно заявленному способу и на которой показаны измерения размеров;
на фиг. 16 показан схематичный вид в перспективе примера выполнения заявленной линии контроля;
на фиг. 17 показан схематичный вид примера выполнения части заявленной линии контроля в поперечном направлении относительно направления перемещения емкостей;
на фиг. 18 показан схематичный вид другого примера выполнения части заявленной линии контроля в поперечном направлении относительно направления перемещения емкостей;
на фиг. 19 показан схематичный вид примера выполнения установки контроля венчика в поперечном направлении относительно направления перемещения емкостей;
на фиг. 20 показан схематичный вид примера выполнения установки контроля венчика в направлении перемещения емкостей;
на фиг. 21 показан схематичный вид сверху примера выполнения установки контроля венчика.
Осуществление изобретения
Предварительно приведем несколько определений терминов, используемых в рамках изобретения.
Источник Fj рентгеновской трубки является точечным источником рентгеновских лучей, предпочтительно «микро-источником», например, с диаметром от 0,01 мм до 1 мм, создающим расходящийся пучок рентгеновских лучей. Можно использовать любой тип точечного или почти точечного источника рентгеновских лучей.
Фотографический, соответственно рентгенографический чувствительный элемент датчика фотографических, соответственно рентгенографических изображений является элементом, чувствительным к световым лучам, соответственно к рентгеновским лучам, иначе говоря, представляет собой элементарную поверхность, например, размером 0,2 × 0,2 мм или 0,02 × 0,02 мм в специфическом случае рентгенографических чувствительных элементов, и преобразует принимаемые им световые лучи, соответственно рентгеновские лучи в электрический сигнал. Как правило, рентгенографический чувствительный элемент содержит сцинтиллятор, который преобразует рентгеновские лучи в видимый свет, затем фотографический чувствительный элемент, то есть фотоэлектрический датчик или световой датчик преобразует видимый свет в электрический сигнал. Существуют также технологии прямого преобразования рентгеновских лучей в электрический сигнал. Пиксель обозначает элементарное значение точки дискретизированного изображения, характеризующейся, например, своим уровнем серого между 0 и максимальным значением. Например, для цифрового изображения в 12 бит пиксель принимает цифровые значения от 0 до 4 095.
Система считывания фотографических, соответственно рентгенографических изображений содержит одну или несколько поверхностей, чувствительных к световым лучам, соответственно к рентгеновским лучам, то есть поверхностей, содержащих один или несколько чувствительных элементов, преобразующих световые лучи, соответственно рентгеновские лучи в электрический сигнал для его передачи в систему анализа, классически применяемую компьютером и называемую в дальнейшем компьютерной системой 600. Сигналы, поступающие от всех чувствительных элементов, принадлежащих к одной зоне чувствительной поверхности, считываемые устройством считывания и передаваемые вместе в компьютерную систему, образуют фотографическое, соответственно рентгенографическое изображение. С целью анализа компьютерной системой фотографические, соответственно рентгенографические изображения предпочтительно преобразуются в цифровые фотографические, соответственно рентгенографические изображения либо как можно ближе к чувствительной поверхности, например, в электронной схеме, встроенной в физический детекторный компонент, содержащий чувствительную зону, либо на расстоянии, например, как можно ближе к компьютерной системе 600, и даже самой компьютерной системой 600.
Фотографическая область охватывает световые электромагнитные волны, в дальнейшем называемые световыми лучами, в ультрафиолетовой, видимой и инфракрасной областях с длиной волны, составляющей от 10 нм до 5 мм, предпочтительно составляющей от 100 нанометров до 20 микрон. Предпочтительно видимую фотографическую область используют с длинами волн, составляющими от 380 до 800 нанометров. Рентгенографическая область или область рентгеновских лучей соответствует высокочастотным электромагнитным волнам, длина волны которых составляет приблизительно от 0,001 нанометра до менее 10 нанометров.
Компьютерная система 600, пример которой схематично показан на фиг. 16, может быть выполнена в виде по меньшей мере одного стандартного компьютера, то есть компьютера, содержащего по меньшей мере один микропроцессор, один или несколько электронных блоков памяти и один или несколько интерфейсов визуализации (экран, проектор, голографический дисплей…), ввода (клавиатура, мышь, тачпад, сенсорный экран,…) и/или связи (USB, Ethernet®, Wi-Fi®, Bluetooth®, Zigbee®,…). Компьютерная система может содержать компьютерную сеть, используя данные с одним или несколькими другими компьютерами сети или с другими сетями, например, через протокол Интернет или Ethernet®. Кроме своего непосредственного соединения с датчиками изображений, компьютерная система может быть связана с датчиками, передающими данные о состоянии установки, и/или с приводными устройствами установки (конвейеры, эжекторы,…). Предпочтительно компьютерная система может быть соединена с рентгеновской(ими) трубкой(ами) для получения от них рабочих данных и/или для обеспечения их контроля. Компьютерная система применяет одно или несколько программных средств, записанных и/или исполняемых локально или дистанционно, в том числе на одном или нескольких удаленных компьютерных серверах. Это программное средство или эти программные средства предпочтительно содержат одну или несколько программ для осуществления заявленного способа.
Пучки рентгеновских лучей, выходящие из источника Fj, проходят по меньшей мере через одну проверяемую область и формируют на чувствительной рентгенографической поверхности рентгенографическую проекцию проверяемой области, которую иногда называют светящимся изображением и которая содержит информацию ослабления рентгеновских лучей проходимым материалом.
Датчиком Ci рентгенографических изображений называют зону поверхности, чувствительной к рентгеновским лучам, которая принимает рентгенографическую проекцию проверяемой области. Датчик Ci рентгенографических изображений подвергается действию рентгеновских лучей, исходящих из соответствующего источника Fj. Датчик рентгенографических изображений преобразует эту рентгенографическую проекцию в рентгенографическое изображение проверяемой области.
Если зона чувствительной поверхности содержит линию чувствительных элементов, передаваемое рентгенографическое изображение является линейным, состоящим из линии пикселей, образующих таблицу значений с одним размером. Если зона чувствительной поверхности содержит матрицу чувствительных элементов, рентгенографическое изображение является матричным и состоит из матрицы пикселей, образующих таблицу значений с двумя размерами. Если зона чувствительной поверхности содержит только один чувствительный элемент, рентгенографическое изображение является точечным и состоит из пикселя, имеющего единственное значение.
Световым датчиком называют зону поверхности, чувствительной к световым лучам, которая преобразует эти лучи в фотографическое изображение. Если зона чувствительной поверхности содержит линию чувствительных элементов, фотографическое изображение является линейным, состоящим из линии пикселей, образующих таблицу значений с одним размером. Если зона чувствительной поверхности содержит матрицу чувствительных элементов, фотографическое изображение является матричным и состоит из матрицы пикселей, образующих таблицу значений с двумя размерами. Если зона чувствительной поверхности содержит только один чувствительный элемент, фотографическое изображение является точечным и состоит из пикселя, имеющего единственное значение.
Фотографическая, соответственно рентгенографическая камера содержит световой датчик, соответственно датчик рентгенографических изображений, сигнал изображения которого считывается последовательно для получения последовательных фотографических, соответственно рентгенографических изображений.
Направление Dji рентгенографической проекции является ориентированным направлением или вектором, исходящим из источника Fj и проходящим через центр датчика Ci рентгенографических изображений, то есть через центр зоны, чувствительной к рентгеновским лучам, которая принимает рентгенографическую проекцию проверяемой области в момент съемки во время перемещения емкости между источником и датчиком рентгенографических изображений. Для пары датчик рентгенографических изображений-соответствующий источник направление рентгенографической проекции является вектором, исходящим из источника и достигающим середины датчика изображений. Позиционирование датчиков рентгенографических изображений осуществляют таким образом, чтобы чувствительная поверхность не была параллельной относительно направления рентгенографической проекции. В некоторых случаях предпочтительно, чтобы чувствительная поверхность датчика рентгенографических изображений была ортогональной к направлению рентгенографической проекции, определенному с соответствующим источником. Однако это не является обязательным условием, например, если чувствительная поверхность содержит несколько чувствительных рентгенографических зон, которые взаимодействуют при каждой съемке изображения с несколькими разными источниками, то есть с разными направлениями проекции.
Направления Dji рентгенографической проекции являются разными, если взятые попарно направления Dji проекции образуют между собой минимальный угол, по меньшей мере равный 5°.
Зона чувствительной поверхности, содержащая только одну линию чувствительных элементов, образует линейный датчик изображений, который содержит линейную сеть чувствительных элементов, распределенных по сегменту опорной прямой. Согласно этому определению, столбец или строка, принадлежащие к матричной чувствительной поверхности, считываемые и передаваемые раздельно устройством считывания, считаются линейным датчиком изображений. Следовательно, несколько зон одной чувствительной поверхности, содержащих, каждая, одну линию разных пикселей, образуют несколько линейных датчиков изображений. В случае датчика рентгенографических изображений направление рентгенографической проекции, соответствующее получаемому линейному рентгенографическому изображению, является направлением, исходящим из источника и проходящим через середину сегмента опорной прямой в момент съемки изображения.
Зона чувствительной поверхности, содержащая матрицу чувствительных элементов, образует матричный датчик изображений, который содержит матричную сеть чувствительных элементов, распределенных в виде матрицы. Как показано на фиг. 12, согласно этому определению, зона чувствительной матричной поверхности С11, С12, которая принадлежит к большей чувствительной поверхности Ss и которая считывается и передается раздельно устройством считывания, является матричным датчиком изображений. Таким образом, несколько зон матричной чувствительной поверхности С11, С12 одной поверхности, считываемые и передаваемые раздельно устройством считывания, образуют несколько матричных датчиков изображений, выдающих разные рентгенографические изображения, соответственно М11, М12 (фиг. 13). В случае рентгенографического изображения направление D11, D12 проекции, соответствующее матричному рентгенографическому изображению соответственно М11, М12, является направлением, исходящим из источника F1 и проходящим через середину зоны С11, С12 матричной чувствительной поверхности в момент съемки изображения. Следовательно, датчики С11, С12 изображений могут представлять собой не разделенные области, активируемые последовательно во времени.
Разумеется, в случае датчика рентгенографических изображений специалист в данной области может использовать технологию матричного датчика, основанного на усилителе яркости или на «камере с повторением экрана», в которой пластина сцинтиллятора принимает светящееся изображение, преобразует его в видимый свет, при этом видимое изображение сзади сцинтиллятора фотографируется камерой, чувствительной в области излучения сцинтиллятора, как правило, в видимой области, и, в случае необходимости, оснащенной объективом.
Как следует из фигур, объектом изобретения является линия 100 контроля пустых стеклянных емкостей, принадлежащих к одной серии.
Обычно емкость 2 имеет центральную ось А2, которая может быть осью симметрии и даже осью симметрии тела вращения. Как показано на фиг. 3, емкость 2 имеет стеклянную стенку 7, ограниченную внутри внутренней поверхностью 8 и снаружи наружной поверхностью 9. Между внутренней поверхностью 8 и наружной поверхностью 9 стенка 7 имеет толщину «е». Классически, емкость 2 является полым объектом, стенка 7 которого образует снизу вверх вдоль центральной оси А2 дно 3, сопряженное с пяткой 3’, от которого отходит корпус 4, продолженный плечом 4’, сопряженным с горловиной или горлышком 5, заканчивающимся венчиком 6, ограничивающим устье, позволяющее заполнять или опорожнять емкость. В случае бутылок и некоторых флаконов, в отличие от банок, горловина 5 соответствует участку сужающегося диаметра емкости по сравнению с корпусом 4. Плечо 4’ является участком сопряжения между корпусом 4 и горловиной 5. В случае некоторых банок и некоторых других флаконов плечо 4’ соединяет непосредственно корпус 4 с венчиком 6. Верхняя часть горловины 5 образована венчиком, который содержит поверхность 6’ венчика, представляющую собой поперечную сторону, перпендикулярную к центральной оси А2 емкости, на верхнем конце венчика 6. Венчик 6 обычно содержит ободок 6”, который выступает радиально наружу по отношению к горловине 5. Нижний конец такого ободка 6” образует поперечную кольцевую поверхность, обращенную в осевом направлении вниз, называемую контр-венчиком, которая ограничивает нижний конец венчика 6. В настоящем тексте горловина 5 содержит венчик 6, а также поверхность 6’ венчика, ободок 6” и контр-венчик. Горловина 5 имеет внутренний диаметр D, определяемый внутренней поверхностью 8 стенки. В настоящем тексте понятия «верх» и «низ» являются произвольными и соответствуют обычной ориентации емкости типа банки или бутылки, которая опирается своим дном 3 на горизонтальную поверхность. Поверхность 6’ венчика образует верхнюю плоскость Psup емкости 2, перпендикулярную к центральной оси А2. Дно 3 емкости образует нижнюю плоскость Pinf емкости, перпендикулярную к центральной оси А2. В дальнейшем будет считаться, что контроль дна включает в себя также контроль пятки и даже низа корпуса емкости. Следует также отметить, что находящиеся в дне 3 включения часто представляют собой щели, которые доходят до пятки 3’ и наоборот.
Линия 100 контроля содержит по меньшей мере три установки 200, 300, 400, каждая из которых находится на отдельном посту вдоль траектории прохождения емкостей.
Таким образом, как показано на фиг. 16, линия 100 контроля содержит по меньшей мере:
а) на посту контроля венчика - установку 200 контроля венчика, которая может бесконтактно обнаруживать при помощи световых лучей дефекты типа включений в горловине емкостей;
b) на посту контроля дна - установку 300 контроля дна, которая может бесконтактно обнаруживать при помощи световых лучей дефекты типа включений в дне емкостей; и
с) на посту рентгенографического измерения - рентгенографическую установку 400 автоматического измерения линейных размеров по меньшей мере одной проверяемой области емкостей.
Разумеется, линия 100 контроля может содержать другие посты и другие установки контроля или измерения емкостей. Точно так же, кроме контроля включений или измерения линейных размеров, одна или другая из установок может обеспечивать другие виды контроля или другие измерения. В частности, как было указано выше, установка 300 контроля дна предпочтительно может также бесконтактно обнаруживать при помощи световых лучей дефекты типа включений в пятке 3’ емкостей и даже предпочтительно по меньшей мере в части корпуса 4 емкостей, например, в нижней части корпуса 4 емкостей.
Линия 100 контроля содержит также устройство 11 транспортировки емкостей 2 вдоль траектории перемещения емкостей с направлением, образованным вектором Т перемещения. Между установками и внутри указанных установок предпочтительно траектория содержится в плоскости Рс транспортировки, которая в данном случае считается горизонтальной и перпендикулярной к центральной оси А2 емкостей.
Три поста контроля венчика, контроля дна и рентгенографического измерения и, следовательно, соответствующие установки расположены последовательно друг за другом по траектории емкостей на линии контроля, то есть вдоль устройства 11 транспортировки, либо в указанном порядке, как представлено, например, на фиг. 16, либо в любом другом порядке.
На каждом из трех постов контроля венчика, контроля дна и рентгенографического измерения и, следовательно, в соответствующих установках 100 контроля венчика, 200 контроля дна и 400 рентгенографического измерения, траектория перемещения является прямолинейной и содержится в плоскости транспортировки.
Предпочтительно между указанными установками и в указанных установках, то есть вдоль всей линии 100 контроля, траектория содержится в одной и той же горизонтальной плоскости Рс транспортировки, перпендикулярной к центральной оси А2 емкостей.
Предпочтительно траектория, определенная устройством 11 транспортировки, является также прямолинейной между указанными установками и в указанных установках, то есть прямолинейной вдоль всей линии 100 контроля. Однако изобретение не исключает возможности изменения траектории или направления траектории между двумя постами и, следовательно, между двумя установками. Точно так же, изобретение не исключает возможности присутствия устройства типа стола складирования между двумя постами и, следовательно, между двумя установками, где могут накапливаться емкости.
На каждом из трех постов контроля венчика, контроля дна и рентгенографического измерения и, следовательно, в соответствующих установках, емкости не подвергаются контролируемому вращению вокруг их центральной оси А2. Под этим следует понимать, что вращение емкостей вокруг их центральной оси А2 может произойти, но не контролируемым образом, например, по причине ошибочного контакта со стационарными направляющими устройства 11 транспортировки. Предпочтительно на каждом из трех постов контроля венчика, контроля дна и рентгенографического измерения и, следовательно, в соответствующих установках, и особенно в проверочных зонах этих установок емкости неподвижны во вращении вокруг их центральной оси А2 и перемещаются вдоль траектории перемещения. Предпочтительно на каждом из трех постов контроля венчика, контроля дна и рентгенографического измерения и, следовательно, в соответствующих установках, и особенно в проверочных зонах этих установок не происходит остановки перемещения емкостей во время работы вдоль траектории перемещения. Однако, обычно полезно и даже необходимо контролировать промежуток между изделиями, иначе говоря, свободный интервал между двумя последовательными емкостями 2, движущимися по линии 100 контроля. Для этого, если промежуток между емкостями на входе линии 100 контроля является недостаточным, на траектории перемещения изделий устанавливают разделительное устройство. Такое разделительное устройство, которое известно и в настоящем тексте не описано, работает, создавая ускорение изделий на выходе по отношению к входу. Предпочтительно, согласно варианту изобретения, промежуток между изделиями создают как можно ближе к входу на линии 100 контроля и, в частности, на входе установок 200, 500, 300 и 400. Таким образом, после установления промежутка на входе линии 100 контроля или на входе на линии 100 контроля емкости во время работы не подвергаются ускорению или замедлению своего перемещения по траектории перемещения. Перемещение емкостей является стабильным и позволяет избегать происшествий, столкновений, падений или скоплений, что обеспечивает стабильный ритм производства с оптимальной скоростью. Вместе с тем, если одна из установок 200, 500, 300, 400 требует дополнительного установления промежутка, разделительное устройство можно поместить на входе этой установки, то есть между двумя установками 200, 500, 300 или 400.
На каждом из постов устройство 11 образовано соответствующим участком 112, 113, 114 устройства транспортировки, который обеспечивает транспортировку каждой емкости через пост, находясь в контакте с емкостью.
Как будет уточнено ниже, один среди участков транспортировки, связанных соответственно с постами контроля венчика, контроля дна и рентгенографического измерения, обеспечивает контакт с первой контактной областью емкостей, тогда как другой среди участков транспортировки, связанных соответственно с постами контроля венчика, контроля дна и рентгенографического измерения, обеспечивает контакт с второй контактной областью емкостей, отличной от первой контактной области.
В примере на фиг. 16 можно отметить, что по меньшей мере один из участков транспортировки, в данном случае два участка 112, 114 транспортировки, связанные соответственно с постами контроля венчика 200 и рентгенографического измерения 400, обеспечивает контакт с первой контактной областью емкостей. Такой участок представляет собой ленточный конвейер 112, 114, входящий в контакт с дном 3 емкостей 2, тогда как участок 113 транспортировки, связанный с постом 300 контроля дна, выполнен в виде конвейера с боковыми ремнями, который обеспечивает контакт с корпусом 4 емкостей 2.
Отмечается, что в этом варианте выполнения два из участков транспортировки, связанные соответственно с разными постами, в данном случае с постами контроля венчика 200 и рентгенографического измерения 400, обеспечивают контакт с одной и той же контактной областью емкостей, в данном случае с дном 3 емкостей. Однако можно предусмотреть конфигурации линии контроля, в которых три участка транспортировки, связанные соответственно с постами контроля венчика 200, контроля дна 300 и рентгенографического измерения 400, обеспечивают контакт с тремя разными контактными областями емкостей 2.
В примере на фиг. 18 участок 112 транспортировки, связанный с постом 200 контроля венчика, выполнен в виде ленточного или цепного конвейера, входящего в контакт с дном 3 емкостей 2, тогда как участок 113 транспортировки, связанный с постом 300 контроля дна, выполнен в виде конвейера, который обеспечивает контакт с горловиной емкостей, например, с частью венчика 6 емкости, называемой контр-венчиком. Согласно другим вариантам, один или другой из участков транспортировки может обеспечивать контакт с горловиной или с венчиком.
На фиг. 16 показана линия 100 контроля, которая содержит на посту контроля плеча и/или корпуса, отличного от постов контроля венчика, контроля дна и рентгенографического измерения, установку 500 контроля плеча и/или корпуса, которая может бесконтактно обнаруживать при помощи световых лучей дефекты типа включений в плече и/или корпусе емкостей. В этом примере пост 500 контроля плеча и/или корпуса расположен между постами контроля венчика 200 и контроля дна 300, хотя возможны и другие варианты упорядочения. В этом примере пост контроля плеча и/или корпуса связан с участком транспортировки, который по сути образует продолжение участка транспортировки, связанного со смежным постом, в данном случае с непосредственно предыдущим постом, а именно является транспортерной лентой, на которую своим дном 3 опираются емкости. Однако пост контроля плеча и/или корпуса может иметь связанный с ним участок транспортировки, отличный от двух участков транспортировки, связанных с двумя смежными постами, и даже отличный от всех других участков транспортировки, связанных с другими постами линии 100 контроля.
На заявленной линии 100 контроля установки контроля венчика 200, контроля дна 300 и возможная установка 500 контроля корпуса и/или плеч имеют общие точки, которые будут описаны совместно с выделением возможных различий между ними. Эти три установки являются установками, которые могут бесконтактно обнаруживать при помощи световых лучей дефекты типа включений в соответствующих проверяемых областях емкостей, а именно соответственно в венчике 6, дне 3 и корпусе 4 и/или плече 4’ емкости. Световые лучи, применяемые для обнаружения, относятся к фотографической области, предпочтительно с длиной волны, составляющей от 100 нанометров до 20 микрон, еще предпочтительнее к видимой фотографической области с длинами волн, составляющими от 380 до 800 нанометров.
Включения являются дефектами, которые имеют форму трещин в толщине стенки емкости. Включение может быть сквозной трещиной по толщине стенки, проходящей в этом случае от внутренней поверхности 8 до наружной поверхности 9 стенки. Однако, как правило, оно является несквозной трещиной, которая обычно выходит по меньшей мере на одну из двух внутренней 8 или наружной 9 поверхностей. Если включение является трещиной, его можно считать ограниченным двумя элементами поверхности материала стенки емкости. Эти два элемента поверхности находятся друг против друга, и их можно считать параллельными друг другу и разделенными тонким и даже бесконечно тонким слоем воздуха. Эти элементы поверхности, которые обычно не являются плоскими, то есть являются кривыми, могут иметь самые разные конфигурации и ориентации по отношению к зоне стенки емкости, в которой образовалось включение. Для определения ориентации включения сначала необходимо сделать аппроксимацию, считая, что эти элементы поверхности можно аппроксимировать при помощи плоскости аппроксимации или ряда плоскостей аппроксимации.
В области стеклянных емкостей специалист обычно различает так называемые вертикальные включения и так называемые горизонтальные включения в зависимости от их ориентации относительно центральной оси А2 емкости 2, которая считается вертикальной. Так называемые вертикальные включения имеют элементы поверхности с вертикальной плоскостью аппроксимации или с плоскостью аппроксимации, имеющей наклон относительно вертикали менее 45 градусов угла, предпочтительно менее 30 градусов угла. Наклон плоскости относительно вертикали определяют как острый угол между нормалью к этой плоскости и горизонтальной плоскостью. Следует отметить, что вертикальная плоскость может быть радиальной плоскостью, содержащей центральную ось емкости, или плоскостью, образующей угол с такой радиальной плоскостью. Так называемые горизонтальные включения имеют элементы поверхности с горизонтальной плоскостью аппроксимации или с плоскостью аппроксимации, имеющей наклон относительно горизонтали менее 45 градусов угла, предпочтительно менее 30 градусов угла. Наклон плоскости относительно горизонтали определяют как острый угол между нормалью к этой плоскости и вертикальным направлением.
Хорошо известный принцип обнаружения дефектов типа включения, который применяют на установках 200, 300 и 500, основан на обнаружении зеркального отражения падающего пучка.
По меньшей мере для обнаружения вертикальных включений обычно используют направленные световые излучатели, излучающие, каждый, направленный световой пучок. Направленный световой пучок является пучком световых лучей, который имеет ось пучка и лучи которого содержатся в телесном угле освещения вокруг этой оси пучка, при этом телесный угол является небольшим. Телесный угол пучка является телесным углом конуса круглого сечения, которые содержит все световые лучи пучка. Для упрощения условно определяют не телесный угол по стерадиану, а угол расхождения падающего пучка в плоскости измерения расхождения, которая является плоскостью телесного угла, содержащей ось телесного угла. Как правило, используют падающий пучок, имеющий в проверочной зоне угол расхождения, меньший 30 градусов угла, предпочтительно меньший 25 градусов угла, еще предпочтительнее меньший 20 градусов угла. Направленный падающий пучок может быть лазерным пучком или другим пучком с параллельными лучами, определяемым осью пучка и диаметром пучка. Узкий падающий пучок может быть пучком расходящихся лучей или пучком сходящихся лучей в проверочной зоне.
Таким образом, элемент поверхности емкости, который освещается направленным световым излучателем, принимает пучок, содержащий световые лучи под близкими углами падения, иначе говоря, под углами падения, разность которых меньше 30 градусов, даже 25 градусов, даже 20 градусов; именно в этом смысле их называют направленными. Несколько направленных световых излучателей, которые освещают одну и ту же поверхность участка наружной поверхности емкости, позволяют получать разные углы падения и, возможно, углы падения, отличные от углов падения другого направленного светового излучателя, при этом углы падения адаптированы для выявления включений разной ориентации относительно наружной поверхности емкости.
Область емкости, которая находится в проверочной зоне и, таким образом, оказывается освещенной данным направленным световым излучателем, может быть заключена в окружности диаметром от 5 миллиметров до 14 миллиметров. Освещаемая область может быть прямоугольной и иметь, например, горизонтальную ширину до 100 или 120 миллиметров, чтобы покрывать весь венчик, и, например, 60 миллиметров высоты, чтобы покрывать высоту венчика. Разумеется, венчики обычно представляют собой цилиндры, и прямоугольную форму пучка можно отмечать, только представив себе освещенную плоскость, ортогональную к оси пучка, расположенную вблизи поверхности венчика или центральной оси емкости в проверочной зоне.
Поверхность излучения направленных световых излучателей предпочтительно вписана в окружность диаметром, составляющим от 4 миллиметров до 30 миллиметров.
По меньшей мере один световой приемник, но, как правило, несколько световых приемников предусмотрены для приема зеркального отражения падающего пучка.
С учетом разнообразия и случайности ориентации включений и с учетом использования направленных световых излучателей по меньшей мере для вертикальных включений необходимо предусматривать несколько направленных падающих пучков и/или несколько приемников для обнаружения возможного включения в проверяемой области емкости.
Примеры выполнения установки 200 контроля венчика и установки 300 контроля дна схематично представлены на фиг. 17 и 18. На фиг. 19 и 20 представлены схематичные виды установки 200 контроля венчика, соответственно вид сбоку относительно траектории перемещения емкостей и вид по оси траектории перемещения.
Каждая из установок контроля венчика 200, контроля дна 300 и, возможно, установка 500 контроля корпуса и/или плеча содержит проверочную зону установки, в которой должна находиться проверяемая область емкости для контроля. Проверочная зона может быть удлиненной вдоль траектории перемещения. В каждой установке 200, 300, 500 можно определить опорную ось А200, А300, А500, которая должна совпадать с центральной осью А2 емкости А2 при положении емкости в ходе контроля. Например, можно произвольно определить, что эта опорная ось расположена посередине проверочной зоны вдоль траектории перемещения емкостей. Эта опорная ось А200, А300, А500 установки может служить индикатором положения соответствующего поста.
В каждой проверочной зоне можно определить опорную плоскость, параллельную плоскости транспортировки в установке. Для установки 200 контроля венчика опорная плоскость является верхней опорной плоскостью Prefh, которая должна совпадать с верхней плоскостью Psup емкости 2 в ходе контроля. Для установки 300 контроля дна опорная плоскость является нижней опорной плоскостью Prefb, которая должна совпадать с нижней плоскостью Pinf емкости 2 в ходе контроля. Для установки 500 контроля плеча и/или корпуса опорная плоскость может быть промежуточной плоскостью, перпендикулярной к опорной оси А500 установки и пересекающей плечо 4’ и/или корпус 4 емкости в ходе контроля.
Предпочтительно проверочные зоны установок контроля венчика 200, контроля дна 300 и возможной установки 500 контроля корпуса и/или плеча отделены друг от друга вдоль траектории перемещения, то есть не перекрывают и не пересекают друг друга.
Каждая из установок контроля венчика 200, контроля дна 300 и возможная установка 500 контроля корпуса и/или плеча содержит ряд из нескольких направленных световых излучателей 201, 202, …, 20n, 301, 302, …, 30n, которые распределены в угловом направлении вокруг опорной оси А200, А300, А500 установки и излучают, каждый, направленный световой пучок вдоль собственной оси пучка А201, А202, …, A20n, A301, A302, …, A30n таким образом, чтобы проверочная зона освещалась направленными световыми пучками под множеством разных углов азимута в проекции на опорную плоскость вокруг опорной оси установки и предпочтительно также под множеством разных углов возвышения относительно опорной плоскости. Каждый направленный световой пучок определяет, таким образом, поле освещения в проверочной зоне. В некоторых вариантах выполнения поле освещения направленного пучка в проверочной зоне охватывает всю проверяемую область объекта, находящегося в этой проверочной зоне. В некоторых вариантах выполнения поле освещения направленного пучка в проверочной зоне покрывает только часть проверяемой области объекта, находящегося в этой проверочной зоне. Предпочтительно поля освещения нескольких световых излучателей 201, 202, …, 20n, 301, 302, …, 30n пересекаются в проверочной зоне установки, то есть на проверяемой области контролируемой емкости, при этом оси пучков имеют разные по азимуту ориентации вокруг опорной оси и, возможно, по возвышению относительно опорной плоскости. Таким образом, данная точка проверочной зоны установки и, следовательно, данная точка проверяемой области объекта, находящегося в проверочной зоне, оказывается в положении освещения несколькими световыми излучателями в нескольких направлениях оси пучков, в частности, разных по азимуту вокруг опорной оси. Предпочтительно все точки проверяемой области объекта, находящегося в проверочной зоне, оказываются в положении освещения несколькими световыми излучателями в нескольких направлениях оси пучка.
Световой излучатель содержит световой источник и, как правило, устройство оптической обработки, которое заканчивается поверхностью излучения света, через которую световой пучок излучается в направлении проверяемой области. Источник света является, например, светодиодом, нитью накаливания, электродуговым источником или электрофлуоресцентным источником (неон, плазма,…). Устройство обработки может содержать один или несколько оптических компонентов, таких как оптические линзы, оптические конденсоры, зеркала, световоды (в частности, оптические волокна), ирисовые диафрагмы, маски и т.д. Под маской следует понимать непрозрачную деталь, имеющую вырез в своем центре и предназначенную для придания формы, путем перекрывания, проходящему через нее световому пучку. Как правило, направленный световой излучатель содержит устройство обработки, которое включает в себя по меньшей мере одну оптическую линзу или по меньшей мере один оптический конденсор. Направленный световой излучатель может содержать устройство обработки, включающее в себя маску, расположенную таким образом, чтобы проецироваться, оптически сопрягаясь с поверхностью или участком поверхности емкости, чтобы ограничивать освещаемую зону. Прямоугольная маска позволяет получить прямоугольную освещаемую зону. Источник света и оптические компоненты устройства оптической обработки являются оптическими элементами светового излучателя. Можно предусмотреть один или несколько или все световые излучатели установки со своим собственным индивидуальным световым источником. Однако можно предусмотреть один общий световой источник света для нескольких световых излучателей. В этом случае каждый из них может иметь собственное устройство обработки, заканчивающееся индивидуальной поверхностью излучения света, даже если устройства обработки нескольких излучателей могут содержать один или несколько общих оптических компонентов на входе их индивидуальной поверхности излучения света. Как правило, общий источник может быть связан с пучком оптических волокон, содержащим несколько оптических волокон, среди которых каждое оптическое волокно или каждая из групп оптических волокон принадлежит к устройству обработки отдельного светового излучателя. Направленный световой излучатель обычно содержит поверхность излучения света небольшого размера. Предпочтительно поверхность излучения направленных световых излучателей вписана в окружность диаметром, составляющим от 4 миллиметров до 30 миллиметров.
В некоторых вариантах выполнения установка контроля может содержать направленные световые излучатели 201, 202, …, 20n, 301, 302, …, 30n, которые распределены таким образом, чтобы направленные световые пучки освещали проверочную зону под множеством разных углов возвышения относительно опорной плоскости, находясь при этом с одной стороны от опорной плоскости установки, то есть, чтобы направленные световые пучки имели свои соответствующие оси пучка А201, А202, …, A20n, A301, A302, …, A30n, распределенные под множеством разных углов возвышения относительно опорной плоскости. Угол возвышения направленного светового пучка является острым углом, образованным осью пучка с опорной плоскостью. Считается, что два пучка находятся с одной стороны от опорной плоскости, если поверхности излучения направленных световых излучателей, из которых они выходят, расположены с одной стороны от опорной плоскости.
Точно так же, каждая из установок контроля венчика 200, контроля дна 300 и возможная установка 500 контроля корпуса и/или плеч содержит несколько световых приемников 211, 212, …, 21n, 311, 312, …, 31n, которые распределены в угловом направлении вокруг опорной оси установки и каждый из которых имеет ось обзора А211, А212, …, A21n, A311, A312, …, A31n и угол поля обзора AV211, AV311,…, вокруг этой оси обзора. Предпочтительно несколько световых приемников имеют свои поля обзора, которые пересекаются в проверяемой области, при этом их оси обзора имеют разные ориентации. Как правило, поле обзора светового приемника покрывает часть проверяемой области объекта или всю проверяемую область объекта вдоль оси обзора. Например, чтобы контролировать венчики диаметром 100 миллиметров, поле обзора светового приемника и его устройства обработки предпочтительно имеет горизонтальную ширину, превышающую 100 миллиметров в проверочной зоне, измеренную в вертикальной плоскости, содержащей опорную ось установки и перпендикулярной к оси обзора. Таким образом, данная точка проверочной зоны установки и, следовательно, данная точка проверяемой области объекта, находящегося в проверочной зоне, оказывается в положении возможности своего наблюдения несколькими световыми приемниками в нескольких направлениях оси обзора. Предпочтительно все точки проверяемой области объекта, находящегося в проверочной зоне, оказываются в положении возможности своего наблюдения несколькими световыми приемниками в нескольких направлениях оси обзора.
Световой приемник 211, 212, …, 21n, 311, 312, …, 31n содержит световой датчик и, как правило, соответствующее устройство оптической обработки, которое заканчивается поверхностью входа света, через которую собираемые световые лучи заходят в световой приемник в направлении светового датчика. Световой датчик является, например, фотоэлектрическим датчиком, например, типа CCD или типа CMOS. Устройство оптической обработки может содержать один или несколько оптических компонентов, таких как оптические линзы, оптические конденсоры, зеркала, световоды (в частности, оптические волокна), ирисовые диафрагмы, маски и т.д. Иначе говоря, чувствительная зона светового датчика может быть расположена на расстоянии от поверхности входа света и может также иметь разную ориентацию. Устройство обработки формирует изображение проверяемой области емкости или части проверяемой области на световом датчике, как правило, линейное или двухмерное изображение. Оно сопрягает по меньшей мере часть наружной поверхности емкости с чувствительной поверхностью датчика. Оно определяет также ось обзора светового приемника. Световой датчик и оптические компоненты устройства оптической обработки являются оптическими элементами светового приемника 211, 212, …, 21n, 311, 312, …, 31n. Можно предусмотреть, чтобы один или несколько или все световые приемники 211, 212, …, 21n, 311, 312, …, 31n установки имели свой собственный индивидуальный световой датчик. Вместе с тем, можно предусмотреть, чтобы несколько световых приемников использовали общий световой датчик. В этом случае световые приемники с общим световым датчиком могут иметь, каждый, свое собственное устройство оптической обработки, заканчивающееся индивидуальной поверхностью входа, даже если устройства обработки нескольких излучателей могут содержать один или несколько общих оптических компонентов на выходе их индивидуальной поверхности входа света.
Чтобы обеспечить обнаружение вертикальных включений в проверяемой области, которая связана с опорной плоскостью установки, необходимо предусмотреть, чтобы по меньшей мере часть направленных световых излучателей, по крайней мере их поверхность излучения света, были расположены с другой стороны от опорной плоскости по отношению к световым приемникам, по крайней мере к их поверхности входа, которые предусмотрены, чтобы собирать после зеркального отражения от включения свет, излучаемый направленными световыми излучателями. Таким образом, каждая из установок контроля венчика 200, контроля дна 300 и возможная установка 500 контроля корпуса и/или плеч содержит оптические элементы с двух сторон от соответствующей опорной плоскости, причем эти оптические элементы принадлежат либо к световым излучателям установки, либо к световым приемникам 211, 212, …, 21n, 311, 312, …, 31n установки.
Чтобы обеспечить обнаружение горизонтальных включений в проверяемой области, которая связана с опорной плоскостью установки, необходимо предусмотреть, чтобы по меньшей мере часть световых приемников была расположена с той же стороны от опорной плоскости, что и излучатель или излучатели. Следует отметить, что для обеспечения обнаружения горизонтальных включений можно использовать рассеянное, то есть не направленное освещение. Можно предусмотреть рассеянное освещение за счет присутствия одного или нескольких световых излучателей. Можно использовать один или несколько световых излучателей, имеющих не точечную поверхность излучения света большого размера. Для обеспечения обнаружения горизонтальных включений установка может содержать рассеиватель большого размера, сзади которого расположены один или несколько световых источников.
Чтобы обеспечить обнаружение одновременно вертикальных включений и горизонтальных включений, установка должна, таким образом, иметь по меньшей мере оптические элементы световых приемников с двух сторон от опорной плоскости или по меньшей мере оптические элементы световых излучателей с двух сторон от опорной плоскости, или те и другие. Например, такая установка будет иметь световые излучатели, расположенные только с одной стороны от опорной плоскости, но световые приемники, расположенные с двух сторон от опорной плоскости, или наоборот.
Таким образом, каждая из установок контроля венчика 200, контроля дна 300 и возможная установка 500 контроля корпуса и/или плеч содержит оптические элементы, расположенные с двух сторон от соответствующей опорной плоскости, причем эти оптические элементы принадлежат либо к световым излучателям установки, либо к световым приемникам установки, либо к излучателям и к приемникам.
В примерах на фиг. 16-21 установка 200 контроля венчика содержит оптические элементы световых излучателей 201, 202, …, 20n, которые расположены с двух сторон от верхней опорной плоскости Prefh, но при этом все световые приемники 211, 212, …, 21n расположены над верхней опорной плоскостью.
В примерах на фиг. 16-18 установка 300 контроля дна содержит элементы световых излучателей 301, 302, …, 30n, которые расположены с двух сторон от нижней опорной плоскости, но при этом все световые приемники 311, 312, …, 31n расположены под нижней опорной плоскостью.
С другой стороны, на фиг. 20 ясно видно, что установка не содержит ни одного элемента светового излучателя или светового приемника, которые расположены в объеме Vt транспортировки. В случае, когда траектория емкостей, проходящих через установку, является плоской траекторией в плоскости, параллельной относительно опорной плоскости, что представляет собой показанный случай, это обязательно приводит к ограничению возможности располагать элементы светового излучателя или светового приемника в части, которая находится с той же стороны от опорной плоскости, что и объем транспортировки. В частности, это приводит к образованию туннельного объема входа и туннельного объема выхода, в которых невозможно расположить элементы светового излучателя или светового приемника.
Далее со ссылками на фиг. 1-15 следует описание рентгенографической установки 400 автоматического измерения линейных размеров по меньшей мере одной проверяемой области емкостей, позволяющей осуществлять способ измерения размеров на пустых стеклянных емкостях 2.
Согласно предпочтительному отличительному признаку выполнения, для контроля выбирают по меньшей мере одну область емкости, чтобы иметь возможность произвести измерения размеров в этой области емкости, соответствующих размерной характеристике проверяемой области. Как правило, проверяемая область для этой рентгенографической установки 400 измерения может содержать по меньшей мере горловину 5 емкости, и измерение размерной характеристики этой проверяемой области соответствует по меньшей мере внутреннему диаметру D горловины. Точно так же, проверяемая область может содержать по меньшей мере участок стенки корпуса 4, заключенный между пяткой и плечом и ограниченный, например, двумя плоскостями, параллельными плоскости опоры емкости, и измерение размерной характеристики этой проверяемой области соответствует толщине е стеклянной стенки, заключенной между внутренней 8 и наружной 9 поверхностями, ограничивающими эту стенку 7. Следовательно, эта рентгенографическая установка 400 наиболее приспособлена для измерения размеров, связанных с внутренней поверхностью стенки на уровне горловины и/или корпуса емкости. Таким образом, способ в соответствии с изобретением позволяет измерять по меньшей мере либо внутренний диаметр горловины, либо толщину стеклянной стенки, либо внутренний диаметр горловины и толщину стеклянной стенки.
Точно так же, проверяемая область может соответствовать части стенки 7, содержащей корпус, пятку или дно емкости. Проверяемая область может также соответствовать всей емкости 2. Измеряемыми размерами являются толщина стеклянной стенки на корпусе, на дне, на пятке, высота, внутренний или наружный диаметры, ширина, например, для витков резьбы на горловине. Эти измерения позволяют также вывести размерную характеристику проверяемой области, например, такую как овальность емкости или емкость с изогнутым горлышком.
Осуществляемый способ измерения будет описан для стеклянных емкостей 2, то есть для серий полых изготовленных объектов, выполненных из одного материала, а именно из стекла. В этом случае считается, что коэффициент ослабления μ стекла является единым, то есть имеет одинаковое значение в любой точке проверяемой области емкостей, и предпочтительно является постоянным во времени и идентичным для емкостей серии. Эти условия выполняются, так как состав стекла является стабильным в печах, производящих сотни тонн стекла в день. Следует отметить, что коэффициент ослабления μ стекла является строго спектральным свойством μ(λ) в зависимости от длины волны λ или от энергии рентгеновских лучей. В заявленном способе эта характеристика не обязательно учитывается, поскольку источник рентгеновских лучей имеет собственный излучаемый спектральный состав, и можно считать, что ослабление μ является характеристикой стекла для спектра выбранного источника.
Предпочтительно топология объекта известна. Соответственно, можно считать, что проходящий через емкость рентгеновский луч прошел через конечное число объемов, имеющих известные коэффициенты ослабления, следовательно, путь можно разложить на сегменты, при этом каждый сегмент соединяет две точки, принадлежащие к граничным поверхностям емкости, проходя через область постоянного ослабления, даже если длина этих сегментов априори не известна. Иначе говоря, геометрию объекта можно описать компьютерным методом заранее (до измерения) посредством отображения всех замкнутых поверхностей, которые можно назвать граничными поверхностями емкости. Граничные поверхности емкости являются поверхностями раздела между материалом емкости и воздухом.
Кроме того, специалист в данной области сможет реализовать изобретение, используя любой метод учета спектрального ослабления пучков. Он может также адаптировать излучаемый спектр, например, путем его усиления.
Следовательно, ослабление воздуха можно считать ничтожным по сравнению с ослаблением стекла. Ослабление пучка рентгеновских лучей, проходящего через емкость, будет зависеть только, с одной стороны, от указанного постоянного ослабления при излучаемом спектре рентгеновских лучей и, с другой стороны, от совокупной проходимой толщины стекла. Альтернативно считают, что толщина проходимого воздуха является большой и однородной для всех рентгеновских лучей, и, следовательно, ее можно считать известной. Ослабление рентгеновских лучей, связанное с воздухом, можно вычесть из общего измеряемого ослабления. Так, например, можно считать, что уровень серого в каждом рентгенографическом изображении, возможно, скорректированный, зависит только и непосредственно от общей совокупной проходимой толщины стекла. В этом случае можно точно определить граничные поверхности, которые представляют собой переходы между воздухом и материалом.
Таким образом, компьютерная система 600 учитывает коэффициент ослабления стекла емкостей в ходе контроля для этой операции вычисления. Предпочтительно установка 400 содержит устройство предоставления компьютерной системе коэффициента ослабления стекла емкостей, известного, например, из анализов стекла в печи. Это устройство предоставления может представлять собой массовую память, интерфейс человек-машина или проводную или беспроводную информативную сеть.
Классически для этой установки 400 измерения линейных размеров соответствующий участок устройства 11 транспортировки представляет собой, например, ленточный или цепной конвейер, обеспечивающий линейное поступательное движение емкостей в положении стоя, то есть с контактной областью емкостей, образованной дном 3 емкостей, опирающимся на конвейер для расположения в плоскости Рс транспортировки.
Рентгенографическая установка 400 измерения линейных размеров позволяет применять способ автоматического осуществления измерений линейных размеров на емкостях 2, перемещающихся с высокой скоростью движения.
Действительно, изобретение относится к так называемому «линейному» контролю серии емкостей после этапа трансформации или изготовления, чтобы контролировать качество емкостей или способа трансформации или изготовления.
Линия 100 контроля, в состав которой входят установки 200, 300, 400, 500, работает при скорости движения потока емкостей 2. В идеале линия 100 контроля, в том числе установка 400 измерения линейных размеров, может обрабатывать продукцию при темпах производства, например, более 100 объектов в минуту, предпочтительно более 300 объектов в минуту и, например, при темпах производства не менее 600 емкостей в минуту.
Вместе с тем, что касается рентгенографической установки 400 измерения линейных размеров, время вычисления может превышать интервал между двумя емкостями. Точно так же время экспонирования датчиков рентгенографических изображений и считывания может быть слишком большим. Обычно, если самый быстрый поток не может быть обработан только одной рентгенографической установкой 400, параллельно можно применить несколько рентгенографических установок 400, каждая из которых контролирует часть продукции. Это позволяет разделить поток продукции, например, на два параллельных потока, контролируемых двумя идентичными или сходными рентгенографическими установками 400. Разумеется, предпочтительно, чтобы количество потоков и, следовательно, рентгенографических установок 400 оставалось небольшим.
Рентгенографическая установка 400 представляет собой значительное усовершенствование, благодаря измерению внутренней поверхности и толщины стенок без контакта и при движении емкостей, при этом сложные операции приведения во вращение изделий, применяемые в карусельных устройствах, исключены. Это обеспечивает также получение картографии толщины на всей периферии и на всей высоте проверяемой области. При контроле горловины рентгенографическая установка 400 обеспечивает измерения в горловине для всех емкостей продукции, тогда как в известных решениях производили только двоичную проверку соответствия по габариту или измерения на нескольких отобранных образцах. Таким образом, эти измерения позволяют наблюдать отклонения в процессе изготовления.
Как показано, в частности, на фиг. 1 и 2, для удобства в этом описании условно направление перемещения емкостей 2 проходит вдоль горизонтальной оси Х системы координат X, Y, Z, содержащей вертикальную ось Z, перпендикулярную к горизонтальной оси Х, и поперечную ось Y, перпендикулярную к вертикальной оси Z и к горизонтальной оси Х, при этом Х и Y находятся в плоскости, параллельной относительно плоскости РС транспортировки, которая является горизонтальной.
Как показано на фиг. 4, во время своего поступательного перемещения емкости 2 образуют или проходят через так называемый объем Vt транспортировки. Плоскость Ps является плоскостью, секущей объем Vt транспортировки, ортогональной к плоскости Рc транспортировки и параллельной направлению Т перемещения. Например, плоскость Ps является срединной плоскостью, которая делит объем Vt транспортировки на два одинаковых субобъема. Плоскость Ps является вертикальной плоскостью, поскольку плоскость транспортировки является горизонтальной.
Как показано на фиг. 1 и 2, рентгенографическая установка 400 содержит также по меньшей мере один источник Fj (где j меняется от 1 до k) рентгеновской трубки 12, создающий направленный расходящийся пучок рентгеновских лучей, чтобы он проходил через объем Vt транспортировки и, в частности, проходил по меньшей мере через проверяемую область емкости 2. Следует отметить, что в настоящем описании емкость 2 является стеклянной, и проверяемая область емкости выполнена из материала с однородным коэффициентом поглощения при пропускании для данного рентгеновского излучения.
Установка 400 содержит также по меньшей мере три датчика Ci рентгенографических изображений (где i меняется от 1 до N, и N превышает или равно 3), чувствительных к рентгеновским лучам и расположенных таким образом, чтобы облучаться рентгеновскими лучами, выходящими из источника Fj и прошедшими через объем Vt транспортировки и, в частности, по меньшей мере через проверяемую область емкости 2. Разумеется, трубка 12 и датчики Ci изображений находятся за пределами объема Vt транспортировки, чтобы обеспечивать свободное перемещение емкостей в этом объеме. Классически, рентгеновские трубки 12 и датчики Ci изображений расположены в камере, непроницаемой по отношению к рентгеновским лучам, которая предпочтительно окружает весь пост рентгенографического измерения. Следовательно, эта камера расположена вдоль траектории Т перемещения отдельно от установок контроля венчика 200, контроля дна 300 и возможной установки 500 контроля корпуса и/или плеча и, в частности, отдельно от соответствующей проверочной зоны этих установок.
В некоторых вариантах выполнения датчик Ci изображений связан с единственным источником Fj в том смысле, что при осуществлении способа этот датчик Ci изображений предусмотрен таким образом, чтобы изображения, которые он выдает и которые учитываются в рамках способа, формировались только лучами, исходящими из связанного с ним источника Fj. Например, установка может быть выполнена таким образом, чтобы только лучи, выходящие из данного источника, достигали соответствующего датчика изображений, например, посредством соответствующего размещения поглощающих масок. Согласно другому примеру, которые можно комбинировать с предыдущим, съемку изображений датчиком изображений начинают, только когда активирован только единственный связанный с ним источник.
Пучки рентгеновских лучей, выходящие из источника Fj, связанного с датчиком Ci рентгенографических изображений, проходят по меньшей мере через проверяемую область в направлении Dji рентгенографической проекции (фиг. 1 и 2). Направление Dji рентгенографической проекции условно считается ориентированным направлением вектора, исходящего из источника Fj и проходящего через центр Mi датчика Ci изображений. Источник или источники Fj и датчики Ci изображений расположены таким образом, чтобы каждый датчик рентгенографических изображений принимал рентгенографическую проекцию проверяемой области по меньшей мере в одном направлении рентгенографической проекции проверяемой области.
Однако в некоторых вариантах выполнения несколько датчиков изображений могут быть связаны с одним источником Fj, который предпочтительно является импульсным и синхронизирован со считыванием каждого из соответствующих датчиков Ci для формирования рентгенографических изображений в направлениях Dji проекции при разных значениях i. Альтернативно в других вариантах выполнения несколько источников Fj могут быть связаны с одним датчиком Ci изображений, при этом указанные источники Fj предпочтительно производят импульсы в разные моменты и синхронизированы со считыванием связанного с ними датчика Ci для формирования рентгенографических изображений в направлениях Dji проекции при разных значениях j.
Рентгенографическая установка 400 содержит также систему считывания, соединенную с датчиками Ci рентгенографических изображений таким образом, чтобы для каждой емкости 2 в ходе ее перемещения через пост рентгенографического измерения считывать по меньшей мере три рентгенографические проекции проверяемой области, имеющие разные направления рентгенографической проекции. Можно напомнить, что направление рентгенографической проекции, связанное с полученным рентгенографическим изображением, является направлением, исходящим от источника и проходящим через середину зоны чувствительной поверхности датчика изображений в момент съемки изображения. Таким образом, указанные по меньшей мере три рентгенографические проекции имеют направления проекций, попарно образующие между собой угол.
Система считывания соединена с компьютерной системой 600. Согласно предпочтительному отличительному признаку выполнения, компьютерная система записывает при помощи датчиков Ci изображений, для каждой емкости в ходе ее перемещения, рентгенографические изображения, получаемые в результате определенного числа рентгенографических проекций проверяемой области в разных направлениях рентгенографической проекции. Как правило, число разных направлений Dji рентгенографической проекции составляет от трех до сорока и предпочтительно от четырех до пятнадцати. Согласно предпочтительному варианту выполнения, установка 400 содержит от трех до сорока датчиков Ci изображений. Согласно предпочтительному варианту выполнения, установка 400 содержит от четырех до пятнадцати датчиков Ci изображений.
Как будет более детально пояснено в дальнейшем тексте описания, компьютерная система 600 запрограммирована таким образом, чтобы для каждой емкости анализировать указанные по меньшей мере три рентгенографических изображения, полученные из указанных по меньшей мере трех рентгенографических проекций разных направлений, чтобы определить для каждой емкости цифровую геометрическую модель проверяемой области, содержащую трехмерные координаты совокупности точек, принадлежащих к стенке емкости в проверяемой области. В частности, каждая цифровая геометрическая модель содержит трехмерные координаты совокупности точек, принадлежащих по меньшей мере к внутренней поверхности стенки емкости и предпочтительно к внутренней поверхности и к наружной поверхности стенки емкости. Определение трехмерных координат этих точек позволяет получить двухмерные измерения емкости для проверяемой области, а именно по меньшей мере внутренний диаметр горловины или по меньшей мере толщину стеклянной стенки корпуса 4 емкости, или по меньшей мере внутренний диаметр горловины и толщину стеклянной стенки корпуса емкости.
Определение трехмерных координат этих точек и выполнение трехмерных измерений можно осуществлять любым соответствующим образом при помощи известных технологий анализа трехмерных геометрических данных.
В целом, цифровая геометрическая модель проверяемой области содержит трехмерные координаты совокупности точек, вычисленные на основании указанных по меньшей мере трех рентгенографических изображений проверяемой области. Эта совокупность точек принадлежит к внутренней и/или наружной поверхности стенки емкости, при этом по меньшей мере две трехмерные точки пространства находятся в плоскости, не ортогональной к направлению Dji рентгенографической проекции.
Предпочтительно цифровая геометрическая модель проверяемой области, содержащая трехмерные координаты совокупности точек, образована:
- по меньшей мере двумя трехмерными точками пространства, каждая из которых принадлежит к внутренней и/или наружной поверхности стенки емкости и которые не находятся в плоскости, ортогональной к направлению Dji рентгенографической проекции, а также не находятся в плоскости, параллельной направлению Т перемещения;
- и/или по меньшей мере одним поверхностным отображением внутренней и наружной поверхностей стенки емкости, содержащим точки, которые не принадлежат к плоскости, ортогональной к направлению Dji рентгенографической проекции, а также не принадлежат к плоскости, параллельной направлению Т перемещения;
- и/или одним сечением проверяемой области в плоскости, отличной от плоскости, ортогональной к направлению Dji рентгенографической проекции, и отличной от плоскости, параллельной направлению Т перемещения.
Затем осуществляют размерные измерения согласно одному из методов, описанных в дальнейшем тексте описания.
В целом размерные измерения, производимые на цифровой геометрической модели каждой емкости, относятся по меньшей мере к внутреннему диаметру горловины, измеряемому на указанной модели в плоскости, не ортогональной к направлению Dji рентгенографической проекции, и/или по меньшей мере к толщине стенки корпуса, измеряемой на указанной модели в плоскости, не ортогональной к направлению Dji рентгенографической проекции.
Предпочтительный пример выполнения содержит определение для каждой емкости цифровой геометрической модели, отображающей внутреннюю поверхность и наружную поверхность емкости в проверяемой области.
Согласно этому примеру, цифровой анализ рентгенографических изображений, связанных с каждой емкостью, позволяет построить для каждой из этих емкостей трехмерную цифровую геометрическую модель. Иначе говоря, для каждой емкости, контролируемой при помощи рентгенографии, трехмерную цифровую геометрическую модель можно построить на основании соответствующих рентгенографических изображений указанной емкости. Эта цифровая геометрическая модель может быть простым наслоением двухмерных цифровых геометрических моделей. С точки зрения математики, графики и структуры данных реализация цифровой геометрической модели является способом отображения и манипулирования трехмерными емкостями в цифровом виде в памяти компьютерной системы 600. Следует учитывать, что в некоторых из этих вариантов выполнения можно определить столько трехмерных цифровых геометрических моделей, сколько имеется снимаемых объектов, и может быть столько снимаемых объектов, сколько объектов перемещаются по системе транспортировки. Действительно, отличительным признаком изобретения является возможность осуществления измерения на каждом из объектов, движущихся в установке, в том числе на высокой скорости.
Моделирование может быть объемным. Стеклянная емкость может быть представлена в виде вокселей, значение которых отображает количество материала. Воксель может быть сплошным, частично сплошным или не имеющим материала (в этом случае речь идет о воздухе). Цифровую геометрическую модель можно анализировать, чтобы выделить граничные поверхности емкости, например, определяя совокупность репрезентативных точек, принадлежащих к этим граничным поверхностям, и чтобы затем измерить линейные размеры, такие как длина или толщина. Ее можно также трансформировать в поверхностную модель, то есть в модель, моделирующую граничные поверхности емкостей.
Поверхностную модель можно и даже предпочтительно получать непосредственно на основании рентгенографических изображений, то есть без вычисления объемной модели.
При поверхностном моделировании емкость образована по меньшей мере одной трехмерной поверхностью, например, трехмерной поверхностью, которая соответствует граничной поверхности между материалом емкости и окружающей средой (как правило, воздухом), что позволяет определить понятия внутреннего пространства и наружного пространства емкости. Как правило, трехмерные поверхности моделируют несколькими способами, такими как полигональное моделирование, моделирование по параметрическим кривым или поверхностям (цилиндры, конусы, сферы, сплайны,…) или путем подразделения поверхностей. При помощи решетки многогранников, например, треугольников, трехмерные поверхности емкостей отображены наборами плоских граней, прилегающих друг к другу своими ребрами.
Сечением трехмерной емкости является ее пересечение с плоскостью. Сечением трехмерных поверхностей являются двухмерные кривые в плоскости сечения. Знание этих двухмерных кривых в последовательности плоскостей разреза позволяет произвести реконструкцию трехмерных поверхностей.
Чтобы производить измерения линейных размеров, таких как длина, существует несколько подходов. Действительно, линейный размер является длиной, измеренной вдоль линии. Эта линия, вдоль которой измеряют линейный размер, может быть прямой линий или не прямой линией, например, любой кривой линией, круговой линией, ломаной линией и т.д. Эта линия может быть плоской линией, содержащейся в плоскости, или трехмерной линией, которая не содержится в плоскости. Рентгенографическая установка 400 позволяет также определять углы и координаты точек поверхностей емкости в двухмерной или трехмерной системе координат.
В рамках первого, так называемого объемного метода можно рассмотреть объемную модель вдоль прямой или пучка прямых и определить воксели границы материал/воздух.
В рамках второго, так называемого поверхностного метода можно вычислить сегмент, концами которого являются пересечения прямой с граничной поверхностью материал/воздух поверхностной модели. Наконец, смешанный метод состоит в преобразовании объемной модели в поверхностную модель, затем применяют второй метод.
Третий метод состоит в определении в плоскости разреза расстояния между двумя точками одной или двух двухмерных кривых, при этом любая кривая является границей между материалом и воздухом.
Трехмерная точка является точкой, для которой известны координаты в трехмерном пространстве в любой системе координат.
Эти три предыдущих метода являются примерами определения расстояния между двумя трехмерными точками для определения измерения линейного размера.
Задачей изобретения является осуществление более полных измерений, чем измерения, достигаемые при помощи простых двухмерных рентгенографических изображений. Действительно, при помощи матричного датчика рентгенографических изображений можно легко получить двухмерное рентгенографическое изображение, соответствующее проекции проверяемой области, и измерить размеры в плоскости, ортогональной к направлению проекции и называемой «плоскостью проекции». Точно так же при помощи линейного датчика рентгенографических изображений можно легко получить двухмерное рентгенографическое изображение проверяемой области путем расположения рядом последовательных линейных рентгенографических изображений, снимаемых при помощи линейного датчика рентгенографических изображений Ci, когда емкость проходит через плоскость Pji проекции, не параллельную перемещению, образованную источником Fj и линейным датчиком Ci, и измерить размеры проверяемой области только в плоскости проекции, которая является параллельной направлению перемещения. Однако при помощи этих методов простой рентгенографии невозможно измерять размеры за пределами плоскостей проекции. С другой стороны, при помощи рентгенографической установки 400 можно измерять размеры в направлениях, которые не содержатся в плоскостях проекции и не являются параллельными плоскостям проекции. Действительно, во время обработки комбинации рентгенографических изображений по меньшей мере в трех разных направлениях проекции можно произвести реконструкцию и измерение размеров практически во всех направлениях. Это можно осуществлять при помощи любого метода, обеспечивающего определение трехмерных точек в пространстве, принадлежащих к граничной поверхности, включенной в проверяемую область емкости. Возможным методом является реконструкция трехмерной модели проверяемой области поверхностного или объемного типа или на основании плоскостей разреза. Действительно, на основании поверхностной или объемной модели или плоскостей разреза можно либо опосредованно, либо напрямую определить по меньшей мере две трехмерные точки и даже предпочтительно облака трехмерных точек, распределенных в направлениях, не измеряемых на основании только двухмерных рентгенографических изображений.
Таким образом, цифровая геометрическая модель состоит из разных геометрических элементов, таких как точки, сегменты, поверхности, элементарные объемы, вычисляемые на основании рентгенографических проекций, рассматривая при вычислении каждого элемента ослабление по меньшей мере некоторых рентгеновских лучей, прошедших через эту точку на реальной пустой емкости, чтобы цифровая геометрическая модель была точным отображением геометрии реальной пустой емкости, включая деформации по отношению к идеальной пустой емкости. Иначе говоря, координаты геометрических элементов определяют, считая, что указанные координаты изменили рентгенографические проекции, даже когда эти геометрические элементы не различимы ни в одной из двухмерных рентгенографических проекций. Таким образом, измерения размеров на цифровой геометрической модели дают информацию о размерах каждой моделированной пустой емкости на основании геометрических элементов, не различимых ни в одной из рентгенографических проекций.
В случае, когда стеклянная емкость выполнена из одного материала, то есть с коэффициентом ослабления, который является постоянным или считается таким, предпочтительно ее цифровую геометрическую модель определяют в виде поверхностей. Например, в цифровой геометрической модели можно определить и отобразить внутреннюю поверхность горловины емкости. Согласно этому примеру, проверяемая область содержит горловину 3 и, следовательно, расположена между плоскостью поверхности венчика 6 и другой параллельной ей плоскостью. При этом можно измерить внутренний диаметр D горловины. В частности, можно измерить несколько внутренних диаметров D горловины. Выбирая данную высоту, например, выбирая плоскость разреза, параллельную поверхности венчика или дна емкости, можно измерить несколько диаметров от 0 до 360° в этой плоскости. Так, можно определить диаметр Do в отверстии (или устье), например, на 3 мм под устьем, располагая плоскость разреза на 3 мм под поверхностью венчика. Можно также определить минимальный диаметр D по всей высоте h внутренней поверхности горловины, чтобы заменить измерение путем протяжки.
Учитывая геометрию емкостей, более просто работать с цилиндрическими координатами. В момент осуществления измерений на емкости в рамках способа реализуют цифровую геометрическую модель MGN емкости, точно отображающую по меньшей мере проверяемую область указанной емкости, соответствующую горловине, например, как показано на фиг. 14 или как показано на фиг. 15, вертикальное сечение или четыре горизонтальных сечения цифровой геометрической модели MGN емкости.
На этой цифровой геометрической модели можно определить систему цилиндрических координат ZM, ρ, θ с осью ZM, которая соответствует оси симметрии указанной модели емкости, с высотой Z вдоль оси ZM, которая равна нулю, когда находится в плоскости опоры. В случае цилиндрической или конической емкости можно определить ZM как ось, ортогональную к плоскости опоры и проходящую через центр дна емкости. Цифровая геометрическая модель MGN емкости содержит внутреннюю SI и наружную SE поверхности.
Согласно предпочтительному варианту измерения горловины каждой емкости, на цифровой геометрической модели MGN в качестве внутренних диаметров D горловины измеряют длины всех сегментов прямой, при этом указанные сегменты:
- являются ортогональными к оси ZM симметрии цифровой геометрической модели,
- пересекают ось ZM симметрии цифровой геометрической модели,
- находятся по меньшей мере на двух разных высотах ZG1, ZG2 в горловине цифровой геометрической модели,
- имеют направления, распределенные в угловом направлении вокруг оси ZM симметрии цифровой геометрической модели, по меньшей мере с одним сегментом, не ортогональным к направлениям Dji проекции;
- для каждой высоты в количестве, превышающем число направлений Dji проекции;
- и каждый сегмент соединяет две точки, которые принадлежат к внутренней поверхности цифровой геометрической модели и являются противоположными друг к другу относительно оси ZM симметрии цифровой геометрической модели емкости.
Следует отметить, что сегменты точно пересекаются с осью ZM симметрии в математическом смысле этого слова только в случае идеальных емкостей в виде идеального тела вращения. Естественно, это не так, поскольку цифровая геометрическая модель отображает реальную емкость.
Рентгенографическая установка 400 позволяет производить на линии, то есть когда емкости быстро перемещаются по конвейеру, и без контакта с механическим или пневматическим датчиком, несколько измерений, которые являются необходимыми в зависимости от типов продукции, чтобы гарантировать соответствие горловины.
Протяжка представляет собой возможность ввести в горловину цилиндр минимального диаметра, например, заливную трубку. Для измерения протяжки при помощи рентгенографической установки 400 можно определить минимальный диаметр на нескольких высотах вдоль оси ZM симметрии и в нескольких направлениях под углами θ, меняющимися от 0 до 360°. Можно также имитировать введение цилиндра внутрь внутренней поверхности цифровой геометрической модели каждой емкости на уровне ее горловины и определить максимальный диаметр, которого достигает цилиндр, когда он вписывается, то есть входит в контакт без возможности своего дальнейшего увеличения, внутрь внутренней поверхности горловины или совокупности точек указанной внутренней поверхности.
Как показано на фиг. 15, по меньшей мере для двух разных высот ZE1, ZE2 можно измерить толщину е стенки вдоль нескольких радиальных сегментов, ортогональных к оси ZM и распределенных от 0 до 360°. Таким образом, как минимум реализуют такую же функцию, которую обеспечивают оптические датчики в машине, вращающей емкость, а именно выявляют минимальную толщину на окружности на одной, двух, трех или четырех разных высотах.
Цифровая геометрическая модель проверяемой области каждой емкости содержит внутренние SI и наружные SE поверхности. Следовательно, можно определить толщину е, измеряя большое число сегментов, соединяющих наружную поверхность SE и внутреннюю поверхность SI, равномерно распределенных по всей высоте Z и в направлениях θ, с шагом высоты dZ и с угловым шагом dθ настолько мелкими, насколько это позволяет разрешение датчиков и цифровой геометрической модели, вычисленной для каждой емкости. Таким образом, можно получить картографию толщины для всей или для части проверяемой области и даже для всей емкости.
Можно также вычислить минимальную толщину на проверяемой области или определить соответствующую зону стенки, имеющую толщину, меньшую порога допуска, и называемую «тонкой зоной», и принять решение о качестве емкости в зависимости от минимальной толщины или от поверхности и/или от формы тонкой зоны.
Согласно варианту выполнения, область, проверяемая в этой рентгенографической установке 400, может содержать по меньшей мере часть горловины 5 емкости, и можно анализировать рентгенографические изображения для построения цифровой геометрической модели по меньшей мере внутренней поверхности горловины, чтобы можно было измерить внутренний диаметр D горловины на одной или нескольких высотах и в одном или нескольких направлениях и сопоставить его с измерением размерной характеристики проверяемой области.
Согласно другому варианту выполнения, область, проверяемая в этой рентгенографической установке 400, может содержать по меньшей мере часть корпуса 4 емкости, и можно анализировать рентгенографические изображения для построения цифровой геометрической модели внутренней поверхности и наружной поверхности емкости в проверяемой части стенки, и на основании внутренней и наружной поверхностей цифровой геометрической модели получить измерение толщины «е» стеклянной стенки корпуса емкости между указанными поверхностями.
Согласно предпочтительному варианту выполнения, проверяемая область содержит по меньшей мере часть горловины и часть стенки корпуса емкости, и можно анализировать рентгенографические изображения для построения цифровой геометрической модели внутренней поверхности и наружной поверхности емкости, и на основании внутренней и наружной поверхностей цифровой геометрической модели получить измерения внутреннего диаметра горловины и толщины стеклянной стенки корпуса емкости.
Некоторые предыдущие методы измерения предусматривали анализ геометрии цифровой геометрической модели каждой емкости по последовательным сечениям на разных высотах Z в плоскостях, ортогональных к оси ZM симметрии цифровой геометрической модели емкости, то есть в горизонтальных сечениях, которые затем анализируют в радиальных направлениях, меняя направление измерения с углом θ от 0 до 360°. Разумеется, такие же результаты получают при помощи сечений в плоскостях, секущих ось ZM симметрии, то есть вертикальных сечений, распределенных под углами θ от 0 до 360°.
Согласно предпочтительному варианту выполнения, цифровую геометрическую модель можно построить также, используя априорную геометрическую модель проверяемой области, позволяющую ускорить и сделать более надежными вычисления реконструкции цифровой геометрической модели каждой емкости.
Таким образом, априорная геометрическая модель является цифровой геометрической моделью, которая служит в качестве инициализации для программы реконструкции, чтобы построить цифровую геометрическую модель каждой проверяемой емкости. Ее роль в основном состоит в предоставлении компьютерной системе информации о форме, геометрии и размерах объекта, моделируемого путем вычисления.
В этом случае компьютерная система располагает априорной геометрической моделью проверяемой области для осуществления этой операции вычисления. Так, установка 400 может содержать устройство предоставления для компьютерной системы априорной геометрической модели проверяемой области для емкостей или серий емкостей.
Априорную геометрическую модель можно получить при помощи цифровой модели компьютерного проектирования емкостей, полученной во время их проектирования (САПР 3D), или можно получить из цифровой геометрической модели, построенной на основании измерения одной или нескольких емкостей одной серии (и, следовательно, одной коммерческой модели) при помощи измерительного устройства, например, при помощи измерительной машины со щупом или при помощи аппарата осевой томографии, или она может быть создана компьютерной системой на основании введенных значений и/или выполненных чертежей и/или форм, выбранных оператором, на интерфейсе человек-машина системы.
Можно установить параметры контроля, предоставляя в распоряжение компьютерной системы виртуальные положения щупов. В этом случае устройство в соответствии с изобретением, разумеется, содержит средства предоставления интервалов допусков измерений.
Еще одним средством определения измерений размеров и их соответствия является сравнение цифровой геометрической модели проверяемой области с контрольной или теоретической геометрической моделью.
Контрольная геометрическая модель является идеальной моделью серии контролируемых емкостей. Для осуществления размерного контроля можно сравнить цифровую геометрическую модель проверяемой области каждой емкости с контрольной геометрической моделью, общей для серии емкостей, при помощи алгоритма, включающего в себя совмещение моделей, затем измерение отклонений между моделями. Контрольную геометрическую модель можно также получить при помощи системы САПР по меньшей мере для наружной поверхности емкостей.
Согласно варианту, контрольная геометрическая модель и априорная геометрическая модель являются одной и той же геометрической моделью.
Из вышесказанного следует, что компьютерная система 600 определяет для каждой емкости по меньшей мере внутренний диаметр горловины и/или толщину стеклянной стенки корпуса емкости. В целом, рентгенографическая установка 400 позволяет произвести ряд измерений размеров на емкостях 2. Размерный контроль состоит в измерении реальных размеров и в их сравнении с требуемыми размерами. Любая емкость серии априори является близкой к идеальной контрольной емкости, но отличается от нее размерными отклонениями. Основной задачей является сравнение измерений, полученных на емкостях, с требуемыми значениями, например, определенными службой контроля качества. Эти измерения размеров или отклонения этих размеров относительно требуемых значений могут быть выведены на экран, сохранены в памяти и т.д. Они могут быть также использованы для принятия решений о соответствии емкостей, которые могут отсортировываться автоматически. Согласно предпочтительному отличительному признаку выполнения, компьютерная система 600 соединена с устройством визуализации значений линейных измерений проверяемой области и/или размерных отклонений по отношению к контрольным значениям. Например, установка 400 или, в целом, заявленная линия 100 контроля может содержать экран для визуализации рентгенографических изображений проверяемой области и измеренных размеров.
Разумеется, относительные положения источников Fj и датчиков Ci изображений являются самыми разными, при этом следует напомнить, что источники Fj и датчики Ci изображений находятся за пределами объема Vt транспортировки.
Согласно варианту выполнения, рентгенографическая установка 400 содержит только один источник Fj = F1, расположенный вдоль одной стороны объема Vt транспортировки, и ряд датчиков изображений Ci = C11, C22, C13, расположенных с противоположной стороны объема Vt транспортировки, чтобы принимать лучи, выходящие из источника Fj и прошедшие через проверяемую область. В этом примере источник имеет апертуру Of, которую измеряют по меньшей мере в одной какой-либо плоскости, например, в плоскости X,Y на фиг. 1, и которая превышает или равна 90°. Эту апертуру Of рассматривают на выходе из источника в случае, когда между источником и объемом Vt или между объемом Vt и датчиками изображений установка содержит экраны ограничения пучков только полезными пучками, чтобы уменьшить рассеяние.
Согласно другому варианту выполнения рентгенографической установки 400, по меньшей мере два источника Fj (F1 и F2) рентгеновских лучей расположены раздельно в двух разных положениях, и по меньшей мере три датчика Ci изображений, чувствительные к рентгеновским лучам, расположены таким образом, чтобы каждый источник был связан по меньшей мере с одним датчиком Ci изображений и чтобы каждый датчик Ci изображений был связан с источником и принимал рентгеновские лучи, исходящие из указанного источника и проходящие через проверяемую область. В этом варианте каждый источник имеет апертуру, превышающую или равную 45°, при этом сумма апертур обоих источников превышает или равна 90°. Можно например, предусмотреть рентгенографическую установку 400, содержащую, например, источник с апертурой Of, превышающей или равной 120°, или рентгенографическую установку 400, содержащую два источника, сумма апертур которых превышает или равна 120°.
В примере выполнения, представленном на фиг. 5-7, рентгенографическая установка 400 содержит три источника F1, F2, F3, связанные, каждый, с отдельной трубкой 12. Рентгенографическая установка 400 содержит также пять датчиков изображений С11, С12, С13, С14 и С15, чувствительных, каждый, к рентгеновским лучам, выходящим из первого соответствующего источника F1, пять датчиков изображений С21, С22, С23, С24 и С25, чувствительных, каждый, к рентгеновским лучам, выходящим из второго соответствующего источника F2, и три датчика изображений С31, С32, С33, чувствительных, каждый, к рентгеновским лучам, выходящим из третьего соответствующего источника F3.
Согласно этому примеру выполнения, рентгенографическая установка 400 содержит по меньшей мере один источник (например, два источника F1 и F2), из которого выходит расходящийся пучок рентгеновских лучей. По меньшей мере один источник (в данном примере два источника F1 и F2) расположен с одной стороны от секущей плоскости Ps таким образом, чтобы каждый из пучков проходил через секущую плоскость Ps и через проверяемую область, тогда как по меньшей мере один датчик Ci изображений, связанный с указанным источником Fj для приема рентгеновских лучей, выходящих из указанного источника Fj, расположен с противоположной стороны относительно секущей плоскости Ps. (В этом примере такими являются пять датчиков С11, С12, С13, С14 и С15 изображений, чувствительных, каждый, к рентгеновским лучам, исходящим из соответствующего источника F1, и пять датчиков С21, С22, С23, С24 и С25 изображений, чувствительных, каждый, к рентгеновским лучам, исходящим из соответствующего источника F2). Разумеется, можно расположить один источник с одной стороны от секущей плоскости Ps и другой источник с другой стороны от секущей плоскости Ps, при этом соответствующие датчики изображений тоже расположены с двух сторон от секущей плоскости Ps.
Согласно предпочтительному варианту выполнения рентгенографической установки 400, показанной на фиг. 5-7, источник Fj, из которого выходит расходящийся пучок рентгеновских лучей, расположен с одной стороны от плоскости Рс транспортировки, тогда как по меньшей мере один датчик Ci изображений, связанный с указанным источником Fj для приема исходящих от указанного источника рентгеновских лучей, расположен с противоположной стороны относительно плоскости Рс транспортировки. В представленном примере источник F3 расположен над плоскостью Рс транспортировки, тогда как три датчика изображений С31, С32, С33 расположены под плоскостью Рс транспортировки. Разумеется, положение между источником и датчиками изображений можно поменять на обратное относительно плоскости транспортировки.
Согласно предпочтительному варианту выполнения рентгенографической установки 400, по меньшей мере один из источников Fj расположен/расположены в плоскости Рс транспортировки. Предпочтительно эти источники взаимодействуют с соответствующими датчиками изображений, находящимися противоположно к ним относительно секущей плоскости Ps, и, таким образом, в случае транспортировки емкостей, находящихся на плоском конвейере, это расположение способствует тому, что в рентгенографических изображениях проекции емкостей не накладываются на проекцию конвейера. Таким образом, в цифровой геометрической модели емкостей можно точно определить часть емкости, входящую в контакт с соответствующим участком конвейера.
Согласно предпочтительному отличительному признаку выполнения, расположение датчиков Ci изображений и источников является таким, что рентгеновские лучи, выходящие из источника или источников Fj и достигающие датчиков Ci изображений, проходят только через одну проверяемую область за один раз. Иначе говоря, рентгеновские лучи проходят только через одну емкость за один раз. Следует отметить, что рентгенографическая установка 400 или линия 100 контроля может содержать систему для контроля промежутка между последовательно движущимися объектами, например, винты или ремни бокового контакта с емкостями.
Рентгенографическая установка 400 обеспечивает не только быстрый, но и недорогой размерный контроль с точностью, необходимой для размерного контроля. Она позволяет уменьшить число изображений, необходимых для реконструкции, до минимального числа, позволяющего добиться требуемой размерной точности. Например, при девяти проекциях и при ограниченном числе изображений проверяемой области она позволяет измерить с точностью +/-0,05 мм внутренний диаметр горловины или толщину емкости с точностью +/-0,02 миллиметра. Предпочтительно рентгенографическая установка 400 содержит от одного до четырех источников Fj и предпочтительно один или два источника Fj и предпочтительно от четырех до пятнадцати датчиков Ci рентгенографических изображений.
Датчики рентгенографических изображений и источник или источники следует располагать таким образом, чтобы комбинация указанных по меньшей мере трех направлений проекции оптимизировала определение цифровой геометрической модели проверяемой области с учетом того, что необходимо оставлять проходимый объем Vt свободным для прохождения емкостей. Предпочтительно применяют нижеследующие правила, причем эти правила действительны для линейных или матричных датчиков изображений.
В дальнейшем угол будет считаться абсолютной величиной. На фиг. 8 и 9 показаны два направления Dji и D’ji рентгенографической проекции, которые являются также векторами. На этих фигурах показаны угол r между этими двумя направлениями проекции, то есть  , и угол s, дополняющий угол r, то есть s = 180° - r. По определению полезный угол α между двумя разными направлениями Dji и D’ji проекции в их плоскости Pk сечения является наименьшим из углов r и s, то есть α = Min(r, s). Таким образом, полезный угол α является наименьшим из углов, образованных двумя прямыми, по которым проходят направления Dji, D’ji проекции, в любой точке проверяемой области.
, и угол s, дополняющий угол r, то есть s = 180° - r. По определению полезный угол α между двумя разными направлениями Dji и D’ji проекции в их плоскости Pk сечения является наименьшим из углов r и s, то есть α = Min(r, s). Таким образом, полезный угол α является наименьшим из углов, образованных двумя прямыми, по которым проходят направления Dji, D’ji проекции, в любой точке проверяемой области.
Согласно предпочтительному варианту, для каждой емкости считывают по меньшей мере два изображения, полученные из двух рентгенографических проекций в двух разных направлениях Dji и D’ji проекции, образующих между собой полезный угол α, превышающий или равный 45° и меньший или равный 90°. Согласно предпочтительному варианту выполнения, для каждой емкости считывают по меньшей мере два изображения, полученные из двух рентгенографических проекций в двух разных направлениях, образующих между собой полезный угол α, превышающий или равный 60° и меньший или равный 90°.
Для этого рентгенографическая установка 400 содержит по меньшей мере один источник и два датчика изображений, расположенные таким образом, чтобы направления принимаемой ими проекции проверяемой области имели между собой полезный угол α, превышающий или равный 45° и меньший или равный 90° и предпочтительно превышающий или равный 60° и меньший или равный 90°.
Например, как показано на фиг. 5, полезный угол α между направлениями D15 и D11 и между направлениями D13 и D25 превышает 45°. Разумеется, понятно, что по меньшей мере один полезный угол превышает или равен 45° и меньше или равен 90° и предпочтительно по меньшей мере один полезный угол превышает или равен 60° и меньше или равен 90°, а другие полезные углы между двумя направлениями Dji являются любыми. На основании этого правила специалист в данной области сможет найти расположение, которое дает наиболее полное распределение направлений проекции проверяемой области.
Согласно другому предпочтительному отличительному признаку, для каждой емкости компьютерная система 600 считывает по меньшей мере одно рентгенографическое изображение проверяемой области, соответствующее направлению проекции, образующему определенный угол раскрытия β с направлением Т перемещения.
Как показано на фиг. 10 и 11, рассматривают угол р между направлением проекции (вектор Dji) и траекторией емкостей (вектор Т), то есть угол р = (Dji, T), то есть р = (D11, T) и p = (D12, T) в примере, показанном на фиг. 10, и p = (D22, T) и p = (D11, T) в примере, показанном на фиг. 11. Угол q, дополняющий угол р, равен q = 180° - p. По определению угол раскрытия β между направлением Dji проекции и траекторией Т является наименьшим из углов р и q, то есть β = Min (p, q). Таким образом, угол раскрытия β является наименьшим из углов, образованных обеими прямыми, на одной из которых находится направление Dji проекции, а на другой - траектория Т, приведенные в любой точке проверяемой области.
Согласно еще одному предпочтительному отличительному признаку, для каждого объекта компьютерная система считывает по меньшей мере одно рентгенографическое изображение проверяемой области, соответствующее направлению Dji проекции, образующему с направлением Т перемещения угол раскрытия β, составляющий от 10° до 60°. Иначе говоря, заявленная установка содержит по меньшей мере один источник и датчик Ci изображений, расположенные таким образом, что, когда объект проходит через поле датчиков изображений, направление Dji проекции проверяемой области на датчик Ci изображений образует угол раскрытия β с направлением Т перемещения, составляющий от 10° до 60°.
Говоря другими словами, конфигурация рентгенографической установки 400 оптимизирована, чтобы уменьшить ее габарит в направлении перемещения и одновременно сохранить адаптированный для емкостей проходимый объем Vt и высокое качество реконструкции.
С учетом проходимого объема Vt установка не производит проекции вокруг направления Т перемещения. Проходимый объем Vt задает минимальный угол раскрытия бета. Например, βmin = 10°. Нет ни одного датчика, расположенного таким образом, чтобы получать проекцию с углом раскрытия β менее 10°.
Из всего вышесказанного следует сделать вывод, что распределение углов проекций для каждой емкости в соответствии с изобретением не обязательно является однородным.
Как показано на фиг. 9, распределение углов проекции может иметь пропуск, называемый областью мертвого угла, величиной в 2×10°, то есть 20°, вместо полного перекрывания на 180°.
Например, как показано на фиг. 10, рентгенографическая установка 400 содержит по меньшей мере один источник F1 и два датчика С11, С12 изображений, для которых направления D11, D12 проекции, образуют с направлением Т перемещения угол раскрытия β, составляющий от 10° до 60°, соответственно соответствующий углам р и q. В примере, показанном на фиг. 11, рентгенографическая установка 400 содержит по меньшей мере один датчик С11 изображений, связанный с источником F1, и датчик С22 изображений, связанный с источником F2. Направления D11, D22 проекции образуют угол раскрытия β, составляющий от 10° до 60° и соответствующий углам ρ, и, таким образом, можно предусмотреть, например, рентгенографическую установку 400, содержащую источник с апертурой Of, превышающей или равной 120°, или рентгенографическую установку 400, содержащую два источника, сумма апертур которых превышает или равна 120°. Точно так же рентгенографическая установка 400, показанная на фиг. 5, содержит датчик С11 изображений, который связан с источником F1 и направление D11 проекции которого образует угол раскрытия β, составляющий от 10° до 60°, по отношению к направлению Т перемещения.
Датчики Ci рентгенографических изображений являются датчиками матричного или линейного типа.
Согласно предпочтительному варианту изобретения, рентгенографическая установка 400 содержит линейные датчики изображений. Согласно этому предпочтительному варианту, каждый датчик Ci рентгенографических изображений содержит линейную сеть рентгенографических элементов, чувствительных к рентгеновским лучам и распределенных вдоль опорной прямой Li, образующей с соответствующим источником Fj плоскость Pji проекции, содержащую направление Dji рентгенографической проекции (фиг. 2). Эти датчики Ci рентгенографических изображений расположены таким образом, что по меньшей мере m чувствительных рентгенографических элементов каждого из этих датчиков рентгенографических изображений принимают рентгенографическую проекцию проверяемой области при помощи пучка рентгеновских лучей, выходящего из соответствующего источника Fj, с плоскостями Pji проекции для различных датчиков изображений, которые различаются между собой и не являются параллельными плоскости Рс транспортировки. Число m чувствительных элементов каждого линейного датчика превышает 128, предпочтительно превышает 512. Расстояние межу соседними чувствительными рентгенографическими элементами (называемое «шаг» или “pitch” на английском языке) и/или размер чувствительных элементов рентгенографических предпочтительно меньше 800 мкм. Частота считывания линий изображений предпочтительно превышает 100 Гц, предпочтительно превышает 1 кГц. Разумеется, эти параметры определены в зависимости от размера емкостей, от требуемой точности и от скорости движения.
Согласно предпочтительному отличительному признаку выполнения, опорные прямые Li по меньшей мере трех линейных датчиков Ci рентгенографических изображений являются параллельными между собой.
Согласно другому предпочтительному отличительному признаку выполнения, опорные прямые Li по меньшей мере трех линейных датчиков Ci рентгенографических изображений являются ортогональными к плоскости Рс транспортировки.
Согласно варианту, источник Fj расположен таким образом, чтобы его пучок проходил через проверяемую область, затем через плоскость Рс транспортировки. Кроме того, по меньшей мере один соответствующий линейный датчик Ci рентгенографических изображений расположен противоположно к источнику Fj относительно плоскости Рс транспортировки и таким образом, чтобы его опорная прямая Li была параллельной относительно плоскости Рс транспортировки.
Согласно этим вариантам выполнения с линейными датчиками рентгенографических изображений система считывания считывает при помощи каждого из указанных по меньшей мере трех датчиков Ci рентгенографических изображений при каждом инкрементальном перемещении каждой емкости по траектории линейные рентгенографические изображения проверяемой области в количестве, выбранном таким образом, чтобы для каждой емкости вся проверяемая область оказалась полностью отображенной на всех линейных рентгенографических изображениях. Таким образом, во время перемещения емкости каждый датчик рентгенографических изображений может снимать линейные рентгенографические изображения таким образом, чтобы вся проверяемая область оказалась полностью отображенной на всех линейных рентгенографических изображениях, получаемых при помощи указанного датчика рентгенографических изображений. Так, для каждой емкости получают по меньшей мере три набора линейных рентгенографических изображений проверяемой области, которые затем подвергают анализу. Можно получать матричные рентгенографические изображения путем расположения рядом друг с другом наборов линейных рентгенографических изображений. Однако реконструкция геометрической модели и измерение этого не требуют в обязательном порядке.
Необходимо отметить, что с учетом проходимого объема Vt ни одну рентгенографическую проекцию не считывают в области мертвого угла (β<±10°), находящейся с двух сторон от направления Т перемещения. Несмотря на отсутствие рентгенографических проекций в этом интервале углов, рентгенографическая установка 400 позволяет построить при помощи априорной геометрической модели точную и полную цифровую геометрическую модель емкости. Это позволяет производить измерения линейного размера на всей цифровой геометрической модели и, в частности, в направлениях, не ортогональных к возможным направлениям проекции, в том числе измерения линейного размера в направлениях измерения, ортогональных к недостающим направлениям проекции, соответствующим области мертвого угла, находящейся с двух сторон от направления Т перемещения.
Инкрементальное перемещение является поступательным движением, производимым емкостью между двумя последовательными съемками изображений. При данной скорости движения емкостей инкрементальное перемещение ограничено по нижнему пределу скоростью считывания датчиков изображений. Этот параметр в комбинации с вертикальным разрешением линейных датчиков изображений (или с горизонтальным и вертикальным разрешениями матричных датчиков изображений) обуславливает плотность измеряемых точек цифровой геометрической модели, то есть в конечном счете пространственное разрешение и точность измерения размерной характеристики проверяемой области. Например, инкрементальное перемещение может быть меньше 0,5 мм, предпочтительно меньше 0,2 мм, что означает, что датчики изображений считываются 5 раз во время перемещения емкостей на 1 мм.
Разумеется, число источников, число соответствующих каждому источнику датчиков рентгенографических изображений и их относительное расположение определяют соответствующим образом в зависимости от требуемой степени точности измерения, от формы объектов и от промежутков между ними на конвейере.
Рентгенографическая установка 400 позволяет производить измерение размеров (для размерного контроля) на стеклянных емкостях, движущихся с высокой скоростью, и без контакта при помощи трех проекций рентгеновских лучей в разных направлениях и посредством оптимального, быстрого и достаточно надежного вычисления.
Следует отметить, что на стекольных заводах на одной и той же линии контроля могут одновременно присутствовать несколько серий разных емкостей. Рентгенографическую установку 400 и, в целом, заявленную линию 100 контроля можно использовать для проверки потока емкостей, состоящего из нескольких разных серий, например, из первой серии и второй серии. В этом случае рентгенографическая установка 400 или, в целом, линия 100 контроля содержит систему, указывающую компьютерной системе 600 серию, к которой принадлежит каждая из емкостей, чтобы осуществить заявленный способ для всех емкостей одной серии. Иначе говоря, предусмотрено предоставление компьютерной системе априорной геометрической модели каждой серии емкостей, и компьютерная система выполнена с возможностью связывать рентгенографические изображения каждой емкости с серией, к которой она принадлежит.
Отмечается, что на каждом посту зона контакта емкостей с участком устройства транспортировки, связанным с этим постом, предпочтительно отличается от зоны емкостей, проверяемой на этом посту, особенно в случае постов контроля венчика, контроля дна и контроля плеча или корпуса, на которых применяют оптический контроль при помощи световых лучей.
Кроме того, на описанной выше линии контроля можно предусмотреть транспортировку емкостей без вертикального перемещения как на всех трех постах контроля венчика, контроля дна и рентгенографического измерения, так и между постами контроля венчика, контроля дна и рентгенографического измерения. Это упрощает разработку линии, снижает ее стоимость, обеспечивает высокие скорости и упрощает операции изменения формата.
В частности, на линии контроля с применением описанных выше установок можно предусмотреть транспортировку емкостей без контролируемого вращения вокруг их центральной оси на трех постах, но одновременно обеспечивая контроль включений и измерение линейных размеров на 360 градусов емкости вокруг ее центральной оси А2. Кроме того, предпочтительно на линии контроля с применением описанных выше установок можно предусмотреть транспортировку емкостей без контролируемого вращения между постами контроля венчика, контроля дна и рентгенографического измерения.
Уже было предложено, например, в документах ЕР2368861 или WO2008101492, чтобы каждая емкость серии емкостей имела единый идентификатор. Этот единый идентификатор для каждой емкости связан или содержит по меньшей мере данные по производству емкости, и/или время и дату, и/или номер формы, в которой была выполнена емкость, и/или номер секции или полости, в которой была выполнена емкость. В этом случае можно предусмотреть, чтобы линия контроля содержала по меньшей мере один считыватель единого идентификатора емкостей, проверяемых на линии контроля. Можно предусмотреть компьютерную систему 600, которая получает:
- от установки контроля венчика - по меньшей мере одну данную контроля венчика для проверяемой емкости;
- от установки контроля дна - по меньшей мере одну данную контроля дна для проверяемой емкости;
- от установки рентгенографического измерения - по меньшей мере одно измерение линейного размера для проверяемой емкости.
В этом случае компьютерная система может быть выполнена с возможностью создавать информативный отчет, связывающий для всех проверяемых емкостей серии единый идентификатор емкости, указанную по меньшей мере одну данную контроля венчика, указанную по меньшей мере одну данную контроля дна и указанное по меньшей мере одно измерение для этой проверяемой емкости, и с возможностью сохранять этот информативный отчет в электронной памяти, чтобы отчет оставался впоследствии доступным предпочтительно в течение всего срока службы емкости, в том числе, например, по меньшей мере до его приобретения конечным покупателем, то есть, как правило, в течение нескольких недель, предпочтительно нескольких месяцев и даже нескольких лет.
Разумеется, если линия контроля содержит установку контроля плеча и/или корпуса, предпочтительно предусматривают, чтобы информация контроля плеча и/или корпуса для проверяемой емкости тоже поступала в компьютерную систему и тоже была связана с другими данными в информативном отчете.
Например, информативный отчет может быть частью базы данных, в которой эти данные связаны друг с другом как относящиеся к одной и той же емкости, в данном случае емкости, которую можно идентифицировать по ее единому идентификатору. Информативный отчет для емкости может содержать другие данные, в частности, данные производства, позволяющие идентифицировать место, дату, час, минуту, секунду формования, и/или производственную машину, форму, полость и т.д. Позже в информативный отчет можно добавить другие данные, например, о заполнении, распределении, коммерциализации, использовании или рецикле. Информативный отчет может быть введен в «блокчейн», что позволяет обеспечивать безупречное отслеживание.
Кроме того, компьютерная система 600 предпочтительно может быть выполнена с возможностью производить компьютерную обработку на информативных отчетах группы емкостей серии. Эта обработка может быть статистической обработкой. Кроме того, компьютерная система может быть выполнена с возможностью задавать корректирующее действие на параметре производства емкостей на основе этой компьютерной обработки на информативных отчетах группы емкостей серии.
Согласно предпочтительному отличительному признаку выполнения, компьютерная система может быть связана с устройством сортировки емкостей в зависимости от линейного измерения проверяемой области и/или в зависимости от одной или нескольких данных контроля. Так, это устройство сортировки может удалять из устройства транспортировки емкости, признанные дефектными с учетом измеренных линейных размеров.
Изобретение не ограничивается описанными и показанными примерами, и в него можно вносить различные изменения, не выходя при этом за его рамки.







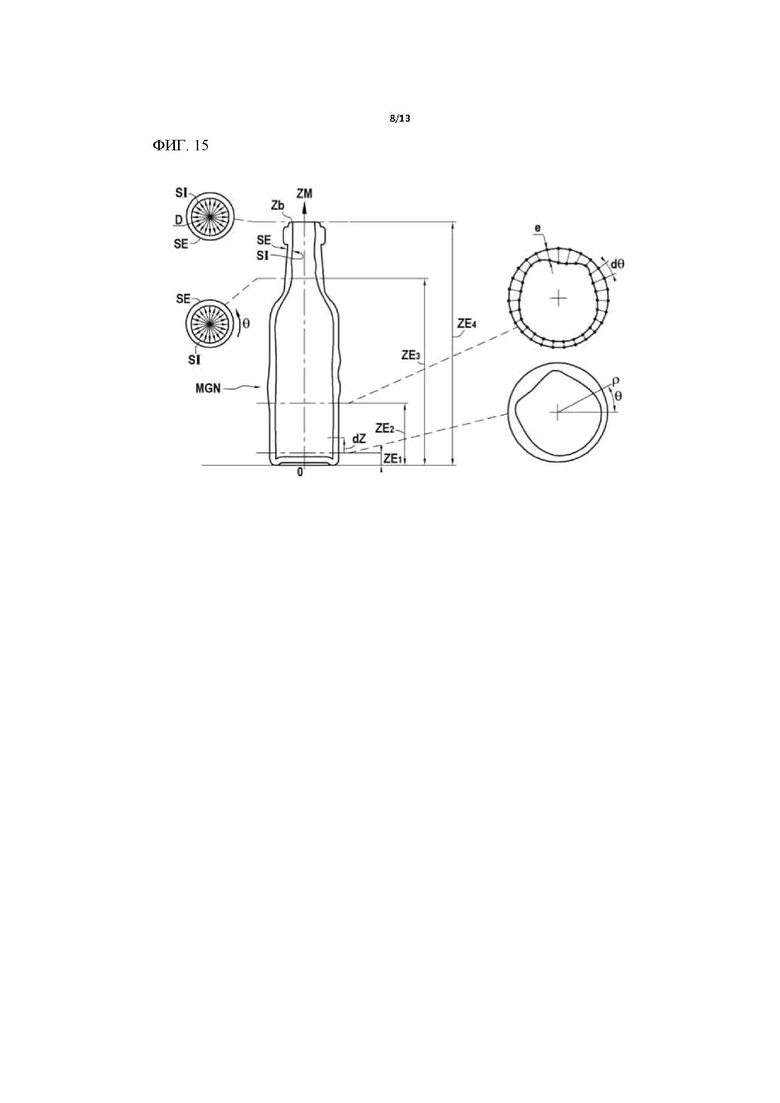




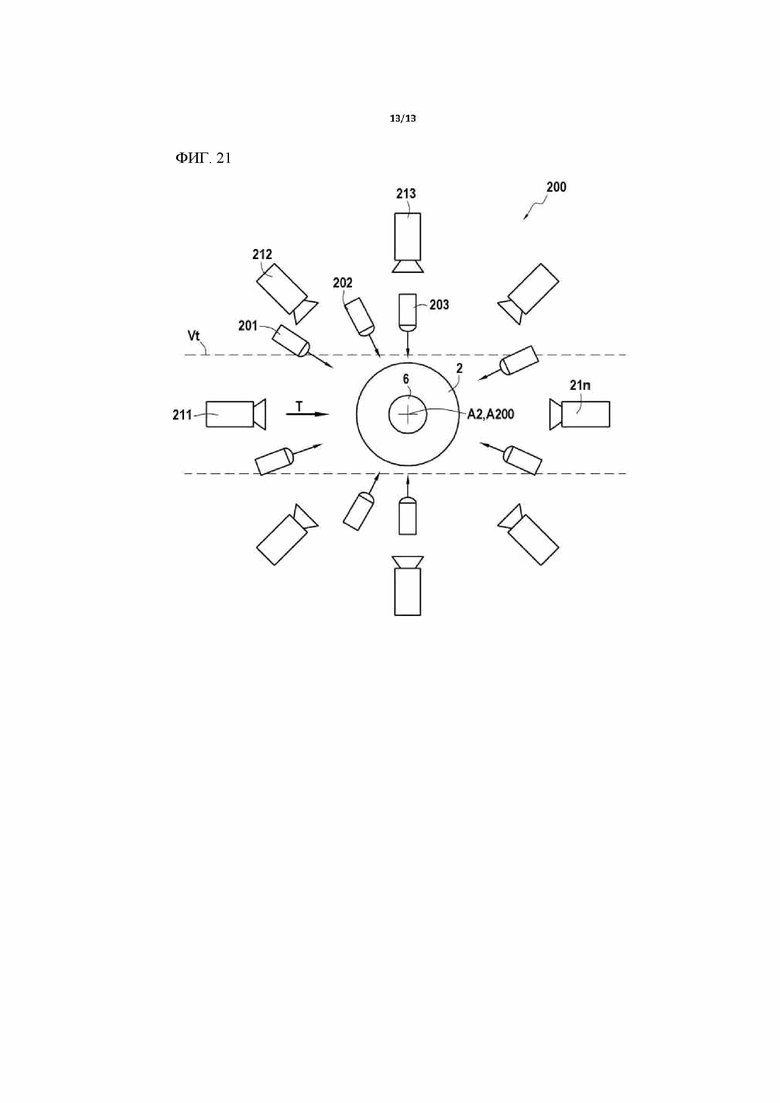
Изобретение относится к области контроля пустых стеклянных емкостей, например, таких как бутылки, банки, флаконы, передвигающихся по конвейеру после их изготовления, с целью выявления и измерения возможных размерных дефектов или дефектов типа включений. Линия контроля (100) содержит по меньшей мере: - на посту контроля венчика установку (200) контроля венчика, выполненную с возможностью обнаруживать бесконтактно при помощи световых лучей дефекты типа включений в горловине (5) емкостей; - на посту контроля дна установку (300) контроля дна, выполненную с возможностью обнаруживать бесконтактно при помощи световых лучей дефекты типа включений в дне (3) емкостей; - на посту рентгенографического измерения рентгенографическую установку (400) автоматического измерения линейных размеров по меньшей мере одной проверяемой области емкостей. Все три установки (200, 300, 400) расположены, каждая, на разных постах вдоль траектории перемещения емкостей. В каждой установке участок устройства (11) транспортировки обеспечивает в проверочной зоне установки транспортировку емкостей по прямолинейному участку траектории (Т) в горизонтальной плоскости (Рс) транспортировки, перпендикулярной к центральной оси емкостей. Технический результат – создание бесконтактной технологии измерения, позволяющей производить точные размерные измерения на емкостях, в частности, которая может обнаруживать возможные включения в горловине и дне емкости и которая может измерять по меньшей мере внутренний диаметр горловины и/или по меньшей мере толщину стенки корпуса емкости в контексте контроля емкости, передвигающейся на конвейере с высокой скоростью. 20 з.п. ф-лы, 21 ил.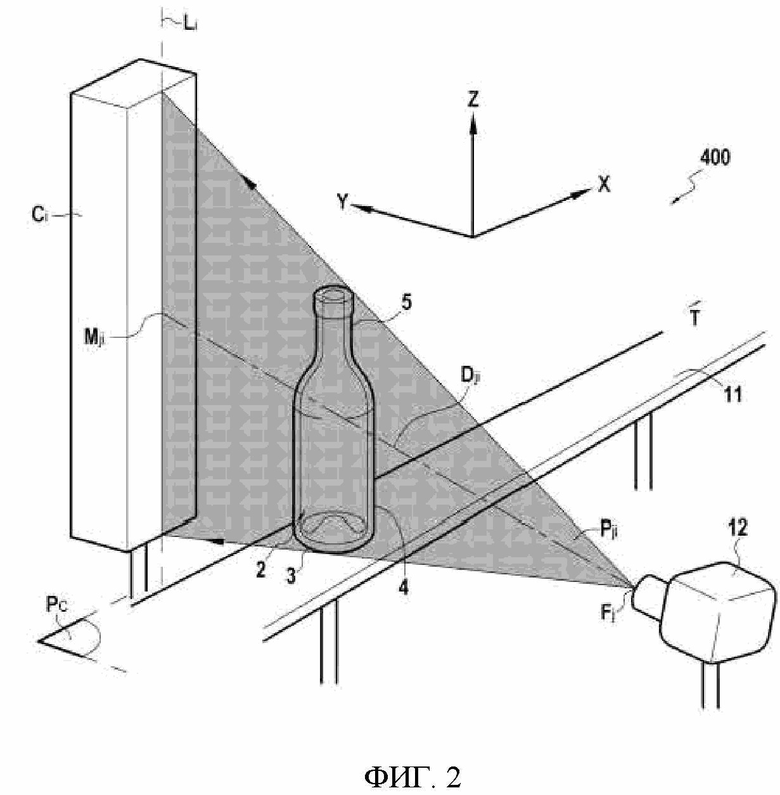
1. Линия контроля пустых стеклянных емкостей (2) одной серии, при этом каждая емкость серии имеет стенку, ограниченную внутренней поверхностью (SI) и наружной поверхностью (SE), имеющую центральную ось (A2) и образующую сверху вниз вдоль центральной оси:
- горловину (5), заканчивающуюся венчиком (6), верхняя сторона которого образует верхнюю плоскость (Psup) емкости, перпендикулярную к центральной оси,
- плечо (4’),
- корпус (4),
- и дно (3) емкости, которое образует нижнюю плоскость (Pinf) емкости, перпендикулярную к центральной оси;
при этом линия (100) контроля содержит устройство (11, 112, 113, 114) транспортировки, которое обеспечивает за счет контакта по меньшей мере с одной контактной областью емкостей транспортировку емкостей вдоль траектории (Т) перемещения, при этом емкости проходят через объем (Vt) транспортировки, расположенный вдоль траектории (Т) перемещения;
отличающаяся тем, что линия контроля содержит установки, расположенные, каждая, на отличающихся друг от друга постах вдоль траектории (Т) перемещения:
а) на посту контроля венчика установку (200) контроля венчика, выполненную с возможностью обнаруживать бесконтактно при помощи световых лучей дефекты типа включений в горловине (5) емкостей, при этом установка (200) содержит:
а1) проверочную зону установки контроля венчика, в которой должна находиться горловина емкости для проверки, при этом указанная зона содержит верхнюю опорную плоскость (Prefh), которая должна совпадать с верхней плоскостью емкости в ходе проверки и содержит опорную ось (А200), которая должна совпадать с центральной осью (А2) емкости при положении емкости в ходе проверки;
а2) участок (112) устройства (11) транспортировки, который обеспечивает в проверочной зоне установки транспортировку емкостей по прямолинейному участку траектории (Т) перемещения в горизонтальной плоскости (Рс) транспортировки, перпендикулярной к центральной оси емкостей;
а3) ряд из нескольких направленных световых излучателей (201, 202, …, 20n), которые распределены в угловом направлении вокруг опорной оси установки и которые выдают, каждый, в направлении проверочной зоны установки направленный световой пучок вдоль его собственной оси пучка (А201, А202,…, А20n) таким образом, чтобы проверочная зона освещалась направленными световыми пучками под множеством разных углов азимута в проекции на верхнюю опорную плоскость;
а4) несколько световых приемников (211, 212,…, 21n), которые распределены в угловом направлении вокруг опорной оси установки и которые имеют, каждый, ось обзора (A211, A212,…, A21n) и угол поля обзора (AV211,…) вокруг этой оси обзора;
а5) оптические элементы, расположенные с двух сторон от соответствующей опорной плоскости, причем эти оптические элементы принадлежат либо к световым излучателям установки, либо к световым приемникам установки, но при этом все они находятся за пределами объема транспортировки;
b) на посту контроля дна установку (300) контроля дна, выполненную с возможностью обнаруживать бесконтактно при помощи световых лучей дефекты типа включений в дне (3) емкостей, при этом установка (300) содержит:
b1) проверочную зону установки контроля дна, в которой должно находиться дно емкости для проверки, при этом указанная зона содержит нижнюю опорную плоскость (Prefb), которая должна совпадать с нижней плоскостью емкости в ходе проверки и содержит опорную ось (А300), которая должна совпадать с центральной осью емкости при положении емкости в ходе проверки;
b2) участок (113) устройства (11) транспортировки, который обеспечивает в проверочной зоне установки транспортировку емкостей по прямолинейному участку траектории (Т) перемещения в горизонтальной плоскости (Рс) транспортировки, перпендикулярной к центральной оси емкостей;
b3) ряд из нескольких направленных световых излучателей (301, 302, …, 30n), которые распределены в угловом направлении вокруг опорной оси установки и которые выдают, каждый, в направлении проверочной зоны установки направленный световой пучок вдоль его собственной оси пучка (A301, A302, …, A30n) таким образом, чтобы проверочная зона освещалась направленными световыми пучками под множеством разных углов азимута в проекции на нижнюю опорную плоскость;
b4) несколько фоточувствительных приемников (311, 312, …, 31n), которые распределены в угловом направлении вокруг опорной оси установки и которые имеют, каждый, ось обзора (A311, A312, …, A31n) и угол поля обзора (AV311) вокруг этой оси обзора;
b5) оптические элементы, расположенные с двух сторон от соответствующей нижней опорной плоскости, причем эти оптические элементы принадлежат либо к световым излучателям установки, либо к световым приемникам установки, но при этом все они находятся за пределами объема транспортировки;
с) на посту рентгенографического измерения рентгенографическую установку (400) автоматического измерения линейных размеров по меньшей мере одной проверяемой области емкостей, причем эта установка имеет:
с1) по меньшей мере один источник (Fj) трубки (12), генерирующей рентгеновские лучи, находящийся за пределами проходимого объема (Vt) и создающий направленный расходящийся пучок рентгеновских лучей для прохождения по меньшей мере через одну проверяемую область, содержащую по меньшей мере часть горловины и/или часть корпуса емкости;
с2) участок (114) устройства (11) транспортировки, который обеспечивает в проверочной зоне установки транспортировку емкостей по прямолинейному участку траектории (Т) перемещения в горизонтальной плоскости (Рс) транспортировки, перпендикулярной к центральной оси емкостей;
с3) один или несколько датчиков (Ci) рентгенографических изображений, находящихся за пределами объема (Vt) транспортировки, чтобы принимать исходящие из источника (Fj) рентгеновские лучи, при этом источник или источники (Fj) и датчики (Ci) рентгенографических изображений расположены так, чтобы каждый датчик изображений принимал рентгенографическую проекцию проверяемой области при помощи лучей, исходящих из источника (Fj), когда емкость пересекает эти лучи, при этом направления рентгенографической проекции этих рентгенографических проекций отличаются друг от друга;
с4) систему считывания, соединенную с датчиками (Ci) рентгенографических изображений, чтобы считывать для каждой емкости во время ее перемещения по меньшей мере три рентгенографические изображения проверяемой области, полученные в результате по меньшей мере трех рентгенографических проекций проверяемой области с разными направлениями рентгенографической проекции;
с5) компьютерную систему, анализирующую указанные по меньшей мере три рентгенографические изображения, полученные в результате по меньшей мере трех разных рентгенографических проекций, чтобы определить по меньшей мере внутренний диаметр горловины в плоскости, не ортогональной к направлению (Dji) рентгенографической проекции, и/или по меньшей мере толщину стенки корпуса в плоскости, не ортогональной к направлению (Dji) рентгенографической проекции.
2. Линия контроля по п. 1, отличающаяся тем, что содержит на посту контроля плеча и/или корпуса, отличном от постов контроля венчика, контроля дна и рентгенографического измерения, установку (500) контроля плеча и/или корпуса, которая выполнена с возможностью бесконтактно обнаруживать при помощи световых лучей дефекты типа включений в плече и/или корпусе емкостей, при этом установка (500) содержит:
d1) проверочную зону установки контроля плеча и/или корпуса, в которой должно находиться плечо и/или корпус емкости для проверки, при этом указанная зона содержит промежуточную опорную плоскость, которая должна пересекать плечо и/или корпус емкости в ходе проверки и содержит опорную ось (А500), которая должна совпадать с центральной осью емкости при положении емкости в ходе проверки;
d2) участок устройства (11) транспортировки, который обеспечивает в проверочной зоне установки транспортировку емкостей по прямолинейному участку траектории (Т) перемещения в горизонтальной плоскости (Рс) транспортировки, перпендикулярной к центральной оси емкостей;
d3) ряд из нескольких направленных световых излучателей, которые распределены в угловом направлении вокруг опорной оси установки и которые выдают, каждый, в направлении проверочной зоны установки направленный световой пучок вдоль его собственной оси пучка таким образом, чтобы проверочная зона освещалась направленными световыми пучками под множеством разных углов азимута в проекции на промежуточную опорную плоскость;
d4) несколько световых приемников, которые распределены в угловом направлении вокруг опорной оси установки и которые имеют, каждый, ось обзора и угол поля обзора вокруг этой оси обзора;
d5) оптические элементы, расположенные с двух сторон от промежуточной опорной плоскости, причем эти оптические элементы принадлежат либо к световым излучателям установки, либо к световым приемникам установки, но при этом все они находятся за пределами объема транспортировки.
3. Линия контроля по п. 1 или 2, отличающаяся тем, что в каждой из проверочных зон установок контроля венчика (200), контроля дна (300) и рентгенографического измерения (400) устройство (11) транспортировки обеспечивает в проверочной зоне установки транспортировку емкостей вдоль траектории перемещения без контролируемого вращения вокруг их центральной оси (А2).
4. Линия контроля по одному из пп. 1-3, отличающаяся тем, что в каждой из проверочных зон установок контроля венчика (200), контроля дна (300) и рентгенографического измерения (400) устройство (11) транспортировки обеспечивает в проверочной зоне установки транспортировку емкостей вдоль траектории перемещения таким образом, чтобы они были неподвижными во вращении вокруг их центральной оси (А2).
5. Линия контроля по одному из пп. 1-4, отличающаяся тем, что между каждой из установок контроля венчика (200), контроля дна (300) и рентгенографического измерения (400) устройство (11) транспортировки обеспечивает транспортировку емкостей вдоль траектории перемещения без контролируемого вращения вокруг их центральной оси (А2).
6. Линия контроля по одному из пп. 1-5, отличающаяся тем, что устройство (11) транспортировки образовано на каждом из постов соответствующим участком (112, 113, 114) транспортировки устройства транспортировки, который обеспечивает транспортировку каждой емкости (2) через пост, будучи в контакте с емкостью, при этом один из участков транспортировки, связанных соответственно с постами контроля венчика, контроля дна и рентгенографического измерения, обеспечивает контакт с первой контактной областью емкостей, тогда как другой из участков транспортировки, связанных соответственно с постами контроля венчика, контроля дна и рентгенографического измерения, обеспечивает контакт со второй контактной областью емкостей, отличной от первой контактной области.
7. Линия контроля по п. 6, отличающаяся тем, что на каждом посту зона контакта емкостей с участком устройства (11) транспортировки, который связан с этим постом, отличается от зоны емкостей, проверяемой на этом посту.
8. Линия контроля по одному из пп. 1-7, отличающаяся тем, что в каждой из установок контроля венчика (200), контроля дна (300) и рентгенографического измерения (400) устройство (11) транспортировки обеспечивает транспортировку емкостей без вертикального перемещения.
9. Линия контроля по одному из пп. 1-8, отличающаяся тем, что устройство транспортировки (11) обеспечивает транспортировку емкостей (2) без вертикального перемещения на линии (100) контроля как на трех постах контроля венчика, контроля дна и рентгенографического измерения, так и между постами контроля венчика, контроля дна и рентгенографического измерения.
10. Линия контроля по одному из пп. 1-9, отличающаяся тем, что емкости (2) транспортируются без контролируемого вращения вокруг их центральной оси (А2) как на трех постах контроля венчика, контроля дна и рентгенографического измерения, так и между постами контроля венчика, контроля дна и рентгенографического измерения.
11. Линия контроля по одному из пп. 1-10, отличающаяся тем, что установка (200) контроля венчика содержит оптические элементы направленных световых излучателей (201, 202, …, 20n), расположенные над верхней опорной плоскостью (Prefh), и оптические элементы световых излучателей (201, 202, …, 20n), расположенные под верхней опорной плоскостью (Prefh), но за пределами объема (Vt) транспортировки.
12. Линия контроля по одному из пп. 1-11, отличающаяся тем, что установка (200) контроля венчика содержит оптические элементы световых приемников (211, 212, …, 21n), расположенные над верхней опорной плоскостью (Prefh), и оптические элементы световых приемников (211, 212, …, 21n), расположенные под верхней опорной плоскостью (Prefh), но за пределами объема (Vt) транспортировки.
13. Линия контроля по одному из пп. 1-12, отличающаяся тем, что установка (300) контроля дна содержит оптические элементы направленных световых излучателей (301, 302, …, 30n), расположенные под нижней опорной плоскостью (Prefb), и оптические элементы направленных световых излучателей (301, 302, …, 30n), расположенные над нижней опорной плоскостью (Prefb), но за пределами объема (Vt) транспортировки.
14. Линия контроля по одному из пп. 1-13, отличающаяся тем, что установка (300) контроля дна содержит оптические элементы световых приемников (311, 312, …, 31n), расположенные под нижней опорной плоскостью (Prefb), и оптические элементы световых приемников (311, 312, …, 31n), расположенные над нижней опорной плоскостью (Prefb), но за пределами объема (Vt) транспортировки.
15. Линия контроля по одному из пп. 1-14, отличающаяся тем, что установка (200, 300) контроля содержит направленные световые излучатели (201, 202, …, 20n, 301, 302, …, 30n), распределенные таким образом, чтобы проверочная зона освещалась направленными световыми пучками под множеством разных углов возвышения относительно опорной плоскости (Prefh, Prefb).
16. Линия контроля по одному из пп. 1-15, отличающаяся тем, что каждая емкость (2) серии емкостей имеет единый идентификатор, при этом линия (100) контроля содержит по меньшей мере один считыватель единого идентификатора емкостей, проверяемых линией контроля, при этом линия контроля содержит компьютерную систему (600), которая получает:
- от установки (200) контроля венчика по меньшей мере одну данную контроля венчика для проверяемой емкости;
- от установки (300) контроля дна по меньшей мере одну данную контроля дна для проверяемой емкости;
- от установки (400) рентгенографического измерения по меньшей мере одно измерение линейного размера для проверяемой емкости,
причем компьютерная система (600) линии контроля выполнена с возможностью создавать информативный отчет, связывающий единый идентификатор емкости (2), указанную по меньшей мере одну данную контроля венчика, указанную по меньшей мере одну данную контроля дна и по меньшей мере одно измерение для этой проверяемой емкости, и с возможностью сохранения этого информативного отчета в электронной памяти.
17. Линия контроля по п. 2, отличающаяся тем, что каждая емкость (2) серии емкостей имеет единый идентификатор, при этом линия (100) контроля содержит по меньшей мере один считыватель единого идентификатора емкостей, проверяемых линией контроля, при этом линия контроля содержит компьютерную систему (600), которая получает:
- от установки (200) контроля венчика по меньшей мере одну данную контроля венчика для проверяемой емкости;
- от установки (300) контроля дна по меньшей мере одну данную контроля дна для проверяемой емкости;
- от установки (400) рентгенографического измерения по меньшей мере одно измерение линейного размера для проверяемой емкости,
причем компьютерная система (600) линии контроля выполнена с возможностью создавать информативный отчет, связывающий единый идентификатор емкости (2), указанную по меньшей мере одну данную контроля венчика, указанную по меньшей мере одну данную контроля дна и по меньшей мере одно измерение для этой проверяемой емкости, и с возможностью сохранения этого информативного отчета в электронной памяти, при этом компьютерная система (600) линии (100) контроля получает от установки (500) контроля плеча и/или корпуса по меньшей мере одну данную контроля плеча и/или корпуса для проверяемой емкости, которая связана с другими данными в информативном отчете.
18. Линия контроля по одному из пп. 16 или 17, отличающаяся тем, что компьютерная система (600) линии (100) контроля выполнена с возможностью осуществления компьютерной обработки на информативных отчетах группы емкостей серии.
19. Линия контроля по одному из пп. 16-18, отличающаяся тем, что компьютерная система (600) линии (100) контроля выполнена с возможностью управлять корректирующим действием на параметре производства емкостей на основании компьютерной обработки на информативных отчетах группы емкостей серии.
20. Линия контроля по одному из пп. 1-19, отличающаяся тем, что определение по меньшей мере внутреннего диаметра горловины и/или по меньшей мере толщины стенки корпуса включает в себя построение, для каждой емкости, цифровой геометрической модели проверяемой области емкости.
21. Линия контроля по п. 20, отличающаяся тем, что указанная цифровая геометрическая модель содержит трехмерные координаты совокупности точек, вычисленные на основании указанных по меньшей мере трех рентгенографических изображений, причем эта совокупность точек принадлежит к внутренней и/или наружной поверхности стенки емкости, при этом по меньшей мере две точки находятся в плоскости, не ортогональной к направлению (Dji) рентгенографической проекции, при этом указанный по меньшей мере внутренний диаметр горловины и/или указанная по меньшей мере измеряемая толщина стенки корпуса могут быть измерены на цифровой геометрической модели в плоскости, не ортогональной к направлению (Dji) рентгенографической проекции.
| ПРОВЕРКА ГОРЛОВИНЫ КОНТЕЙНЕРА С ИСПОЛЬЗОВАНИЕМ ИНФРАКРАСНОЙ ЭНЕРГИИ, ИЗЛУЧАЕМОЙ ДНОМ КОНТЕЙНЕРА | 1999 |
|
RU2213710C2 |
| Способ контроля посторонних включений в стеклянных бутылках с жидкостью и устройство для его осуществления | 2017 |
|
RU2680979C1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ДЕФЕКТОВ НА ГОРЛОВИНЕ ЕМКОСТИ, ПРЕИМУЩЕСТВЕННО БУТЫЛОК ИЗ СВЕТОПРОНИЦАЕМОГО МАТЕРИАЛА | 1990 |
|
RU2009473C1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ ПОРОЖНИХ БУТЫЛОК | 2013 |
|
RU2579635C1 |
| CN 203551472 U, 16.04.2014 | |||
| US 3968368 A1, 06.07.1976 | |||
| CN 103308113 A, 18.09.2013 | |||
| US 8288700 B2, 16.10.2012. | |||

